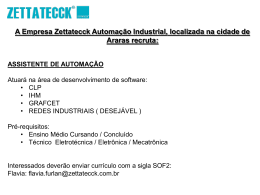
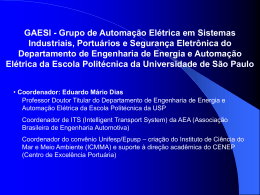
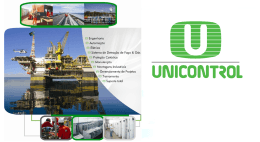
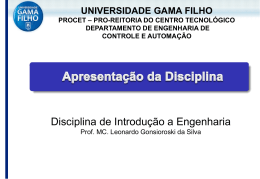
8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM ATIVIDADES DE PLANEJAMENTO E A INTEGRAÇÃO DO SISTEMA DE MANUFATURA Ed Alencar Dias da Silva1, [email protected] Reinaldo Batista Leite1, [email protected] Francisco Yastami Nakamoto1, [email protected] 1 Instituto Federal de Educação Ciência e Tecnologia de São Paulo – IFSP, Rua Pedro Vicente, 625 – São Paulo – SP Resumo: O presente trabalho tem por objetivo verificar o relacionamento entre o planejamento e a integração do sistema de manufatura, a partir da associação com os índices de automação. Para isso foi necessário um referencial sobre diversos conceitos, como de planejamento, processos de negócio, automação, índices de automação e integração. Após este referencial uma proposta de modelo de integração de sub atividades de planejamento presentes em diferentes atividades do sistema de manufatura foi feita, com base nos índices de automação. Em seguida, este modelo foi aplicado em uma empresa, fabricante de placas de circuito impresso, em processos voltados à indústria automobilística. Foi possível constatar que a atividade de planejamento está presente nos diversos sub níveis do processo de negócio, que é possível a aplicação do modelo e que a integração plena, mesmo não verificada, não inviabiliza a aplicação deste modelo. Palavras-chave: Integração da Manufatura, Índices de Automação, Planejamento. 1. INTRODUÇÃO A automação da manufatura pode ser vista como uma alternativa para aumentar a competitividade de empresas em tempos de mudanças nas bases de competição, onde produtos mais variados, com menor tempo para introdução no mercado e ciclos de vida mais curtos afetam diretamente a base de custos das empresas. Contudo, o investimento em automação de forma não equilibrada (pendendo mais para uma área em detrimento das demais) pode se constituir em um complicador adicional para as empresas. É neste contexto que este trabalho se justifica, tendo por objetivo apresentar as relações existentes entre o planejamento e a integração do sistema de manufatura, a partir da associação com os índices de automação. Para alcançar este objetivo, a seguinte estrutura será adotada: inicialmente, uma etapa de referencial teórico será desenvolvida, passando pela caracterização do sistema de manufatura, seguida de uma descrição e conceituação de processos de negócios. Na sequência, os conceitos de automação e índices de automação serão apresentados. Concluindo a etapa de referencial teórico com a apresentação da ideia de integração, relacionada com os índices de automação. Em seguida, tomando por base o segmento automobilístico, pretende-se aplicar os conceitos revisados em uma empresa (fornecedora na cadeia logística da indústria automobilística) para verificar, por meio de um estudo de caso, os índices de automação presentes em atividades do sistema de manufatura relacionadas com subatividades de planejamento na indústria, bem como a existência ou não de integração entre os índices de automação verificados, no fim do artigo. 2. REFERENCIAL TEÓRICO Este trabalho se utiliza de método teórico conceitual (definidos por Berto e Nakano, 1998), estudo de caso (de acordo com Yin, 1989 e Bryman, 1989). Segundo Vergara (2000), esta pesquisa se trata de uma pesquisa de campo, por ser realizada no local onde ocorre o fenômeno que se deseja estudar. Além disso, envolve o estudo bibliográfico, fornecendo referencial para qualquer outra base de estudo, inclusive à pesquisa de campo. Maiores informações com relação ao método científico podem ser encontradas em Leite (2004). Conhecidos os métodos de pesquisa adotados, passa-se para o levantamento bibliográfico de conceitos relevantes para o desenvolvimento do trabalho. 2.1. Planejamento A atividade de planejamento é fundamental para o sucesso da organização em todas as áreas ou funções organizacionais que a compõem. Todas as organizações apresentam níveis de planejamento que estão associados com o desejo de sucesso de cada envolvido nos processos. O planejamento garante um possível acompanhamento das atividades, uma proposta alternativa diante um problema e soluções mais rápidas de problemas, quando não se planeja o que ocorre é a improvisação. As diversas conceituações a respeito de planejamento se divergem, mas ainda mantém a essência onde o planejamento consiste na escolha dos objetivos, na previsão dos meios e formas para que esses objetivos tenham maiores probabilidades de serem alcançados. Com tudo planejado podemos entender as ameaças e reduzir os pontos fracos, permitindo o desenvolvimento da organização. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 2.2 Processos de negócio A administração por processos consiste em manter a ligação entre as funções organizacionais de forma horizontal e não como departamentos isolados uns dos outros. Isto altera a estrutura vertical que tem por base a hierarquia funcional. Segundo Maximiano (2009), a horizontalização produz bons resultados porque reformula o modo de administrar as operações, orientando todas as funções para a solução de um problema. Por processos de negócios podemos entender que são aqueles processos que caracterizam a atuação da empresa e que são suportados por outros processos internos, resultando no produto ou serviço que é recebido por um cliente externo. Um processo de negócio é um grupo de atividades realizadas numa sequência lógica com o objetivo de produzir um bem ou um serviço que tem valor para um grupo específico de clientes. (Hammer, 2005, apud Perroni, 2011). Para Agostinho (2012) o processo de negócio é um conjunto de atividades, ordenadas logicamente segundo regras de precedência. 2.3 Automação Batocchio (1991) descreve que “a automação é um termo muito utilizado atualmente, devido ao impacto que provoca no contexto social e industrial”. Percebe-se que o contexto daquela época se difere do atual por conta dos avanços tecnológicos na informática e da expansão do acesso a tecnologias da informação pelas pessoas, o que suprime o receio social e a necessidade de sobrevivência das organizações em um mercado cada vez mais eficiente e competitivo. A automação enquanto termo surgiu na década de cinquenta com enfoque nas características tecnológicas, o que levou aos estudos do impacto dessa tecnologia no futuro da sociedade. A Tabela 1, é uma a adaptação do que foi inicialmente proposto por Batocchio, com o acréscimo das linhas referentes ao ano 2000 e ao momento atual. A automação se difere da mecanização na sutilidade de que a primeira está associada com a substituição do esforço mental do homem enquanto a segunda visa substituir o esforço físico do homem (Agostinho, 2012). Dentro de um processo de fabricação em um sistema de manufatura o grau de automação está baseado nos atributos humanos que foram mecanizados ou automatizados. À medida que a máquina em um processo de fabricação assume atributos humanos em níveis mais elevados, há uma maior intensidade de automação (Rodrigues, 2004, apud Perroni, 2011). A Tabela 2, apresenta os nove diferentes graus de automação, que servirão de base para o estabelecimento dos índices de automação. 2.4 Índices de automação Os índices de automação foram desenvolvidos por Agostinho (1995). Segundo o autor para que se possam definir corretamente os índices de automação e fazê-lo variar entre valores numéricos que possam ser analisados com certa facilidade, define-se como ausência de automação a situação na qual o homem perfaz, com seus atributos intelectuais, completamente uma determinada atividade. Diante disso, e para melhor quantificação da automação nas atividades, define-se como Índice de Automação a relação: iA = nA/nT, onde: iA = índice de automação; nA = número de atividades do homem, substituídas por dispositivos ou aparelhos com conceito de automação; e nT = número total de atividades exercidas pelo homem. Este conceito dos índices de automação servirá de base para o relacionamento entre o planejamento e a integração do sistema de manufatura. Tabela 1: Evolução dos conceitos de automação Tabela 2: Graus de Automação Programável Fonte: Adaptado de Batocchio (1991) Fonte: Agostinho (2012) 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 2.5 Planejamento no sistema de manufatura O sistema de manufatura adotado é representado na figura. Figura 1: Sistema de Manufatura Fonte: Agostinho (2012) Segundo o autor a atividade de planejamento e controle da produção será responsável pela ligação da atividade de negócios ao chão de fábrica, entendendo negócios como relação com fornecedores e clientes. Porém o estudo em questão objetiva analisar a ocorrência da atividade de planejamento nas subatividades de cada processo de negócio uma vez que planejar e administra o futuro prevendo através dos objetivos as atividades necessárias e os recursos. O desdobramento das atividades presentes no modelo de sistema de manufatura de Agostinho (2012) será feito com base em Agostinho (2012) e Perroni (2011), a saber: • Engenharia: a atividade correspondente à Engenharia é responsável pela criação e desenvolvimento dos produtos a serem fabricados, assim como o desenvolvimento dos meios de manufatura necessários (processos de fabricação, ferramental, equipamentos, etc.). A atividade de Engenharia pode ser desdobrada em subatividades principais: Geração do produto; Geração dos Meios de Manufatura; e Comunicação com o Chão de Fábrica. • Chão de Fábrica: as atividades correspondentes a Manufatura, também conhecidas como "Chão de Fábrica" ou "Shop Floor" são responsáveis por fabricar os produtos determinados nos prazos e quantidades determinadas. Os recursos disponíveis, além das máquinas e equipamentos, são também a mão-de-obra direta (operadores) e indireta (suporte diretamente relacionado à manufatura). Atividades de suporte direto à manufatura, seja tecnológico ou administrativo, fazem parte destas atividades. A atividade correspondente ao chão de fábrica pode ser subdividida em três subatividades: Transformação de Forma e Características das Peças; Fluxo de Materiais; e Gerenciamento e Controle da Informação. • Suporte: o suporte às atividades de chão de fábrica é responsável por manter o seu desempenho e característica; tanto de qualidade quanto operacionais dos equipamentos. Assim ela poderá ser subdividida nas subatividades: Suporte à Qualidade; Suporte à Operação; e Suporte à Facilidades. • Negócios: é a interface entre o Sistema de Manufatura e o mundo exterior, podendo ser subdividida em: Marketing; Suprimentos; e Planejamento. 2.6 Integração A Integração do Sistema de Manufatura representa um estado da organização, refletido na capacidade de transitar informações sinergicamente entre suas atividades e subatividades (Agostinho, 2012). Podemos entender a integração como a combinação de partes que trabalham isoladamente, formando um conjunto que trabalha como um todo melhorando os resultados, não apenas local ou por função organizacional, mas sim o resultado global da organização. Porém para se integrar é necessário que os sistemas utilizados pelos departamentos permitam a comunicação entre eles, estes sistemas podem ser construídos internamente, comprados ou até mesmo locados. Estas possibilidades geram inconsistências quando se decide integrar os sistemas, que podem ter sido concebidos a partir de uma estrutura funcional, com um sistema que foi concebido para uma estrutura por processos. Por exemplo, poderia ser possível integrar os pacotes de software de produção, vendas, finanças e marketing se todos viessem do mesmo fornecedor. Entretanto combinar pacotes de software de fornecedores diferentes talvez não seja prático nem eficaz (Turban, 2010). A dificuldade encontrada para se integrar processos de negócio é derivada da falta de envolvimento e de interrelacionamento entre os departamentos que ainda vivem em uma estrutura funcional. Diversos são os estudos e relatos envolvendo este tema exemplos estão na base de pesquisas Emerald Group Publishing Limited. Algumas propostas que merecem menção: Yen (2009) tenta demostrar as dificuldades para estabelecer a integração no processo de negócio e propõe um modelo de integração baseado em medidas que são desenvolvidas em função de fatores que influenciam o processo de 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM negócio verificando: objetivos do processo de negócio; tipo de negócio; perspectivas do negócio e a complexidade dos processos. Após esta etapa o autor propõe modelos de medidas e análise técnica considerando que estas podem ser geradas através de: questionário; analise do caminho crítico; simulação em computadores; e medição direta. Muniz et al (2010) propõem um modelo de gestão da produção que integra a gestão do conhecimento, buscando com isso proporcionar a partilha de conhecimento em pról do alcance dos objetivos no ambiente de produção de maneira mais favorável. Este estudo considera a gestão da produção dividida em duas dimensões, uma a dimensão técnica e a outra a dimensão social. A proposta é uma tentativa de através da dimensão do conhecimento alimentar e integrar a dimensão técnica e a dimensão social a fim de contextualizar um modelo de gestão da produção orientado pelo conhecimento. Turkulainen e Ketokivi (2012) relacionam as bases de conhecimento teórico com o conhecimento empírico sobre o conceito de integração na elaboração de uma abordagem de processamento de informação relacionada com o desempenho operacional. Para eles, desagregar desempenho em estudos empíricos e olhar os efeitos dos processos e atividades organizacionais em medidas aproximadas tem sido apontado como estratégias teóricas notáveis com potencial vantagem em pesquisas empíricas em gestão de operações. A integração das funções organizacionais é de extrema importância para garantir a competitividade, a manutenção e a sobrevivência da organização. 3. INTEGRAÇÃO DO PLANEJAMENTO: UM ESTUDO DE CASO Com o intuito de aplicar os conceitos até aqui estabelecidos, foi selecionada uma indústria do segmento automobilístico, fabricante de placas de circuito impresso (PCIs), para que os índices de automação pudessem ser analisados. 3.1 A empresa Localizada no interior do estado de São Paulo, a empresa objeto deste estudo de caso, será denominada Empresa A. As atividades foram iniciadas em outubro de 1985, através de uma terceirização das linhas de montagem da Prema (depois Allied, Autolite e atual Siemens), executando serviços de montagem no ramo de autopeças. Com capacidade para produzir cerca de 8.000 m2 de placas de circuito impresso por mês, a empresa é uma empresa de porte médio em comparação com as empresas de circuito impresso do país. Atualmente fabrica circuitos impressos convencionais, simples face ou dupla face, em materiais FR1 (resina fenólica e papel), FR2 (resina fenólica e papel), CEM1 (resina epóxi, tecido de vidro na superfície e papel no interior) e FR4 (resina epóxi e tecido de fibra de vidro) através do processo de estampagem ou por controle numérico, com acabamento final em verniz, ouro químico, ouro eletrolítico ou hot air leveling. Dispondo de ferramentaria própria, a Empresa A tem condição de realizar projeto e construção do ferramental a ser usado na fabricação de produtos específicos dos clientes, bem como de realizar manutenção preventiva e corretiva dos ferramentais, permitindo a fabricação das placas de circuito impresso com furos convencionais ou metalizados de acordo com as especificações dos clientes. 3.2 O processo produtivo A expansão da capacidade de produção da empresa, relatada na própria história da sua criação, reflete modificações no processo produtivo, possibilitando assim o aumento significativo na capacidade de produção, sem a necessidade de aumento na mesma proporção de investimentos em pessoas/equipamentos. De maneira simplificada pode-se dizer que o processo de fabricação das placas de circuito impresso, de forma artesanal, segue as etapas apresentadas na figura 3. Figura 3: Processo artesanal de fabricação de placas de circuito impresso Fonte: Adaptado de Möge (2003) Quando se considera um processo de natureza mais industrial, com maiores volumes de produção, o processo sofre adequações. A figura 4 representa o que de fato ocorre no processo de fabricação de placas de circuito impresso com furos metalizados na Empresa A. Figura 4: Processo de fabricação de placas de circuito impresso com furos metalizados na Empresa A Fonte: Os autores 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Inicialmente é feita a escolha do material laminado (FR1, FR2, FR4 ou CEM1), com base nos requisitos do cliente. O laminado é cortado com 2 cm a mais de sua medida final, em cada lado para ser utilizado como registro da furação e pega dos ganchos para fixação do material durante o processo galvânico. Este material em excesso será retirado no final do processo. Após corte do laminado, 2 furos de diâmetro 3 mm são feitos em lados opostos, na diagonal, na área a maior da medida original (fora dos limites do circuito final). Após o corte e furação desses furos para registro, o laminado é montado em pacotes de 3 placas (circuito) mais duas placas de fenolite de 0,8 mm de espessura. Desta forma, tem-se uma placa de fenolite, 3 placas de circuito e mais uma de fenolite, todas presas por pinos prensados nos furos de registro. O fenolite que fica acima do pacote, por ser mais fácil de furar, vai receber o primeiro impacto da broca, guiar a mesma para evitar quebras. O último fenolite vai servir de calço para que a broca não danifique a mesa da máquina de furação. O planejamento do corte é de suma importância para minimizar as perdas do laminado. Assim, caso as placas sejam pequenas demais, vários circuitos são montados em um único painel. Terminada toda a furação, os pacotes são desmontados e cada painel é manualmente escovado (funcionário usando luvas) para retirar alguma rebarba proveniente da furação. Em seguida, prende-se cada um em ganchos usando a área cortada a maior. Feito isso, os painéis são submetidos ao processo galvânico, de limpeza e metalização dos furos. Após metalização e secagem dos painéis, os mesmos são levados a uma laminadora que depositará um filme seco (dry-film) em uma ou nas duas faces do circuito (dependendo do pedido do cliente), cobrindo toda sua superfície. A sala para laminação de filme possui temperatura controlada (21°C) e é livre de poeira. Sua iluminação é de luz amarela. Após laminado o filme, e cortado os excessos dos painéis, estes ficam em repouso para resfriamento e estabilização do dry-film e dos painéis. A próxima etapa consiste em transferir a imagem do circuito para o filme laminado sobre os painéis. Para isso, cópias dos fotolitos originais devem ser feitas em filme fotográfico de poliéster. Da imagem negativa de cada fotolito das trilhas, é feita uma cópia positiva nesse filme. Esse filme tem um aspecto alaranjado semitransparente e funciona como um filtro. Como é possível enxergar através do filme, é possível registrar os pads (ilhas) do filme centrados sobre a furação de cada uma das faces do painel. A fixação dos filmes pode ser feita com fita adesiva nos cantos do filme. Cada painel é fotografado em uma mesa de vácuo (dois lados simultaneamente), onde a luz incidente vai atravessar as partes incolores do filme fotográfico e sensibilizar o dry film. Em seguida, os painéis são colocados em um equipamento que os movem por uma esteira, para dentro de uma câmara, onde spray de uma solução reveladora é borrifado em uma ou nas duas faces das placas, expondo assim o traçado original do circuito, sendo que a parte a ser corroída posteriormente foi sensibilizada e ainda está protegida pelo dry film. A partir daí, os painéis são levados para uma linha galvânica, agora para cobre eletrolítico Sn-Pb (estanho-chumbo). A função desta linha é depositar somente nas trilhas, pads (ilhas de solda) e furos a camada final de cobre, com espessura de 25 a 30 micras. É depositado mais cobre somente nas trilhas, furos e pads. Desta forma, posteriormente no processo de corrosão, teremos uma camada mais fina a remover de cobre (parte a corroer). Caso fosse aplicado cobre em todo o painel (partes do circuito e partes a serem corroídas), no final do processo haveria maior camada de cobre na parte a ser corroída. Isso causaria um problema mais acentuado de undercuting: a corrosão não atacaria o Sn-Pb, mas atacaria o cobre em todas as direções, afinando a lateral das trilhas de forma mais acentuada, causando um afinamento das mesmas. Com a aplicação da camada final de cobre e estanho chumbo, a película de filme que protege a parte a ser corroída é removida. Os painéis são levados para um equipamento semelhante ao da revelação do dry-film: uma esteira com câmara onde ambas as faces dos painéis serão borrifadas com uma solução de Cloreto de Amônia que vai corroer somente o Cobre, sem atacar a liga Sn-Pb. Após a corrosão e lavagem em água deionizada, é um painel é obtido somente com o traçado todo em Sn-Pb (trilhas, furos e pads). Após o processo de corrosão, os painéis são levados para uma solução que vai remover todo o Sn-Pb das trilhas, furos e pads. Desta forma, o Sn-Pb serviu como resist, ou proteção, no processo de corrosão. Os painéis apresentam o traçado final, em cobre e com furos metalizados. A seguir, a máscara anti-solda (solder resist) é aplicada em todo o painel. Este processo poderá ser serigráfico ou também fotográfico. Neste caso é utilizado o processo serigráfico. O solder resist é uma tinta bi componente que é curada em estufa após ser aplicada em todo o painel, deixando somente livres os pads. Também pode ser utilizada tinta sensível à luz ultravioleta (U.V.). Após devidamente curados, os painéis são levados para um equipamento semelhante à soldagem por ondas, são imersos em Sn-Pb líquido e retirados com velocidade controlada, onde jatos de ar quente são direcionados contra eles a fim de retirar os excessos de Sn-Pb dos pads e furos metalizados. Os painéis são enviados novamente para a serigrafia, onde o desenho dos componentes é aplicado em tinta branca ou amarela para destacar onde serão soldados os componentes eletrônicos. Para isso, a matriz do desenho deve ser em poliéster de 120 a 180 fios, esticada em máquina, em quadro de alumínio. A próxima etapa consiste em fresar o excesso do laminado, agora na medida exata do circuito, excesso este deixado no início do processo. Por fim, todos os painéis são testados na máquina in circuit (jigas de teste). Esta máquina separa os painéis conformes dos não-conformes, diferindo os não-conformes que apresentam curto-circuito dos que apresentam trilhas abertas.Terminado o processo, os painéis podem ser enviados aos clientes. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM 3.2.1 Especificidades nos processos realizados na Empresa A Com relação aos processos realizados na Empresa A, particularmente relacionados ao Processo Negócios, dentro do modelo do sistema de manufatura, e arbitrados neste trabalho como envolvendo relações internas entre os processos de Engenharia, do Chão de Fábrica e de Suporte, algumas considerações merecem ser feitas: • Processos de Planejamento: Todo o processo de Planejamento, em conformidade com as condições técnicas de atendimento do mercado e da disponibilidade de insumos por parte da rede de suprimentos, é realizado na empresa pelo uso de um sistema ERP. Os produtos desenvolvidos e processos executados adéquam-se ao sistema de Qualidade (a empresa possui certificação ISO 9000:2008), atendendo nas documentações todas as exigências da norma QS (ainda não certificada). Possui um laboratório de metrologia para fazer dimensionais PPAPs (Production Part Approval Process) de vários níveis. A documentação é organizada para fácil visualização e consulta para controles dimensionais, todos eles registrados. • Chão de fábrica: Gerenciamento e Controle da Informação: O processo de impressão de trilhas, máscara de solda e serigrafia de componentes é realizado através de máquinas semiautomáticas, possibilitando uma camada de impressão uniforme. A empresa possui equipamentos automatizados, como furadeiras CNC's (controle numérico computadorizado), possibilitando a fabricação com pouca intervenção humana nos processos de furação, exigindo basicamente abastecimento manual, sendo que a operação dispõe de sensores para calibrar a ferramenta e operação automatizada. No setor de corrosão, a temperatura do banho químico dispõe de controle automatizado, mantendo o processo dentro de limites ideais estabelecidos no planejamento e o tempo definido e programado de acordo com a velocidade da esteira. No setor de teste elétrico, as tolerâncias à falha, bem como a sequência de trabalho são definidas pelo planejamento. Paralelamente ao processo produtivo, o setor de ferramentaria provê meios para que a operação produtiva opere sem maiores complicações. • Suporte: Operações de Qualidade: Devido à criticidade de layout de alguns modelos, os mesmos são testados eletricamente na máquina in circuit, através de jigas de testes. Este processo de teste elétrico é realizado tanto para itens convencionais como metalizados. Após a configuração e setup do equipamento para o teste elétrico, apenas o abastecimento é manual, apresentando como resultado a separação dos painéis em aprovados (sem falhas no teste elétrico), com falhas que possibilitam retrabalho (curto-circuito), e com falhas irrecuperáveis (trilha aberta). Neste último caso, dependendo de negociação feita com o cliente, há a aceitação ou não de uma porcentagem de defeitos em cada painel (aceitação de uma porcentagem de placas defeituosas no painel). Caso o cliente aceite o envio de painéis com placas defeituosas, as mesmas são identificadas no painel, bem como o defeito é destacado por meio de marcação na placa defeituosa. • Engenharia: Geração dos Meios de Manufatura: A empresa confecciona internamente as matrizes para a transferência do circuito impresso a partir de arquivos (desenhos) enviados pelo cliente. Também constrói matrizes de painéis para apresentação e aprovação dos clientes. Na geração de meios para a manufatura, a empresa estabelece os parâmetros necessários para que o processo atenda os requisitos da operação, resultando no produto final adequado, em acordo com a solicitação dos clientes. Como forma de possibilitar os testes elétricos, a empresa constrói as jigas de teste, atualmente por meio de matrizes que exigem fios para a sua confecção. Contudo, a empresa adquiriu uma jiga de testes universal que eliminará a necessidade de fios na confecção das matrizes, automatizando mais o processo. Para o projeto do sistema de produção, a empresa utiliza conceitos de produção limpa em seus sistemas, com reuso de água de processo em circuito fechado e recuperação de matéria-prima, contribuindo com a preocupação de preservação e respeito ao meio ambiente. 3.2.2 Índices de automação para um conjunto de atividades previamente selecionadas A partir do que foi revisado anteriormente, e do descritivo feito para a Empresa A, 3 quadros foram elaborados (o equivalente a 3 tabelas como a Tabela 3) para que, nas diferentes etapas do processo de fabricação de placas de circuito impresso, os índices de automação pudessem ser atribuídos, com base em três eixos: Geração dos Meios de Manufatura (vinculado à Engenharia), Suporte a Operações de Qualidade (vinculado à Suporte) e Gerenciamento e Controle da Informação (vinculado ao Chão de Fábrica). Tabela 3: Atribuição dos índices de automação, com base no eixo selecionado Índice de automação Etapa do processo Confecção da matriz Furação Transferência do circuito para os painéis Processos de acabamento Transferência do desenho dos componentes para os painéis Teste dos painéis produzidos 0,1-0,32 0,33 iAP (índice de automação programável) 0,34-0,65 0,66 0,67-0,98 Fonte: Os autores 0,99 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Para índices de automação envolvendo o eixo de Geração dos Meios de Manufatura (GMM), considera-se: iAP=0,33 quando há processos manuais (cartões ou fichas impressas, uso de pranchetas); iAP=0,66 quando há uso de computadores de forma isolada; e iAP=0,99 quando há uso de CAPP (computer aided process planning) e computadores interligados em rede. Para índices de automação envolvendo o eixo de Suporte às Operações de Qualidade (Sup. Q), considera-se: iAP=0,33 quando há inspeção manual; iAP=0,66 quando há controle estatístico de processo individual, com uso isolado de computadores; e iAP=0,99 quando há sensoriamento em tempo real no processo. Para índices de automação envolvendo o eixo de Gerenciamento e Controle da Informação (GCI), considerase: iAP=0,33 quando há controle da produção de forma manual (cartões ou fichas impressas); iAP=0,66 quando há uso de computadores de forma isolada, com programação dos CNCs de forma manual; e iAP=0,99 quando há ligação DNC (direct numerical control), com controle de ordens via sistema MRP-ERP. O processo de atribuição dos índices de automação envolveu um benchmark com diferentes profissionais, que percorreram a Empresa A numa apresentação do processo de fabricação descrito anteriormente. Três tabelas semelhantes à Tabela 3 foram preenchidas em conjunto por esse grupo de profissionais, após uma visita in loco à Empresa A. Uma das tabelas é relacionada ao chão de fábrica, uma é relacionada à engenharia, e uma relacionada ao suporte. Inicialmente, para cada etapa do processo, uma coluna era escolhida. Assim, uma faixa de valor (0,1 a 0,32; 0,34 a 0,65; ou 0,67 a 0,98) ou um valor específico (0,33; 0,66; ou 0,99) era escolhido para cada etapa do processo. Em seguida, caso o índice estivesse em uma faixa de valor, o grupo discutia qual valor era mais coerente, com base nas informações de referência para o preenchimento da tabela, e das informações decorrentes da visita à Empresa. Dessa forma, para cada uma das três tabelas utilizadas (seguindo o modelo da Tabela 3) os índices de automação foram sendo atribuídos. Alguns aspectos identificados no processo de benchmark e que influenciaram na atribuição dos índices de automação são destacados a seguir: a. Geração dos Meios de Manufatura: Na elaboração da matriz, o planejamento envolve operações que se utilizam de fichas manuais, conferindo o índice de automação atribuído pelo grupo de pessoas que consolidaram os índices na tabela. O planejamento dos meios de manufatura na furação se utiliza do desenho que serve de referência e vem impresso ou em CAD e da relação de ferramentas disponíveis. A partir daí o programador CNC traduz para a programação da máquina e monta a bandeja com as ferramentas adequadas para a furação dos painéis. Assim, o índice de automação atribuído pelo grupo é maior do que aquele indicado no uso de planilhas, porém é menor do que considera o uso de computador de forma isolada. Na transferência do desenho (tanto do circuito impresso quanto dos componentes) para os painéis, o uso de computador de forma isolada auxilia no planejamento da atividade, resultando no índice atribuído. No planejamento da etapa envolvida nos processos de acabamento, uma sequência bem definida, comum e praticamente igual para todos os painéis produzidos é executada, não sofrendo alteração no que se refere ao planejamento das atividades. Dessa forma, o baixo índice de automação foi atribuído. Por fim, no teste dos painéis, embora haja o uso de fichas, dispõem dos registros mantidos no computador do setor que realiza o teste, refletindo no planejamento da etapa. Contudo, da mesma forma como na furação, esta etapa situa-se em um patamar intermediário entre uso de planilha impressa e uso de computador isolado na atividade de planejamento. Assim, com base em uma atribuição de forma relativa às demais etapas, o índice de automação atribuído foi estabelecido. b. Suporte à Qualidade: Para o planejamento das atividades que refletem na qualidade da etapa confecção das matrizes, há a conferência de 100% das matrizes confeccionadas (tanto dos projetos novos, quanto das confeccionadas para projetos atuais). Assim sendo, o índice correspondente foi atribuído pelo grupo nesta etapa do processo. Na furação, o próprio equipamento faz a calibração e verificação de presença, quebra e desgaste da ferramenta. Contudo, o índice máximo não foi atribuído nesta etapa, pois este sensoriamento não garante que outros tipos de problemas sejam verificados (como um painel trincado no processo, por exemplo). Sendo assim, o planejamento desta etapa do processo, mesmo recebendo um valor elevado para o índice de automação, tem sua atividade oscilando do sensoriamento para a inspeção visual (mesmo que exija muito menos da inspeção, já que o sensoriamento verifica boa parte dos problemas de qualidade que possa ocorrer no processo). Nas etapas de transferência do desenho (do circuito impresso e dos componentes) e também na etapa dos processos de acabamento, o planejamento para assegurar o controle da qualidade baseia-se na inspeção de todos os painéis produzidos. Dessa forma, o índice 0,33 foi atribuído para essas etapas. Por fim, nos testes dos painéis é feita inspeção em 100% dos painéis, por meio de teste computadorizado. Mesmo esta atividade produtiva sendo automatizada, contando apenas com abastecimento manual, a atividade de planejamento é realizada de forma manual e, uma vez que a máquina in circuit separe os painéis defeituosos, a localização do defeito é feita de forma manual, mediante o relatório gerado pela jiga de teste e a confrontação do código com um gabarito (transparência) contendo a trilha impressa com as codificações correspondentes. Sendo assim, o índice atribuído foi 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM superior ao correspondente à inspeção visual, porém inferior ao atribuído para a etapa de furação, já que a dependência da inspeção para a localização do problema de qualidade exige mais do que na etapa da furação. c. Gerenciamento e Controle da Informação: Neste eixo, considerando as atividades de planejamento envolvidas em todas as etapas da fabricação dos painéis, as informações no chão de fábrica são transmitidas por meio de fichas impressas, identificando aspectos relevantes à atividade realizada e servindo de parâmetro para o controle das atividades. Por esta razão, o índice 0,33 foi atribuído em todas as etapas. A Tabela 4 consolida os índices atribuídos para a Empresa A nos três eixos adotados ao longo desta aplicação do modelo proposto. Tabela 4: Atribuição dos índices de automação, com base nos três eixos Índice de automação Etapa do processo Confecção da matriz Furação Transferência do circuito para os painéis Processos de acabamento Transferência do desenho dos componentes para os painéis Teste dos painéis produzidos iAP (índice de automação programável) GMM Sup. Q. GCI 0,33 0,33 0,33 0,45 0,75 0,33 0,6 0,33 0,33 0,2 0,33 0,33 0,6 0,33 0,33 0,37 0,4 0,33 Fonte: Os autores A partir da tabela anterior os gráficos apresentados na figura 5 foram elaborados. Eles representam de forma visual o status quo verificado na Empresa A, no que se refere à integração das subatividades de planejamento presente nas atividades de Engenharia, de Suporte e do Chão de Fábrica. Figura 5: Atribuição dos índices de automação, com base nos três eixos para as seis atividades. Fonte: Os autores A partir da figura pode-se verificar que algumas etapas do processo apresentam uma maior integração entre os eixos, uma vez que os índices de automação se mostram com valores bastante próximos. Contudo, pode-se verificar que algumas etapas apresentam “ilhas” de automação, na medida em que um determinado eixo destoa dos demais. Isso reflete um aspecto de baixa integração na etapa. Estes picos, identificados na figura 5, correspondem a eixos dentro das correspondentes etapas, que apresentam um potencial maior para sua subatividade de planejamento, limitados (restritos) pelo menor grau de automação expresso pelos índices dos outros 2 eixos. Dessa forma não há a harmonia interna nas etapas e esta “tensão” pode resultar em dois desdobramentos: “puxar” os eixos com índices de automação mais baixos para que os mesmos se igualem ao pico; ou “rebaixar” o potencial do eixo com índice mais elevado para que haja a harmonia entre os eixos. No primeiro caso, há a intenção de se elevar o nível de automação mantendo a integração. Já no segundo, uma tendência de se acomodar na situação atual, que pode resultar, inclusive, na opção por se reduzir o nível de automação do eixo destoante, de forma a manter a integração. A figura 6, evidencia os “picos” de automação que refletem essas “ilhas” de automação, uma vez que esses “picos”, com valores mais elevados, não correspondem todos a uma mesma etapa (o que configuraria uma etapa com maior grau de automação que as demais, mas integrada, pelo menos internamente ao comparar os três eixos). 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM Os picos identificados correspondem a “ilhas” de automação nas subatividades de planejamento das seguintes etapas do processo: • • • Furação, com o eixo de Suporte à Qualidade destoando dos demais devido à influência do sensoriamento na atribuição do índice de automação para o eixo; Transferência do desenho do circuito impresso para os painéis, com o eixo Geração dos Meios de Manufatura destoando dos demais devido à influência do uso de computador de forma isolada na atribuição do índice de automação para o eixo; Transferência do desenho dos componentes para os painéis, com o eixo de Geração dos Meios de Manufatura destoando dos demais pelo mesmo motivo da etapa citada anteriormente. Figura 6: Gráfico de Radar – Atribuição dos índices de automação, com base nos três eixos para as seis atividades. Fonte: Os autores Por meio do estudo e apresentação deste caso, onde a Empresa A serviu de fonte para o relacionamento dos índices de automação com as subatividades de planejamento, o modelo de integração envolvendo os três eixos propostos pôde ser aplicado e foi possível visualizar o grau de integração e sinergia que pode ser encontrado em uma empresa real. O fato de não se verificar uma integração plena, onde todos os eixos apresentariam um valor igual, não é um demérito para o caso apresentado. Isso porque, embora desejada, a sinergia não alcançada em todas as etapas do processo não significa que a operação produza um produto que não atenda as especificações, exigências técnicas do processo etc. Apenas sinaliza para o fato que investir ainda mais em automação para um eixo que já se mostra uma “ilha” de automação não trará os benefícios que possam ser obtidos ao se buscar uma harmonia entre os eixos. 4. CONCLUSÃO A atividade de planejamento e controle da produção é responsável pela ligação da atividade de negócios ao Chão de Fábrica no sistema de manufatura (Agostinho, 2012). Porém, o planejamento, está presente em todos os níveis e sub níveis das atividades envolvidas. A aplicação do modelo proposto com foco nas atividades dos sub níveis expôs que é possível visualizar integração no modelo de sistema de manufatura utilizando a subatividade de planejamento presente nas atividades de Engenharia, Suporte e Chão de Fábrica. Os resultados encontrados não consideraram o impacto da automação no nível de mão de obra ou na qualidade do produto, mas sim a sinergia, com base nos índices de automação, entre as atividades. Após aplicação dos conceitos ficou evidente, através dos gráficos, que em diversas subatividades de planejamento há integração, mesmo estas apresentando baixo índice de automação no planejamento do processo de fabricação de placas de circuito impresso na empresa que serviu de base para o estudo de caso. Contudo, este fato não se verifica em todas as etapas do processo, nem tampouco os índices encontrados são os mesmos em todas as etapas. Isso mostra que em um processo produtivo é possível encontrar atividades que estão com índices de automação mais uniformes ou harmônicos em comparação a outras que apresentam uma variação grande em um dos eixos demonstrando ausência de harmonia e uniformidade. A existência de um sistema de qualidade certificado (ISO 9000:2008), indica que os índices de automação identificados nas atividades de planejamento da empresa não afetam a qualidade dos produtos, mas podem sim ter influência nos processos para a obtenção destes produtos com a qualidade desejada pela empresa. A não sinergia verificada, entre os índices de automação, cria pontos onde o processo não flui de maneira harmoniosa, refletindo em descompasso entre o Suporte (sensoriamento na qualidade) e a Engenharia (uso de computador de forma isolada na geração dos meios de manufatura), comparado às demais atividades de planejamento, em sua maioria com uso de fichas e planilhas. 8º Congresso Brasileiro de Engenharia de Fabricação 18 a 22 de maio de 2015, Salvador, Bahia, Brasil Copyright © 2015 ABCM No entanto, não foi verificado neste trabalho a possibilidade de integração entre as atividades do processo de fabricação de placas de circuito impresso entendendo que a proposta inicial foi estabelecer a relação da atividade de planejamento no sistema de manufatura e seu comportamento nas atividades de Engenharia, Suporte e Chão de Fábrica. 5. AGRADECIMENTOS Ao Instituto Federal de Educação, Ciência e Tecnologia – Campus Salto e à Faculdade de Engenharia Mecânica da Universidade Estadual de Campinas nossos agradecimentos pelo apoio. 6. REFERÊNCIAS Agostinho, O.L., 1995, “Integração Estrutural dos Sistemas de Manufatura como Pré Requisito de Competitividade”, Unicamp, Campinas. Agostinho, O.L., 2012, “Sistemas de Manufatura: Atributos, Metodologia e Tecnologias”, Unicamp, Campinas. Batocchio, A., 1991, “Um Modelo de Índice de Automação Relacionado à Flexibilidade e à Produtividade dos Sistemas de Manufatura”, Unicamp, Campinas. Berto, R.M.V.S. and Nakano, D.N., 1998, “Metodologia da Pesquisa e a Engenharia de Produção”, Proceedings of XVIII Encontro Nacional de Engenharia de Produção (ENEGEP) e IV International Congress of Industrial Engineering (ICIE), Gramado, Brazil, CD-ROM. Brown, M.G.O., 1995, “Sistema Baldrige da Qualidade”, Ed. Markron Books, São Paulo. Bryman, A., 1989, “Research Methods and Organization Studies”, Uniwin Hyman, London. Leite, R.B., 2004, “Metodologia para Diagnosticar Problemas e Necessidades da Área Produtiva e sua Aplicação em Pequenas e Médias Fundições e Fabricantes de Calçado”, UFSCar, São Carlos. Martins, R.A., 1998, “Sistemas de Medição de Desempenho”, USP, São Paulo. Maximiano, A.C.A., 2009, “Introdução à Administração”, Ed. Atlas, São Paulo. Möge, M., 2003, “Como Fabricar Placas de Circuito Impresso”, Revista Elektor, No. 217. Muniz, J., Batista Jr., E.D. and Loureiro, G., 2010, “Knowledge-based Integrated Production Management Model”, Journal of Knowledge Management, Vol. 14. Perroni, I.M.P.M., 2011, “Proposta de Modelo para Análise da Integração da Cadeia de Suprimentos Utilizando Índices de Automação”, Unicamp, Campinas. Slack, N., Johnston, R. and Chambers, S., 2009, “Administração da Produção”, Ed. Atlas, São Paulo. Turban, E., 2010, “Tecnologia da Informação para Gestão”, Ed. Bookman, Porto Alegre. Turkulainen, V. and Ketokivi, M., 2012, “Cross-functional Integration and Performance: What Are the Real Benefits”, International Journal of Operations & Production Management, Vol. 32. Vergara, S.C., 2000, “Projetos e Relatórios de Pesquisa em Administração”, Ed. Atlas, São Paulo. Yen, V.C., 2009, “An Integrated Model for Business Process Measurement”, Business Process Management Journal, Vol. 15. 7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. ATIVIDADES DE PLANEJAMENTO E A INTEGRAÇÃO DO SISTEMA DE MANUFATURA Ed Alencar Dias da Silva1, [email protected] Reinaldo Batista Leite1, [email protected] Francisco Yastami Nakamoto1, [email protected] 1 Instituto Federal de Educação Ciência e Tecnologia de São Paulo – IFSP, Rua Pedro Vicente, 625 –São Paulo – SP Resumo: O presente trabalho tem por objetivo verificar o relacionamento entre o planejamento e a integração do sistema de manufatura, a partir da associação com os índices de automação. Para isso foi necessário um referencial sobre diversos conceitos, como de planejamento, processos de negócio, automação, índices de automação e integração. Após este referencial uma proposta de modelo de integração de sub atividades de planejamento presentes em diferentes atividades do sistema de manufatura foi feita, com base nos índices de automação. Em seguida, este modelo foi aplicado em uma empresa, fabricante de placas de circuito impresso, em processos voltados à indústria automobilística. Foi possível constatar que a atividade de planejamento está presente nos diversos sub níveis do processo de negócio, que é possível a aplicação do modelo e que a integração plena, mesmo não verificada, não inviabiliza a aplicação deste modelo. Palavras-chave: Integração da Manufatura, Índices de Automação, Planejamento. Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.
Download