Tratamentos térmicos dos aços
1
4- Têmpera
Objetivo:
Aumento da dureza, resistência mecânica (limites de escoamento e resistência) e
resistência ao desgaste.
Entretanto, a ductilidade e a tenacidade dos aços temperados é nula.
Microestrutura objetivada:
100% de martensita com dureza entre 60 a 67 HRC
A martensita é uma solução sólida supersaturada em carbono com reticulado TCC
(tetragonal de corpo centrado).
Processo: Resfriamento da austenita em água, salmoura, óleo ou ar forçado.
A diferença entre as velocidades de resfriamento da superfície e núcleo, comuns
em peças de grandes dimensões, provoca um atraso na transformação do núcleo.
Como existe uma expansão volumétrica decorrente da transformação martensítica,
o núcleo acaba por apresentar tensões de compressão e as partes mais externas
sob tração. Tais tensões são as principais razões para a ocorrência de trincas em
componentes temperados.
Os aços para têmpera devem apresentar teores de carbono acima de 0,4%. A
distorção provocada no reticulado CFC para formar o TCC é maior quanto maior
for o teor de carbono. Os aços com teores inferiores á 0,4%C temperados
apresentam microestrutura martensítica, entretanto, esta não apresenta dureza
elevada devido às pequenas diferenças entre os parâmetros a e c da estrutura TCC
resultante.
O aumento do teor de C e / ou a adição de elementos de liga (exceto o Co)
deslocam as curvas TTT para a direita, possibilitando o uso de meios de têmpera
menos severos para a obtenção da microestrutura martensítica. Entretanto, este
deslocamento é acompanhado pelo abaixamento das temperaturas de início e final
de transformação martensítica (Mi e Mf), favorecendo a ocorrência de austenita
retida nos casos em que Mf ficar negativa.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
2
4.1- Meios de Têmpera
4.1.1- Têmpera em água
A água é o meio de têmpera mais antigo, mais barato e o mais empregado. O
processo de têmpera em água é conduzido de diversas maneiras: por meio de
imersão, jatos, imersão ou jatos com água aquecida, misturas de água com sal
(salmoura), ou ainda, misturas de água e aditivos poliméricos.
Os valores mais elevados de dureza são obtidos por meio de imersão, mantendose a temperatura da água entre 15 e 25ºC e agitação com velocidades superiores à
0,25 m/s. A temperatura, agitação e quantidade de contaminantes da água ou o
teor de aditivos são parâmetros controlados periodicamente.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
3
4.1.2- Têmpera em salmoura
O termo salmoura ("brine quenching") refere-se á solução aquosa contendo
diferentes quantidades de cloreto de sódio (NaCl) ou cloreto de cálcio (CaCl). As
concentrações de NaCl variam entre 2 á 25%, entretanto, utiliza-se como referência
a solução contendo 10% de NaCl.
As taxas de resfriamento da salmoura são superiores às obtidas em água pura
para a mesma agitação. A justificativa é que, durante os primeiros instantes da
têmpera, a água evapora com contato com a superfície metálica e pequenos
cristais de NaCl depositam-se nesta. Com o aumento da temperatura, ocorre a
fragmentação destes cristais, gerando turbulência e destruindo a camada de
vapor.
A capacidade de extração de calor não é seriamente afetada pela elevação da
temperatura da solução. De fato, a salmoura pode ser empregada em
temperaturas até 90ºC, entretanto, a capacidade máxima ocorre em
aproximadamente 20ºC.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
4
4.1.3- Têmpera em óleo
Todos os óleos de têmpera têm como base os óleos minerais, geralmente óleos
parafínicos.
Os óleos de têmpera são classificados em:
óleos de velocidade normal- para aços de alta temperabilidade;
óleos de velocidade média - para aços de média temperabilidade;
óleos de alta velocidade - para aços de baixa temperabilidade;
óleos para martêmpera e
óleos laváveis em água.
A maior parte dos óleos de têmpera apresentam taxas de resfriamento menores
que as obtidas em água ou em salmoura, entretanto, nestes meios o calor é
removido de modo mais uniforme, diminuindo as distorções dimensionais e a
ocorrência de trincas.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
5
Retenção de vapor durante a têmpera em óleo em uma engrenagem
O fenômeno pode ocorrer em diversos meios de têmpera em que ocorre a
estagnação do meio. O vapor retido no fundo dos dentes diminui drasticamente a
velocidade de resfriamento, favorecendo a ocorrência de microestruturas bainíticas e
perlíticas e conseqüentemente, redução de dureza e resistência.
4.1.4- Têmpera em ar
Como a água, o ar é um meio de tempera antigo, comum e barato.
A aplicação do ar forçado como meio de têmpera é mais comum em aços de alta
temperabilidade como aços-liga e aços-ferramenta. Aços ao carbono não
apresentam temperabilidade suficiente e, conseqüentemente, os valores de dureza
após a têmpera ao ar são inferiores aos obtidos em óleo, água ou salmoura.
Como qualquer outro meio de têmpera, suas taxas de transferência de calor
dependem da vazão.
A têmpera em ar é bastante empregada no resfriamento rápido de metais nãoferrosos, em um tratamento denominado solubilização.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
6
4.1.5- Têmpera na zona crítica
O aquecimento é realizado em temperaturas insuficientes para a austenitização
total (campo γ + α) ou (campo γ + Fe3C), região do diagrama conhecida como zona
crítica.
Características:
dureza inferior a têmpera convencional devido a presença de ferrita
dependendo-se do tamanho de grão a microestrutura pode exibir propriedades
heterogêneas.
Recentemente as indústrias automobilísticas vêm empregando uma classe de aços
denominada DUAL FASE para fins estruturais (fabricação de chassis, longarinas e
componentes da suspensão). Estes aços apresentam tamanhos de grão muito
pequenos (endurecimento por refino de grão) e são temperados dentro da zona
crítica, durante o último passe de laminação. A microestrutura composta por
martensita e ferrita proporciona uma combinação específica entre de resistência
mecânica e tenacidade.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
7
4.1.6 - Martêmpera
Objetivos:
• aumento de dureza por meio da microestrutura martensítica
• menor nível de tensões internas em relação à têmpera convencional, e
conseqüentemente, maior estabilidade dimensional sobre os lotes e menor perda
de peças por trincas e/ou distorções dimensionais
• custo mais elevado que a têmpera convencional, devido ao emprego de fornos do
tipo banho de sal.
Microestrutura obtida:
• Martensita (idêntica à obtida na têmpera convencional)
• Após operação de revenimento: Martensita revenida. Obviamente com o aumento
da temperatura de revenimento, a martensita revenida tem sua dureza diminuída e
sua tenacidade aumentada.
Resfriamento: em banho de sal ou óleos de martêmpera aquecidos conforme curvas
TTT abaixo
COMPARAÇÃO ENTRE OS PROCESSOS DE TÊMPERA, MARTÊMPERA E
MARTÊMPERA MODIFICADA.
Têmpera convencional
Verifica-se que durante o processo de têmpera convencional, as transformações
martensíticas da superfície e do núcleo ocorrem em diferentes tempos,
provocando tensões internas e, conseqüentemente, maiores probabilidades de
distorções dimensionais, tensões residuais e trincas.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
8
Martêmpera
A martêmpera é realizada em dois estágios:
Resfriamento a partir da temperatura de austenitização para uma temperatura
acima da temperatura de início da transformação martensítica (Mi). Este
resfriamento é realizado em óleos próprios para o tratamento de martêmpera
(óleos de baixa viscosidade e elevado ponto de fulgor).
Após a permanência para homogeneização das temperaturas da superfície e do
núcleo do componente, os componentes são retirados do óleo de martêmpera e
resfriados ao ar, sofrendo a transformação martensítica neste resfriamento.
Martêmpera modificada
A martêmpera modificada é realizada em óleos de têmpera convencionais
aquecidos, como estes óleos não podem ser aquecidos em temperaturas muito
elevadas, parte da transformação martensítica ocorre no primeiro resfriamento,
gerando tensões internas em níveis superiores aos presentes no processo de
martêmpera.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
9
5- REVENIMENTO
O revenimento é um tratamento térmico destinado aos aços previamente
temperados (microestrutura martensítica), com o objetivo principal de aumentar sua
ductilidade e tenacidade. É realizado em temperaturas inferiores à zona critica com
tempos de duração e velocidades de resfriamento controladas.
Os aços temperados são revenidos para a obtenção de propriedades mecânicas
específicas (aumento de ductilidade e tenacidade), aliviar tensões internas e garantir
estabilidade dimensional a peça (o revenimento é acompanhado por uma redução de
volume).
Microestrutura obtida: Martensita revenida.
Variáveis que afetam o tratamento:
As variáveis que afetam a microestrutura e propriedades mecânicas dos aços
temperados são:
Temperatura de revenimento
Tempo na temperatura de revenimento
Velocidade de resfriamento após o revenimento
Composição do aço, incluindo teor de C, elementos de liga e impurezas.
Com raras exceções, o revenimento dos aços é normalmente realizado entre
175 e 700ºC e tempos que variam de 30 minutos até 4 horas.
Baseando-se em estudos metalográficos, de difração de raios X e de
dilatometria, o revenimento dos aços ao carbono e aços baixa-liga é dividido em três
estágios:
ESTÁGIO I - 100 a 250º C:
• é chamado alívio de tensões pois não se detecta alterações microestruturais.
• o carbono difunde-se do reticulado da martensita, formando carbonetos de
transição metaestáveis (carboneto ε - Fe2,2C).
• há uma pequena diminuição da dureza e pequeno aumento da tenacidade.
ESTÁGIO II - 200 a 300ºC:
• a dureza diminui significativamente.
• em aços contendo austenita retida, ocorre a decomposição desta para ferrita e
cementita.
ESTÁGIO III - 250 a 350°C:
• acentuada queda de dureza
• transformação dos carbonetos de transição (Fe2,2C) em cementita (Fe3C)
• a martensita perde gradualmente a tetragonalidade e, conseqüentemente, sua
dureza e resistência mecânica.
Existe um estágio adicional de revenimento (estágio IV) para aços com elevados
teores de elementos de liga (aços ferramenta). Neste estágio, entre 500 e 600ºC,
ocorre precipitação de carbonetos de Ti, Cr, Mo, V, Nb ou W provocando um
endurecimento secundário.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
10
5.1- Temperatura de revenimento
Cada aço apresenta uma correlação entre a temperatura de revenimento e as
propriedades mecânicas. As curvas de dureza versus temperatura de revenimento são
normalmente empregadas para a seleção da temperatura de revenimento de um aço.
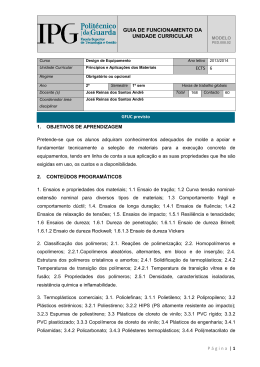
5.2 - Tempo de revenimento
A difusão de carbono e elementos de liga do reticulado TCC da martensita para
a formação de carbonetos durante o revenimento é dependente do tempo. O efeito do
tempo de revenimento em um aço SAE 1080 é mostrado na figura abaixo. São
apresentadas quatro temperaturas de revenimento: 205°C, 315°C, 425ºC e 540ºC.
Verificam-se grandes alterações de dureza para tempos de revenimento
inferiores a 10s. Menos rápidas, porém significativas alterações de dureza, para
tempos entre 1 e 10minutos e pequenas alterações para tempos de revenimento entre
1e 2 horas. A permanência por longos períodos tempos elevados em temperaturas
entre 375 e 575ºC pode causar redução de tenacidade.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
11
5.3 - Velocidade de resfriamento após o revenimento
Outro fator que afeta as propriedades mecânicas dos aços temperados é a
velocidade de resfriamento a partir da temperatura de revenimento. Apesar da
resistência mecânica não ser afetada, a tenacidade pode diminuir se o aço for
resfriado lentamente através da faixa de temperatura entre 375ºC e 575ºC,
particularmente em aços contendo elementos de liga formadores de carbonetos (Ti,
Cr, Mo, W). A ductilidade (alongamento e estricção) também pode sofrer redução.
Este fenômeno é denominado de fragilização pelo revenimento ou fragilidade pelo
revenido.
Fragilidade pelo revenido
Quando aços ao carbono e baixa-liga são revenidos por longos períodos ou
resfriados lentamente através da faixa de temperaturas entre 375ºC e 575ºC. estes
apresentam uma tenacidade inferior aos aços revenidos por períodos normais ou
resfriados rapidamente através desta faixa de temperatura. A causa deste fenômeno é
creditada a precipitação de compostos contendo impurezas como P, Sb, As, Sn em
conjunto com Mn e Cr.
Obviamente, quanto menor a concentração destas impurezas menores os
efeitos na tenacidade. Aços submetidos a fragilização pelo revenido podem ter sua
tenacidade restaurada pelo aquecimento até aproximadamente 600ºC, manutenção
por alguns minutos e resfriamento rápido. O tempo para a restauração da tenacidade
depende do teor de elementos de liga e da temperatura do reaquecimento. Alguns
textos denominam este fenômeno como fragilidade pelo revenido reversível (Heat
Treater´s Guide 2nd edition ASM International).
Fragilidade azul
O revenimento de aços ao carbono e alguns aços baixa-liga na faixa de
temperatura entre 230 e 370ºC pode resultar na diminuição de ductilidade e
tenacidade. Este fenômeno é denominado fragilidade azul porque ocorre em
temperaturas que provocam uma oxidação azulada na superfície dos aços. O
fenômeno é creditado a precipitação da cementita em contornos de grão e entre as
agulhas de martensita.
Aços ao carbono temperados e revenidos na faixa entre 230 e 370ºC não
devem ser empregados em componentes submetidos a impactos. Aços que
necessitam ser revenidos nesta faixa crítica e serão sujeitos a impactos têm, em
geral, adições de Mo ou Si que minimizam a fragilização.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
12
6- Austêmpera
Objetivos:
aumento da ductilidade
aumento de dureza associada à tenacidade
aumento da resistência ao impacto
reduz a ocorrência de trincas
melhora estabilidade dimensional
Microestrutura obtida:
bainita superior para tratamentos a temperaturas mais altas (dureza entre 40 a 45
HRC)
bainita inferior para tratamentos a temperaturas mais baixas (dureza entre 50 a 60
HRC)
Resfriamento: banho de sal fundido mantido em temperatura controlada. A
temperatura do sal determina a microestrutura e, consequentemente, a dureza da
bainita.
Comparação entre propriedades mecânicas obtidas em aço SAE 1095 em
diferentes tratamentos térmicos (Heat Treater´s Guide
2nd edition ASM
Intenational )
Alongamento
[%]
53,0
Tenacidade
Método Charpy A
[J]
16
52,5
19
-
53,0
52,8
52,0
52,5
38
33
61
54
11
8
Corpo-deprova
Tratamento térmico
Dureza
[HRC]
1
Têmpera em água e
revenimento
Têmpera em água e
revenimento
Martêmpera e revenimento
Martêmpera e revenimento
Austêmpera
Austêmpera
2
3
4
5
6
-
A figura abaixo apresenta a sobreposição do ciclo térmico de austêmpera em
um diagrama TTT de resfriamento isotérmico, indicando a transformação austenita
para bainita.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
13
Para um mesmo valor de dureza, a microestrutura bainítica gerada na
austêmpera apresenta maior tenacidade e maior ductilidade que microestruturas
compostas por martensita revenida, geradas por meio de têmpera e revenimento.
Como a maior parte dos componentes tratados são submetidos à têmpera e ao
revenimento e, a combinação entre dureza e tenacidade é determinada pela seleção
da temperatura de revenimento, a austêmpera é uma alternativa interessante para
obtenção de alta dureza e níveis mais elevados de tenacidade. Em outras palavras,
pode-se afirmar que o produto dureza-tenacidade obtido no tratamento de
austêmpera é superior ao obtido por meio de têmpera e revenimento.
As figuras abaixo apresentam detalhes da microestrutura bainítica em um aço
SAE 1080.
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
14
Lista de exercícios - tratamentos térmicos
1- Amostras dos aços SAE 1045, SAE 1080 e SAE 1095 foram aquecidas e
temperadas juntas. Após a têmpera, o aço SAE 1045, além de martensita, apresentou
ferrita em sua microestrutura. O aço SAE 1095 apresentou cementita além da
martensita e o aço SAE 1080 apresentou microestrutura 100% martensítica.
a)- Por que o aço SAE 1080 foi o único que sofreu transformação total em
martensita? Justifique sua resposta.
b)- Como as microestruturas citadas afetarão as propriedades mecânicas de
cada aço?
2- Duas peças de aço SAE 1095 foram submetidas aos seguintes tratamentos
térmicos:
Peça A - temperada em óleo e revenida para a dureza de 52 HRC
Peça B - austemperada para a dureza de 52 HRC
Qual das duas peças seria mais indicada para aplicações que envolvem
impactos? Justifique sua resposta.
3- Por que somente os aços contendo mais de 0,35% de C são considerados
"temperáveis"?
4- Em que situações o recozimento para esferoidização é mais indicado que o
recozimento isotérmico?
5- Na seqüência de operações para a fabricação de uma engrenagem forjada e
usinada (∅ 50 x 150 mm) são necessários tratamentos térmicos de recozimento,
têmpera e revenimento. O aço especificado é o SAE 4032 (0,32%C, 0,8%Mn,
0,025%P, 0,30%Si, 0,26%Mo). Com os dados fornecidos, especificar: temperaturas,
tempos e microestruturas resultantes para os seguintes tratamentos térmicos:
a)- Ciclo térmico de recozimento
b)- Ciclo térmico de têmpera
c)- Ciclo térmico de revenimento para dureza entre 30 e 35 HRC.
d) Qual a seqüência de operações mais adequada para a fabricação desta
engrenagem?
6- Em um molde para estampagem fabricado em aço SAE 1080 com espessura de
250 mm (10 pol.), é desejável a obtenção de uma microestrutura 100% bainítica
(bainita inferior) que é mais tenaz que a microestrutura de martensita revenida.
Especifique o ciclo térmico de austêmpera para que o molde apresente dureza entre
50 e 55HRC.
7- Uma haste de aço SAE 8650 com 100 mm de diâmetro (4 pol.) e 1500 mm de
comprimento deve sofrer têmpera total. Experiências práticas anteriores, empregando
têmpera em água com a peça na horizontal, mostraram a ocorrência de
empenamento e, em alguns casos, a ocorrência de trincas após a têmpera. Cite duas
medidas para a minimização ou resolução destes problemas. (ver diagrama TTT de
resfriamento contínuo para o aço SAE 8650)
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
15
8- Uma engrenagem de um equipamento de grande porte, com 500 mm de
diâmetro e 400 mm de largura, deve sofrer têmpera total. Qual dos aços é o mais
recomendado e porque?
a) SAE 1080
b) SAE 5140
c) SAE 9261
9- Um componente mecânico é submetido a impactos durante trabalho em campo.
Seu projeto anterior especificava o aço 9261 e envolvia o tratamento de têmpera e
revenimento e dureza de 50 HRC. Baseado em uma análise das propriedades
mecânicas, você decidiu alterar este tratamento térmico para a austêmpera. É
possível a realização da austêmpera neste aço? Que ações deverão ser tomadas?
10- Um componente em aço liga SAE 4140 deve ser temperado e revenido para a
dureza de 450 HB. Qual o problema com estes tratamentos e quais as ações
corretivas que devem ser tomadas?
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
16
Diagramas TTT
Diagrama TTT de resfriamento contínuo para o aço SAE 4032
Curva de dureza versus temperatura de revenimento para os aços SAE 4032 e SAE 4032H
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
17
Diagramas TTT (isotérmicos) para os aços SAE 1080, SAE 5140, SAE 1034 e SAE 9261
Curvas de dureza e resistência ao impacto em função da temperatura de revenimento para o
aço SAE 4140
Marcelo F. Moreira / Susana M. G. Lebrão
Tratamentos térmicos dos aços
18
Diagrama TTT de resfriamento contínuo do aço SAE 8650
Marcelo F. Moreira / Susana M. G. Lebrão
Baixar