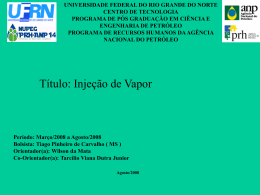
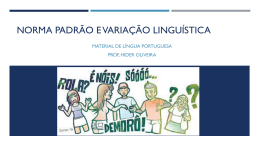
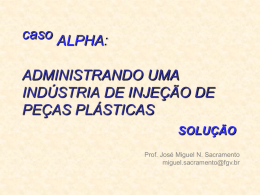
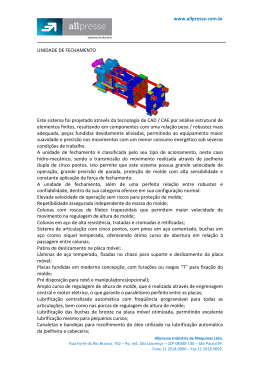
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE ETAPAS DO PROJETO DA CAVIDADE 1. 2. 3. 4. 5. Contração no produto. Analise de inclinação. Linha de partição. Superfície de partição. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material que é aquecido, seus átomos começam se agitar internamente. Desta forma, quanto maior está temperatura maior será a contração aplicada, à medida que está temperatura diminui estes átomos ficaram menos agitadas e tendem a contrair. Cada polímero tem sua temperatura de transformação de fase, por conseqüência contrações diferentes. Sendo um fator importante no momento do projeto conhecer, qual tipo de polímero será utilizado no processo de injeção, para não usar valores de contração errados. No soldworks a forma de aplicar a contração no produto é muito simples, basta selecionar ecionar o ícone apresentado na Figura F 01. Figura 01- Ícone para aplicar contração em produto modelado. 2- ANÁLISE DE INCLINAÇÃO. INCLINAÇÃO Está análise é feita para certificar que o produto está com ângulo mínimo para extração após injeção. Outro fator importante é no caso do produto não conter ângulo mínimo, mínimo o sistema não localiza a linha de fechamento em operação posterior. Para executar a análise álise de ângulo de extração no produto modelado, [1] basta selecionar o plano paralelo a abertura no molde,[2] molde valor de ângulo de ser = ou < ao modelado modelado, [3] classificação de face conforme ilustra na Figura F 02. 01 02 03 Figura 02- Módulo análise de inclinação Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE A barra de ferramenta CONFIGURAÇÃO DE COR serve de orientação ao projetista na analise de inclinação, a cor verde e vermelha indica inclinação positiva ou negativa representada pelo lado das cavidades podendo ser lado fixo ou móvel dependendo da escolha do projeto, a cor amarela indica que o modelamento não tem ângulo de extração, sendo um problema para o projeto. 3- LINHA DE PARTIÇÃO. Para executar o comando de LINHA DE PARTIÇÃO, basta selecionar o ícone o sistema abrira a seguinte caixa de dialogo, ilustra na Figura 03 01 02 03 Figura 03- Módulo de linha de partição Os parâmetros que devem ser configurados são: 1. Selecionar a face de fechamento ou plano paralelo a abertura do molde. 2. Ângulo de inclinação igual ou menor ao modelado. 3. Selecionar o ícone (Análise de Inclinação) Obs: Verificar se o botão usar para a divisão de núcleo/cavidades está selecionado. Caso o sistema não localize a linha de fechamento, tem como fazer da forma manual, basta selecionar uma aresta do modelamento onde passa a linha de fechamento. 4- SUPERFÍCIE DE PARTIÇÃO. A superfície de partição é responsável em criar a região de fechamento entre as cavidades fixa e móvel, após clicar no ícone SUPERFÍCIE DE PARTIÇÃO abre a seguinte caixa de dialogo conforme mostra na figura 04. O sistema reconhece a linha de partição e gera uma superfície de fechamento com uma medida padrão do sistema no exemplo da Figura 04 a medida é 20mm. O projetista deve alterar o valor de superfície de partição, preenchendo na caixa de dialogo medida maior que o projeto da cavidade. Caso ficar menor não funciona o modulo seguinte. Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE Figura 04- Superfície de partição. 4-MACHO/CAVIDADE Para separar as cavidades, basta selecionar a superfície de partição criada, depois clicar no ícone MACHO/ CAVIDADE. Após ter feito este procedimento, automaticamente o sistema entra na edição do Esboço para criar o perfil e dimensionar a cavidade conforme projeto. Lembrando que o esboço da cavidade, não pode ultrapassar o tamanho da superfície gerada. Conforme ilustra na Figura 05 Figura 05- Modulo de separação da cavidade. PROJETO DE MOLDES DE INJEÇÃO: Os parâmetros para projetos de moldes são: PRODUTO. No produto deve ser analisando a forma geométrica, evitando possíveis mecanismos podendo citar: gavetas, mandíbulas, pinças de extração, molde com placa flutuante, estes mecanismos tornam o molde mais caro e difícil usinabilidade. Material. O material deve ser observado o índice de fluidez, peso especifico, fator volumétrico, contração, temperatura de transformação. Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE Máquinas injetoras. Para projeto de moldes de injeção as informações que o projetista devem saber: distância entre colunas, diâmetro de anel de centragem, força de fechamento abertura mínima e máxima da placa móvel. Capacidade de injeção e plastificação, sistema de refrigeração e fixação no molde. Máquinas de usinagem. O projetista deve facilitar o trabalho da ferramentaria, evitar fazer linha de fechamento e mecanismos complexos para extração do produto. Procurar conhecer as máquinas operatrizes e CNC disponíveis conhecendo suas limitações. Etapas de fabricação do molde 1. 2. 3. 4. 5. 6. 7. 8. 9. Modelo matemático CAD 3d ( modelamento do produto) Protótipo (prototipagem rápida) CAD 3d (alterações) CAE /CAD (simulação e projeto e detalhamento) CAD/CAM (usinagem) Usinagem fabricação do molde. Try-out. Ajustes finais no molde. Entrega ao cliente. CÁLCULOS PROJETOS DE MOLDES Cálculo capacidade de injeção. CIx – material novo a ser injetado. Densidade mat. X – material novo ser injetado Fv do mat. X – Fator volumétrico do material a ser injetado. Tabela 1 - valores de peso e calor específicos, e valores de contração e fator volumétrico. TEMPO DE INJEÇÃO Tinj = Volume do produto [cm3 ] Razão de injeção [cm3 /s] Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE Tabela-01 CAPACIDADE DE PLASTIFICAÇÃO. Na pratica deve-se utilizar somente 80% do valor da capacidade da máquina. Onde: CP- capacidade de plastificação Força de Injeção. Força de fechamento Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE Força de Agarre Tempo de Resfriamento T resf - Tempo de resfriamento. S2 espessura do produto. Tinf Temperatura de injeção. TM Temperatura do Molde. TE Temperatura externa. aef Valor retirado no gráfico. Pressão de especifica na cavidade do molde PRESSÃO ESPECIFICA NA CAVIDADE DO M OLDE Eixo (x) BAR : Pressão na cavidade a ser determinada Eixo (y) mm : Maior percurso do material, referente a peca Curva : Grupo de espessura referente a peca (espessura média mínima) determinar a pressão em função do percurso (y) pela espessura y 1000 8 800 700 7 1 BAR = 10/Ncm2 600 6 1 BAR = 1 Kgf/cm2 1 BAR = 14,5 PSI libra/pol² 1PSI = 0,07 Kgf/cm2 1MPa = 10 Bar 500 5 400 4 300 3 2 200 1 100 90 80 70 60 ? 50 40 x 30 A 100 150 200 300 400 500 800 1000 BAIXA VISCOSIDADE B 150 220 300 450 600 700 1200 1500 MÉDIA VISCOSIDADE C 200 300 400 600 800 1000 1600 2000 ALTA VISCOSIDADE A B C BAIXA VISCOSIDADE - PA , PE , PP e PS MÉDIA VISCOSIDADE - ABS , CA , POM, PE-HD, SAN ALTA VISCOSIDADE - PC , PMMA , PPO e PVC 1 2 3 4 GRUPO DE CURVA EM ESPESSURA 0,5 mm 5 1,5 mm 0,7 mm 6 2 mm 1 mm 7 2,5 mm 1,2mm 8 3 mm Tabela com valores de: Temperatura de injeção / pressão de injeção / Temperatura do molde Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE 1. EXERCÍCIO: a. No processo de injeção o balanceamento das cavidades é um fator importante para evitar danos à máquina injetora. Na figura abaixo ilustra dois produtos de geometrias e áreas diferentes. Na peças circular seu deslocamento em (X) é 42 mm e (Y) é 0. No produto quadrado em (Y) é 0 em (X). Calcule o valor de deslocamento em (X) do produto de geometria quadrada. E os valores de área de cada produto apresentado. Área produto circular: __________________mm² Área produto quadrado: ________________mm² b. Em uma máquina injetora com capacidade de injeção de 100 gramas de Ps, foi projetado uma cavidade para injetar PVC determine a nova capacidade de injeção da máquina injetora. c. 3 Para o produto que contem o volume de 25 cm , e peso especifico do PVC 1,35 determine quantas cavidades podem ser feita com uma capacidade de injeção de 130 gramas de PVC, levando em consideração que 14 gramas serão utilizados na bucha de injeção e canais de alimentação e distribuição. d. No processo de injeção de um determinado produto, foi utilizada uma máquina injetora com capacidade máxima de pressão de injeção de 280 bar, a área do produto de 225 cm2, sendo determinado que fosse utilizado 75% da pressão de injeção máxima da máquina, evitando Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE sua quebra. Respeitando o limite de pressão evitando a quebra da máquina, é possível injetar este produto em uma máquina com força de fechamento igual a: e. Pesquise na internet e preencha os dados referentes ao material apresentado. Dados: Material PP, f. 1. Peso especifico [ ] 2. Fator volumétrico [ ] 3. Pressão de injeção [ ] 4. Temperatura de injeção [ ] 5. Contração [ ] 6. Calor específico. [ ] Características da Máquina injetora da Romi Série prática 80, utilizar diâmetro de rosca 35mm determine: 1. Força de fechamento do molde. [ ] 2. Distância entre colunas. [ ] 3. Abertura mínima e máxima da máquina. [ ] 4. Razão de injeção. [ ] 5. Capacidade de plastificação. [ ] 6. Pressão máxima de injeção. [ ] 2. Exercício: Elabore o projeto do produto apresentado abaixo. 1. Modelamento do produto em sistema CAD. 2. Máquina injetora Romi P130. 3. Material utilizado ABS; PP; PMMA. 4. Determinar: a. Força de fechamento. b. Quantidade de cavidades c. Capacidade de injeção e plastificação. d. Tempo de resfriamento. e. Tempo de injeção. f. Força de agarre. g. Área projetada. h. Volume do produto. i. Contração no produto. Vista em corte total do produto. Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE Processamento de Polímeros Professor: Emerson Oliveira INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE DADOS DA MÁQUINA INJETORA ROMI P130. Processamento de Polímeros Professor: Emerson Oliveira
Baixar