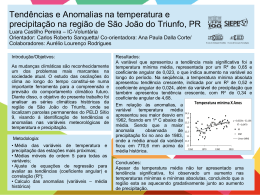
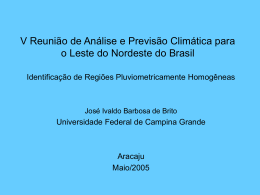
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Alexandre Leão Quadro Efeito da temperatura de solubilização nas propriedades mecânicas da liga Al-Mg-Si 6101 envelhecida naturalmente. São João Del Rei, 2011 Alexandre Leão Quadro Efeito da temperatura de solubilização nas propriedades mecânicas da liga AlMg-Si 6101 envelhecida naturalmente. Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Caracterização Propriedade Mecânica dos Materiais. Orientador: Prof. Dr. Antônio Luís Ribeiro Sabariz São João Del Rei, 2011 e FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA Q1e Quadro, Alexandre Leão Efeito da temperatura de solubilização nas propriedades mecânicas da liga Al-Mg-Si 6101 envelhecida naturalmente [manuscrito] / Alexandre Leão Quadro . – 2010. 137f. ; il. Orientador: Antônio Luís Ribeiro Sabariz. Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de Engenharia Mecânica. Referências: f. 138-140. 1. Ligas (Metalurgia) – Teses 2. Compostos metálicos – Teses 3. Metais - Propriedades Mecânicas - Teses 4. Engenharia mecânica – Teses I. Sabariz, Antônio Luís Ribeiro (orientador) II. Universidade Federal de São João del-Rei. Departamento de Engenharia Mecânica III. Título CDU: 620.17 Titulo em Inglês: The effect of temperature of solubilization in the mechanical properties of the alloy of the system Al-Mg-Si 6101 naturally aged. Palavras-chave em Inglês: Alloy Al-Mg-Si; Alloy 6101; natural aging; mechanical properties Área de concentração: Caracterização e propriedades mecânicas dos materiais. Titulação: Mestrado. Banca examinadora: Dr. Antônio Luís Ribeiro Sabariz, Dr. Alysson Helton Santos Bueno, Dr. Marco Túlio Raposo, Dr. Rogério de Almeida Vieira. Data da defesa: 06/09/11 Programa de Pós-Graduação: Engenharia Mecânica – PPMEC/UFSJ São João del Rei, 06 de setembro de 2011 Dedico este trabalho à minha querida esposa, Cleonice e aos nossos dois filhos, Rodrigo e Fernando, que tanto amo. Agradecimentos Agradeço, primeiramente, ao Prof. Dr. Luís Antônio Ribeiro Sabariz, pela confiança, pelo companheirismo e pela excelente orientação durante toda a realização deste trabalho. Aos professores do Departamento de Pós-Graduação em Engenharia Mecânica – PPMEC – da UFSJ, pela dedicação e pelo conhecimento transmitido e a Mônica Jaques, secretária do PPMEC, pela ajuda e pelas informações sempre imprescindíveis. À LSM Brasil por apoiar este estudo, fornecendo equipamentos, matérias-primas e disponibilizando meu tempo de trabalho, quando necessário, sempre visando uma melhoria contínua na qualidade de seus produtos e possibilitando a qualificação de seus funcionários. Ao meu orientando, Fernando T. de Abreu, graduando do curso de engenharia mecânica da UFSJ, que me ajudou imensamente na realização de vários ensaios. Ao Emílio Dias Moreira, técnico do Laboratório de Corrosão e Materiais da UFSJ, que me ajudou nas análises micrográficas no MEV. À CAPES, que financiou parte deste trabalho e concedeu-me uma bolsa de estudo. Aos meus amigos da LSM Brasil, que, de uma forma ou de outra, contribuíram com este trabalho, às vezes embutindo uma amostra, fazendo uma análise química ou um teste de tração e dando preciosas sugestões. Aos meus amigos de mestrado, pelo tempo de convivência e pela ajuda sempre disponível. E a todos aqueles que acreditaram em mim e me ajudaram para que este trabalho pudesse ser concluído. “Tenha sempre em mente que sua decisão de ser bem sucedido é mais importante que qualquer outra coisa.” Abraham Lincoln Resumo Vergalhões de 9,52 mm de diâmetro da liga 6101 do sistema Al-Mg-Si, produzidos através do sistema de laminação Properzi, foram solubilizados em temperaturas de 450 o C, 480 oC, 520 oC, 550 oC e 580 oC por um período de 40 minutos e envelhecidos naturalmente em temperatura ambiente, por até 12 meses. Foram feitos ensaios de tração, microdureza Vickers, ensaios de condutividade elétrica, micrografias MEV e ótica nas amostras envelhecidas naturalmente e nas amostras envelhecidas naturalmente e precipitadas artificialmente por um período de 2 horas, a 170 oC. Foi verificada a evolução do Limite de Resistência à Tração, Limite de Escoamento, Alongamento, Coeficiente de Encruamento (n), Microdureza Vickers, Condutividade Elétrica, antes e após a precipitação artificial nas amostras envelhecidas naturalmente por um período de 12 meses. O objetivo foi verificar qual temperatura de solubilização proporciona as melhores propriedades mecânicas e elétricas para a produção de cabos elétricos, por um período de envelhecimento mais longo possível, visando aumentar o tempo de estocagem desta liga após solubilização. Os resultados mostraram que a melhor situação ocorre com uma temperatura de solubilização de 520 oC, por um período máximo de 56 dias. Palavras Chave: Engenharia Propriedades mecânicas. Mecânica, Liga 6101, Envelhecimento natural, Abstract Rods of 9.52 mm of diameter of the alloy 6101 of the system Al-Mg-Si, was produced by a Properzi rolling mill system, they were solubilizated in temperatures of 450 oC, 480 oC, 520 oC, 550 oC e 580 oC for 40 minutes and naturally aged for until 12 months. It was carried out tensile tests, Vickers microhardness measurements, electrical conductivity, micrographys by MEV and optical microscopy in the samples naturally aged and in the samples naturally aged and artificially precipitated for 2 hours at 170 oC. It was verified the evolution of the ultimate tensile, flow tensile, elongation, stress coefficient (n), microhardness and electrical conductive, before and after the artificial precipitation in the samples naturally aged for 12 months. The aim was to verify what temperature of solubilization would give the best mechanical and electrical properties for electrical cables production, for the longest period of naturally aging, in order to increase the shelf life of this alloy after the solubilization treatment. The results showed that the best situation happens with a temperature of solubilization of 520 oC for a maximum period of 56 days. Key Words: Mechanical Engineering, Alloy 6101, natural aging, mechanical properties. Lista de Ilustrações Figura 2.1 – Bauxita, alumina e alumínio (de cima para baixo) (ESCOBAR, 2004 APUD World Aluminium.org).................................................................................... 33 Figura 2.2 – Diagrama pseudo-binário Al–Mg2Si. (MACHADO, 2008-modificado). 41 Figura 2.3 – Estágios do endurecimento por precipitação em ligas do sistema AlMg-Si. a) precipitados coerentes. b) Precipitados semi-coerentes. c) precipitados incoerentes devido ao envelhecimento excessivo (KARABAY, 2007)..................... 43 Figura 3.1 – Alumínio primário em lingotes utilizado para produzir a liga 6101 utilizada neste trabalho............................................................................................. 47 Figura 3.2 – Fluxograma do processo produtivo...................................................... 49 Figura 3.3 – Forno revérbero utilizado para a fusão do alumínio sólido.................. 50 Figura 3.4 – Esquema do forno de indução............................................................. 51 Figura 3.5 – Agitação do metal no forno de indução, provocada pelo campo eletromagnético........................................................................................................ 51 Figura 3.6 – Esquema do sistema do tratamento com gases....................................... 52 Figura 3.7 – Esquema do sistema de filtragem utilizado na produção de 6101....... 53 Figura 3.8 – Exemplo da estrutura da liga 6101 com e sem adição de refinador de grão..................................................................................................................... 54 Figura 3.9 – Sistema de lingotamento continuo Properzi....................................... 54 Figura 3.10 – Laminador Properzi............................................................................ 55 Figura 3.11 – a) Bobinamento após laminação; b) bobinas após rebobinamento e prontas para serem solubilizadas nos fornos de tratamento térmico ou expedidas. 56 Figura 3.12 – Forno industrial de tratamento térmico de solubilização, T4.............. 57 Figura 3.13 – Mufla utilizada para solubilização dos corpos de prova..................... 57 Figura 3.14 – Diagrama de fases do Al-Mg2Si, mostrando a composição da liga produzida e a faixa de solubilização utilizada. (MACHADO, 2008 - Modificado).... 58 Figura 3.15 – Esquema de um espectrômetro ótico (SILVA FILHO, 2007)............. 60 Figura 3.16 – Espectrômetro de Emissão Óptica, utilizado para análise química da liga 6101.............................................................................................................. 60 Figura 3.17 – Corpo de prova (vergalhão da liga 6101) para o ensaio de tração.... 61 Figura 3.18 – Corpo de prova, antes e após o ensaio de tração, com as marcas feitas para a medição do alongamento.................................................................... 64 Figura 3.19 – Gráfico Carga x Deslocamento de um corpo de prova da liga 6101. 65 Figura 3.20 – Curvas Tensão x Deformação Convencional e Real para um ensaio de tração realizado com o corpo de prova da liga 6101........................................... 67 Figura 3.21 – Determinação dos Coeficientes de Resistência e Encruamento....... 68 Figura 3.22 – Ponte Kelvin utilizada nos testes........................................................ 71 Figura 4.1 – Limite de Resistência à Tração para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial................................................................ 74 Figura 4.2 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 580 oC...................................................................................................... 74 Figura 4.3 – Limite de Resistência à Tração para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial............................................................... 75 Figura 4.4 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 550 oC...................................................................................................... 75 Figura 4.5 – Limite de Resistência à Tração para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial............................................................... 77 Figura 4.6 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 520 oC...................................................................................................... 77 Figura 4.7 – Limite de Resistência à Tração para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial............................................................... 78 Figura 4.8 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 480 oC...................................................................................................... 78 Figura 4.9 – Limite de Resistência à Tração para corpos de prova solubilizados a 450 oC, , antes e após precipitação artificial............................................................. 80 Figura 4.10 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 450 oC...................................................................................................... 80 Figura 4.11 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 450 oC e envelhecida naturalmente por um período de 365 dias (2.500X)............... 81 Figura 4.12 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 480 oC e envelhecida naturalmente por um período de 360 dias (2.500X)............... 81 Figura 4.13 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 520 oC e envelhecida naturalmente por um período de 365 dias (2.500X)............... 81 Figura 4.14 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 550 oC e envelhecida naturalmente por um período de 320 dias (2.500X)............... 81 Figura 4.15 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 580 oC e envelhecida naturalmente por um período de 250 dias (2.500X).............. 82 Figura 4.16 – Limite de Resistência à Tração para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial................................ 83 Figura 4.17 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC....................................................................... 83 Figura 4.18 – Evolução do LRT das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente.................................................................................... 84 Figura 4.19 – Evolução do LRT das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente e precipitadas artificialmente..................................... 85 Figura 4.20 – Limite de Escoamento para corpos de prova solubilizados a 580 o C, antes e após precipitação artificial...................................................................... 87 Figura 4.21 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 580 oC...................................................................................................... 87 Figura 4.22 – Limite de Escoamento para corpos de prova solubilizados a 550 o C, antes e após precipitação artificial...................................................................... 88 Figura 4.23 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 550 oC...................................................................................................... 88 Figura 4.24 – Limite de Escoamento para corpos de prova solubilizados a 520 o C, antes e após precipitação artificial...................................................................... 89 Figura 4.25 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 520 oC...................................................................................................... 89 Figura 4.26 – Limite de Escoamento para corpos de prova solubilizados a 480 o C, antes e após precipitação artificial...................................................................... 91 Figura 4.27 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 480 oC...................................................................................................... 91 Figura 4.28 – Limite de Escoamento para corpos de prova solubilizados a 450 o C, antes e após precipitação artificial...................................................................... 92 Figura 4.29 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 450 oC............................................................................................ 92 Figura 4.30 – Limite de Escoamento para corpos de prova solubilizados a 520 oC + 5 min a 170oC , antes e após precipitação artificial............................................... 93 Figura 4.31 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. ..................................................................... 93 Figura 4.32 – Evolução do LE das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente.................................................................................... 95 Figura 4.33 – Limite de Escoamento da liga envelhecida naturalmente e precipitada artificialmente......................................................................................... 95 Figura 4.34 – Condutividade para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial..................................................................................... 97 Figura 4.35 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 580 oC..................................................................... 97 Figura 4.36 – Condutividade para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial..................................................................................... 98 Figura 4.37 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 550 oC..................................................................... 98 Figura 4.38 – Condutividade Elétrica para corpos de prova solubilizados a 520 o C, antes e após precipitação artificial...................................................................... 100 Figura 4.39 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 520 oC..................................................................... 100 Figura 4.40 – Condutividade Elétrica para corpos de prova solubilizados a 480 C, antes e após precipitação artificial...................................................................... 101 Figura 4.41 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 480 oC..................................................................... 101 Figura 4.42 – Condutividade Elétrica para corpos de prova solubilizados a 450 C, antes e após precipitação artificial...................................................................... 102 o o Figura 4.43 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 450 oC..................................................................... 102 Figura 4.44 – Condutividade Elétrica para corpos de prova solubilizados a 520 oC + 5 min a 170oC, antes e após precipitação artificial................................................ 103 Figura 4.45 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC................................... 103 Figura 4.46 – Evolução da Condutividade Elétrica nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente................................................... 104 Figura 4.47 – Condutividade Elétrica da liga envelhecida naturalmente e precipitada artificialmente......................................................................................... 104 Figura 4.48 – Alongamento para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial........................................................................................ 106 Figura 4.49 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 580 oC............................................................................................. 106 Figura 4.50 – Alongamento para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial........................................................................................ 107 Figura 4.51 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 550 oC............................................................................................. 107 Figura 4.52 – Alongamento para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial........................................................................................ 108 Figura 4.53 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 520 oC............................................................................................. 108 Figura 4.54 – Alongamento para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial........................................................................................ 110 Figura 4.55 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 480 oC............................................................................................. 110 Figura 4.56 – Alongamento para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial........................................................................................ 111 Figura 4.57 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 450 oC............................................................................................ 111 Figura 4.58 – Alongamento para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial............................................................ 112 Figura 4.59 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC.............................................................. 112 Figura 4.60 – Evolução do Alongamento nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente............................................................. 113 Figura 4.61 – Limite de Escoamento da liga envelhecida naturalmente e precipitada artificialmente......................................................................................... 114 Figura 4.62 – Microdureza Vickers para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial................................................................................... 115 Figura 4.63 – Microdureza Vickers para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial................................................................................... 115 Figura 4.64 – Microdureza Vickers para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial............................................................................ 116 Figura 4.65 – Microdureza Vickers para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial................................................................................... 117 Figura 4.66 – Microdureza Vickers para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial........................................................................... 118 Figura 4.67 – Microdureza Vickers para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial....................................................... 118 Figura 4.68 – Curva Tensão vs Deformação Real para uma liga 6101 solubilizada a 550 oC, antes e após a precipitação artificial......................................................... 119 Figura 4.69 – Coef. de Encruamento para corpos de prova solubilizados a 580 C, antes e após precipitação artificial...................................................................... 120 Figura 4.70 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 580 oC..................................................................... 120 Figura 4.71 – Coef. de Encruamento para corpos de prova solubilizados a 550 C, antes e após precipitação artificial...................................................................... 121 Figura 4.72 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC..................................................................... 121 Figura 4.73 – Coef. de Encruamento para corpos de prova solubilizados a 520 C, antes e após precipitação artificial...................................................................... 122 o o o Figura 4.74 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC..................................................................... 122 Figura 4.75 – Coef. de Encruamento para corpos de prova solubilizados a 480oC, antes e após precipitação artificial........................................................................... 123 Figura 4.76 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 480 oC..................................................................... 123 Figura 4.77 – Coef. de Encruamento para corpos de prova solubilizados a 450 C, antes e após precipitação artificial...................................................................... 124 Figura 4.78 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 450 oC..................................................................... 124 Figura 4.79 – Coef. de Encruamento para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial............................................... 125 Figura 4.80 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC...................................... 125 Figura 4.81 – Evolução do Coeficiente de Encruamento nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente.......................... 126 Figura 4.82 – Evolução do Coef. de Encruamento da liga envelhecida naturalmente e precipitada artificialmente................................................................ 126 Figura 4.83 – Micrografia MEV – Liga 6101 – solubilizada a 450 oC e envelhecida 365 dias – 5kV – 100x....................................................................................................... 127 Figura 4.84 – Micrografia MEV – Liga 6101 – solubilizada a 450 oC e envelhecida 365 dias – 5kV – 2500x..................................................................................................... 127 Figura 4.85 – Micrografia MEV – Liga 6101 – solubilizada a 450 oC e envelhecida 2 dias – 5kV – 100x............................................................................................................ 127 Figura 4.86 – Micrografia MEV – Liga 6101 – solubilizada a 450 oC e envelhecida 2 dias – 5kV – 2500x.......................................................................................................... 127 Figura 4.87 – Micrografia MEV – Liga 6101 – solubilizada a 480 oC e envelhecida 350 dias – 5kV – 100x...................................................................................................... 128 Figura 4.88 – Micrografia MEV – Liga 6101 – solubilizada a 480 oC e envelhecida 350 dias – 5kV – 2.500x................................................................................................... 128 o Figura 4.89 – Micrografia MEV – Liga 6101 – solubilizada a 480 oC e envelhecida 27 dias – 5kV – 100x......................................................................................................... 128 Figura 4.90 – Micrografia MEV – Liga 6101 – solubilizada a 480 oC e envelhecida 27 dias – 5kV – 2500x....................................................................................................... 128 Figura 4.91 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 271 dias – 5kV – 100x...................................................................................................... 129 Figura 4.92 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 271 dias – 5kV – 2.500x................................................................................................... 129 Figura 4.93 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 34 dias – 5kV – 100x......................................................................................................... 129 Figura 4.94 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 34 dias – 5kV – 2.500x..................................................................................................... 129 Figura 4.95 – Micrografia MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 311 dias – 5kV – 100x...................................................................................................... 130 Figura 4.96 – Micrografia MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 311 dias – 5kV – 2.500x................................................................................................... 130 Figura 4.97 – Micrografia MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 23 dias – 5kV – 100x......................................................................................................... 130 Figura 4.98 – Micrografia MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 23 dias – 5kV – 2.500x..................................................................................................... 130 Figura 4.99 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 250 dias – 5kV – 100x...................................................................................................... 131 Figura 4.100 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 250 dias – 5kV – 2.500x............................................................................ 131 Figura 4.101 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 4 dias – 5kV – 100x..................................................................................... 131 Figura 4.102 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 4 dias – 5kV – 2.500x.......................................................................... 131 Lista de Tabelas Tabela 2.1 – Composição química da bauxita Gibsítica (porcentagem em peso)... 30 Tabela 2.2 – Parâmetros de consumo para a produção de 1 t. de alumina calcinada. (http://www.abal.org.br)........................................................................... 32 Tabela 2.3 – Insumos para a produção de 1 tonelada de alumínio primário (http://www.abal.org.br)............................................................................................ 32 Tabela 2.4 – Designação das Ligas Submetidas a Trabalho Mecânico (BARBOSA, 2011).................................................................................................... 38 Tabela 2.5 – Designação das Ligas para Produção de Peças Fundidas (BARBOSA, 2011) ................................................................................................... 39 Tabela 2.6 – Faixa química para algumas ligas da série 6.000, (porcentagem em peso). (The Aluminum Association, 1997)................................................................ 40 Tabela 2.7 – Fases da precipitação no sistema Al-Mg-Si (MARIORA, 2005).......... 43 Tabela 2.8 – Faixa química para as ligas 6101 e 6201 USA, (porcentagem em peso)......................................................................................................................... 44 Tabela 2.9 – Economia de energia quando utiliza-se condutores AAAC. (DAVIES, 1988)........................................................................................................ 45 Tabela 3.1 – Análise química do alumínio utilizado para produzir a liga 6101, (porcentagem em peso)......................................................................................... 47 Tabela 3.2 – Análise química do magnésio metálico utilizado para produzir a liga 6101, (porcentagem em peso)................................................................................. 48 Tabela 3.3 – Análise química do silício metálico utilizado para produzir a liga 6101, (porcentagem em peso)................................................................................. 48 Tabela 4.1– Análise química da liga 6101, utilizada nos testes............................... 72 Tabela 4.2 – Medidas dos diâmetros dos vergalhões.............................................. 72 Tabela 4.3 – LRT para corpos de prova solubilizados a 580 oC.............................. 74 Tabela 4.4 – LRT para corpos de prova solubilizados a 550 oC.............................. 75 Tabela 4.5 – LRT para corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial................................................................................................ 77 Tabela 4.6 – LRT para corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial................................................................................................ 78 Tabela 4.7 – LRT para corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial................................................................................................ 80 Tabela 4.8 – LRT para corpos de prova solubilizados a 520 oC. + 5 min a 170 oC, antes e após Precipitação Artificial........................................................................... 83 Tabela 4.9 - Coeficiente a e b da curva y = a xb, para várias temperaturas de solubilização............................................................................................................. 85 Tabela 4.10 – LE para corpos de prova solubilizados a 580 oC, antes e após Precipitação Artificial................................................................................................ 87 Tabela 4.11 – LE para corpos de prova solubilizados a 550 oC, antes e após Precipitação Artificial................................................................................................ 88 Tabela 4.12 – LE para corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial................................................................................................ 89 Tabela 4.13 – LE para corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial................................................................................................ 91 Tabela 4.14 – LE para corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial................................................................................................ 92 Tabela 4.15 – LE para corpos de prova solubilizados a 520 oC + 5 min a 170oC, antes e após Precipitação Artificial........................................................................... 93 Tabela 4.16 – Condutividade corpos de prova solubilizados a 580 oC, antes e após Precipitação Artificial....................................................................................... 97 Tabela 4.17 – Condutividade corpos de prova solubilizados a 550 oC, antes e após Precipitação Artificial....................................................................................... 98 Tabela 4.18 – Condutividade corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial....................................................................................... 100 Tabela 4.19 – Condutividade corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial....................................................................................... 101 Tabela 4.20 – Condutividade corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial....................................................................................... 102 Tabela 4.21 – Condutividade corpos de prova solubilizados a 520 oC + 5 min a 170oC, antes e após Precipitação Artificial............................................................... 103 Tabela 4.22 – Alongamento para corpos de prova solubilizados a 580 oC, antes e após Precipitação Artificial....................................................................................... 106 Tabela 4.23 – Alongamento para corpos de prova solubilizados a 550 oC, antes e após Precipitação Artificial....................................................................................... 107 Tabela 4.24 – Alongamento para corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial....................................................................................... 108 Tabela 4.25 – Alongamento para corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial....................................................................................... 110 Tabela 4.26 – Alongamento para corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial....................................................................................... 111 Tabela 27 – Alongamento para corpos de prova solubilizados a 520 oC + 5 min a 170oC, antes e após Precipitação Artificial.............................................................. 112 Tabela 4.28 - Microdureza Vickers para corpos de prova solubilizados a 580 oC, antes e após Precipitação Artificial........................................................................... 115 Tabela 4.29 – Microdureza Vickers para corpos de prova solubilizados a 550 oC, antes e após Precipitação Artificial........................................................................... 115 Tabela 4.30 – Microdureza Vickers para corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial........................................................................... 116 Tabela 4.31 – Microdureza Vickers para corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial........................................................................... 117 Tabela 4.32 – Microdureza Vickers para corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial........................................................................... 118 Tabela 4.33 – Microdureza Vickers para corpos de prova solubilizados a 520 oC + 5 min 170 oC, antes e após Precipitação Artificial................................................. 118 Tabela 4.34 – Coef. Encruamento para corpos de prova solubilizados a 580 oC, antes e após Precipitação Artificial........................................................................... 120 Tabela 4.35 – Coef. Encruamento para corpos de prova solubilizados a 550 oC, antes e após Precipitação Artificial........................................................................... 121 Tabela 4.36 – Coef. Encruamento para corpos de prova solubilizados a 520 oC, antes e após Precipitação Artificial.......................................................................... 122 Tabela 4.37 – Coef. Encruamento para corpos de prova solubilizados a 480 oC, antes e após Precipitação Artificial........................................................................... 123 Tabela 4.38 – Coef. Encruamento para corpos de prova solubilizados a 450 oC, antes e após Precipitação Artificial........................................................................... 124 Tabela 4.39 – Coef. Encru. para corpos de prova solubilizados a 520 oC + 5 min 170 oC, antes e após Precipitação Artificial.............................................................. 125 SUMÁRIO CAPITULO 01........................................................................................................... 26 INTRODUÇÃO......................................................................................................... 26 CAPÍTULO 02........................................................................................................... 27 REVISÃO DA LITERATURA.................................................................................... 27 2.1 – O metal alumínio............................................................................................. 27 2.2 – Cronologia....................................................................................................... 28 2.3 – Processo de obtenção do alumínio primário................................................... 29 2.3.1 – Processo Bayer de produção do óxido de alumínio............................. 30 2.3.2 – Processo Hall-Héroult de redução....................................................... 32 2.4 – Propriedades do metal alumínio ..................................................................... 33 2.5 – Ligas de alumínio............................................................................................ 36 2.6 – Nomenclatura das Ligas de Alumínio.............................................................. 37 2.6.1 – Nomenclatura das Ligas trabalháveis.................................................. 38 2.6.2 – Nomenclatura das ligas para fundição................................................. 38 2.7 – Ligas de Alumínio da Série 6XXX................................................................... 39 2.8 – O tratamento térmico solubilização................................................................ 40 2.9 – Tratamento térmico de precipitação artificial................................................... 41 2.10 – Mecanismo de endurecimento por precipitação............................................ 41 2.11 – Ligas de alumínio 6101 e 6201..................................................................... 44 2.11.1 – Vantagens de cabos condutores com liga 6101 / 6201........................ 44 2.12 – Métodos industriais da produção das ligas 6201 / 6101............................... 45 2.12.1 – Hot Rolled Rod................................................................................... 45 2.12.2 – Lingotamento contínuo....................................................................... 46 CAPITULO 03…………………………………………………………………………...... 47 MATERIAIS E MÉTODOS ....................................................................................... 47 3.1 – Matérias Primas............................................................................................... 47 3.1.1 – Alumínio primário................................................................................. 47 3.1.2 – Magnésio Metálico............................................................................... 48 3.1.3 – Silício Metálico..................................................................................... 48 3.2 – Descrição do processo produtivo.................................................................... 48 3.2.1 – Fluxograma.......................................................................................... 48 3.2.2 – Fusão do alumínio - Forno Revérbero................................................. 49 3.2.3 – Fornos de indução............................................................................... 50 3.2.4 – Desgaseificador................................................................................... 52 3.2.5 – Filtro Cerâmico..................................................................................... 52 3.2.6 – Refino de grão...................................................................................... 53 3.2.7 – Lingotamento contínuo......................................................................... 53 3.2.8 – Aquecimento da barra de liga 6101..................................................... 55 3.2.9 – Laminação............................................................................................ 55 3.2.10 – Bobinamento...................................................................................... 56 3.2.11 – Tratamento de solubilização.............................................................. 56 3.3 – Análise química............................................................................................... 59 3.4 – Ensaios de Tração........................................................................................... 61 3.4.1 – Corpos de prova................................................................................... 61 3.4.2 – Ensaio de tração convencional............................................................ 62 3.4.2.1 – Limite de Resistência à Tração (LRT)....................................... 62 3.4.2.2 – Limite de Escoamento (LE)....................................................... 63 3.4.2.3 – Alongamento............................................................................ 63 3.4.3 – Ensaio de tração real........................................................................... 64 3.4.3.1 – Coeficiente de encruamento (n)............................................... 67 3.5 – Ensaio de dureza Vickers................................................................................ 69 3.5.1 – Ensaio de microdureza Vickers............................................................ 70 3.6 – Análise micrográfica........................................................................................ 70 3.7 – Ensaios de condutividade elétrica................................................................... 70 CAPÍTULO 04........................................................................................................... 72 RESULTADOS E DISCUSSÕES............................................................................. 72 4.1 – Análise Química.............................................................................................. 72 4.2 – Diâmetro do Vergalhão.................................................................................... 72 4.3 – Limite de Resistência à Tração (LRT)............................................................. 73 4.3.1 – Limite de Resistência à Tração para solubilizações a 580 oC............. 73 4.3.2 – Limite de Resistência à Tração para solubilizações a 550 oC............. 73 4.3.3 – Limite de Resistência à Tração para solubilizações a 520 oC............. 76 4.3.4 – Limite de Resistência à Tração para solubilizações a 480 oC............. 76 4.3.5 – Limite de Resistência à Tração para solubilização a 450 oC............... 79 4.3.6 – Limite de Resistência à Tração para solubilização a 520 oC + 5 min a 170 oC.................................................................................................................... 82 4.3.7 – Evolução do Limite de Resistência à Tração....................................... 84 4.4 – Limite de Escoamento (LE)............................................................................. 86 4.4.1 – Limite de Escoamento para solubilizações a 580 oC........................... 86 4.4.2 – Limite de Escoamento para solubilizações a 550 oC........................... 86 4.4.3 – Limite de Escoamento para solubilizações a 520 oC........................... 86 4.4.4 – Limite de Escoamento para solubilizações a 480 oC........................... 90 4.4.5 – Limite de Escoamento para solubilizações a 450 oC........................... 90 4.4.5 – Limite de Escoamento para solubilizações a 520 oC + 5 min a 170 C........................................................................................................................ 90 4.4.7 – Evolução do Limite de Escoamento..................................................... 94 4.5 – Condutividade Elétrica..................................................................................... 96 4.5.1 – Condutividade elétrica para solubilizações a 580 oC.......................... 96 4.5.2 – Condutividade elétrica para solubilizações a 550 oC.......................... 96 o 4.5.3 – Condutividade elétrica para solubilizações a 520 oC.......................... 99 4.5.4 – Condutividade elétrica para solubilizações a 480 oC........................... 99 4.5.5 – Condutividade elétrica para solubilizações a 450 oC........................... 99 4.5.6 – Condutividade elétrica para solubilizações a 520 oC + 5 min a 170 o C........................................................................................................................ 103 4.5.7 – Evolução da Condutividade Elétrica.................................................... 104 4.6 – Alongamento................................................................................................... 105 4.6.1 – Alongamento para solubilizações a 580 oC......................................... 105 4.6.2 – Alongamento para solubilizações a 550 oC......................................... 105 4.6.3 – Alongamento para solubilizações a 520 oC......................................... 105 4.6.4 – Alongamento para solubilizações a 480 oC......................................... 109 4.6.5 – Alongamento para solubilizações a 450 oC......................................... 109 4.6.6 – Alongamento para solubilizações a 520 oC + 5 min a 170 oC.............. 109 4.6.7 – Evolução do Alongamento................................................................... 113 4.7 – Microdureza Vickers........................................................................................ 114 4.7.1 – Microdureza Vickers para solubilizações a 580 oC.............................. 114 4.7.2 – Microdureza Vickers para solubilizações a 550 oC.............................. 115 4.7.3 – Microdureza Vickers para solubilizações a 520 oC.............................. 116 4.7.4 – Microdureza Vickers para solubilizações a 480 oC.............................. 117 4.7.5 – Microdureza Vickers para solubilizações a 450 oC.............................. 118 o 4.7.6 – Microdureza Vickers para solubilizações a 520 oC + 5 min a 170 C........................................................................................................................ 118 4.8 – Coeficiente de Encruamento (n)...................................................................... 119 4.8.1 – Coeficiente de Encruamento para solubilizações a 580 oC................. 120 4.8.2 – Coeficiente de Encruamento para solubilizações a 550 oC................. 121 4.8.3 – Coeficiente de Encruamento para solubilizações a 520 oC................. 122 4.8.4 – Coeficiente de Encruamento para solubilizações a 480 oC................. 123 4.8.5 – Coeficiente de Encruamento para solubilizações a 450 oC................. 124 4.8.6 – Coeficiente de Encruamento para solubilizações a 520 oC + 5 min a 170 oC....................................................................................................................... 125 4.8.7 – Evolução do Coeficiente de Encruamento........................................... 126 4.9 – Microscopia Eletrônica.................................................................................... 127 4.9.1 – Microscopia para solubilizações a 450 oC........................................... 127 4.9.2 – Microscopia para solubilizações a 480 oC........................................... 128 4.9.3 – Microscopia para solubilizações a 520 oC........................................... 129 4.9.4 – Microscopia para solubilizações a 550 oC........................................... 130 4.9.5 – Microscopia para solubilizações a 580 oC........................................... 131 4.10 – Discussão dos Resultados............................................................................ 132 CAPÍTULO 05........................................................................................................... 136 CONCLUSÕES........................................................................................................ 136 CAPÍTULO 06........................................................................................................... 137 SUGESTÕES PARA PRÓXIMOS TRABALHOS..................................................... 137 7 REFERENCIAS BIBLIOGRÁFICAS...................................................................... 138 26 CAPÍTULO 1 INTRODUÇÃO As ligas de alumínio do sistema Al-Mg-Si apresentam a propriedade de endurecimento por precipitação após tratamento térmico de solubilização e tratamento térmico de precipitação artificial. A liga 6101, tal qual a liga 6201, é utilizada para a produção de cabos aéreos de transmissão de energia elétrica. O processo mais comum e econômico de produção envolve a laminação contínua de vergalhões, tratamento térmico de solubilização, trefilação e tratamento térmico de precipitação artificial. A estrutura solubilizada não é estável termodinamicamente e a precipitação tende a ocorrer mesmo em temperaturas ambientes, o que chamamos de envelhecimento natural. Por este motivo é necessário que a trefilação e o tratamento térmico de precipitação artificial ocorram dentro de um tempo limite, de forma que as propriedades finais não sejam alteradas pelo envelhecimento natural. Este trabalho foi motivado pela necessidade de se conhecer o prazo máximo entre os dois tratamentos térmicos, para uma liga 6101, possibilitando o maior tempo de estocagem, sem afetar as propriedades mecânicas e elétricas finais do produto. O conhecimento deste prazo de validade máximo se faz necessário para otimizar exportações, que demandam um grande tempo de transporte e para flexibilizar a estocagem deste produto solubilizado. Foi levantada a hipótese de que a temperatura de solubilização da liga poderia provocar alterações nas propriedades mecânicas da liga 6101 ao longo do envelhecimento natural. Desta forma, esta hipótese foi estudada, variando-se a temperatura de solubilização entre 450 a 580 oC e acompanhando as propriedades mecânicas pertinentes e a condutividade elétrica da liga com o passar do tempo. 27 CAPÍTULO 2 REVISÃO DA LITERATURA 2.1 – O metal alumínio. O alumínio é o terceiro elemento mais abundante no planeta, só superado pelo oxigênio e o silício. Devido a sua abundância e suas excelentes características primárias, como atoxidade, baixa densidade, alta condutividade, é um dos materiais com maior prospecção de utilização na indústria, sendo que é o 2º material mais utilizado, perdendo apenas para o aço. As características primárias do alumínio puro revelam baixas propriedades mecânicas (Limite de Escoamento, Limite de Resistência à Tração, Dureza) e por isso são adicionados elementos de liga que tendem a ficar dispersos na matriz ou solúveis na mesma, melhorando essas características. O alumínio pode ser encontrado em até 250 minerais, porém a extração só é economicamente viável em 5 destes, sendo o principal a bauxita. (SPIM JUNIOR, 2007) O Brasil possui a terceira maior reserva de bauxita do planeta, e no final de 2007 figurava como o sexto maior produtor de alumínio primário do mundo. A produção nacional do alumínio, que era praticamente inexpressiva em meados de 1960, com cerca de 55 mil t/ano ganhou importância com início de novas fábricas chegando a cerca de 820 mil t/ano na década de 90 e alcançando mais de 1.700 mil t/ano em 2007 (OTOMAR, 2010). A indústria do alumínio é de extrema importância para o desenvolvimento econômico brasileiro, devido às imensas reservas nacionais, pelo fato do Brasil possuir bacias hidrográficas favoráveis à produção de energia elétrica e por ser um metal com características nobres e de inúmeras aplicações. Hoje, os Estados Unidos e o Canadá são os maiores produtores mundiais de alumínio. Entretanto, nenhum deles possui jazidas de bauxita em seu território, dependendo exclusivamente da importação. O Brasil tem a terceira maior reserva do minério no mundo, localizada na região amazônica, perdendo apenas para Austrália e Guiné. Além da Amazônia, o alumínio pode ser encontrado no sudeste do Brasil, na região de Poços de Caldas (MG) e Cataguases (MG). A bauxita é o minério mais 28 importante para a produção do alumínio, contendo de 35% a 55% de óxido de alumínio. (http://www.abal.org.br) 2.2 – Cronologia. Há sete milênios, ceramistas da Pérsia já produziam seus vasos com um tipo de barro que continha óxido de alumínio, que hoje conhecemos como alumina. Trinta séculos mais tarde, egípcios e babilônios usaram outra substância contendo alumínio na fabricação de cosméticos e produtos medicinais. Até então, nada se sabia sobre o metal na forma como o conhecemos hoje. Apesar de ser o 3º mais abundante do planeta, o metal puro não é encontrado naturalmente. O processo percorrido até conhecermos o alumínio na sua forma atual foi longo: (http://www.abal.org.br) 6000 a.C.: Os Persas fabricaram potes e recipientes de argila que continham óxido de alumínio (Al2O3). 3000 a.C.: Argilas com alumina eram utilizadas por povos antigos do Egito e Babilônia para a fabricação de cosméticos, medicamentos e corantes de tecidos. 1821: O francês P. Berthier descobre um minério avermelhado, que contém 52% de óxido de alumínio, perto da aldeia de Lês Baux, no sul da França. É a descoberta da bauxita, o minério mais comum de alumínio. 1825: O físico dinamarquês Hans Christian Oersted consegue isolar o alumínio a partir do cloreto de alumínio na forma como é conhecido hoje. 1854: Primeira obtenção do alumínio por via química, realizada por Henry Saint– Claire Deville. 1855: Deville mostra, na exposição de Paris, o primeiro lingote de um metal muito mais leve que o ferro. 1886: Torna-se público o processo de obtenção de alumínio por meio da redução eletrolítica da alumina dissolvida em banho fundido de sais de flúor. Esse procedimento foi desenvolvido separadamente pelo norte-americano Charles Martin Hall e pelo francês Paul Louis Toussaint Héroult, que o descobriram e o patentearam quase 29 simultaneamente. Esse processo ficou conhecido como Hall-Heróult e foi o que permitiu o estabelecimento da indústria global do alumínio. 1945: Na cidade de Ouro Preto (MG) é produzido o primeiro lingote de alumínio do Hemisfério Sul, na fábrica da Elquisa. 2.3 – Processo de obtenção do alumínio primário. O minério de importância industrial para a obtenção do alumínio metálico é a bauxita, que herdou o nome da região de Les Baux, situada no sul da França, onde foi identificada pela primeira vez. (ESCOBAR, 2004) A bauxita se forma em regiões tropicais e subtropicais por ação do intemperismo sobre aluminossilicatos. Apesar de ser frequentemente descrita como minério de alumínio, não é uma espécie mineral propriamente dita, mas um material heterogêneo formado de uma mistura de óxidos de alumínio hidratados contendo impurezas. Os principais constituintes deste material são o diaspório (Al2O3.2H2O), a gibsita (Al2O3.3H2O) ou hidrargilita e a boehmita (Al2O3.H2O), sendo que as proporções das três formas variam dependendo da localização geográfica do minério. Estes constituintes diferem não só quanto ao número de moléculas de água de hidratação, mas também quanto à estrutura cristalina. As bauxitas mais ricas em boehmita são encontradas em depósitos europeus (França e Grécia), enquanto que aquelas ricas em diaspório, na China, Hungria e Romênia. As bauxitas geologicamente mais novas possuem alto conteúdo de gibsita, ocorrem em grandes depósitos em áreas de clima tropical como Jamaica, Brasil, Guiné, Guiana, Suriname e Índia, e é a que apresenta maior interesse comercial. (ESCOBAR, 2004) As impurezas presentes na bauxita são óxidos de ferro (hematita, magnetita e goetita, entre outros), sílica, óxido de titânio e aluminossilicatos, em quantidades que variam com a região de origem, causando alterações no aspecto físico do minério que pode variar de um sólido marrom-escuro ferruginoso até um sólido de cor creme, duro e cristalino. (ESCOBAR, 2004) 30 A bauxita é extraída, geralmente, por mineração a céu aberto. O minério é coberto por uma camada rasa de solo e vegetação. Na maioria dos casos, esta camada de superfície é removida e armazenada para recuperação da área minerada. O processo de produção de alumínio inicia-se na mineração com a lavra do minério. Em seguida, têm-se outras duas etapas distintas. A primeira, conhecida como Processo Bayer, consiste em produzir o óxido de alumínio anidro a partir do minério bauxita. A segunda, denominada Redução, consiste em reduzir o alumínio do óxido por eletrólise, em cela eletrolítica. (ESCOBAR, 2004) 2.3.1 – Processo Bayer de produção do óxido de alumínio. O processo Bayer começa com a britagem, lavagem e blendagem do minério de bauxita gibsítico, que tem como maior constituinte em sua composição química (tabela 2.1) o óxido de alumínio tri-hidratado. Esta etapa visa a produção de um minério com qualidade padronizada e adequada para o processo Bayer. (ESCOBAR, 2004) Tabela 2.1 – Composição química da bauxita Gibsítica (porcentagem em peso). Composição Química da Bauxita Gibsítica (%) Al2O3.3H2O 75 Fe2O3 13 SiO2 10 Outros 2 A próxima etapa do Processo Bayer é a dissolução do óxido de alumínio trihidratado, com solução de soda cáustica a 150 oC, etapa denominada Digestão, para produzir uma solução supersaturada de aluminato de sódio conforme a seguinte reação química 1. (ESCOBAR, 2004) Al2O3.3H2O(s) + 2 NaOH(aq) 2NaAlO2(aq) + 4H2O (1) 31 Todos os outros constituintes da bauxita, como óxido de silício (quartzo), óxido de ferro, etc., permanecem na forma sólida ou são muito pouco solúveis. As partículas maiores são retiradas da solução por decantação seguida de filtração para eliminar as partículas menores. Esta etapa do processo Bayer é denominada Filtração. A solução supersaturada isenta de sólidos é diluída e resfriada. Adiciona-se semente de óxido de alumínio tri-hidratado e deixa-se precipitar por 30 horas sob agitação constante num sistema de precipitação de fluxo contínuo. (ESCOBAR, 2004) Após a precipitação, os sólidos presentes na suspensão são classificados por tamanho e a fração granulométrica mais grossa é filtrada, lavada e calcinada a 1.000 oC para a produção do óxido de alumínio como mostra a reação (2). Al2O3.3H2O Al2O3 + 3 H2O (2) Na Tabela 2.2, abaixo, podemos ver os parâmetros de consumo para a produção de 1 tonelada de alumina calcinada. Tabela 2.2 – Parâmetros de consumo para a produção de 1 t. de alumina calcinada. (http://www.abal.org.br) Parâmetros de consumo da alumina Bauxita (t/t) Cal (kg/t) Soda cáustica (kg/t) Vapor (t/t) Óleo combustível - calcinação (kg/t) Floculante sintético (g/t) Energia elétrica (kwh/t) Produtividade (Hh/t) Água m³/t 1,85 a 3,4 10 a 50 40 a 140 1,5 a 4,0 80 a 130 100 a 1000 150 a 400 0,5 a 3,0 0,5 a 2,0 32 2.3.2 – Processo Hall-Héroult de redução. O óxido de alumínio obtido no Processo Bayer é enviado à redução para produzir o alumínio metálico. Nesta etapa, o óxido de alumínio é dissolvido em banho de criolita fundida (Na3AlF6) em cubas eletrolíticas e o alumínio é reduzido pela passagem de corrente elétrica segundo a reação (3). O carbono necessário à reação provém do ânodo que é consumido ao longo do tempo e substituído quando necessário. (ESCOBAR, 2004) 2 Al2O3 + 3 C(s) 4Al(l) + 3 CO2(g) (3) A maioria das unidades de redução do alumínio produz um metal com 99,7% de pureza, adequado para a maioria das aplicações. Na tabela 2.3 temos os parâmetros de consumo para 1,0 tonelada de alumínio primário. Tabela 2.3 – Insumos para a produção de 1 tonelada de alumínio primário (http://www.abal.org.br). Insumos para a produção de alumínio primário (ano-base 2003) Alumina (t/t) 1,919 Energia elétrica (kWh/t) 15.000,0 Criolita (kg/t) 8,0 Fluoreto de alumínio (kg/t) 19,7 Coque de petróleo (kg/t) 384 Piche (kg/t) 117 Óleo combustível (kg/t) 44,2 A Figura 2.1 mostra a bauxita, a alumina calcinada e o alumínio metálico e a interface dos processos. 33 Figura 2.1 – a) bauxita, b) alumina e c) alumínio (de cima para baixo) (ESCOBAR, 2004 APUD World Aluminium.org). 2.4 – Propriedades do metal alumínio (FUNDAMENTOS E APLICAÇÕES DO ALUMÍNIO ABAL, 2007) O alumínio possui estrutura cristalina cúbica de face centrada (CFC) e junto com o magnésio faz parte do grupo conhecido como ligas leves. Possui boa resistência à corrosão sendo utilizado em ambientes de atmosfera marinha e nos meios líquidos aquosos. A vantagem dessa característica é não exigir tratamento superficial para esses casos. Sua resistência à corrosão é atribuída à formação, na superfície do metal, de um filme de óxido de alumina (Al2O3) a qual é quimicamente bastante estável. O alumínio é um material não magnético, contudo possui elevada condutividade elétrica. Abaixo vemos algumas propriedades e características: Ponto de fusão – O alumínio possui ponto de fusão de 660 oC (quando na pureza de 99,80 %), o que é relativamente baixo se comparado ao do aço, que é da ordem de 1.570 oC. 34 Peso específico – A leveza é uma das principais características do alumínio. Seu peso específico é de cerca de 2,70 g/cm3, aproximadamente 35 % do peso do aço e 30% do peso do cobre. Essa característica, aliada ao aumento da resistência mecânica por adição de elementos de liga/tratamentos térmicos, torna o alumínio o metal de escolha para a indústria aeronáutica e de transportes. Características mecânicas – O alumínio comercialmente puro tem um limite de resistência à tração de aproximadamente 90 MPa. Sua utilização como material estrutural nesta condição é um tanto limitada, mas através do trabalho a frio, sua resistência mecânica pode ser praticamente dobrada. Aumentos maiores na sua resistência podem ser obtidos com pequenas adições de outros metais como elementos de liga. As ligas tratáveis termicamente podem ainda apresentar aumento de resistência através de tratamento térmico, tanto que hoje algumas ligas podem ter resistência à tração de aproximadamente 700 MPa. O alumínio e suas ligas perdem parte de sua resistência a elevadas temperaturas, embora algumas ligas conservem boa resistência em temperaturas entre 200 oC a 260 oC. Em temperaturas abaixo de zero, entretanto, sua resistência aumenta sem perder a ductilidade e a tenacidade, tanto que o alumínio é um metal particularmente utilizado em aplicações de baixas temperaturas. Resistência à corrosão – Quando o alumínio é exposto à atmosfera, forma-se imediatamente uma fina e invisível camada de óxido, a qual protege o metal de oxidações posteriores. Essa característica de autoproteção dá ao alumínio uma elevada resistência à corrosão. A menos que seja exposto a uma determinada substância ou condição agressiva que destrua essa película de óxido de proteção, o metal fica totalmente protegido contra a corrosão. O alumínio é altamente resistente ao tempo, mesmo em atmosferas industriais, que frequentemente corroem outros metais. É também resistente a vários ácidos. Os álcalis estão entre as poucas substâncias que atacam a camada de óxido e podem corroer o alumínio. Coeficiente de dilatação térmica – O alumínio puro possui um coeficiente de dilatação térmica linear de 0,0000238 mm/oC, na faixa de 20 oC a 100 oC. Porém, devido ao baixo módulo de elasticidade do alumínio, induzem-se menores tensões na estrutura do alumínio, com a variação de temperatura, que na do aço. 35 Condutividade elétrica – O alumínio puro possui resistividade de 0,00263 mili ohm/cm3 e condutividade elétrica de 62 % IACS (International Annealed Copper Standard), a qual associada à sua baixa densidade significa que um condutor de alumínio pode conduzir tanta corrente quanto um condutor de cobre que é duas vezes mais pesado e proporcionalmente mais caro. Condutividade térmica – Essa característica é um importante meio de transferência de energia térmica, tanto no aquecimento, como no resfriamento. Assim, os trocadores ou dissipadores de calor em alumínio são comuns nas indústrias alimentícia, química, petrolífera, aeronáutica, etc. O alumínio puro possui uma condutibilidade térmica (k) de 0,53 calorias por segundo por centímetro quadrado por centímetro de espesso por grau Celsius, de forma que sua condutibilidade térmica é 4,5 vezes maior que a do aço doce. A alta condutividade térmica do alumínio é um fator que influencia positivamente seu uso na indústria de alimentos e de produtos químicos. Refletividade – O alumínio tem uma refletividade acima de 80 %, a qual permite ampla utilização em luminárias. Coberturas de alumínio refletem uma alta porcentagem do calor do sol, tanto que edificações cobertas com esse material são menos quentes no verão. Propriedade antimagnética – O metal não é magnético sendo frequentemente utilizado como proteção em equipamentos eletrônicos. Também não produz faíscas, o que é uma característica muito importante, sendo, desta forma, bastante utilizado na estocagem de substâncias inflamáveis ou explosivas, bem como em caminhões-tanque de transporte de materiais combustíveis. Atoxidade – O fato de o alumínio possuir características “não-tóxicas” permite sua utilização em utensílios domésticos, sem qualquer efeito nocivo ao organismo humano, sendo muito utilizado em equipamentos na indústria alimentícia. Reciclagem – A característica de ser infinitamente reciclável, sem perda de suas propriedades físico-químicas, torna o alumínio o metal de escolha, principalmente em embalagens para bebidas carbonatadas. 36 2.5 – Ligas de alumínio. (GUIA TÉCNICO DO ALUMÍNIO ABAL, 2003). Um dos aspectos que tornam as ligas de alumínio tão atraentes como materiais de construção mecânica é o fato de o alumínio poder combinar-se com a maioria dos metais de engenharia, ser possível obter características tecnológicas ajustadas de acordo com a aplicação do produto final. Naturalmente, uma só liga não pode combinar todas as propriedades ótimas para cada aplicação, sendo necessário conhecer as vantagens e limitações de cada uma delas para que se possa fazer a melhor seleção. O grande alcance das ligas oferece à indústria uma ampla variedade de combinações de resistência mecânica, resistência à corrosão e ao ataque de substâncias químicas, condutibilidade elétrica, usinabilidade, ductibilidade, formabilidade, etc. Descrever a função de cada elemento de liga é difícil porque esta se altera, não só com a quantidade dos elementos presentes na liga, mas, também, pela sua interação com outros elementos. Em geral, podemos dividir os elementos entre aqueles que conferem à liga a sua característica principal (resistência mecânica, resistência à corrosão, fluidez no preenchimento de moldes, etc.) e os que têm função acessória, como o controle de microestrutura e as impurezas e traços que prejudicam a fabricação ou a aplicação do produto, os quais devem ser controlados no seu teor máximo. O silício é o elemento mais comum nas ligas de alumínio, presente no metal como consequência da fabricação do alumínio a partir da bauxita. Tem solubilidade baixa no alumínio, tendendo a se combinar, principalmente, com ferro, manganês e magnésio. Com este último, forma um composto de magnésio, responsável pelo endurecimento por tratamento térmico das ligas do grupo 6xxx. Nas ligas de fundição, o silício é o principal elemento de liga utilizado, pois aumenta a capacidade do metal líquido de preencher detalhes e cavidades estreitas dos moldes, controla a contração na solidificação e o nível de porosidade nas peças vazadas e aumenta a resistência ao desgaste das peças fundidas. O cobre é um elemento que promove aumento de resistência mecânica da liga, formando precipitados endurecedores, quando adicionado em porcentagens ao redor 37 de 5%. Além disso, em solução sólida contribui para o refino de outros precipitados endurecedores, realçando seus efeitos. O magnésio é um forte endurecedor das ligas de alumínio, seja em solução sólida, seja combinado com outros elementos, formando precipitados endurecedores. Também confere alta resistência à corrosão às ligas Al-Mg e às ligas fundidas. O ferro é a impureza mais comum no alumínio. Esse elemento tende a se combinar com o silício formando compostos da família Al-Fe-Si, cuja morfologia deve ser controlada nos processos de vazamento e homogeneização para não prejudicar a característica de transformação mecânica a quente do material. Apesar disso, ligas com teores de ferro menores que 0,10 % apresentam tendência ao crescimento descontrolado dos grãos. Na fundição sob pressão, o ferro é adicionado em teores de 0,6% a 1,0% em algumas ligas, a fim de facilitar o destacamento do produto do molde. Acima desses teores, aumenta a fragilidade das peças. O titânio é adicionado em baixas concentrações na forma do composto TiAl3, que se dispersa no alumínio líquido em condições de adição controlada, atuando como núcleos de solidificação e refinando o grão do produto vazado. Sua ação é complementada pelo boro, que formando o composto TiB2, aumentando a eficiência do refinador de grão. O boro também atua ao remover da solução sólida titânio, manganês, cromo e vanádio, que são elementos que diminuem a condutibilidade elétrica do material. 2.6 – Nomenclatura das Ligas de Alumínio. Os grupos de ligas obedecem ao sistema de classificação numérica de quatro dígitos do alumínio e suas ligas trabalháveis e de fundição. 38 2.6.1 – Nomenclatura das Ligas trabalháveis. Para a identificação do alumínio e suas ligas trabalháveis é utilizado um sistema de classificação de quatro dígitos, sendo que: a) O primeiro dígito indica o grupo de ligas, conforme especificado na Tabela 2.4. b) O segundo dígito indica modificações na liga original ou dos limites de impurezas. c) Os dois últimos dígitos identificam a liga de alumínio para as ligas do Grupo 2XXX até 8XXX ou indicam a pureza do alumínio para o Grupo 1XXX. Esta classificação pode ser vista na Tabela 2.4. Tabela 2.4 – Designação das ligas submetidas a trabalho mecânico. (BARBOSA, 2011) Série Composição Química Aplicações Principais 1XXX 2XXX 3XXX 4XXX 5XXX Al comercialmente puro Al-Cu e Al-Cu-Mg Al-Mn e Al-Mn-Mg Al-Si Al-Mg 6XXX Al-Mg-Si 7XXX Al-Zn e Al-Zn-Mg Outras ligas (Al-Li, AlFe) 8XXX Contatos elétricos, Cabos elétricos. Indústria aeronáutica. Latas de bebidas. Panelas. Metal de adição para soldas. Aplicações náuticas (navios e barcos). Perfis arquitetônicos. Componentes automotivos. Cabos elétricos. Indústria aeronáutica. Várias. 2.6.2 – Nomenclatura das ligas para fundição. a) O primeiro dígito indica o grupo de ligas, conforme especificado na Tabela 2.5. b) Os dois dígitos seguintes identificam a liga ou indicam a pureza do alumínio não ligado. c) O último dígito, que está separado dos outros por um ponto, indica a forma - XXX.0 – Peças fundidas. 39 - XXX.1 – Lingotes. - XXX.2 – Lingotes. Tabela 2.5 – Designação das ligas para produção de peças fundidas (BARBOSA, 2011) Série Composição Química Aplicações Principais 1XXX.X 2XXX.X 3XXX.X 4XXX.X 5XXX.X 6XXX.X 7XXX.X 8XXX.X Al comercialmente puro Al-Cu e Al-Cu-Mg Al-Si-Mg e Al-Si-Cu Al-Si Al-Mg Não existe este sistema Al-Zn e Al-Zn-Mg Al-Sn Contatos elétricos Indústria aeronáutica Várias Pistões fundidos de motores Aplicações náuticas (navios e barcos) Não especificado por não existir este sistema Indústria aeronáutica Várias, para ligas com baixo ponto de fusão 2.7 – Ligas de Alumínio da Série 6XXX. Nas ligas de alumínio da série 6.000 os principais elementos de liga são o magnésio e o silício, que combinam-se para formar o composto intermetálico Mg2Si. Antes de atingir o equilíbrio no superenvelhecimento a fase MgSi é o responsável pelo endurecimento dessas ligas, como será descrito adiante. A solubilidade da fase Mg2Si (beta) na matriz rica em alumínio (alfa) aumenta com a elevação da temperatura. O tratamento de solubilização e envelhecimento artificial controlado permite a precipitação da segunda fase a partir de uma solução sólida supersaturada (BARBOSA, 2011). Na tabela 2.6 podemos ver a composição química de algumas ligas da série 6.000. 40 Tabela 2.6 – Faixa química para algumas ligas da série 6.000, (porcentagem em peso). (The Aluminum Association, 1997) 6351 6056 6061 % Mg % Si % Fe % Cu % Mn % Cr % Zn O.C.* O.T.** 0,40 0,70 0,50 0,10 0,40 0,05 0,05 0,05 0,15 a 0,8 a 1,3 máx máx a 0,8 máx máx máx máx 0,6 a 0,70 0,50 0,50 0,40 0,25 0,1 a 0,05 0,15 1,2 a 1,3 máx a 1,1 a 1.0 máx 0,7 máx máx 0,4 a 0,50 0,70 0,15 0,15 0,04 a 0,25 0,05 0,15 0,8 a 0,9 máx a 0,4 máx 0,35 máx máx máx *O.C. = Outros Cada ; ** O.T. = Outros Total 2.8 – O tratamento térmico de solubilização. O tratamento térmico de solubilização consiste em elevar a temperatura da liga acima da linha solvus do diagrama binário Al-Mg2Si, e deixar pelo tempo necessário de tal forma que as fases de Mg2Si presentes na liga sejam solubilizadas na matriz de alumínio, conforme diagrama de fases da Figura 2.2. Nesta região do diagrama existe somente a fase α em equilíbrio, que é composta de alumínio com os elementos Si e Mg em solução sólida. Após o tempo necessário para a solubilização dos elementos Mg e Si, a liga é resfriada bruscamente em água, de forma que não há tempo para a formação da fase Mg2Si, que continua em solução. A liga solubilizada é termodinamicamente instável e ocorre a precipitação de fases de MgSi mesmo em temperaturas ambiente, porém em velocidade reduzida. Esta precipitação das fases de MgSi na temperatura ambiente, após a solubilização, chamamos de envelhecimento natural. 41 Figura 2.2 – Diagrama pseudo-binário Al – Mg2Si. (MACHADO, 2008 - Modificado) 2.9 – Tratamento térmico de precipitação artificial. Após o tratamento térmico de solubilização a liga deve passar por outro tratamento térmico, chamado de tratamento térmico de precipitação artificial ou tratamento de envelhecimento artificial, que consiste em elevar a temperatura da liga para faixas entre 150 a 180 oC por tempos que variam entre 2 a 8 horas. Este tratamento favorece a formação de fases de MgSi endurecedoras (fases β’’ e β’), e é empregado na indústria para aumentar a resistência mecânica das ligas de alumínio. 2.10 – Mecanismo de endurecimento por precipitação. A sequência de precipitação para as ligas da série 6XXX, que geralmente é aceita na literatura é: (KARABAY, 2007) SSSS => aglomerados atômicos => Zonas de Guinier-Preston => β” => β’ => β (Mg2Si estável) 42 Onde SSSS é solução sólida supersaturada. Alguns autores consideram as zonas GP como GP1 enquanto a fase β” é chamada de zona GP2. A fase endurecedora mais efetiva para este tipo de materiais é a β”. (KARABAY, 2007) No aspecto do processamento industrial com base na teoria acima, o propósito da precipitação artificial é formar precipitados finamente dispersos que impedem o movimento das discordâncias durante a deformação. (KARABAY, 2007) Enquanto alguns pesquisadores afirmam que o processo de precipitação é contínuo, outros o consideram descontinuo, ou seja, que a formação de determinados tipos de precipitados ocorreria a partir da dissolução dos precipitados anteriores. (BARBOSA, 2011) Os valores máximos de dureza obtidos nestas ligas Al-Mg-Si estão associados à presença dos precipitados metaestáveis β” e β’. Para tempos de envelhecimento a 200 oC muito longos surge o precipitado de equilíbrio β, completamente incoerente com a matriz. Este precipitado, cuja composição química corresponde à relação estequiométrica Mg2Si, possui forma de plaqueta e dimensões relativamente grandes. Sua presença está associada ao amolecimento da liga acarretado pelo superenvelhecimento. O aumento da dureza com o tempo e a temperatura de envelhecimento estão relacionados com o crescimento das partículas de segunda fase, desde dimensões características de zonas de Guinier-Preston até partículas com menor grau de coerência (KARABAY, 2007). A queda de dureza, que ocorre para tratamentos térmicos em altas temperaturas e/ou longos tempos de envelhecimento, está relacionada com o crescimento excessivo dos precipitados, favorecendo o movimento das discordâncias quando de uma solicitação mecânica, o que possibilita o amolecimento da liga, e que caracteriza o superenvelhecimento. Na Figura 2.3 podemos ver um esquema de precipitados coerentes (precipitados β’’), precipitados semi-coerentes (precipitados (precipitados β), conforme KARABAY, 2007. β’) e precipitados incoerentes 43 Figura 2.3 – Estágios do endurecimento por precipitação em ligas do sistema Al-Mg-Si. a) precipitados coerentes. b) Precipitados semi-coerentes. c) precipitados incoerentes devido ao envelhecimento excessivo (KARABAY, 2007). A tabela 2.7 mostra a composição química dos precipitados β’’, β’ e β e os parâmetros do reticulado cristalino. Aglomerados e zonas GP-1 são muito pequenos, formam em grande densidade numérica e são completamente coerentes com a matriz de alumínio. Eles são praticamente invisíveis em um microscópio de transmissão eletrônica (TEM). Isto faz com a única técnica disponível para estudar os primeiros estágios da sequência de precipitação seja a sonda atômica (HASTING, 2007). Tabela 2.7 – Fases da precipitação no sistema Al-Mg-Si (MARIORA, 2005). Fase Forma Componente Parâmetros do reticulado (nm) GP zones Agulha ----- a=1,48, b=0,405, c=0,648, =105,3 deg β” Agulha Mg5Si6 a=1,516, c=0,674, β’ Agulha Mg1,8Si b=0,405, =105,3 deg a=b=0,715, =120 deg β Placas Mg2Si a=0,6354 c=0,405, 44 2.11 – Ligas de alumínio 6101 e 6201. A grande maioria das linhas de transmissão de energia elétrica são feitas de materiais não–homogêneos. Tipicamente, estas são feitas de um material central de alta resistência, envolto por um material de alta condutividade. O tipo mais comum de condutor é aquele feito com uma alma de aço envolto por cabos de alumínios. Aluminium Conductor Steel Reinforced (ACSR). Mais recentemente, o condutor homogêneo All-Aluminium Alloy Conductor (AAAC), tem se tornado bem popular. Estes condutores são feitos de ligas tratáveis termicamente do sistema Al-Mg-Si (DAVIES, 1988). Há somente 2 ligas na série 6.000 que são aprovadas como condutores elétricos. Estas ligas são conhecidas como 6101 e 6201. (PRECKEL, 2010). Segundo A.A. (Aluminum Association, 1997), as faixas permitidas para as liga 6101 e 6201 se encontram na tabela 2.8. Tabela 2.8 – Faixa química para as ligas 6101 e 6201 USA, (porcentagem em peso). %Mg %Si %Fe Cu Mn Cr B O.C.* O.T.** 6101 0,35 0,30 0,50 0,10 0,03 0,03 0,06 0,03 0,10 USA a 0,8 a 0,7 máx máx máx máx máx máx máx 6201 0,6 a 0,50 0,50 0,10 0,03 0,03 0,06 0,03 0,10 USA 0,9 a 0,9 máx máx máx máx máx máx máx *O.C. = Outros Cada ; ** O.T. = Outros Total 2.11.1 – Vantagens de cabos condutores com liga 6101 / 6201. Segundo DAVIES (1988), as vantagens dos cabos AAAC sobre os ACSR são: - Maior resistência mecânica por peso. - Possibilidade do uso de estruturas mais leves e torres mais distantes. 45 - Menor resistência elétrica e melhor taxa de corrente do que o tamanho equivalente de ACSR. - Maior dureza superficial, e consequentemente, menor probabilidade de danos superficiais durante o manuseio. - Melhor performance de resistência a corrosão. - Alta resistência à fluência. Além das propriedades acima, os condutores AAAC podem reduzir os custos da perda elétrica, conforme Tabela 2.9. Tabela 2.9 – Economia de energia condutores ACSR versus AAAC. (DAVIES, 1988) Corrente (I) A.C. Resistência a 50 oC (R) ACSR AAAC 350 amp 350 amp 0,177 ohm/km 0,102 Ohm/km 0,5 0,5 0,2875 0,2875 6,23 kW/km 3,59 kW/km Fator de carregamento (Load factor) (LF) Fator de perda de carregamento (Load loss factor ) (LLF) Potência de perda (PL) I2RxLLFx0,001 2.12 – Métodos industriais da produção das ligas 6101 / 6201. 2.12.1 – Hot Rolled Rod. (DAVIES, 1988). Barras extrudadas são laminadas na temperatura de 450 oC para vergalhões de 9,5 mm. O vergalhão é solubilizado e trefilado para o diâmetro requerido. O arame é finalmente aquecido a baixas temperaturas de 150 a 170 oC por várias horas. Embora ainda em uso, este método foi largamente substituído pelo desenvolvimento dos processos Properzi e Secim Mills. 46 2.12.2 – Lingotamento contínuo. Neste método o vergalhão de 9,5 mm é diretamente produzido do metal fundido em um laminador Properzi ou Secim, que pode ser solubilizado das seguintes formas: a) Imediatamente resfriado após laminação e antes do bobinamento. Conhecido como tratamento de solubilização T1. b) Solubilizado em bobinas de até 2 t em uma operação separada. Conhecido como tratamento de solubilização de T4. O método (a) produz um produto com propriedades mecânicas mais uniformes e menor custo, enquanto o método (b) produz um produto mais fácil de ser trefilado. Estes dois tipos de tratamento térmico, chamados de T1 e T4, podem ser aplicados ao vergalhão antes do rebobinamento. De acordo com a opção, diferentes propriedades finais serão obtidas, nas quais as combinações entre composição química e tratamento térmico promove uma variedade de processos e produtos, porém estas características não são bem conhecidas (PRECKEL, 2010) 47 CAPÍTULO 3 MATERIAIS E MÉTODOS 3.1 – Matérias Primas 3.1.1 – Alumínio primário Como fonte de alumínio foram utilizados lingotes de alumínio primário, com a seguinte análise química, conforme certificado do fornecedor (Tabela 3.1). Tabela 3.1 – Análise química do alumínio utilizado para produzir a liga 6101, (porcentagem em peso). %Al %Fe %Si %V %Cr %Mn %Cu %Ti 99,84 0,10 0,04 0,01 0,0002 0,0011 0,0004 0,0055 Figura 3.1 – Alumínio primário, em lingotes, utilizado para produzir a liga 6101 utilizada neste trabalho. 48 3.1.2 – Magnésio Metálico. Como fonte de magnésio foram utilizados lingotes de magnésio metálico, com a seguinte análise química, conforme certificado do fornecedor (Tabela 3.2) Tabela 3.2 – Análise química do magnésio metálico utilizado para produzir a liga 6101, (porcentagem em peso). %Mg %Si %Al %Mn %Fe %Cu %Cl %Ni 99,93 0,018 0,019 0,019 0,0038 0,0036 0,0035 0,0005 3.1.3 – Silício Metálico. Como fonte de silício foi utilizado Silício metálico na granulometria de 10x100 mm, com a análise química (Tabela 3.3), conforme certificado do fornecedor. Tabela 3.3 – Análise química do silício metálico utilizado para produzir a liga 6101, (porcentagem em peso). %Si %Ca %Fe %Al %Ti %Cr %Cu %B 99,23 0,07 0,34 0,36 0,05 <0,01 <0,01 <0,01 3.2 – Descrição do processo produtivo. 3.2.1 – Fluxograma. Na Figura 3.2, vemos o fluxograma do processo de produção da liga 6101. O fluxograma é dividido em dois, sendo que a primeira parte encerra-se com o tratamento 49 térmico de solubilização do vergalhão 9,52 mm. Este vergalhão solubilizado é então enviado ao trefilador que irá produzir os cabos de transmissão de energia elétrica. O tempo necessário para este produto solubilizado ser utilizado pelos trefiladores pode demandar semanas ou até meses, por este motivo é interessante que este prazo seja o mais longo possível, conservando as características necessárias da liga. Cada etapa do processo será discutida adiante. Figura 3.2 – Fluxograma do processo produtivo da liga 6101. 3.2.2 – Fusão do alumínio - Forno Revérbero. O forno revérbero (Figura 3.3) é utilizado como forno de fusão do alumínio, onde o alumínio sólido é fundido através da queima do GLP (gás liquefeito de petróleo). O alumínio líquido é retirado deste forno e abastecido nos fornos de indução, através de um cadinho de transferência. 50 Figura 3.3 – Forno revérbero utilizado para a fusão do alumínio sólido. 3.2.3 – Fornos de indução. Nos fornos de indução é feita a adição do magnésio e do silício metálico para adequar a composição química da liga. O funcionamento do forno de indução baseia-se na indução eletromagnética. Uma bobina de cobre, refrigerada à água é alimentada com uma corrente elétrica alternada, o que induz correntes de Foucault na carga metálica, que produz grande elevação de temperatura e agitação do banho, conforme esquema ilustrativo das Figuras 3.4 e 3.5. 51 Figura 3.4 – Esquema do forno de indução. Figura 3.5 – Agitação do metal no forno de indução, provocada pelo campo eletromagnético. 52 3.2.4 – Desgaseificador. Após ajustada a análise química da liga no forno de indução e durante o vazamento, a mesma passa por um processo de tratamento em linha com argônio e cloro gasoso, conforme o esquema ilustrado na Figura 3.6, abaixo, e com o objetivo de reduzir o hidrogênio contido, remoção de inclusões e álcalis. Figura 3.6 – Esquema sistema do tratamento com gases. 3.2.5 – Filtro Cerâmico. Após passar pelo desgaseificador o metal líquido é filtrado em um filtro cerâmico de 30 ppi, ou seja, 30 poros por polegada quadrada (30 pores per square inch - ppi), para retenção de óxidos e partículas não dissolvidas. Na Figura 3.7 vemos um esquema do processo de filtragem. 53 Figura 3.7 – Esquema do sistema de filtragem utilizado na produção da liga 6101. 3.2.6 – Refino de grão. Após a filtragem a liga recebe a adição de um refinador de grão TiBAl 5/1 (5% de titânio, 1% de boro e o restante alumínio) da LSM Brasil a uma taxa de 2,5 kg/t, para o refinamento do grão. O refino de grão é necessário para melhorar a capacidade de conformação da liga, distribui melhor porosidades, melhorar as propriedades mecânicas e permite uma maior velocidade de vazamento. Na Figura 3.8 é mostrada uma estrutura da liga 6101 sem a utilização do refinador de grão e outra com a utilização do refinador de grão. 3.2.7 – Lingotamento contínuo. Após os processamentos já descritos anteriormente, a liga é solidificada em um molde de cobre, refrigerado com água. É formada uma barra de formato trapezoidal, conforme Figuras 3.8 e 3.10, com dimensões de 39,5 mm x 32,9 mm x 23,5 mm (base maior x altura x base menor) 54 Figura 3.8 – Exemplo da estrutura da liga 6101 com e sem adição de refinador de grão. Abaixo é mostrado o sistema de lingotamento continuo Properzi utilizado para a produção dos corpos de prova. Erro! A referência de hiperlink não é válida. Figura 3.9 – Sistema de lingotamento continuo Properzi. 3.2.8 – Aquecimento da barra de liga 6101. Para o tratamento térmico de solubilização em linha (T1), existe um forno de indução em linha que aquece a barra acima da linha solvus antes da mesma ser laminada. Isto é necessário para garantir total solubilização antes do resfriamento brusco e para aumentar o nível de recristalização durante a laminação. 3.2.9 – Laminação. A laminação em vergalhões ocorre em um laminador Properzi (Figura 3.10). Neste laminador, a barra é conformada em vergalhões, de seção circular, de 9,52 mm 55 de diâmetro através de 12 stands compostos de 3 roletes. A redução total de área da barra para o vergalhão equivale a uma redução de 93 %. Figura 3.10 – Laminador Properzi. 3.2.10 – Bobinamento. O vergalhão produzido é rebobinado em bobinas de 1.000 kg a 2.000 kg que serão solubilizadas em forno industrial, no caso do tratamento de solubilização T4, ou expedidas, no caso do tratamento de solubilização T1. 56 Figura 3.11 – a) Bobinamento após laminação; b) bobinas após rebobinamento e prontas para serem solubilizadas nos fornos de tratamento térmico ou expedidas. 3.2.11 – Tratamento de solubilização. Industrialmente, existem dois processos mais comuns de tratamento térmico de solubilização de vergalhões da liga 6101. No primeiro, chamado de T1, o vergalhão ao sair do laminador recebe um jato de água e é resfriado para temperaturas inferiores a 100 oC, mantendo assim a estrutura solubilizada. No segundo processo, chamado T4, o vergalhão não é resfriado na saída do laminador e as bobinas são novamente aquecidas em um forno individual acima da linha solvus e resfriadas em uma piscina de água, que se encontra abaixo deste forno, conforme Figura 3.12. 57 Figura 3.12 – Forno industrial de tratamento térmico de solubilização, T4. Para o desenvolvimento deste trabalho, foram retirados corpos de prova de 33 cm cada, de um lote da liga 6101 e estes foram solubilizados, em uma mufla de laboratório, Figura 3.13. Figura 3.13 – Mufla utilizada para solubilização dos corpos de prova. 58 Em cada solubilização foram tratados 9 corpos de prova por 40 minutos. As temperaturas escolhidas foram 450 oC, 480 oC, 520 oC, 550 oC e 580 oC +/- 10 oC e resfriados em um tambor de 200 litros, contendo água em temperatura ambiente. Estes tratamentos foram repetidos em intervalores de tempos diferentes e as amostras estocadas em temperatura ambiente, de tal forma que as amostras dos primeiros tratamentos apresentam um maior tempo de envelhecimento do que as amostras subsequentes. As temperaturas acima foram escolhidas por cobrirem uma vasta faixa, desde temperaturas ligeiramente inferiores ao necessário para a solubilização (450 oC) até a temperatura eutética (580 oC), como pode ser visto no diagrama binário, Figura 3.14. Durantes os primeiros estágios da precipitação artificial a 170 oC, para ligas solubilizadas T4 apresenta-se um fenômeno de amolecimento. A dureza da liga tende a aumentar após de 30 minutos de envelhecimento artificial (LIU, 2007). Este fenômeno é conhecido como pré envelhecimento. Figura 3.14 – Diagrama de fases do Al-Mg2Si, mostrando a composição da liga produzida e a faixa de solubilização utilizada. (MACHADO, 2008 - Modificado) 59 Por este motivo, para se estudar o comportamento de um pré-envelhecimento artificial antes do envelhecimento natural, amostras foram solubilizadas na temperatura de 520 oC, resfriadas em água e logo após precipitadas artificialmente por 5 minutos na temperatura de 170 oC,. Foi escolhida esta temperatura, pois já é pratica industrial solubilizar as amostras na temperatura de 520 oC. Estas amostras foram envelhecidas naturalmente, por um período de até 380 dias (13 meses). Foram acompanhadas a evolução das seguintes variáveis: Limite de Resistência à tração; Limite de Escoamento; Alongamento; Coeficiente de Encruamento da curva de tração verdadeira; Microdureza Vickers e Condutividade Elétrica, antes e após um novo tratamento térmico de precipitação por 2 horas à 170ºC. Todas as medidas foram feitas em três corpos de prova. 3.3 – Análise química. Foi utilizado um espectrômetro que é um instrumento ótico utilizado para medir as propriedades da luz em uma determinada faixa do espectro eletromagnético. Conforme mostra o esquema da Figura 3.15, sua estrutura básica se resume na existência de uma grade de difração e um foto-tubo captador. A luz incidente sobre a fenda primária do espectrômetro, ao chocar-se contra a grade de difração ranhurada, se divide em feixes de onda monocromáticos. Esses feixes difratados são direcionados pelos espelhos para serem captados por sensores fotovoltaicos de cujos pulsos elétricos é obtida uma leitura da intensidade luminosa correspondente a cada comprimento de onda existente no feixe incidente gerado pelo arco voltaico. Com isso pode-se caracterizar uma série de ligas metálicas quanto ao teor dos elementos da sua composição química, considerando-se a proporcionalidade entre a intensidade luminosa de cada comprimento de onda com a quantidade do elemento presente na liga (SILVA FILHO, 2009). A análise química do lote em que foram retirados os corpos de prova, foi feita por um Espectrômetro de Emissão Óptica, Spectrolab da SPECTRO Analytical Instruments GmbH, calibrado com padrões internacionais, Figura 3.16. 60 Figura 3.15 – Esquema de um espectrômetro ótico (SILVA FILHO, 2009). Figura 3.16 – Espectrômetro de Emissão Óptica, utilizado para análise química da liga 6101. 61 3.4 – Ensaios de Tração (SOUZA, 2004) A facilidade de execução e a reprodutividade dos resultados tornam o ensaio de tração um dos mais importantes ensaios mecânicos. A aplicação de uma força num corpo sólido promove uma deformação do material na direção do esforço e o ensaio de tração consiste em submeter um material a um esforço que tende a esticá-lo ou alongá-lo. Com este tipo de ensaio, pode-se afirmar que praticamente as deformações promovidas no material são uniformemente distribuídas em todo o seu corpo, pelo menos até ser atingida uma carga máxima próxima do final do ensaio e, como é possível fazer com que a carga cresça numa velocidade razoavelmente lenta durante todo o teste, o ensaio de tração permite medir satisfatoriamente a resistência do material. A uniformidade da deformação permite ainda obter medições precisas da variação dessa deformação em função da tensão aplicada. 3.4.1 – Corpos de prova. Os corpos de prova utilizados para a realização dos ensaios de tração foram os próprios vergalhões de 9,5 mm da liga 6101. Os vergalhões foram cortados no comprimento de 330 mm e o ensaio de tração realizado sob o comprimento útil de 250 mm, conforme Figura 3.17. A norma utilizada foi a ABNT NBR 6810. Figura 3.17 – Corpo de prova (vergalhão da liga 6101) para o ensaio de tração. 62 3.4.2 – Ensaio de tração convencional. (SOUZA, 2004) Tensão é definida genericamente como a resistência interna de um corpo a uma força externa aplicada sobre ele, por unidade de área. Deformação é definida como a variação de uma dimensão qualquer desse corpo, por unidade da mesma dimensão, quando esse corpo é submetido a um esforço qualquer. Considere-se uma barra metálica cilíndrica de secção transversal uniforme, So, onde é marcada uma distância Lo, ao longo de seu comprimento. Se essa barra é submetida a uma única força de tração Q, isto é, a uma força normal à secção transversal da barra e coincidente com o seu eixo longitudinal, a tensão média de tração, σ, produzida na barra é dada por: σ = Q / So. (4) Com a aplicação da tensão, σ, a barra sofre uma deformação, ε. A carga, Q, produz um aumento da distância, Lo, de um valor, ∆L. A deformação linear média é dada então por: ε = ∆L / Lo. (5) Verifica-se que a tensão tem a dimensão de força por unidade de área e a deformação é uma grandeza adimensional. 3.4.2.1 – Limite de Resistência à Tração (LRT). (SOUZA, 2004) O limite de resistência é calculado, pela carga máxima atingida no ensaio pela área da seção transversal original do corpo de prova. Embora o limite de resistência seja uma propriedade fácil de ser obter, seu valor tem pouca significação com relação à resistência dos metais dúcteis. Para esses, o valor do limite de resistência dá a medida da carga máxima que o material pode atingir sob a restrita condição de carregamento 63 uniaxial. O limite de escoamento hoje em dia, é mais usado nos projetos, do que o limite de resistência, para os metais dúcteis. Entretanto, o limite de resistência serve para especificar o material, do mesmo modo que a análise química identifica o material. Por ser fácil de se calcular e ser uma propriedade bem determinante, o limite de resistência é especificado sempre com as outras propriedades mecânicas dos metais e ligas. Na máquina em que foram feitos os ensaios de tração deste trabalho, o software registra e calcula o Limite de Resistência à Tração do ensaio. 3.4.2.2 – Limite de Escoamento (LE). (SOUZA, 2004) O escoamento é um tipo de transição heterogênea e localizada entre a deformação elástica e plástica. Em geral, nos ensaios de tração, a probabilidade de não ser possível a observação do escoamento nítido é grande, de modo que se deve estar sempre preparado para a determinação do limite n. O limite convencional n de escoamento é um valor convencionado internacionalmente para substituir o limite de escoamento. A substituição pelo limite n é conveniente, porque esse último é determinado mais rapidamente, é mais prático e atende a todos os fins de aplicação dos materiais metálicos na engenharia, quanto ao conhecimento do início da plasticidade dos metais. Geralmente o valor de n é especificado para 0,2% para metais e ligas em geral, o que significa uma deformação plástica de 0,002, por unidade de comprimento depois que ultrapassa o limite de proporcionalidade. No caso da máquina utilizada, o software calcula e reporta o limite n para 0,2 % de deformação plástica, que chamaremos neste trabalho de Limite de Escoamento (LE), como pode ser visto na Figura 3.19. 3.4.2.3 – Alongamento. (SOUZA, 2004) O alongamento total é uma propriedade facilmente determinada pelo ensaio de tração. O alongamento A é calculado pela expressão: A = ( L – Lo ) / Lo x 100 (6) 64 Lo é uma distância inicial marcada no corpo de prova antes do ensaio e L é a distância final, após ruptura do corpo de prova. O alongamento é expresso em %. Figura 3.18 – Corpo de prova, antes e após o ensaio de tração, com as marcas feitas para a medição do alongamento. Na Figura 3.19, podemos ver um gráfico Carga (Q) X Deslocamento (∆L), fornecido pela máquina de ensaio de tração, para uma amostra da liga 6101. O ponto verde é o Limite de Escoamento, calculado pelo software da máquina. 3.4.3 – Ensaio de tração real. (SOUZA, 2004) Os valores obtidos no ensaio de tração convencional são baseados na secção inicial do corpo de prova, So,(limite de escoamento e limite de resistência) ou na base inicial da medida, Lo (alongamento), dimensões essas que se alteram à medida que o ensaio prossegue. Desse modo, foi estabelecido um novo método para se calcular os valores reais daquelas propriedades, denominado modernamente ensaio de tração real (ou verdadeiro) que se baseia nos valores instantâneos da secção do corpo de prova e da base de medida para o alongamento, quando da aplicação da carga Q. A tensão de tração real é definida como o quociente entre a carga em qualquer instante e a área da secção transversal do corpo de prova no mesmo instante, Si, isto é 65 σR = Q / Si Figura 3.19 – Gráfico Carga x Deslocamento de um corpo de prova da liga 6101, obtido do software da máquina de tração. A deformação real é baseada na mudança do comprimento com relação ao comprimento-base de medida instantâneo, em vez do comprimento inicial de medida. Assim sendo, com a aplicação de uma carga, Qi, o comprimento inicial passa de Lo para Li. Aumentando a carga, Qi, de uma quantidade pequena dQi, o comprimento, Li, aumenta de dLi. A deformação real unitária ou simplesmente deformação real será e não igual a dLi/Li e para o caso de um aumento de carga de 0 até Q e do comprimento inicial indo desde Lo até L, a deformação real, δ, temos: 66 Ou seja, δ = ln ( L/Lo ) Podemos obter a correlação entre as deformações real e convencional da seguinte forma: ε = ∆L / Lo = ( L – Lo ) / Lo = L/Lo – 1 ou 1 + ε = L/Lo Pela expressão da deformação real chega-se δ = ln (1 + ε) (7) A correlação entre as tensões real e convencional pode ser determinada da seguinte maneira, σR = Q/Si = Q/So So/Si. Como o volume do material permanece aproximadamente constante na região plástica (podendo-se desprezar pequenas mudanças elásticas de volume), tem-se que SoLo = SiL ou So/Si = L/Lo. Substituindo essa relação na equação da deformação real, temos, δ = ln ( So/Si ) = ln (1 + ε) ou So/Si = 1 + ε isto é Si = So / ( 1+ ε ) Substituindo o valor de Si dessa relação na equação da tensão real, obtém-se σR = (Q/So ) / (1 + ε ), como Q/So é igual a tensão convencional (σ), conclui-se σR = σ(1+ε) (8) 67 A máquina de tração em que foram realizados os ensaios, possui um sistema de coleta de dados, gerando pares de dados Carga x Deslocamento a cada 0,2 segundos durante todo o ensaio de tração, assim é possível através das correlações acima gerar curvas de Tensão x Deformação Reais, conforme pode ser visto na Figura 3.20. Figura 3.20 – Curvas Tensão x Deformação Convencional e Real para um ensaio de tração realizado com o corpo de prova da liga 6101. 3.4.3.1 – Coeficiente de encruamento (n). A curva real, entre os Limite de Escoamento (LE) e o de Resistência à Tração (LRT), pode ser representada pela expressão exponencial do tipo σR = Kδn (equação Holloman) (9) Onde os termos K e n são constantes para cada material, denominados respectivamente “coeficiente de resistência” e “coeficiente de encruamento”. 68 Para ter melhor conformabilidade, um material precisa ser capaz de suportar maior deformação antes da falha ou, precisa ter a capacidade de resistir à deformação.(OTOMAR, 2010) As curvas tensão vs deformação verdadeira para muitos metais, podem ser aproximadas pela equação Holloman. Da equação de Holloman, n é definido como o expoente da relação tensão deformação. Também chamado de coeficiente de encruamento, sendo que este determina o aumento de tensão para cada incremento de deformação. Quanto maior o valor de n, mais duro será o material. Quanto maior o valor de n, maior a resistência à estricção. (OTOMAR, 2010) Com os dados numéricos para cada ensaio de tração é possível determinar estes coeficientes com excelente correlação, conforme Figura 3.21. Figura 3.21 – Determinação dos Coeficientes de Resistência e Encruamento. Foram feitos ensaios de tração dos vergalhões, em triplicata, nos vários tempos de envelhecimento natural, em uma máquina de tração Kratos, com célula de carga de 2,5t. Também foi feito ensaio de tração, em triplicata, para as amostras envelhecidas naturalmente e precipitadas por 2 horas a 170 oC após envelhecimento natural. 69 O sistema de acionamento da máquina de tração é composto por um motor, um redutor de rosca sem fim e um conjunto de engrenagens. Foi utilizada uma velocidade de 30 mm/min e o diâmetro da amostra foi medido com paquímetro digital calibrado. Deste ensaio obtivemos o Limite de Resistência à Tração, Limite de Escoamento, Alongamento e o Coeficiente de Encruamento n da curva de escoamento verdadeira. 3.5 – Ensaio de dureza Vickers. (SOUZA, 2004) Essa dureza foi introduzida em 1925 por Smith e Sandlanc, levando o nome Vickers, porque a Companhia Vickers-Armstrong Ltda, fabricou as máquinas mais conhecidas para operar com este tipo de dureza. O penetrador é uma pirâmide de diamante de base quadrada, com um ângulo de 136º entre as faces opostas. Como o penetrador é um diamante, ele é praticamente indeformável e como todas as impressões são semelhantes entre si, não importando o seu tamanho, a dureza Vickers (HV) é independente da carga, isto é, o número de dureza obtido é o mesmo qualquer que seja a carga usada para materiais homogêneos. Para esse tipo de dureza, a carga varia de 1 até 100 ou 120 kgf. A mudança da carga é necessária para se obter uma impressão regular, sem deformação e de tamanho compatível para a medida de suas dimensões no visor da máquina; isso depende, naturalmente, da dureza do material que se está ensaiando. A forma da impressão é um losango regular, ou seja, quadrada, e pela média L das suas diagonais, tem-se, conforme a expressão seguinte, a dureza Vickers. HV = carga / área da superfície piramidal = 2Q sen(136/2) / L2 (10) ou seja, HV = 1,8544Q/L2. Como Q é dado em kgf ou N e L em mm, a dimensão da dureza Vickers é N/mm2 ou kgf/mm2. 70 3.5.1 – Ensaio de microdureza Vickers. Como o próprio nome diz, a microdureza produz uma impressão microscópica no material, empregando uma carga menor que 1 kgf, com penetrador de diamante. A preparação do corpo de prova é feita metalograficamente e através de um microscópio é medido o valor de L. Foram feitos ensaios de microdureza Vickers das amostras solubilizadas e envelhecidas naturalmente e amostras solubilizadas, envelhecidas naturalmente e precipitadas artificialmente, em intervalos em um período de 380 dias. Foi utilizado um microdurômetro Mitutoyo MVK-G1 com carga de 0,5 kg e lente 55x. 3.6 – Análise micrográfica. Foram feitas metalografias das amostras nos vários tempos de envelhecimento, Utilizando-se Microscópio Eletrônico de Varredura, MEV de Bancada, da Hitachi modelo TM-3000. As micrografias foram realizadas a uma tensão de 5kV, nos aumentos de 100 e 2.500X. As amostras foram atacadas com solução de HF a 0,5% por 30 segundos. 3.7 – Ensaios de condutividade elétrica. A resistência elétrica foi medida por uma Ponte Kelvin do fabricante Nansen modelo PK 230, conforme pode ser visto na Figura 3.22 abaixo, para vários tempos de envelhecimento para as amostras solubilizadas nas temperaturas propostas e também após envelhecimento e precipitação artificial. O comprimento utilizado para medida de resistência elétrica nos corpos de prova foi de 30 cm. As medidas foram realizadas em três corpos de prova diferentes e a média foi corrigida para 20 oC. A condutividade elétrica resultante foi comparada com a condutividade do cobre recozido puro e transformada em % de IACS (International Annealed Copper Standard). O que significa que uma peça de cobre puro recozido tem a condutividade elétrica de 100% IACS. O 71 alumínio puro recozido apresenta um valores próximos de 62% IACS. A liga 6101, por norma ABNT NBR 5285, deve apresentar %IACS superior a 52,5% após precipitação artificial. Figura 3.22 – Ponte Kelvin utilizada nos testes. 72 CAPÍTULO 4 RESULTADOS E DISCUSSÕES 4.1 – Análise Química Foi produzida nas instalações da LSM Brasil, uma liga 6101 em vergalhões de 9,52 mm, com a análise química da Tabela 4.1, realizada no Espectrômetro de emissão ótica Spectrolab. (Figura 3.18) Tabela 4.1– Análise química da liga 6101, utilizada nos testes. 6101 %Mg %Si %Fe %Cu %Mn %Cr %B %Ti %O.C.* %O.T.** 0,57 0,51 0,11 0,005 <0,01 <0,001 0,002 0,018 0,03 0,10 *O.C. = Outros Cada Máximo ; ** O.T. = Outros Total Máximo. Pelos cálculos estequiométricos, esta liga apresenta %Mg2Si = 0,90% e uma %Si livre = 0,09%. 4.2 – Diâmetro do Vergalhão. Foram feitas 24 medidas do diâmetro do vergalhão, conforme Tabela 4.2. Tabela 4.2 – Medidas dos diâmetros dos vergalhões. 9,53 mm 9,52 mm 9,55 mm 9,43 mm 9,51 mm 9,57 mm 9,43 mm 9,48 mm 9,48 mm 9,56 mm 9,44 mm 9,47 mm 9,56 mm 9,55 mm 9,50 mm 9,58 mm 9,54 mm 9,55 mm 9,53 mm 9,51 mm 9,48 mm 9,53 mm 9,58 mm 9,50 mm Obteve-se a média de 9,52 mm e desvio padrão de 0,05 mm, esta média foi utilizada nos ensaios de tração e condutividade elétrica. 73 4.3 – Limite de Resistência à Tração (LRT). 4.3.1 – Limite de Resistência à Tração para solubilizações a 580 oC. A Tabela 4.3, mostra o Limite de Resistência à Tração (média de 3 ensaios) de corpos de provas solubilizados a 580 oC envelhecidos naturalmente e também de corpos de provas solubilizados a 580 oC envelhecidos naturalmente e logo após precipitados por 2 horas a 170 oC. O LRT dos corpos de prova envelhecidos naturalmente, apresentou a melhor correlação em uma curva log-log, resultando em uma equação do tipo y = a xb, com boa correlação (0,93), conforme pode ser visto na Figura 4.1. Estes corpos de prova, após serem precipitados artificialmente por 2 horas a 170 o C, apresentaram uma média de 240 MPa e desvio padrão de 4,8 MPa. Isto mostra que uma amostra envelhecida naturalmente após 365 dias apresenta um LRT semelhante a uma amostra com poucos dias de envelhecimento, após a precipitação artificial. Não sendo, portanto, o envelhecimento natural um fator que altere significativamente o LRT após a precipitação artificial, no período de tempo estudado. A diferença entre os LRT, antes e após o tratamento de precipitação artificial apresenta uma tendência de queda, com uma correlação linear R2 = 0,84, conforme pode ser visto na Figura 4.2. 4.3.2 – Limite de Resistência à Tração para solubilizações a 550 oC O comportamento do LRT dos corpos de prova solubilizados a 550 oC apresentou semelhanças aos solubilizados à 580 oC. A curva de envelhecimento natural apresentou uma tendência log-log, com boa correlação R2 = 0,98, conforme Figura 4.3. Após 23 dias de envelhecimento, o LRT da liga que sofreu tratamento de precipitação estabilizou-se próximo a 237 MPa, com um desvio padrão de 2,6 MPa. Neste caso também, o LRT após precipitação artificial, Figura 4.4, não se altera significativamente 74 após 23 dias de envelhecimento natural, sendo que, o envelhecimento natural não altera o LRT para tempos de até 365 dias. Tabela 4.3 – LRT para corpos de prova solubilizados a 580 οC. Limite de Resistência (MPa) , antes e após Precipitação Artificial Dias Env. ∆% Antes Após 382 220 233 6,1 347 221 232 5,0 297 219 236 7,4 290 222 242 8,7 250 216 247 14,1 240 217 250 15,3 229 215 242 12,5 210 212 239 12,7 192 213 240 12,6 177 212 234 10,5 159 214 236 10,5 14 211 242 14,9 126 210 239 14,2 91 207 242 16,6 84 207 244 17,8 61 205 246 19,7 44 202 240 19,1 23 198 238 19,7 4 193 228 18,4 1 189 227 20,2 Figura 4.1 – Limite de Resistência à Tração para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. Figura 4.2 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 580 oC. 75 Tabela 4.4 – LRT para corpos de prova solubilizados a 550 οC. Limite de Resistência (MPa) , antes e após Precipitação Artificial Dias Env. Antes pós ∆% 365 220 240 9,4 344 218 233 7,0 329 219 237 8,4 311 217 237 9,1 293 218 240 9,7 276 218 241 10,5 242 215 238 10,9 234 216 239 10,5 211 216 237 9,7 194 214 239 11,5 172 213 238 11,9 153 213 237 11,6 136 211 231 9,4 125 211 239 13,5 10 211 233 10,8 82 207 235 13,8 72 206 236 14,5 52 203 236 16,1 23 200 236 18,0 1 183 211 15,1 Figura 4.3 – Limite de Resistência à Tração para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. Figura 4.4 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 550 oC. 76 4.3.3 – Limite de Resistência à Tração para solubilizações a 520 oC O comportamento do LRT das amostras solubilizadas a 520 oC após a precipitação artificial apresentou-se bem distinto das amostras solubilizadas a 580 oC e 550 oC, como pode ser visto na Figura 4.5. Estas amostras após precipitação artificial apresentaram os mais altos valores de LRT em até 83 dias após a solubilização, com uma média de 255 MPa, neste intervalo. Indicando ser uma boa prática solubilizar a liga na temperatura de 520 oC e proceder a precipitação artificial em até 83 dias, para obter-se o maior LRT. O aumento relativo do LRT após a precipitação também comportamento bem distinto das amostras solubilizadas a 580 o apresentou C e 550 o C, apresentando uma tendência logarítmica com boa correlação R2 = 0,90, conforme Figura 4.6, diferente de uma tendência linear com baixa correlação das amostras solubilizadas a 580 oC e 550 oC. 4.3.4 – Limite de Resistência à Tração para solubilizações a 480 oC No caso da solubilização feita em 480 oC, houve uma baixa correlação entre o LRT e o tempo de envelhecimento, sendo a melhor correlação encontrada para o modelo log-log, com R2= 0,53, conforme pode ser visto na Figura 4.7. Houve uma variação média de +26,3% após a precipitação artificial, e desvio padrão de 3,9. Porém não houve correlação deste ganho com o tempo de envelhecimento, como pode ser visto na Figura 4.8. O LRT das amostras solubilizadas a 480 oC e envelhecidas naturalmente ficou em patamares inferiores às amostras solubilizadas a 520 oC, 550 oC e 580 oC, conforme pode ser visto no gráfico da Figura 4.8, indicando que houve uma solubilização parcial destas amostras. Este fato pode ser explicado pela micrografia obtida pelo MEV com aumento de 2.500x, que mostra fases grosseiras de Mg2Si (Figura 4.12). 77 Tabela 4.5 – LRT para corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial. Limite de Resistência (MPa) Dias Env. Antes Após ∆% 364 218 229 4,9 339 219 235 7,5 329 219 237 8,7 308 218 233 6,9 289 217 236 8,3 271 215 231 7,5 256 213 229 7,0 238 214 230 7,8 221 214 228 6,2 204 213 232 9,2 170 210 231 10,1 140 211 229 8,5 13 209 233 11,4 102 207 233 12,3 83 207 250 21,1 56 203 258 26,8 34 201 249 23,6 6 192 262 36,4 Figura 4.5 – Limite de Resistência à Tração para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. Figura 4.6 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 520 oC. 78 Tabela 4.6 – LRT para corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial. Limite de Resistência (MPa) Antes Após ∆% 360 180 233 29,2 350 195 254 30,0 340 179 226 25,9 310 181 228 26,0 292 194 241 24,1 277 174 212 21,6 242 174 224 29,1 225 175 221 26,1 191 165 222 35,1 161 172 213 23,8 144 178 224 25,7 123 191 236 23,8 104 183 224 22,5 77 180 225 24,9 55 167 223 33,3 27 161 192 19,4 8 157 197 25,9 7 159 200 26,1 Dias Env. Figura 4.7 – Limite de Resistência à Tração para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. Figura 4.8 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 480 oC. 79 4.3.5 – Limite de Resistência à Tração para solubilização a 450 oC Para os corpos de prova solubilizados a 450 oC, houve grande instabilidade nos resultados de LRT, como pode ser visto na Figura 4.9. Isto ocorre porque esta temperatura de solubilização encontra-se logo abaixo da linha solvus e qualquer variação na temperatura de solubilização pode provocar a solubilização ou não dos corpos de prova. Para esta temperatura de solubilização não foram encontradas correlações entre o LRT e o tempo de envelhecimento natural. Pela Figura 4.11, realizada em Microscópio Eletrônico de Varredura, com aumento de 2.500X e atacada por 20 segundos com solução de HF a 1%, podemos ver grande quantidade de pontos escuros, que provavelmente são partículas de Mg2Si que foram atacadas pelo ácido. Pelo fato da temperatura de 450 oC estar abaixo da linha solvus estas partículas não foram solubilizadas e permanecem como grandes precipitados incoerentes que não ocasionam o ancoramento de discordâncias. Já pela Figura 4.12, em amostra solubilizada a 480 oC podemos notar a presença destas partículas em menor quantidade, indicando que houve uma solubilização parcial destas partículas de Mg2Si incoerentes. Desta forma, os corpos de prova solubilizados a 480 oC apresentam maior Limite de Resistência à Tração que os corpos de prova solubilizados a 450 oC, pois os mesmos endureceram por solução sólida, enquanto os solubilizados a 450 oC não endurecem por solução sólida pois o Mg e o Si não entram em solução, como pode ser observado pela Figura 4.18. Os corpos de prova solubilizados a 520, 550 e 580 oC apresentam completa solubilização das partículas de Mg2Si, como pode ser observado pelas micrografias das Figuras 4.13, 4.14 e 4.15. e desta forma apresentam maior LRT antes da precipitação artificial pois apresentam maior endurecimento por solução sólida, como pode ser visto pela Figura 4.18. 80 Tabela 4.7 – LRT para corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial. Limite de Resistência (MPa) Dias Env. Antes PP Após PP ∆% 365 135 148 10,0 354 133 161 20,6 335 146 169 15,3 317 143 135 -5,8 302 13 144 5,2 284 136 136 -0,4 267 135 148 9,7 250 120 34 11,7 214 134 127 -4,8 207 140 159 14,1 167 144 184 27,7 146 158 187 18,0 127 138 162 17,4 100 141 159 12,6 78 139 154 10,7 50 125 134 7,1 30 128 132 3,0 2 130 131 0,9 Figura 4.9 – Limite de Resistência à Tração para corpos de prova solubilizados a 450 oC, , antes e após precipitação artificial. Figura 4.10 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 450 oC. 81 Figura 4.11 – Micrografia Eletrônica (MEV) Figura 4.12 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 450 – amostra de liga 6101, solubilizada a 480 o o C e envelhecida naturalmente por um C e envelhecida naturalmente por um período de 360 dias (2.500X). período de 365 dias (2.500X). Figura 4.13 – Micrografia Eletrônica (MEV) Figura 4.14 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 520 – amostra de liga 6101, solubilizada a 550 o o C e envelhecida naturalmente por um C e envelhecida naturalmente por um período de 320 dias (2.500X). período de 365 dias (2.500X). 82 Figura 4.15 – Micrografia Eletrônica (MEV) – amostra de liga 6101, solubilizada a 580 o C e envelhecida naturalmente por um período de 250 dias (2.500X). Como as amostras solubilizadas a 450 oC não foram solubilizadas, as mesmas não endurecem por solução e também não endurecem por precipitação artificial, desta forma no gráfico da Figura 4.19 as mesmas não aumentaram o LRT após a precipitação artificial por 2 horas a 170 oC. As amostras solubilizadas a 480 oC não aumentaram o LRT após a precipitação artificial como as amostras solubilizadas a temperaturas superiores, pois estes corpos de prova não estão completamente solubilizados (Figura 4.19). 4.3.6 – Limite de Resistência à Tração para solubilização a 520 oC + 5 min a 170 oC Estudou-se o comportamento do LRT nos corpos de prova solubilizados a 520 oC e logo após precipitados artificialmente por 5 minutos na temperatura de 170 oC (Tabela 4.8). As curvas de LRT nas amostras envelhecidas (antes e após precipitação) apresentaram uma correlação do modelo log-log, com boa correlação R2 = 0,99 e R2 = 0,86, respectivamente, como pode ser visto na Figura 4.16. A curva da variação relativa apresentou uma tendência logarítmica de caimento, com boa correlação (R2=0,9697), conforme Figura 4.17. 83 Tabela 4.8 – LRT para corpos de prova solubilizados a 520 οC. + 5 min a 170 oC, antes e após Precipitação Artificial Limite de Resistência (MPa) Dias Env. Antes Após ∆% 404 225 256 14,1 393 225 253 12,2 364 223 256 15,0 51 220 254 15,1 336 222 252 13,8 317 219 252 15,1 296 223 252 13,4 249 218 255 1,7 241 219 253 15,5 220 219 254 16,1 203 219 252 15,3 182 218 251 15,3 163 216 253 17,4 136 214 251 17,2 113 212 250 17,7 85 210 250 19,1 65 206 252 22,7 49 202 249 23,4 15 195 245 25,6 1 172 240 39,9 Figura 4.16 – Limite de Resistência à Tração para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial. Figura 4.17 – Variação relativa do LRT após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. 84 4.3.7 – Evolução do Limite de Resistência à Tração No gráfico da Figura 4.18 é mostrada a evolução do LRT de todas as temperaturas de solubilização para um envelhecimento natural. As amostras solubilizadas a 520 ºC e pré-envelhecidas por 5 minutos a 170 oC apresentaram um LRT ligeiramente superior as amostras solubilizadas a 520 oC, 550 oC e 480 oC para tempos maiores que 90 dias de envelhecimento, como pode ser visto pelas Figuras 4.18 e 4.19. A amostra que apresentou menor LRT foi a tratada na temperatura de 450 o C, porém não sofreu solubilização, como pode ser observado pela micrografia da Figura 4.11 e consequentemente não aumentou o LRT pelo mecanismo de endurecimento por solução sólida, bem como não endureceu pelo mecanismo de precipitação artificial. O LRT das amostras solubilizadas a 480 oC ficou em um nível intermediário indicando que houve solubilização, porém parcial. Figura 4.18 – Evolução do LRT das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente. 85 A Tabela 4.9 mostra os coeficientes “a” e “b” do modelo log-log, obtido para as temperaturas de solubilização de 520 oC, 550 oC e 580 oC durante o envelhecimento natural. Podemos notar que o índice “a” aumenta de acordo com o aumento da temperatura de solubilização, indicando que temperaturas de solubilizações maiores aumentam o LRT antes da precipitação artificial, pois promovem uma solubilização mais efetiva, aumentando ligeiramente a resistência por endurecimento por solução sólida. Tabela 4.9 - Coeficiente a e b da curva y = a xb, para várias temperaturas de solubilização. Temp. de solubilizações a b R2 520 oC 179,27 0,0327 0,97 550 oC 181,73 0,0312 0,98 580 oC 184,06 0,0287 0,93 Figura 4.19 – Evolução do LRT das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente e precipitadas artificialmente. 86 4.4 – Limite de Escoamento (LE) 4.4.1 – Limite de Escoamento para solubilizações a 580 oC O Limite de Escoamento para os corpos de prova solubilizados a 580 o C apresentou comportamento semelhante ao Limite de Resistência à Tração (Tabela 4.10), seguindo um modelo estatístico log-log, fornecendo uma curva do tipo y= a xb, conforme Figura 4.20. A variação relativa apresentou baixa correlação linear e inclinação negativa conforme Figura 4.21. 4.4.2 – Limite de Escoamento para solubilizações a 550 oC O Limite de Escoamento para os corpos de prova solubilizados a 550 oC (Tabela 4.11) apresentou comportamento semelhante aos solubilizados em 580 oC, com uma tendência de regressão de acordo com o modelo log-log, para as amostras envelhecidas naturalmente. Para as amostras envelhecidas naturalmente e precipitadas artificialmente o LE apresenta estabilidade após 23 dias de envelhecimento com uma média de 152 MPa. Este fato revela que o envelhecimento natural não altera sensivelmente o LE após a precipitação artificial para amostras com tempo de envelhecimento próximos a 360 dias (Figura 4.21). 4.4.3 – Limite de Escoamento para solubilizações a 520 oC Da mesma forma que o LRT, o Limite de Escoamento para as amostras solubilizadas a 520 oC (Tabela 4.12) apresentou os maiores valores para as amostras precipitadas em até 83 dias, apresentando ganhos de até 140% como pode ser visto na Figura 4.25. O que indica ganhos substanciais para amostras precipitadas em até 83 dias após a solubilização, para esta temperatura de solubilização, como pode ser visto na Figura 4.24. 87 Tabela 4.10 – LE para corpos de prova solubilizados a 580 οC, antes e após Precipitação Artificial Limite de Escoamento (MPa) Dias Env. Antes Após ∆% 382 119 164 17,3 347 119 158 13,2 297 117 163 18,7 290 119 175 27,4 250 115 170 48,3 240 115 177 54,7 229 114 160 40,6 210 113 153 35,6 192 113 62 44,2 177 112 149 32,7 159 113 157 39,2 142 111 168 51,1 126 110 161 45,8 91 109 165 51,7 84 108 172 58,6 61 108 176 64,0 44 106 167 58,2 23 104 163 57,0 4 101 153 51,2 1 100 158 58,9 Figura 4.20 – Limite de Escoamento para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. Figura 4.21 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 580 oC. 88 Tabela 4.11 – LE para corpos de prova solubilizados a 550 οC, antes e após Precipitação Artificial Limite de Escoamento (MPa) Dias Env. Antes Após ∆% 365 119 155 30,3 344 117 146 24,7 329 117 152 29,9 311 116 155 33,2 293 117 160 37,2 276 116 159 36,6 242 115 153 33,4 234 116 152 31,5 211 114 150 31,1 194 115 153 33,4 172 113 152 33,8 153 112 153 37,0 136 112 141 25,7 125 111 156 40,5 103 111 145 30,2 82 108 150 38,6 72 108 150 39,5 52 106 153 43,7 23 105 160 52,6 1 97 120 23,9 Figura 4.22 – Limite de Escoamento para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. Figura 4.23 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 550 oC. 89 Tabela 4.12 – LE para corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial Limite de Escoamento (MPa) Dias Env. Antes Após ∆% 364 118 144 22,5 339 117 144 23,4 319 115 146 27,4 308 117 144 22,8 289 116 146 26,3 271 114 143 25,3 256 114 137 20,3 238 113 141 24,9 221 114 137 19,7 204 113 141 25,3 170 111 146 31,5 140 111 140 25,8 123 110 145 31,6 102 109 146 34,4 83 108 191 76,5 56 106 209 96,9 34 105 192 81,9 6 101 245 141,7 Figura 4.24 – Limite de Escoamento para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. Figura 4.25 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 520 oC. 90 4.4.4 – Limite de Escoamento para solubilizações a 480 oC O Limite de escoamento para amostras solubilizadas a 480 oC (Tabela 4.13, Figura 4.26 e 4.27) apresentou o seu melhor índice de correlação para tendência o modelo log-log, com baixo R2 = 0,51, conforme Figura 4.16, porém uma correlação muito fraca, que pode ser explicado por esta temperatura estar nos limites da curva solvus e a solubilização ocorreu de forma parcial (conforme já mostrado na Figura 4.12). 4.4.5 – Limite de Escoamento para solubilizações a 450 oC O Limite de Escoamento para amostras solubilizadas a 450 oC (Tabela 4.14, Figura 4.28 e 4.29) apresentou grande instabilidade pelo fato desta temperatura ficar na abaixo da linha solvus. Para as amostras solubilizadas e envelhecidas naturalmente não houve correlação entre o LE e o tempo de envelhecimento, indicando o baixo nível de solubilização obtido, como pode ser visto na micrografia da Figura 4.11. 4.4.6 – Limite de Escoamento para solubilizações a 520 oC + 5 min a 170 oC Amostra solubilizadas a 520 oC e pré-envelhecidas por 5 min a 170 oC (Tabela 4.15, Figuras 4.30 e 4.31), apresentaram boa correlação para as amostras envelhecidas naturalmente, seguindo uma curva do modelo log-log, com correlação 0,97. A variação relativa do LE apresentou uma tendência logarítmica, com correlação R2 = 0,96, como pode ser visto na Figura 4.31 (Figura 4.30) O LE destes corpos de prova após a precipitação artificial apresentou grande estabilidade, com média de170 MPa e desvio padrão de 2,9 MPa. 91 Tabela 4.13 – LE para corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial Limite de Escoamento (MPa) Antes Após ∆% 360 96 192 100,6 350 103 222 115,4 340 96 184 91,5 310 96 173 79,1 292 04 205 96,7 277 93 173 87,2 242 93 178 91,4 225 95 185 95,0 191 88 190 115,3 161 91 146 60,1 144 95 166 74,6 123 102 174 71,0 104 97 161 65,2 77 96 165 72,2 55 90 168 87,9 27 87 122 40,5 8 84 131 55,6 7 86 141 64,3 Dias Env. Figura 4.26 – Limite de Escoamento para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. Figura 4.27 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 480 oC. 92 Tabela 4.14 – LE para corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial Limite de Escoamento (MPa) Antes Após Dias Env. PP PP ∆% 365 74 87 16,4 354 73 93 26,7 335 80 100 24,6 317 78 77 -1,5 302 76 87 15,6 284 75 78 3,7 267 75 85 13,6 250 67 81 19,4 214 75 79 5,0 207 77 95 23,9 167 79 132 67,6 146 86 115 34,3 127 76 102 34,3 100 78 105 34,4 78 77 95 22,8 50 71 77 8,8 30 72 75 3,4 2 73 71 -2,6 Figura 4.28 – Limite de Escoamento para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial. Figura 4.29 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 450 oC. 93 Tabela 4.15 – LE para corpos de prova solubilizados a 520 οC + 5 min a 170 oC, antes e após Precipitação Artificial. Limite de Escoamento (MPa) Dias Env. Antes Após ∆% 404 124 173 39,3 393 123 167 36,6 364 122 174 43,0 351 121 170 41,0 336 120 168 39,8 317 120 170 41,8 296 121 170 40,6 249 119 169 42,3 241 119 173 45,2 220 118 173 46,6 203 117 169 43,7 182 117 165 40,9 163 116 172 49,0 136 114 168 46,9 113 114 166 46,1 85 110 167 51,2 65 108 172 59,2 49 106 171 61,5 15 103 173 68,0 1 92 176 90,0 Figura 4.30 – Limite de Escoamento para corpos de prova solubilizados a 520 oC + 5 min a 170 oC , antes e após precipitação artificial. Figura 4.31 – Variação relativa do LE após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. 94 4.4.7 – Evolução do Limite de Escoamento Na Figura 4.32 é mostrada a evolução do LE para todas as temperaturas de solubilização. Semelhante à LRT, as amostras que sofreram um pré-envelhecimento por 5 minutos a 170 oC apresentaram o maior LE após 90 dias de envelhecimento natural. As amostras que sofreram o tratamento na temperatura de 450 o C apresentaram o menor LE. Estas amostras não aumentaram o LE, de forma consistente, após tratamento de precipitação artificial, como pode ser visto na Figura 4.33. As amostras que foram solubilizadas a 480 oC apresentaram LE intermediário para as amostras envelhecidas naturalmente, mostrando a solubilização parcial das partículas de Mg2Si. O aumento intermediário do LE para estas amostras solubilizadas a 480 oC indicam que houve um endurecimento por solução sólida, porém não para a totalidade do Mg2Si existente, o que pode ser provado pela micrografia do MEV a 2.500X (Figura 4.12). Porém estas amostras após sofrerem o tratamento térmico de precipitação artificial por 2 horas a 170 oC, conforme Figura 4.33, aumentaram o LE. As amostras solubilizadas a 520 oC e precipitadas artificialmente apresentam o maior LE entre todas, para tempos de envelhecimento de até 83 dias. Porém com o envelhecimento (após 100 dias) as amostras solubilizadas a 520 o C passam a apresentar menor LE do que as amostras solubilizadas nas temperaturas de 550 oC, 580 oC e 520 oC + 5 min a 170 oC, sucessivamente, como pode ser visto na Figura 4.33. Para obter o mais alto LE, os dados indicam que é necessário solubilizar a amostra na temperatura de 520 oC e fazer o tratamento de precipitação em até 83 dias, conforme pode ser observado na Figura 4.33. 95 Figura 4.32 – Evolução do LE das amostras solubilizadas a várias temperaturas e envelhecidas naturalmente. Figura 4.33 – Limite de Escoamento da liga envelhecida naturalmente e precipitada artificialmente. 96 4.5 – Condutividade Elétrica. A condutividade elétrica destas ligas está intimamente relacionada com a forma como os elementos Mg e Si estão organizados na estrutura atômica. Se estes elementos estão em solução sólida, a condutividade elétrica tende a ser menor, pois estes causam distorções na rede cristalina do metal causando uma redução na condutividade elétrica. Se estes elementos estão precipitados de forma grosseira na fase β, Mg2Si, nos contornos de grão, a condutividade tende a aumentar, pois a interferência desta fase não ocorre diretamente no reticulado cristalino do alumínio. Pela norma ABNT NBR 5285, 2010, a condutividade elétrica da liga alumíniomagnésio-silício (6101/6201) deve ser de no mínimo de 52,5% do IACS (Internacional Annealed Copper Standard), após precipitação artificial. Ou seja, apresentar condutividade elétrica de no mínimo 52,5% da condutividade elétrica de uma peça de cobre recozido. 4.5.1 – Condutividade elétrica para solubilizações a 580 oC. Para os corpos de prova solubilizados a 580 oC, envelhecidos naturalmente e precipitados artificialmente por 2 horas a 170 oC (Tabela 4.16), a condutividade elétrica apresentou uma tendência de queda com o tempo, com baixa correlação linear R2 = 0,4298. Mesmo para amostras com poucos dias de envelhecimento a condutividade elétrica ficou abaixo da norma ABNT 5285, de forma que este tipo de solubilização das ligas do sistema alumínio-magnésio-silício para fins elétricos não é viável, apresentando de forma sistemática condutividades elétricas abaixo da especificação, como pode ser visto na Figura 4.34. 4.5.2 – Condutividade elétrica para solubilizações a 550 oC Da mesma forma que os corpos de provas solubilizados a 580 oC (Tabela 4.17), os corpos de prova solubilizados a 550 oC apresentaram condutividade elétrica abaixo do especificado por norma, como pode ser verificado na Figura 4.36. 97 Tabela 4.16 – Condutividade corpos de prova solubilizados a 580 οC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes Após ∆% 382 49,3 49,6 0,6 347 48,9 49,0 0,2 297 49,6 49,6 0,0 290 49,2 50,3 2,2 250 49,5 49,8 0,6 240 49,1 50,2 2,2 229 49,1 49,9 1,5 210 49,5 49,5 0,1 192 49,5 49,9 0,8 177 49,2 49,5 0,8 142 49,0 49,9 1,7 126 49,5 49,7 0,4 91 49,0 49,9 1,8 84 49,3 50,6 2,5 61 49,2 50,3 2,2 44 49,3 49,9 1,2 23 49,3 50,6 2,5 4 49,3 50,4 2,0 1 49,3 50,5 2,4 Figura 4.34 – Condutividade para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. Figura 4.35 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 580 oC. 98 Tabela 4.17 – Condutividade corpos de prova solubilizados a 550 οC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes Após ∆% 365 49,1 50,1 2,1 344 49,5 50,2 1,4 329 49,5 50,3 1,8 311 49,4 50,2 1,6 293 49,4 50,3 1,9 276 49,4 50,1 1,3 242 49,3 50,1 1,6 234 49,8 50,3 1,0 211 49,8 50,2 0,8 194 50,1 50,1 0,2 172 49,3 50,1 1,6 153 48,9 50,2 2,5 136 49,3 50,1 1,7 125 49,5 49,6 0,1 82 49,9 49,8 -0,2 72 49,4 50,1 1,5 52 49,1 50,1 2,0 23 49,1 50,2 2,3 1 49,9 51,0 2,2 Figura 4.36 – Condutividade para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. Figura 4.37 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 550 oC. 99 4.5.3 – Condutividade elétrica para solubilizações a 520 oC A condutividade elétrica medida nos corpos de prova solubilizados a 520 ºC e precipitados artificialmente (Tabela 4.18) apresentou b boa correlação log-log, 2 apresentando uma curva do tipo y = a x , com correlação R = 0,9591. Para este tipo de tratamento de solubilização os corpos de prova atenderam a norma NBR 5285, para amostras envelhecidas em até 56 dias, a partir deste momento as amostras não atendem mais a especificação. Portanto, o tempo máximo de envelhecimento natural deve ser próximo de 60 dias, com o risco de não se atender mais a especificação de condutividade elétrica da liga (Figura 4.38). 4.5.4 – Condutividade elétrica para solubilizações a 480 oC Os corpos de prova solubilizados a 480 oC apresentaram boa condutividade elétrica (Tabela 4.19), sendo que quase a totalidade das amostras que foram precipitadas por 2 horas a 170 oC apresentaram condutividade elétrica acima da especificação de 52,5% IACS, como pode ser visto pelo gráfico da Figura 4.40. Este fato ocorreu, porque grande parte dos precipitados se encontram sob a forma da fase Mg2Si grandes e incoerentes. Podemos concluir, portanto que solubilizações a temperaturas menores ocasionam maior condutividade elétrica. 4.5.5 – Condutividade elétrica para solubilizações a 450 oC Os maiores valores de condutividade elétrica foram encontrados para os corpos de prova solubilizados a 450 oC (Tabela 4.20), com uma média de 55,7% IACS após precipitação artificial, bem acima dos 52,5% especificados pela norma. Porém os valores antes e após o tratamento de precipitação artificial praticamente não se alteraram, como pode ser visto pela Figura 4.42. 100 Tabela 4.18 – Condutividade corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes Após ∆% 364 49,6 49,9 0,6 339 49,8 50,1 0,5 319 49,9 50,0 0,3 308 49,7 49,9 0,3 289 50,0 50,4 0,8 271 49,6 50,3 1,5 256 49,4 50,3 1,8 238 49,8 50,6 1,5 221 49,7 50,5 1,7 204 49,9 50,7 1,6 170 49,9 50,8 1,7 140 49,8 50,8 2,0 123 50,2 50,8 1,2 102 50,4 50,9 1,0 83 50,2 51,8 3,2 56 50,4 52,5 4,2 34 50,6 52,5 3,6 6 50,4 55,3 9,7 Figura 4.38 – Condutividade Elétrica para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. Figura 4.39 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para o solubilizações a 520 C. 101 Tabela 4.19 – Condutividade corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes Após ∆% 360 53,2 54,6 2,7 350 51,8 55,0 6,3 340 52,5 54,7 4,1 310 52,6 53,8 2,3 292 51,2 54,0 5,4 277 53,2 55,6 4,6 242 52,9 54,3 2,6 225 53,3 55,3 3,8 191 53,3 55,8 4,6 161 52,7 53,4 1,2 144 52,6 53,3 1,3 123 51,7 52,4 1,3 104 51,9 53,0 2,0 77 52,2 53,2 1,8 55 52,7 53,6 1,7 27 53,3 53,5 0,4 8 53,2 53,5 0,6 7 53,5 53,9 0,8 Figura 4.40 – Condutividade Elétrica para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. Figura 4.41 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 480 oC. 102 Tabela 4.20 – Condutividade corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes PP Após PP ∆% 365 55,5 55,7 0,4 354 56,0 55,8 -0,4 335 55,7 55,9 0,3 317 55,6 56,1 0,9 302 55,6 56,0 0,7 284 55,8 56,7 1,7 267 55,6 56,0 0,9 250 56,5 56,1 -0,6 214 55,9 55,9 0,1 207 55,5 55,4 -0,2 167 54,9 55,3 0,7 146 54,6 54,2 -0,8 127 54,9 55,0 0,2 100 55,1 55,3 0,4 78 55,4 55,4 0,0 50 55,8 56,2 0,8 30 55,4 56,2 1,4 2 55,5 55,7 0,2 Figura 4.42 – Condutividade Elétrica para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial. Figura 4.43 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para o solubilizações a 450 C. 103 4.5.6 – Condutividade elétrica para solubilizações a 520 oC + 5 min a 170 oC Os corpos de prova solubilizados a 520 oC e precipitados por 5 minutos logo após a solubilização apresentaram condutividade elétrica abaixo da especificação, como pode ser visto na Figura 4.44 e na Tabela 4.21. Tabela 4.21 – Condutividade corpos de prova solubilizados a 520 οC + 5 min a 170 oC, antes e após Precipitação Artificial. Cond. Elétrica (%IACS) Dias Env. Antes Após ∆% 393 49,9 50,2 0,6 364 50,3 51,0 1,4 351 50,7 51,1 0,7 336 50,6 51,1 0,9 317 50,5 51,6 2,2 296 51,0 51,5 1,1 249 51,0 51,5 0,9 241 50,7 52,1 2,7 220 50,9 51,9 1,9 203 50,9 51,9 2,2 182 51,0 51,5 1,0 163 51,2 51,7 1,0 136 51,2 51,5 0,7 113 50,2 51,7 3,0 85 50,9 51,5 1,3 65 50,2 51,7 2,8 49 49,6 50,7 2,2 15 50,3 51,6 2,6 1 50,6 51,9 2,6 Figura 4.44 – Condutividade Elétrica para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial. Figura 4.45 – Variação relativa da Cond. Elétrica após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. 104 4.5.7 – Evolução da Condutividade Elétrica Figura 4.46 – Evolução da Condutividade Elétrica nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente. Figura 4.47 – Condutividade Elétrica da liga envelhecida naturalmente e precipitada artificialmente. 105 4.6 – Alongamento. 4.6.1 – Alongamento para solubilizações a 580 oC O alongamento nos corpos de prova solubilizados a 580 o C (Tabela 4.22) apresenta uma ligeira tendência de queda com o tempo, conforme pode ser visto nas Figuras 4.48 e 4.49. Porém apresenta alongamentos maiores que 20% após 380 dias de envelhecimento natural. Pela prática industrial, estas peças podem ser trabalhadas com facilidade sem se quebrarem, neste nível de alongamento. Quando ocorre a precipitação artificial este alongamento se reduz para uma média de 16,1%. Isto indica que mesmo após 360 dias de envelhecimento natural os corpos de prova ainda estão com bom nível de solubilização. 4.6.2 – Alongamento para solubilizações a 550 oC Após 365 dias as amostras solubilizadas a 550 oC (Tabela 4.23) apresentavam alongamentos maiores que 21%, indicando que podem ser trabalhadas com facilidade (Figura 4.50). Após serem precipitadas apresentaram um alongamento médio de 19,1% (Figura 4.51). 4.6.3 – Alongamento para solubilizações a 520 oC Para corpos de prova solubilizados a 520 oC, o alongamento apresentou níveis bem inferiores aos das amostras anteriores precipitadas artificialmente com envelhecimento máximo de até 83 dias, como pode ser visto na Figura 4.52. Isto indica que solubilizações na temperatura de 520 oC com tempos de envelhecimento máximo de 83 dias antes da precipitação artificial, promovem uma precipitação mais efetiva que amostras solubilizadas a 550 oC e 580 oC. A curva de variação do alongamento antes e após a precipitação artificial apresentou tendência logarítmica, com R2 = 0,87, Figura 4.53. 106 Tabela 4.22 – Alongamento para corpos de prova solubilizados a 580 οC, antes e após Precipitação Artificial. Alongamento (%) Dias Env. Antes Após ∆% 382 22,4 16,5 -26,2 347 20,4 16,4 -19,6 297 22,4 16,8 -25,0 290 22,8 15,6 -31,6 250 22,3 16,0 -28,1 240 22,3 16,0 -28,1 229 22,3 16,4 -26,3 210 20,4 17,9 -12,4 192 21,9 16,5 -24,4 177 22,0 16,4 -25,5 159 23,5 16,8 -28,4 142 22,0 15,6 -29,1 126 22,3 15,7 -29,3 91 21,3 16,5 -22,8 84 21,7 15,1 -30,7 61 22,1 15,9 -28,3 44 23,3 15,5 -33,7 23 23,5 16,5 -29,5 4 23,3 15,9 -32,0 1 24,0 14,4 -40,0 Figura 4.48 – Alongamento para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. Figura 4.49 – Variação relativa do Alongamento após tratamento de precipitação, para o solubilizações a 580 C. 107 Tabela 4.23 – Alongamento para corpos de prova solubilizados a 550 οC, antes e após Precipitação Artificial. Alongamento (%) Dias Env. Antes Após ∆% 365 21,9 17,5 -20,1 344 21,1 18,5 -12,0 329 22,1 19,1 -13,9 311 22,3 17,9 -19,8 293 23,2 17,1 -26,4 276 22,7 18,7 -17,6 242 21,9 18,9 -13,4 234 23,1 18,9 -17,9 211 22,3 18,0 -19,2 194 22,7 19,9 -12,4 172 23,5 20,1 -14,2 153 24,1 19,2 -20,4 136 23,6 21,5 -9,0 125 24,0 19,2 -20,0 103 24,0 20,9 -12,8 82 24,3 19,8 -18,4 72 22,9 19,3 -15,7 52 23,6 18,1 -23,2 23 24,1 17,3 -28,2 1 24,4 21,5 -12,0 Figura 4.50 – Alongamento para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. Figura 4.51 – Variação relativa do Alongamento após tratamento de precipitação, para o solubilizações a 550 C. 108 Tabela 4.24 – Alongamento para corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial. Alongamento (%) Dias Env. Antes Após ∆% 364 21,6 19,2 -11,1 339 20,9 19,9 -5,1 329 21,6 19,1 -11,7 308 22,1 18,5 -16,3 289 21,9 19,9 -9,1 271 21,2 18,8 -11,3 256 21,5 20,3 -5,6 238 21,2 19,2 -9,4 221 22,0 19,6 -10,9 204 20,4 19,6 -3,9 170 20,5 16,8 -18,2 140 22,1 18,2 -17,8 123 22,8 16,9 -26,0 102 23,5 20,7 -11,9 83 23,5 13,7 -41,5 56 23,1 11,7 -49,1 34 23,6 12,5 -46,9 6 21,1 6,5 -69,0 Figura 4.52 – Alongamento para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. Figura 4.53 – Variação relativa do Alongamento após tratamento de precipitação, para o solubilizações a 520 C. 109 4.6.4 – Alongamento para solubilizações a 480 oC O alongamento para os corpos de prova solubilizados a 480 oC (Tabela 4.25) apresentou uma média de 15,7% para as amostras envelhecidas naturalmente, indicando que estas amostras possuem menor capacidade de conformação a frio, do que as amostras solubilizadas a 520 oC, 550 oC e 580 oC (Figura 4.54). Este fato se deve à estrutura interna da liga, que possui grandes precipitados da fase β, Mg2Si, que fragilizam o corpo de prova. Após a precipitação artificial este alongamento caiu em média para 8,5% (Figura 4.54). 4.6.5 – Alongamento para solubilizações a 450 oC As amostras solubilizadas a 450 oC (Tabela 4.26) envelhecidas naturalmente apresentaram alongamento médio de 14,8% e após precipitadas artificialmente por 2 horas a 170 oC apresentaram alongamento de 10,0 %, uma redução média de 32,6% (Figura 4.56). Este valor de alongamento indica que esta liga apresenta menor capacidade de transformação mecânica que as ligas solubilizadas em temperaturas mais altas. 4.6.6 – Alongamento para solubilizações a 520 oC + 5 min a 170 oC O comportamento dos corpos solubilizados a 520 oC e pré-envelhecidos por 5 min a 170 oC (Tabela 4.27) apresentaram um alongamento médio de 22,1% com uma tendência de redução deste valor com o tempo (Figura 4.58). Este valor indica uma boa capacidade de trabalho a frio e esta liga não deve ter problemas para ser trefilada. Após a precipitação por 2 horas a 170 oC o alongamento se estabilizou próximo de 18% após 25 dias. 110 Tabela 4.25 – Alongamento para corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial. Alongamento (%) Antes Após ∆% 360 17,1 7,2 -57,8 350 16,7 6,9 -58,4 340 15,1 6,5 -56,6 310 16,7 10,9 -34,4 292 15,9 6,9 -56,3 277 16,5 5,6 -66,1 242 13,9 9,2 -33,7 225 15,2 6,3 -58,8 191 14,3 5,9 -58,9 161 15,3 4,1 -73,0 144 15,3 10,3 -33,0 123 16,7 11,6 -30,4 104 16,1 10,4 -35,5 77 15,7 10,5 -33,1 55 13,4 8,9 -33,2 27 15,9 11,3 -28,6 8 16,3 11,2 -31,1 7 17,3 10,0 -42,3 Dias Env. Figura 4.54 – Alongamento para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. Figura 4.55 – Variação relativa do Alongamento após tratamento de precipitação, para o solubilizações a 480 C. 111 Tabela 4.26 – Alongamento para corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial. Alongamento (%) Dias Env. Antes Após ∆% 365 13,9 10,3 -26,0 354 14,5 11,6 -20,2 335 16,4 11,7 -28,5 317 13,7 9,9 -28,1 302 14,9 9,2 -38,2 284 14,1 9,9 -30,0 267 13,9 10,1 -26,9 250 13,6 9,1 -33,3 214 14,0 8,1 -41,9 207 15,5 10,5 -31,9 167 15,2 8,5 -43,9 146 16,1 11,2 -30,6 127 13,3 9,1 -32,0 100 13,5 8,0 -40,6 78 14,5 8,7 -40,4 50 16,1 10,0 -38,0 30 15,5 10,7 -31,0 2 17,9 13,3 -25,4 Figura 4.56 – Alongamento para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial. Figura 4.57 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 450 oC. 112 Tabela 4.27 – Alongamento para corpos de prova solubilizados a 520 οC + 5 min a antes e após Precipitação 170 oC, Artificial Alongamento (%) Dias Env. Antes Após ∆% 404 21,6 18,1 -16,0 393 21,6 18,1 -16,1 364 20,5 17,0 -17,0 351 19,9 17,5 -12,0 336 20,7 17,9 -13,5 317 21,1 16,9 -19,6 296 21,6 16,7 -22,8 249 19,7 18,1 -8,4 241 21,6 16,5 -23,5 220 22,5 17,1 -24,3 203 23,5 19,5 -17,0 182 22,7 19,7 -13,2 163 22,3 18,7 -16,4 136 22,8 19,9 -12,6 113 23,5 18,7 -20,2 85 23,1 17,9 -22,3 65 24,0 18,4 -23,3 49 23,5 18,4 -21,6 15 23,4 16,0 -31,6 1 23,2 12,9 -44,3 Figura 4.58 – Alongamento para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial. Figura 4.59 – Variação relativa do Alongamento após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. 113 4.6.7 – Evolução do Alongamento De uma forma geral, podemos ver pela Figura 4.60 (foram inseridas linhas de tendência linear nestas curvas), que o alongamento para os corpos de prova solubilizados acima da temperatura de 480 oC, tendem a cair ligeiramente com o tempo; Ficando, porém, acima de 20% para tempos de até 365 dias, o que significa que estas ligas tem uma boa capacidade de conformação mecânica e não devem ter problemas durante trefilação. Já as ligas solubilizadas a temperaturas mais baixas, 480 o C e 450 o C, apresentam baixo alongamento, Figura 4.60, e não devem ter uma boa performance durante trefilação, devido a este baixo alongamento. Figura 4.60 – Evolução do Alongamento nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente. 114 Figura 4.61 – Limite de Escoamento da liga envelhecida naturalmente e precipitada artificialmente. 4.7 – Microdureza Vickers 4.7.1 – Microdureza Vickers para solubilizações a 580 oC Na Tabela 4.28 é mostrado o valor médio de cinco medidas de microdureza para amostras da liga 6101 em vários tempos de envelhecimento natural e nas amostras envelhecidas naturalmente e precipitadas artificialmente por 2 horas a 170 oC. Podemos notar pelo gráfico da Figura 4.62, que existe uma pequena tendência da microdureza Vickers aumentar com o passar do tempo nas amostras envelhecidas naturalmente. Após a precipitação artificial por 2 horas a 170 oC houve um aumento médio de 27,6% na microdureza Vickers para estes corpos de prova. 115 Tabela 4.28 - Microdureza Vickers para corpos de prova solubilizados a 580 οC, antes e após Precipitação Artificial. Dias 250 210 177 142 91 61 44 23 4 1 Microdureza Vickers (HV) Antes Após 63,4 77,2 65,5 76,9 64,5 79,8 59,4 79,6 62,1 81,0 59,5 80,3 60,7 74,0 56,7 80,8 61,1 74,3 57,4 73,2 ∆% 21,8 17,4 23,7 34,0 30,3 35,0 21,9 42,5 21,6 27,5 Figura 4.62 – Microdureza Vickers para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. 4.7.2 – Microdureza Vickers para solubilizações a 550oC Tabela 4.29 – Microdureza Vickers para corpos de prova solubilizados a 550 οC, antes e após Precipitação Artificial. Dias 405 365 311 242 194 136 103 72 52 23 Microdureza Vickers (HV) Antes Após 65,7 67,6 65,6 76,4 65,2 78,1 65,1 79,3 64,1 75,6 60,4 70,9 63,7 75,1 62,4 76,6 64,9 81,3 61,0 86,0 ∆% 2,9 16,4 19,7 21,9 18,0 17,3 17,9 22,7 25,2 40,9 Figura 4.63 – Microdureza Vickers para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. 116 Para solubilizações a 550 oC, os dados se encontram, na Tabela 4.29. Parece existir uma tendência da microdureza Vickers não aumentar significativamente após tratamento de precipitação artificial para tempos de envelhecimentos longos (405 dias). 4.7.3 – Microdureza Vickers para solubilizações a 520 oC Para solubilizações a 520 oC, as amostras envelhecidas naturalmente em até 83 dias e precipitadas artificialmente por 2 horas a 170 oC apresentaram os maiores valores de microdureza Vickers, com média de 88,5 HV, como pode ser observado no gráfico da Figura 4.64. Porém após este envelhecimento a microdureza caí para níveis inferiores a 75 HV. Desta forma, o tempo máximo de envelhecimento natural para ligas solubilizadas a 520 oC é de 83 dias, quando o interesse é somente a microdureza. Estes dados são semelhantes aos encontrados quando a análise é feita em cima do LRT e LE, conforme Tabela 4.30 e Figura 4.64. Tabela 4.30 – Microdureza Vickers para corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial. Dias 329 271 238 204 170 123 83 56 34 6 Microdureza Vickers (HV) Antes Após 71,7 75,6 67,5 69,2 64,6 72,0 66,7 72,6 64,6 74,1 62,9 70,9 64,0 89,5 60,6 88,2 62,5 87,1 59,0 89,4 ∆% 5,5 2,5 11,5 8,8 14,7 12,7 39,9 45,6 39,3 51,6 Figura 4.64 – Microdureza Vickers para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. 117 4.7.4 – Microdureza Vickers para solubilizações a 480 oC Para solubilizações realizadas a 480 oC houve um aumento médio de 38% após tratamento de precipitação artificial, saindo de 53,2 HV para 73,5 HV , como pode ser visto na Tabela 4.31 e na Figura 4.65. Para solubilizações realizadas a 450 oC apresentaram uma média de 43 HV antes e 53 HV após tratamento de precipitação artificial por 2 horas a 170 oC, significando um aumento médio de 23%. Estas amostras apresentaram a menor dureza de todas, o que é explicado pela presença de precipitados incoerentes em sua estrutura. Para corpos de prova solubilizados a 520 oC e pré-envelhecidos por 5 min a 170 o C, houve um ganho médio de 18,6%, saindo de 69,16 HV para amostras envelhecidas naturalmente para 82 HV para amostras precipitadas artificialmente, como pode ser visto na Tabela 4.33 e Figura 4.67. Tabela 4.31 – Microdureza Vickers para corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial. Microdureza Vickers (HV) Dias Antes Após 350 59,6 85,9 292 56,7 77,5 259 56,4 66,6 225 55,3 77,7 191 48,6 77,7 144 52,2 70,6 104 54,4 68,1 77 55,5 76,6 27 43,3 69,6 7 49,9 65,0 Média 53,2 73,5 ∆% 44,0 36,7 18,0 40,5 59,8 35,3 25,1 38,0 60,8 30,1 38 Figura 4.65 – Microdureza Vickers para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. 118 4.7.5 – Microdureza Vickers para solubilizações a 450 oC Tabela 4.32 – Microdureza Vickers para corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial. Microdureza Vickers (HV) Dias Antes Após 365 47 59 335 47 57 284 43 52 214 39 55 167 47 62 127 47 58 78 48 58 50 37 41 30 38 45 2 37 43 Média 43 53 ∆% 24,9 20,8 20,6 42,6 32,9 23,6 21,5 9,5 19,6 15,1 23 Figura 4.66 – Microdureza Vickers para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial. 4.7.6 – Microdureza Vickers para solubilizações a 520 oC + 5 min a 170 oC Tabela 4.33 – Microdureza Vickers para corpos de prova solubilizados a 520 οC + 5 min 170 oC, antes e após Precipitação Artificial. Microdureza Vickers (HV) Dias Antes Após 364 70,36 80,52 336 70,88 92,26 296 69,94 77,74 241 69,34 79,06 182 68,22 79,16 136 67,68 77,06 113 71,32 81,16 85 66,66 88,8 65 72,48 82,62 49 64,78 81,8 Média 69,16 82 ∆% 14,4 30,2 11,2 14,0 16,0 13,9 13,8 33,2 14,0 26,3 18,6 Figura 4.67 – Microdureza Vickers para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial. 119 4.8 – Coeficiente de Encruamento (n) Ao estudarmos o Coeficiente de Encruamento (n) para as ligas de alumíniomagnésio-silício, 6101, foi verificado que o mesmo se reduz após a precipitação artificial, como pode ser visto no gráfico de Tensão versus Deformação Real na Figura 4.68 abaixo, tomando como exemplo uma liga solubilizada a 550 oC. Existe uma ligeira tendência de queda do Coeficiente Encruamento (n) nas solubilizações realizadas a 580 oC, 550 oC, 520 oC, 480 oC e 520 oC + 5 min a 170 oC e envelhecidas naturalmente, como pode ser visto nas Figuras 4.69, 4.71, 4.73, 4.75, 4.77 e 4.79. Observando a evolução do Coef. de Encruamento para as ligas solubilizadas e envelhecidas naturalmente (Figura 4.81), nota-se que as ligas solubilizadas a 480 oC e 450 oC apresentam os maiores valores do Coef. de Encruamento (n), diferenciando-se das curvas das amostras solubilizadas a 520 oC, 550 oC e 580 oC e indicando que as amostras solubilizadas nas temperaturas de 480 o C e 450 o C não terão bom comportamento durante a trefilação, ou seja, ocorrerá muitas quebras durante a trefilação. Figura 4.68 – Curva Tensão vs Deformação Real para uma liga 6101 solubilizada a 550 o C, antes e após a precipitação artificial. 120 4.8.1 – Coeficiente de Encruamento para solubilizações a 580oC Tabela 4.34 – Coef. Encruamento para corpos de prova solubilizados a 580 οC, antes e após Precipitação Artificial. Coef. de Encruamento Dias Env. Antes Após ∆% 382 0,39 0,34 -13,0 347 0,38 0,36 -7,4 297 0,38 0,35 -8,8 290 0,39 0,32 -17,6 250 0,41 0,29 -28,7 240 0,44 0,27 -37,4 229 0,40 0,30 -25,6 210 0,42 0,32 -22,3 192 0,40 0,30 -24,5 177 0,42 0,31 -25,9 159 0,40 0,30 -25,1 142 0,40 0,29 -28,8 126 0,42 0,29 -31,0 91 0,41 0,29 -30,0 84 0,42 0,27 -35,0 61 0,42 0,27 -35,0 44 0,40 0,28 -31,2 23 0,41 0,28 -33,0 4 0,42 0,29 -30,6 1 0,43 0,28 -35,8 Figura 4.69 – Coef. de Encruamento para corpos de prova solubilizados a 580 oC, antes e após precipitação artificial. Figura 4.70 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 580 oC. 121 4.8.2 – Coeficiente de Encruamento para solubilizações a 550 oC Tabela 4.35 – Coef. Encruamento para corpos de prova solubilizados a 550 οC, antes e após Precipitação Artificial. Coef. de Encruamento Dias Env. Antes Após ∆% 365 0,38 0,32 -16,7 344 0,39 0,32 -19,0 329 0,39 0,32 -17,0 311 0,40 0,31 -23,6 293 0,41 0,30 -26,0 276 0,40 0,30 -25,1 242 0,41 0,31 -24,4 234 0,39 0,32 -18,3 211 0,41 0,31 -24,1 194 0,39 0,32 -18,6 172 0,41 0,31 -24,8 153 0,41 0,31 -25,1 136 0,41 0,33 -17,4 125 0,40 0,30 -25,7 103 0,40 0,32 -19,6 82 0,41 0,31 -22,9 72 0,42 0,32 -24,4 52 0,42 0,32 -25,1 23 0,42 0,30 -29,5 1 0,42 0,34 -18,4 Figura 4.71 – Coef. de Encruamento para corpos de prova solubilizados a 550 oC, antes e após precipitação artificial. Figura 4.72 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC. 122 4.8.3 – Coeficiente de Encruamento para solubilizações a 520 oC Tabela 4.36 – Coef. Encruamento para corpos de prova solubilizados a 520 οC, antes e após Precipitação Artificial. Coef. de ncruamento Dias Env. Antes Após ∆% 364 0,38 0,3 -9,5 339 0,41 0,33 -20,8 319 0,39 0,33 -16,1 308 0,40 0,33 -17,2 289 0,40 0,32 -20,8 271 0,40 0,33 -18,4 256 0,40 0,33 -16,2 238 0,40 0,32 -20,2 221 0,39 0,33 -15,8 204 0,42 0,32 -23,9 170 0,41 032 -22,8 140 0,41 0,33 -19,2 123 0,40 0,32 -19,8 102 0,40 0,31 -21,7 83 0,40 0,23 -42,3 56 0,40 0,21 -47,2 34 0,42 0,23 -46,1 6 0,42 0,41 -1,2 Figura 4.73 – Coef. de Encruamento para corpos de prova solubilizados a 520 oC, antes e após precipitação artificial. Figura 4.74 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC. 123 4.8.4 – Coeficiente de Encruamento para solubilizações a 480 oC Tabela 4.37 – Coef. Encruamento para corpos de prova solubilizados a 480 οC, antes e após Precipitação Artificial. Coef. de Encruamento Antes Após ∆% 360 0,43 0,22 -48,5 350 0,42 0,18 -57,4 340 0,44 0,24 -45,4 310 0,44 0,25 -43,0 292 0,42 0,20 -52,0 277 0,44 0,24 -45,1 242 0,43 0,24 -43,7 225 0,43 0,23 -47,7 191 0,46 0,23 -50,1 161 0,44 0,30 -31,9 144 0,44 0,29 -35,3 123 0,42 0,27 -35,0 104 0,42 0,27 -35,5 77 0,43 0,26 -39,5 55 0,44 0,26 -42,0 27 0,45 0,34 -23,6 8 0,46 0,31 -32,1 7 0,45 0,29 -36,6 Dias Env. Figura 4.75 – Coef. de Encruamento para corpos de prova solubilizados a 480 oC, antes e após precipitação artificial. Figura 4.76 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 480 oC. 124 4.8.5 – Coeficiente de Encruamento para solubilizações a 450 oC. Tabela 4.38 – Coef. Encruamento para corpos de prova solubilizados a 450 οC, antes e após Precipitação Artificial. Coef. de Encruamento Dias Env. Antes Após ∆% 365 0,49 0,42 -15,1 354 0,47 0,40 -15,8 335 0,46 0,38 -17,1 317 0,49 0,47 -3,6 302 0,48 0,44 -102 284 0,49 0,46 -6,1 267 0,48 0,42 -13,3 250 0,49 0,42 -14,0 214 0,47 0,43 -8,6 207 0,47 0,39 -17,6 167 0,47 0,32 -31,4 146 0,44 0,35 -20,6 127 0,47 0,39 -17,4 100 0,47 0,37 -20,3 78 0,48 0,38 -19,7 50 0,46 0,45 -1,7 30 0,47 0,43 -7,9 2 0,47 0,45 -5,7 Figura 4.77 – Coef. de Encruamento para corpos de prova solubilizados a 450 oC, antes e após precipitação artificial. Figura 4.78 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 450 oC. 125 4.8.6 – Coeficiente de Encruamento para solubilizações a 520 oC + 5 min a 170 oC Tabela 4.39 – Coef. Encru. para corpos de prova solubilizados a 520 οC + 5 min 170 o C, antes e após Precipitação Artificial. Coef. de Encruamento Dias Env. Antes Após ∆% 404 0,38 0,30 -2,3 393 0,38 0,30 -20,0 364 0,39 0,29 -25,5 351 0,38 0,29 -24,2 336 0,38 0,30 -20,5 317 0,38 0,30 -22,6 296 0,39 0,30 -23,4 249 0,39 0,30 -25,2 241 0,39 0,28 -28,3 220 0,39 0,29 -25,9 203 0,39 0,29 -25,1 182 0,39 0,29 -24,6 163 0,39 0,28 -27,3 136 0,40 0,29 -27,6 113 0,43 0,30 -30,7 85 0,41 0,29 -28,8 65 0,44 0,28 -35,2 49 0,42 0,29 -31,5 15 0,43 0,28 -34,4 1 0,45 0,27 -39,8 Figura 4.79 – Coef. de Encruamento para corpos de prova solubilizados a 520 oC + 5 min a 170 oC, antes e após precipitação artificial. Figura 4.80 – Variação relativa do Coef. de Encruamento após tratamento de precipitação, para solubilizações a 520 oC + 5 min a 170 oC. 126 4.8.7 – Evolução do Coeficiente de Encruamento Figura 4.81 – Evolução do Coeficiente de Encruamento nas amostras solubilizadas a várias temperaturas e envelhecidas naturalmente. Figura 4.82 – Evolução do Coef. de Encruamento da liga envelhecida naturalmente e precipitada artificialmente. 127 4.9 – Microscopia Eletrônica. 4.9.1 – Microscopia para solubilizações a 450 oC. Nas micrografias das Figuras 4.84 e 4.86 aparecem vários pontos escuros, que provavelmente são partículas de Mg2Si atacados pelo ácido HF , incoerentes com a matriz de alumínio. A temperatura de 480 oC não foi suficiente para solubilizar as partículas de Mg2Si e por isto estas amostras apresentam menor LRT e LE. Fi gura 4.84 – Micrografia MEV – Liga 6101 – Figura 4.83 – Micrografia MEV – Liga 6101 o o – solubilizada a 450 C e envelhecida 365 solubilizada a 450 C e envelhecida 365 dias – 5kV – 2500x. dias – 5kV – 100x. Figura 4.85 – Micrografia MEV – Liga 6101 Figura 4.86 – Micrografia MEV – Liga 6101 – solubilizada a 450 oC e envelhecida 2 – solubilizada a 450 oC e envelhecida 2 dias – 5kV – 100x dias – 5kV – 2500x 128 As micrografias das Figuras 4.84 e 4.86 confirmam os dados obtidos pelos ensaios de tração, dureza e condutividade elétrica, com baixo R.T. e alongamento e alta condutividade elétrica. Nas Figuras 4.83 e 4.85 são visualizados os tamanhos de grão. 4.9.2 – Microscopia para solubilizações a 480 oC. Fi Fi gura 4.88 – Micrografia MEV – Liga 6101 gura 4.87 – Micrografia MEV – Liga 6101 – o solubilizada a 480 oC e envelhecida 350 – solubilizada a 480 C e envelhecida 350 dias – 5kV – 2.500x. dias – 5kV – 100x. Fi Fi gura 4.89 – Micrografia MEV – Liga 6101 – gura 4.90 – Micrografia MEV – Liga 6101 o solubilizada a 480 oC e envelhecida 27 dias – solubilizada a 480 C e envelhecida 27 dias – 5kV – 2500x. – 5kV – 100x. 129 As micrografias das Figuras 4.88 e 4.90, amostras solubilizadas a 480 oC, são semelhantes às das Figuras 4.84 e 4.86, amostras solubilizadas a 450 oC, sendo que, aparentemente, nas micrografias solubilizadas a 480 oC as partículas de Mg2Si são menos pronunciadas, indicando uma solubilização parcial destas partículas. 4.9.3 – Microscopia para solubilizações a 520oC. Fi Fi gura 4.91 – Micrografia MEV – Liga 6101 – gura 4.92 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 271 solubilizada a 520 oC e envelhecida 271 dias – 5kV – 2.500x. dias – 5kV – 100x. Fi Fi gura 4.93 – Micrografia MEV – Liga 6101 – gura 4.94 – Micrografia MEV – Liga 6101 – solubilizada a 520 oC e envelhecida 34 solubilizada a 520 oC e envelhecida 34 dias – 5kV – 100x. dias – 5kV – 2.500x. 130 Já nas Figuras 4.92 e 4.94, amostras solubilizadas a 520 oC, estas partículas escuras, que achamos ser Mg2Si, praticamente desaparecem, indicando que houve uma solubilização quase que completa desta fase incoerente com a matriz de alumínio. Nas Figuras 4.91 e 4.93 podemos ver o tamanho de grão destas amostras. 4.9.4 – Microscopia para solubilizações a 550 oC. Fi Fi gura 4.95 – Micrografia MEV – Liga 6101 – gura 4.96 – Micrografia MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 311 solubilizada a 550 oC e envelhecida 311 dias – 5kV – 100x. dias – 5kV – 2.500x. Figu Fig ura 4.97 – Micrografia MEV – Liga 6101 – ra 4.98 – Micrografiao MEV – Liga 6101 – solubilizada a 550 oC e envelhecida 23 solubilizada a 550 C e envelhecida 23 dias – 5kV – 2.500x. dias – 5kV – 100x. 131 As micrografias das Figuras 4.96 e 4.98 (amostras solubilizadas a 550 oC) são semelhantes as micrografias das Figuras 4.92 e 4.94 (amostras solubilizadas a 520 oC), indicando um alto nível de solubilização. 4.9.5 – Microscopia para solubilizações a 580 oC. Figu Figu ra 4.99 – Micrografia MEV – Liga 6101 – ra 4.100 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 250 solubilizada a 580 oC e envelhecida 250 dias – 5kV – 100x. dias – 5kV – 2.500x. Figu Figu ra 4.101 – Micrografia MEV – Liga 6101 – ra 4.102 – Micrografia MEV – Liga 6101 – solubilizada a 580 oC e envelhecida 4 dias solubilizada a 580 oC e envelhecida 4 dias – 5kV – 100x. – 5kV – 2.500x. 132 Já as Figuras 4.100 e 4.102, micrografia das amostras solubilizadas a 580 oC, são bastante semelhantes as amostras anteriores, solubilizadas a 520 oC e 550 oC. Pelas Figuras 4.100 e 4.101 é visto o tamanho de grão das amostras solubilizadas a 580 oC. 4.10 – Discussão dos Resultados. As amostras solubilizadas a 580 oC e 550 oC apresentaram comportamento muito semelhante tanto no LRT, LE, Alongamento e Coeficiente de Encruamento, como pode ser visto pelos resultados obtidos experimentalmente para as amostras envelhecidas naturalmente. LRT 580C (MPa) = 184,06 . t 0,0287 LRT 550C (MPa) = 181,73 . t 0,0312 LE 580C (MPa) = 95,71 . t 0,0324 LE 550C (MPa) = 94,92 . t 0,0347 Along 580C (%) = - 0,0039 t + 23,0 Along 550C (%) = - 0,0071 t + 24,4 n 580C = - 9x10-5 t + 0,4238 n 550C = - 8x10-5 t + 0,4192 Para estes resultados de LRT e LE, podemos notar que as amostras solubilizadas na temperatura de 580 oC apresentaram um índice “a” (y=a.xb) maior do que as amostras solubilizadas a 550 oC (184,06 > 181,73) e (95,71 > 94,92), esta tendência se confirmou para temperaturas de solubilização mais baixas. Este fato está relacionado a uma maior solubilização dos elementos Mg e Si na temperatura de 580 oC do que na temperatura de 550 oC, ocasionando um maior endurecimento por solução sólida na temperatura de 580 oC e tempo zero. O alongamento decresce com o tempo de envelhecimento natural, o que é esperado, uma vez que após a solubilização inicia-se a precipitação de fases coerentes, que impedem o movimento das discordâncias, aumentando o LRT e LE e reduzindo o alongamento. Conforme sequência de precipitação apresentada por Karabay, 2007: SSSS => aglomerados atômicos => Zonas de Guinier-Preston => β” => β’ => β (Mg2Si estável). 133 A condutividade elétrica não alcançou o especificado pela norma ABNT NBR 5285 (52,5% IACS min) para duas temperaturas de solubilização (550 oC e 580 oC) após precipitação artificial por 2 horas a 170 oC. Aumentando-se o tempo ou a temperatura da precipitação artificial, acreditamos ser possível alcançar esta condutividade elétrica, pois ocorreria o favorecimento da precipitação de fases menos coerentes com a matriz de alumínio, menos prejudiciais à condutividade elétrica. O nível de microdureza Vickers neste conjunto ligas ficou semelhante, com uma média de 76,7 HV e 77,7 HV, respectivamente para solubilizações a 550 oC e 580 oC. As ligas solubilizadas na temperatura de 450 oC e 480 oC apresentaram grande instabilidade nos valores de LRT e LE e baixo níveis de alongamento. Estas amostras apresentaram as maiores condutividades elétricas, com médias de 55,7 e 54% do IACS após precipitação artificial, respectivamente. No processo produtivo dos vergalhões utilizados para a confecção das amostras deste trabalho, os mesmo resfriam naturalmente após a laminação, alcançando temperaturas da ordem de 350 oC durante o resfriamento (processo T4). Neste momento é favorecida a formação da fase β, Mg2Si grande, estável e incoerente com a matriz de alumínio. As temperaturas de solubilização de 450 oC e 480 oC por 40 minutos não foram suficientes para solubilizar estas fases β (Mg2Si), que permanecem precipitados na estrutura da liga, como pode ser visto nas micrografias MEV das Figuras 4.84, 4.86, 4.88 e 4.90, acima. Por este motivo estas amostras apresentaram os menores LRT, antes e após a precipitação artificial. Antes devido ao fato destas fases não entrarem em solução e não aumentarem a resistência da liga por solução sólida e após, por não promoverem precipitados coerentes e endurecedores. Da mesma forma, estas ligas apresentaram as menores microdurezas, com média de 53HV e 73HV, respectivamente, após precipitação artificial. Como as fases de Mg2Si não entraram totalmente em solução sólida na estrutura cristalina do alumínio, para estas temperaturas de 450 oC e 480 oC, a interferência destes elementos na condutividade elétrica é menor do que nas amostras solubilizadas 134 em temperaturas superiores, pois estes elementos em solução sólida distorcem a rede cristalina do alumínio, ocasionando, por este motivo, os menores valores de IACS. O valor do coeficiente de encruamento (n) determina a habilidade do material ser estriccionado. Para melhor conformabilidade, um material precisa ser capaz de suportar maior deformação antes da falha ou, precisa ter a capacidade de resistir a deformação. Quanto maior o valor de n, maior a resistência à estrição. (OTOMAR, 2010) Os maiores valores de n foram obtidos para as ligas solubilizadas a 450 oC e 480 o C de 0,47 e 0,44 respectivamente, contra 0,40 para a solubilização realizada a 520 oC, indicando que estas ligas apresentariam maiores dificuldades para o trabalho a frio. Outra variável que indica que a ligas solubilizadas nestas temperaturas terão dificuldades de conformação, principalmente a trefilação com altas reduções de área, é o baixo alongamento obtido (14,8% e 15,7% respectivamente, antes da precipitação artificial). As amostras solubilizadas a 520 o C apresentaram curvas com tendências diferentes das amostras solubilizadas nas outras temperaturas deste trabalho. Enquanto o grupo de ligas solubilizadas a 450 oC e 480 oC apresentaram boa condutividade elétrica e pobres propriedades mecânicas e as do grupo solubilizadas a 550 oC e 580 oC apresentaram baixa condutividade elétrica e boas propriedades mecânicas, a liga solubilizada a 520 oC apresentou boa condutividade elétrica e boas propriedades mecânicas por um período máximo de até 56 dias após a solubilização e precipitação artificial. Este fato revela que para atender as especificações da norma ABNT NBR 5285 é necessário uma temperatura de solubilização de 520 oC, e que o tratamento de precipitação seja realizado em até aproximadamente 60 dias após a solubilização. A máxima dureza nas ligas do sistema Al-Mg-Si é obtida quando a liga contém uma combinação de pequenas zonas de Guinier-Preston (GP1) com diâmetro aproximado de 2,5 nm e agulhas da fase β’’, que têm o tamanho típico de 4 nm x 4 nm x 50 nm. Entretanto, o pequeno tamanho dos precipitados β’’, sua baixa fração volumétrica e sua ocorrência em 24 orientações na matriz de alumínio não permite uma determinação convencional da estrutura (por exemplo, por Raio X e Difração de 135 Nêutrons). O microscópio convencional de transmissão eletrônica de alta-resolução (HREM) também não permite detalhes suficientes para elucidar a estrutura e necessita ser aliado a outras técnicas para melhor resolução dessas fases. (ZANDBERGEN, 1997) Pelo motivo acima exposto, não foi possível visualizar estas fases no microscópio eletrônico utilizado neste trabalho e não foi possível fazer uma correlação destas fases com o comportamento mecânico e elétrico da liga solubilizada a 520 oC. Porém os resultados práticos são relevantes, uma vez que mostram que para aumentar o tempo de estocagem desta liga é necessário aumentar a sua condutividade elétrica. Uma forma de aumentar esta condutividade elétrica é remover do alumínio os residuais dos elementos de transição V, Ti, Zr e Cr, que são bastante prejudiciais a condutividade elétrica, através de tratamento com Boro (Karabay, 2007). Outra revelação importante, é que entre as temperaturas entre 480 oC e 520 oC, deve existir uma temperatura que proporcione boas propriedades mecânicas e boas propriedades elétricas, uma vez que a temperatura de 480 oC proporcionou boa condutividade elétrica, a temperatura de 520 oC proporcionou boa condutividade elétrica por um período máximo de 56 dias e as temperaturas de 550 oC e 580 oC não proporcionaram uma boa condutividade elétrica. A liga solubilizada a 520ºC e pré-envelhecida por 5 minutos a 170 oC apresentou um LRT médio maior do que as outras solubilizações após a precipitação artificial por 2 horas a 170 oC, com um bom nível de alongamento. A dureza média obtida, também foi a maior de todas, com 82 HV. Porém este tratamento não atingiu a condutividade elétrica necessária de 52,5% IACS mínimo exigido por norma. Este tipo de tratamento é o que apresentou melhores resultados referentes a propriedades mecânicas e pode ser utilizado para peças que não necessitem de condutividade elétrica. Este trabalho mostrou que a temperatura de solubilização é de extrema importância para as propriedades mecânicas e elétricas das ligas de alumínio do sistema Al-Mg-Si, sendo a sua escolha fundamental para o atendimento da legislação vigente. 136 CAPÍTULO 5 CONCLUSÕES - A única condição que atendeu a norma ABNT NBR 5285 para a produção de fios elétricos para ligas do sistema Al-Mg-Si, foi o tratamento térmico de solubilização a 520 o C e o tratamento térmico de precipitação em até 56 dias, para a liga estudada. Para temperaturas de solubilização mais altas os requisitos referentes à Condutividade Elétrica não foram atendidos. Para temperaturas de solubilização mais baixas os requisitos referentes às propriedades mecânicas não foram atendidos. - Amostras solubilizadas a 520 oC após precipitação artificial apresentaram os mais altos valores de LRT em até 83 dias após a solubilização, com uma média de 255 MPa, neste intervalo, indicando ser uma boa prática solubilizar a liga na temperatura de 520 oC e proceder a precipitação artificial em até 83 dias, para obter-se o maior LRT. - Amostras solubilizadas a 580 e 550 oC, após serem precipitados artificialmente por 2 horas a 170 oC, apresentaram uma média de 240 MPa e desvio padrão de 4,8 MPa. Isto mostra que uma amostra envelhecida naturalmente após 365 dias apresenta um LRT semelhante a uma amostra com poucos dias de envelhecimento, após a precipitação artificial. Portanto, não é o envelhecimento natural um fator que altere significativamente o LRT após a precipitação artificial, no período de tempo estudado. - As amostras solubilizadas na temperatura de 450 oC e 480 oC apresentaram a maior condutividade elétrica, sempre atendendo a norma NBR 5285 neste requisito, porém as propriedades mecânicas não foram satisfatórias, com baixo alongamento, Limite de Resistência à Tração e Limite de Escoamento instáveis e os mais altos valores do coeficiente de encruamento. - Alongamentos das ligas solubilizadas em temperaturas acima de 480 o C apresentaram-se 20% após 360 dias de envelhecimento natural, o que significa que podem ser trefiladas sem problema, mesmo para este tempo de envelhecimento natural. 137 SUGESTÕES PARA PRÓXIMOS TRABALHOS O estudo acima levou a novos questionamentos, indicando novos caminhos de pesquisa visando o aumento do tempo limite entre o tratamento de solubilização e o tratamento de precipitação artificial: - O principal problema relacionado ao aumento do tempo de estocagem da liga 6101 solubilizada a 520 oC foi relativo à condutividade elétrica. Sugerimos novos estudos em uma liga 6101, tratada com Boro Alumínio, para reduzir ao máximo os elementos deletérios à condutividade elétrica, que são: Vanádio, Cromo, Titânio e Zircônio. A liga estudada não foi tratada com BAl. - Deve-se fazer novo estudo refinando a temperatura de solubilização entre 480 e 520, uma vez, que a solubilização na temperatura de 480 o C apresentou elevada condutividade elétrica durante todo o envelhecimento natural, porém com baixas propriedades mecânicas. Já a liga solubilizada a 520 oC apresentou boa condutividade elétrica por apenas 56 dias e boas propriedades mecânicas por até 83 dias. - Usar microscópio de transmissão eletrônica (HREM – High Resolution Transmission Eletron Microscopy), juntamente com outras técnicas para verificar o que motivou o comportamento diferente das ligas solubilizadas a 520 o C, uma vez que não conseguimos visualizar as fases que ocasionaram tal comportamento no Microscópio Eletrônico de Varredura convencional. - Fazer EDS (Energy Disperse Spectroscopy) para confirmar precipitados de Mg2Si nas amostras metalográficas. 138 Referências ABAL ASSOCIAÇÃO BRASILEIRA DO ALUMÍNIO - O Alumínio – Disponível em <http://www.abal.org.br/aluminio/introducao.asp> Acesso em 28 junho 2011. ABNT. Fios de liga alumínio-magnésio-silício, têmpera T81, nus, de seção circular, para fins elétricos – Especificação, NBR 5285 – 2010. ALUMINUM ASSOCIATION International Alloy Designations and Chemical Composition Limits for Wrought Aluminium and Wrought Aluminum Alloys, fev 1997. BARBOSA, C. Ligas Al-Mg-Si – Disponível em <http://www.infomet.com.br/metais-e-ligasassuntos.php?cod_tema=10&cod_secao=11> Acesso em 28 junho 2011. DAVIES, G. Aluminium Alloy (6201, 6101A) conductors, International Conference on Overhead Line Design and Construction: Theory and Practice (up to 150 kV), p. 93-97, nov 1988. ESCOBAR E.M. Determinação simultânea, em linha, da concentração de soda cáustica e de alumina em solução de aluminato de sódio do processo Bayer de produção de óxido de alumínio. Dissertação de mestrado. Campinas: Universidade Estadual de Campinas, 2004. FUNDAMENTOS E APLICAÇÕES DO ALUMÍNIO, Associação Brasileira do Alumínio – ABAL, mai 2007. GUIA TÉCNICO DO ALUMÍNIO – TRATAMENTO TÉRMICO, Associação Brasileira do alumínio – ABAL, fev 2003. 139 HASTING H.K.; LEFEBVRE W.; MARIOARA C., WALMSLEY J.C.; ANDERSEN S.; HOLMESTAD R., DANOIX F. Comparative study of the β’’-phase in a 6xxx Al alloy by 3DAP and HRTEM, Surface and interface analysis, v 39 p 189-194, 2007. KARABAY, S. Influence of AlB2 compound on elimination of incoherent precipitation in artificial aging of wires drawn from redraw Rod extruded from billets cast of alloy AA-6101 by vertical direct chill casting. Materials and Design v. 29,p. 1364-1375, jun 2007. LIU, Hong; ZHAO, Gang; LIU Chung-ming; ZUO Liang. Effect of different tempers on precipitation hardening of 6000 series aluminium alloys. Transactions of Nonferrous Metal Society of China v.17, p 122-127, 2007. MARIORA, C.D. ; ANDERSEN, S.J.; ZANDBERGEN, H.W.; HOLMESTAD R. The Influence of Alloy Composition on Precipitates of the Al-Mg-Si system. Metallurgical and Materials Transactions A, v. 36A, p. 691-705, mar 2005. MACHADO, P.C.; SANTOS W.L.R.; TAVARES, T.A.P.; VALE FILHO, F.M.S.; QUARESMA, J.M.V. Ação do Cobre como Agente Modificador da Esrutura e das Propriedades Mecânicas e Elétricas da Liga Al-0,6%-0,4%Si. Conferência Brasileira sobre Temas de Tratamento Térmico, 2008. OTOMAR, H.P. Estudo comparativo da estampabilidade da liga de alumínio AA1050 partindo de placas obtidas por vazamento direto e bobinas obtidas por vazamento contínuo. Dissertação de mestrado. São Paulo: Escola Politécnica da Universidade de São Paulo, 2010. PRECKEL, A.; VARAYUD, M.; CANULLO, M.V. Production of 6.000 series aluminium alloy, IV Congresso Internacional do Alumínio, São Paulo, p. 939-952, mar 2010. SILVA FILHO, J. Influência do TiBAl na morfologia e tamanho de fases AlFeSi na liga de alumínio AA8011. Dissertação de mestrado. Recife: UFPE, 2009. 140 SOUZA, Sérgio Augusto de. Ensaios Mecânicos de Materiais Metálicos: fundamentos teóricos e práticos. 5 ed; 8.reimp. São Paulo: Edgard Blucher, 2004. SPIM JUNIOR, Jaime Álvares. Tratamento térmico do alumínio e suas ligas. Associação Brasileira de Metalurgia e Materiais - ABAL. Set 2007. ZANDBERGEN, H.W.; ANDERSEN S.J.; JANSEN J.; Structure Determination of Mg2Si6 Particles in Al by Dynamic Electron Diffraction Studies 1997. Science v 277 p. 1221 – 1225 Aug
Baixar