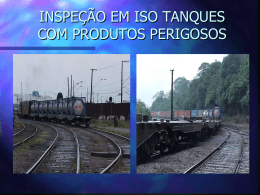
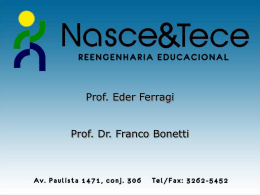
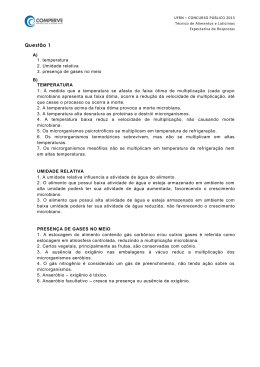
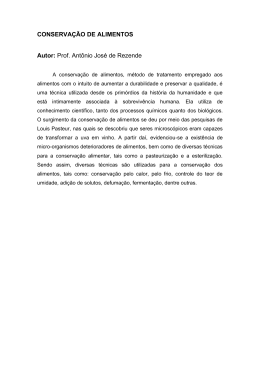
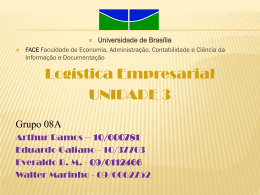
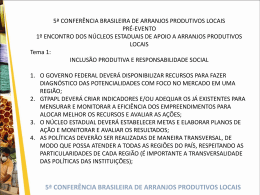
20, 21 e 22 de junho de 2013 ISSN 1984-9354 CAPACIDADE PRODUTIVA INDUSTRIAL: UM ESTUDO EM UMA UNIDADE FABRIL DE LÁCTEOS Reginaldo Borges (UTFPR) Franciscarlo Souza dos Reis (FRIMESA) César Augusto Romano (UTFPR) Resumo O trabalho realizado junto a Unidade de Refrigerados Lácteos Frimesa de Matelândia PR, teve como objetivo identificar a capacidade real produtiva da atual planta instalada. Quanto à metodologia, a pesquisa se deu através de estudo quantitattivo e dedutivo, em um recorte de tempo transversal, utilizando a pesquisa em relatórios e manuais industriais e observação direta, possibilitando a identificação dos processos. Com os resultados pôde-se verificar a atual situação da empresa, englobando os departamentos presentes na unidade assim como a utilização dos principais recursos utilizados, sendo eles: capital humano, estocagem, fermentação, pasteurização e envase. Constatou-se também que há um equilíbrio entre os recursos de pasteurização e homogeneização, a capacidade de envase está acima da necessidade atual, a capacidade de capital humano encontra-se equilibrada com a atual produção e, se necessário, possui flexibilidade de expansão. Já a capacidade de estocagem e fermentação, está em seu limite de produtividade e, por isso, não há a possibilidade de novos arranjos produtivos para elevar a performance deste recurso. Assim, a recomendação de melhoria fez-se na sugestão de aquisição de 9 novos tanques, em um investimento de R$644.500,00; projetando um aumento da produtividade na ordem de 42,8%. Além disso, a ampliação beneficia os produtos de maior valor agregado, elevando a receita média por Kg de produto de 3,059 para 3,298 reais, através de um crescimento de 7,8% na agregação de valor dos produtos. Palavras-chaves: Capacidade Produtiva; Produtividade; Armazenagem; Arranjo Produtivo. IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 1. INTRODUÇÃO O crescente desenvolvimento da concorrência no setor alimentício traz, cada vez mais, a necessidade da evolução tecnológica industrial. Porém, muitas vezes preciso escalonar a real necessidade da ampliação de recursos, bem como, precisa os investimentos necessários e planejar a evolução da capacidade produtiva da organização. Outrossim, antes que seja averiguada a necessidade de ampliação de recursos, e seu efetivo custo-benefício para tal; a organização deve estar consciente da plena capacidade dos recursos já disponíveis, a atual capacidade produtiva certificar-se da utilização total dos mesmos da forma que lhe traga maior eficiência produtividade. Muitas vezes, a produtividade não depende da captação de mais recursos produtivos; mas sim da otimização da produção de forma a elevar produtividade. Além disso, fatores como sazonalidade e rotatividade podem não justificar a elevação de recursos produtivos. A Unidade Fabril de Lácteos de Matelândia (PR) – UFLM filial da Frimesa Cooperativa Central e objeto deste estudo, está em pleno desenvolvimento e contempla projetos futuros promissores para a Cooperativa. Com a transferência recente das Filiais de Cascavel e Curitiba, a UFLM sofreu um grande processo de reengenharia de sua estrutura, tanto física/industrial, quanto organizacional, e contempla hoje elevada capacidade produtiva. A atual planta industrial possui menos de dois anos e está preparada para atender a demanda de produtos beneficiados do leite; possui atualmente grande disponibilidade de recursos industriais, e suporta a iniciativa em projetos de novas linhas da Família de Produtos Frimesa. Para tal, é de fundamental importância escalonar a atual disponibilidade de recursos industriais, a fim de determinar a capacidade produtiva industrial real da fábrica, permitindo que se possa descobrir a necessidade de novos investimentos, ou mesmo a otimização dos processos atuais para elevar a produtividade da Fábrica. Desta forma, o presente estudo procurou verificar a capacidade real produtiva da atual planta industrial da Frimesa – Filial UFLM. É importante ressaltar que o estudo concentra-se na determinação através de recursos alocados no departamento produtivo, não considerando constantes logísticas. 2. REFERENCIAL TEÓRICO 2 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 2.1 CAPACIDADE PRODUTIVA Capacidade, para Slack et al (2009), faz correspondência com o sentido físico, ou de volume físico de um recipiente ou espaço determinado. Este termo assumiu a utilização pelos gerentes de produção para determinar, por exemplo, o volume produtivo de uma empresa, volume de armazenagem ou então, volume de recursos necessários para a produção de um determinado item ou serviço. Desta forma os autores oferecem o conceito de capacidade sendo “(...) o máximo nível de atividade de valor adicionado em determinado período de tempo, que o processo pode realizar sob condições normais de operação” (SLACK et al, 2009 p. 314). Esta capacidade produtiva, para os autores, está relacionada com a demanda de produção; uma vez que a capacidade produtiva deve operar de forma a atender satisfatoriamente a demanda. Desta forma, a demanda é a principal ferramenta que irá escalonar a capacidade de uma produção, sendo que, o interessante é que se realize um processo onde não haja disponibilidade de recursos de forma extrapolativa à demanda, pois isto poderia representar elevação no custo do produto ou serviço. Slack et al (2009) sugere que, muitas vezes, as organizações trabalham abaixo de sua capacidade produtiva máxima, e isto pode ocorrer por que a demanda é insuficiente para “preencher” toda sua capacidade; ou por uma política organizacional deliberada a fim de antecipar-se quanto ao aparecimento de uma possível sazonalidade de demanda pelo produto. Porém, pode ocorrer que um dos recursos esteja trabalhando em sua capacidade máxima, enquanto os demais funcionam abaixo de sua capacidade. A este recurso o autor nomeia como Restrição de Capacidade, mas também pode ser entendido como Gargalo de Produção. Para Moreira (2008), a alimentação das decisões dobre a capacidade devem ser alavancadas por estudos de mercado e previsões de demanda. Desta forma, revela-se o impacto potencial sobre a habilidade da empresa em atender a demanda atual e futura, antepondo-se a situações possíveis e futuras de alteração deste índice. Desta forma, a capacidade produtiva deve se esforçar para igualar-se a demanda e, assim, não haverá excesso de custos com recursos não utilizados. Para Slack et al (2009), os principais objetivos do planejamento e controle da capacidade são a correta tomada de decisão de desempenho produtivo em políticas de capacidade organizacional, que serão afetados por: a) Relação entre os custos e o equilíbrio da capacidade e demanda; b) Relação entre as receitas e o equilíbrio da capacidade e demanda; 3 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 c) Decisão de comprometimento de capital de giro em capacidade produtiva; d) Consequências da capacidade sobre a qualidade dos produtos; e) Velocidade de resposta à demanda e; f) Flexibilidade do volume de produção. Com o passar do tempo e a alteração da demanda, geralmente se dá a necessidade de elevação da capacidade produtiva. Moreira (2008) ressalta que a expansão da capacidade acontece geralmente “aos saltos”, que dependem dos fatores produtivos. O autor define as maneiras de elevar a capacidade: utilização da capacidade ociosa dos recursos, utilização de técnicas de programação e controle de produção mais efetivas, que alterem favoravelmente os arranjos de produção a fim de elevá-la; e o melhor aproveitamento de espaços por meio de redução de estoques. O autor alerta que estes saltos podem ter um limite bem definido, obrigando a empresa a realizar novos investimentos em locais ou equipamentos. 2.2 MEDIÇÃO DA CAPACIDADE Slack et al (2009) destaca que o principal problema na medição da capacidade produtiva é a complexidade dos processos produtivos, e somente quando a produção é altamente padronizada e repetitiva, é possível determinar esta capacidade sem que haja ambiguidade. Assim, a medida da capacidade produtiva depende da adequação entre o volume de produção, que é a principal variante do processo produtivo de uma organização. O autor defende a ideia de que a capacidade produtiva depende do mix de atividades organizado em cada unidade produtiva, a quantidade de vezes que um dado recurso é utilizado e a quantidade de produtos diferentes que necessitam da ação deste recurso dobre o processo de transformação. Quanto mais complexo for o mix utilizado em um processo produtivo, mais amplo e complexo será seu cálculo para determinação de sua capacidade. Para Moreira (2008), existem duas formas de medir a capacidade de uma unidade produtiva, sendo elas por meio da produção ou por meio dos insumos. Assim, a medida por meio da produção está relacionada com a unidade onde há somente um produto ou produtos muito semelhantes e, desta forma, haverá a determinação de apenas uma unidade de medida; é importante também que a necessidade de recursos seja semelhante. Uma vez que for alterada a composição dos produtos, a capacidade produtiva também sofrerá alterações. “Se existires vários produtos, as necessidades e recursos produtivos são diferentes para as diversas combinações desses produtos” (MOREIRA, 2008 p. 141). No caso de possuir vários produtos, Moreira (2008) destaca ser o meio ideal de escalonar a capacidade é através dos insumos utilizados, esta técnica de medição é utilizada 4 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 principalmente na administração de operações e serviços, por se tratar de uma grande diversidade de recursos. Para realizar o escalonamento da capacidade produtiva, Slack et al (2009) propõe cálculos de medição de capacidade e a elaboração de índices para retratar a capacidade em percentual produtivo. 2.2.1 Capacidade de Projeto Segundo Slack et al (2009), a Capacidade Teórica do Projeto ou Capacidade Disponível se dá através da capacidade de produção de uma determinada máquina ou equipamento sobre o tempo que a mesma está disponível para funcionamento. Neste cálculo, é importante ressaltar a utilização total de disponibilidade da máquina, ou seja, o tempo máximo que a mesma poderá operar diariamente. Desta forma, a equação se dá da seguinte maneira: CD = Q x t Onde: CD = Capacidade Disponível; Q = Quantidade de unidades fabricadas em uma unidade de tempo e; t = Tempo de disponibilidade da máquina. 2.2.2 Capacidade Efetiva Slack et al (2009) retrata como Capacidade Efetiva, a capacidade de operação de determinada máquina ou equipamento, considerando tempos de paradas previamente determinados. Exemplos destas paradas podem ser citados como horários de descanso, horários de almoço e jantar e tempo de parada para manutenção preventiva. O cálculo da capacidade Efetiva é representado pela equação: CE = Q x (TD - PP) Onde: CE = Capacidade Efetiva; Q = Quantidade de unidades fabricadas em uma unidade de tempo; TD = Tempo total Disponível para fabricação e; PP = Paradas Programadas. 3. METODOLOGIA 3.1 CLASSIFICAÇÃO DA PESQUISA 5 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 O desenvolvimento de uma metodologia, em qualquer situação, proporciona maior segurança e objetividade em uma ação ou conjunto de ações. Marconi e Lakatos (2009, p. 83) explanam que “o método é o conjunto das atividades sistemáticas e racionais que, com maior segurança e economia, permite alcançar o objetivo, traçando o caminho a ser seguido, detectando erros e auxiliando as decisões do cientista”. Desta forma, “para que um conhecimento possa ser considerado científico, torna-se necessário identificar as operações mentais e técnicas que possibilitaram a sua verificação” (GIL, 2008, p. 8). Uma vez que, para Gil (2008), a pesquisa descritiva possui como principal objetivo a descrição de características de uma determinada população ou fenômeno, estabelecendo relações entre elas, a presente pesquisa mostrou-se com base descritiva; pois possui a característica da descrição de recursos e processos da Cooperativa Frimesa, em sua Filial UFLM, a fim de determinar os reais recursos disponíveis na empresa, em sua capacidade total. A pesquisa utilizou em sua concepção a metodologia dedutiva, objetivando a apresentação da Cooperativa Frimesa, em algumas conclusões e propostas reveladas através de levantamentos quantitativos, baseados em conceitos de Administração da Produção já existentes e reconhecidos. Os mesmos foram apresentados na Fundamentação Teórica. O método dedutivo, para Gil (2008), consiste em partir do geral e, a seguir, descer para o particular. Significa, portanto, partir de princípios reconhecidos como verdadeiros e indiscutíveis, que possibilitem chegar a conclusões de maneira formal, a partir de uma lógica. Parte do pressuposto de que “só a razão é capaz de levar ao conhecimento verdadeiro, que decorre de princípios a priori evidentes e irrecusáveis” (GIL, 2008, p. 9). A pesquisa também teve carater quantitativo, pois houve a necessidade de apresentação de dados numéricos para explicar a pesquisa. Para Marconi e Lakatos (2007), a metodologia quantitativa de pesquisa faz referência a análise de dados que possam ser traduzidos em valores, ao contrário de uma análise qualitativa, que representa a interpretação de informações subjetivas. Desta forma, as autoras revelam três traços importantes da análise quantitativa, sendo eles a objetividade, sistematização e quantificação de conceitos. Revelam ainda as principais vantagens da metodologia quantitativa, como a precisão e controle das informações, integração de métodos e prevenção de inferência e subjetividade do pesquisador. 6 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Quanto ao tempo, a pesquisa deu-se de modo transversal, por apresentar a realidade da indústria no instante da efetivação de coleta de documentações, podendo ser diferente de acordo com o andamento da programação de produção. Segundo Richardson (2008), os estudos que fazem referência ao corte transversal de tempo representam pesquisas onde seus dados são coletados em apenas um ponto do tempo, a fim de descrever dados, informações e acontecimentos ocorrentes no exato momento da coleta de dados; possibilitando, posteriormente, que outros estudos descubram relações diferentes. 3.2 INSTRUMENTOS DE COLETA DE DADOS Neste estudo, a pesquisa documental foi utilizada como uma das principais ferramentas de coleta de dados primários de grande representatividade na elaboração da análise de dados e resposta aos objetivos. Para Gil (2008), a pesquisa documental apresenta-se como a análise de documentos relevantes à demonstração ou validação de objetivos ou hipóteses. Para o autor, esta representa uma grande ferramenta para coleta de informações úteis a pesquisa. As informações apresentadas foram recolhidas de documentos internos pertencentes à cooperativa, nos Sistemas Gerenciais ou com as respectivas supervisões das áreas envolvidas, manuais de máquinas e no próprio Sistema de Gestão Integrada da Cooperativa. A observação direta também foi importante para o levantamento de dados para a presente pesquisa. Para Marconi e Lakatos (2007), a observação reproduz o levantamento de dados de forma básica e científica, de forma a auxiliar o pesquisador na identificação e obtenção de provas a respeito dos objetivos propostos, nos quais os próprios indivíduos possam não ter consciência. Para as autoras (2007, p. 275), a técnica “(...) não consiste apenas em ver e ouvir, mas também em examinar fatos ou fenômenos que se deseja estudar”. Yin (2010), demonstra a utilização da observação direta como importante ferramenta de coleta de dados, de forma que se consiga registrar os acontecimentos e dados fidedignos á pesquisa. É importante que na observação não haja a interferência do pesquisador, conferindo fidelidade às informações. Assim, sem a intervenção do investigador, a observação tende a se tornar mais fiel a realidade, não havendo a presença da subjetividade interpretativa. 4. RESULTADOS E DISCUSÕES 4.1 DETERMINAÇÃO DA CAPACIDADE DE CAPITAL HUMANO O capital humano é um dos mais importantes recursos produtivos de uma empresa, principalmente se esta compuser o setor industrial, pois as pessoas representam a integração 7 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 da máquina com o produto a ser elaborado. Desta forma é de fundamental importância que se faça o escalonamento da disponibilidade deste recurso, ante a determinação de uma capacidade produtiva, pois o capital humano demonstra-se como um fator limitante da produtividade, uma vez que existe um limite de trabalho por colaborador. A Unidade de Lácteos de Matelândia, conta atualmente com 156 colaboradores, dos quais se encontram alocados na área industrial 82 colaboradores. Diretamente posicionados na elaboração e envase dos produtos, pôde-se distinguir as atividades desempenhadas por 48 funcionários, e este número foi considerado como base de tabulação de informações. Neste momento, é importante ressaltar que a industrialização de iogurtes, atividade fim da indústria em questão, é realizada através de um processo semi-fechado de elaboração, isto significa que as atividades são realizadas em sua maioria pelos equipamentos instalados, sofrendo, ao decorrer do processo, algumas interferências humanas, e constante supervisão dos colaboradores. Desta forma, demonstra-se baixo grau de interferência humana no processo, estando este posicionado nos pontos críticos de desenvolvimento e controle do produto. Existem duas sessões que se diferenciam quanto à natureza do trabalho, sendo elas as seções de pasteurização e envase, isto ocorre por pertencerem a etapas diferentes do processo. Aqui, a seção de pasteurização engloba os processos de pasteurização e homogeneização de leite, preparo de bases para o produto, pasteurização, inoculação e fermentação do produto. Os colaboradores trabalham sob o regimento da CLT, cumprindo atualmente a jornada mensalista de aproximadamente 198 horas trabalhadas. Além da separação dos colaboradores por sessão, os mesmos devem ser analisados separadamente por linhas de produção, pois nos casos de Iogurte Copo e Bandeja, existem duas linhas em operação simultânea, e no caso do Iogurte Garrafas, existem linhas específicas para suas diferentes gramaturas. Através da explanação da Tabela 1, percebe-se a composição atual de horas disponíveis em escalas anual e mensal. Para efeito de estudo, será utilizada a média mensal de horas disponíveis; foi considerado o período de 11 meses, a fim de descontar o período de férias dos funcionários alocados, porém, a coluna de média mensal foi calculada com 12 meses, isto por que a fábrica não apresenta política de férias coletivas, havendo o revezamento do trabalho dos demais colaboradores no período de férias, com rendimento normal durante todo o ano, sem a necessidade da utilização de horas extras. Tabela 1 – Distribuição dos colaboradores. Seção Colaboradores alocados Jornada Horas – 11 meses Média mensal – 12 meses 8 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 IOG BANDEJA 01 (2 turnos) IOG BANDEJA 02 PETIT SUESSE IOG PACOTE/BEBIDA IOG COPO 01 IOG COPO 02 CREME DE LEITE PASTEURIZAÇÃO/ELABORAÇÃO IOG GARRAFAS 170 G IOG GARRAFAS 850 G Totais Fonte: Dados da pesquisa. 6 6 3 5 4 4 4 8 4 4 48 198 198 198 198 198 198 198 198 198 198 - 13068 13068 6534 10890 8712 8712 8712 17424 8712 8712 104544 1089 1089 544,5 907,5 726 726 726 1452 726 726 8712 Através do mapeamento das horas disponíveis foi possível calcular a capacidade do recurso alocado. É importante observar neste momento que, para cada linha em operação, é preciso o esforço de trabalho simultâneo de diversos colaboradores, dado este considerado para o cálculo efetivo. Também se destaca a importância de identificar a capacidade produtiva de cada máquina, para que a mesma fosse somada a determinação da necessidade de colaboradores. O resultado obtido pode ser observado pela Tabela 2. Tabela 2 – Capacidade disponível de capital humano. Média Seção mensal homem/hora IOG BANDEJA 01 (2 turnos) 1089 IOG BANDEJA 02 1089 PETIT SUESSE 544,5 IOG PACOTE/BEBIDA 907,5 IOG COPO 01 726 IOG COPO 02 726 CREME DE LEITE 726 PASTEURIZ./ELABORAÇÃO 1452 IOG GARRAFAS 170 G 726 IOG GARRAFAS 850 G 726 Fonte: Dados da pesquisa. Func. por máquina 3 6 3 5 4 4 4 2 4 4 Horas por máquina 363 181,5 181,5 181,5 181,5 181,5 181,5 726 181,5 181,5 Capacidade Máquinas (kg/h) 1150 2300 700 4800 750 850 1000 18000 720 850 Capac. (ton)disponível colaborador 417,45 417,45 127,05 871,20 136,12 154,28 181,50 6534 130,68 154,28 A Tabela 2 apresenta a compilação de disponibilidade do capital humano. A coluna da extrema direita (Capac. Disponível Colaborador (T)), apresenta a capacidade em tonelada de produto, de acordo com a capacidade de envase por hora de cada linha. A capacidade demonstrada considera o volume disponível mensal em toneladas para produção de cada elaborado. Para Slack et al (2009) capacidade disponível refere-se a capacidade total produtiva, sem considerar paradas previstas. Como não há um planejamento de paradas previstas, foi considerado um percentual de perda de produtividade padrão de 10 % ou 48 minutos ociosos diários; este percentual representa os intervalos de início e fim de produção, ajuste das máquinas e trocas de sabores. Portanto, a capacidade efetiva do recurso de capital humano pôde ser considerada conforme a Tabela 3, em toneladas/mês. 9 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Tabela 3 – Capacidade efetiva de capital humano. Seção IOG BANDEJA 01 (2 turnos) IOG BANDEJA 02 PETIT SUESSE IOG PACOTE/BEBIDA IOG COPO 01 IOG COPO 02 CREME DE LEITE PASTEURIZAÇÃO/ELABORAÇÃO IOG GARRAFAS 170 G IOG GARRAFAS 850 G Fonte: Dados da pesquisa. Capacidade disponível (T) 417,45 417,45 127,05 871,20 136,13 154,28 181,50 6534 130,68 154,28 Capacidade efetiva (T) 375,71 375,71 114,35 784,08 122,51 138,85 163,35 5881 117,61 138,05 Slack et al (2009) define como capacidade efetiva a capacidade disponível menos as paradas previstas de processamento. É importante ressaltar que, quanto a seção de pasteurização, é realizado mais de um processo durante a elaboração do produto, ou seja, primeiro é realizada a pasteurização do leite e posteriormente é realizada a pasteurização do produto elaborado. Como a quantidade de leite representa uma média de 75% do produto acabado, há que se reduzir a capacidade do recurso nesta Seção em valor proporcional para fins de cálculo de tempos e produtividade, como determinado adiante. 4.3 DETERMINAÇÃO DA CAPACIDADE DE ARMAZENAGEM Uma vez que os produtos elaborados, matéria-prima e semi-acabados necessitam de armazenamento durante os períodos de fermentação, pasteurização e envase, os tanques e silos de armazenagem demonstram-se como fatores limitantes da capacidade produtiva industrial da UFLM. A armazenagem das matérias-primas pode ser subdividido entre os silos de leite, que armazenam a matéria-prima leite quando de sua chegada na UFLM, as fermenteiras que armazenam o produto durante o tempo de fermentação, os tanques de estocagem que armazenam o produto enquanto o mesmo é envasado, e os tanques de creme, específicos para a armazenagem desta matéria-prima. Além destes silos, existem ainda dois tanques de MIX, dotados de células de carga, e utilizados na preparação dos iogurtes e mistura dos ingredientes, que possuem a capacidade de 20 mil e 30 mil quilos. Estes tanques também são separados de acordo com as linhas de produção, pois cada uma possui uma determinada finalidade. Atualmente, podem ser encontrados na unidade os tanques descritos na Tabela 4. Tabela 4 – Apresentação dos tanques. Linha/Produto IOGURTE E BEBIDA Fementeira (Kg) 10000 10000 Estocagem (Kg) 20000 10 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 PETIT SUESSE 8000 5000 6000 3500 5000 10000 10000 5000 Cru 30000 125000 IOGURTE COPO IOGURTE GARRAFAS IOGURTE BANDEJA Silos LEITE CREME Fonte: Dados da pesquisa. 8000 6000 10000 3500 5000 10000 10000 5000 Pasteurizado 30000 80000 Os silos de estocagem possuem a função de armazenar o produto durante o seu envase, portanto, o tempo de utilização dos mesmos é determinado pela capacidade de envase de cada linha. Desta forma, a capacidade de armazenagem demonstra-se através da soma dos silos de estocagem. Já as fermenteiras são utilizadas por um tempo pré-determinado de fermentação de cada produto. E, portanto não variam de acordo com o volume de base preparada. Desta forma, é possível definir o volume de base que pode ser preparada diariamente ou mensalmente. Este cálculo é possibilitado através da relação tempo x capacidade produtiva; desta forma, foi localizado o tempo disponível (mês ou ano), dividido pelo tempo de fermentação de cada produto, e seguido da multiplicação do volume de batelada de cada linha produtiva. A Capacidade efetiva segue a mesma linha, porém, são descontados os tempos de paradas programadas de CIP e Manutenção Preventiva. O resultado encontrado apresenta-se na Tabela 5. Tabela 5 – Capacidade efetiva das fermenteiras. Fermenteiras PACOTE/BEBIDA PETIT COPO GARRAFAS BANDEJA Fonte: Dados da pesquisa. Capac. (Kg) Tempo fermentação (h) 20000 8000 11000 8500 25000 6 15 6,5 6 6 Cap. Disponível (T) 2433,33 389,33 1235,38 1034,17 3041,67 Média mensal (T) Parada Parada Manut. para Preventiva (h) CIP (h) 30 20 min 30 20 min 30 20 min 30 20 min 30 20 min Cap. Efetiva (T) 2332,22 373,16 1184,05 991,19 2915,28 Através da Tabela 5, percebe-se a capacidade disponível e a capacidade efetiva mensal atual das fermenteiras, uma vez consideradas as paradas previstas para manutenção preventiva e higienização dos equipamentos por linha. As capacidades disponível e efetiva estão apresentadas através de Toneladas/mês. 4.3 DETERMINAÇÃO DA CAPACIDADE DE EQUIPAMENTOS 11 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Os equipamentos alocados na Unidade de Lácteos de Matelândia, para efeitos de estudo, puderam ser subdivididos em dois grupos, sendo eles os pasteurizadores e as máquinas de envase. A Capacidade de envase das linhas de produtos é determinada através da máquina de envase disponibilizada atualmente. Existem instaladas na UFLM 9 máquinas de envase, sendo 1 máquina de envase Iogurte pacote, 1 máquina de envase garrafas 170g, 1 máquina de envase garrafas 850g, 1 máquina de envase petit suisse, 1 máquina de envase creme de leite, 2 máquinas de envase iogurte copo, e 2 máquinas de envase iogurte bandeja. A capacidade de trabalho das máquinas é determinada pela produtividade das mesmas e pelos motores e bombas de dosagem. Além da capacidade disponível determinada por estes recursos, há que se considerar os tempos de parada e setups das máquinas, geralmente utilizados para trocas de sabores dos produtos, higienização dos equipamentos e realização de manutenções preventivas, que são agendadas periodicamente. A consideração dos tempos de setup no cálculo da produtividade possibilita a realização do cálculo da capacidade efetiva instalada. Sendo esta a capacidade calculada através da capacidade disponível, excluindo-se os tempos de parada determinados previamente. A determinação da capacidade das máquinas de envase está representada através da Tabela 6, onde, para determinação da capacidade disponível, o tempo foi multiplicado pela capacidade, e depois descontado o tempo de paradas previstas para determinação da capacidade efetiva. Tabela 6 – Capacidade disponível e efetivo de envase. Equipamento MÁQ. ENV. BANDEJA 02 MÁQ. ENV. BANDEJA 01 MÁQ. ENV. PETIT SUISSE MÁQ. ENV. IOG./BEBIDA MÁQ. ENV. GARRAFA 170G MÁQ. ENV. GARRAFA 850G MÁQ. ENV. COPOS 02 MÁQ. ENV. COPOS 01 MÁQ. ENV. CREME Fonte: Dados da pesquisa. Capacida de (kg/h) 2.300 1.150 700 4.800 720 850 850 750 1.000 Cap. Dispon. (T) 1.679 839,5 511 3.504 525,6 620,5 620,5 547,5 730 Média mensal (T) Parada p/ Parada Manut. CIP (h) Preventiva (h) 30 26 30 25 30 26 30 4 h e 40 min 30 5 h e 40 min 30 5 h e 40 min 30 5 h e 40 min 30 5 h e 40 min 30 5 h e 40 min Cap. Efetiva (T) 1.550,2 776,25 471,8 3337,6 521,52 615,68 615,68 543,25 724,33 Na Tabela 6, a coluna em destaque demonstra a capacidade efetiva por máquina de envase. Esta capacidade pode ser considerada como a capacidade atual instalada na UFLM. 12 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 A Tabela 7 apresenta a capacidade efetiva dos equipamentos de pasteurização presentes na UFLM. Os mesmos são utilizados na pasteurização do leite e dos produtos elaborados. A forma de cálculo segue a lógica utilizada na Tabela 6. Tabela 7 – Capacidade disponível e efetivo de pasteurização. Equipamento PASTEURIZADOR PS2 (leite) PASTEURIZADOR PS3(leite) Fonte: Dados da pesquisa. Capacid. (kg/h) 8.000 10.000 Cap. Dispon. (T) 5.840 7.300 Média mensal (T) Parada p/ Parada Manut. CIP (h) Preventiva (h) 45 1 h 5min 45 1 h 5min Cap. Efetiva (T) 5.471,33 6.839,17 Através da Tabela 7, percebe-se a diferenciação entre os dois equipamentos de pasteurização disponíveis, sendo que o primeiro está preparado para a realização do preparo de leite, enquanto o segundo é utilizado na pasteurização de iogurtes. Esta diferença existe pela necessidade de recursos diferenciados em cada pasteurização devido, entre outros fatores, à viscosidade diferente entre os produtos apresentados. 4.4 ANÁLISE COMPARATIVA ENTRE OS RECURSOS DISPONÍVEIS Esta comparação apresenta a disponibilidade dos recursos separadamente para cada seção, uma vez que alguns recursos não podem ser ajustados de acordo com a demanda interna das linhas de produção, um exemplo considerado é a capacidade de envase, que ocorre em máquinas específicas. Alguns recursos foram considerados como uma média de distribuição no balanceamento entre as linhas, pois são flexíveis em sua distribuição; como a capacidade de pasteurização. Desta forma, o Gráfico 1 apresenta o comparativo entre as capacidades de armazenagem, fermentação, envase, pasteurização e capital humano; sendo as mesmas agrupadas conforme a seção em que encontram-se alocadas. 13 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Gráfico 1 – Comparativo entre capacidades de recursos. Fonte: Dados da pesquisa. É importante observar que, para que fosse possível o comparativo, a capacidade de pasteurização foi dividida de forma proporcional entre as seções, sendo considerado como parâmetro para tal cálculo, o valor obtido através da capacidade de envase. Isto por que, este deve ser considerado como um dos recursos com maior dificuldade de ampliação produtiva, pela alta necessidade de investimentos. Portanto, os equipamentos de envase instalados serão considerados também como parâmetro de balanceamento das linhas. Nota-se que a capacidade de estocagem das linhas de Bandeja e Pacote foi ampliada de volume proporcional ao tempo de fermentação. Isto se justifica pela possibilidade de realização de mais que uma fermentação diária; assim, o volume produzido na segunda batelada é estocado no mesmo tanque que a primeira batelada. Quanto à capacidade de envase, é possível verificar que está, em geral, acima das demais capacidades produtivas, desta forma, as máquinas de envase encontram-se, de certa forma, ociosas. A determinação da capacidade instalada de equipamento de envase deu-se na quantidade estabelecida pela necessidade de produção ampliada, de acordo com a sazonalidade de demanda. Assim, de certa forma, quando existe a necessidade de ampliação de uma determinada linha, os recursos existentes são realocados. 14 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Quanto à capacidade de capital humano, este se encontra abaixo dos demais em praticamente todas as linhas. Porém, este recurso não pode ser apresentado como um gargalo produtivo, isto por que é de acessibilidade facilitada. Como a UFLM opera em produção puxada, ou seja, trabalha em atendimento á demanda existente ou pedidos, e também por certa sazonalidade de demanda; os recursos humanos disponíveis são suficientes para a produção planejada. Porém, se houver elevação de demanda ou capacidade de operação, a necessidade de mão-de-obra poderá ser rapidamente suprida através da abertura de vagas de trabalho. Portanto, este recurso é flexível de acordo com a produtividade, proporcionando o balanceamento com a necessidade produtiva e evitando ociosidade. Quanto à capacidade de pasteurização, a mesma está suficientemente balanceada entre a necessidade das linhas e a capacidade produtiva das demais operações. A capacidade de estocagem instalada apresenta-se como uma das mais baixas entre as demais abordagens, também se deve observar que a estocagem é um ponto de fundamental importância para a realização do balanceamento entre as seções. De mesmo modo, a capacidade de fermentação está relacionada com a estocagem, uma vez que ambas desfrutam de recursos físicos parecidos – os tanques de fermentação e estocagem. Este recurso não se apresenta com alta flexibilidade de elevação de produtividade e exige investimento para ampliação da atual capacidade. De certa forma, os recursos disponíveis encontram-se balanceados com a demanda de mercado existente, porém, podem não suprir a apresentação de novos projetos para a UFLM e a conquista de novos mercados consumidores. A ampliação da produtividade atual é necessária como forma de suprir o planejamento da empresa. Para tal, a maioria dos recursos atuais permite a ampliação da capacidade até determinado limite; outrossim, a capacidade de fermentação e estocagem não está condizente com a futura ampliação de produtividade e são consideradas, portanto, como gargalos produtivos; pois não apresentam a flexibilidade necessária. A necessidade de ampliação da fábrica atual, através da implantação de novas linhas, traz a necessidade de remodelagem e reprogramação das produções. Porém, com a capacidade de estocagem no limite atual, faz-se necessário o estudo de aquisição de tanques para remodelagem e balanceamento das linhas, e portanto, existe a necessidade de novos investimentos. Para reproduzir tal situação, foi elaborada a proposta de aquisição de equipamentos e remodelagem do sistema de estocagem. Tal proposta possui como objetivo 15 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 principal o balanceamento das linhas produtivas através da readequação dos tanques disponíveis. 4.5 PROPOSTA DE MELHORIA Com a verificação da situação atual da capacidade produtiva da UFLM, foi possível identificar o gargalo de produção industrial atual, que se encontra na capacidade de estocagem da Unidade. Desta forma, o que segue é a proposta de ampliação da capacidade de estocagem, como forma de realizar o balanceamento entre as linhas de produção, equalizando os fluxos de produção e processo. Para tal, fica clara a necessidade de investimento de recursos para ampliação e adequação de estocagem, pois o recurso atual está limitado a determinado volume de produção. Visto que existe grande gargalo nos tempos de setup de equipamento para realização de higienização e demais tempos de parada, a proposta consiste em remodelar os tanques atuais de forma que permitam armazenagem de maior volume por pasteurização, elevando a performance dos equipamentos e reduzindo o tempo de setup desnecessário. A situação atual de formulações diárias é a exposta na Tabela 8. Tabela 8 – Formulações atuais. Produto IOGURTE BANDEJA IOGURTE COPO IOGURTE PACOTE IOGURTE GARRAFAS PETIT SUISSE TOTAL Fonte: Dados da pesquisa. Volume (Kg) 45.000 10.000 30.000 8.500 8.000 101.500 Nº Formulações 02 02 02 01 01 08 Assim, é possibilitada a realização de 8 formulações diárias com o volume máximo de 101,5 Toneladas. Nota-se que, devido a disponibilidade de tanques, será preciso elevar a quantidade de turnos de produção. Porém, como os tempos de fermentação prolongam a ocupação dos tanques, isto dificulta a utilização de um mesmo tanque para mais de uma formulação diária. Além disso, há que se verificar que existem perdas consideráveis de processamento ocorrido pela “espera” de tarefas entre pasteurização, fermentação e envase. Assim, os tanques ficam “aguardando” que outras tarefas sejam realizadas, para que o processamento tenha continuidade. A proposta de readequação se dá em efetuar a troca dos tanques atuais, por tanques de maior capacidade, permitindo elevar os volumes por pasteurização. O cenário proposto permite que as mesmas 8 formulações elevem a capacidade para 145 Toneladas/dia, conforme Tabela 9. 16 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Tabela 9 – Formulações propostas. Produto IOGURTE BANDEJA IOGURTE COPO IOGURTE PACOTE IOGURTE GARRAFAS PETIT SUISSE TOTAL Fonte: Dados da pesquisa. Volume (Kg) 60.000 20.000 30.000 20.000 15.000 145.000 Nº Formulações 02 02 02 01 01 08 Esta remodelagem permitirá a elevação da capacidade produtiva atual em 42,8%; reduzindo a ociosidade dos demais recursos – exceto capital humano, que flexibilizar-se-á para atender a nova produtividade. A elevação da capacidade por linha está representada pelo Gráfico 2: Gráfico 2 – Proposta de elevação da capacidade. Fonte: Dados da pesquisa. Assim, existe a necessidade de compra de alguns tanques para ampliação da capacidade de armazenagem para viabilizar a transformação da área de fermentação para lojamento dos novos equipamentos e negociação de alguns tanques atuais que serão inutilizados pela nova remodelagem, conforme tabela 10. Tabela 10 – Proposta de aquisição de tanques. Situação Atual – 21 Tanques 1 20.000 kg 9 10.000 kg 2 8.000 kg 2 7.000 kg 5 5.000 kg 2 3.500 kg Fonte: Dados da pesquisa. Situação Proposta – 16 Tanques 8 20.000 kg 2 15.000 kg 6 10.000 kg Desta forma, percebe-se a necessidade de compra de 9 tanques, sendo 2 com capacidade para 15.000 Kg e 7 com capacidade para 20.000 Kg. Os 14 tanques restantes, de volumes não utilizados, poderão ser negociados para a compra dos novos equipamentos. A compra dos tanques exige ainda a alteração do layout atual da sala de armazenagem da indústria. 17 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Ainda, para que seja viabilizada a elevação dos recursos atuais, é verificada a necessidade de criação de uma nova linha de resfriamento. Pois com a elevação dos fluxos de processo, é preciso agilizar o corte de fermentação dos produtos, viabilizando a preparação para envase. Justifica-se esta necessidade pela elevação do trabalho de resfriamento. As duas linhas existentes responderiam de forma muito compacta ao novo cenário, com a elevação da capacidade produtiva e volumes fermentados. Como a produção de fermentados exige muita precisão no momento de resfriamento, é muito arriscado manter a capacidade de resfriamento atual, sendo passível de atraso, ocasionando a inutilização ou perca de produção. A confirmação desta assertiva pode ser verificada através do Apêndice B, onde se demonstra o cenário com a ampliação das linhas, e são simulados os tempos de resfriamento, com base em informações dos fluxos atuais. Assim, a implantação de uma nova linha de resfriamento permite segurança para o processo de industrialização. Desta forma, justifica-se a compra de equipamento resfriador, e bomba de transferência, com vazão aproximada para 20000 litros hora, bem como o investimento para instalação das novas linhas de produtos. Também, com a ampliação de linhas, será necessária a ampliação do recurso de Capital Humano, através da abertura de novos turnos. A ampliação da necessidade deste recurso se dará conforme Tabela 11, em Kg: Tabela 11 – Elevação dos turnos de trabalho. Linha PETIT SUISSE BANDEJA 1 BANDEJA 2 COPO 1 COPO 2 GARRAFA 850 GARRAFA 170 IOGURTE BEBIDA 1KG CREME DE LEITE TOTAL Fonte: Dados da pesquisa. Planejamento de Produção 15.000 20.000 40.000 10.000 10.000 10.000 10.000 30.000 7.000 152.000 Turno 1 Turno 2 Turno 3 5.000 8.000 15.000 5.000 5.000 5.000 5.000 30.000 7.000 85.000 5.000 7.000 15.000 5.000 5.000 5.000 5.000 47.000 5.000 5.000 10.000 20.000 Desta forma, foi calculada a necessidade de contratação de colaboradores para suprir as novas demandas de trabalho. Com as mudanças previstas torna-se necessário contratar 37 novos colaboradores para compor os turnos apresentados, além do desenvolvimento dos novos funcionários através de treinamentos e integração. A capacidade após a implantação das sugestões pode ser verificada através do Gráfico 3. É importante ressaltar que, o projeto apresentado contempla ainda a capacidade para futuras demandas de produção, com os produtos que estão em fase de desenvolvimento; como 18 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 as novas linhas de Bandeja Decor, Sobremesas e Leite Fermentado, e é por isso que a capacidade de Fermentação do Iogurte Bandeja encontra-se acima dos demais recursos, já preparando sua utilização nas novas linhas produtivas. Gráfico 3 – Capacidade após implantação de melhoria. Fonte: Dados da pesquisa. Os equipamentos descritos para aquisição e balanceamento das linhas necessitam de investimento considerável. Porém, é importante ressaltar que estarão preparando a atual Indústria de Laticínio para reorganização de processos e atendimento a futuras demandas. A tabela 12 contempla a síntese do investimento necessário, com respectivas aplicações. Tabela 12 – Orçamento dos equipamentos. Quantidade 7 2 1 1 1 Investimento necessário Equipamento TANQUE 20000Kg TANQUE 15000Kg RESFRIADOR COM LINHA DE RESFRIAMENTO BOMBA POSITIVA INSTALAÇÕES E MONTAGEM DE TANQUES TOTAL Fonte: Dados da pesquisa. Valor (R$) 471.100,00 103.900,00 100.000,00 69.500,00 150.000,00 894.500,00 De acordo com a tabela 12, é possível verificar o valor necessário de investimento para realização das alterações necessárias entre os tanques propostos, para elevação da capacidade de armazenagem. Os valores de investimento dos tanques foram orçados em 30 de Outubro de 2012, de acordo com a necessidade estimada. A Bomba de transferência, necessária para instalação da nova linha de resfriador, foi orçada conforme preço de mercado. O Resfriador, foi estimado conforme preços vigentes, e não possui orçamento por depender de variáveis como câmbio de moeda, por se tratar de 19 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 programação importada, variações das linhas e tempo hábil de levantamento. As instalações e montagem foram estimadas de acordo com a necessidade de mão-de-obra terceirizada, linhas e tubulações inoxidáveis e mobilização para montagem. Como a programação de instalação será realizada em uma parada mínima da fábrica, é necessário maior investimento de preparação para receber os novos equipamentos. A alteração representa investimento considerável para a Unidade, portanto deve-se considerar o levantamento de recursos conseguido através da negociação dos tanques utilizados atualmente, e que serão removidos da atual planta Industrial. Calculando uma estimativa de valor, através de avaliação da situação real dos 14 tanques disponíveis para negociação, estimou-se um valor para negociação de R$ 250.000,00. Desta forma, o total de investimento necessário para o projeto estará no valor de desembolso de R$ 644.500,00; permitindo a elevação da produção em uma faixa de 42,8% entre todos os sabores. Verifica-se ainda que, a elevação da produtividade está concentrada nos produtos com mais mercado disponível, que são considerados os pontos fortes da Indústria, e representam maior valor agregado sobre a matéria prima. Sendo estes principalmente o iogurte bandeja e Petit Suisse. Isto alavanca a receita média dos iogurtes, uma vez que existe mais valor na produção da mesma matéria prima. Uma estimativa com base no mês de Agosto/2012 demonstra a elevação de 3,059 para 3,298 reais no Kg do produto, considerando elevação de 7,8% no valor agregado. 5. CONSIDERAÇÕES FINAIS O objetivo deste trabalho foi determinar a capacidade produtiva da atual planta Industrial da Frimesa – UFLM, determinar a capacidade efetiva dos principais recursos produtivos da UFLM, determinar o gargalo produtivo da Indústria e realizar uma proposta de balanceamento produtivo e possível elevação da capacidade Industrial. Os objetivos foram alcançados através da análise de dados decorrente de pesquisas documentais, levantamento referencial e observação. Os principais resultados encontrados estão apresentados a seguir. Para determinar a atual capacidade máxima produtiva da Unidade de Refrigerados Lácteos da Frimesa Cooperativa Central – verificou-se a capacidade diária de 8 formulações entre as linhas existentes, alcançando 101,5 toneladas de produto, além da pasteurização de creme de leite em um valor de 7 toneladas. Portanto, é possível definir como a capacidade máxima produtiva atual o volume de 108,5 toneladas diárias. 20 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 Para determinar a atual disposição do recurso de capital humano, foram verificadas informações correlatas as jornadas de trabalho, quantidade de colaboradores e performance das máquinas, bem como força de trabalho por linha, foram cruzados e permitiram a determinação da capacidade deste recurso. Para determinar a atual disposição do recurso de armazenagem de matéria-prima e elaborados, foi verificada a atual capacidade dos tanques de estocagem, silos de matériaprima e fermenteiras. Os tempos de fermentação e estocagem foram de grande relevância para determinar a capacidade de cada tanque, pois como o processo de industrialização compõe-se de várias etapas, foi possível verificar os GAP`s de produção decorrentes da espera entre um processo e outro. A determinação atual da disposição do recurso de equipamentos, considerou a capacidade de cada um dos principais equipamentos envolvidos no processo de industrialização e envase. Desta forma, a vazão e/ou capacidade de envase foi verificada através de cálculos de capacidade disponível e capacidade efetiva, e paradas previstas, como as manutenções preventivas e paradas de higienização foram consideradas para que os números conseguidos obtivessem maior fidelidade a realidade encontrada. Com a análise das capacidades produtivas foi possível apontar o recurso que representa o “gargalo de produção” e possíveis ajustes para otimizar o processo – o desenvolvimento do trabalho constatou que o recurso mais limitante da performance atual é a estocagem de produtos. Pois as capacidades de envase e pasteurização estão acima da produtividade atual e a capacidade de capital humano possui flexibilidade para ajustar-se à possíveis aumentos de produtividade. Como os tanques disponíveis já estão em seu limite de utilização, não permitem a ampliação de produtividade. Para tal, como sugestão de ampliação foi recomendada a aquisição de 9 novos tanques com capacidade estendida e venda de 14 tanques atuais que encontram-se sobrecarregados. Assim a proposta consiste em um investimento de R$ 644.500,00 para elevação da capacidade produtiva em aproximadamente 42,8%, partindo de 101,5 para 145 toneladas diárias; podendo elevar-se com a integração de novas linhas de produtos. Além disso, verifica-se a elevação da agregação de valor na matéria prima através da escolha dos produtos, elevando em 7,8% o valor geral da produtividade da planta industrial. REFERÊNCIAS 21 IX CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 20, 21 e 22 de junho de 2013 GIL, Antônio Carlos. Métodos e Técnicas de Pesquisa Social. 6. ed. São Paulo: Atlas, 2008. MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Fundamentos da Metodologia Científica. 6. ed. São Paulo: Atlas, 2009. MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Metodologia Científica. 5. ed. São Paulo: Atlas, 2007. MOREIRA, Daniel Augusto. Administração da Produção e Operações. 2. ed. São Paulo: Cengage Learning, 2008. RICHARDSON, Roberto Jarry. Pesquisa Social – Métodos e Técnicas. 3. ed. São Paulo: Atlas, 2008. SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da Produção. 3. ed. São Paulo: Atlas, 2009. YIN, Robert K. Estudo de caso – Planejamento e Métodos. 4. ed. Porto Alegre: Bookman, 2010. 22
Download