Universidade Federal de Santa Catarina Centro Tecnológico Departamento de Engenharia Mecânica Coordenadoria de Estágio do Curso de Engenharia Mecânica CEP 88040-970 - Florianópolis - SC - BRASIL www.emc.ufsc.br/estagiomecanica [email protected] RELATÓRIO DE ESTÁGIO – 2/3 (segundo de três) Período: de 10/março/2008 a 02/maio/2008 Master Sistemas Automotivos LTDA Nome do aluno: Diego Masotti Nome do supervisor: Max Zatta Nome do orientador: Arcanjo Lenzi Caxias do Sul, 09 de maio de 2008 Segundo relatório de estágio – Diego Masotti Atividades realizadas durante o período Passado o período de adaptação, ficou decidido que eu assumo as seguintes funções: planejamento e execução de atividades experimentais, desenvolvimento de atuadores e ajustadores de freio e atividade de squeal (pesquisa em ruído de freios). A seguir, é feita uma breve revisão bibliográfica sobre alguns conceitos utilizados no desenvolvimento das atividades. Esta revisão auxiliará no entendimento da descrição das atividades realizadas durante o estágio. ÍNDICES DE CAPABILIDADE DO PROCESSO Os índices e taxas que medem a capabilidade, ou seja, a capacidade de um dado processo fabricar produtos dentro da faixa de especificação, surgiram dos estudos sobre Controle Estatístico de Processo (CEP). O objetivo do controle estatístico do processo é aprimorar e controlar o processo produtivo por meio da identificação das diferentes fontes de variabilidade do processo. Utilizando conceitos de estatística procura-se separar os efeitos da variabilidade causada pelas chamadas causas comuns, ou seja, àquelas inerentes à natureza do processo produtivo, das causas especiais, ou àquelas derivadas da atuação de variáveis específicas e controláveis sobre o processo. Os índices de capabilidade podem ser obtidos diretamente dos dados registrados nas cartas de controle e medem, para um processo sob controle estatístico, a relação entre a faixa de tolerância especificada para uma dada característica de projeto do produto e a variabilidade natural do processo produtivo destinado a obtenção daquela característica (a variabilidade devida às causas comuns). Se a variabilidade do processo é muito grande, ultrapassando os limites de especificação, é possível estimar a probabilidade de produção de peças fora da especificação. Os índices de capabilidade mais utilizados são: • Capabilidade (Cp) (Conhecido como Capabilidade de Máquina): Definido como o intervalo de tolerância dividido pela capabilidade do processo, ou seja, 6 vezes o desvio padrão estimado considerando a ausência de causas especiais. Ele é independente da centralização do processo o desvio padrão é estimado considerando processos estáveis; • Desempenho (Pp): Intervalo de tolerância dividido pelo desempenho do processo, ou seja, pelo desvio padrão estimado pelas leituras individuais. Também independentemente da centralização. • Superior de Capabilidade (CPU): variação superior da tolerância dividida por 3 vezes o desvio padrão estimado pela capabilidade do processo. • Inferior de Capabilidade (CPL): variação inferior da tolerância dividida pela dispersão superior real do processo. -2- Segundo relatório de estágio – Diego Masotti • Capabilidade (Cpk): é o índice que leva em conta a centralização do processo e é definido como o mínimo entre CPU e CPL. Geralmente diz-se que o processo é capaz se apresenta Cpk ≥ 1,67. Tabela 1: índices de capabilidade Onde: LSE = Limite superior de tolerância; LIE = Limite inferior de tolerância; X = média dos valores medidos; σˆ = desvio padrão. FATOR DE CONFIANÇA MODAL O Fator de Confiança Modal (Modal Assurance Criterion – MAC) é um parâmetro que indica o nível de correlação entre duas formas modais sob análise. Matematicamente, o MAC expressa a natureza da relação entre um par de autovetores (modos de vibração). O valor de MAC entre um par de autovetores qualquer (φ x ) j e (φ ) p j é dado pela equação: (1) Os valores de MAC situam-se sempre entre 0 e 1, sendo que o valor 1 indica uma completa correlação entre as formas modais, ao passo que MAC igual a 0 indica que os modos não possuem nenhum tipo de correlação geométrica. - Instabilidade Dinâmica / Análise modal tambor Dando continuidade a atividade de Instabilidade Dinâmica citada no relatório anterior, foram realizadas algumas análises modais numéricas de tambores de freio. O engenheiro Luciano Matozo, da Fras-le, realizou experimentos conforme norma ASTM E756-98 para determinar as propriedades mecânicas do ferro fundido usado para fabricar os tambores. Estes experimentos fornecem o módulo de elasticidade (E), o módulo de cisalhamento (G) e o coeficiente de Poisson (ν) da amostra ensaiada. Estes dados são usados como entrada do modelo numérico confeccionado no programa Ansys WorkBench 11. Foram usados modelos -3- Segundo relatório de estágio – Diego Masotti do tipo Sólido dos dois tambores sob análise. O engenheiro André Cesário e eu definimos a malha a as condições de contorno. As propriedades do material foram informadas ao software e a análise modal foi realizada. O objetivo principal desta análise era validar a simulação de um dos tambores, baseado em dados de uma análise modal experimental realizada alguns meses atrás pelo professor Roberto Jordan, em um trabalho desenvolvido em parceria com o Laboratório de Vibrações e Acústica na Universidade Federal de Santa Catarina. Figura 1: forma modal do tambor, obtida numericamente. A alta densidade modal na faixa de interesse da análise (em torno de 3kHz), aliada à complexidade das formas modais, inviabilizou a correta correlação entre os modos numéricos e experimentais. A dificuldade foi informada ao grupo e optou-se por fazer a correlação dos modos usando o MAC. Esta técnica é bastante robusta, mas requer a manipulação de uma grande quantidade de dados com diversas etapas de processamento. Um algoritmo deverá ser criado nas próximas semanas para executar esta tarefa. Se a correlação por MAC não apontar bons resultados, poderá ser necessário refazer a análise modal experimental do tambor com uma discretização mais refinada. - Estudo de montagem atuadores Spring Brake Um estudo detalhado foi conduzido para determinar a causa de dificuldades de ajuste da dimensão chamada BCPP (altura da ponta de contato) durante o processo de montagem de alguns modelos de atuadores Spring Brake. Os problemas são observados nos atuadores com a parte de serviço de 14” e 16”. Nos atuadores avaliados, o BCPP especificado é de (15,00 ± 0,50)mm. Em primeiro lugar, foram avaliadas características dimensionais de onze componentes que podem afetar a altura da ponteira de contato. Foram medidas 35 amostras de cada um dos componentes. As amostras foram retiradas aleatoriamente dos estoques da fábrica. -4- Segundo relatório de estágio – Diego Masotti Figura 2: vista em corte do atuador sob estudo. As peças foram numeradas e medidas com o instrumento apropriado (conforme faixa de tolerância da cota medida). Para cada uma das cotas medidas foi feito um estudo de capabilidade usando o software MiniTab. A figura abaixo mostra um dos relatórios gerados pelo programa. Figura 3: relatório mostrando os índices de capabilidade obtidos em uma das cotas medidas. As peças medidas foram levadas para a linha de montagem e montadas seguindo fluxo normal de produção. Durante a fabricação dos atuadores foram realizadas diversas intervenções para a medição de algumas características dimensionais. -5- Segundo relatório de estágio – Diego Masotti Figura 4: medição do BCPP na linha de montagem (esquerda) e estação de recolhimento da mola. Vários resultados importantes foram obtidos neste estudo. Uma síntese dos mesmos é mostrada na seqüência. Muitas das características analisadas estão fora da especificação de projeto. Exemplo disso é a altura do conjunto de tampa alta, que influi diretamente na altura da ponta de contato, e apresenta capabilidade de apenas Cpk = -0,32. Outro problema que foi relatado pelos montadores é a dificuldade no cravamento das pontas de contato (recartilha da ponta de contato é prensada no furo da haste, fixando por interferência mecânica). Na análise dimensional foram encontradas hastes com o diâmetro abaixo do especificado e recartilhas com o diâmetro acima do máximo permitido, sendo que a interferência na montagem pode chegar a 0,34mm. Quando da liberação para produção destes atuadores, foram realizados testes para determinar a força necessária para cravar a ponta de contato. O gráfico abaixo mostra que a força de montagem para uma interferência de 0,34mm é de aproximadamente 10KN, ou seja, 25% superior a força necessária para montar a ponta com a interferência máxima de projeto (0,30mm). INTERFERÊNCIA x FORÇA MONTAGEM FORÇA DE MONTAGEM [N] 14000 0,29 12796 12000 10000 0,35 9091 8000 6000 4000 2000 0 0,05 0,07 5386 0,19 4721 0,09 940 0,10 0,14 2422 0,15 0,19 1928 0,37 10573 0,23 3790 0,20 0,25 INTERFERÊNCIA [m m] Figura 5: gráfico da força de montagem em função da interferência. -6- 0,30 0,35 0,40 Segundo relatório de estágio – Diego Masotti Uma das características medidas durante o processo de montagem foi a altura da face do apoio do êmbolo até a superfície do corpo intermediário. Observou-se forte correlação entre a altura do apoio e BCPP. Usando o MS Excel, a correlação foi calculada em 98%. Várias observações e sugestões de melhoria foram levantadas em relação ao processo de montagem dos atuadores. Estas fogem aos objetivos deste relatório e não serão citadas. Uma importante constatação foi que a principal causa da variação do BCPP é a folga observada entre o diafragma e o corpo intermediário no compartimento de serviço. Esta folga permite que diafragma seja empurrado pela mola de retorno e este, por sua vez, cede até encostar no apoio do êmbolo. Diafragma Apoio do êmbolo Força da mola de retorno Corpo Intermediário Figura 6: altura entre o diafragma e o corpo intermediário. Em um primeiro momento as alterações de projeto devem ser feitas sem alterar a curva de força X curso do atuador. O motivo para tal é evitar que a o atuador precise ser novamente homologado pelo RWTÜV Fahrzeug GmbH (instituto certificador alemão). Algumas possíveis soluções foram discutidas e optou-se por prototipar duas delas. Estas alterações de engenharia são confidenciais e não serão citadas neste relatório. - Resistência dos parafusos do mancal Foi detectado na inspeção de recebimento um grande lote de parafusos do mancal fabricados com matéria-prima fora das especificações. Para verificar a possibilidade de uso dos parafusos, foram realizados ensaios de durabilidade do conjunto mancal do eixo, simulando a quebra de dois (02) dos quatro (04) parafusos que fixam o mancal ao seu suporte. Os mancais foram submetidos ao ensaio que simula a condição de frenagem do veículo (chucker Test) conforme procedimento de teste PT-265 da ArvinMeritor. Duas configurações foram testadas, variando a posição dos parafusos no conjunto do mancal. As configurações são: parafusos em diagonal e parafusos lado a lado. -7- Segundo relatório de estágio – Diego Masotti X SEM Parafuso X Figura 7: esquema da montagem do mancal na configuração diagonal O torque dos parafusos foi verificado antes e após o teste de ciclagem. Foi verificada pequena perda de torque, mas o valor residual estava dentro dos limites especificados. Na configuração diagonal foram realizados 11.700 ciclos. Já o teste com parafusos lado a lado rodou 14.600 ciclos. Após o teste, os parafusos foram retirados e submetidos a testes de magnaflux para verificar a presença de trincas. Nenhuma falha foi constatada. Figura 8: fotos do mancal montado com os parafusos lado a lado. Depois de ensaiados, os parafusos foram submetidos a um ensaio de “queima”, para verificação da composição química. A composição química obtida foi comparada com as especificações. Comprovou-se que os parafusos ensaiados pertenciam ao lote de peças com problemas de matéria-prima. Baseado nos resultados dos testes, os parafusos foram considerados aprovados para uso. - Avaliação de desgaste de mancais Foi realizado ensaio de Chucker Test com o objetivo de comparar o desgaste apresentado por buchas do mancal de diferentes materiais, neste caso, bronze e aço sinterizado. Foram ensaiadas seis (06) amostras eixo-bucha. Três buchas de bronze, três de aço sinterizado e seis eixos expansores. -8- Segundo relatório de estágio – Diego Masotti Figura 9: buchas analisadas (esq.) e detalhe da cabeça e assento do mancal no eixo expansor. O diâmetro das buchas e dos eixos foi medido antes e após o teste de ciclagem. Cada uma das amostras foi submetida a 30.000 ciclos. Os mancais foram lubrificados a cada 10.000 ciclos. TP-265 Procedimento Chucker Teste 20000 Torque (Nm) 15000 10000 5000 0 0 1 2 3 4 5 -5000 -10000 Tempo (seg) Figura 10: torque aplicado em cada ciclo do Chucker Test. Conforme já era esperado, a bucha e o eixo apresentam desgaste localizado em alguns pontos de maior esforço. Todas as medidas dos diâmetros foram obtidas nas regiões de maior desgaste. Ao fim do teste foi possível concluir qual tipo de bucha apresenta maior desgaste e qual delas acarreta em um desgaste maior no eixo expansor. - Outros testes Durante este período de estágio mais alguns testes de chucker foram realizados. Podem ser citados: • Nervura estendida: alteração de projeto na região de apoio do rolete na nervura. Esta alteração visa a redução da ocorrência de estalo observado em campo. • Furação da ancoragem: desvio na usinagem da furação da ancoragem da aranha de freio. Teste realizado para aprovar desvio de engenharia das peças problemáticas. -9- Segundo relatório de estágio – Diego Masotti • Nervura com material alterado: algumas nervuras foram fabricadas com material diferente do especificado, e por conseqüência, a dureza do componente também ficou baixa. O teste de chucker foi feito para verificar se o componente suportava os esforços de frenagem. Todos estes testes requerem bastante tempo de preparação e de análise dos resultados. Em sua maioria, requerem ensaios dimensionais, de material e de integridade física (líquidos penetrantes, magnaflux, inspeção visual). - Unidade hidráulica do Chucker A unidade hidráulica usada para realizar o experimento de Chucker apresentou diversos problemas de funcionamento nos últimos meses, incluindo ruptura de mangueiras e do filtro de retorno em mais de uma oportunidade. Juntamente com a empresa que fabricou a unidade, foi feita uma análise completa equipamento. As vazões e pressões em diferentes partes da unidade foram recalculadas, levando em consideração as velocidades e forças requeridas para o acionamento do Chucker. Figura 11: diagrama hidráulico do equipamento analisado. - 10 - Segundo relatório de estágio – Diego Masotti Como resultado deste estudo, a unidade foi recondicionada, alterando pressões de funcionamento e a lógica de acionamento de válvulas direcionais. A unidade será instrumentada para verificar a ocorrência de picos de pressão no filtro de retorno. Após este estudo será possível verificar a necessidade de substituição do filtro. Figura 12: foto da unidade hidráulica. - 11 - Segundo relatório de estágio – Diego Masotti Discussões e conclusões Atuar na área experimental é uma incrível oportunidade de aprendizado para um engenheiro no início de suas atividades profissionais. Os experimentos mostram muitas peculiaridades sobre o produto que se está lidando. Muitas coisas que são aprendidas em uma bancada de ensaio não estão disponíveis em nenhum livro ou apostila. Igualmente proveitoso foi o período de acompanhamento da montagem dos atuadores de freio. As pessoas envolvidas na montagem dos atuadores têm muitas coisas interessantes para ensinar. Um engenheiro que conhece o processo de montagem e entende suas limitações, com certeza estará mais bem preparado para projetar novos atuadores de freio. - 12 - Segundo relatório de estágio – Diego Masotti Referências Bibliográficas [1] Limpert, R., Brake Design and Safety, 2nd ed., SAE, Estados Unidos. 1999. [2] Dias, A.,Sistema de freio automotivo: Dimensionamento e Manutenção, Apostila da disciplina de Elementos de Máquinas II, UFSC, 2003. [3] Catálogo Técnico Elementos de Fixação. Macrosul. 1º Edição. Caxias do Sul. 2206. [4] Dimensioning and Tolerancing. Norma ASME Y14.5M-1994 [5] Análise de freio “S” came. Apostila de treinamento. [6] Jordan, R., Análise Modal Experimental, Apostila do curso de pós-graduação em Eng. Mecânica. UFSC. 2006. [7] Matozo, L.T., Análise Vibroacústica de Sistema de Freio a tambor para Veículos Comerciais. 7th International Brake Colloquium. SAE. 2005 [8] Trichês, M., Analysis of Brake Squeal Noise Using the Finite Element Method: a Parametric Study. 7th International Brake Colloquium. SAE. 2005 [9] Shigley, J. E., Elementos de Máquinas – Volume II. LTC Editora. São Paulo. [10] Guesser, W. L., Ferros Fundidos Empregados para Discos e Tambores de Freio. Trabalho disponível em: www.tupy.com.br. Consultado em: 08/04/2008. [11] Fundamentos de controle estatístico de processo CEP. IQA. 1997. [12] Normas e procedimentos diversos - 13 -
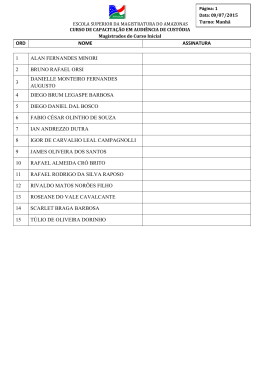
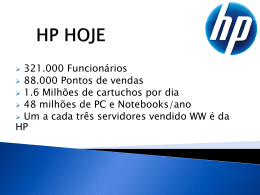
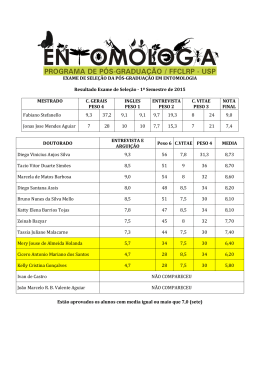
Download