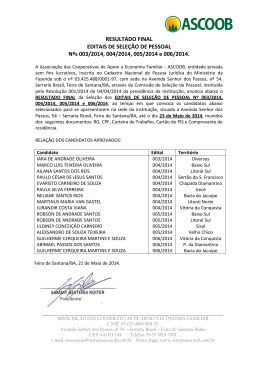
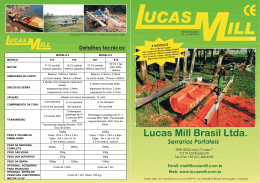
UNIVERSIDADE FEDERAL DO PAMPA CAMPUS SÃO GABRIEL CURSO DE ENGENHARIA FLORESTAL Bruno Alves Garcia Determinação do rendimento e eficiência da madeireira Reck no município de São Gabriel - RS. RELATÓRIO DE ESTÁGIO CURRILAR OBRIGATÓRIO São Gabriel 2012 Bruno Alves Garcia Determinação do rendimento e eficiência da madeireira Reck no município de São Gabriel - RS. Relatório de estágio obrigatório apresentado ao Curso de Engenharia Florestal, da Universidade Federal do Pampa (UNIPAMPA), RS, como requisito parcial para obtenção do grau de Engenheiro Florestal. Orientadora: Profa. Msca. Daniela Silva Lilge São Gabriel 2012 Bruno Alves Garcia Determinação do rendimento e eficiência da madeireira Reck no município de São Gabriel - RS. Relatório de estágio obrigatório apresentado ao Curso de Engenharia Florestal, da Universidade Federal do Pampa (UNIPAMPA), RS, como requisito parcial para obtenção do grau de Engenheiro Florestal. Área de concentração: Tecnologia da Madeira Relatório defendido e aprovado em: 12/11/2012. Banca examinadora: ______________________________________________________ Profa. Msca. Daniela Silva Lilge Orientadora Engenheira Florestal – UNIPAMPA ______________________________________________________ Prof. Dr. Eduardo Pagel Floriano Engenheiro Florestal – UNIPAMPA ______________________________________________________ Profa. Dra. Nirlene Fernandes Cechin Engenheira Florestal – UNIPAMPA AGRADECIMENTOS Primeiramente a Deus, que se fez presente nos momentos mais difíceis dessa caminhada, guiando-me e ajudando-me para que tudo desse certo no final. A Profa . Daniela Silva Lilge que aceitou me orientar aos 45 do segundo tempo e, que mesmo assim, confiou em mim e ajudou-me com o seu conhecimento. Aos meus pais não irei agradecer, pois faltaria espaço e palavras para descrever o quanto sou grato por tudo, então somente dedico a eles este trabalho e o resto de minhas conquistas enquanto viver. Aos meus amigos e colegas de graduação, em especial ao Alex David Pereira Machado, Rafael Machado da Silva e o Cássio de Oliveira pelo convívio, amizade, compreensão e estudos. A minha namorada Rayssa Garay Medina, pela paciência, confiança e pelo amor em mim depositado. E a todos aqueles que de alguma forma contribuíram ou torceram pela concretização deste trabalho. Muito Obrigado! RESUMO O Estágio Curricular Obrigatório foi realizado na madeireira Reck, uma empresa do ramo de desdobro madeireiro, situada no município de São Gabriel-RS, que trabalha com o processamento e a comercialização da madeira de Eucalyptus spp. e Pinus spp. O Estágio teve início no dia 1 de abril de 2012 e término no dia 1 de junho de 2012, totalizando 240 horas de atividades. O presente trabalho teve por objetivo a determinação do rendimento e da eficiência da madeireira. Para determinação do rendimento foi feita a cubagem de 450 toras inteiras de Eucalyptus spp, com casca, antes do desdobro principal e secundário e após, com as peças já com suas dimensões finais. Para determinação da eficiência foi levada em consideração uma média de desdobro, de 90 toras de Eucalyptus spp por dia e o número total de funcionários envolvidos nas operações de desdobro, que são seis. Os resultados obtidos foram de 40% para o rendimento e de 3 m³/op./dia para a eficiência dos valores apresentados na bibliografia consultada. Esses resultados foram atribuídos ao baixo padrão tecnológico da serraria. Portanto, recomenda-se que seja feita uma substituição das serras simples por serras de maior nível de automação e que seja feita também a substituição do carro porta toras, por um carro de sistema hidraulico. Palavras-chave: madeireira; rendimento; eficiência; desdobro principal; desdobro secundário. ABSTRACT The traineeship mandatory was made in Reck timber, a branch company of the sawmill, located in the municipality of São Gabriel-RS, which works with the processing and marketing of Eucalyptus spp and Pinus spp. The stage began on April 1, 2012 and ending on June 1, 2012, totaling 240 hours of activities. This stage was aimed at determining the performance and efficiency of timber. For yield determination was made whole cubage of 450 logs of Eucalyptus spp, with shell, before the sawing main and secondary and with the pieces already in their final dimensions. To determine the efficiency was taken into account an average of sawing logs of 90 Eucalyptus spp per day and the total number of employees involved in the operations of sawing, who are six. The results obtained were 40% for yield and 3 m³/worker/day, both below the literature cited. These low results were attributed to the low technological standard of the sawmill. Therefore, it is recommended that we make a simple replacement of saws saws higher level of automation. Keywords: timber, yield, efficiency. Lista de Figuras FIGURA 1 - Localização da área de estudo no município de São Gabriel-RS.... 20 FIGURA 2 - Serra fita simples e carro porta toras................................................. 21 FIGURA 3 - Serra circular simples......................................................................... 22 FIGURA 4 - Destopadeira...................................................................................... 23 FIGURA 5 - Plaina................................................................................................. 24 FIGURA 6 - Plaina moldureira............................................................................... 25 FIGURA 7 - Trituradeira........................................................................................ 26 8 Sumário 1. INTRODUÇÃO............................................................................................ 09 2. OBJETIVOS................................................................................................ 09 3. REVISÃO BIBLIOGRÁFICA....................................................................... 09 3.1. Serraria.................................................................................................... 09 3.2. Desdobro da madeira.............................................................................. 12 3.3. Serras utilizadas em serrarias................................................................. 14 3.4. Rendimento e eficiência em serrarias..................................................... 17 4. ATIVIDADES DESENVOLVIDAS............................................................... 19 5. RESULTADOS OBSERVADOS................................................................. 28 6. CONCLUSÕES E RECOMENDAÇÕES..................................................... 29 7. AVALIAÇÃO DO ESTÁGIO........................................................................ 29 8. REFERÊNCIAS BIBLIOGRÁFICAS........................................................... 31 ANEXO I..................................................................................................... 33 9 1. Introdução O estagio curricular obrigatório foi realizado na madeireira Reck, uma empresa do ramo da serraria que trabalha a mais de oito anos com o processamento e a comercialização da madeira de Eucalyptus spp e Pinus spp no município de São Gabriel - RS. O estagio teve inicio no dia 1 de abril de 2012 e termino no dia 1 de junho de 2012, totalizando 240 horas de atividades. Essas atividades consistiram em um acompanhamento diário, pelo turno da tarde, do processo de desdobro da madeira de Eucalyptus spp e Pinus spp, desde a sua chegada ao pátio da empresa, assim como das demais atividades desenvolvidas na serraria. As atividades de acompanhamento tiveram por objetivo determinar o rendimento e a eficiência da madeireira e fornecer sugestões para incrementar os mesmos. 2. Objetivo Geral Acompanhar as atividades de uma serraria de pequeno porte no município de São Gabriel - RS. 2.1. Objetivos específicos Acompanhar as atividades de desdobro madeireiro na serraria; Avaliar o rendimento da serraria; Determinar a eficiência da serraria. 10 3. Revisão bibliográfica 3.1. Serraria Para uma serraria ter um bom desempenho econômico é importante que sua localização seja a mais adequada possível e todo o seu planejamento posterior seja a partir desta localização. O melhor local para se instalar uma serraria deve ser estudado com antecedência sendo importante se realizar um planejamento adequado objetivando diminuir o custo com mão-de-obra, com o transporte e com a produção e, ao mesmo tempo obter um alto rendimento e produtos de alta qualidade e competitivos no mercado (VITAL, 2008). Rocha (2002) aponta que é necessário realizar uma série de estudos no local onde a serraria será implantada, como o capital disponível para realizar o empreendimento, um estudo sobre a matéria-prima que será utilizada (espécie, quantidade disponível, dimensões das toras, entre outros), disponibilidade de operários e seus conhecimentos técnicos, padrão de vida e salários. Além disso, deve ser realizado um levantamento topográfico do local onde a serraria será instalada e o nivelamento do terreno, buscando aproveitar toda inclinação que seja favorável a alguma atividade que será desenvolvida. O autor relata que após todos esses procedimentos é escolhido, através de uma avaliação, o melhor local dentro da área para se instalar a serraria. O mesmo autor afirma que a melhor maneira para que as dependências da serraria fiquem é em linha reta, com isso haverá uma economia de trabalho. Conforme o autor, uma serraria bem planejada conta com um pátio de toras, um local destinado para o maquinário, um local onde a madeira serrada é classificada e ocorre a secagem da mesma e um local para armazenamento da madeira serrada. Conforme Vital (2008), um pátio de toras deve ter dimensões para suportar o máximo de toras possíveis e não um valor médio, pois a serraria não pode correr o risco de ficar sem matéria-prima devido a algum imprevisto. É necessário que esteja previsto um estoque de toras caso as vias de transporte estejam inviabilizadas durante uma parte do ano. O autor relata que é importante realizar um rodízio das toras para evitar ataques de fungos e insetos. Além disso, o pátio deve ser suficientemente afastado do galpão para diminuir o risco de incêndios e as pilhas de 11 toras afastadas entre si. Para o autor, o pátio de toras não deve apresentar declividade acima de 5%, deve ter uma boa drenagem, estar em nível um pouco superior ao da serraria e ter uma boa ligação com rodovias. Além disso, as toras não devem estar em contato direto com o solo para evitar a biodegradação por fungos, insetos ou outros organismos. As toras são transportadas para as serrarias principalmente por carregadores frontais, vagonetas, empilhadeiras, pontes rolantes e guindastes. Caso as serrarias possuam seu pátio de toras na água, o transporte poderá ser realizado por canais (VITAL, 2008). Para Rocha (2002) o local onde se encontrará o maquinário para o desdobro não deve possuir colunas interiores e ser disposto no mesmo nível do pátio de toras ou levemente mais baixo. O prédio do maquinário é composto por setor do maquinário principal, setor do maquinário secundário, sala para afiação, casa de força separada da indústria, escritório e uma sala para vestiário e uma para refeitório. Segundo Vital (2008) o pátio de madeira serrada é onde a madeira permanece após o desdobro até ser comercializada. É onde esta é seca ao ar livre e estocada. O local deve ter uma área para classificação da madeira serrada, outra para empilhamento e secagem e um local para armazenagem de madeira seca e de melhor qualidade. O local escolhido deve ter boa circulação de ar, deve estar em um nível pouco maior que o restante da serraria, o eixo maior do depósito deve estar na direção do vento, boa comunicação com rodovias, ser plano e seco. Após a definição dos equipamentos para a produção, deve ser definida a disposição de cada um na serraria, devendo os equipamentos estar dispostos em linha reta. Devem ser definidas: a distância entre os equipamentos, que é determinada pelo comprimento da tora a ser serrada e das peças serradas, sendo a distância mínima o dobro do comprimento da tora; a distribuição dos equipamentos facilitando o manuseio e o transporte das peças dentro de cada operação; a área coberta após a definição da distância e da distribuição dos equipamentos; a seção de manutenção das serras, de acordo com os equipamentos que serão utilizados para o desdobro; o piso da serraria, se possível sendo um nível acima para que os resíduos se acumulem no porão da serraria; e o pátio de toras deve ser colocado o mais próximo possível da máquina de desdobro principal (ROCHA, 2002). 12 3.2. Desdobro da madeira Segundo Ponce (1993), desdobro é o processo no qual as toras são convertidas em produtos úteis de madeira, mediante aplicação de um ou mais processos mecânicos, que as transformam em peças menores, dando-lhes forma, tamanho e superfície requeridos para cada um de seus usos. Menezes (1998), afirma que o desdobro é um processo eficiente e proveitoso que permite obter maior volume de material útil e valioso da tora através de processos mecânicos, de forma a satisfazer especificações de qualidade, dimensões e acabamento. É muito importante que antes de se aplicar as técnicas de desdobro, seja feito um preparo das toras. Este preparo envolve uma série de operações que são realizadas no pátio de toras, como o traçamento, o descascamento e a classificação, entre outras. Apesar deste preparo ser de fundamental importância para a correta condução das operações de desdobro na serraria, trata-se de operações realizadas exclusivamente no pátio de toras, considerando-se a operação de desdobro somente o traçamento ou destopo das toras no pátio (ROCHA, 2002). O método de desdobro utilizado é uma das variáveis de especial importância no rendimento em madeira serrada. Na prática, vários fatores contribuem para a escolha desse método: o tipo de serras, a qualidade e as dimensões das toras, a demanda do mercado, a habilidade do operador/equipamento, a capacidade do equipamento e a mão de obra disponível (FAGUNDES, 2003). Para Rocha (2000), os métodos de desdobro são tão importantes que é necessário fazer um planejamento e uma avaliação econômica, onde se deve levar em conta o custo da mão de obra, da matéria-prima e dos equipamentos, a fim de se atingir os melhores resultados econômicos. Nas operações de desdobro de toras, na forma de madeira serrada, são utilizadas determinadas técnicas. Essas técnicas são aplicadas, de acordo com as características relacionadas à matéria prima, ao maquinário e as formas de desdobro e podem ser classificadas em: técnicas convencionais ou técnicas modernas. Para o autor, o processo convencional de desdobro de toras é um processo muito lento, onde a trajetória da tora e das peças serradas, dentro da serraria, é pouco automatizada, em função da variabilidade da matéria prima, o que resulta em baixa produção e eficiência (ROCHA, 2002). 13 O mesmo autor afirma que as técnicas convencionais de serraria são utilizadas no desdobro de madeiras de custo elevado e com muita variabilidade, em termos de espécies e diâmetros, normalmente se tratando de madeira nativa. Desta forma, é justificado o uso destas técnicas, pois a baixa produção é compensada com o alto custo do produto final. Já o desdobro da madeira através de técnicas modernas, implica num processo rápido. A trajetória da tora e das peças serradas dentro da serraria é realizada com grande automatização e por isso, exige homogeneidade da matéria prima, gerando alta produção com elevada eficiência. Tais técnicas são utilizadas para o desdobro de madeiras de baixo custo e homogêneas, ou seja, madeira de plantios florestais. Desta forma, o baixo custo também do produto final é compensado pela elevada produção da indústria (ROCHA, 2002). Além das técnicas de desdobro da madeira existem também sistemas de desdobro da madeira que podem ser classificados em função de determinadas características. Conforme Vital (2008), quanto aos anéis de crescimento e raios lenhosos, o desdobro pode ser tangencial ou radial. Quanto ao eixo longitudinal da tora pode ser paralelo ao eixo ou paralelo à casca. Já quanto à continuidade dos cortes, estes podem ser sucessivos ou em sanduíche, simultâneos ou alternados em relação ao eixo longitudinal. De acordo com Rocha (2002), o desdobro principal é realizado com equipamentos pesados e demandam uma grande quantidade de energia, onde sua principal função é reduzir o tamanho das toras em peças de fácil trabalhabilidade as quais serão serradas novamente em operações secundárias. Segundo o autor, no desdobro principal, as toras podem ser transformadas em blocos, semi-blocos, pranchões, pranchas, tábuas ou quando realizado o destopo ainda no pátio de toras, toras de comprimento menor. Normalmente, neste desdobro as serras são classificadas como serras alternativas ou de quadro, serras de fita, serras circulares e serras destopadeiras. O desdobro secundário é realizado logo após o desdobro principal. É nessa etapa que as peças têm o seu tamanho reduzido ou até mesmo adquirem seu tamanho final. As serras circulares são as mais utilizadas para o desdobro secundário. Em algumas operações, é comum o uso de serras fitas de pequeno porte. As operações de desdobro secundário são dividas em: resserragem, onde a 14 espessura da peça que saiu do desdobro principal é diminuída, geralmente feita por serras circulares duplas; refilo ou canteagem, que é realizado para diminuir a largura das peças; destopo, onde as peças ganham seu comprimento final com a retirada de defeitos das extremidades das peças; e o reaproveitamento, que é a operação de desdobro de peças já consideradas resíduos (ROCHA, 2002). 3.3. Serras utilizadas em serrarias As serras utilizadas em serrarias podem ser classificadas como serras principais ou serras secundárias ou auxiliares. As serras alternativas ou de quadro, são as que possuem as lâminas de corte fixadas em um quadro de metal ou madeira, impossibilitado de realizar movimentos alternativos, pelo qual passa a tora que será desdobrada. A velocidade da lâmina varia de zero, nas extremidades do percurso, até o máximo na metade do percurso. Isso faz com que a velocidade da máquina e do corte tenha um limite durante o percurso (VITAL, 2008). A serra colonial, conforme Rocha (2002) é composta por um quadro de madeira onde se encontram as lâminas fixadas, e um carro que conduz a madeira em direção as lâminas para o desdobro. As serras coloniais geralmente desdobram a madeira apenas em pranchões, por isso são comuns em serrarias mais antigas. A serra francesa é parecida com a serra colonial, porém é um modelo mais aperfeiçoado (VITAL, 2008). As peças principais são as mesmas nas duas serras. Esta serra é utilizada no desdobro de toras, cujo diâmetro é menor do que as desdobradas em serras coloniais. As toras são fixadas no carro porta-toras, sendo normalmente utilizados um carro na entrada da serra e outro na saída. As serras de quadro apresentam a vantagem de produzirem cortes com maior exatidão que as circulares e de fita, e com o custo de mão-de-obra mais baixo. A serra alternativa horizontal diferencia-se das demais pelo fato de o movimento do quadro ser no sentido horizontal. Esta serra possui uma única lâmina e a tora é presa no carrinho que se movimenta horizontalmente em direção a esta lâmina. A serra alternativa horizontal pode ser encontrada atualmente em serrarias artesanais e centenárias, onde foi utilizada no desdobro de toras com diâmetro de 1,5 m (ROCHA, 2002). A serra alternativa Tissot é uma serra dotada de movimento 15 alternativo vertical. Possui apenas uma lâmina e a peça para ser desdobrada aproximando-se externamente ao quadro (ROCHA, 2002). A serra fita é composta por uma lâmina contínua de aço dentada que se apoia em duas polias, uma no nível superior ao do piso da serraria e outra abaixo ou no mesmo nível horizontal, denominadas de volantes. Na serra fita vertical, a força motriz é aplicada no volante inferior, à medida que a tora é impulsionada contra a serra, pois este é mais pesado e move a lâmina da serra para baixo. A principal vantagem em relação às serras circulares é que possuem uma menor espessura de corte, com isso há uma menor perda de madeira na hora do corte em forma de serragem (VITAL, 2008). Nas pequenas serrarias, a serra fita simples é a mais utilizada no desdobro principal. A serra fita simples consiste de uma serra e um carro porta toras, realizando apenas um corte a cada avanço do carro, e realizando o recuo morto (não realiza corte no retorno do carro porta toras). O carro porta toras geralmente possui de três a quatro garras que fixam a tora e a levam de encontro a serra. As serras fitas simples podem ser adaptadas para realização de diversos cortes, com variação do ângulo de corte (ROCHA, 2002). A serra fita de corte duplo realiza um corte no avanço do carro e outro no recuo, dispondo de dentes nas duas bordas. Esta serra tem a vantagem de não realizar o recuo morto do carro porta toras. Porém, tem como desvantagem a afiação da serra, a qual é difícil de ser realizada por não ser encontrado com facilidade dispositivos adaptados para este tipo de serra (ROCHA, 2002). Conforme Rocha (2002), a serra fita geminada ou dupla possui duas serras, de frente uma pra outra, permitindo a execução de dois cortes simultâneos. Esta serra é mais utilizada em serrarias de grande porte. Com duas serras fitas simples, dispostas uma atrás da outra, Vital (2008) descreve a serra fita TANDEM, onde a primeira serra é fixa e a segunda, que se encontra logo atrás, é móvel, deslocando-se para obter a bitola desejada do corte. Esta serra é recomendada para a obtenção de pranchões, semiblocos ou até blocos. A serra fita quádrupla consiste em dois pares de serras simples (ROCHA, 2002), sendo que um par é disposto com as duas serras, uma de frente para outra. Esta serra possibilita um corte quádruplo, resultando em um semibloco com dois 16 pranchões ou duas tabuas, e Em toras que o diâmetro é pequeno a peça final já em tabuas ou peças mais finas. Logo após o lançamento da serra fita vertical, foi lançada a serra fita horizontal. Porém, a serra fita vertical na maioria das operações tem uma maior versatilidade e possui uma maior capacidade de produção que a serra fita horizontal. Atualmente, há uma grande fabricação de serra fita horizontal principalmente para serem utilizadas em serrarias móveis ou para resserragem. Por este motivo, as serrarias mais modernas contam com pelo menos uma serra fita horizontal (VITAL, 2008). A serra fita de resserra ou reaproveitamento é muito utilizada no desdobro secundário (ROCHA, 2002), sendo que a serra fita com braço radial e a serra fita horizontal, são as mais utilizadas para o reaproveitamento de costaneiras. Apresentando uma grande variedade de diâmetros, as serras circulares são de grande importância dentro de uma serraria. Além disso, possuem uma variedade de espessura de disco, número de dentes e formato dos dentes. Pode-se considerar que quanto maior o diâmetro do disco da serra, maior sua espessura. São fabricados ainda discos para uso especial no desdobro de toras com espessura maior e discos de pequena espessura para serviços mais leves (GONÇALVES, 2000). As serras circulares podem ser classificadas quanto ao seu tipo com dentes fixos e dentes postiços. As serras de dentes fixos são confeccionadas com aço carbono pelo processo de estampagem, que defini o formato do dente. Já as serras de dentes postiços possuem vários modelos que são fabricados para aplicações especiais, sendo as mais usuais as serras de dentes soldados (GONÇALVES, 2000). Como as serras circulares podem atingir maiores velocidades, podem ser utilizadas na configuração de dois eixos, permitindo a redução das dimensões dos discos da serra e, por conseguinte, a diminuição na geração de serragem e perda de madeira. As serras circulares atuam com grande eficiência na canteagem e destopo das peças, onde a espessura dos discos pode ser menor provocando uma menor geração de resíduos (ROCHA, 2002). O mesmo autor relata que as serras circulares, quando utilizadas para o desdobro principal, não apresentam grande influência no rendimento. Porém, 17 quando utilizadas para realizar cortes múltiplos, implicam em uma maior geração de serragem. Uma característica importante das serras circulares diz respeito a velocidade periférica, a qual tem importância no rendimento, permitindo a capacidade de corte do equipamento. A serra circular simples consiste em apenas um disco de serra na mesa, sendo esta bastante utilizada na operação de refilo. A serra circular dupla ou geminada consiste em dois discos da mesa, onde uma das serras pode ser móvel, permitindo a mudança de bitola, sendo utilizada, também, na operação de canteagem. A serra circular múltipla possui mais de dois discos permitindo vários cortes simultâneos (ROCHA, 2002). Rocha (2002) ainda diz que os equipamentos de perfilagem, conhecidos como perfiladores, são utilizados em operações de desdobro primário, tendo como principal vantagem que a costaneira retirada da peça é transformada em cavaco imediatamente. 3.4. Rendimento e eficiência em serrarias De acordo com Rocha (2002), existem vários parâmetros que podem servir de base para os gestores da serraria avaliarem o seu desempenho, dos quais, nomeadamente o rendimento e a eficiência, revelam com relativa transparência se as operações no empreendimento estão sendo executadas corretamente. O rendimento de uma serraria é a relação entre o volume de toras desdobradas e o volume de madeira serrada num período ou turno (ROCHA, 1999; LATORRACA, 2004). Gomide (1974) cita que em coníferas um rendimento de 55% a 65% é considerado normal, enquanto que em folhosas esse mesmo rendimento varia entre 45% e 55%. A razão desta diferença deve-se ao fato das coníferas apresentarem tronco menos tortuoso, com menos defeitos e terem o alburno sempre utilizável. Segundo Tsoumis (1991), o rendimento de conversão da madeira roliça em madeira serrada bruta está em torno de 30% a 70% e o resto resulta em serragem, costaneiras, pequenas ripas, etc. Entretanto, de acordo com Rocha (2002), o rendimento pode variar em termos gerais de 55% a 65% para coníferas e de 45% a 55% para folhosas. 18 No trabalho de Scanavaca Jr. e Garcia (2003), foi observado um rendimento médio de 42,53% com amplitude de 12,64% a 83,53% em toras de Eucalyptus urophylla aos 19 anos de idade, processadas em serra de fita vertical simples. Oliveira et al. (2003) encontraram rendimento médio de 49,28% com amplitude de 34,78% a 90,43% em toras de quinze diferentes espécies nativas, em três serrarias do município de Jaru no estado de Rondônia, utilizando serra de fita vertical simples no desdobro principal e serras variadas no desdobro secundário das toras. Nascimento, Dutra e Nuwazawa (2006), objetivando quantificar os resíduos de uma indústria madeireira no município de Moju, estado do Pará, observaram rendimento médio de 36,50% com amplitude de 32,30% a 41,20%, em toras de madeira de três espécies nativas. Acosta (1999), cita rendimentos entre 45% e 60% nas serrarias argentinas, processando madeira de Eucalyptus grandis em serra de fita vertical simples. Para Tsoumis (1991), o rendimento de madeira serrada é influenciado por vários fatores que envolvem a espécie (diâmetro da tora, comprimento, conicidade e defeitos), máquinas de desdobro (linha de serragem, condição e manutenção dos equipamentos, variação da serragem), modelos de corte (dimensões da madeira serrada), habilidades e experiência dos operadores das máquinas, tornando assim indispensável a determinação do rendimento em serrarias. A eficiência expressa a relação entre o volume de toras serradas por período ou turno e o número de operários envolvidos em todas as operações de desdobro (ROCHA, 1999). Porém, os resultados obtidos após os cálculos de determinação do rendimento e da eficiência demonstraram que o rendimento da serraria encontra-se em 40% e a eficiência em 3 m³/op./dia, ambas abaixo da bibliografia consultada. Segundo Latorraca (2004), a avaliação da eficiência está em desuso atualmente, devido à automação, onde o processo é controlado por poucos ou apenas um operador, através de comandos eletrônicos. Porém, o autor afirma que, em serrarias de pequeno e médio porte, onde o grau de automação é baixo, tal informação é importante para as tomadas de decisão do remanejamento do número de operários utilizados em cada atividade, além de se saber a produtividade de cada operário por ciclo de trabalho, o que possibilita uma avaliação custo/benefício de cada operário. 19 No cálculo da eficiência na serraria é usado o volume de toras para que o diâmetro da tora e o rendimento não influenciem no resultado obtido (ROCHA, 2002). Porém, para o autor, a eficiência é afetada por alguns fatores como uso de coníferas ou de folhosas (madeira mais leve ou mais pesada, com baixa ou alta densidade, fuste mais retilíneo ou menos etc.); layout da serraria; uniformidade da matéria-prima e produtos (padronização); características e condições do maquinário; disponibilidade de energia; grau de mecanização e automatização da serraria. Batista e Carvalho (2007) conduziram uma pesquisa com o objetivo de avaliar o desempenho de uma serraria de pequeno porte estudando o tempo gasto na produção, rendimento e eficiência no desdobro de Eucalyptus spp. Os autores encontraram valores de rendimento e eficiência correspondentes a 44,86% e 4,96 m3/operário/turno, respectivamente. Rocha (2002) cita alguns exemplos de eficiência em serrarias de diversas partes do mundo: alta mecanização e automação na América do Norte: 22m³/operário/turno; serrarias comuns e portáteis na América do Norte: 4,8m³/operário/turno; Suécia: em média 2,8m³/ operário/turno. 4. Atividades Desenvolvidas O estudo foi realizado na madeireira Reck, situada no município de São Gabriel-RS que fica localizada na Rua Francisco Chagas, nº 551, Bairro Santo Antônio. A madeireira está situada nas coordenadas geográficas de 30° 21' 02,36” Sul e 54° 20' 00,53” Oeste e possui elevação de 126 metros acima do nível do mar (FIGURA 1). 20 FIGURA 1- Localização da área de estudo no município de São Gabriel-RS Fonte: Google earth, 2009. A madeireira Reck é uma empresa do ramo da serraria que trabalha a mais de oito anos com o processamento e a comercialização da madeira de Eucalyptus spp e Pinus spp. A empresa está na Avenida Francisco Chagas, número 551 no bairro Santo Antônio e foi fundada no dia 13 de dezembro do ano de 2004, pelo seu presidente José Dilamar Valcarenghi Reck. É considerada uma das maiores e mais bem estruturada serraria do município, apesar de ser classificada como indústria de pequeno porte devido a quantidade de madeira desdobrada por turno/m³. A madeireira funciona nos turnos da manhã e da tarde, de segunda a sexta e apenas pelo turno da manhã no sábado, contando com 19 funcionários fixos de carteira assinada. Com este estudo procurou-se quantificar e avaliar o tempo gasto na produção de madeira, o rendimento em madeira serrada e a eficiência dos operários de uma serraria de pequeno porte, visando avaliar a eficiência operacional e o desempenho da mesma. 21 Durante o período de estágio, foi feito um acompanhamento diário dos processos de desdobro da madeira, por sessenta dias, no período da tarde, assim como das demais atividades desenvolvidas na serraria a fim de fornecer sugestões para o melhor rendimento e a eficiência das atividades desenvolvidas na empresa. A matéria prima utilizada na madeireira é, basicamente, a madeira de Eucalyptus spp que chega na serraria na forma de toras para que seja realizado os desdobros primário e secundário, e a madeira de Pinus spp que chega na serraria na forma de tabuas para a realização apenas do desdobro secundário. Todos esses processos de desdobro da madeira são realizados por seis funcionários e pelos mais variados tipos de máquinas que compõem a madeireira Reck. O desdobro primário é realizado por uma serra fita simples, auxiliada por um carro porta toras (FIGURA 2), de forma a transformar as toras em peças de mais fácil trabalhabilidade e determinar a espessura das mesmas. FIGURA 2 - Serra fita simples e carro porta toras. Fonte: Autor. 22 Após o desdobro principal, a madeira serrada é levada para o desdobro secundário, que é realizado pela serra circular simples (FIGURA 3), para que sejam feitos os dois cortes mais externos que retiram as costaneiras e determinam a largura das peças. FIGURA 3 - Serra circular simples. Fonte: Autor. Após o desdobro secundário da madeira na serra circular simples, as peças são levadas para destopadeira (FIGURA 4), para que seja realizado o bitolamento das peças em vários comprimentos. 23 FIGURA 4 - Destopadeira. Fonte: Autor. Após a realização dos desdobros primário e secundário algumas peças, são submetidas a processos de acabamento realizados pela plaina (FIGURA 5), para retirada das imperfeições da superfície da madeira, deixando-as lisas. 24 FIGURA 5 - Plaina. Fonte: Autor. Outro equipamento muito utilizado na serraria é a plaina moldureira (FIGURA 6), para dar molde a madeira de Pinus spp que chega na serraria na forma de tábuas. 25 FIGURA 6 - Plaina moldureira. Fonte: Autor. Por fim, os restos de madeiras não aproveitáveis na serraria são submetidos a um processo de trituração na trituradeira (FIGURA 7), transformando a madeira em cavacos, que posteriormente são vendidos para geração de energia juntamente com os resíduos de madeira (serragem). 26 FIGURA 7 - Trituradeira. Fonte: Autor. O processo de determinação do rendimento e eficiência da madeireira Reck foi feito a partir da metodologia adotada por Machado (2011), de forma que foi realizada a cubagem de 450 toras inteiras de Eucalyptus spp, com casca, antes do desdobro principal e secundário e após, com as peças já com suas dimensões finais. A cubagem das toras inteiras foi realizada medindo a circunferência das duas extremidades da peça, com o auxílio de uma fita métrica, para o cálculo do diâmetro médio, que foi calculado através da seguinte equação: Onde: d = diâmetro da tora (m); C = Circunferência média (m). 27 Após foi medido o comprimento das toras para determinação do seu volume. O cálculo de determinação do volume de cada uma das toras foi realizado, usando a seguinte equação: Onde: V = Volume (m³); C = Comprimento da tora (m). Após o desdobro das toras, com as peças já com suas dimensões finais, foi determinado o volume de madeira serrada, , pela seguinte equação: Onde: Vi = volume individual de cada peça (m³); L = largura da peça (m); E = espessura da peça (m); C = comprimento da peça (m). Após encontrar o volume individual de cada tora, foi encontrado o volume total de madeira bruta através da soma dos volumes de todas as toras avaliadas. O mesmo processo foi adotado para madeira serrada. A medição do volume das toras inteiras, em relação ao volume de madeira serrada, foi realizada para verificar o quanto de resíduo é perdido ao decorrer de todo o processo de desdobro da madeira, de forma a influenciar no rendimento da empresa. O rendimento foi calculado pela relação do volume de madeira serrada durante todo o dia de trabalho e o volume de toras utilizadas para obter essa madeira, conforme a fórmula abaixo. 28 Onde: R: Rendimento em %; M: Volume de madeira serrada em m³; T: Volume de toras utilizado para encontrar M em m³ (T=V). A eficiência foi calculada pela relação do volume de toras que são desdobradas em um dia de trabalho pela serraria e o número de funcionários envolvidos em todas as operações de desdobro da madeira, conforme a fórmula: Onde: E: Eficiência em m³/op./dia; T: Volume de toras desdobradas no turno em m³; O: Número de operários que trabalham no processo de desdobro. 5. Resultados Observados Com base no desdobro de 450 toras de Eucalyptus spp, ao longo de uma semana, pode-se totalizar um volume de 91, 67 m³ de madeira bruta e um volume de 36, 61 m³ de madeira serrada, obtendo-se assim um rendimento de 40%. O rendimento obtido encontra-se abaixo do rendimento citado por Gomide (1974) e Rocha (2002), cujo valor está entre 45% a 55% para folhosas em serrarias de pequeno porte. Os valores estão abaixo dos rendimentos encontrados em estudos realizados por Batista e Carvalho (2007), que compreendem valor de 44, 86%, Scanavaca Jr. e Garcia (2003), que mencionam um valor de 42, 53% e Oliveira et al. (2003), que citam o valor de 49,28%. Com relação à eficiência, obteve-se um valor de 3 m³/op./dia, levando em consideração uma média de desdobro de 90 toras de Eucalyptus spp por dia, que totaliza um volume médio de 18, 3333 m³ e levando em consideração o número total de funcionários envolvidos nas operações de desdobro, que são seis. Os resultados em relação à eficiência da serraria ficaram abaixo do encontrado por Batista e 29 Carvalho (2007), que foi de 4,96 m³/op./dia, abaixo da eficiência encontrada por Batista (2006), que também foi de 4, 96 m³/op./dia para serrarias de pequeno porte e abaixo da encontrada por Rocha (1999), em serrarias norte-americanas de mesmo nível de automação, que foi em média de 4,8 m³/op./dia. 6. Conclusões e Recomendações Após o término do estágio pode-se concluir que a madeireira Reck é uma serraria bem estruturada, contando com variados tipos de serras e equipamentos, além de contar com funcionários capacitados a realizarem as atividades de desdobro da madeira. Os exemplos citados demonstram a fundamental importância de se avaliar a eficiência para que a serraria tenha um melhor desempenho nas operações de desdobro. Com o acompanhamento de todo o processo de desdobro e com o aprendizado em disciplinas ao longo da graduação, pode-se atribuir o baixo rendimento e eficiência da serraria ao baixo padrão tecnológico da mesma. Portanto, recomenda-se que seja feita uma substituição das serras simples por serras de maior nível de automação e que seja feita a substituição do carro porta toras por um carro com sistema hidráulico. A forma de armazenagem do produto final é realizada da melhor forma possível, através de empilhamento que proporciona uma secagem natural das peças sem causar danos às mesmas. 7. Avaliação do Estágio O estágio realizado foi de extrema importância para minha formação acadêmica, pois tive a oportunidade de conhecer como funciona uma empresa do ramo de desdobro madeireiro, além de acompanhar todo o processo de desdobro da madeira, desde a chegada da matéria prima até a obtenção do produto final. Foi possível também tomar conhecimento dos mais variados tipos de equipamentos e máquinas utilizados em uma serraria de pequeno porte. Entretanto 30 após a realização do estágio e do conhecimento adquirido com o mesmo, recomenda-se aos acadêmicos que se interessam por essa área de tecnologia da madeira, a procurarem à madeireira Reck ou qualquer outra madeireira que trabalhe com o processo desdobro da madeira, para realizarem um estágio, pois é a melhor forma de se obter um conhecimento prático e colocar em prática o conhecimento teórico aprendido em sala de aula. 31 8. Referências bibliográficas ACOSTA, M. S. Experiencia argentina en la producción y utilización de la madera de eucalipto, panorama a 1999. In: WORKSHOP: TÉCNICAS DE ABATE, PROCESSAMENTO E UTILIZAÇÃO DA MADEIRA DE EUCALIPTO, 1999, Viçosa. Anais... Viçosa: UFV, Departamento de Engenharia Florestal, SIF, IEF, 1999. p.1-27. BATISTA, D. e CARVALHO, A. M. Avaliação do desempenho operacional de uma serraria através do estudo do tempo, rendimento e eficiência. Scientia Florestalis. Piracicaba, n. 75, p 31-38, 2007. BATISTA, D. C. Avaliação do desempenho operacional de uma serraria através do estudo do tempo, rendimento e eficiência: Estudo de caso em Piraí - R. J. 2006. 64p. Monografia (Graduação em Engenharia Florestal) – Universidade Federal Rural do Rio de Janeiro, Seropédica, 2006. FAGUNDES, H. A. V. Produção de Madeira Serrada e Geração de Resíduos do Processamento de Madeira de Florestas Plantadas no Rio Grande do Sul. 2003. 173p. Dissertação (Mestrado em Engenharia) - Universidade Federal do Rio Grande do Sul, Porto Alegre, 2003. GOMIDE, J. L. Serraria. Viçosa: Universidade Federal de Viçosa, Imprensa Universitária, 1974. 119p. GONÇALVES, M. T. T. Processamento da madeira. Bauru: SP, 2000. 242 p. LATORRACA, J. V. F. Processamento mecânico da madeira. Seropédica: Universidade Federal Rural do Rio de Janeiro, 2004. 116p. MENEZES, L. F.; Desdobro, Secagem e Beneficiamento da Madeira de Eucalipto- Experiencia da Flosul. In: Seminário Internacional sobre Produtos sólidos de madeira de alta tecnologia, 1998, Belo Horizonte. Anais... Belo Horizonte: SIF/UFV/DEF, 1998. p 261-265. NASCIMENTO, S.M.; DUTRA, R. I. J. P.; NUMAZAWA, S. Resíduos de indústria madeireira: caracterização, consequências sobre o meio ambiente e opções de uso. Holos Environment, Rio Claro, v.6, n.1, p. 08- 21, 2006. OLIVEIRA, A.D.; MARTINS, E. P.; SCOLFORO, J. R. S.; REZENDE, J. L. P.; SOUZA, A. N. Viabilidade econômica de serrarias que processam madeira de 32 florestas nativas: o caso do município de Jaru, estado de Rondônia. Cerne, Lavras, v.9, n.1, p.001-015, 2003. PONCE, R. H. Novas Tecnologias de Desdobro e Beneficiamento de Madeira: a busca da Caracterização de peças de madeira produzidas em serraria... Ciência Florestal, v.6., n.1,. Curitiba, 1993. p 310-314. ROCHA, M. P. Desdobro primário da madeira. Série Didática Fupef, Curitiba, n.02, p.1-61, 1999. ROCHA, M. P. Eucalyptus grandis Hill ex Maiden e Eucalyptus dunnii Maiden como fontes de matéria prima para serrarias. 2000. 185p. Tese (Doutorado em Engenharia Florestal) – Universidade do Paraná, Curitiba, 2000. ROCHA, M. P. Técnicas de planejamento em serrarias. Série Didática FUPEF, Curitiba, n. 02/01, 121 p., 2002. SCANAVACA JR. L.; GARCIA, J. N. Rendimento em madeira serrada de Eucalyptus urophylla. Scientia Forestalis, Piracicaba, n.63, p.32-43, 2003. TSOUMIS, G. Science and technology of wood: structure, properties, utilization. New York: Chapman e Hall. 1991. 494 p. VITAL, Benedito. Rocha. Planejamento e operações de serrarias. Viçosa, MG, Ed. UFV, 2008, 211p. 33 ANEXO I - Diâmetro médio (cm), Volume de madeira bruta (m³) e Volume de madeira serrada (m³) das 450 toras de Eucalyptus spp. utilizadas para determinação do rendimento e da eficiência da madeireira Reck, no município de São Gabriel – RS. Tora Diâmetro Médio (cm) 19,37 1 25,37 2 24,51 3 24,86 4 23,08 5 23,55 6 21,80 7 24,35 8 21,80 9 20,85 10 19,58 11 24,19 12 24,67 13 21,17 14 22,44 15 20,85 16 25,15 17 21,96 18 24,83 19 23,40 20 23,24 21 19,10 22 20,05 23 24,83 24 22,60 25 19,73 26 22,92 27 21,49 28 24,51 29 24,19 30 24,35 31 25,15 32 23,87 33 24,83 34 23,24 35 Volume (m³) 0,0662 0,0851 0,0861 0,0890 0,0859 0,0899 0,0758 0,0877 0,0757 0,0886 0,0655 0,0958 0,0924 0,0854 0,0953 0,0852 0,0952 0,0851 0,0850 0,0850 0,0849 0,0748 0,0848 0,0947 0,0847 0,0646 0,0845 0,0845 0,0944 0,0843 0,0568 0,0821 0,0698 0,0775 0,1213 Volume Madeira Serrada (m³) 0,0251 0,0444 0,0349 0,0344 0,0347 0,0343 0,0345 0,0350 0,0346 0,0342 0,0340 0,0339 0,0341 0,0348 0,0337 0,0336 0,0333 0,0327 0,0330 0,0332 0,0331 0,0333 0,0329 0,0334 0,0328 0,0326 0,0325 0,0372 0,0323 0,0322 0,0242 0,0224 0,0301 0,0459 0,0853 34 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 23,24 25,15 20,85 23,24 23,50 23,54 23,57 23,61 23,64 23,67 23,71 23,74 23,78 23,81 23,84 23,88 23,91 23,94 23,98 24,01 24,05 24,08 24,11 24,15 24,18 24,22 24,25 24,28 24,32 24,35 24,39 24,42 24,45 24,49 24,52 24,55 24,59 24,62 24,66 24,69 24,72 24,76 0,0697 0,0941 0,0801 0,0702 0,0546 0,0442 0,0689 0,0910 0,0598 0,0672 0,0512 0,0725 0,1017 0,0886 0,0946 0,0196 0,0458 0,0496 0,1210 0,0602 0,0820 0,0619 0,0562 0,0708 0,1296 0,0666 0,0745 0,1173 0,0678 0,0602 0,0984 0,1242 0,1099 0,0636 0,0989 0,1008 0,1027 0,1046 0,1066 0,1085 0,1104 0,1123 0,0055 0,0221 0,0217 0,0173 0,0158 0,0172 0,0235 0,0222 0,0172 0,0154 0,0270 0,0308 0,0235 0,0231 0,0196 0,0247 0,0172 0,0172 0,0352 0,0098 0,0185 0,0193 0,0270 0,0153 0,0534 0,0154 0,0193 0,0309 0,0411 0,0270 0,0360 0,0590 0,0411 0,0270 0,0401 0,0413 0,0425 0,0437 0,0448 0,0460 0,0472 0,0484 35 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 24,79 24,83 24,86 24,89 24,93 24,96 25,00 25,03 25,06 25,10 25,13 25,17 25,20 25,23 25,27 25,30 25,33 25,37 25,40 25,44 25,47 25,50 25,54 25,57 25,61 25,64 25,67 25,71 25,74 25,78 25,81 25,84 25,88 25,91 25,95 25,98 26,01 26,05 26,08 26,11 26,15 26,18 0,1142 0,1162 0,1181 0,1200 0,1219 0,1239 0,1258 0,1277 0,1296 0,1315 0,1335 0,1354 0,1373 0,1392 0,1412 0,1431 0,1450 0,1469 0,1488 0,1508 0,1527 0,1546 0,1565 0,1585 0,1604 0,1623 0,1642 0,1661 0,1681 0,1700 0,1719 0,1738 0,1757 0,1777 0,1796 0,1815 0,1834 0,1854 0,1873 0,1892 0,1911 0,1930 0,0496 0,0508 0,0519 0,0531 0,0543 0,0555 0,0567 0,0578 0,0590 0,0602 0,0614 0,0626 0,0638 0,0649 0,0661 0,0673 0,0685 0,0697 0,0709 0,0720 0,0732 0,0744 0,0756 0,0768 0,0779 0,0791 0,0803 0,0815 0,0827 0,0839 0,0850 0,0862 0,0874 0,0886 0,0898 0,0910 0,0921 0,0933 0,0945 0,0957 0,0969 0,0980 36 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 26,22 26,25 26,28 26,32 26,35 26,39 26,42 26,45 26,49 26,52 26,56 26,59 26,62 26,66 26,69 26,73 26,76 26,79 26,83 26,86 26,89 26,93 26,96 18,14 22,44 24,51 24,86 23,08 23,55 21,80 24,35 21,80 20,85 19,58 24,19 24,67 21,17 22,67 22,69 22,71 22,74 22,76 0,1950 0,1969 0,1988 0,2007 0,2027 0,2046 0,2065 0,2084 0,2103 0,2123 0,2142 0,2161 0,2180 0,2200 0,2219 0,2238 0,2257 0,2276 0,2296 0,2315 0,2334 0,2353 0,2373 0,0396 0,0609 0,0698 0,0775 0,1213 0,0697 0,0541 0,0801 0,0702 0,0546 0,0442 0,0689 0,1099 0,0598 0,0672 0,0512 0,0725 0,1017 0,0886 0,0992 0,1004 0,1016 0,1028 0,1040 0,1051 0,1063 0,1075 0,1087 0,1099 0,1110 0,1122 0,1134 0,1146 0,1158 0,1170 0,1181 0,1193 0,1205 0,1217 0,1229 0,1241 0,1252 0,0134 0,0272 0,0301 0,0459 0,0853 0,0055 0,0221 0,0217 0,0173 0,0158 0,0172 0,0235 0,0222 0,0172 0,0154 0,0270 0,0308 0,0235 0,0231 37 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 22,78 22,80 22,83 22,85 22,87 22,89 22,92 22,94 22,96 22,98 23,01 23,03 23,05 23,07 23,10 23,12 23,14 23,16 23,19 23,21 23,23 23,25 23,27 23,30 23,32 23,34 23,36 23,39 23,41 23,43 23,45 23,48 23,50 23,52 23,54 23,57 23,59 23,61 23,63 23,66 23,68 23,70 0,0946 0,0196 0,0458 0,0496 0,1210 0,0602 0,0820 0,0619 0,0562 0,0708 0,1296 0,0666 0,0745 0,1173 0,0678 0,0602 0,0984 0,1242 0,1099 0,0636 0,0920 0,0930 0,0941 0,0951 0,0961 0,0971 0,0981 0,0991 0,0678 0,0602 0,0984 0,1242 0,0957 0,0964 0,0971 0,0978 0,0985 0,0992 0,0999 0,0678 0,0602 0,0984 0,0196 0,0247 0,0172 0,0172 0,0352 0,0098 0,0185 0,0193 0,0270 0,0153 0,0534 0,0154 0,0193 0,0309 0,0411 0,0270 0,0360 0,0590 0,0411 0,0270 0,0374 0,0382 0,0390 0,0398 0,0407 0,0415 0,0423 0,0431 0,0411 0,0270 0,0360 0,0590 0,0442 0,0448 0,0454 0,0461 0,0467 0,0473 0,0480 0,0411 0,0270 0,0360 38 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 23,72 23,75 23,77 23,79 23,81 23,84 23,86 23,88 23,90 23,93 18,14 22,44 24,51 24,86 23,08 23,55 21,80 21,53 20,89 20,25 19,61 18,97 19,89 19,62 19,34 19,07 18,79 18,52 18,24 23,08 23,55 21,80 21,53 20,89 20,25 21,85 22,07 22,28 22,49 22,71 22,92 23,13 0,0724 0,0681 0,0638 0,0595 0,0553 0,0985 0,0992 0,0928 0,0975 0,1023 0,1070 0,1118 0,1165 0,1213 0,0595 0,0553 0,0977 0,0987 0,0997 0,0902 0,0893 0,0684 0,0875 0,0866 0,0858 0,0849 0,0540 0,0531 0,0522 0,0875 0,0875 0,0874 0,0873 0,0873 0,0872 0,0871 0,0871 0,0870 0,0870 0,0869 0,0868 0,0868 0,0289 0,0254 0,0219 0,0185 0,0150 0,0467 0,0473 0,0421 0,0454 0,0486 0,0519 0,0551 0,0583 0,0616 0,0185 0,0150 0,0450 0,0457 0,0463 0,0394 0,0387 0,0380 0,0373 0,0365 0,0358 0,0351 0,0344 0,0337 0,0329 0,0372 0,0371 0,0370 0,0369 0,0368 0,0367 0,0366 0,0365 0,0364 0,0363 0,0362 0,0361 0,0360 39 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 23,35 23,56 23,77 23,99 24,20 24,41 24,63 24,84 21,80 21,53 20,89 20,25 19,61 18,97 24,20 24,41 24,63 24,84 24,71 20,89 20,25 19,61 19,50 18,73 18,28 36,63 43,77 42.18 42,33 38,67 49,02 49,02 46,47 40,10 43,29 39,95 42,97 41,38 39,15 41,06 38,67 45,84 0,0867 0,0866 0,0866 0,0865 0,0864 0,0864 0,0863 0,0962 0,0862 0,0861 0,0861 0,0860 0,0859 0,0859 0,0858 0,0857 0,0857 0,0856 0,0955 0,0855 0,0854 0,0854 0,0853 0,0852 0,0852 0,1070 0,2118 0,1165 0,1213 0,1260 0,1308 0,3355 0,3402 0,2450 0,3497 0,3545 0,4592 0,4118 0,3165 0,3454 0,1473 0,3493 0,0359 0,0358 0,0357 0,0356 0,0355 0,0354 0,0353 0,0352 0,0351 0,0350 0,0349 0,0348 0,0347 0,0346 0,0345 0,0344 0,0343 0,0342 0,0341 0,0340 0,0339 0,0338 0,0337 0,0336 0,0335 0,0519 0,0551 0,0583 0,0616 0,0648 0,1681 0,1713 0,0746 0,1778 0,0811 0,0843 0,0876 0,0551 0,0583 0,0781 0,0795 0,0808 40 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 320 321 322 323 324 325 326 327 328 329 59,52 48,22 62,43 50,93 47,75 47,92 41,70 38,20 36,29 36,45 35,97 34,05 36,58 36,13 33,10 32,94 35,17 35,97 35,17 37,01 36,92 34,85 33,10 35,81 37,56 38,36 32,63 36,13 34,85 36,13 32,79 33,10 32,50 32,17 31,84 31,51 31,18 30,85 30,52 30,19 29,86 29,53 0,8513 0,7533 0,8553 0,8573 0,3593 0,3613 0,2633 0,1653 0,1673 0,1070 0,1118 0,1165 0,1213 0,1260 0,1308 0,1355 0,1402 0,1450 0,1497 0,1545 0,1592 0,1070 0,1118 0,1213 0,1276 0,1347 0,1418 0,1489 0,1561 0,1632 0,1070 0,1118 0,1165 0,1213 0,1260 0,1308 0,1355 0,1402 0,1450 0,1497 0,1545 0,1592 0,4822 0,3835 0,4849 0,3863 0,0876 0,0890 0,0904 0,0917 0,0931 0,0519 0,0551 0,0583 0,0616 0,0648 0,0681 0,0713 0,0746 0,0778 0,0811 0,0843 0,0876 0,0519 0,0551 0,0616 0,0659 0,0708 0,0757 0,0805 0,0854 0,0903 0,0519 0,0551 0,0583 0,0616 0,0648 0,0681 0,0713 0,0746 0,0778 0,0811 0,0843 0,0876 41 330 331 332 333 334 335 336 337 338 339 340 341 342 343 344 345 346 347 348 349 350 351 352 353 354 355 356 357 358 359 360 361 362 363 364 365 366 367 368 369 370 371 29,20 28,88 28,55 28,22 27,89 27,56 26,78 26,39 25,99 25,60 25,21 24,81 24,42 24,03 42,33 38,67 49,02 49,02 46,47 40,10 43,29 39,95 42,97 41,38 39,15 41,06 38,67 45,84 59,52 48,22 62,43 50,93 51,16 51,75 52,35 52,94 53,54 54,13 54,73 55,32 55,92 56,51 0,1640 0,1687 0,1070 0,1118 0,1165 0,1213 0,1260 0,1308 0,1355 0,1402 0,1450 0,1497 0,1545 0,1592 0,1640 0,1687 0,2735 0,3782 0,2260 0,1308 0,1355 0,1402 0,1450 0,1497 0,1545 0,3592 0,2640 0,3687 0,8735 0,1782 0,9829 0,4877 0,5924 0,5972 0,6019 0,6067 0,6114 0,5162 0,5209 0,6256 0,7304 0,6351 0,0908 0,0941 0,0519 0,0551 0,0583 0,0616 0,0648 0,0681 0,0713 0,0746 0,0778 0,0811 0,0843 0,0876 0,0908 0,0941 0,0973 0,1006 0,0648 0,0681 0,0713 0,0746 0,0778 0,0811 0,0843 0,0876 0,0908 0,0941 0,0973 0,1006 0,1038 0,1071 0,1103 0,1136 0,1168 0,2201 0,2332 0,1266 0,1298 0,1331 0,1363 0,1396 42 372 373 374 375 376 377 378 379 380 381 382 383 384 385 386 387 388 389 390 391 392 393 394 395 396 397 398 399 400 401 402 403 404 405 406 407 408 409 410 411 412 413 57,11 57,71 58,30 58,90 59,49 58,16 58,45 58,73 59,02 59,30 59,59 59,87 59,52 48,22 62,43 50,93 52,39 51,23 50,07 48,92 47,76 46,61 45,45 44,29 43,14 41,98 40,83 39,67 38,51 37,36 36,20 35,05 33,89 32,73 31,58 30,42 29,27 28,11 26,95 25,80 24,64 23,49 0,8399 0,8446 0,7494 0,6541 0,9589 0,8636 0,7683 0,7731 0,9899 0,8062 0,7471 0,8786 0,9114 0,4812 0,9228 0,8987 0,8194 0,7502 0,7813 0,6148 0,7071 0,6407 0,6708 0,7606 0,6274 0,6317 0,5594 0,4715 0,5118 0,4681 0,3638 0,1953 0,2274 0,1118 0,1212 0,1473 0,1734 0,0609 0,0698 0,0775 0,1213 0,0697 0,1428 0,1461 0,1493 0,1526 0,1558 0,1591 0,3623 0,3656 0,5469 0,3355 0,1670 0,1770 0,3903 0,1091 0,6961 0,3335 0,3700 0,3781 0,3490 0,2125 0,2613 0,3917 0,2740 0,1905 0,3803 0,2940 0,1558 0,0522 0,0551 0,0254 0,0219 0,0185 0,0380 0,0551 0,0618 0,0801 0,0984 0,0272 0,0301 0,0459 0,0853 0,0055 43 414 415 416 417 418 419 420 421 422 423 424 425 426 427 428 429 430 431 432 433 434 435 436 437 438 439 440 441 442 443 444 445 446 447 448 449 450 Total 22,33 21,17 20,02 37,36 36,20 35,05 33,89 32,73 31,58 30,42 36,27 37,38 38,49 39,59 40,70 41,81 42,92 44,02 44,94 46,01 47,09 48,16 49,23 50,31 51,38 52,46 20,02 37,36 36,20 35,05 33,89 32,73 31,58 26,50 24,39 22,28 20,17 0,0541 0,0801 0,0702 0,0546 0,2442 0,2689 0,1099 0,3598 0,0672 0,0512 0,2725 0,1017 0,3886 0,3946 0,4296 0,3458 0,2496 0,4210 0,6602 0,8820 0,6619 0,7562 0,6708 0,8296 0,9266 0,9845 0,1173 0,2678 0,2602 0,1984 0,1342 0,1099 0,0636 0,1173 0,1701 0,2217 0,2781 0,0221 0,0217 0,0173 0,0158 0,0172 0,0235 0,0222 0,0172 0,0154 0,0270 0,0308 0,0235 0,0231 0,0196 0,0247 0,3172 0,3172 0,4352 0,4398 0,5485 0,6593 0,4037 0,5353 0,4534 0,4454 0,3794 0,0309 0,0512 0,0671 0,0463 0,0590 0,0411 0,0270 0,0309 0,0348 0,0387 0,0423 91,6650 36,6123
Baixar