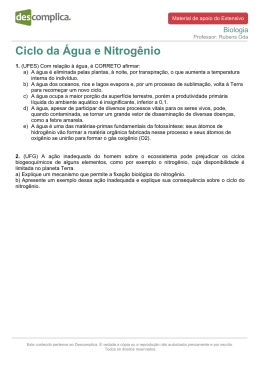
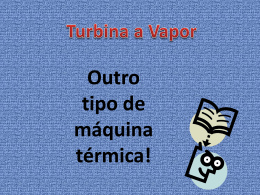
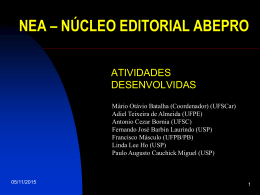
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Um novo modelo de controle para uma unidade de fracionamento do ar da CST André Luiz Bonelar dos Santos (CST-FAESA) andré[email protected] Luciano Lessa Lorenzoni (FAESA) [email protected] Resumo A abordagem proposta para condução deste artigo tem por objetivo a implementação de um novo modelo de controle, que flexibilize o processo produtivo da unidade 03 de fracionamento do ar sem alterar o equilíbrio hidrodinâmico e termodinâmico do processo, tornando-o auto-suficiente em nitrogênio liquido. A eliminação da injeção de nitrogênio liquido utilizada para manutenção do processo produtivo, produzirá um competitivo ganho em termos de qualidade do processo além dos benefícios econômicos, que são conseqüências da redução de custos operacionais. Além disso ampliam-se os conhecimentos tecnológicos de um setor pouco difundido e de grande relevância para o Brasil. Palavras-chave: destilação fracionada, consumo energético, termodinâmica, capacidade de liquefação, otimização. 1. Introdução A destilação fracionada do ar é um dos processos de separação mais empregado nas indústrias siderúrgica, química e petroquímica. Apesar da sua larga utilização, o processo ainda apresenta um alto custo operacional devido ao consumo energético necessário para operação de uma unidade. O setor de utilidades da Companhia Siderúrgica de Tubarão (CST) tem instalado em seu parque industrial quatro unidades de destilação fracionada do ar, que são responsáveis pela produção de oxigênio, nitrogênio e argônio utilizados ao longo da cadeia produtiva do processo siderúrgico. Durante o processo de destilação fracionada do ar na unidade 03, uma fração da corrente de nitrogênio líquido sub-resfriado que alimenta o topo da coluna superior (Refluxo) deveria ser extraído e direcionado para um tanque de estocagem. Como esta atividade ocasiona um desequilíbrio termodinâmico na coluna superior, a extração de nitrogênio não é realizada. Este fato torna o processo de destilação da unidade 03 dependente de injeção de nitrogênio líquido do sistema de estocagem. A abordagem proposta para condução deste projeto tem por objetivo a implementação de um novo modelo de controle, que contemple a extração do nitrogênio líquido para a autosuficiência da unidade 03 de fracionamento, mantendo o equilíbrio termodinâmico do processo. O presente trabalho justifica-se porque a eliminação da injeção de nitrogênio líquido utilizada para manutenção do processo produtivo, produzirá um competitivo ganho em termos de qualidade do processo além dos benefícios econômicos, que são conseqüências da redução de custos operacionais. Além disso ampliam-se os conhecimentos tecnológicos de um setor pouco difundido e de grande relevância para o Brasil. Este trabalho é apresentado em 3 capítulos dispostos da seguinte forma. Este primeiro capítulo introduz o assunto e apresenta a organização do texto. O capitulo 2 descreve os ENEGEP 2006 ABEPRO 1 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 conceitos fundamentais e as abordagens consideradas mais relevantes sobre destilação fracionada; nele também serão apresentados e analisados os resultados experimentais alcançadas. As conclusões obtidas no decorrer do trabalho, bem como algumas sugestões de estudos a serem realizados futuramente serão apresentadas no Capítulo 3. 2. Flexibilização operacional No processo de destilação fracionada do ar a redução da temperatura do fluido do processo é obtida por transferência de calor do fluido quente que entra no processo para o fluido frio que sai, seguido por uma expansão. Esta expansão pode ocorrer em uma válvula expansora onde ocorre apenas uma redução de temperatura ou em uma máquina de expansão na qual a entalpia e a temperatura decrescem. Entretanto durante o processo de compressão à temperatura ambiente, a entalpia e a entropia do fluido de processo decrescem. Já na temperatura criogênica quando o calor é absorvido a entalpia e a entropia cresce. Como um sistema de destilação experimenta fluxos desbalanceados, tanto mássicos como energético, nos trocadores de calor. Estes desbalanceamentos são continuamente recompostos pela alimentação de gás a ser liquefeito. Quanto maior o desbalanceamento energético, maior será o acumulo de líquido no processo que poderá ser extraído. Na implementação de um modelo otimizado de operação para unidade 03 de destilação fracionada do ar teremos primeiramente que identificar por meio do trabalho realizado pela turbina de expansão, qual a região ótima de operação. Identificada à região ótima de operação o próximo passo é quantificar o desbalanceamento energético, que chamaremos de capacidade de liquefação (CLQ), obtidos nesta região. Por fim, aplicaremos os parâmetros obtidos via equação de CLQ em um simulador da planta sob diversas condições de ajustes, determinando em quais condições a capacidade de liquefação é maximizada. Validado o modelo, os parâmetros determinados via simulação, serão aplicados e comparados com os dados reais de operação. 2.1 Modelo estacionário Com o intuito de definir o valor de nitrogênio liquido possível de ser extraído da corrente de refluxo da coluna superior, foi desenvolvido um modelo de simulação considerando o processo em estado estacionário. Este modelo prevê com boa precisão quando comparado com dados reais e os seguintes aspectos devem ser verificados para sua elaboração: análise da eficiência da turbina de expansão, cálculo do CLQ da unidade e simulação do processo. O simulador utilizado neste trabalho é o HYSYSTM, da Hyportech, na sua versão 3.2. Este programa de simulação é utilizado tanto para a atividade de análise quanto para a de projeto, sendo que para simulação da coluna de destilação, o método utilizado é do tipo “inside-out”. Este algoritmo é largamente utilizado devido a sua robustez e aplicação para vários tipos de fracionamento. Foi desenvolvido por Boston e Sullivan (1974) apud Kister (1992) e consiste em utilizar equações simples para o cálculo da constante de equilíbrio e da entalpia, para resolver as equações de balanço de massa, de energia e de equilíbrio na interação interna, e após atualizar o cálculo da constante de equilíbrio e da entalpia em uma interação externa. 2.1.1 Construção da curva de eficiência A construção da curva de eficiência da turbina constitui em uma importante ferramenta para análise do ponto ótimo de refrigeração que poderá ser alcançado por meio do trabalho realizado pela turbina, ou seja, o ponto onde se obtém a máxima refrigeração para o sistema e conseqüentemente maior produção de destilados. ENEGEP 2006 ABEPRO 2 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Para construção da curva foram realizados testes operacionais na turbina de expansão, submetendo-a a operação em diversos patamares de abertura na válvula de alimentação (HIC218), com o objetivo de delimitar o batente mínimo e máximo de abertura da válvula que dará origem a região de operação mais eficiente. Durante os testes foram coletados os dados de temperatura de entrada (Te), temperatura de saída (Ts), pressão de entrada (Pe), pressão de saída (Ps) e vazão de ar (m). O resultado da coleta de dados encontra-se na Tabela 1. Variável Unidade % 69 ~ 71 70 ~ 72 HIC-218 % Pe Faixa De Abertura 71 ~ 73 72 ~ 74 73 ~ 75 74 ~75 69,68 70,53 71,51 72,39 73,18 75,03 2 10,22 10,27 10,25 10,23 10,21 10,17 2 Kgf/cm Ps Kgf/cm 5,2 5,2 5,2 5,2 5,2 5,2 Te C -149,24 -148,85 -149,18 -149,18 -149,20 -149,48 Ts C -168,1 -168 -168 -168 -168 -167,9 m 3 109822 110248 110614 110760 110765 112298 Nm /h Tabela 1 – Coleta de dados da turbina Concluída a coleta dos dados, foi utilizado o simulador HYSYS para se especificar a eficiência e o trabalho realizado pela turbina em cada condição de abertura. Porém vale ressaltar que, na análise dos dados coletados conclui-se que a pressão de saída da turbina não representa uma variável de distúrbio para os resultados do equipamento devido não sofrer influência da variação do HIC-218. A Figura 1 representa o fluxograma simplificado do processo da turbina. Figura 1 – Fluxograma simplificado do processo da turbina Após a simulação, em virtude das variações na eficiência e no trabalho realizado pela turbina, foi possível evidenciar a sensibilidade do processo em relação a variável HIC-218. Nesta mesma etapa os valores da eficiência e do trabalho encontrados após simulação foram comparados com a extração de produtos Tabela 2, garantindo assim uma análise mais eficaz da região de operação do processo. Variável W ENEGEP 2006 Unidade % 69 ~ 71 70 ~ 72 % 89,36 89,84 88,35 88,76 88,53 87,34 BTU/h -186,8 -189,8 -185,5 -185,9 -184,7 -180,8 ABEPRO Faixa de Abertura 71 ~ 73 72 ~ 74 73 ~ 75 74 ~75 3 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 LO2 Eq. Ton/dia 99,79 100,31 99,48 98,93 97,81 96,79 Tabela 2 – Resultados da simulação da turbina Como o conhecimento da região de operação permite restringir os valores de abertura da variável manipulada HIC-218, conseqüentemente teremos uma operação do sistema de controle mais adequado ao ambiente industrial. Utilizando os dados da Tabela 2 e o software MATLAB foi construída a curva de eficiência da turbina (Figura 2), que representa uma maneira eficiente, para se observar o comportamento do processo e determinar a região de operação. Figura 2 – Curva de eficiência da turbina Observando a Figura 2 percebe-se que, para uma mesma vazão de ar, a variação de abertura na válvula de alimentação da turbina provoca perda de eficiência e conseqüentemente de refrigeração para o processo. Além disso, o par “abertura x eficiência”, apresenta para o índice de eficiência máximo uma região de operação bastante estreita delimitada entre 69,8% e 70.95%. Entretanto devido às restrições de operação da turbina em intervalos de variação inferior a 2% na válvula de alimentação, optou-se por uma região de operação compreendida entre 69% e 71%, devido à perda de eficiência apresentadas no gráfico residual da Figura 2 ser menor para faixa de abertura de 69% a 70% do que de 71% a 72%. 2.1.2 Cálculo do CLQ da unidade 03 A análise da capacidade de liquefação de uma unidade (CLQ) tem por finalidade determinar a quantidade de produtos destilados que poderão ser extraídos do processo. Esta análise baseiase em quantificar o volume de frio que pode ser retirado do volume de controle por meio da extração dos produtos destilados, obedecendo ao limite de refrigeração máxima obtida pela turbina expansão, para que não haja um desequilíbrio térmico. A equação que determina o CLQ de uma unidade de destilação é obtida a partir do cálculo do desbalanceamento energético dos produtos destilados, ou seja, do cálculo da variação de entalpia existente em cada produto ao entrar e ao deixar o volume de controle. Para tanto, as especificações necessárias para o cálculo da entalpia dos produtos são apresentadas na Tabela 3. ENEGEP 2006 Produto Pressão Kg/cm² Temperatura C Ar 10,55 15 ABEPRO 4 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Oxigênio Liq. 0,58 -178,43 Nitrogênio Liq. 5,05 -190,41 Argônio Liq. 0,34 -183,04 Tabela 3 – Especificações dos produtos Em virtude dos produtos destilados entrarem no processo por meio de uma corrente de ar, os parâmetros de pressão e temperatura utilizados para cálculo da entalpia de entrada He será os mesmos do ar. Na Tabela 4 a variação de entalpia é calculada, considerando os parâmetros de pressão e temperatura apresentados na Tabela 3. Produto Unidade Entalpia de Entrada (He) Entalpia de Saída (Hs) AH Oxigênio Liq. BTU/lbmol 7344,97 2043,77 5301,2 Nitrogênio Liq. BTU/lbmol 5388,07 486,31 4901,76 Argônio Liq. BTU/lbmol 5841,7 1330,76 4510,97 Tabela 4 – Variação de entalpia dos produtos Com a variação de entalpia dos produtos definida, para determinar a equação do CLQ, uns dos produtos destilados deverá ser escolhido como o produto base para as transformações energéticas. Para este estudo o oxigênio foi escolhido como produto base, com isso os resultados obtidos com a equação do CLQ estarão convertidos para oxigênio. Conseqüentemente a capacidade de liquefação da unidade 03 obtida após estudo é determinada na equação (1). CLQ = PLOX + PLIN 12,67 + PLAR 11,66 13,7 13,7 (1) Como o CLQ é delimitado pela refrigeração máxima obtida pela turbina expansão, a equação (1) pode ser reescrita conforme equação (2). REFTUB = PLOX + PLIN 12,67 + PLAR 11,66 13,7 13,7 (2) Assim, em virtude das variações de energia necessária para liquefazer cada elemento, pode-se concluir que a energia gasta para liquefazer 1 ton de oxigênio é suficiente para liquefazer 1,08 ton de nitrogênio e 1,7 ton de argônio. O conhecimento da equação do CLQ nos permitirá avaliar previamente o impacto na produção de cada alteração no processo. 2.1.3 Simulação do processo A simulação do processo de destilação do ar tem como objetivo a análise do comportamento operacional da coluna superior após a implementação da retirada de nitrogênio líquido da corrente de refluxo. Esta análise baseia-se nos resultados experimentais encontrados nos estudos do comportamento hidrodinâmico da coluna de destilação, onde o ponto de refrigeração máxima obtida com a turbina de expansão e o cálculo do CLQ do processo foram determinados. Inicialmente de acordo com a sistemática do HYSYS, foi implementada a construção de um modelo de modo a descrever de forma detalhada e objetiva o funcionamento do processo da ENEGEP 2006 ABEPRO 5 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 coluna superior. Da base de dados do HYSYS foram introduzidos todos os componentes químicos envolvidos no processo. Após esta etapa foi selecionado como modelo de coeficientes de atividade o NTRL, que utiliza a mecânica estatística e a teoria da célula líquida para representar a estrutura da fase líquida. Este modelo é apresentado na Figura 3. Figura 3 – Modelo de simulação da coluna superior 2.1.3 Extração de nitrogênio liquido para auto-suficiência Conforme FOUST et al.(1982), a implementação da extração de nitrogênio líquido do topo (D) da coluna superior para auto-suficiência da unidade 03, implicará em uma redução da produção do produto de fundo (B) que neste caso será o oxigênio líquido. Para avaliar este impacto primeiramente utilizamos a equação da Capacidade de Liquefação (CLQ); atribuindo para variável produção de nitrogênio líquido PLIN o valor injetado via estoque de emergência que é de 0.46 ton/h. Com isso, admitindo que a turbina de expansão opere na região de maior eficiência, a equação do CLQ apresenta como resultado uma produção de fundo de 3,74 ton/h. Isso representa uma redução da produção de oxigênio líquido em 0,42 ton/h. O resultado obtido com a equação do CLQ nos permite concluir que a extração de nitrogênio liquido é viável visto que o impacto na produção de oxigênio liquido é inferior ao volume extraído. Porém não revela como será o desempenho do processo de destilação ao se aplicar a extração. Neste sentido, a simulação constitui em uma importante ferramenta para avaliar a estabilidade e a capacidade em atingir a auto-suficiência. Para isso foi acrescentada no modelo de simulação da coluna superior, a produção de nitrogênio liquido extraído da corrente de Refluxo (LIN – TM2000) conforme Figura 4. ENEGEP 2006 ABEPRO 6 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Figura 4 – Modelo de simulação da coluna superior com extração de LIN O caudal de nitrogênio liquido extraído da corrente de refluxo aplicado ao modelo foi estipulado em conformidade com a metodologia adotada no cálculo do CLQ, onde o valor extraído iguala-se ao injetado via estoque de emergência (368 Nm³/h ou 0,46 ton/h). Como os dados obtidos através da simulação foram positivos, as alterações foram implementadas ao ambiente operacional da unidade 03 de destilação da CST. A análise da influência da extração sobre as características hidrodinâmicas da coluna, pode ser observada através da Figura 5. Figura 5 – Extração de nitrogênio liquido O valor real da vazão média de nitrogênio liquido extraído alcançado após as alterações realizadas foi de 333.33 Nm³/h (0,42 ton/h). Impactando uma redução de 269,69 Nm³/h (0,38 ton/h) na vazão média de oxigênio liquido. Entretanto não houve alteração na vazão de refluxo e a coluna superior manteve-se estável não apresentando qualquer distúrbio que comprometesse a operacionalização do sistema. O comparativo dos resultados alcançados com a implantação da extração do nitrogênio líquido da coluna superior são apresentados na Tabela 5. Observando os desvios de cada análise, podemos concluir que o cálculo do CLQ e a simulação apresentaram valores próximos do real, constituindo-se assim uma ferramenta adequada para análise do processo de destilação. ENEGEP 2006 ABEPRO 7 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Produto Unidade CLQ Simulação Real Oxigênio Liq. Ton/h 3,73 3,70 3,78 Nitrogênio Liq. Ton/h 0,46 0,46 0,42 Tabela 5 – Comparativo dos resultados Um outro fator analisado foi a variação de concentração de Oxigênio na corrente de refluxo adicionada no topo da coluna superior, que atingiu o valor máximo de 5,42% no ponto mais crítico desta análise. O resultado obtido ficou 4,58% inferior ao projetado durante a simulação. Esse é um dado muito significativo pois permite uma maior adição de Nitrogênio líquido no topo da coluna sem que a composição final do Nitrogênio produto seja afetada de forma considerável. Por fim, torna-se importante analisar o escoamento de líquido sobre o prato, pois conforme McCABE E SMITH(1987) e COULSON E RICHARDSON(1986) o mesmo deve proporcionar uma profundidade suficiente para a cobertura adequada dos canais de gás para todas as velocidades do gás. Esta análise dos regimes de escoamento se concentrou no ponto crítico do teste, ou seja, no momento em que se atingiu a auto-suficiência da operação da unidade 03, pois neste momento o caudal de refluxo na coluna superior atinge o valor mínimo. A análise foi concluída sem ser identificados desvios de escoamento, o que conforme estudos do MURPHREE, E. V. (1925), nos permite afirmar que a inversão não influencia na eficiência da separação e na transferência de massa. 3. Conclusões Este trabalho visou avaliar a implementação de um novo modelo de controle, que contemple a extração do Nitrogênio líquido para a auto-suficiência da unidade 03 de fracionamento de ar da CST, mantendo o equilíbrio termodinâmico do processo. Para tanto utilizou-se o conceito de balanço de massa desenvolvido por FOUST (1982), para análise de uma coluna de destilação, tendo o HYSYSTM como simulador de processo e o MATLABTM como ambiente para analise gráfica. Por meio da análise dos resultados experimentais obtidos, chegaram-se as seguintes conclusões: − a avaliação do comportamento do processo mostrou que o mesmo é fortemente não linear, com variações de ganhos estáticos, como no caso do par D x B; − as restrições do modelo operacional da turbina de expansão não estavam conduzindo o equipamento para região de maior eficiência para o processo; − a extração de Nitrogênio liquido da corrente de refluxo não ocasiona distúrbios termodinâmicos ou hidrodinamico na coluna superior, o que possibilitou alcançarmos à auto-suficiência da unidade 03 sem influenciar na eficiência de separação ou na transferência de massa; − o comportamento da coluna superior mediante a extração de nitrogênio liquido nos permite avançar nas pesquisas, ou seja, as perspectivas futuras sugerem uma análise mais aprofundada objetivando a inversão total da produção. Portanto para o sistema estudado, a obtenção da auto-suficiência foi de grande valia, devido a não utilização do Nitrogênio líquido do estoque de emergência, o que ocasionou uma redução 21,2% no custo operacional. Além disso, a auto-suficiência do processo produtivo da unidade 03 proporcionou uma maior disponibilidade de produtos para venda, tornando expressivos os ganhos financeiros. ENEGEP 2006 ABEPRO 8 XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006 Referências FOUST, A. S. WENZEL, L. A. CLUMP,C.W. MAUS ANDERSEN, L.B. “Princípios das Operações Unitárias”. 2ª Edição, Editora LTC, Rio de Janeiro, 1982. McCABE, W. L. SMITH,J.C. “Operaciones de Ingeniería Química”. Vol. 2, Editora Reverta, S.A, Espanha, 1987. COULSON, J. M. RICHARDSON, J. F. “Chemical Engineering- Particle Technology and Separation Process”. Vol. 2, 4ª Edição, Editora Butterworth Heinemann,EUA, 1996. MURPHREE, E. V. “Rectifying column calculations with particular reference to N component mixtures” Ind. Engng. Chem, Vol. 17, 1925 ENEGEP 2006 ABEPRO 9
Baixar