“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
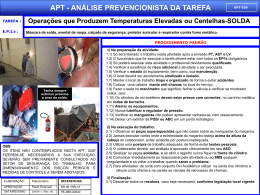
SOLDA A PONTO POR RESISTÊNCIA
CAPÍTULO 1 -
TEORIA BÁSICA DE SOLDA
CAPITULO 2 -
PROGRAMAÇÕES DE SOLDA
CAPÍTULO 3 -
ESTAÇÃO TÍPICA DE MÁQUINA DE SOLDA
PORTÁTIL
CAPÍTULO 4 -
PONTEIRAS DE ELETRODOS DE MÁQUINA
PORTÁTIL
CAPÍTULO 5 -
PREPARAÇÃO DE UMA ESTAÇÃO DE MÁQUINA
PORTÁTIL
CAPITULO 6 -
AVALIAÇÃO DE SOLDA
CAPÍTULO 7 -
INSTRUMENTAÇÃO
CAPÍTULO 8 -
SOLDA TOPO A TOPO
CAPÍTULO 9 -
SOLDA A PROJEÇÃO
“Distribuição gratuíta, vedada comercialização desta apostila”
SOLDA A PONTO POR RESISTÊNCIA
CAPíTULO 1
Teoria Básica de Solda
A solda a ponto por resistência é o processo de unir duas ou mais peças metálicas numa
pequena área localizada, pela aplicação de calor e pressão, no qual o calor usado é
resultante da resistência do metal ao fluxo de uma corrente elétrica, num circuito do qual a
própria peça é parte integrada.
SOLDA A PONTO POR RESISTÊNCIA
Calor é desenvolvido nas peças a serem soldadas, mostradas na seção ampliada à direita,
e pressão é aplicada pela máquina de solda através das pontas dos eletrodos.
Não existe fonte externa de calor nem são usados fluxos ou material de enchimento.
A corrente elétrica para solda a ponto por resistência e usualmente fornecida por um
transformador de solda, o qual transforma a corrente de alta-voltagem, baixa-amperagem
para uma de baixa voltagem, alta-amperagem. Conforme indicado na figura, a altavoltagem e geralmente de 480 volts no primário do transformador, enquanto que a
corrente primária é de 100 e 2000 amperes dependendo do trabalho que está sendo
efetuado e do equipamento usado. Os valores de voltagem e corrente mostrados na
ilustração são somente demonstrativos das relações entre as duas características e não
especificações para o trabalho.
“Distribuição gratuíta, vedada comercialização desta apostila”
Por exemplo, pequenas peças de chapa fina, em baixa produção poderão necessitar de
somente uma máquina de pequena capacidade, com uma de voltagem secundária de 3
volts, para resultar numa corrente de 9.000 àmperes.
Por outro lado, uma pilha de diversas chapas grossas em alta produção poderá exigir uma
máquina potente com um secundário de 30 volts, ou mais, para obter corrente de solda da
ordem de 30.000 amperes, ou mais.
Também mostrado há um contador, o qual nada mais é que um interruptor; que liga e
desliga a corrente primária. Esse contator é controlado por um temporizador, o qual
determina a duração da corrente. O interruptor é usado pelo operador para definir o início
de cada ciclo de solda.
Além dos elementos ilustrados, um sistema de energia, um sistema de refrigeração e uma
carcaça ou estrutura são necessários para totalizar os elementos básicos de quaisquer
máquinas de solda a ponto seja ela portátil, estacionária, uma prensa de solda, ou qualquer
máquina de solda especial. Esses elementos serão discutidos mais tarde com maiores
detalhes, mas primeiro vamos olhar o coração, do processo de solda a ponto o próprio
ponto de solda e os eletrodos.
Figura 1.2
Distribuição de Temperatura
Na figura 2 temos ilustrado as temperaturas aproximadas que são alcançadas na peça e
nos eletrodos durante uma soldagem a ponto de duas chapas. Na interface, ou superfície
“Distribuição gratuíta, vedada comercialização desta apostila”
de colapso como é chamada, a temperatura atingida é muito próximo do ponto de fusão
do aço que é aproximadamente de 1.400 C. 0 metal não é unido por "fusão" como na
solda elétrica comum ou oxiacetilênica, mas em vez disso e aquecido até o estado plástico,
e então é unido pelo uso de pressão, caldeando as duas peças.
Ao se fazer uma solda a ponto, a corrente de soldagem e passada de um eletrodo para o
eletrodo oposto, através das chapas a serem soldadas. Durante essa passagem a corrente
encontra resistência em cada um dos elementos do circuito. Lendo-se de cima para baixo
na figura, essas resistências são:
1.
2.
3.
4.
5.
6.
7.
A resistência elétrica do material do eletrodo superior.
A resistência de contato entre esse eletrodo e a peça superior.
A resistência elétrica do material da peça superior.
A resistência de contato entre as chapas das duas peças sendo soldadas.
A resistência elétrica do material da peça inferior.
A resistência de contato entre a peça inferior e o eletro do inferior.
A resistência do material do eletrodo inferior.
A corrente elétrica, ao passar através de cada uma dessas resistências, gera calor. As
temperaturas resultantes são aproximadamente as mostradas. A mais alta é a da
Interface, ou superfície de colapso, onde se inicia a formação da solda.
Os outros pontos de formação de alta temperatura são as áreas de contato dos eletrodos
em cada lado das peças sendo soldadas. Devido à alta condutividade do material dos
eletrodos, mais o fato que é sempre providenciada refrigeração das mesmas, a superfície
da chapa das peças não atinge a temperatura de fusão durante a passagem da corrente.
Mais detalhes sobre a importância dessa refrigeração com água serão fornecidos nas
futuras seções.
Antes de entrarmos numa discussão dos fatores que afetam a criação de calor, ha um
fator que deve ser mencionado porque não e sempre que ele recebe a devida
consideração. Esse fator é o equilíbrio do calor.
O equilíbrio do calor pode ser definido como uma condição na qual as zonas de fusão das
duas chapas soldadas são sujeitas a aproximadamente e o mesmo nível de temperatura.
Conforme mostrado na figura é normalmente considerado que o equilíbrio do calor e
automático, desde que existem chapas da mesma espessura, do mesmo material e
eletrodos das mesmas dimensões, com a mesma composição. Na prática, entretanto,
essa condição nem sempre existe. Nas próximas seções serão discutidos mais
profundamente os fatores que afetam o equilíbrio do calor e o que pode fazer acerca deles.
“Distribuição gratuíta, vedada comercialização desta apostila”
O fluxo de corrente gera calor na sua passagem por qualquer condutor elétrico. A
quantidade de calor gerado depende de três fatores:
1. A quantidade de corrente.
2. A resistência do condutor.
3. A duração (tempo) do fluxo da corrente.
É lógico que esses mesmos fatores também afetam o calor na solda a ponto por
resistência. Isso e expressado pela formula:
CALOR = I2R T
Nessa fórmula I é corrente, R a resistência do condutor e T o tempo de passagem da corrente.
O que essa fórmula demonstra e que o calor e diretamente proporcional à corrente vez
corrente (ou seja, o quadrado da corrente). O calor é também diretamente proporcional à
resistência e ao tempo. Em outras palavras, se o tempo de solda for dobrado, o calor
também dobrará se a resistência for dobrada, o calor também dobrara; mas se a corrente
“Distribuição gratuíta, vedada comercialização desta apostila”
for dobrada o calor quadruplicará. Verdadeiramente, na prática a fórmula não dá uma real
indicação dos efeitos dos três fatores na solda. A razão disso é que somente parte do calor
gerado é usado para fazer a solda. O resto do calor é perdido, parte dele por condução, da
peça de trabalho para os eletrodos e o restante, poro irradiação, da peça de trabalho para o
ar circundante.
Nem todo o calor e gerado na junção da solda onde o queremos. Também existe geração
de calor em todas as partes do circuito elétrico, em proporção da resistência, da
quantidade de corrente, da sua concentração e duração. Desse modo, os eletrodos, os
porta-eletrodos, os braços, os cabos e os Jampers, os terminais de cabo, os terminais dó
transformador, todos os componentes internos do transformador e o sistema primário,
todos desenvolvem calor proporcional as leis de geração de calor.
Entretanto, a grande maioria do calor é desenvolvida na interface das peças sendo
soldadas. Por quê? A resistência da chapa sendo soldada e grande porque a mesma é de
aço. Em contraste, todos os outros componentes apresentam; baixa resistência porque são
feitos de cobre e suas ligas. A concentração de corrente e grande na zona da solda por
causa de sua pequena área. Ao mesmo tempo a concentração de corrente é baixa em
todos os outros componentes do circuito devido a sua maior secção.
Teoricamente, todos os componentes do circuito, exceto a peça de trabalho, poderiam ser
desenhados de modo que o excesso de calor gerado pudesse ser dissipado no ar. Na
prática, entretanto, limitações de espaço e outras considerações impõem um
compromisso, e em certas localizações recorre-se ao resfriamento por água. Como regra
geral, todos os transformadores de solda, porta-eletrodos e eletrodos, são diretamente
resfriados por água. A necessidade de resfriamento por água de outros componentes, como
os cabos, por exemplo, dependerá do trabalho específico. Quando o cabo é longo e deve
ser de pequeno diâmetro para facilidade de manuseio (como no caso de máquinas
portáteis) ele é resfriado à água. Quando o cabo é curto e de grande diâmetro (como no
caso das prensas de solda) e resfriado a ar.
Na fórmula CALOR =I² R T, não se inclui a pressão, entretanto existe uma relação entre
pressão e a formação de calor na zona de solda. A variável R (resistência) é influenciada
pela pressão do eletrodo, através do seu efeito na resistência de contato. Quanto maior a
pressão aplicada, menor é a resistência de contato e menor o calor gerado. Inversamente,
quanto menor for a pressão aplicada, maior será a resistência de contato e maior a
quantidade de calor gerado.
Os efeitos das modificações no calor efetivo de solda, devido a variações do nominal da
pressão, corrente tempo são mostrados nas duas ilustrações seguintes.
“Distribuição gratuíta, vedada comercialização desta apostila”
Em cada uma das seções dessa ilustração é usado um termômetro para indicar a
percentagem de calor efetivo de solda que resultaria de modificações das três variáveis
principais que entram numa solda a ponto por resistência.
Na figura esquerda superior, a aplicação de 100% da pressão, normal para solda
significa na geração de 100% de calor de solda.
Na figura esquerda inferior a pressão normal para solda foi reduzida em 10% (de 100%
para 90%) e o resultado foi um calor efetivo de 105%, ou seja, um aumento de 5%.
Na figura central superior, 100% de corrente normal para solda, transforma-se em 100% de
calor efetivo. Na figura central inferior reduziu-se, a corrente em 10% (baixando-a para 90%)
e o resultado foi um calor efetivo de 92%, ou seja, uma perda de 8%.
Para sumarizar, note-se a diferença drástica do efeito da redução em 10% em cada um dos
fatores pressão, corrente e tempo.
A corrente apresenta o maior efeito redução de 20%. Em contraposição, uma redução de
10% na pressão causou um aumento de 5% no calor efetivo.
Vamos examinar os efeitos dessas mesmas variações ainda sob outro aspecto.
“Distribuição gratuíta, vedada comercialização desta apostila”
Essa é uma ilustração dos efeitos do tempo de solda, corrente de solda e pressão, na
formação da solda e sua resistência mecânica.
A solda aí ponto por resistência raramente é compreendida devido à dificuldade em se
raciocinar com precisão, em termos de diversas variáveis simultâneas. Qualquer que seja
o ângulo pelo qual é encarado, seja pelo lado puramente físico, considerando os
problemas de fluxo: de calor que a, solda envolve, ou seja, pelo aspecto prático considerando
somente aqueles valores afetando a solda externamente, é difícil visualizar claramente o
conjunto.
Numa tentativa para esclarecer o assunto, de um ponto de vista prático, diversa séries de
soldas foram efetuadas, sob condições cuidadosamente controladas. Em cada uma das
series, todas as variáveis foram mantidas constantes, com exceção de uma delas, a qual
foi modificada dentro de limites, e os resultados quanto ao desenvolvimento da solda
devidamente anotados. As variáveis mantidas sob controle foram à corrente, tempo,
pressão e forma do eletrodo. Dessas variáveis, com exceção da forma do eletrodo, todas
foram modificadas, uma de cada vez. Os números específicos referentes à espessura da
chapa, forma do eletrodo, corrente, tempo e pressão serão ignorados e a figura usada
somente para explicar tendências no progresso da solda c não numa tentativa para usá-la
como tabela de características.
“Distribuição gratuíta, vedada comercialização desta apostila”
1. Efeito do Tempo de Solda
Mantiveram-se constantes a corrente, pressão e forma do eletrodo e modificou-se o
tempo a cada ciclo, para mostrar não somente o efeito do tempo na resistência mecânica
da solda, mas também demonstrar o desenvolvimento de uma solda normal. Na série de
soldas na parte superior o tempo foi aumentado de figura a figura, da esquerda para a
direita. A solda totalmente desenvolvida é mostrada na última figura da direita de número
12 na série de, "Aumento de Tempo".
É interessante notar que no aumento do tamanho da solda é uma função direta do tempo,
uma vez formado o ponto de solda. Com a densidade de corrente "usada, foram necessários
quatro ciclos para elevar a zona de solda à temperatura de fusão, fornecendo-lhe calor
suficiente. Com correntes mais baixas, levaria mais tempo. É também interessante que
houve pouco ou nenhum caldeamento, antes da fusão ocorrer. As seções não fundidas
apresentam alguma resistência mecânica, devido à chamada "fusão plástica", porém a união
é frágil e falível.
Tempos de solda maiores que os mostrados na figura, causariam reentrâncias cada vez
maiores, e comumente, expulsão do metal derretido.
O ponto importante a ser reparado nessa serie e que ha uma brusca mudança no diâmetro
da solda com somente um pequeno aumento do tempo de solda. Se o tempo de solda for
determinado com valor muito baixo e perto do valor crítico, outras modificações tais como
desgaste ou variações na chapa, ocorrerão durante a produção, podendo vir a ocasionar
falhas posteriores da solda. É, portanto da máxima importância que sejam usados tempos
de solda suficientes para cada combinação de chapas, assegurando-se desse modo
soldas de qualidade, durante uma faixa razoável de operação na produção.
2. Efeito da Corrente de Solda
Foram mantidos constantes o tempo de solda, pressão e forma de eletrodo e a corrente foi
incrementada a partir de um valor que não produzia solda, até um valor que causava um
excesso de expulsão de metal da chapa. A figura da extrema esquerda é da amostra feita
com o valor mínimo de corrente e cada figura sucessiva em direção à direita mostra os
efeitos do aumento de corrente. O crescimento completo da solda é mostrado no exemplo
9 da série "Efeito da Corrente", sendo que os exemplos posteriores a ele foram feitos com
correntes progressivamente excessivas.
Note-se que é impossível interromper a solda faltando pouco para que ela se complete,
numa série em função de corrente, comparado ao que foi possível fazer na série em função
do tempo. A forma bastante constante e simétrica dessas soldas assim o prova. Repare na
diferença do formato dessa série em função de tempo. O diâmetro da solda e a sua
resistência mecânica são uma função direta da corrente de solda, com as correntes baixas
produzindo zonas de fusão muito pequenas e soldas de baixa resistência mecânica,
enquanto que o aumento de corrente produz aumento uniforme de diâmetro e resistência
até o ponto em que se inicia a expulsão de metal.
3. Efeito da Pressão do Eletrodo
O tempo de solda, a corrente de solda e a forma do eletrodo foram mantidos enquanto
que a força aplicada foi modificada desde a metade da força normal para a solda, até o
dobro da força normal necessária.
“Distribuição gratuíta, vedada comercialização desta apostila”
Também aqui o aumento é mostrado da esquerda para a direita, com a solda
completamente desenvolvida aparentando no exemplo 3 desta série do "Efeito da
Pressão" (ou força).
A resistência de contato entre duas superfícies relativamente lisas e limpas e uma função
inversa da força aplicada a elas. O calor desenvolvido pela passagem da corrente através
dessa resistência durante um dado período é igual ao produto da corrente ao quadrado,
pela resistência, pelo tempo. Conhecendo-se esses dois parâmetros, fica evidente que o
crescimento da solda é uma função inversa da força aplicada pelo eletrodo. Soldas feitas
com pouca força (pressão) desenvolveram tanto calor que o metal da chapa foi expelido.
Essa expulsão do metal tem certa influência em limitar o crescimento do diâmetro da
solda, e conseqüentemente, a sua resistência mecânica. Essa ação é responsável pela
resistência mecânica menor desse tipo de solda, apesar do maior calor desenvolvido.
Conforme a força do eletrodo foi sendo aumentada, torna-se aparente a queda do
tamanho e resistência mecânica da solda. Contudo é importante notar-se que, apesar da
força aplicada na amostra numero 8 dessa série ter sido aproximadamente o dobro do
normal, ainda assim a solda é de muito bom tamanho e forma.
Pressão de solda acima do normal é provavelmente a menos objetável de todas as
variações na ordenação das características da operação de soldar, em termos de sua
qualidade. Pelo outro lado, podem aparecer outras desvantagens, tais como: defeitos nos
eletrodos ou nos braços, altas correntes ou necessidade de longos tempos, ou severas
depressões e distorções da chapa da peça.
Deve ser notado que, além do tempo de solda, há outros elementos de TEMPO numa
seqüência completa de soldagem, os quais também necessitam ser controlados para se
efetuar uma solda a ponto por resistência. Eles são tratados no capítulo seguinte.
“Distribuição gratuíta, vedada comercialização desta apostila”
Há quatro estágios de tempos definidos no ciclo de soldagem a ponto:
1. Tempo de Compreensão - É o espaço de tempo durante o qual os eletrodos comprimem
a peça do trabalho, até o momento em que se inicia a passagem da corrente.
Esse estágio é para garantir a existência de uma força suficiente quando for aplicada a
corrente de solda.
2. Tempo de Solda - É o intervalo de tempo durante o qual é mantida a compressão sobre
o trabalho, simultaneamente com a passagem da corrente elétrica de solda pelas peças
sendo soldadas.
3. Tempo de Retenção - Tempo durante o qual os eletrodos mantêm a pressão sobre a
peça de trabalho, após a cessação da passagem de corrente e o seu esfriamento e
solidificação sob pressão.
4. Tempo de Pausa - E o estagio de tempo durante o qual os eletrodos não mantêm contato
com a peça de trabalho, permitindo o reposicionamento da peça de trabalho ou da
máquina de solda, para início de novo ciclo de solda.
Até agora discutimos que é uma solda a ponto por resistência como o calor é gerado e
quais são as temperaturas atingidas, os fatores que afetam a geração do calor, e os
elementos de tempo na seqüência da solda. Pouco foi dito acerca do tamanho da solda,
afora de como ele é influenciado pelo tempo, corrente e pressão. Os fatores que
determina qual deve ser o tamanho da solda e como atingi-lo, será discutido em seguida.
“Distribuição gratuíta, vedada comercialização desta apostila”
DIÂMETRO DO BOTÃO DE SOLDA
A experiência e a lógica nos indica que o diâmetro do botão de solda deve ser
proporcional a espessura das chapas sendo soldadas: quanto mais grossas as chapas,
maior deverá ser o diâmetro do botão de solda.
Teoricamente, o diâmetro do botão pode ser feito de qualquer tamanho racional, grande
ou pequeno, dependendo do equipamento disponível e sua potência. Na prática,
entretanto, seria um desperdício de equipamento e potência, fazer o botão maior que o
necessário para o trabalho em vista. Pelo outro lado, se o diâmetro do botão for muito
pequeno, sua resistência não suportaria e não seria consistente com a resistência da
própria chapa sendo soldada.
Os diâmetros dos botões já estão todos tabelados para as diversas espessuras de chapa.
Esses tamanhos foram definidos, mais empiricamente e por experiência do que qualquer
outro meio. Poderíamos apresentar uma tabela maior, porém para simplificar as coisas há
uma regra geral para sua determinação que funciona muito bem.
Para determinar o diâmetro desejável para o diâmetro de um dado botão de solda, basta
multiplicar por dois a espessura da chapa e adicionar 1/8 pol. Ex:
Chapa .035 : (.035x2)+.125 = .195 pol. diâ. Botão
Chapa .067 : (.067x2)+.125 = .259 pol. diâ. Botão
Chapa .120 : (.120x2)+.125 = .365 pol. diâ. Botão
Somente após definido o diâmetro desejado para o botão de solda, pode ser especificado
“Distribuição gratuíta, vedada comercialização desta apostila”
o diâmetro da face de contato do eletrodo. 0 diâmetro do botão jamais pode ser maior que
o diâmetro da face do contato do eletrodo. Pode, entretanto, ser consideravelmente
menor, conforme ficou demonstrado na Fig. 5, quando foram usados ,tempo de solda e
corrente de solda insuficiente, ou excesso de pressão.
Geralmente, o diâmetro nominal da faço de contato do eletrodo, deve ser
aproximadamente 1/16 pol. maior que o diâmetro do botão desejado.
O diâmetro da face do eletrodo deve ser m a i o r para limitar a área de chapa aquecida,
minimizando a expulsão e resultante reentrância do metal assim como para reduzir o
arrebitamento do eletrodo.
Após definido o diâmetro da face do eletrodo, pode ser determinada a corrente de solda
necessária para produzir o botão do tamanho desejado. Apesar da corrente de solda ser
comumente considerada em termos de corrente total em amperes, vemos através de uma
análise mais precisa, que deve ser considerada em termos de corrente por unidade de
área da face de contato do eletrodo. Só se pode pensar num pequeno diâmetro de face
de contato, em conjunto com baixas correntes de solda e pequenos botões. Grandes
diâmetros de fase de contato comentem se associam com grandes botões e altas
correntes de solda.
Nessa altura da discussão já se tornou obvio que a execução de qualquer operação de
solda a ponto bem sucedida, seja ela simples ou complexa, é dependente do
funcionamento correto dos eletrodos. Insuficientes atenção e cuidados com os eletrodos;
praticamente pode anular todo o investimento feito com controles elétricos primorosos,
capazes de manter as variáveis elétricas dentro de tolerâncias apertadas.
Juntamente com a densidade de corrente que é afetada pela área de contato dos
eletrodos, assim também a densidade da força, ou seja, a pressão de solda é afetada.
“Distribuição gratuíta, vedada comercialização desta apostila”
Essa figura ilustra a relação entre a força aplicada e a pressão. Se forem usados
eletrodos com uma face de contato de 1/4 pol. de diâmetro, a área de contato é de
aproximadamente 05 pol² Se for aplicada uma força de 500 lb através dos eletrodos, a
pressão de solda (ou densidade da força) é determinada dividindo-se a força dela área. No
presente caso, 500 lb divididas por 05 pol2. resulta em 10.000 lb pol2. de pressão de solda.
Comumente utilizamos indistintamente as palavras "força" e "pressão" com o mesmo
significado. Geralmente nesses casos é a palavra "pressão" que está sendo usada
incorretamente. Pressão é força aplicada por unidade de área é expressa em "psi" ou libras
por polegada quadrada (ou quilos por centímetro quadrado).
Na maioria dos casos de solda a ponto "pressão" assim entendida é a palavra usada. O
detalhe importante a ser lembrado é que a pressão de solda é o importante para a
formação da solda, e pode acontecer que, mesmo a força correta, a pressão pode não
estar dependendo da área da face do eletrodo.
“Distribuição gratuíta, vedada comercialização desta apostila”
Mesmo quando a face de contato do eletrodo tem exatamente o tamanho e forma
corretos, há outros detalhes que podem estar errados, resultando em área insuficiente de
contato.
No lado esquerdo superior da Figura A são mostrados dois eletrodos corretamente
apontados, cujas faces apresentam-se em esquadro com as respectivas espigas, estão
paralelos entre si, porem, apresentara suas linhas de centro desalinhadas em planos
diferentes. O resultado desse desalinhamento é uma redução da área afetiva de contato
das mesmas, conforme mostrado na zona branca da vista em perspectiva.
A Figura D, no lado direito superior mostra outra forma de desalinhamento, onde dois
eletrodos também perfeitamente apontados e com as faces em esquadro com relação às
respectivas espigas, porem, também aqui há uma grande redução das suas áreas de
contato. Há outro fator aqui que precisamos enfatizar. O alinhamento da face de contato nem
sempre é dependente do desalinhamento do porta-eletrodos, pois freqüentemente os
eixos de simetria dos eletrodos apresentam-se em ângulo relativo um ao outro, para
permitir sua introdução em áreas próximas aos flanges. As faces dos eletrodos devem ter
a mesma linha de centro, independentemente do ângulo ou do desalinhamento
apresentados pelos porta-eletrodos.
As três figuras inferiores C,D e E, mostram os resultados de distorções das faces de
contato. A figura C, à esquerda, mostra dois eletrodos perfeitamente alinhados, porém,
apresentando uma excrecência em sua face, a qual freqüentemente é causada por
aderência ou alguma condição fora do comum da superfície de contato. Qualquer matéria
estranha nas superfícies a serem soldadas pode causar isto.
“Distribuição gratuíta, vedada comercialização desta apostila”
Coisas tais como chapa galvanizada, tintas resistentes a solda elétrica, vedadores,
sujeira, óxidos, ferrugem e lubrificante de estampagem classificam-se na última categoria.
De qualquer maneira, a área de contato resultante de tal excrescência também e
extremamente reduzida.
A figura D, no centro em baixo, mostra uma condição oposta onde ocorre uma cavidade.
A figura E, à direita em baixo, mostra uma combinação de excrescências e cavidades. O
fato a ser memorizado é quem seja a área de contato um anel circular (fig. D), ou seja, ela
uma forma livre (fig. E), os resultados são os mesmos solda deficiente.
Nunca será exagerada toda a ênfase dada aos eletrodos e ao seu cuidado. Talvez se
possa curar a maior causa de soldas deficientes pela simples manutenção dos
eletrodos, o mais próximo possível das suas condições ideais. O ef e ito da mais ligeira
variação no tamanho da área de contato e verdadeiramente espantoso, apesar de ser
raramente percebido.
As variações das áreas de contato dos eletrodos são inevitáveis, desde que estão sendo
continuamente desgastadas, arrebitadas, e constantemente apontadas. Portanto, deve-se
considerar cuidadosamente o que realmente acontece quando essas áreas são
aumentadas ou diminuídas.
Para ilustrar, consideramos que um eletrodo com face de contato nominal de 1/4 pol.,
após certo uso. Seu diâmetro é agora de 3/8 pol. e sua área de contato passou a ser duas
vezes e um quarto maior que a nominal. Se por um descuido, ao ser espontado, o
diâmetro de sua face for reduzido para 1/8 pol., a sua área passará a ser somente um
quarto da sua área original. O resultado é uma diferença total entre os diâmetros mínimo
“Distribuição gratuíta, vedada comercialização desta apostila”
e máximo de nove vezes. Essa variação de nove vezes na área tem o efeito de aumentar
em nove vezes a densidade da corrente e da força aplicada, ou seja, a pressão de solda.
Normalmente tal variação é inaceitável, no que diz respeito aos seus efeitos sobre a
qualidade c o tamanho da solda.
Concluímos aqui o Capítulo 1 da Teoria Básica de Solda. No capítulo 2 discutiremos a
Programação de Solda e alguns assuntos que governam espessura de chapa, superfície
de colapso, área de contato do eletrodo e os seus efeitos na escolha da programação de
solda correta.
CAPÍTULO 2
PROGRAMAÇÕES DE SOLDA
Na seção anterior da Teoria Básica de Solda foi discutida principalmente a solda a
ponto propriamente dita como o calor e produzido e os fatores que afetam sua geração,
os estágios de tempo na seqüência da solda, o tamanho do botão de solda o a criticidade
da importância dos eletrodos.
Nesta seção, será dada ênfase às regras que governam o processo da solda a ponto, do
modo como é praticado
E que são mais bem conhecidas como Programações de Solda. Também serão
discutidas características e regulagens do equipamento e suas relações aos programas
de solda.
PROGRAMA DE SOLDA
•
•
•
•
•
•
•
•
•
Tipo de Solda
Tipo de Chapa
Condição na Superfície de Colapso
Espessura Governante
Diâmetro do Botão de Solda
Espaçamento Mínimo entre Pontos
Força entre Eletrodos
Corrente de Solda
Tempo de Solda
Um programa de solda é um conjunto de valores de força; corrente e tempo de solda, o
qual produzirá um botão de solda de tamanho especificado e o espaçamento mínimo para
uma dada combinação de chapas com certa condição de superfície.
Os elementos essenciais de um programa de solda são os nove itens seguintes.
Posteriormente cada um deles será discutido detalhadamente.
1. Tipo de Solda (direta, em série, etc.)
“Distribuição gratuíta, vedada comercialização desta apostila”
2. Tipo da Chapa (chapa comum de estampagem, de baixo caborno, inoxidável).
3. Condição na superfície de colapso. A melhor explicação para esses itens são as
expressões usadas para classificar a condição da superfície das chapas onde
deverá ser formado o botão de solda. “Ex: “chapa contra chapa”, “galvanizado
contra chapa”, ou tinta resistente à solda”, etc.
4. Espessura de chapa governante. Refere-se àquela chapa que num conjunto a ser
soldado o que apresente chapas de espessuras diversas, define qual o programa
de solda que deve ser usado.
5. Diâmetro do botão de solda foi discutido no Capítulo 1 e é determinado pela
espessura do material a ser soldado.
6. Espaçamento mínimo é a distância mínima entre pontos de solda, na qual não são
necessárias quaisquer compensações para o efeito de correntes parasitas de ou
para as soldas adjacentes.
7. Força do eletrodo é a força real necessária entre faces de contato para a
efetivação da solda.
8. Corrente de solda é somente um valor aproximado e é a corrente que, combinada
com o tempo de solda correto, produz o calor necessário para formar o botão de
solda requerido.
9. Tempo de solda é o tempo durante o qual a corrente de solda é aplicada para
formar o botão.
Este é um exemplo de um programa típico de uma operação de solda direta, de chapa
comum de estampagem chapa contra chapa. Os valores mostrados são de três
espessuras governantes: 035, .059 e .089 pol. Para cada espessura de chapa estão
indicada diâmetro do botão, espaçamento mínimo, força do eletrodo, corrente de solda e
tempo de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
Todos esses itens aparecem em qualquer programa de solda, porém frequentemente
muitas outras informações também serão fornecidas.
EQUIPAMENTO NECESSÁRIO E SUAS REGULAGENS
Todos ou qualquer dos itens abaixo podem ser relacionados no programa.
1. Diâmetro da Face de Contato do Eletrodo.
2. Forma e Diâmetro dos Eletrodos
3. Força da Maquina de Solda
4. Tipo Básico da Máquina
5. Regulagem da Pressão
6. Tipo do Transformador
7. Amperagem do Primário
8. Bitola e Comprimento do Cabo
9. Quantidade Máxima de Pontos/Minuto
10. Regulagens da Máquina
11.
Posteriormente nesse mesmo capítulo, serão apresentadas tabelas para os
"Características de Máquinas de Soldas Portáteis e Programas de Solda", para ilustrar
como as informações acima são apresentadas na prática.
Um ponto importante a ser reconhecido é que há muitos programas de solda que
permitem um resultado safisfatório sob as condições encontradas na prática durante a
solda de chaparias. Podem ser conseguidas através das mesmas, soldas de boa
resistência e aparência ao longo de uma larga faixa de combinações de corrente, força
e tempo.
Entretanto, de modo que a informação seja uniforme, para que o pessoal de projeto,
construção de ferramental, manutenção, controle de qualidade e produção possam falar
“Distribuição gratuíta, vedada comercialização desta apostila”
a "mesma lingua" en tre si, certos padrões o acordos estabelecidos o é necessário que
sejam seguidos sempre que possível. A menos que todo esse pessoal use as mesmas
regras para solda, haverá uma razoável confunsão e será difícil produzir soldas de a l t a
qualidade consistente.
Antes de entrarmos no assunto das programações de solda propriamente, vamos olhar
com maiores detalhes cada um dos, seus itens básicos.
SOLDA DIRETA
O primeiro item é o Tipo de Solda. Existem muitos modos de fazer pontos de solda por
resistência. A relação básica entre os mesmos é o modo como a corrente é forçada pelas
peças a serem soldadas. Na presente ilustração de solda direta, toda a corrente vinda do
transformador passa diretamente pelo botão de solda sendo formado. Não existe qualquer
outro caminho que permita desvio ou criação de correntes parasitas. Geralmente somente
uma solda é feita por secundário de transformador. Existente Um caminho de alta
condutividade, ou seja, de cobre, em toda extensão entre o transformador e os eletrodos.
A corrente somente pode passar através do botão de solda.
A solda direta é o processo usado praticamente em todas as máquinas portáteis. É ainda
o processo principal usado na maioria das máquinas estacionárias.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
A solda em série é outro tipo de solda. Sua utilização crescera muito de agora era diante,
especialmente para chapas finas, com a introdução de máquinas especiais ou automáticas.
Na solda em série, uma parte da corrente secundária desvia-se, ou passa por fora dos
botões sendo formados, criando o que é chamado de corrente parasita. Essa corrente
parasita passa pela chapa das peças sendo soldadas.
Geralmente, duas soldas são feitas por secundário de transformador e daí o nome do
processo - uma solda em série com a outra.
São vistos na ilustração, três caminhos distintos para a corrente:
1.Ao longo da peça a qual se encostam os eletrodos (aqueles diretamente ligados ao
transformador).
Ao longo da peça inferior à qual se encosta a cama.
Ao longo da cama.
A maior parte da energia térmica da corrente parasita é perdida no que diz respeito aos
botões de solda. Portanto qualquer coisa que facilite esse caminho a deixar passar mais
corrente é prejudicial à qualidade da solda. Na verdade a passagem de muita corrente por
esse caminho causa rebaixamento da solda, queima das peças e o grudamento das
peças nos eletrodos. Algumas das condições que causam o aumento das correntes
parasitas são as seguintes:
“Distribuição gratuíta, vedada comercialização desta apostila”
1. Pontos de solda muito perto um do outro
2. Peças de chapa grossas
3. Contato deficiente entre as peças sendo soldadas
4. Contato deficiente entre peças e cama
5. Circuito mais longo pela cama, menor condutividade da ca
ma do que da peça.
2.6 - SOLDA DIRETA EM SÉRIE
Ao discutirmos a solda em série, é necessário mencionar a existência de outro tipo de
solda, o qual é frequentemente confundido com a mesma. É chamada “Solda direta em
série".
Nessa ilustração, a única diferença para a figura da solda em serie é o desenho da peça
em contato com os eletrodos. Ele é interrompido entre os eletrodos, e devido a isso não
existe um caminho para a passagem de corrente parasita; toda a corrente necessita
passar pelos botões de solda em formação.
A solda direta em série é identica à solda direta excetuando-se o fato que duas soltas são
feitas pelo mesmo secundário do transformador.
“Distribuição gratuíta, vedada comercialização desta apostila”
FIGURA 2.6
2.7 - SOLDA EM SÉRIE
Essa e outra condição que parece solda direta em série, com a diferença que a montagem
dos painéis está invertida. Por causa desse pequeno detalhe, ela não é solda direta em série. Nessa
ilustração existe um circuito parasita e uma parte da corrente e desviada por ele, por fora dos
botões sendo formados.
Devido a isso essa é uma solda em série, à qual se aplicam todas as programações e
limitações da solda em série. Na verdade, essa e uma condição ainda pior que a solda em série,
comum, porque uma das correntes parasitas a que seria desejável existir, foi eliminada
justamente aquela que fecha circuito através dos botões de solda.
2.8 - TIPOS DE SOLDA
Há uma quantidade de outros tipos de solda, ou variações delas, que poderiam ser discutidas, a
maioria das comumente usadas é direta, em serie e direta em série. Como exemplo, o
item 4 dessa firgura refere-se a solda "push-pull" que é uma forma especial de solda em serie na qual
os eletrodos opostos são ligados a diferentes transformadores e tem polaridade diferente.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.9 - SOLDA DE SEGUNDO ESTÁGIO
Solda de 2º estagio é uma aplicação de qualquer dos métodos até agora descritos, no qual
uma parte da corrente secundária é desviada do botão de solda sendo formado, passando
através de um ou mais botões feitos em operação anterior.
A quantidade de corrente assim desviada é dependente das seguintes condições:
1. Numero e tamanho dos pontos de solda previamente feitos
2. Distância entre os pontos previamente feitos
3. Espessura, condição da superfície e ajustagem entre os dois painéis sendo soldados
Apesar de "solda de 2º estagio" não ser uma expressão comumente ouvida em fabricas de
montagem de carrocerias, na condição que ela representa é comum.
A solda de 2º estagio e, portanto, qualquer solda que seja afetada por outra solda
previamente feita, no que diz respeito a criação pela mesma de um caminho para corrente
parasita.
Os efeitos das soldas já feitas nas soldas subsequentes são grandemente prejudiciais.
Como se vê na ilustração a quantidade de corrente desviada através do primeiro ponto de
solda e tão grande que o botão de solda sendo formado é muito menor que o primeiro. Esse
efeito é especialmente notado na solda de chapas grossas com maquinas portáteis
quando o operador localiza os pontos de solda muito perto uns dos outros. A primeira
solda é de boa qualidade, porque não existiu caminho para corrente parasita durante a sua
formação. Todas as subsequentes ou não chegaram a se desenvolver completamente, ou
ficaram de tamanho inferior ao especificado, devido à formação do caminho para desvio
de corrente.
“Distribuição gratuíta, vedada comercialização desta apostila”
A tentativa de corrigir o problema através de um aumento de corrente, traz um
super
aquecimento de primeira solda o pode causar excesso de centelhas ou aderência dos
eletrodos ao painel.
A única solução para esse problema é o espaçamento correto dos pontos, em função das
condições dos painéis sendo soldados.
2.10 - TIPOS DE CHAPA
Outro item básico para a programação de solda é o tipo da chapa. Na nossa especialidade, a
grande maioria das operações de solda a ponto é feita nas chapas comuns de carroceria, que
são de aço de baixo teor de carbono e as mais comumente usadas na montagem das
carrocerias de automóvel. Essas chapas são conhecidas por vários nomes como chapa para
estampagem profunda, de aço baixo carbono, laminada a frio, laminada a quente, etc. Geralmente,
quando numa programação de solda não esta mencionado o tipo de chapa, pode-se considerar que. a
mesma é chapa comum de carroceria.
Outras chapas que podem ser encontradas são de baixa liga, médio carbono e inoxidável.
A principal razão pela qual as mencionamos é para enfatizar o fato que elas exigem programações
de solda diferentes das usadas para as chapas comuns de carrocerias.
Chapas de outros metais como alumínio, magnésio, cobre e níquel também podem ser
soldadas a ponto com equipamento e programações especiais, entretanto, raramente elas são
encontradas nas fábricas de montagem de carroceria.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.11 - SUPERFÍCIE DE COLAPSO E ESPESSURA GOVERNANTE
Os dois itens básicos para uma programação de solda são condição da superfície de colapso
e a espessura governante.
A superfície de colapso de uma solda a ponto compreende aquelas áreas das diversas chapas a
serem soldadas que estão em contato entre si e que serão unidas pelo botão de solda. Nas
condições de solda mostradas em todas as nossas ilustrações, onde existem somente
duas chapas, somente pode existir uma superfície de colapso. Entretanto, no caso de
conjuntos de mais de duas chapas superpostas, existe mais de uma superficie de colapso.
Isso será ilustrado mais tarde.
A importância da superfície de colapso diz respeito à condição ou revestimento da interface
das chapas no local onde se formara o botão de solda dentro de sua categoria correta. Desse
modo "chapa x chapa" significa inexistência de revestimento das interfaces no local da
superfície de colapso. Assim também "chapa x galvanizada" ou "galvanizada x galvanizada"
significa que uma ou ambas as interfaces são cobertas por camada galvanizada.
O outro item mostrado nessa figura é a espessura governante. É a espessura de chapa
num conjunto de peças superpostas que controla qual programação de solda deverá ser
usada, para selecionamento da combinação de força, corrente e tempo que melhor unira o
conjunto. Obviamente, para duas chapas da mesma espessura, qualquer uma e
governante. E lógico também que devera haver um eletrodo com a area correta de
contato em um ou em ambos os lados do conjunto a ser soldado. Na presente figura,
entretanto, as duas espessuras não são iguais.
Na figura à esquerda (11A) há duas espessuras, com a menor em cima e a maior em
baixo. Ambos fazem contato com eletrodos com areas de contato corretas. Nesse caso a
“Distribuição gratuíta, vedada comercialização desta apostila”
chapa mais fina transforma-se na espessura governante para seleção da programação de
solda.
Na figura à direita (11B) existe a mesma condição relativa, porem, a chapa mais fina não
mantém contato com um eletrodo de area correta, mas sim com um eletrodo de grande area.
Por causa disso a chapa grossa passa a ser a espessura governante e em função dela deve
ser escolhida a programação de solda.
2.12 - REGRA PARA DUAS CHAPAS
A partir dos dois exemplos anteriores é possível sumarizar a regra para determinar o programa
de solda correto para a sol-da a ponto de chapas de aço. "A espessura governante e a da chapa mais
fina, em contato com um eletrodo apontado. A parte mais importante da regra é a que especifica
em contato com um eletrodo apontado". Se a chapa mais fina não for aquela em contato com um
eletrodo apontado, não poderá ser a espessura governante. Obviamente, então, a espessura
governante será a da outra chapa. Logicamente se nenhuma das chapas fizer contato com um
eletrodo apontado, será quase impossível produzir uma solda a ponto com qualquer programa racional.
Como poderá ser lembrado do Capitulo 1, um eletrodo apontado tem um diâmetro de face de
contato aproximadamente 1/16 pol. maior que o diâmetro do botão de solda.'
Comumente usam-se barras de ligas de cobro por baixo das chapas sendo soldadas, para tentar
reduzir as marcas causadas pela solda. Essas barras são usualmente chamadas de cama
e sua utilização e ilustrada nessa figura. Nesse caso a espessura governante e a chapa mais
grossa, porque e a que está em con tato com um eletrodo apontado. Note-se que ambos
os eletrodos usados são apontados, mas desde que o eletrodo a direita faça contato com a cama em vez
de com a chapa, ela não afeta a determinação da chapa de espessura governante.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.13 - SOLDA A PONTO COM CAMA DE COBRE
Há outro ponto importante que é ilustrado nessa figura. Se a máquina de solda usando os
dois eletrodos apontados conforme ilustrado, estivesse sendo usada para soldar a mesma
combinação de chapas mostrada aqui, porem, sem incluir a cama de cobre, a peça de
chapa mais fina seria a da espessura governante.
Se a maquina e o programa de solda houvessem sido escolhidos para soldar aquela
combinação com a utilização da cama, caso essa cama seja retirada, a solda aquecera
demasiadamente, causando endentação, centelhamento e adesão (da chapa aos
eletrodos). Pelo outro lado, se a programação houver sido escolhida para soldar aquela
combinação de chapas sem cama de cobre, a sua inclusão no esquema para tentar evitar
marcas resultaria em soldas de baixa resistência mecânica, ou mesmo na ausência de
solda.
Quando existe uma condição deficiente de interfaceamento das duas chapas sendo soldadas
e é usada uma cama de cobre, e dificil concentrar a pressão e a corrente no local exato
do ponto de solda. Devido a isso é geralmente para a bitola de chapa imediatamente
superior do que seria normalmente indicada.
Deve ser também lembrado que nunca se deve usar cama de cobre na solda de chapa
galvanizada, pois o zinco da galvanização causa uma rápida deterioração do cobre.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.14 - SOLDA DE DIVERSAS CHAPAS
Até agora somente discutimos superfície de colapso e espessura governante em termos
de duas chapas. Quando existem mais do que duas chapas, há um problema muito mais
complexo de determinação da espessura governante e selecionamento da programação
de solda correta para uma superfície de colapso especificado.
Num conjunto de três chapas conforme mostrado na fig. 14-A existem duas superfícies de
colapso: uma na interface entre a primeira e a segunda chapa e outra entre a segunda e
a terceira chapa. Desde que ambos os lados do conjunto fazem contato com eletrodos
com área de contato correta e as três chapas são da mesma espessura, a espessura
governante e o pro grama de solda são evidentes. Há, entretanto, uma excessão que deve
ser observada a força de solda mínima para quaisquer soldas de três chapas da mesma
espessura é de 800 libras. Portanto, quando a espessura governante de uma solda de três
chapas indicarem um programa de solda definindo menos que 800 libras, deve-se usar o
programa imediatamente superior e que definir pelo menos 800 libras de força de solda.
E necessário usar esse programa mais alto em chapa fina para compensar os efeitos de
múltipla espessura que aumentam as possibilidades de distorção da peça por causa do
grande numero das superfícies envolvidas.
Na ilustração à direita, 14-B, existem as mesmas condições de chapa, porem, o eletrodo
inferior tem uma grande área de contato. Nesse caso, a interface entre as peças do meio
e a inferior não pode ser designada como superfície de colapso. Tentativas para fazer uma
solda na interface inferior resultarao, na melhor das possibilidades, num botão espalhado
e pouco espesso, deficiente em penetração e confiabilidade.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.15 - REGRAS PARA CHAPAS MÚLTIPLAS
O afastameto do eletrodo apontado do local preciso onde se deseja o botão de solda, causa
uma redução de concentração de força e corrente de solda. Essa resultante nos leva a uma boa
regra geral para qualquer solda múltipla:
O ELETRODO APONTADO NÃO DEVE FiCAR AFASTADO DO BOTÃO DESEJADO,
MAiS QUE UMA ESPESSURA DA CHAPA.
Para ver como isso funciona com diversas combinações de eletrodo e chapa, vamos
examinar quatro exemplos.
Na figura 15-A, a esquerda, um conjunto de três chapas faz contato com um eletrodo
apontado de cada urn de seus lados. O botão superior esta afastado do eletrodo uma
espessura de chapa e a mesma coisa acontece com o botão e o eletrodo inferior. Ambos os
botões são de boa qualidade. Na fig. 15-b, um conjunto de três peças faz contato com um
eletrodo apontado em cima, e um eletrodo de grande area de contato em baixo. O botão
superior esta afastado do eletrodo por uma espessurade chapa é de boa qualidade. O botão
inferior e de ma qualidade porque esta afastada por duas espessuras de chapa do eletrodo
inferior. A grande area de contato do eletrodo impediu uma concentração de força e corrente
suficientes para produzir um botão correto.
Há figura l5-c, é idêntica a combinação de chapas e eletrodor, porém, as duas chapas
“Distribuição gratuíta, vedada comercialização desta apostila”
superioras já haviam sido previamente soldadas entre si nos locais mostrados. Havia, entretanto, a necessidade de soldar uma terceira, chapa ao conjunto formado pelas duas
primeiras. Todavia, essa solda não ocorre por causa, do eletrodo de grande área de contato
e ausência de um eletrodo apontado a distancia de uma espessara de chapa do botão
requerido.
Na figura 15-D, dois conjuntos de duas chapas soldadas cada um, os quais deseja-se
soldar entre si. Outra vez os eletrodos apontados acham-se a uma distancia do botão
desejado, maior que uma espessura da chapa. 0 botão resultante na interface dos dois
conjuntos é fino e espalhado, "mau".
Um modo de se evitar essa condição deficiente é soldar primeiro três peças juntas,
usando eletrodos apontados em ambos os lados, conforme fig. 15-A. Depois com um
eletrodo apontado em contato com a quarta peça, solda-la ao conjunto formado pelas três
primeiras.
REGRA PARA CHAPAS MÚLTIPLAS
O ELETRODO APONTADO NAO PODE FICAR AFASTADO DO BOTÃO DESEJADO, MAIS DO
QUE UMA ESPESSURA DE CHAPA.
2.16 - ESPESSURA GOVERNANTE PARA CHAPAS MÚLTIPLAS
Todas as ilustrações até agora, mostraram solda múltiplas, porem de espessuras iguais
de chapa, portanto a determinação da espessura governante não apresentava problemas.
Contudo, ainda quando elas não são iguais, há necessidade de determinar a espessura
governante, para escolher o programa de solda. Em geral, a regra para esses casos é
somente ligeiramente diferente do que para duas chapas, se considerarmos somente a
combinação mais difícil para solda:
A ESPESSURA GOVERNANTE É A MÉDIA DAS SUAS CHAPAS MAIS GROSSAS,
TOMANDO OS NECESSÁRIOS CUIDADOS COM OS ELETRODOS APONTADOS.
“Distribuição gratuíta, vedada comercialização desta apostila”
Os três exemplos dessa figura ilustram a aplicação da regra. Na figura 16-A, a esquerda,
um conjunto de três peças é todas de diferentes espessuras, faz contato com um eletrodo
apontado de cada lado. A peça mais fina esta intercalada entre outras duas mais grossas.
A peça mais grossa foi designada como Tl e a segunda mais grossa de T2. A espessura
governante é a soma das duas maiores espessuras, dividida por dois, ou seja, a media
das duas. A espessura nominal de chapa mais próxima dessa media e definida como
espessura governante e a programação de solda escolhida por ela.
Na figura 16-U a peça mais grossa está intercalada entre outras duas mais finas. Também
aqui a mais grossa esta identificada como Tl e a imediatamente mais fino como T2. Ainda
aqui a espessura governante é a media de Ti e T2, apesar das três peças estarem montadas
numa ordem diferente que em 16 -A.
Na figura 16-C a peça mais fina faz contato com um eletrodo apontado e a peça mais grossa
contra outro eletrodo apontado. Também aqui a peça mais grossa esta designada como
T1, a imediatamente mais fina, como T2 e a espessura governante e a espessura media
de T1 e T2, sendo que a ordem de montagem, por espessuras, e diferente das ilustradas em
16-A e 16-13.
No Capitulo 1, foi mencionado o balanceamento do 'calor' como um fator a ser
considerado na solda a ponto. A presente ilustração demonstra muito bem uma limitação
desse balanceamento que se aplica aos três exemplos. A chapa externa mais grossa não
deve ter mais do que 2,5 a 3 vezes a espessura da chapa externa oposta. Para soldar
combinações de proporção maior qua esta, e necessário aumentar o diâmetro da face do
eletrodo que fará contato com a chapa mais fina e escolher o programa de solda de acordo.
Se, por exemplo, na fig. 16-C a chapa fina na parte superior fosse de.035 pol. de
espessura, a chapa inferior não poderia ser mais grossa que .089 .105 pol.
A frase "tomando os necessários cuidados com os eletrodos apontados" que aparece na
regra foi acomodada em cada um doo exemplos dados, instalando eletrodos apontados em
ambos os lados dos conjuntos.
“Distribuição gratuíta, vedada comercialização desta apostila”
2.17 - ESPESSURA GOVERNANTE
Vejamos agora que acontece à espessura governante quando não temos eletrodos
apontados em ambos os lados de um conjunto. Em cada um dos exemplos aqui mostrados,
o conjunto e o mesmo da figura anterior, entretanto, em cada um deles foi mudado o
arranjo dos eletrodos.
Na fig. 17-A, superior e inferior, a peça mais fina esta intercalada entre peças mais
grossas. Na ilustração superior o eletrodo apontado acha-se por cima do conjunto e na parte
de baixo há um eletrodo de grande face de contato. Na ilustração inferior os eletrodos
foram invertidos. Em ambos os ca-sos a espessura governante e da peça cu; contato com
o eletro do apontado; na ilustração superior é a mais fina das peças de chapa grossa. É
importante notar que o único botão de boa qualidade e o que esta mais perto do eletrodo
apontado. O botão do lado do eletrodo de face chata e espalhado, fino e "mau".
Na fig. 17-A inferior, a espessura governante e a chapa mais grossa o outra vez somente o
botão perto do eletrodo apontado e de qualidade aceitável.
Na fig. 17-B, tanto na ilustração superior quanto na inferior, a peça mais grossa, esta
intercalada entre duas peças mais finas. Na superior, o eletrodo apontado esta por cima e
um eletrodo de grande face de contato por baixo. Na inferior, os eletrodos estão invertidos.
Outra vez, a espessura governante e a da peça em contato com o eletrodo apontado e o
único botão de qualidade aceitável e mais proximo dele.
Na fig. 17-0 superior o eletrodo apontado faz contato com a chapa mais fina, na inferior,
o eletrodo apontado faz contato com a chapa mais grossa. Outra vez em ambos os casos
a espessura governante e a da peça em contato com o eletrodo apontado e somente o botão
proximo a ela e de qualidade aceitável. .
“Distribuição gratuíta, vedada comercialização desta apostila”
Conclui-se aqui a discussão sobre superfície de colapso e espessura governante. Se foi tão
extensa essa discussão foi devido a relativa importância desses dois assuntos na escolha da correta
programação de s o ld a para uma dada combinação de espessuras de chapas.
CAPÍTULO 3
UMA ESTAÇÃO TÍPICA DE MAQUINA DE SOLDA PORTÁTIL
3.1 - ESTAÇÃO DE SOLDA A PONTO PORTÁTIL
Uma estação típica de máquina de solda portátil consiste do seguinte:
1. Máquina portátil
2. Cabo secundário
3. Transformador de solda com unidade auxiliar de controle inclusa
4. Suspensão da máquina
5. Suspensão do transformador
6. Estrutura da plataforma
7. Duto eléetrico e interruptor de comando
8. Controles de solda
9. Saídas e retornos de água
10. Saída de ar comprimido
Cada um desses componentes será discutido individualmente nesse Capitulo.
Incidentalmente a maquina aqui mostrada e pneumatica e todo equipamento aqui
mostrado e o usualmente utilizado por máquinas pneumáticas.
Diferenças em equipamento necessário para máquinas hidráulicas serão apontadas ao
passo que cada componente for sendo discutido.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.2 - MÁQUINA DE SOLDA TÍPICA
A construção de uma máquina típica de solda consiste de um cilindro contendo um pistão
ao qual é ligada uma haste. Ligado a outra extremidade da biela há um porta-eletrodo,
com ura eletrodo na sua extremidade. No tipo de máquina mostrado, a haste e sextavada
para impedir a rotação do conjunto do eletrodo. São também usados outros sistemas,
como hastes quadradas e varetas de guia para impedir essa rotação. O eletrodo oposto e
suportado por um braço estacionário que é fixado ao cilindro, porém eletricamente isolado
dele. Uma alça, fixada ao cilindro em uma de diversas localizações disponíveis, contem
um gatilho que inicia eletricamente o ciclo de solda. Um suspensor fixado a maquina e
usado para suspender o conjunto completo dá máquina.
Quando o gatilho é apertado, um interruptor eletrico fecha- se e inicia-se o ciclo de solda.
Isso causa a entrada de ar ou fluido hidráulico no cilindro, com um respectivo aumento de
pressão dentro do mesmo, movendo o eletrodo contra a peça de trabalho e aplicando força à
mesma. Depois de feita a solda, pressão pneumática ou hidráulica é removida da entrada do
pistão e o ar comprimido é desviado para a extremidade de retorno do mesmo, forçando a
volta dos componentes móveis à sua posição original. Todos os nossos cilindros têm
retorno pneumático, sejam hidráulicos ou pneumáticos.
A máquina mostrada é uma das mais comuns e é conhecida como de "ação direta". Sua
principal característica é que o curso do eletrodo móvel é uma linha reta.
3.3 - MÁQUINA TIPO BASCULANTE
O outro tipo de máquina comumente usado é o tipo pinça, cuja principal característica é o
“Distribuição gratuíta, vedada comercialização desta apostila”
movimento em arco do eletrodo móvel que gira sobre um eixo ou pivô. São possíveis
vários arranjos dos braços moveis, produzindo movimentos de diversos tipos, os quais em lugares
diferentes recebem nomenclatura tal como pinça, tesoura,etc.
Além da articulação, a única diferença básica entre a máquina articulada e a direta, e a
secção da haste. Na maquina ar articulada a haste e circular, desde que a articulação impede que
ela gire.
3.3- MÀQUINA DE AÇÃO DIRETA
Evidentemente, apesar do eletrodo móvel mover- se em linha reta, o seu eixo longitudinal nem
sempre coincide com o da haste, como o mostrado na fig. 3-A.
O eixo das máquinas de solda também podem ser excêntricos como em 3-B, ou angulares
como em 3-C Em alguns casos especiais, podem ser necessários eletrodos curvos em portaeletrodos angulares para adaptação a alguma seção específica a ser" soldada, conforme fig. 3-D.
Frequentemente são necessárias combinações de eletrodos ou porta-eletrodos retos,
escalonados, angulares ou curvados.Contudo, seja qual for a sua configuração, o eletrodo
móvel das maquinas diretas sempre se move em linha reta. No Capítulo 4 discutiremos
mais os eletrodos, seu alinhamento e limitações de carga.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.4 - MÁQUINA TIPO BASCULANTE
O outro tipo de máquina cor principal característica é comumente usado é o tipo pinça, cuja
principal característica é o movimento em arco do eletrodo móvel que gira sobre um eixo
ou pivô. São possíveis vários arranjos dos braços moveis, produzindo movimentos de diversos
tipos, os quais em lugares diferentes recebem nomenclatura tal como pinça, tesoura, etc.
Além da articulação, a única diferença básica entre na articulada e a direta, e a secção da
haste. Na máquina articulada a haste é circular, desde que a articulação impede que ela gire.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
3.5 - ARRANJOS DE ALÇA
Em todas as ilustrações até agora, a alça foi mostrada na extremidade do cilindro, porém
ela também pode ser instalada em qualquer das diversas localizações e posições conforme
ilustrado aqui. A fig. 5-A mostra a alça na extremidade do cilindro. Em 5-B ela é mostrada
instalada perto do braço e em 5-C ao lado do pistão. Além de em qualquer dessas
localizações a alça também pode ser ins balada em qualquer uma das quatro posições. Por
exemplo, na fig. 5-A o cabo do interruptor esta para cima, porem ele também pode sair para
a esquerda, ou direita ou para baixo, conforme ilustrado em 5-D. Além disso, sempre que
nenhuma dessas posições não se aplicar, adaptadores especiais podem ser usados para
estender a alça para qualquer localização necessária.
3.6 - ALÇAS SIMPLES E DUPLAS
A alça mais comum tem gatilho único conforme o mostrado a esquerda. Entretanto,
quando dois programas de solda são usados na mesma máquina, e necessário uma alça
com dois gatilhos para que o operador possa selecionar o programa exigido pela tarefa
especifica. “Essas alças são conhecidas como de ‘calor duplo” e são ilustradas a direita. O
plugue de "calor simples" tem somente duas pontas, enquanto o de "calor duplo" tem três
pontas.
A tampa do interruptor na alça de calor duplo tem as marcas "Alto" (Hi) e "Baixo" (Lo) para
identificar os dois gatilhos sendo que o de "Alto" fica localizado ao lado do cabo interruptor.
Numa instalação padrão de máquina de calor duplo o gatilho de calor "Alto" ativa a
sequência nº2.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.7 - ALÇA DE CURSO DE RETRAÇÃO
Essa figura mostra ainda outro tipo de alça que é usada em máquinas portáteis com
retração. Essa alça incorpora uma válvula de quatro vias que e comandada manualmente
pelo operador para estender ou retrair o cilindro auxiliar que é incorporado a maquina de
solda. A entrada de ar é feita pela conexão "Entrada" (IN). Quando o gatilho da direita é
acionado as camaras marcadas "A" são pressurisadas e as "D" são abertas, para efetuar o
escape do ar.
Desse modo, por meio de ligações por mangueiras indo do cilindro auxiliar as camaras
corretas é por meio de tampões das camaras , restantes, pode ser obtida qualquer ordem de
operações desejada. Existem ajustes por válvulas de agulha nas passagens de
escapamento para regular a velocidade do pistão auxiliar. As alças de retração tanto podem
ser de "calor duplo" quanto de "calor simples".
Uma característica interessante de todas as alças é ilustrada nessa figuras o conjunto do
interruptor é isolado térmica mente da alça, por um espaço vazio. Esse escudo de ar (1)
reduz significativamente a transmissão de calor gerado nos eletrodos para dentro do
interruptor e torna a alça mais confortável de ser segurada pelo operador.
“Distribuição gratuíta, vedada comercialização desta apostila”
CILINDRO DE RETRAÇÃO
A construção de um cilindro pneumático retratil é mostrada na Pig. 8. A finalidade de uma
máquina retratil é desenvolver uma maior abertura entre os eletrodos para permiti- las passar por
obstruções tais como componentes dos dispositivos ou partes da carroceria, de modo a terem acesso
à área a receber a solda.
O tipo mais comum de máquina de solda retratil usado em nossas fabricas, basicamente
nada mais é que um cilindro dentro de outro cilindro, em cujo conjunto o cilindro de soldar faz
as partes de pistão retratil.
O outro cilindro é geralmente chamado de cilindro de retração. Deve ser notado que há
três entradas de ar comprimido na máquina mostrada. Uma e a entrada do cilindro retratil
localizada no cabeçote; a segunda é a entrada do cilindro de solda, no lado cilindro; e a terceira é a
do retorno, na tampa do cilindro.
Também deve ser notada a vareta de guia que é usada nesse tipo de cilindro, para impedir a
rotação da haste.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.8 - FUNCIONAMENTO DO CILINDRO DE RETRAÇÃO
O funcionamento de um c i l i n d r o de retração é ilustrado nessas figuras. A figura superior
mostra ou cilindros de retração e des solda aberto, o que e conseguido admitindo-se ar
comprimido a entrada de retorno e dando descarga pelas duas outras entradas. Essa
posição e a que fornece abertura extra dos porta-eletrodos ou braços para permitir a
passagem dos eletrodos por quaisquer obstinações.
Na figura contrai, é mantida pressão de retorno e aplicadapressão no cabeçote do pistão
de retração. Devido à existência da biela,a área do conjunto em retorno é menor e o pistão
de retração, carregando o pistão de solda, move-se para aposiçao de pre-solda, ou
retrocesso fechado. Essa é a posiçao normal quando se efetuam as soldas. Na figura
Inferior, mantém-se pressão sobre o cabeçote do pistão, descarrega-se pressão da
entrada de retorno, ao mesmo tempo que se aplica ao cabeçote do pistão de solda
através das passagens nas paredes do pistão de tretração. Essa combinação faz mover os
eletrodos à posição de solda.
Após completada a solda e ainda mantendo pressão sobre o cabeçote do pistão de
retração, é descarregada a pressão do cabeçote do pistão de solda e aplicada ao lado de
retorno. Isso faz com que os compoentes voltem a sua posição de pre-solda, ou seja a
posição mostrada na figura do meio. Os pontos de solda seguintes são feitos aplicando e
descarregando alternadamente a pressão somente do cilindro de solda, mantendo
enquanto isso a pressão do cilindro de retração. Sendo que se for necessário passar por
alguma obstrução, a pressão do cilindro de retração é descarregada e aplicada ao
cabeçote de solda, cuja ação faz a máquina abrir-se e retornar à posição da figura superior.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.11 - SUSPENSORES BÁSICOS
São utilizados três tipos básicos de suspensores: tubulares, com um ou dois eixos; de anel
e universais. É lógico que são também usadas combinações dos três tipos básicos.
Um suspensor tubular de um só eixo, como o mostrado na Fig. 11-A, permite
movimentação da máquina em um só plano, e um colar fornece ajustamento do ponto de
sustentação de modo a faze-lo corresponder com o centro de gravidade da máquina.
A Fig. 11-B ilustra ura suspensor tubular de eixo duplo que permite movimentação da
máquina em dois planos.
A Fig, 11-C mostra que rotação completa da máquina no plano horizontal, só é possível
com UM suspensor de anel. O anel pode ser pendurado diretamente por ura pistão (parafuso
de argola) ou por meio de munhões, de modo a poder ser movido no plano vertical.
O suspensor universal mostrado na Fig. 11-D permite movimentos angulares em qualquer
direção e é largamente usado, especialmente em combinação com adaptadores especiais.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.12 - CABO SECUNDÁRIO
O cabo usado para levar a corrente de solda do transformador a máquina, e um cabo de
condutor duplo, resfriado a água,de baixa reatância (BIPOLAR). Uma de suas extremidades é ligada a
máquina e a outra ao transformador através das placas adaptadoras. Os detalhes dessa ligação
serão discutidos posteriormente.
Quando dois condutores individuais e paralelos levam altas correntes em direções
opostas, eles tendem a afastar-se o mais longe possível, à cada sobretenção da corrente. Esse
golpe não somente aumenta o flexionamento interno dos condutores, reduzindo sua vida útil, como
também aumenta a fadiga do operador. Para reduzir essas características indesejáveis, o cabo bipolar
tem dois condutores trançados dentro de uma única cobertura. Os dois condutores são eletricamente
isolados um do outro e resfriados a água. As vantagens adicionais do cubo bipolar é que esse tipo de
cabo apresenta maior flexibilidade e facilidade de manobra. Além de apresentar menor
volume, o que permite instalações menos complexas, de menor custo e uma eficiência elétrica
grandemente aumentada, ou seja, o fator de potência.
Apesar do cabo bipolar poder ser adquirido em quaisquer bitolas de 200 a 800 MCM,
entre nos padronizamos o seu uso em somente quatro bitolas aproximadas - 270-300 / 450 e
500 MCM.
“Distribuição gratuíta, vedada comercialização desta apostila”
TIPOS DE CABOS SECUNDÁRIOS
A construção dos três tipos de cabo antes mencionados é mostrada aqui.
O cabo FLEX é formado por seis cabos flexíveis de cobre enrolados ao redor de um núcleo
flexível oco que serve como cano d’agua. Esse tubo e envolvido por uma cobertura de
borracha perfurada. Um separador isolador confina três dos cabos de cobre igualmente espaçados no
meio do conjunto. Os outros três cabos de cobre são mantidos por fora do separador. Os três cabos
dentro do separador são ligados paralelamente numa so polaridade, assim como também os cabos
externos, só que na polaridade oposta. Não são mostrados na figura uns posicionadores de nylon
que são alinhados ao longo de todo o comprimento do cabo para reter os cabos de cobre na posiçao
relativa entre si e ajudarem a distribuir os esforços de flexão. Todo o conjunto assim descrito é
envolvido por uma cobertura flexível de borracha reforçada.
O cabo REES e de construção similar ao anterior, exceto por seu núcleo estriado de
borracha solida em lugar do tubo d’agua. A água, nesse cabo, flue por toda a secção do mesmo.
0 cabo UNIFLEX e um tanto diferente de ambos os anteriores: apesar de ser formado
também por seis cabos flexíveis de cobre enrolados, esses cabos não são de polaridade
alternadamente oposta. Era vez disso cada um dos condutores de polaridade oposta é composto de três
cabos de fios multiplos, encapados separadamente em neoprene perfurado e isolados um do outro por
um separador em forma de "1". A água de resfriamento e levada por dois tubos localizados em cada lado
do SEparador. Esses tubos são molas de bronze fosforosas.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.14 - TERMINAIS DE CABOS SECUNDÁRIOS
Apesar de existirem terminais de cabo com diversas configurações, os mais indicados para as
nossas instalações são os mostrados aqui.
O terminal de furo único é sempre usado na extremidade liga da à máquina, qualquer que
seja a bitola do cabo ou o tamanho do transformador. Os números dos terminais dos diversos
fabricantes são os mencionados na figura.
O terminal de furo único é também sempre usado na saída dos transformadores.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.15 - REFRIGERAÇÃO DO CABO
O fator mais importante para o uso bem sucedido dos cabos de solda e a quantidade adequada
de água de resfriamento. A corrente e ciclo de trabalho que o cabo resistirá, dependerão
da razão pela qual o calor é dele retirado. Uma quantidade suficiente de agua de resfriamento deve fluir
através do cabo, para evitar o superaquecimento e uma deterioração gradual do isolamento,
com subsequentes curtos circuitos internos. Os fatores que devem ser considerados para a
refrigeração do cabo são os seguintes:
O fluxo de água não deve ser inferior a 7,5 litros por minuto. Os fabricantes dos cabos baseiam a
classificação de seus cabos nesse fluxo, com um aumento de temperatura de 100° F.
A entrada de água no cabo que deve ser pela sua extremidade mais baixa, com o fluxo na
direção da extremidade mais alta. Isso assegura que as passagens d’agua em toda a extensão
do cabo estejam sempre cheias, para um resfriamento máximo.
As tubulações de entrada e de retorno da agua do cabo devem ser independentes. Essas
tubulações não devem ser ligadas em série com quaisquer OUtras servindo outros
componentes.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.16 - LIGAÇÕES DO CABO E DO JUMPER
O método de ligação do cubo e do jumper à máquina portátil é ilustrado aqui. O adaptador do
cabo é parte integrante do conjunto da máquina e é grampeado ao redor do seu braço estacionário.
Um parafuso de aço inoxidável, dentro de um tubo de fibra isolante é vasqueado no adaptador. O
cabo e o jumper são instalados no parafuso e apertados pelo mesmo contra uma arruela isolante,
uma arruela de aço e uma contra-porca.
Um dos condutores do cabo conduz corrente do transformador através do jumper, até o portaeletrodo movel e respectivo eletrodo. O outro condutor leva corrente do transformador, através do
adaptador do cabo até o braço e eletrodo estacionários.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.17 - CABOS JUMPERS
Os cabos jumper usados nas máquinas de solda portateis podem ser refrigerados a ar ou
água, dependendo da corrente de solda e o ciclo de trabalho.
Os jumpers resfriados a ar consistem de um cabo de cobre multi-fios, cobertos com um
encapamento folgado de neoprene que tanto serve como isolante quanto como cobertura
protetora.
Em cada extremidade do cabo ha um terminal cravado ao mesmo como o meio mais
conveniente para ligar o jumper ao porta eletrodo e ao adaptador do cabo.
Os jumpers refrigerados a agua consistem de um cabo 315 MCM de cobre multi-fios, com
um núcleo de latão oco no seu eixo, o qual serve de condutor dagua. Ambas as suas
extremidades recebem conexões de cobre, as quais por sua vez são ligadas aos
terminais do cabo. Todo o cabo e formado por um escapamento a prova d’agua que e
fixado as conexões por braçadeiras.
Tanto os cabos refrigerados a ar quanto a água usados nas máquinas de solda portátil têm
um furo maior numa das extremidades do que na outra, isto para se acomodar à conexão
isolada na junção com o cabo bipolar.
“Distribuição gratuíta, vedada comercialização desta apostila”
Outro componente importante de uma estação de solda a ponto e o transformador de solda. Pode
ser lembrado de uma das seções anteriores que o transformador de solda transforma a corrente
da linha de alta-voltagem, baixa-amperagem em corrente útil para solda de alta-amperagem
com baixa-voltagem. A alta voltagem e 480 volts e entra no transformador pelo topo do primário. A
baixa-voltagem varia de 15,22 a 29 volta, dependendo do transformador especifico e posição da saída ,
na extremidade do secundário.
3.18 - LADO DO PRIMÁRIO DO TRANSFORMADOR
Retirando-se a tampa do TR48D no lado do primário, deixaram-se a mostra as ligações do
fio primário, assim como as ligações de saída.
O fio primário mostrado e o do novo tipo de três condutores chatos, consistindo de dois condutores
4/0 para corrente e um l/O de terra. Todos têm um encapamento chato de neoprene. Esse
cabo tem maior durabilidade que os de condutor único quando sujeitos a movimentação constante
dum transformador portátil de solda e reduz a queda de voltagem devido a pequena distância que
apresenta entre os condutores de corrente. Esse cabo também fornece um condutor de terra continuo
do duto até o transformador, pois é usado desde o duto até o painel de controle da máquina e desde
esse painel ate o transformador.
Os fios primários 4/0 são ligados aos terminais L1 e L2 usando conectores 250MCM, porcas e
contra-porcas de latão. 0 condutor de terra l/O e ligado a carcaça usando um condutor um conector
3/0 e um parafuso e arruelas de 5/16 pol.
As ligações de saída da voltagem são feitas por barras aparafusadas que colocam uma
parte do bobinamento do primário em serie ou em paralelo, de modo a se obter respectivamente
alta ou baixa voltagem. A ligação de alta voltagem e obtida com as barras conforme
“Distribuição gratuíta, vedada comercialização desta apostila”
mostrado uma ligando A e C e a outra ligando B e L2. A ligação de baixa voltagem é feita
com ambas as barras conforme mostrado em linha pontilhada.
Uma caractística importante para a proteção dos transformadores de máquinas portáteis
é o termostato que é montado no bobinamento secundário, com o seu circuito levado até
os terminais ilustrados. O termostato têm contatos normalmente fechados, os quais de
abrem quando o transformador excede a temperaturta de 180° F. Os terminais são
usados para fazer a ligação de volta ao circuito de controle da máquina, através dos
terminais próprios existentes na unidade auxiliar de controle montada no lado do
transformador.
Com o termostato ligado corretamente, ele interrompe o circuito de solda toda vez que
ocorrer um super aquecimento, impedindo que o transformador de danifique devido a falta
de água ou sobrecarga. Os fios do termostato entram no transformador através do furo
rosqueado de 3/8 pol. Na carcaça logo abaixoda abertura para o cabo primário.
Apesar dessa ilustração mostrar um transformador TR48D,a cons truçao do TR54 e similar,
inclusive as ligações do primário, o sistema de alta e baixa voltagem e os recursos de
termostato.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.19 - FIXAÇÃO DAS PLACAS ADAPTADORAS AOS CONECTORES
Da extremidade do secundário do transformador sai o cabo triplo, o qual e fixado
inidiretamente aos conectores secundários por meio das placas adaptadoras.
As placas adaptadoras são desenhadas de modo a não somente simplificar a ligação
de cabos múltiplos, mas também para prevenir contra desgate e estrago aos secundários
devido a troca dos cabos e aos esforços de arrastar o transformarão longo de seus trilhos
por intermédio da maquina ou cabo.Além disso, essas placas absorvem os esforços dos
golpes induzidos entre os conectores secundários impedindo-os de ser transferidos para a
estrutura interna do transformador.
Essa ilustração mostra uma secção através dos dois conetores de um trasformador TRM8D,
na sua fixação às placas adaptadoras. Cada conetor secundário tem um enxerto elástico,
comumente chamado Helicoil, no qual e introduzido um parafuso de reguiagem sem cabeça,
do tipo de fenda ou Allen. As duas placas montam nos parafusos e são isoladas de tal
modo que uma palca e ligada eletricamente a um conetor e a outra placa ao cone tor oposto
Conforme mostrado a placa superior liga-se ao conetor da direita e é isolada do oposto e
vice-versa.
Uma caracteristica essencial desse conjunto é a utilização de parafusos sem cabeça. Isso
torna o ajuste de cada porca independente das outras, de modo que, se a junção isolada
afrouxar-se devido á dilatações e contrações com uma subsequente deterioração do
isolamento, isso não causara o afrouxamento relativo entre placas e conetores. Ligações de
alta corrente corrente que se afrouxem causam um rápido super aquecimento, com a
consequente queima e cavitacão de contato o que pode resultar em perda da qualidade
da solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
3.20 - INSTALAÇÃO DO CABO SECUNDARIO AS PLACAS ADAPTADORAS
Essa secção é similar a anterior, porém, é feita no plano vertical, de modo a mostrar
somente um conetor e a instalação do cabo secundário. A parte superior da secção já foi
descrita na ilustração e esta sendo repetida aqui para mostrar a relação existente entre o
cabo secundário e seu terminal.
O terminal e introduzido entre as duas placas adaptadoras e alinhado de modo que um
parafuso isolado pode ser usado para fixá-lo. O parafuso usado para isso é feito de aço
de alta resistência, e de rosca fina e usado com arruela de pressão. Essa construção e
necessária para manter apertadas as superfícies de contato, desde que não pode ser usado
o mesmo sistema de conetor como anteriormente descrito. Note-se que cada um dos
lados do terminal do cabo secundário faz contato com placas adaptadoras opostas.
As placas adaptadoras normalmente fornecidas com transformadores TR4BD novos são
as mostradas aqui e podem acomodar simultaneamente dois cabos secundários e duas
máquinas. Adaptadores semelhantes existem para outros transformadores e se desejado
para três cabos.
3.21 - PLACAS ADAPTADORAS PARA TR-54
As placas adaptadoras normalmente fornecidas com transformadores novos TR54 são
mostradas aqui. Como os conetores secundarios do TR54 tem furos duplos rosqueados com
enxertos elásticos, as placas adaptadoras também tem furos duplos para ajustarem-se aos
conetores e, além disso, são feitos para acomodar terminais de cabo de furos duplos já
anteriormente descritos
“Distribuição gratuíta, vedada comercialização desta apostila”
A outra grande diferença entre essas placas e aquelas usadas no TR48D e das conexões de
água de resfriamento.
Cada placa tem furos rosqueados para canos, de modo a água de refrigeração poder ser
ligada em série com a água do transformador. A entrada de água deve ser ligada à placa
adaptadora para prover resfriamento adicional para o terminal do cabo secundário.
Existem também placas adaptadoras resfriadas a água para a ligação de três cabos se
isso for necessário.
3.22 - UNIDADE AUXILIAR DE CONTROLE
Montada no lado do transformador de solda esta a unidade auxiliar de controle, as quais
contem todos os acessórios que normalmente necessitam estar perto dele, e comandar
uma ou duas maquinas de solda. Essa unidade e projetada de forma a fornecer ura sistema
padronizado, compacto e resistente que simplifique os trabalhos de instalação e
manutenção, melhore a aparência e forneça flexibilidade para rearranjos futuros da
estação de solda.
Na Fisher Body essa unidade e identificada como XD2 — 7748 quando equipada com
válvulas solenoides Parker Hannifin e como XD3-77 48 quando as válvulas são Valvair.
A instalação da unidade auxiliar de controle no transformador de solda ou equipar o
“Distribuição gratuíta, vedada comercialização desta apostila”
transformador - significa fixar a base ao transformador por meio de quatro parafusos
espaçadores e arruelas, mais a ligação das linhas de água, ar e eletricidade
“Distribuição gratuíta, vedada comercialização desta apostila”
DE modo a descrever os componentes com maiores detalhes, an ilustrações seguintes
apresentarão individualmente as partes de ar, água e eletricidade da unidade auxiliar de
controle.
3.23 - CONTROLE DE DISTRIBUIÇÃO DE AR
O controle de distribuição do ar consiste de um registro manual para controlar o
suprimento de ar à estação de solda, seguido por um filtro lubrificador de linha. O filtro
drena-se automaticamente através da válvula de descarga de sedimento sempre que o ar
e desligado e a pressão cai abaixo de 6 psi. A válvula de descarga também pode ser
operada manualmente, sem desligar o suprimento de ar, calcando-se para dentro a
externidade da válvula. Isso deve ser feito com cuidado para evitar-se o jato de ar, sujeira e
água resultante. O lubrificador pode ser abastecido de óleo, com ou sem pressão de ar
aplicada, utilizando-se o adaptador Alemite de abastecimento.
Após passar pelo filtro lubrificador o ar segue pela entrada (IN) do distribuidor de ar
superior. Os distribuidores de ar, superior é inferior, são aparafusados um ao outro
formando um único conjunto engachetado com anéis "0", de tal modo que cada um só
necessite uma ligação de ar, descarga e eletricidade, para as duas válvulas de 4 vias
controladas por solenóides de 24 volts, corrente contínua, as quais são montadas nos
blocos dos distribuidores. A principal característica dessas válvulas é o bloco ou base do
distribuidor de ar a qual torna desnecessário mexer com quaisquer das ligações de ar ou
eletricidade, após instalação das válvulas. 0 corpo da válvula, o conjunto piloto e bobina
solenóide, podem ser retiradas e substituídas sem que seja necessário mexer com outros
componentes, desse modo reduzindo tempo parado para manutenção. Cada uma dessas
válvulas controla o suprimento e o retorno de ar da sua respectiva máquina de solda, através
“Distribuição gratuíta, vedada comercialização desta apostila”
das conexões das mangueiras de ar do lado esquerdo de cada um dos blocos dos distribuidores de
ar. As ligações elétricas vindas da caixa de controle elétrico, entram na base através da
abertura para conduite no lado direito inferior da base. Do lado esquerdo inferior há uma
conexão de ar para quaisquer acessórios, tais como as fresadoras de eletrodos.
Um silenciador e defletor de ar, comuns ambas as válvulas é ligado a saída do bloco de
distribuição superior.
3.24 - CONTROLE DE DISTRIBUIÇÃO DE ÁGUA
O conjunto de controle da distribuição de água que também faz parte da unidade auxiliar
de controle, é mostrada aqui. Ele consiste de dois tubos verticais, localizados em cada
lado do conjunto, equipados com luvas para ligação à tubulação de entrada e retorno de
água da estação de solda.
Na extremidade inferior de cada tubo existe um registro de água, o qual é por sua vez
ligado aos distribuidores de entrada e retorno. Cada distribuidor é rosqueado para receber
as conexões das mangueiras para entrada e retorno de ambas as máquinas, cabos e
transformador. Apesar da ilustração mostrar à entrada pela esquerda e o retorno pela
direita, na prática essas ligações podem ser invertidas.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.25 - CAIXA DE CONTROLE ELÉTRICO
A parte elétrica da unidade auxiliar de controle essecialmente consiste de uma caixa de
c o n t ro le contendo os terminais os equipamentos necessários para controlar duas
máquinas de solda. A ilustração mostra a face frontal dessa caixa.
Um cabo de dezesseis condutores, que vem do painel de controle, na plataforma, é
equipado com uma tomada de engate rápido que se liga a tomada macho do lado direito
superior da caixa de controle. Esse engate rápido simplifica a retirada e relocação da
estação de solda.
A tomada macho é ligada por dentro da caixa, a um terminal múltiplo, com ligações a cada
um dos componentes mostrados na face da caixa e também as válvulas solenóide e ao
termostato do transformador, ia previamente descrito. Os fios para as válvulas solenóide
saem da caixa através de conexões para conduite na parte traseira da caixa e por isso não
aparecera na figura. O cabo para o termostato do transformador sai da caixa através de
um retentor para cabo que pode ser localizado de qualquer dos dois lados da caixa, mas
preferivelmente do lado direito como mostrados aqui.
Os dois controles de mudança de fase e comandados por chave que aparecem nessa
ilustração são opcionais. Eles substituem os ajustes de corrente de percentagem do calor de
solda, localizados no painel de controle da máquina, na plataforma. Sua utilidade e permitir
ajustes do calor de solda da propria altura do piso, sem ser necessário subir a plataforma.
“Distribuição gratuíta, vedada comercialização desta apostila”
Esses controles são comandados por chave para impedir que as regulagens "sejam
modificadas por pessoal não autorizado. Os controles são marcados MÁQUINA 1 e
MÁQUINA 2 para manter a mesma correspondência das sequencias Nº 1 e Nº 2 de
maquina existentes no painel de controle.
As duas tomadas são marcadas MÁQUINA 1 à esquerda e MÁQUINA 2 à direita. A tomada
da esquerda so aceita plugs de duas pontas, enquanto a da direita so aceita três pontas
quando é usada uma só máquina de calor simples, o plug de duas pontas, na extremidade
do condutor do interruptor e que sai da alçada máquina, e conectado a tornada esquerda.
Nesse caso o controle MÁQUINA 1 (Gun l) regula o seu calor. Quando uma única maquina
de calor duplo é usada, o seu condutor do internaptor é ligado à tomada da direita e o
controle MÁQUINA 1 (Gun l) regula o seu calor baixo enquanto que o controle MÁQUINA 2
(Gun 2) regula o alto.
Além disso, quando e usado o calor duplo, as duas luzes piloto entram no circuito de
controle auxiliar. O alto calor e indicado pela luz vermelha à esquerda e o calor pela luz verde
à direita.
Quando duas máquinas de calor simples são ligadas a um so transformador, comente um
dos plugs de duas pontas pode ser ligado à tomada da esquerda e a maquina respectiva
terá a sua regulagem feita pelo controle MÁQUINA 1. O plug de duas pontas da outra
maquina deve ser substituído por outro de três pontas com suas ligações devidamente
modificadas, de modo a poder ser ligado a tomada do lado direito e a máquina respectiva
ser regulada pelo controle máquina 2. Se for usado um painel de controle de sequencia
tripla, e possível operar uma máquina de calor simples e outra de calor duplo no mesmo
trasnformador. Entretanto, se for usado um painel desse tipo os terminais e as tomadas da
caixa de controle elétrico auxiliar deverão ser devidamente modificadas para se acomodarem
ao controle triplo.
Com a painel triplo o plug de três pontas da máquina de calor duplo e ligado à tomada da
direita e o controle MÁQUINA 1 regula seu calor baixo, enquanto que o controle
MÁQUINA 2 regula alto. Nesse caso o plug de duas pontas da máquina de calor simples e
ligado à tomada da esquerda e controle MÁQUINA 3 no painel de controle, na plataforma, é
usado para regular seu calor, desde que não existe provisão na unidade auxiliar para um
terceiro controle de troca de fase.
O componente final que conclui esta palestra sobre a caixa de controle elétrico é o
interruptor "Solda Não Solda" que é um interruptor de duas posições. Na posição "Solda" a
máquina funciona normalmente, dando passagem da corrente de solda Na posição "Não
Solda" a máquina funciona normalmente, porém sem fluxo de corrente de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.27 - BALANCIM DE MOLA
Um dos principais componentes do sistema de suspensão da máquina e o balancim de
mola. Sua finalidade é contra balançar o peso do conjunto da maquina e fornecer um modo
de permitir o movimento da máquina para cima e para baixo.
Essa ilustração e de um dos nossos modelos aprovados. Apesar de balancins de outras
marcas ou modelos poderem apresentar características ligeiramente diferentes no que
concerne a localização de componentes e ajustes, esse modelo mostra características
principais semelhantes aos outros usados por nós.
O balancim é pendurado ao seu carrinho por um parafuso, porca castelo e cupilha, através
de um furo no bloco giratório.
A corrente de segurança é presa ao balancim por uma algema passando por um furo
próprio da carcaça do balancim. O nivelador permite mover o bloco giratório lateralmente
de modo que o balancim fique em nível. A mola do balancim é fechada num magazine
fechado de fábrica e não apresenta perigos para manuseio por necessidades de
manutenção ou substituição, sem necessidade de ferramentas especiais. O ajuste do freio
permite aplicar suficiente atrito sobre o tambor para fazer com que a carga pare em
qualquer altura na qual for largada pelo operador. Um batente amortecedor, uma mola
amortecedora e um tope do cabo fazem parte do conjunto para, respectivamente, limitar a
retração do cabo em qualquer altura desejada, assim como também amortecer o
“Distribuição gratuíta, vedada comercialização desta apostila”
amortecedor do impacto da retração do cabo.
A trava do tambor e um freio positivo que impede a rotação do mesmo, de modo a poder
ser trocada a máquina de solda, substituido o cabo ou a mola, todos em perfeita
segurança.
O parafuso de tensionamento da mola e usado para regular a tensão da mola de modo
que qualquer carga, dentro da faixa de capacidade do balancim, possa parar balanceada
em qualquer altura desejada. No gancho de segurança, fixado na extremidade do cabo,
fica pendurado o olhete do suspensor da maquina de solda.
Há modelos de balancim com capacidade de suportar cargas de máquinas de solda de
até 300 lb de peso.
3.28 - SUSPENSÃO DO TRANSFOMADOR
Para que os componentes da suspensão do transformador possam aparecer claramente
na ilustração, a unidade auxiliar de controle foi omitido do seu lugar na parte frontal do
transformador.
A suspensão do transfoimador é formada por três componentes principais: o trilho, o
carrinho e o suporte. Geralmente o carrinho do transformador corre num trilho próprio em
vez de usar o mesmo trilho do carrinho da máquina de solda. O suporte do transformador
encaixa-se por meio de flanges nos rasgos existentes em cada lado da estrutura do
“Distribuição gratuíta, vedada comercialização desta apostila”
secundário e é fixado com quatro parafusos de cada lado.
O suporte fixa-se ao conjunto da barra de carga do carrinho por meio de um parafuso de
suporte, porca e cupilha. Como precauções de segurança uma cantoneira e um grampo de
segurança são instalados a cada lado do carrinho, para impedir a queda do transformador e
da unidade auxiliar de controle, caso haja alguma falha nos componentes do carrinho.
3.29 - COMPONENTES SUPERIORES
Ilustrado aqui vemos o controle de máquinas de solda EQ2154 fabricado pela Square D. Nesse
modelo o interruptor de comando e parte integrante do gabinete e representa o último tipo
de controle transistorizado usado em máquinas portáteis.
Os ajustes de tempo e corrente são cobertos por uma tampa que impedem que os mesmos
sejam danificados ou que suas chaves ou botões sejam movidos acidentalmente. A luz piloto da
um sinal visual quando o interruptor está ligado e há força no painel.
As paredes e portas do gabinete têm venizianas para permitir o máximo de troca de calor para
fora do gabinete, para isso elas devem ser sempre mantidas desimpedidas.
3.30 - COMPONENTES DO GABINETE EQ 2154
O conjunto propriamente é dividido em diversas seções principais conforme mostrado
aqui, consistindo do contator de potência, unidades de sequência e temporização,
unidade de Lógica de Potência e Modulo de Disparo, mais os bornes de terminais. Nos
“Distribuição gratuíta, vedada comercialização desta apostila”
novos conjuntos todas essas subdivisões são incorporadas em dois painéis - painel de
pontência e painel de comando, que podem estar em um mesmo gabinete ou separados.
0 contator de potência e localizado no painel de potência, e é composto de duas válvulas
ignitrons ou dois tiristores, os seus barramentos de cobre, resistores ignitor e limitador (que
podem estar tanto no painel de potência quanto no controle), mais um termostato de
proteção montado numa das válvulas ignitrons ou em um dos tiristores.
Esses contatores necessitam ser resfriados a água e o termostato desliga o controle se
houver super aquecimento das válvulas ou dos tiristores. As válvulas ignitrons ou tiristores
controlam e levam a alta tensão de 480 volts ao transformador de solda.
A unidade de sequência e temporização é o cérebro do controle da solda e incorpora os
circuitos e potenciometros que dirigem as outras unidades de controle e os componentes
do conjunto de solda, para que possam desenvolver as ações precisas e no tempo certo,
necessárias ao processo de solda. Essa unidade e localizada no painel de comando e
arranjada de tal modo a permitir que os ajustadores de tempo e corrente (potenciometros)
sejam acessíveis sem ser necessário abrir a porta do gabinete.
A seção de Logic Power recebe a tensão de entrada de 480 volts e a transfoma em
diversas outras tensões CA e CC de voltagens mais baixas, requeridas por outras
unidades do controle e por outros componentes do conjunto de solda. Ela esta localizada
no painel de potencia.
O Módulo de Disparo liga as válvulas ignitrons e os tiristores no início de cada meio ciclo
de solda, e, por meio de seu circuito de "troca de fase" permite controle da magnitude de
corrente por meio dos potenciometros. No controle de solda EQ – 2154 essa seção é
combinada com a seção de Logic Power. O Modulo de Disparo e incorporado no painel de
comando tipo PLUG-IN, e é intercambiável tanto para o tiristor quanto para os ignitrons.
O conjunto de terminais tipo PLUG-IN e a ligação, final de cada um dos dezesseis
condutores do cabo de controle que entra no painel de controle através da unidade
auxiliar de controle previamente descrito.
“Distribuição gratuíta, vedada comercialização desta apostila”
3.31 - CONTROLES DE MÁQUINAS DE SOLDA
O controle de solda discutido ate agora foi o EQ2154 que e o modelo mais moderno, de
menor tamanho e preço mais baixo dos três tipos de controle de solda em USO. Entretanto,
os outros dois tipos que são de uso muito difundido e devem também ser mencionados.
O EQ1948, da marca Square D é o modelo existente mais antigo e não é mais
construído. Ele está sendo gradualmente sendo substituido pelos modelos mais novos,
conforme as unidades em serviço alcançam seu limite de vida útil que é de entre dez e
doze anos. O controle EQ1948 é do tipo de válvulas eletronicas de circuito subdividido em
sub-paineis de gaveta para facilidade de manutenção. A chave de comando com fusíveis
inclusos está localizada atravessada no meio da divisão e os potenciometros de corrente e
temporização na parte superior. O contator ignitron fica na parte inferior, como acontece
com os outros dois modelos.
O EQ2057 também construido pela Square D, entrou primeiro em uso em 1961. É um
controle transistorisado nas seçôes de temporização e funções lógicas. O seu circuito é
subdividido em três sub-painéis de gaveta. Os primeiros modelos do EQ2057 usavam
válvulas thyratron no circuito de Disparo, enquanto que os modelos posteriores usavam
retificadores construção por transistores no lugar das thyratron. O interruptor comandado
por fuzíveis é localizado atravessado na divisão superior do gabinete. Ambos os tipos são
intercambiáveis.
Os transistores, díodos, resitores e capacitores são encapsulados em módulos plásticos. Esse tipo
“Distribuição gratuíta, vedada comercialização desta apostila”
de construção é chamado de "NORPAK" pela Square D e protege seus componentes de
sujeiras, utilidade, vibração e ainda ajuda na dissipação do calor gerado por eles próprios.
O gabinete do EQ2057 e cerca de 20 por cento menores que o do EQ1948 por causa dos
transistores que exigem menos espaço que válvulas. Alem disso os componentes
transistorisados são de maior confiabilidade e mantém maior precisão de temporização durante sua
vida do que os controles de válvulas.
O EQ2154 ja anteriormente discutido e aqui mostrado a direita, e também transistorizado e
apareceu em 1965 Os seus circuitos são similares aos do EQ2057, mas sua construção e do
tipo de circuitos impressos o que permiitem gabinetes ligeiramente menores. Como tem também um
preço mais baixo é o atualmente recomendado para novas compras.
Com isso terminamos o Capitulo 3 sobre um conjunto típico de máquina de solda portátil.
O Capitulo 4 discutirá os eletrodos e sua preparação, alinhamento e manutenção.
“Distribuição gratuíta, vedada comercialização desta apostila”
Transformadores
Soldar a ponto um determinado conjunto com as seguintes características.
1)Quantidade de pontos = 25
2)produção horária 30 conjuntos/hora
3)Tempo gasto pelo operador para localizar,extrair e estocar o conjunto = 1 min/conjunto
4)Tempo gasto pelo operador para pegar e recolocar a máquina em seu lugar = 10 seg.
5)Especificações das chapas a serem soldadas.
a)Chapa de aço espessura = 0,075”
b)Chapa de aço espessura = 0,009”
6)Comprimento necessário para o cabo secundário = 11” ou 33 mts.
ESCOLHA DO CABO
Cs = 18
le + 1s pts/min . cs
60
Pontos por min = 30 = 30 = 30 conjuntos/hora = 2 min/conj.=um conjunto consome 1 min
e 10 segundos do operador ( item 3 e 4 ) resistindo 50 segundos para se efetuar a solda.
Se 50 seg. se da 25 pontos em 60 seg. ( 1 min ) se da 30 pontos
Is = 14 500 a 414,5ka
L = 11” ou 3,3 mts
Le= 14,5 Ѵ30*18= 5,6 KA ou 5 600 A
60
Le = 5,6 e l = 3,3 mts usar cabo 275 mcm ( 144 mm² )
ESCOLHA DO TRANSFORMADOR
Para cabo de 270 mcm temos, VS e 1s 0,31 ( VS e 15 0,31 ( L + 1,84) =14,8 * 0,31 *( 3,3
+ 1,84 ) = 14,6 * 0,31 * 5,16.
Nr = VS * 1s
38,7
Vs = 23 v
pts/mm+cs
nr 23* 14,5
38,7
30 *18 =8,61*23,23 = 200KVA
“Distribuição gratuíta, vedada comercialização desta apostila”
CAPÍTULO 4
PONTEIRAS DE ELETRODOS DE MÁQUTNAS PORTÁTEIS
4.1- ELETRODOS
O assunto ELETRODOS é O UNÍCO sobre os principais componentes de uma estação de
máquina de solda portátil que não havia sido abordado até agora. Devido a importância
critica dos mesmos na produção de pontos de solda de qualidade, esta sessão é
exclusivamente devotada ao mesmo.
Os eletrodos são as peças substituíveis feitas de liga de cobre, pertencentes a máquina
de solda e através das quais a corrente de solda e força são aplicada diretamente às
peças sendo soldadas.
Os eletrodos fixam-se à extremidade do braço da máquina e seu porta-eletrodo, podendo
ser quase que de qualquer tamanho, feitio ou sistema de fixação, conforme demonstrado
pela seleçao na ilustração.
Seja qual for, entretanto, o formato dos eletrodos, o sucesso da operação de solda
depende do seu funcionamento correto.
“Distribuição gratuíta, vedada comercialização desta apostila”
Figura 4.1
4.2 - FUNÇÕES DOS ELETRODOS
Os eletrodos desenvolvem quatro funções:
1. Conduzem o total da corrente de solda às peças sendo soldadas. A uma dada
corrente a área da face do eletrodo determinada a densidade de corrente na zona de
solda, conforme foi expliçado num dos capitulos anteriores.
2. Os eletrodos transmitem o total da força de sol da a area de solda. A uma dada
força, a area da face determina a força por unidade de area, ou pressão de solda, na
zona de solda. Isso também foi explicado em detalhes num dos capítulos
anteriores.
3. Os eletrodos dissipam rapidamente, por condução, o calor das superfícies externas
das peças sendo soldadas, evitando a fusão e aderência dos eletrodos a superfície
de trabalho. Os eletrodos são capazes de dissipar esse calor excessivo em virtude de
sua alta condutividade térmica e da ajuda de refrigeração por água.
4. Os eletrodos agem como grampos para manter o alinhamento das peças de
trabalho, antes, durante e após a formação da solda. Esforços de magnitude
considerável são desenvolvidos por equipamento de solda e os eletrodos devem
ter grande resistência a deformação. O diâmetro dos eletrodos deve ser
proporcionalmente aumentado a par do aumento das forças de solda e do aumento
do seu próprio comprimento, de modo a evitar que se deflexionem excessivamente.
“Distribuição gratuíta, vedada comercialização desta apostila”
FUNÇÕES DOS ELETRODOS
1. CONDUZIR CORRENTE
2. TRANSMITIR FORÇA MECÂNICA
3. DISSIPAR CALOR
4. MANTER O ALINHAMENTO DAS PEÇAS DE TRABALHO
4.3 - COMPARAÇÃO DE PROPRIEDADES
Os eletrodos devem ser feitos de materiais possuindo alta condutividade elétrica e térmica
e grandes propriedades mecânicas, particularmente em altas temperaturas, de modo a
poder desempenhar corretamente suas funções. Até o presente nenhum material
comercialmente disponível foi desenvolvido, possuindo todas as características desejadas e
até o grau desejado. Os melhores materiais disponíveis são um compromisso entre
condutividade elétrica e térmica otimas e estabilidade mecânica.
Apresente tabela mostra a relação entre as propriedades eletricas e mecânicas de diversos
materiais para eletrodos, em comparação com cobre puro. Cobre comercialmente puro é ótimo
condutor elétrico e térmico, conforme mostrado pelas barras do gráfico abaixo de cada
classificação. Entretanto, e relativamente pobre no que diz respeito a propriedades
mecânicas, conforme indicado pela barra curta do gráfico e evidenciado pela sua baixa
dureza, falta de resistência e excessivo arrebitamento em serviço. Ainda mais, se a
temperatura do cobre puro exceder 350°F que e a sua temperatura de recozimento o esta
indicado na coluna da direita, ambas as suas condutividades, térmica e elétrica, serão
grandemente inferiores aquelas mostradas.
Para aumentar sua resistência a deformação e desgaste, o cobre é ligado a pequenas
quantidades de certos elementos e trabalhado a frio e/ou tratado termicamente. Algumas
das ligas mais comuns são comparadas na tabela e são identificadas por classes RWMA,
que é a sigla da Associação dos Fabricantes de Máquinas de Solda por Resistência.
A liga nº 1 é cobre com pequenas quantidades de cadmio e trabalhada a frio para se obter
melhores propriedades mecânicas e uma temperatura de recozimento muito mais alta do
que a do cobre puro, porém isso com sacrifício da condutividade térmica e elétrica. Essa liga
é mais usada por nós, para construção de dispositivos.
A liga nº 2 é cobre com pequenas quantidades de cromo e posteriomente tratado
térmicamente para adquirir propriedades mecânicas ainda melhores, porém, com
decréscimo proporcional de condutividade. É uma liga largamente usada por nos.
A liga nº 3 contém cobalto e berilo e recebe tratamento térmico, o que lhe confere
propiredades mecânicas muito mais altas e temperatura de recozimento ligeiramente mais
alta , mas também condutividades muito mais baixas. Essa liga também e largamente usada
“Distribuição gratuíta, vedada comercialização desta apostila”
por nós, especialmente para os eletrodos sujeitos a maiores solicitações.
A liga n° 4 contém menos cobalto e mais berilo que a anterior e recebe tratamento térmico
para obter melhores propriedades mecânicas, porém, a custo de uma redução de: temperatura
de recozimento e condutividades. Esse material é usado somente para algumas
aplicações especiais.
A n° 11 é do um grupo diferente do que os quatro primeiros e contém uma mistura de pós de
cobre e tungsténio sintetizados, formando uma substância muito dura, sem temperatura
de recozimento. Esse grupo, fabricado pela companhia Mallory, recebe o nome Elkonite e
é raramente usado para soldar aço do baixo teor de carbono, mas é usado para soldas de
projeção e de enxertos.
“Os pontos importantes a serem utilizados dessa tabela são, primeiro que elementos de
liga adicionados ao cobro para melhorar suas características, físicas, somente
conseguem isso” com prejuízo da condutividade térmica e elétrica. Segundo, apesar das
altas propriedades físicas obtidas por forjamento a frio, elementos de liga ou tratamento
térmico, o eletrodo amolecera tanto quanto cobre puro se aquecido acima de sua
temperatura de recozimento.
Por fim o terceiro ponto é que a liga n° 2, cobre ao cromo, é a que fornece o melhor
compromisso de características, para aplicação em eletrodos para solda de aço doce para
carroceria.
“Distribuição gratuíta, vedada comercialização desta apostila”
4.4 - TERMINOLOGIA DOS ELETRODOS
Agora que já descrevemos as funções e os materiais dos eletrodos, vamos examinar as
características que diferenciam os diversos tipos e formas dos eletrodos
A ponta e a extremidade que faz contato com a peça de trabalho. Ela pode ser afilada,
ogival, chata, descentrada, truncada, com raio, irregular ou de enxerto. Vamos ver cada uma
delas em seguida.
Em seguida vem prolongado de eletrodo que pode ser reto, de curva simples, de curva
dupla, irregular ou giratório. O prolongador deve ter uma secção suficientemente grande
para resistir as solicitações a que e sujeitado e também para levar a corrente de solda. Seu
feitio é determinado pelas necessidades do trabalho: largura do flange, acessibilidadeda
junta sendo soldada, curso da máquina, distância das peças adjacentes, etc. Os diversos
tipos de prolongadores também serão debulhados posteriormente.
A outra extremidade do eletrodo contem o meio de fixação do eletrodo ao porta-eletrodo.
Os métodos de fixação mais usados por nós incluem diversos tamanhos de cones,
combinações de braçadeira e cone, combinações de braçadeira e anel "0" e juntas
soldadas com prata. Cada um desses métodos sera ilusbrado mais tarde.
A útima caracteristica mencionada é o sistema de resfriamento, o qual e necessário para
prolongar a vida do eletrodo e reduzir o número de vezes que o eletrodo precisa ser
apontado. São usados diversos tamanhos de furos redondos e de estagios, dependendo
do tamanho, forma e tipo do eletrodo. Algumas vezes não há espaço suficiente para
resfriamento direto por água e nesses casos e usado o resfriamento indireto. Esse tipo de
resfriamento, entretanto, não pode ser usado para operações em chapa grossa ou de alta
produção. Os detalhes dessas características serão discutidos mais tarde.
TERMINOLOGIA DOS ELETRODOS
TIPOS DE PONTAS
AFILADA
OGIVA
CHATA
DESCENTRADA
TRUNCADA
RAIO
IRREGULAR
ENXERTO
TIPOS DE
ELETRODOS
RETO
METODOS DE
FIXAÇÃO
CÔNE
SISTEMAS DE
REFRIGERAÇÃO
FURO REDONDO
CURVO SIMPLES
BRAÇADEIRA E
CÔNE
FURO DE
ESTÁGIOS
BRAÇADEIRA E
ANEL
SOLDA PRATA
INDIRETO
CURVO DUPLO
IRREGULAR
GIRATÓRIO
4.5 - TIPOS DE PONTAS DE ELETRODOS
Essa ilustração mostra as diversas formas sob as quais se apresentam a ponta dos
eletrodos. Variações de acessibilidade tipo e espessura da chapa, geometria e aparência do
acabamento desejado das peças sendo soldadas, tornam factivel e frequentemente necessário o
uso de eletrodos de diversos feitios e tamanhos. Mais do que 300 feitios e tamanhos são
“Distribuição gratuíta, vedada comercialização desta apostila”
utilizados por nós.
As pontas afiladas mostradas a esquerda, em cima, e talvez a forma mais comumente
usada em máquinas portáteis. A forma ogival mostrada em seguida e também largamente
usada, talvez, mais em prensas de solda do que em máquinas portáteis. É facilmente apontada e
funcionam bem onde os eletrodos se tocam em ângulo e uma área plana pode ser limada
na ogiva sempre que necessário.
A ponta chata é geralmente usada para reduzir marcas num dos lados da solda, mas deve
ser sempre usada com os cuidados dos próprios devido à espessura governante e botão de
solda necessario, conforme foi explicado numa das seções anteriores nas máquinas
portáteis, se incorretamente posicionadas, as pontas chatas podem aumentar em vez de
diminuir as marcas, assim como também colocar em perigo a qualidade da solda. Devemos
nos lembrar que, quando a solda não deixa marcas pelo menos num dos lados das peças,
geralmente ela é fraca e não tem grande resistência.
A ponta descentrada mostrada a direita, em cima, e usada onde a solda deve ser feita
perto de uma face da peça paralela ao eletrodo, ou em espaço exíguo.
A ponta truncada mostrada a esquerda, em baixo, nada mais e realmente que uma ponta
afilada e cortada. Seu uso está se tornando cada vez mais e mais comum para chapa
galvanizada ou grossa, devido a uma habilidade em resistir as maiores forças necessária sem
excesso de arrebitamento.
As pontas em raio são largamente usadas onde é exigido que haja poucas marcas e boa
aparência. A diferença entre uma ponta em raio e uma ponta afilada, depende puramente do
raio em si e da manutenção que recebe. Se for negligenciada, a ponta em raio não apresenta
melhores resultados que uma ponta chata.
As pontas irregulares são representadas aqui por uma ponta em forma de talhadeira, mas
esse grupo inclue todas as pontas que não caem nas outras classificações. As variações são
quase infinitas.
A ponta mostrada à direita, em baixo, tem enxerto de Elkonite brasado num recesso de sua
face. Todos os estilos de pontas mostrados na ilustração podem ter enxertos brasados, mas
não são usados em operações de máquinas portáteis nas nossas fábricas.
“Distribuição gratuíta, vedada comercialização desta apostila”
4.6 - TIPOS DE ELETRODOS
O prolongador dos eletrodos quase que pode ser de qualquer tamanho e forma. Os
tamanhos serão discutidos um pouco mais tarde. O prolongador preferível é o reto e é o
que deve ser usado sempre que possível, não somente são os esforços menores e
menos complexos, mas tambem são mais baratos e sua manutençao mais fácil do que
dos prolongadores curvos ou irregulares. Há, contudo, muitas operações onde eletrodos
retos não podem ser usados.
Eletrodos de curva simples têm sua face em ângulo cora relação ao prolongador e são
usados em grande quantidade nas máquinas portáteis, especialmente as do tipo
articulado.
Prolongadores de curva dupla ou descentrada não são muito indicados e seu uso é
limitado. A sua utilização torna-se complicada pelas dificuldades de alinhamento e
refrigeração. A classificação "prolongador irregular" inclue todos os tipos que não são
cobertos por nenhuma das outras classificações, excetuando-se o tipo giratório mostrado à
direita, em baixo.
O eletrodo giratório tem a ponta chata e uma junta esférica universal que o torna autoalinhante. Isso ajuda a impedir as marcas das superfícies das peças e torna a operação menos
critica com relação ao posicionamento da máquina pelo operador.
“Distribuição gratuíta, vedada comercialização desta apostila”
4.7- TIPOS DE CONES E MÉTODOS DE FIXAÇÃO
Essa ilustração mostra os métodos mais comuns de retenção dos eletrodos aos portaeletrodos das máquinas de solda portateis. Tambem são mostrados os tamanhos dos
eletrodos que usamos para cada dos tipos de retenção.
Conforme mostrado na figura esquerda superior, o método de fixação mais comum é o
que apresenta um cone macho padrão no eletrodo e um cone fêmea do mesmo padrão no
braço ou porta-eletrodo. O sistema de cones e usualmente preferido porque eles fornecem
uma boa ligação eletrica e vedação quase perfeita a água.
São usados três tipos de cones nos eletrodos: Fisher, Morse e Jarno. 0 cone Fisher que
tem uma conicidade de 1 1/4 pol. por pé, não e usado em máquinas portáteis e por isso não
está incluido na tabela. Esse cone é encontrado principalmente nas prensas de solda e
máquinas de solda a projeção das plantas de fabricação.
Os eletrodos das máquinas portáteis usam quatro tamanhos de cones Morse, conforme
mostrado na tabela: nº 0 com .330 pol. de diâmetro maior e 1/2 pol. de comprimento de
contato; no 1 com .463 pol. de diâmetro e 3/8 pol. ou 1/2 pol. de comp. de con tato; n2 2 com
.625 pol. de diâmetro e 3/4 e 1 l/4 pol. de contato; nº 3 com .875 pol. de diâmetro e 1 1/8
pol. de com primento. A conicidade do sistema Morse varia entre .599 pol. por pé e .625 pol.
por pé, dependendo do tamanho. Para que possa haver uma faixa completa de tamanhos
de eletrodos, dois outros diâmetros são adicionados : .750 e 1 pol. Como não existem
cones Morse desses tamanhos, é usado padrão Jarno.
“Distribuição gratuíta, vedada comercialização desta apostila”
O sistema Jarno tem uma conicidade uniforme de .6 pol. por pé, usando como número de
código de tamanho o diâmetro gran do em oitavos do polegada. Por exemplo, o cone
Jarno n°.6 tem um diâmetro grande 6/0 pol. ou seja .750 pol., enquanto, que o nº 8 tem o
diâmetro grande de 8/8 pol., ou seja 1 pol/.
Os cones padrão não podem ser usados quando a força dos eletrodos e aplicada num
ângulo em excesso de 45 graus, porque se soltam. Quando essa condição existe, uma
braçadeira é incorporada ao porta-eletrodo na extremidade onde se encontra o cone
fêmea, de modo a impedir o eletrodo de girar ou soltar-se. A figura direita superior mostra,
esse arranjo de braçadeira e cone. Existem três tamanhos deste método em uso : Morse nº
2, Jamo nº 6 e Morse nº 3.
A figura direita inferior mostra o conjunto de braçadeira e anel de expansão. Esse método
esta sendo usado em quatro tamanhos: aproximadamente 5/8, 7/8, 1 e 1/8 pol. de
diâmetro maior.
Outro método de fixação da parte substituível do eletrodo é por meio de solda de prata,
conforme mostrado na figura esquerda inferior. Esse método é caro e raramente usado,
mas algumas vezes é o melhor meio de se atingir lugares apertados nos conjuntos ou
peças a serem soldadas.
4.8 - PROLONGADOR E PONTAS DE ELETRODO
Como a face de contato é a única porção do eletrodo que exige recuperação ou substituição a prazo
relativamente curto, seria natural que desenvolvesse um meio de substituir somente a
extremidade do eletrodo.
“Distribuição gratuíta, vedada comercialização desta apostila”
O sistema originado na Fisher Body é por nós usado, consiste de uma ponta com um
cone fêmea fixada a UM prolongador com cone macho. A conicidade usada é de 1 1/4 pol.1 por pé.
Uma econômia substancial é alcançada através da reutilização do prolongador muitas
vezes enquanto o eletrodo que e relativamente barato e jogado fora.
Os eletrodos são desenhados especificamente de modo a poderem ser feitos pequenos pedaços
de cobre, de modo a manterem num mínimo o desperdício desse material quando são jogados
fora. Também por causa de sua pequena massa e do fluxo direto de água contra eles, o seu
resfriamento e excelente. Outra vantagem é que o estoque pode ser reduzido pois diversos feitios de
eletrodos ajustam a cada tipo de prolongador. Existem eletrodos e prolongadores de diversos tamanhos e feitios.
A tabela mostra os símbolos usados para os eletrodos afilados, ogivais e de raio, nos três
tamanhos usados. O eletrodo nº 9 1 tem 1/2 pol. de diâmetro, n ° 2 tem 5/8 pol. e a nº2 3 tem 3/4 pol.
de diâmetro. Além desses existem diversas outras, eletrodos de nº 2 disponíveis. Apesar de somente ser
ilustrado um prolongador reto na ilustração, existe uma grande variedade de prolongadores retos, curvos
e irregulares e era muitos comprimentos, tamanhos e métodos defixação.
4.9 - LIMITAÇÕES DE FORÇA - ANGULARIDADE
Devido às diversas vantagens de eletrodos compostos de pro longadores e puntas (macho e
femea), eles devem ser usados sempre que possível. Existem, contudo, certas limitações ao seu
uso quanto à força e ângulo de aplicação que devem ser obedecidas.
“Distribuição gratuíta, vedada comercialização desta apostila”
As pontas nº 1 devem ser usadas somente em condições de es paço restrito e flanges estreitos
c é impossível aumentar esse espaço. A força máxima a qual as pontas nº 1 resistem é de
600 libras e o ângulo de aplicação não deve exceder 20 graus a partir da linha de centro.
As pontas nº 2 podem ser usadas sob qualquer força até e incluindo 800 libras e ângulos a
partir da linha de centro não excedendo 45 graus. Podem também ser usadas em aplicações de 180°até
14 00 libras, mas somente quando não houver espaço para uso de ponta nº 3.
As pontas nº 3 podem ser usadas sob quaisquer forças ate e incluindo 1400 libras e ângulos
não excedendo 45 graus. Elas também podem ser usadas sob 2000 libras a 30 graus e sob 2200
libras a 380 graus.
Até agora as explanações se disseram respeito ao ângulo de aplicação e quantidade de
força permitida entre eletrodos. Antes elas cobriram os métodos de fixação das pontas aos
prolongadores. Na Seção I, foi também feita referência ao alinhamento dos eletrodos entre si.
Entretanto, tão importante quanto isso é o alinhamento dos eletrodos relativamente a peça sendo
soldada, de modo a serem conseguidas soldas de qualidade. Tanto o homem de
manutenção quanto o operador da máquina veem-se envolvidos nesse assunto.
4.10 - RESPONSABILIDADE DO OPERADOR
Vocês já podem ter visto os cartazes "RESPONSABILIDADE DOS OPERADORES", similares ao
mostrado aqui, espalhados pela fábrica de carrocerias. No filme mostrado no início das palestras
eles também foram mencionados,
O cartaz menciona sete "SIM" e "NÃO" de instruções para serem seguidas pelos operadores
de máquinas de solda e fazem parte de suas responsabilidades na fabricação de produtos de
qualidade. Há dois itens, entre outros, referindo-se a alinhamento dos eletrodos, um deles acerca de
“Distribuição gratuíta, vedada comercialização desta apostila”
máquinas diretas e outro sobre as articuladas.
4.11 - ALINHAMENTO DE ELETRODOS
Essas ilustrações são similares as do cartaz de "RESPONSABILIDADES DO
OPERADOR". O principio básico de alinhamento dos eletrodos é manter a linha de
aplicação da força perpendicular a chapa sendo soldada. Em outras palavras, a direção do
movimento do eletrodo móvel deve ser perpendicular a peça com que faz contato.
Conforme mostrado a esquerda, em cima, para se seguir essa regra alinha-se a linha de
centro do cilindro em esquadro com o flange a ser soldado. À esquerda, em baixo, e
mostrado um alinhamento incorreto, porque a linha de centro do cilindro não se acha
perpendicular ao flange.
Nas máquinas basculantes, conforme mostrado a direita, em cima, segue-se essa regra,
alinhando-se o pino de articulação do eletrodo móvel com o flange sendo soldado. Quando
isso é feito, a linha da força aplicada que nesse caso é um arco, fica perpendicular a peça,
sendo soldada. A direita, em baixo, existe um alinhamento incorreto porque o pino não esta
alinhado com o flange.
“Distribuição gratuíta, vedada comercialização desta apostila”
Reparem que nenhum dos eletrodos nessas figuras esta perpendicular à peça. Não é a
posição do eletrodo que é importante no seu alinhamento é a direção do seu movimento
em relação à peça que é de maior importância.
O alinhamento do eletrodo em relação a peça depende dos esforços combinados do homem
de manutenção e do operador da máquina. O homem de manutenção pode fazer com que
a máquina fique pendurada numa posição natural, tão perto quanto possível da solda a ser
feita.
Para isso deverá ajustar corretamente o suspensor e o balancim, torcendo e amarrando do
melhor modo possível a máquina, os cabos e as mangueiras. Após isso é que o operador
poderá fazer a sua parte manuseando corretamente enquanto executa as soldas.
4.12 - LIMITAÇÕES NA APLICAÇÃO DE FORÇA
O ideal seria que a linha de aplicação de força fosse exatamente perpendicular a peça
sendo soldada, mas sabemos que, na pratica, ocorrerão variações que, provavelmente,
causarão pouco dano se mantidas dentro de uma faixa razoável. Essas variações ocorrerão
não somente devido ao fator numa no manuseio da máquina, ao desgaste dos componentes,
mas também devido a variações dos conjuntos sendo soldados, de modo que, às
vezes, e necessário programar especialmente operações de solda descentradas,
especialmente, quando o espaço para, passagem da máquina entre as peças do conjunto a
“Distribuição gratuíta, vedada comercialização desta apostila”
ser soldado e critico.
No que diz respeito a politica geral de desenho, operações com máquinas portáteis são
limitadas aos ângulos máximos aqui mostrados. Essas limitações são 15 graus
para máquinas de 600 libras ou menos; 12 graus para máquinas de 800 libras e 10
graus para máquinas de 1400 libras ou mais. Máquinas substitutas devem obedecer às
mesmas limitações não só por causa da qualidade da solda, assim como também devido ao
perigo de super-solicitar os componentes das máquinas, incluindo os próprios eletrodos.
4.13 - ALINHAMENTO PERFEITO?
Para ilustrar ainda mais o principio básico do alinhamento do eletrodo e o interrelacionamento da peça, eletrodo movel, eletrodo fixo e direção do movimento do eletrodo
móvel, consideremos as duas condições aqui mostradas.
Qual conjunto de eletrodos está perfeitamente alinhado? À primeira vista pode parecer
que os eletrodos da esquerda estão em perfeito alinhamento e que os da direita estão
desalinhados. Porém, isso pode não ser verdade.
Faltam pelo menos três coisas nessas figuras que possibilitariam determinar qual conjunto
de eletrodos acha-se perfeitamente alinhado. Onde e como estão posicionadas as peças
a serem soldadas? Qual é o eletrodo móvel? Qual é a direção de movimento do eletrodo
móvel?
“Distribuição gratuíta, vedada comercialização desta apostila”
4.14 - EXEMPLOS DE ALIMIAMENTO DOS ELETRODOS
Cada uma dessas figuras mostra as peças de trabalho em posição e uma seta indicando
o eletrodo móvel e a direção de seu movimento. A figura superior em cada caso mostra
eletrodos novos que foram inicialmente apontados para apresentarem uma face de
contato correta, para ajustar-se a peça de trabalho. Em todos os casos, também, a figura
inferior mostra os eletrodos depois de haverem sido usados, reapontados e reutilizados
diversas vezes até haverem alcançados uma condição pouco anterior a serem jogados
fora.
A figura 14A a esquerda mostra eletrodos em condições semelhantes as da figura a
esquerda, os quais pareciam perfeitamente alinhados. Agora com as peças a serem soldadas
em posição, com o eletrodo móvel e sua direção de movimento indicados, pode ser visto que,
mesmo quando novos, os eletrodos estão desalinhados e que essa condição piora a passo com seu
desgaste.
A figura 14B, no meio, mostra a mesma condição da que foi mostrada à direita da figura 13,com
os eletrodos parecendo desalinhados. Com as peças em posição e o eletrodo móvel e sua direção
de movimento indicados, pode ser visto que, quando novos e inicialmente apontados
apresentando uma área de contato correta, os eletrodos estão relativamente bem alinhados. Além
disso, depois de desgaste considerável, os eletrodos ainda, estão alinhados bastante bem
A figura 14C, à direita, mostra a mesma condição de eletrodos que a da figura a
esquerda, exceto que os eletrodos estão localizados diferentemente sobre a peça de trabalho e a
direção do movimento do eletrodo móvel foi modificada do em linha reta para em arco. Trata-se
de uma máquina articulada, corn o pino da articulação alinhado com a peça e os eletrodos novos e
apontados de modo a apresentar urna area de contato correta.
“Distribuição gratuíta, vedada comercialização desta apostila”
O alinhamento correto dos eletrodos leva em consideração, tanto a direção do movimento do
eletrodo móvel, quanto o melhor compromisso possível de posições do eletrodo, enquanto
novo e depois de gasto. Era cada um dos eletrodos mostrados nessas figuras, notam-se pontos de
referencia identificados como "M" no eletrodo móvel e "S" no estacionário Esse ponto imaginário de
referencia localiza-se na linha de centro do eletrodo a uma profundidade dentro do mesmo
onde seria o plano formado pela face de máximo desgaste.
O alinhamento correto ocorre quando tanto "M" quanto "S" acham-se numa linha perpendicular
à chapa sendo soldada e que intersecta a localização do ponto de solda desejado.
Olhando-se outra vez a figura 14A pode-se ver que o ponto "S" esta muito deslocado para a
esquerda para resultar em um alinhamento correto. A figura 14B mostra ambos "M" e "S"
corretamente localizados resultando em alinhamento correto.
A figura 14C também mostra "M" e "S" corretamente localiza dos, porém, a linha de atuação
dos eletrodos e em arco em vez de em linha reta. Ainda assim existe um bom alinhamento.
4.15 -LIGAÇÕES DA AGUA DE RESFRUAMENTO
Para um funcionamento correto dos eletrodos e boa qualidade da solda, as provisões para
resfriamento por água são tão importantes quanto o alinhamento dos eletrodos. A causa
mais comum do excesso de arrebitamento dos eletrodos e seu desgaste rápido e a alta
temperatura resultante de uma refrigeração insuficiente. A refrigeração suficiente dos
eletrodos depende do diâmetro e comprimento do tubo defletor d'gua e do volume e direção
do fluxo d'agua.
Essa ilustração mostra os dois métodos mais comuns atualmente usados para introduzir e
“Distribuição gratuíta, vedada comercialização desta apostila”
retirar a água para e de dentro dos eletrodos. O método da esquerda, conhecido como
embutido ou integral e incluso no próprio porta-eletrodo e dai o seu nome. É usado
principalmente onde o espaço e acessebilidade são limitados, como no caso do3 portaeletrodo B montados diretamente na ponta da haste do pistão.
A água de refrigeração entra no porta-eletrodo através da conexão e mangueira de
pressão (inferiores), sobe pelo interior do tubo flexível defletor d'agua ate a ponta do eletrodo e
retorna por fora do tubo até a conexão de pressão superior. Note-se que a serpentina do
tubo flexível funciona como rosca que permite ao tubo ser rosqueado ao furo 5/16-18NC no
fundo do soquete do porta-eletrodo. A direção do fluxo d'gua, Conforme detalhado na vista
"A", é muito importante, porque um fluxo reverso reduz grandemente a eficiência de
resfriamento.
O outro método, mostrado à direita, usa uma conexão separada, por meio da qual se processa a
circulação d'agua. O braço da máquina ou porta-eletrodo tem um furo interior, com uma
sede para o eletrodo numa extremidade e uma rosca de tubo na outra. Algumas vezes a
rosca de tubo é numa projeção no lado do braço em vez de na sua extremidade.
O tubo flexivél defletor d'agua é rosqueado numa conexão especial em "Y" antes do conjunto
ser instalado no furo do braço da máquina. Os furos da conexão "Y" delinem o caminho do fluxo
d'agua, o qual entra pela conexão de pressão e mangueira da direita, sobe pelo interior do tubo
flexível até a ponta do eletrodo e retorna pelo exterior dele até o outro furo do "Y" e para fora pela conexão
de pressão e mangueira da esquerda. A. carcaça da conexão "Y" é marcada com as palavras IN
(entrada) e OUT (saida), as quais devem ser obedecidas para impedir que haja fluxo
reverso da água.
Há outra observação a ser feita, antes de deixarmos essa ilustração quando o diâmetro do
furo de refrigeração de um eletrodo é menor que 11/32 pol, um tubo flexível de menor
diâmetro e roaqueado à extremidade do tubo de diâmetro maior conforme mostrado na
vista "B". Isso leva o fluxo d'agua diretamente a ponta do eletrodo, mesmo naqueles casos
quando o furo do eletrodo não pode ser do tamanho normal, o que ocorre frequentemente nos
eletrodos pequenos, curvados ou de for ma irregular.
“Distribuição gratuíta, vedada comercialização desta apostila”
4.16 - TUBOS DE RESFRIAMENTO
Independentemente do diâmetro do tubo flexível do resfriamento, e da maior importância que
ele seja do comprimento correto com relação ao furo d'água do eletrodo ou ponteira e
prolongador.
A figura esquerda superior mostra um tubo de comprimento correto instalado num eletrodo
regular e que fica a 1/4 pol. de distância do fundo do furo d'água. A figura inferior mostra um
eletrodo tipo prolongador-ponta e, nesse caso, o comprimento correto do tubo é a uma
distância de 1/4 pol, da extremidade do prolongador.
A figura superior do meio mostra o que acontece a um eletrodo regular quando o tubo de
resfriamento é longo demais, resultando num fluxo restringido ou estrangulado. Na figura
inferior do meio, o tubo também é longo demais e o fluxo fica estrangulado pelo ressalto
interno da extremidade do prolongador. Incidentalmente, esclarecemos que esse ressalto não
deve ser eliminado, pois é necessário para reforçar a parede do prolongador e impedir seu
colapso perante os esforços de choque e pressão da operação de solda.
Se o tubo de refrigeração for muito curto, conforme as figuras da direita; forma-se uma bolsa
de água parada ou vapor, a qual impedira o resfriamento correto da face de contato do
eletrodo.
O volume do fluxo d'água é de igual importância para um resfriamento correto. O fluxo
mínimo d'água deve ser de 1/2 galão (1,9 litros) por minuto, através de cada eletrodo.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
4.18- FRESADORAS DE ELETRODOS
0 apontamento doa eletrodos pode também ser feito com máquinas pneumáticas, algumas das
quais são ilustradas aqui. As suas fresas são aplicadas ao eletrodo e acionadas por meio do
gatilho da máquina; elas giram a alta velocidade, desenvolvendo uma ponta uniforme. Apesar
de existirem diversas fresadoras no mercado, as que aqui se acham ilustra das são da marca ARO, e
tem sido testadas tanto em laboratório quanto em produção,são recomendadas. Elas estão incluidas
no "Manual de Ferramentas Pneumáticas" da Fisher Body e do qual existem exemplares na Tenda de
Ferramentas e Engenharia de Processos.
O modelo 8040 e preferido por causa de sua maior potência, que permite maior velocidade de corte
e sua maior versatilidade, pois admite o uso de qualquer tipo de fresa, diretamente no
mandril, ou através do uso de adaptadores. O dispositivo de anteparo PE-1342 que é
mostrado anexado a essa fresadora foi desenhado pelo Laboratório de Desenvolvimento
de Processos para fixar temporariamente a fresadora ao eletrodo, fornecendo força e
alinhamento uniformes na operação de apontar o mesmo. Isso permite vida mais longa aos
eletrodos, com menos afiações, menos marcas de ferramentas e menor esforço do operador. Esse
dispositivo não é disponível comercialmente, porém seu desenho pode ser conseguido da Fisher Body
para ser construido em qualquer planta.
Os modelos 7930 e 7165 de fresadoras também são aceitáveis, mas somente para os
eletrodos de 1/2 e 5/8 pol. de diâmetro. Há uma grande variedade de fresas de diversos
tamanhos e feitios e tanto a Engenharia de Processos quanto a Tenda de Ferramentas podem ser
consultadas a respeito.
“Distribuição gratuíta, vedada comercialização desta apostila”
4.19 - FERRAMENTAS ESPECIAIS DE MANUTENÇAO
O efeito da utilização normal e apontamento dos eletrodos ao longo da um certo período de
tempo é o de reduzir o seu comprimento até um ponto em que se torna inútil. Quando isso acontece,
existem diversas ferramentas que facilitam essa tarefa do homem de manutenção.
Antes de se retirar os eletrodos ou as pontas é necessário desligar a água. Apesar de existirem
válvulas para isso na plataforma e na unidade auxiliar de controle, é muito mais fácil e rápido
estrangular as mangueiras, para evitar água espalhada pelo piso. Os alicates usados na Fisher
Body são aqui ilustrados porém podem também ser utilizados alicates com as pontas
devidamente retrabalhadas.
A direita da figura mostrada uma ferramenta para remoção das pontas. Ela e colocada entre a ponta e
o prolongador e martelada na outra extremidade até que a ponta seja extraída por ação de cunha.
ESSE tipo de ferramenta não deve ser usado como alavanca de extração, pois se deformarão ou
quebrarão. Há outras ferramentas similares para sacar os porta - eletrodos das hastes dos pistões.
Prolongadores e eletrodos convencionais podem ser removidos sem terem os seus cones
danificados, utilizando-se com cuidado as ferramentas comerciais. Uma ligeira torção
aplicada ao eletrodo por intermédio de um alicate de pressão ou chave de grifo é o metodo
padrão de extração. Uma leve martelada é um método eficiente, se bem que comumente usado
abusivamente. O mesmo pode ser dito do uso de talhadeira ou marteladas de lado nos
eletrodos e porta-eletrodos. A aceitabilidade de qualquer método devera depender do seu
resultado final que deve ser a remoção do eletrodo ou ponta sem arranhões e distorção do cone, ou
qualquer outro dano que venha a afetar negativamente a segurança, qualidade ou custo.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
4.20 - CALIBRES CONICOS E ALARGADORES PARA ELETRODOS
Há pinos e anéis calibradores e alargadores disponíveis para auxiliarem na manutenção e
instalação de eletrodos, cones, pontas e prolongadores. Anéis calibradores, como o ilustrado a
esquerda, em baixo, são usados para verificar peça macho tais como os cones dos eletrodos e
prolongadores. Pinos calibradores similares ao mostrado em cima, à esquerda, são uSAdos para
verificar as peças fêmea, tais como os cones internos dos enxertos nos braços e portaeletrodos e parte interna das pontas. Se for necessário ajustar os cones fêmea, ha alargadores
como o ilustrado à direita. Incidentalmente, os furos existentes no pino calibrador e no alargador existem
para que os mesmos possam ser usados sem ser necessário sacar o tubo d'agua.
Essas ferramentas existem para facilitar a manutenção dos eletrodos, eliminado
vazamentos d'agua e permitindo uma fixação correta dos mesmos.
Aqui termina o Capitulo 4, acerca dos eletrodos de máquinas portáteis. O Capitulo 5 discutira
o setup de uma estação de máquina de solda portátil de modo a produzir soldas de qualidade.
FIGURA 4.20
“Distribuição gratuíta, vedada comercialização desta apostila”
5.3 - ESPECIFICAÇÕES DE OPERAÇÕES DE SOLDA
Depois da identificação dos componentes da estação, o passo seguinte e determinar quais as
operações de solda especificadas para serem efetuadas nessa estação particular, mais as condições
da chapa e as espessuras envolvidas, A fonte básica dessas informações são as Folhas de
Operação e os relativos Estudos de Solda, conforme representados nesta figura.
As Folhas de Operação, assim como os Estudos de Solda, são preparados pela Engenharia de
Produção do Planejamento Central e distribuídos aos Departamentos de Engenharia das Plantas.
As Folhas de Operação para as operações de solda compõem-se de pelo menos duas
folhas. A folha no. 1 faz parte de todo pacote de Folhas de Operação e e chamada Folha de Especificações. Ela contem todas as informações relativas à identificação do produto e sua alocação
de produção. A folha no. 2 aparece numa variedade de formulários para melhor retratar a
informação acerca da operação especifica. Seu objetivo e ilustrar cada operação individual,
descrevendo-a e listando as peças envolvidas, assim como o ferramental e equipamento requerido.
Varias outras folhas são adicionadas ao pacote de F.O. para suplementar as folhas 1 e 2,
sempre que a operação for complexa suficiente para exigi-lo.
O desenho do Estudo de Solda que e referendado e usado em conjunto com as F.O., mostra a
localização dos pontos, posições da máquina, condições da. chapa e suas espessuras para cada
operação de solda.
Outras informações pertinentes as Folhas de Operações e desenhos dos Estudos de Solda
podem ser obtidas da Seção de Engenharia.
Entretanto, antes de concluir a discussão sobre as F.O., vamos discutir o sistema de
numeração das mesmas, pois elas são o meio usado nas Plantas para identificar cada operação
individual desempenhada.
5.2 -IDENTIFICAÇÃO DA ESTAÇÃO DE SOLDA
Cada estação de máquina de solda portátil é identificada por alguma combinação de letras e
números, cada Planta definindo seu próprio sistema de identificação.Por exemplo,um sistema
que funciona muito bem e o de definir letras para cada estação conforme sua localização na planta, utilizando
números em sequência, por area, com os números impares num lado da linha e pares no outro.
Para exemplificar, o símbolo "L4" num lado do transformador e do controle de solda mostrados na
figura, indica que esta estação especifica e a quarta estação da area da "Lateral", ao lado
direito da linha de produção. Outras areas podem ser designadas por um "A" para "Assoalho" e um
"S" para linha de solda, por exemplo.
O principal objetivo dessa identificação e indicar qual maquina, transformador e controles
formam um conjunto, de modo que quando e necessário efetuar quaisquer regulagens, elas serão
feitas no painel correto. Não ha nada pior, mais embaraçoso e causador de confusões do que efetuar
“Distribuição gratuíta, vedada comercialização desta apostila”
ajuste num lado painel de controle e descobrir posteriormente que ele é o painel errado; tudo isso por
causa de identificação insuficiente. Isso não somente causa demoras na instalação da estação
sendo trabalhada, mas também pode ter desregulado outra estação já completada
anteriormente.
A identificação da máquina geralmente é gravada numa plaqueta de metal fixada à carcaça do
cilindro, mas devido aos diversos modelos de maquinas existentes, nenhum local especifico pode
ser definido.
“Distribuição gratuíta, vedada comercialização desta apostila”
CAPÍTULO 5
PREPARAÇÃO DE UMA ESTAÇÃO DE MAQUINA DE SOLDA PORTATIL
5.1 - SEÇÕES BÁSICAS DE UMA ESTAÇÃO.
Os trabalhos de instalação de uma estação, de máquina de solda portátil, de modo a produzir
soldas de qualidade, involvem a verificação e regulagem de três seções básicas da estação, a saber:
1 -Máquina e Cabo
2 -Transformador e Controles Auxiliares
3- Linhas de Utilidades e Controles de Solda
Há, entretanto, duas providencias iniciais que devem ser tomadas antes da instalação da
estação. Essas providencias são a identificação da máquina, do transformador e do controle,mais a
determinação das espessuras de chapa a serem soldadas.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.4 - FOLHA DE INFORMAÇÕES
Usando as F.O. e os Estudos de Solda como de informações, uma descrição completa de
cada operação de solda a ser desempenhada em cada estação de solda deve ser registrada, preferivelmente em algum formulário padronizado , o qual pode ser mantido individualmente em cada
estação, ou coletivamente entre diversas estações da área de solda, em algum livro de folhas soltas,
facilmente disponível a cada homem de manutenção das maquinas.
Essa figura ilustra um formulário muito conveniente para esse fim, o qual foi liberado em maio
de 1968. Esse formulario e chamado de "Folha de Informações Programação de Solda de
Máquinas Portáteis" e daqui para diante passará a ser mencionada como "Folha de Informações
de Solda" ou FIS.
A folha de Informações de Solda deve ser preparada para cada máquina de solda de preferência
no começo de cada ano modelo e de preferência por pessoal de engenharia que tem a sua
disposição as F.O e os desenhos dos Estudos de Solda, para evitar a sobrecarga do
homem de manutenção ou seus feitores com tarefas adicionais de escriturário. Idependentemente,
entretanto, de ser esse formulário ou não o usado, ou de quem quer que seja que o preencha, a
informação nele contida deve ser posta à disposição e registrada de algum modo para utilização na
preparação das estações de solda.
A FIS esta dividida em diversas seções. A seção superior contem todas as informações de
ferramental, tais como a estaçao, números da maquina de solda e eletrodos, numero da peça e/ou
conjunto, números das F.O. e do Estudo de Solda.
A seção seguinte lista todas operações individuais de solda a ser desempenhadas na
estação. Vamos examiná-la com maiores detalhes logo em seguida. Em continuação,
logo abaixo e a esquerda aparece a programação de solda a ser usada para as operações listadas.
“Distribuição gratuíta, vedada comercialização desta apostila”
Também essa seção sera examinada logo adiante.
As seções restantes da FIS são usadas para mostrar as datas de emissão e revisão, iniciais ou
nomes da pessoa que a pre-parou, troca dos cabos, notas de controle e miscelanea.
FOLHA DE INFORMAÇÕES
PROGRAMAÇÃO DE SOLDA
FIGURA 5.1
5.5 - LISTAGENS DE CONDIÇÕES INDIVIDUAIS DE SOLDA
Vamos agora olhar com mais detalhes a seção da FIS que lista todas as operações individuais
de solda que são especificadas para serem desempenhadas na estacão.
Uma coluna vertical separada é usada para registrar cada condição de solda diferente listar
as espessuras e como estão sobrepostas. Um "G" indica qualquer superfície galvanizada; um sinal de
mais (+) entre quaisquer duas espessuras indica que as mesmas ja sofreram solda anteriormente; a
palavra "cobre" indica a utilização de camas; se é usada máquina de calor duplo, ha especificação de qual
dos dois (ALTO ou BAIXO) deve ser usado, assim também como a quantidade de pontos a, ser
aplicada para cada modelo.
Note-se que é muito importante que toda coluna Vertical liste as espessuras e camas de cobre
na mesma ordem e em posiçao relativa da máquina sobre a peça. Por exemplo, na ilustraçao o eletrodo
estacionário é aplicado contra a primeira espessura mencionada em cada coluna. É indiferente qual a
“Distribuição gratuíta, vedada comercialização desta apostila”
ordem da listagem, o importante é que todas as condições de solda sejam sempre listadas de um
modo uniforme.
Também deve ser reparado que e colocado um asterisco em frente a espessura governante
estimada como devendo exigir o calor e/ou tempo de solda mais alto, consideradas
separadamente as condições de solda "Alta" e "Faixa". Por exemplo, na ilustração
presente, foi colocado um asterisco em frente das espessuras governantes referentes à
segunda e quarta colunas, porque cada uma dessas sobreposições exige a regulagem mais alta das
condições de calor de solda "Alta" e "Baixa" respectivas.
Incidentalmente, na seção da folha que indica qual o eletrodo móvel e o fixo, um asterisco também
e usado para indicar qual dos dois e colocado contra a espessura governante.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.6 - TABELA
Depois de selecionar a operação mais difícil mencionada na listagem de todas as operações a
serem efetuadas com uma só regulagem da máquina, o passo seguinte será escolher a programação
de solda, usando a condição da superfície de colapso. Os detalhes de como escolher uma programação
de solda foramexplicados no Capítulo 2, usando um cartão de bolso semelhante ao, mostrado aqui
CHAPA
DE AÇO
GAVAIZ°
CHAPA
DE
AÇO
GALVA
NIZº
- COM CHAPA
DE
AÇO
CHAPA
DE
AÇO
- COM CHAPA
DE
AÇO
035 – 041
.047
.059
.067
.075
.089
.105
.120
800
1 000
1 200
1 400
1 600
2 000
2 240
2 700
13,5
15
18
19,5
21,5
23
25
28
5/4”
1”
1 3/8”
1 1/2”
1 3/4”
2”
2 1/8”
2 1/2"
.25
.25
.31
.31
.38
.38
.44
.44
90
75
65
60
50
45
40
16
18
20
20
25
25
28
13
15
20
20
24
27
30
39
1
1
2
2
3
3
4
4
10
14
14
18
20
25
28
035 – 041
.047
.059
.067
.075
.089
.105
.120
1
1
1
1
1
2
600
800
000
100
300
600
800
200
11,4
12
14,4
15,6
17,4
18,6
20,4
22,8
5/8”
1”
1 1/4"
1 3/8”
1 1/2"
1 5/8”
1 7/8”
2"
.20
.25
.25
.31
.31
.38
.38
.44
150
120
100
80
75
65
60
50
7
7
10
12
12
15
16
20
10
12
14
16
18
22
24
26
1
1
2
2
3
3
4
4
6
8
10
15
15
15
16
22
035 – 041
.047
.059
.067
.075
.089
.105
.120
600
600
800
800/900
1 100
1 300
1 500
1 800
9,5
10
12
13
14,5
15,5
17,7
19
1/2"
3/4”
1”
1 1/8”
1 1/4”
1 3/8”
1 1/2"
1 3/4"
.19
.19
.25
.25
.31
.31
.38
.38
164
150
120
100
80
65
50
45
7
7
8
9
12
16
25
25
8
10
12
14
18
20
22
26
1
1
2
3
3
6
6
8
6
6
8
10
12
14
20
20
“Distribuição gratuíta, vedada comercialização desta apostila”
∅ DO
PONTO
(POL.)
PAUSA
ESPAÇO
MINIMO
ENTRE
PONTOS
COMPRESS
ÃO
AMPERAGEM
NO SEC. (KA)
RETENÇÃO
- COM -
FORÇA
REQUIRIDA
(L b)
SOLDA
CHAPA
DE AÇO
GALVANIZº
QUANTIDADE MAXIMA
DE
PT/MINUTO
ESPESSA
GOVERNANTE DA
CHAPA
5.7 - GUIA DE FORÇA, CORRENTE E TEMPORIZAÇÃO
Essa ilustração é da seção da Folha de Informações de Solda, onde é listada a programação de
solda. O seu título e Guia de Força, Corrente e Temporização"
Como o exemplo que estamos usando envolve uma máquina de calor duplo,; são mostradas duas
programações: uma para a condição de calor "Baixo" e outra para "Alto". Como pode ser lembrada,
cada uma dessas condições, de solda estava indicada "por um asterisco numa ilustração anterior,
marcando a espessura governante da sobreposição que apresenta as condições de solda mais
difíceis em cada caso. Os valores para cada um deles são tirados diretamente da tabela de
programação de solda.
Desde que uma máquina de solda de calor simples somente oferece uma única força de solda a força
listada deve ser a mais alta definida, seja para uma condição de solda de Baixa, ou de Alta.
A "pressão de ar. (psi) da rede" mencionada, quando a máquina e pneumática, e se for hidráulica e
listada "psi do retorno do multiplicador".
Sob o titulo "Alta/Baixa e no. da Sequencia", é indicada a sequência usada para cada
condição de solda. Numa instalação padrão de uma máquina de calor duplo, que é o caso
de nosso exemplo, o gatilho de calor de "Baixa" aciona a sequência no. 2. Se o painel de
controle de solda tem uma só máquina e de calor único a ele ligado, será usada a
sequência noº1 serão duas máquinas de calor único, é usada a sequência no porém, com a
máquina ligada na tomada de duas pontas da unidade auxiliar de controle, enquanto a
sequência no. 2 controlara a maquina que é ligada a tomada de três pontas.
Devemos reparar que o espaço entitulado "%" de regulagem da corrente" é deixado em branco,
pois essa regulagem só pode ser determinada após ser definido o que é necessário para
conseguir a corrente de solda requerida. Os 5, ciclos de tempo de "Espera de Compressão" listado para cada
uma das programações de "Alto" e "Baixo" , não foi obtido daí tabela ide. programação de solda, pois o
mesmo não é especifiçado. Esse intervalo de tempo deve ser determinado conforme necessária
para cada máquina individual e empregado numa condição de solda especifica, Em operações
repetitivas a' "demora de compressão" só afeta o primeiro ponto de solda, portanto, as máquinas
decurso longo usadas para pontos pouco afastados, geralmente necessitarão tempos de
"demora de compressão" mais longos que os usados para máquinas de curso curto usadas
para maiores distâncias entre pontos.
Uma boa pratica e começar com uma regulagem mínima de 3 a 5 ciclos de "demora de
compressão" e aumenta-la somente se o primeiro ponto apresentar evidência de tempo
insuficiente de "demora de compressão". Logicamente a regulagem de "demora de
compressão" normal afeta todos os pontos, incluindo o primeiro deles e por isso e regulado
de acordo com a tabela de programação de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
FIGURA 5.7
“Distribuição gratuíta, vedada comercialização desta apostila”
5.8 - MOSTRADOR DE CONTROLE DE SOLDA EQ 2154
Depois de selecionada, a programação de solda, o passo seguinte e subir a plataforma e ajustar
os controles da máquina de solda de acordo com ela.
Essa ilustração apresenta o mostrador de um painel de controle de solda EQ2154 que é o
modelo mais moderno atualmente em uso. As regulagens mostradas não foram feita para
combinar com o exemplo que estamos acompanhando, entretanto e suficiente para mostrar
o arranjo dos componentes e algumas regulagens típicas. Os painéis mais antigos EQ1948 e
EQ2057 tem os interruptores, mostradores e botões ordenados diferentemente, porem, são
marcados bastante claramente para serem auto explicativos, e por isso não são mostrados
aqui.
A descrição das ajustagens que aparecem nesse painel e a seguinte: o interruptor "solda
não solda" esta na posição "solda". A regulagem de "demora de compressão" esta em 25
ciclos.O interruptor "repete não repete" está na posição "repete". A regulagem do parafuso de
"fator de potência" será discutida mais tarde. Todas essas quatro regulagens afetam as
sequências tanto da "máquina nº 1" quanto da "máquina n°2".
A luz piloto no lado direito do painel indicando "Máquina n° 1" indica quando é ativada a
sequência dessa máquina. Os cinco botões a direita dessa luz piloto são usados para
definir a sequência da "máquina n° 1" e eles aqui indicam: 90% do máximo da corrente; 16
ciclos de tempo de compressão; 18 ciclos de tempo de solda; 3 ciclos de retenção e 24
ciclos de pausa. Nesse controle o botão do centro regula as "dezenas" e o botão externo
regula as "unidades" dos mostradores dos tempos de compressão, solda, pausa e desligado.
Compreenda-se entretanto, que outros painéis podem ter os arranjos ou identificações dos
“Distribuição gratuíta, vedada comercialização desta apostila”
botões ligeiramente diferentes. Os botões concêntricos mostrados podem se apresentar
como, dois botões separados, um para "unidades" e outro para "dezenas".
O título "Porcentagem da Corrente Maxima" pode se apresentar como "% de" Calor".
"Demora de Compressão pode estar entitulada "Compressão Inicial" Alguns controles, de
máquina de solda são construídos somente para operações repetitivas e por isso não tem
interruptor "Repete -Não Repete".
Voltando ao painel dessa ilustração, o acionamento da ,sequência da "Máquina nº2" é indicado pela luz
piloto no lado direito do painel, marcada "Máquina no. 2". Os cinco botões a direita dessa luz regulam
sequência, da Máquina no.2 e eles registraram regulagens de 60% da corrente máxima 23. ciclos de
tempo de compreessão; 34 ciclos de tempo de solda; 16 ciclos de tempo de retenção e 14 ciclos de
tempo de pausa.
5.9 REGULAGEM DO PAINEL DE CONTROLE
Estamos vendo uma figura simplificada do mostrador do painel EQ2154, o qual foi regulado
para o exemplo que foi mostrado anteriormente na Folha de Informações de Solda.
O interruptor solda - não solda esta em "solda" porque é maia conveniente usar o seu
correspondente da unidade auxiliar para controlar essa função. Como esses interruptores são
ligados em serie, é inconsequente qual dos dois e usado para desligar a solda, porém, ambos
devem estar em "solda" para a máquina poder operar. Como o painel de controle pode estar
situado a uma distância considerável da máquina, em vez de ser usado constantemente ele
e deixado na posição de solda continuamente e o auxiliar e o que oomanda.
A demora de compressão é regulada conforme indicada na FIS. Conforme mencionado
anteriormento, esta e uma regulagem mínima para início, devendo ser aumentada
posteriormente conforme for necessário.
O interruptor "repete - não repete" está na posição "repete" e o parafuso de fator de
potência não deve ser tocado nesse momento.
Os reguladores de "%da corrente máxima" tanto para a Máquina nº.1 quanto para a 2 são
regulados para 50%, se os controles opcionais comandados por chave para troca de fase
não forem usados. Se eles forem usados, os controles de "porcentagem máxima da
corrente" tornam-se inoperantes e sua regulagem e inconsequente. E pratica comum,
entretanto, colocar quaisquer controles que não estejam sendo utilizados em sua indicação
mínima, como uma indicação que estão inoperantes ou fora de USO.
Essa regulagem de 50% nos mostradores de "% de corrente máxima" é considerado como
um bom ponto de partida, para evitar excessos de corrente que poderá danificar um jogo de
eletrodos logo nas primeiras soldas de experiência. Como sera lembrado do Capitulo 2, as
correntes de solda devem ser reguladas de inicio, bem abaixo dos valores da programação e
gradualmente aumentadas, em vez de se correr o risco de se iniciar com correntes
excessivamente altas.
0s tempos de compressão, solda, retenção e pausa, são regulados conforme indicado na
Folha de Informações de Solda, usando a sequência correta para a máquina sendo
preparada. No exemplo que estamos seguindo, a sequência da Máquina n° 1 é regulada
na programação de calor "Baixo", a sequência da Máquina no. 2 e de calor "Alto".
“Distribuição gratuíta, vedada comercialização desta apostila”
5.10- ELETRICIDADE, ÁGUA E AR DESLIGADOS
Apos o painel de controle receber as regulagens iniciais e antes de se descer da plataforma,
deve-se verificar se o in terruptor de comando está DESLIGADO (OFF). Esse interruptor
deve ser DESLIGADO, de modo que as providencias seguin tes para preparar a estação não
se tornem perigosas.
Também os registros das tubulações de agua e ar, assim como do retorno de água, devem
também estar fechados. Qualquer registro que tenha sido encontrado aberto deve ser
fechado.
Após voltar ao piso, deve-se apertar o gatilho da máquina para confirmar que nada
acontece. Essa e uma medida, precatória para confirmar que toda energia da máquina esta
desligada. Se a máquina for de calor duplo ou houver mais que uma máquina instalada, deve
ser verificado que todos os gatilhos estão inoperantes.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.12 - UNIDADE DE CONTROLE AUXILIAR
Passando para a unidade auxiliar de controle, fechar o registro do ar. A válvula de descarga de
sedimenta deve ser descarregada manualmente, calcando a sua extremidade. Isso não somente
limpa a sujeira depositada no filtro, mas também libera o restante do ar do sistema.
O nível de óleo do lubrificador deve ser verificado e completado se necessário, utilizando-se
para isso o pino de lubrificação na abertura de enchimento.
Após isso devem ser verificadas as conexões da mangueirade ar da máquina de solda, se
estão apertadas e propriamente instaladas entre a unidade auxiliar e a entrada e o retorno da máquina.
Se a máquina for retrátil ou de acionomento hidráulico, a verificação deve incluir também as conexões
dessas instalações.
Os registros da tubulação de água e a válvula de retorno de agua devem ser fechados e todas
as conexões entre os distribuidores, máquina, cabo e transformador devem ser verificados quando
a instalação correta, incluindo a direção do fluxo de agua.
O interruptor "solda - não solda" da unidade auxiliar, deve ser posto na posição "não
solda".
Verificar se o plug do condutor saindo da alça da máquina esta ligado na tomada correta,
conforme explicado numa seção anterior.
Se os controles opcionais de troca de fase estão instalados na unidade auxiliar, eles devem ser
regulados em 50%, como ponto de partida. Se algum deles não estiver sendo usado deve ser
regulado na regulagem mínima para indicar que esta inoperante.
“Distribuição gratuíta, vedada comercialização desta apostila”
UNIDADE DE CONTROLE AUXILIAR
- FECHAR O AR
- VERIFICAR O NIVEL DE ÓLEO
- VERIFICAR AS CONEXÕES DO AR
- FECHAR A ÁGUA
- VERIFICAR AS CONEXÕES DE ÁGUA
- PASSAR O INTERRUPTOR PARA “NÃO SOLDA”
- VERIFICAR PLUG DA MÁQUINA
- REGULAR A TROCA DE FASE EM .50
5.13 - CABO SECUNDÁRIO DE SOLDA
O passo seguinte das verificações é o da instalação das placas adaptadoras do cabo e o
jumper.
Certificar-se de que a fixação das placas adaptadoras aos terminais do transformador
está correta e que todas as ligações estão limpas e firmes. Verificar se a instalação do
terminal do cabo entrea as placas adaptadoras está feita corretamente com o parafuso e
as arruelas certas com porca firmemente apertada.
Na extremidade do cabo junto à máquina, verificar se o adaptador, o terminal e o jumper
estão instalados na sua interrelação correta e firmemente apertados um contra outro.
Uma atenção especial deve ser dada aos parafusos dos grampos usados para apertar o
adaptador do cabo ao braço estacionário da máquina. Verificar também a ligação do
jumper ao porta-eletrodo, certificando-se de que está firme e apertado.
A instalação das placas adaptadoras do cabo secundário e o cabo jumper foi descrita em
detalhes no Capítulo 3.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.14 - VERIFICAR E AJUSTAR A MAQUIUA DE SOLDA
Continuando com as verificações e ajustagens dos componentes da maquina, a providência
seguinte a ser tomada e de retirar os eletrodos e verificar o comprimento do tubo de água de
refrigeração. Os detalhes sobram o que verificar foram descobertos no Capítulo 4.
Deve ser bem enfatizado que a instalação incorreta ou a ausência do tubo de regrigeração
resultara na destruição das propriedades do material dos eletrodos, fato está
constantemente constatada em soldas de experiência.
Após verificar o tubo de água, os eletrodos devem ser substituídos, o curso e a abertura
da máquina ajustados e os eletrodos alinhados e apontados para apresentarem uma área
de contato correta. Esses últimos quatro itens não necessitam ser efetuados
necessariamente na ordem mencionada: o alinhamento dos eletrodos, por exemplo, pode
ser afetado do modo pelo qual os eletrodos forem substituídos, especialmente se sua
posição for em ângulo com relação ao prolongador. Algumas vezes, também pode ser mais
conveniente espontar os eletrodos ate sua area de contato aproximada numa operação de
bancada, antes de instala-los.
Qualquer que seja a sequência usada para esses ajustes entretanto, o resultado final deve
ser uma máquina coma a abertura e o curso necessários, alinhamento correto dos eletrodos,
provisões para refrigeração suficientes, assim como area de contato dos eletrodos
consistente com a chapa a ser soldada. Deve ser lembrado que apesar do ar e da força
estarem desligados ate esse estagio do procedimento de preparação, é possível abrir e fechar
manualmente a maioria das maquinas para ajudar a efetuar esses ajustes.
Vamos agora analisar com maiores detalhes o ajuste da abertura e do curso da máquina.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.15 - REGULAGEM DO BRAÇO DE MAQUINA ESTACIONARIA
Apesar das ilustrações anteriores do Capítulo 3 não haverem mostrado isso, a maioria das
máquinas portáteis tem uma porca de encosto na extremidade rosqueada do braço
estacionario, a qual impede o braço de desligar no grampo da carcaça do cilindro devido à
força de impacto do curso de solda. Algumas vezes, se o braço precisar ser estendido toda a
sua extensão, essa porca e retirada e o adaptador do cabo e bem apertado contra a arruela
isoladora, fazendo o mesmo papel da porca.
A abertura e o curso da maquina podem ser modificados, sim plesmente afrouxando-se as
porcas, do grampo e movendo-se o braço estacionario ate a posição desejada, após o que as
porcas devem ser outra vez apertadas e a porca do encosto e a arruela isoladora apertadas
contra a carcaça do cilindro. Deve ser tomado cuidado nesse ajuste em deixar curso
suficiente para o pistão, de modo que venha a bater no fundo do cilindro quando houver
desgaste dos eletrodos.
Após estabelecida a posição do braço, podem ser ajustados e regulados o suspensor e o
balancim para que ofereçam a melhor posição de manuseio da máquina. Essa ajustagem
deve incluir a regulagem do tope do cabo, da tensão da mola do balancim e do colar
ajustável do suspensor. Esses detalhes foram descritos no Capítulo 3.
“Distribuição gratuíta, vedada comercialização desta apostila”
5.16 - ÁGUA, AR E ELETRICIDADE "LIGADOS"
Apos todas as verificações, ajustagens e regulagens preliminares haverem sido
completadas, a providência seguinte é de tornar a subir a plataforma e abrir (ou "ligar") a
alimentação de água e ar e as válvulas de retorno de água. De poia da Água aberta, porém antes de ligar a
força, é aconselhavel abrir a porta do painel e verificar se existem vazamentos de agua dentro do
gabinete. Em caso negativo, pode então ser ligado o interruptor de comando, ou chave
geral. Quando existe lâmpada piloto no painel de controle, ela se acendera indicando que o painel
esta energisado.
Para completar as providências necessárias, para colocar a máquina em operação, deve-se ir até a
unidade auxíliar de controle e abrir a distribuição do ar, o registro de agua e as válvulas de
retorno de água. Nesse ponto a máquina devera estar funcionando normalmente quando o gatilho for
apertado, excetuando-se a corrente que estará desligada. Deve ser lembrado que o interruptor da
unidade auxiliar foi deixado em "não solda".
“Distribuição gratuíta, vedada comercialização desta apostila”
5.17 - FUNCIONAMENTO DA MAQUINA COM O INTERRUPTOR "NÃO SOLDA"
Antes de proceder adiante, há que se verificar se o gatilho da máquina ativa sequência;
conforme foi explicado anteriormente nesta mesma seção isso é indicado pelas lâmpadas
piloto. Se a maquina for de color duplo, ou se houver mais (que uma máquina instalada,
cada um dos gatilhos dieve ser verificado).
As luzes piloto da unidade auxiliar só funcionam com máquinas de calor duplo, enquanto
que as do painel de controle funcionam em ambos os canos de máquinas de calor duplo e
simples. Devido à distância entre a máquina e o painel, do controle, são geralmente
necessários dois homens para fazer essa verificação.
A operação da máquina sob pressão total do cilindro, geralmente causa uma ligeira
deslocação de alguns dos componentes, até se assentarem. Portanto, após isso, é
necessário tornar a verificar o alinhamento dos eletrodos, assim como também a área de
conta to dos mesmos, e se necessário, corrigilos geralmente, é uma boa ideia fazer a
máquina funcionar pelo menos umas vinte vezes para assegurar que os eletrodos se
assentem corretamente e quaisquer ressaltos ou irregularidades de suas, faces sejam
desgastadas e alisadas pelas pancadas. Isso deve ser feito preferivelmente com uma ou
mais chapas entre os eletrodos, totalizando uma espessura similar a que vai ser soldada.
“Distribuição gratuíta, vedada comercialização desta apostila”
FAZER A MÁQUINA FUNCIONAR, COM O
INTERRUPTOR EM POSIÇÃO DE “NÃO SOLDA”
1 - VERIFICAR FUNCIONAMENTO DO GATILHO E DA SEQUÊNCIA;
2 – TORNAR A VERIFICAR E CORRIGIR ALINHAMENTO DOS ELETRODOS;
3 - TORNAR A VERIFICAR E CORRIGIR ÁREA DE CONTATO DOS ELETRODOS.
5.18 - FUNCIONAMENTO DA MÁQUINA COM A CORRENTE LIGADA
Os procedimentos puros a preparação de uma estação de solda para que produza soldas de
boa qualidade, incluem fazer funcionar a máquina, sob corrente, O lado esquerdo dessa
tabela menciona a sequência do eventos necessários ao teste COM CHAPA, enquanto o
lado direito refere-se aos passos a serem dados quando da inexistência de chapa para as
soldas de teste. Alguns dos itens mencionados são comuns a ambos os casos. A
expressão "com chapa" refere-se tanto a peças de produção, quanto a peças de amostra, ou
na falta de disponibilidade de qualquer dos dois tipos, proveta da espessura e condição de
superfície especificada para a peça. Obviamente, se as ajustagens forem feitas usando
provetas, peças de amostra, ou sem chapa, elas necessitarão ser retificadas quando as peças
de produção forem disponíveis.
A sequência de providências com chapa, é a seguinte: colocar o interruptor solda - não
solda na posição "solda".
Condicionar os eletrodos, essa providência so o necessária para as operações onde um
ou ambos os eletrodos fazer contato com chapa galvanizada, Esse condicionainento consiste em
efetuar aproximadamente 25 soldas em chapa galvianizada, para cobrir as faces dos eletrodos
com uma camada de zinco, sendo essa operação normalmente chamada de "estanhar os
eletrodos". Isso é necessário para superar as condições de modificaçoes rápidas que se
operam nos eletodos durante esse período e que resultam em soldas completamente
erraticas, desiguais. Incidentalincute, mesmo quando ha falta do chapa para essas corridas de
teste, ainda assim e possível, condicionar o eletrodos, disparando a máquina sobre uma
única espessura de chapa galvanizada, até "estanhar" suficientemente as faces dos eletrodos.
3. Fazer as solda de teste de preferência na combinação de chapas consideradas como a
mais dificil e num arranjo similar ao especificado para a operação.
4. Verificar as soldas de teste com talhadeira e martelo, determinando-se se são
satisfatorias. A verificação e avaliação completa sera apresentada no Capitulo 6.
5. Ajustar a percentagem de corrente conforme o que for encontrado na verificação da
solda. Se a solda não estiver firme, aumentar de uns dez por cento a corrente. Se ficar muito
quente reduzir a percentagem de uma igual quantidade.
6. Continuar a soldar testar os resultados e a fazer ajustagens cada vez mais finas até as
soldas se apresentarem satisfatórias.
7. Quando as soldas se apresentarem satisfatórias, registrar as regulagens na "Folha de
“Distribuição gratuíta, vedada comercialização desta apostila”
Informações de Solda". Como pode ser lembrado, o espaço da folha destinada à regulagem
de "% de corrente" havia sido deixado em branco, quando foi mostrado na Figura 5.8.
Mesmo quando não há disponibilidade da chapa para soldas experimentais e ainda
possível preparar a máquina próxima da corrente de solda requerida. A sequência das
providencias necessárias, esta mencionada no lado direito da tabela. A única diferença e que,
em vez de se fazerem soldas e testá-las, a máquina e disparada sem que haja chapas
entre os eletrodos e a corrente secundária é medida e ajustada até que seja obtida a
especificada. Mais tarde, quando a chapa de produção estiver disponivel,geralmente
só serão necessários pequenos ajustes posteriores parn completar a preparação da
máquina. A corrente secundária é medida com um Analisador de Corrente
1
2
3
4
5
6
FAZER A MÁQUINA FUNCIONAR COM A CORRENTE LIGADA
COM CHAPA
SEM CHAPA
LIGAR NA POSIÇÃO “SOLDA”
CONDICIONAR OS ELETRODOS
FAZER SOLDA DE TESTE
DISPARAR A MÁQUINA SEM CHAPA
VERIFICAR AS SOLDAS DE TESTE MEDIR A CORRENTE SECUNDÁRIA
AJUSTAR A PORCENTAGEM DE CORRENTE
SOLDAR, TESTAR, E AJUSTAR DISPARAR A MÁQUINA, MEDIE E AJUSTAR
7 FAZER UM REGISTRO DAS REGULAGENS DO MOSTRADOR
5.20 - REGULAGENS DIVERSAS
Ha ainda alguns ajuntes diversos, os quais sob certas condições especiais
necessitam ser efetuados. Por exemplo, se quando se terminar as ajustagens até
agora descritas, o mostrador de percentos de corrente indicar uma percentagem
inferior a 60%, e aconselhavel que a ligação de saída previamente deixada em alto,
seja passada para baixo logicamente, como ja mencionado , antes dessa providência ser
tomada, deve ser DESLIGADA a chave geral e após isso verificados com um
voltimetro os fios do primário, para certeza de que não há qualquer passagem de
corrente.
Além disso, se houver mais de uma sequência ligada a um mesmo transformador, TODAS
as regulagens de percentagem de cor rente devem estar abaixo do mínimo.
Finalmente se for feita uma mudança de ligação das barras de saída, sera necessário
tornar a estabelecer uma nova regulagem de percentagem de corrente que venha a produzir
boas soldas em todas as combinações de chapa definidas. Para isso devem ser usados os
procedimentos previamente descritos, inclusive duas novas regulagens na Folha de
Informações de Solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
Ocasionalmente, serão encontradas condições nas quais não poderão ser efetuadas
soldas, obtidas as correntes recomendadas, mesmo com regulagens de 100 por cento de
corrente. A causa dessa dificuldade pode ser uma regulagem incorreta do fator de
potência. Como será lembrado, foi mencionado antes neste mesmo Capitulo que o
parafuso do fator de potência não teve sua regulagem modificada quando as outras
regulagens do painel de controle foram feitas, porque ele é originalmente fixado e lacrado pelo
fabricante da máquina, dentro de uma ajustagem otima. Se e quando esse parafuso necessitar
ser ajustado, o manual de serviço do fabricante próprio para cada modelo especifica de
controle deve ser consultado sobre instruções detalhadas dos vários métodos existentes,
usando ou um voltímetro, ou um osciloscópio ou um dispositivo indicador do fator de
potência.
REGULAGENS DIVERSAS
].
Se o regulagem do mostrador de percentagem da corrente for inferior a 60% - usar
saída baixa do transformador.
2.
Se for modificada a ligação de saída - Tornar a regular a percentagem da
corrente, solde, teste e registre.
3.
Se o calor disponível for insuficiente - Ajustar o fa-tor de potência de modo a
combinar com a carga, usando os manuais do fabricante da máquina.
figura 5.20
CAPÍTULO 6
AVALIAÇÃO DE SOLDA
Os Capítulos anteriores nós discutimos como a força de solda, a corrente o tempo e o
perfil dos eletrodos são coordenados e controlados no equipamento de solda de modo a
produzirem um ponto de solda. Faz parte da responsabilidade do homem de manutenção
do equipamento de solda, a fim de que este produza continuamente solda de qualidade
aceitável. Ele so pode estar certo disso acontecer através da avaliação periodica das
solda produzidas por esse equipamento. Nesse Capitulo serão discutidos vários métodos
e técnicas que podem ser triplicados para a correta avaliação da qualidade dos pontos da
solda.
6.1 - MÉTODOS DE AVALIAÇÃO DA QUALIDADE
Os dois métodos básicos que podem ser utilizados para avaliação das soldas e os Exames
Visuais a as Verificações Fisicas.
Apesar dos exames virão a seram rápidos, exigirem pouco esforço, e não perturbarem os
flanges soldados dos conjuntos sendo verificados, eles se limitam a detecção do
somente umas poucas deficiências aparentes. Esses exames não são dignos de
confiança para avaliarem quaiquer outras deficiências que não aquelas perfeitamente
obvias, conforme sera discutido mais tarde.
Da testes físicos por outro lado, são lentos, exigem a utilização de ferramentas ou outros
meios de teste e em alguns casos podem exigir retrabalhos nas juntas soldadas após
“Distribuição gratuíta, vedada comercialização desta apostila”
terem sido testadas. A sua principal vantagem é a confiabilidade.a MÉTODOS DE
AVALIAÇÃO DA QUALIDADE DOS PONTOS DE SOLDA
TODOS DE AVALIAÇÃO DA QUALIDADE DOS PONTOS DE SOLDA
1 – EXAME VISUAL
2 – TESTES FISICOS
O EXAME VISUAL O TESTES FÍSICOS
6.2 - DEFIÊNCIAS DOS PONTOS DE SOLDAS
Certos pontos de diferenças de soldas facilmente de se detectar através de uma simples
verificação visual. Essas deficiências podem ser classificadas como Soldas queimadas, Soldas
na Borda. Soldas Deslocadas, e Soldas Faltantes.
Solda Queimada e uma solda na qual houve tal excesso de expulsão de metal de entre as
superfícies de colapso, ou no ponto de contato entre o eletrodo o a chapa, até um volume que
causa um furo ou deixa muito pouco material no ponto de solda. Os pontos de solda que
apresentam essas caracteristicas são fracos e inaceitáveis.
Um ponto de solda na borda e facilmente notado desde que seja feito na borda do flange
em vez de no seu centro. Como os pontos formados sob essas condições são de dimensões
inferiores as aceitáveis e as espessuras das chapas ficam reduzidas, a solda e fraca e
inaceitável.
Pontos Deslocados ou Faltantes podem tornar-se obvios ao examinador que tiver se
familiarizado com as Folhas de Operação, previamente descritas no Capitulo 5, as quais
especificam a quantidade e a distribuição dos pontos de solda para cada operação
especifica.
Todo o pessoal de manutenção do equipamento de solda deve se sentir diretamente
envolvido com o que ficou acima explicado, referente às deficiências de solda visualmente
perceptível, pois elas podem ser causadas por regulagem incorreta dos controles, eletrodos
incorretamente apontados ou maquina incorretamente pendurada.
Para outras deficiências de solda que não as aqui mencionadas, a simples aparência de
um ponto de solda não fornece qualquer indicação positiva de que foi formado um botão
de solda do tamanho e resistência corretas, conforme descrito no Capítulo 1. O único meio
de definir a existência de um botão de solda, é sujeitando o ponto de solda a um teste fisco.
“Distribuição gratuíta, vedada comercialização desta apostila”
figura 6.2
6.3 - AVALIAÇÃO FÍSICA DOS PONTOS DE SOLDA
A avaliação física dos pontos de solda pode ser classificada em duas categorias, ou seja,
por meio de Testes Destrutivos e Não-Destrutivos.
Nos Testes Não Destrutivos, o conjunto soldado a ponto e cujas soldas estão sendo
testadas, não e danificado sob qual quer aspecto.
Nos testes Destrutivos, o flange soldado do conjunto sendo testado ou uma sua amostra,
e sujeitado a tal distorção física que pode ser danificado ou mesmo destruido,
dependendo do tipo do teste utilizado.
Vamos discutir primeiro os métodos e características dos testes Não-Destrutivos das
soldas a ponto.
AVALIAÇÃO FISICA DOS PONTOS DE SOLDA
1 – TESTES DESTRUTIVOS
2 – TESTES NÃO DESTRUTIVOS
6.4 - TIPOS D1S TESTES FÍSICO "NÃO DESTRUTIVOS"
Existem diversos tipos de testes Não-Destrutivos, entre os quais podem ser citados Raios
X, Magnéticos, Resistência e Ultra Sonicos. Cada um deles envolvendo a utilização de
equipamento razoavelmente complexo e caro. Além disso, os resultados obtidos não são
de completa confiabilidade. Ainda esta para ser inventado aquele teste não destrutivo que
seja pratico, rápido e de confiança, e por essa razão, não prolongaremos a discussão desse
tipo de testes. Vamos nos aprofundar um pouco mais nos testes Destrutivos que apresentam
um aspecto mais pratico e de confiança na avaliação da solda a ponto.
“Distribuição gratuíta, vedada comercialização desta apostila”
TIPOS DE TESTES FISICOS NÃO DESTRUTIVOS
•
•
•
•
RAIOS X
MAGNÉTICOS
RESISTÊNCIA
ULTRA SONICO
6.5 - TIPOS DE TESTES DESTRUTIVOS
Há muitos tipos de Testes Físicos Destrutivos, de valor já reconhecido para a avaliação das
soldas a ponto, alguns dos quais podemos identificar como:
1. Tração e Cizalhamento
2. Tração
3. Impacto
4. Macrogravação
5. Dureza
6. Torção
7. Descascamento
8. Talhadeira e Martelo
Alguns desses testes exigem dispositivas ou máquinas, e outros simples ferramentas
manuais. Todos eles, com exceção Talhadeira e Martelo, são baseados nos resultados
obtidos a partir de provetas de teste, cujo uso será discutido mais tarde em detalhes.
Todos eles também são de natureza eminentemente pratica e pode-se confiar que produzirão
as informações necessárias para a avaliação de pontos de solda de um modo consistente.
Os três últimos mencionados acima, Torção, Descascamento e Talhadeira e Martelo, são
sem sombra de duvida, os mais rápidos, simples e de maior confiança entre os Testes
Destrutivos. Desde que eles só exigem a utilização das mais simples das ferramentas
manuais, podem ser usados como métodos práticos de oficina na avaliação das soldas.
Por essa razão vamos limitar as discussões a somente esses três métodos.
Entretanto, antes de entrar em maiores detalhes desses testes Destrutivos, nós vamos nos
desviar momentaneamente do assunto, para discutirmos um pouco sobre o botão de
solda propriamente dito e sua relação com os testes.
6.6 -TESTE DE SOLDA
Conforme explicado no Capítulo 1, um botão de solda é formado quando duas peças de
chapa são soldadas a ponto por resistência, sob certas condições. O principal objetivo dos
“Distribuição gratuíta, vedada comercialização desta apostila”
Testes Destrutivos é justamente determinar se um tal
operação de solda.
botão foi formado durante a
Conforme mostrado na ilustração, quando duas peças soldadas são separadas a força,
ou puxadas em direções opostas ate ocorrer uma ruptura, um pequeno tarugo do metal
caldeado usualmente permanecera preso a uma das duas chapas e um furo será feito por
arrancamento na outra chapa.
Esse tarugo destacado de uma das chapas e o chamado botão de solda. A presença
simultanea tanto de um botão quanto de um furo destacados, indicam que a solda estava
solida pois a ruptura deu-se no material matriz circundante à solda e não na propria solda.
Com exceção dos testes de Macrogravação e de Dureza, na determinação de se um botão de
solda é destaoado do material matriz ou se fica indicada sua existência, são baseados os
Testes Destrutivos previamente mencionados. Se um botão de solda arrançado, ou se as
chapas soldadas ao serem separadas a força, se deformam a tal ponto que fica indicada a
presença de um botão de solda, então a solda e considerada boa. Pelo outro lado se não é
arrancado um botão, ou a deformação da chapa não e suficiente para indicar a sua
presença, a solda é considerada de má qualidade. Agora, com esses dados em mente,
continuaremos com a discussão dos Testes Físico Destrutivos de Torção. Descascamento e
Talhadeira e Martelo.
6.7 - TESTE DE TORÇÃO
“Distribuição gratuíta, vedada comercialização desta apostila”
Um Teste Destrutivo relativamente simples é o Teste de Torção, no qual torna proveta é
preparada na forma de duas chapas em ângulo reto unidas por meio de um único ponto.
Essa proveta e feita de chapas da mesma bitola, mesmo sentido de laminação e a solda na
mesma máquina que fará, na produção, as solda que vão ser avaliadas.
Conforme mostrado na ilustração, a proveta e então firmemente segura a mão, e a solda torcida
radialmente até ocorrer fratura. Se o ponto de solda era "Solido, um botão redondo
permanecera preso a uma das chapas e um furo redondo aparecera por arrancamento na
outra deixando aparente o tamanho da area caldeada.
Conforme vai sendo aumentada a bitola da chapa, o esforço necessário para torcer a
proveta até a ocorrência da ruptura, aumenta proporcionalmente. Além disso, nas chapas
mais grossas a fratura pode dar-se por cizalhamento transversal a area da solda, sem
portanto haver destacamento do botão de solda.
Um outro fator importante a ser considerado ao se verificar a qualidade dos pontos de solda é o
efeito de corrente perdida que um ponto de solda causa aos outros subsequentes ,
conforme ,ja foi discutido no Capitulo 2. Como esse teste de torção somente admite um ponto
de solda na proveta, o seu resultado não e indicativo da real qualidade de soldas em
condições de produção com um ponto seguindo-se a outro, pois com um único ponto não
existe corrente desviada do ponto de solda de teste.
Apesar do Teste de Torção ser rápido e de confiança na avaliação da qualidade de
pontos de solda, como pode ser visto pelo que acima ficou esclarecido, a sua aplicação e
um tamanho limitado.
“Distribuição gratuíta, vedada comercialização desta apostila”
6.8 - TESTE DE DESCASCAMENTO
No Teste de Descascamento um corpo de prova (proveta) com o ponto de solda a ser avaliado
é preparado e preso numa morça, conforme mostrado na ilustração. Uma das chapas da
proveta e então descascada com um alicate até ocorrer ruptura.
Se o ponto era sólido, haverá o arrancamento de um botão, o qual permanecera numa
das chapas, enquanto aparecerá um furo na chapa oposta.
O Teste de Descascamento serve para avaliação da qualidade das soldas a ponto em todas
dessas operações de montagem de carroceria. Vamos discutir agora, em detalhes esse
teste de oficina.
“Distribuição gratuíta, vedada comercialização desta apostila”
CORPOS DE PROVA
O Teste de Deslocamento básico, quando usado com corpos de prova devidamente
preparados, e comprovadamente um método muito prático para avaliação, na oficina, das soldas
a ponto. Esse método envolve a destruição de provetas, mas não a deformação ou menos ainda, a
destruição de conjuntos de produçao. Para efeito de nossa discussão, esse teste será referido como
"Teste por Proveta de Descascamento".
O Teste por Corpo de Prova para Arrancamento requer a preparação e utilização de provetas
soldadas a ponto, feitas de chapas de bitola, sentido de laminação, acabamento (galvanizada ou
nua) e numero de chapas, identicos ao conjunto verdadeiro cujas soldas estão para ser avaliadas.
Os corpos de prova são de 1 1/2 pol. de largura por 5 pol. de comprimento e devem ter a
configuração na ilustração, são necessário os dois pontos da solda por proveta, localizados na
sua linha de centro longitudinal. O espaçamento dos pontos deve ser idênticos ao especificado
para o conjunto a ser produzido. O segundo ponto de solda aplicado ao corpo de prova será o
ponto a ser experimentado, pois desse modo estará sendo considerado o efeito das correntes
parasitas que já foi provalvelmente discutido no Capítulo 2.
Os corpos de prova para a verificação da solda em duas chapas, ou da solda de uma chapa a
duas outras já anteriormente soldadas uma a outra, estão ilustrados na Fig.9 a. A chapa da parte
superior e escalonada de 3/4 pol. Com relação as duas de baixo. O segundo ponto de solda feito
na proveta, será aquele que será testado, e localizado a 1 pol. De distancia da extremidade da
chapa superior que se projeta para alem das outras.
Os corpos de prova para teste de solda de três chapas inde pendentes sao construidos
conforme mostrados em 9B. As três chapas são escalonadas de 3/4 pol. entre si. 0 segundo
ponto de solda, aquele a ser testado, também é localizado a 1 pol. da extremidade da chapa superior.
“Distribuição gratuíta, vedada comercialização desta apostila”
Antes de soldar o corpo de prova, é aconselhável consultara Folha de Operações, a Folha de
Informações de Solda e as Programações de Solda já discutidas no Capitulo 5, as quais fornecem
dados para a definição da programação que se fizer necessária à combinação das chapas
envolvidas. O corpo de prova deve ser soldado na mesma máquina que sera utilizada para fazer,
em produção, as soldas reais cuja qualidade esta para ser avaliada.
6.11 - CORPO DE PROVA PARA ARRANCAMENTO
Após construir o corpo de prova conforme indicado, o mesmo é preso numa morsa do
modo mostrado na Fig. 10A, pela extremidade que se projeta 3/4 pol. para além da outra
chapa. Isso coloca próximo aos mordentes da morsa, o ponto de solda que foi feito em
segundo lugar.
Em seguida, usando a mão conforme mostrado em 10B, a proveta deve ser dobrada para
trás o máximo possível, até ocorrer a separação máxima entre as chapas soldadas.
Finalmente, conforme 10°C, a chapa de cima deve ser segurada por um alicate de
pressão e puxada para trás, na direção oposta aos mordentes da morsa, até ocorrer a
ruptura da proveta, a qual se dará à altura do segundo ponto de solda. Se a solda for
solida, haverá destacamento de um botão de solda.
Ao se verificar um corpo de prova feito de três chapas, é seguido o mesmo procedimento,
excetuando que tanto a chapa externa, quanto a intermediária devem ser descascadas
“Distribuição gratuíta, vedada comercialização desta apostila”
até ocorrência da ruptura na altura do segundo ponto de solda feito na proveta. De acordo
com o que foi discutido no Capitulo 2, dois botões de solda deverão se destacar das
chapas, se a solda houvesse sido sólida. Esses botões deverão se tornar evidentes, um
entre cada uma das chapas externas e a chapa intermediária.
A qualidade das soldas de produção pode ser predita, correlacionando-a com a solda do
corpo de prova feita e verificada do modo acabado de ser descrito. Deve, entretanto, ser
enfatizado que o casamento das pecas, a massa da chapa da peça que fica entre os
braços da máquina de solda, ou uma possível perda de corrente atraves de algum grampo
do dispositivo de solda ou algum ponto da peça que faça contato com um braço da
máquina, qualquer desses detalhes pode afetar a qualidade da solda em produção. E
lógico que esses fatores não afeiam o corpo de prova, e, por essa razão,as soldas de
produção devem ainda ser verificadas durante a produção, por meio de método de
Talhadeira e Martelo, o qual se ra descrito mais tarde ainda nesse mesmo Capitulo.
CARRINHO PARA TESTE DE DESCASCAMENTO
Para os trabalhos de avaliação da qualidade das soldas por meio do Teste por Corpo de Prova
para Arrancamento, o carrinho aqui mostrado é recomendado. Trata-se de uma unidade portátil,
equipada com uma morça de bancada e espaço destinado a guardar, tanto o material para os
corpos de prova quanto um analisador de corrente (a ser discutido no Capitulo 7).
“Distribuição gratuíta, vedada comercialização desta apostila”
6.12 - VANTAGENS DO TESTE POR CORPO DE PROVA PARA ARRANCAMENTO
Concluindo a discussão sobre o método de teste por proveta de descascamento para
avaliação dos pontos de solda, vamos sumarizar as vantagens oferecidas por esse sistema.
Não há destruição ou distorção de peças de produção quando a avaliação das soldas e
monitorizada por esse método.
Esse método permite uma maior frequência das verificações de avaliação, comparado com
outros métodos, desde que seu sistema é mais simples e conveniente.
Esse método também permite avaliação de operações de solda a ponto, as quais são, ou
muito difíceis ou quase impossíveis de serem verificadas por outros métodos. Tais operações são
aquelas que, devido à sequência de operações , têm os seus flanges soldados cobertos e
escondidos pela instalação subsequente de outras peças, tomando-os inacessíveis a verificações.
Outro exemplo seriam juntas soldadas, as quais apesar de aparentes, são difíceis de serem
verificadas devido a geométria dos painéis adjacentes o teste por proveta de descascamento permite a
avaliação da qualidade das soldas durantes horas não produtivas. Também permite a
qualificação dos equipamentos de solda de produção, durante a preparação inicial das
operações, antes mesmo de haver a chapa de produção disponível.
“Distribuição gratuíta, vedada comercialização desta apostila”
6.13 - TESTE DE TALHADEIRA EM MARTELO
O último teste de nossa lista de Testes Físicos Destrutivos é o de Talhadeira e Martelo. É oteste
mais prodivo e prático para para avaliação da qualidade dos pontos de solda na produção.
Primariamente ele exige a ultilização de somente urna talhadeira de 1/2 x 8 ou 10 pol. e de um martelo
de aproximadamente um quilo. Ocasionalmente, pode se necessária a utilização de alguma
talhadeira de forma especial e ferramentas calibradoras, as quais serão discutidas mais
tarde. Não são necessários corpos de prova , como no teste anteriormente discutido.
Conforme mostrado na ilustração, a talhadeira e forçada entre as superfícies de colapso
dos flanges do conjunto soldado, apartando as duas chapas até que haja arrancamento do
bo tão, ou até que a chapa se deforme a tal ponto que fica indicada a existência do
mesmo.
A forma e o tamanho do botão arrancado indicam a qualidade da solda. Se não houver
arrancamento ou indicação da existência do botão de solda, o ponto de solda é considerado como
inaceitável.
Para que possa ser aplicada uma solicitação máxima ao ponto de solda pela ação de
encunhamento da talhadeira, ela deve ser forçada o mais próximo possível do ponto. Deve ser
tomado cuidado para que a talhadeira não atinja o ponto de solda, pois poderá cortar o botão e dar
uma falsa indicação de que o mesmo é inexistente.
E também é aconselhável que ao testar uma carreira de pontos de solda que nunca se
experimente o primeiro ponto da carreira, isso para que o teste leve em consideração.Os
efeitos das correntes parasitas causados pelos primeiros pontos nos subsequentes, conforme
“Distribuição gratuíta, vedada comercialização desta apostila”
explicado no Capitulo 2.
Na verificação de solda em chapas mais grossas, é recomendável forçar a talhadeira em
ambos os lados do ponto sendo testado, de modo a exercer o máximo de tração sobre a solda.
Geralmente, se a talhadeira for forçada em um único lado da solda, pode haver uma falsa indicação
da presença de um botão, isso devido a maior resistência a deformação da chapa mais grossa.
Na verificação de pontos de solda feita em chapa galvanizada é particularmente recomendável
forçar a talhadeira bastante fundo entre os flanges de modo a realmente arrancar o botão de
solda. Essa recomendação é necessária por causa da ação estranhamente do zinco na zona de
fusão, a qual pode pare certinficar a presença de ura botão de solda, enquanto que a continuação da
separação do flange soldado poderá vir a causar uma quebra por cizalhamento, sem arrancamento de
botão de solda devido a caldeamento insuficiente.
6.14 - TESTE DE TALHADEIRA E MARTELO
Frequentemente é especificado, tanto na Folha de Operações quanto na Folha de
Informações de Solda, a solda de três chapas individuais, ou seja, de chapas sem solda prévia. Isso
significa que será necessário haver dois botões de solda, para que a solda seja aceitável.
Conforme mostrado na Fig. 14, a correta avaliação de uma solda desse tipo exige que a
talhadeira seja forçada entre as superfícies de colapso de ambas as chapas externas e da chapa
intermediária, até que haja arrancamento de dois botões de solda, ou até as chapas serem de tais
formas deformadas que fique indicada a, existência dos mesmos.
“Distribuição gratuíta, vedada comercialização desta apostila”
Se houver o arrancamento de um botão dentre a chapa intermediária e uma das chapas
externas e nenhum dentre a chapa intermediaria e a outra chapa externa, a solda e
considerada inaceitável.
6.15 - APLICAÇÃO DA TALHADEIRAS EXCENTRICA
Podem ser encontradas algumas juntas soldadas em operações de montagem de
carrocerias, nas quais uma talhadeira reta não pode ser utilizada para verificar os pontos
do solda por causa de interferência com outros painéis adjacentes, ou com dispositivos de
montagem, tais como das Laterais e do Jig Mestre.
Se for tentado um teste em tais casos, como por exemplo, o apresentado na Fig. 15A, ele
poderia ser muito difícil e poderia terminar em danos desnecessários ao painel, caso não
seja utilizada a ferramenta correta. A interferência oferecida pelo painel vertical forçaria
uma talhadeira reta a penetrar as superfícies de colapso da junta soldada num ângulo tal
que ela cortaria e atravessaria a chapa, sem que qualquer teste fosse efetuado.
Em tais casos e mandatorio o uso do uma talhadeira excentrica, conformo mostrado em
15B. Ela tem 1/2 pol. de largura e o seu centro deslocado de 1 pol. fazem com que se
adapto perfeitamente a tais usos. Além disso, e mais fácil de segura-la quando necessitar
ser posicionada contra uma parede plana vertical ou horizontal ao se verificar alguma
solda.
O cortedessa talhadeira deve ser afiado como mostrado no detalhe de 15B, com um único
chanfro. Essa característica permite uma penetração mais fácil entre as superfícies de
“Distribuição gratuíta, vedada comercialização desta apostila”
Colapso da junta soldada.
6.16 - FERRAMENTAS ESPECIAIS PARA VERIFICAÇÃO DE SOLDA
Além das talhadeiras relas e excêntricas, foram desenvolvidos pela Fisher Body outros
três tipos de ferramentas para uso na avaliação de soldas a ponto. Essas são as
ferramentas aqui ilustradas na Fig.16 e seus desenhos são disponíveis pelos seus
membros de identificação PE-1.960, PE-1.961 e PE -1.963.
Essas ferramentas têm formas curvas e configurações especiais nas pontas e são
desenhadas de modo a alcançar locais de difícil acesso nas carrocerias, de modo a
penetrarem entre as superfícies de colapso de suas juntas soldadas, para aplicarem
forças capazes de as afastarem e descascarem, deformando as até o ponto em que fica
indicada a existência do botão de solda. Essas ferramentas são muito úteis na verificação
das poucas juntas soldadas da carroceria que não se prestam aos testes diretos de
Talhadeira e Martelo, som danificar demais os painéis soldados.
A ferramenta PE- 1.963 por exemplo é uma ferramenta combinada, projetada especificamente
para verificar somente dois tipos de comuns de juntas soldadas. A extremidade menor em forma
de gancho dessa ferramenta é usada para verificação da junção soldada entre a Calha e
o Teto, a qual é normalmente feita por uma máquina de solda tipo Disco. A extremidade
em gancho maior é usada para verificar as soldas entre a Coluna Central Externa e o
Painel Externo de Soleira, a Coluna Dianteira da Dobradiça e o Painel Externo da Soleira,
as quais são todas similares. Em todos esses casos, essa ferramenta é usada como
alavanca para descascar a peça interna da junta soldada, deformando a chapa e o Painel
são todas similares. Em todos usados como alavanca é usar para descascara peça
externa da junta soldada, deformando a chapa ato um botão de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
6.17 - TESTE DE TALHADEIRA COM MARTELETE
Para desenvolver maio força, com um mínimo de esforço físico na verificação de conjuntos
soldados feitos de chapa mais grossas, a Fisher Body desenvolveu as Talhadeiras
PE- 2.134 e PE- 2.135 as quais foram projetadas para serem usadas com marteletes
pneumáticos, conforme mostrada na Fig.17.
Ambas essas talhadeiras tem a ponta em feito de ferradura, cujas pontas penetram uma a
cada lado do ponto de solda sendo verificado, aplicando força simultaneamente nesses dois
locais. A talhadeira PE- 2.134 é do tipo reto, enquanto a PE- 2.135 é desentrada em cerca
de 30% da linha de centro da espiga.
O martelete recomendado para ser usado com essas talhadeiras é o Chicago
Pneumatica 2R - RV, equipado com o Retentor de Segurança P- 114053,o qual é projetado
para travar a talhadei-ra no bocal do martelete, impedindo-a de soltar-se acidentalmente. Esse
martelete pode desenvolver 2100 pancadas por minuto.
Devido ao ruido emitido por essa ferramenta pneumática, o seu uso com as talhadeiras
previamente mencionadas, é normalmente restringido a áreas isoladas de som. Também
como o martelete equipado com talhadeira pesa cerca de 7k, ela é geralmente pendurada
de um balancim para manuseio mais fácil e maior maneabilidade por parte do seu
operador.
Apesar de essas ferramentas serem usadas principalmente pelas Plantas de Fabricação
para verificação de juntas soldadas dos sob-conjuntos do chapa grossa, elas também podem
“Distribuição gratuíta, vedada comercialização desta apostila”
ser usadas nas plantas de montagem, se as precauções acima forem consideradas.
6.18 - RESTAURAÇÃO DE FLANGES SOLDAS
É muito importante lembrar que, uma vez terminadas as verificações dos pontos de solda
com Talhadeira e Martelo, Talhadeira e Martelete, ou quaisquer das alavancas
previamente mencionadas, é necessário fazer voltar a sua forma inicial, ou tão próximo
disso quanto possível, os flanges que foram separados ou de qualquer maneira
deformados.
Isso, conforme mostrado na Fig. 18 pode ser fácil e rápidamente feito, simplesmente
retrabalhando a parte deformada de volta a SUA Posição primitiva com um martelo. Esse
processo de restauração e muito desejável de modo a reduzir a possibilidade de
interferência com o casamento de outros painéis ou peças que devem ser ainda montadas
sobre o conjunto verificado, e também, para eliminar a possibilidade de vazamentos de
água poeira para dentro da carroceria.
Além disso, qualquer chapa que se rasgue na area verificada, ou qualquer ponto de solda
que seja arrancado nessa ocasião, devem ser marcados para serem reparados ou na
propria linha ou na area de reparos de carroceria.
“Distribuição gratuíta, vedada comercialização desta apostila”
6.19 - CARACTERÍSTICAS DO TESTE DE TALHADEIRA E MARTELO
Antes de concluir nossa discussão do metodo de avaliação dos pontos de solda com
Talhadeira e Martelo, vamos sumarizar as suas características mais importantes.
1. É um tipo de teste essencial destrutivo. Se corretamente aplicado pausa deformações
flanges soldados; as quais, entretanto podem ser recuperadas na maioria dos casos. Contudo se
os flanges forem rasgados ou mutilados durante a operação de verificação, eles devem
ser consertados.
2.Essa técnica fornece uma avaliação positiva da qualidade do ponto de solda. Se for
arrancado um botão, ou se a chapa for deformada a tal ponto que fique evidenciada a
existência de um botão de solda, a solda e de boa qualidade. Se não houver arrancamento
ou indicação da existência de UM botão, a solda, não é boa.
3. É possível, com esse método, a verificação da qualidade dar; soldas, durante a
produção. São levados em consideração, nesse teste, os fatores que afetam a qualidade
da solda, tais como casamento entre os painéis, contaminação da chapa, curtos nos braços
ou porta eletrodos, posicionamento da máquina contra a peça de trabalho. Não ha
necessidade de correlacionar os resultados, como acontece no caso de corpos de prova ou
peças de amostra.
4. É o mais pratico detodos os testes para avaliação de soldas, pois essencialmente
exige a utilização das mais básicas das ferramentas: talhadeira e martelo.
só
5.Sendo um método rápido, permite por consequência, uma maior frequência das
verificações da qualidade das soldas.
“Distribuição gratuíta, vedada comercialização desta apostila”
É sempre necessário deixar bem claro que e responsabilidade do homem a manutenção
das máquinas, de solda portáteis, fazer a preparação i n i c i a l das mesmas de modo que
elas produzam pontos de solda de tamanhos consonantes com aqueles definidos nas
Programações de Solda, as quais foram previamente descritas nos Capitulos 2 e 5.
Além disso, para se certificar de que essas máquinas continuam funcionando
corretamente, ele deve verificar periodicamente as soldas produzidas por essas máquinas,
através dos Testes de Descascamento de Corpos de Prova ou de Talhadeira e Martelo.
Concluímos aqui o Capítulo 6 sobre a Avaliação das Soldas. O Capítulo 7 tratará da
Instrumentação necessária ao homem de manutenção de máquinas portáteis de solda.
CAPÍTULO 7 INSTRUMENTAÇÃO
Surgem ocasiões em que as máquinas de solda a ponto não funcionam corretamente,
devido a falhas nos circuitos de seus equipamentos de controle, componentes de controle,
regulagem incorreta, ou talvez refrigeração insuficiente dos seus componentes de solda.
Quando isso acontece, para determinação e localização da falha, pode vir a ser
necessária a utilização de certos instrumentos especiais de medição. Os instrumentos
recomendados para essa finalidade são aqui descritos sumariamente.
7.1 - ANALISADOR DE CORRENTE
O Analisador de Corrente, com Bobina Toroidal Aberta, e um instrumento portátil, a
bateria, próprio para medir corrente monofásica alternada, 60 Hz, em intensidade
(kiloampere) e tempo (ciclos).
Esse instrumento pode ser usado para medir a magnitude da corrente de solda e o tempo
de solda. Para fazer isso a sua Bobina Toroidal Aberta e passada nor fora de algum
membro do secundário da máquina, o qual pode ser um de seus braços, ou o cabo jumper
que liga o condutor do secundario nos braços da máquina. Essa bobina toroidal nunca deve
ser usada ao redor de um cabo secundário, tipo "Uniflex", devido ao efeito neutralizador que o
mesmo tem sobre o sinal recebido por ela quando a corrente passa pelo condutor ao
redor do qual a bobina foi colocada e nela induzida um sinal elétrico. Esse sinal é levado
para dentro do analisador através do cond u to r toroidal e é ampliado dentro do mesmo. O
valor da corrente de solda pode então ser lido diretamente em kiloamperes no mostrador. O
tempo de solda, em ciclos e lido no contador de ciclos, tipo digital.
Apesar do impulso da corrente alimentada ao medidor ser praticamente instantânea, o
circuito interno do analisador e calculado para registrar e memorizar tanto a característica
da corrente quanto a sua duração por um período de 25 segundos após o termino do
impulso da corrente. Dependendo da regulagem da chave seletora de escala, o
analisador é capaz de efetuar leituras ate um máximo de 100000 amperes, ou se ja 100
kiloamperes, em correntes monofásicas alternadas de 60 Hz. O contador de ciclagem
conta e registra sinais de impulsos de 1 a 99 ciclos de duração.
“Distribuição gratuíta, vedada comercialização desta apostila”
7.2 - PRIMEIRO ALICATE "WESTON"
O amímetro Articulado Weston 633-A3 é um instrumento portátil para medir corrente
alternada de 60 ciclos, até um máximo de 2000 amperes. Ele difere dos outros amímetros
convencionna características que possue de poder simplesmente ser colocado
envolvendo o condutor de corrente, sem necessidade de quaisquer ligações no mesmo.
Ele é primariamente um transformador com o núcleo articulado e com um amímetro
incluso.
O núcleo articulado do instrumento é o m e i o usado para envolver o cabo; ele é
eletricamente isolado e construido em duas partes sendo uma um mondente f i x o e a
outra mordente móvel. O mordente móvel e acionado mecanicamente por uma alavanca,
a qual quando apertada pelos dedos quando o instrumento é seguro dentro da mão abre
o mordente movél. O grampo formado pelo núcleo articulado, pode abrir-se para circundar
cabos de até 2 pol. de diâmetro. Somente um dos lados de um circuito, ou positivo ( + ) ou
negativo (-) deve ser circundado pelo núcleo articulado ao ser f e i t a uma medida. Se um
dos lados da linha e composto de mais de um condutor, então todos eles devem ser
circundados simutaneamente de modo a obter-se uma leitura correta da corrente da
linha.
Conforme mencionado anteriormente nesse mesmo capítulo, o Analisador de Corrente
Duffers é útil na medição de altas correntes passando pelo secundário, ou seja, o lado do
transformador ao qual e ligada a máquina de solda. Pode haver ocasiões, entretanto,
quando esse instrumento não pode ser utilizado porque a sua bobina toroide não pode ser
colocada ao redor de algum membro do secundário de solda que transmita corrente. E
nesses casos quando se faz valer a característica do amimetro Weston, com seu núcleo
“Distribuição gratuíta, vedada comercialização desta apostila”
articulado. A corrente secundária pode ser facilmente calculada, multiplicando a corrente
primária lida, pela relação entre as correntes primária e secundária. Essa relação acha-se
estampada na plaqueta de cada transformador.
Esse instrumento pode também ser equipado com um acessório na forma de dois fios
tendo BANANA JACK numa das extremidades, jacarés na outra e uma tomada e plugue
de dois pelos na parte traseira do instrumento, conforme mostrado na ilustração. Esse
acessório permite a utilização do instrumento juntamente com um Osciloscópio ou
Oscilógrafo de Registro "brush", os quais serão descritos mais tarde neste capitulo. Esse
acessório não é mais fornecido pelo fabricante do aparelho, porem instruções sobre o
mesmo podem ser conseguidas do P.E.A Process Development Dept Fisher Body em
Warren Michigan.
7.3 - MEDIDOR DE PRESSÃO
Um medidor de pressão de água e um instrumento destinado a medir a pressão hidráulica
dos condutos de água, usualmente expressa cm termos de libras por polegada quadrada, ou psi.
A água só fluirá numa tubulação, de um ponto de alta pressão para outro de baixa
pressão. A diferença entre essas pressões e chamada de "pressão diferencial". Quando
maior a pressão diferencial, maior será a passagem de galões por minuto entre os dois
pontos e o inverso também é verdadeiro. Se não houver pressão diferencial não haverá
fluxo de água.
O medidor aqui apresentado é do tipo duplex e ideal para de dominação da pressão
diferencial, pois pode ser usado para indicar, simultaneamente, a pressão existente em dois
pontos diferentes de qualquer sistema hidráulico. Esse medidor bem uma única escala
graduada de 0 a 100 psi. e dois ponteiros independentes um do outro. O ponteiro Vermelho é
“Distribuição gratuíta, vedada comercialização desta apostila”
ativado quando agua sob presssão o ligada à entrada à direita do medidor, e o preto e
ativado pela pressão ligada à entrada da esquerda. Usando o exemplo da ilustração, o
ponteiro preto indica uma pressão de 10 psi. e o vermelho 30 psi. A pressão diferencial é
a diferença entre an duas, ou seja, 20 psi.
“Distribuição gratuíta, vedada comercialização desta apostila”
Quando através do uso do Medidor de Fluxo já descrito nesse Capitulo, fica comprovado
um fluxo de água insuficiente através de algum componente do sistema de solda, tal como
um cabo de solda, eletrodo ou transformador, então, antes de qualquer maior providencia ser
tomada, é necessário primeiro uma verificação com o presente Medidor de Pressão para
determinar a pressão diferencial entre as conexões da água de refrigeração da estação de
solda. Isso é feito ligando uma mangueira, vinda do lado de alimentação da água ao
sistema hidráulico da estação de solda a uma das conexões do medidor de pressão, e,
outra mangueira vinda do retorno de agua da estação, à outra conexão do medidor. A
diferença entre as duas pressões indicadas no medidor sera a pressão d i f e r e n cial.
Essa pressão diferencial, medida conformo acima, nunca deve ser inferior a 10 psi. que é o
mínimo aceito para os sistemas de resfriamento das máquinas de solda das Fabricas de
Montagem.
7.4 - CONJUNTO DE SISTEMA DE RESFRIAMENTO
Para maior facilidade de sua utilização, ambos os medidores, discutidos e ilustrados com
as duas últimas figuras, foram montados numa maleta portátil, formando um Conjunto de
Teste de Sistemas de Resfriamento, e é aqui inlustrado. Esse conjunto incorpora os dois
medidores mencionado com as necessárias mangueiras e conexões para seu uso, numa
maleta de alumínio.
CONJUNTO DE SISTEMAS DE RESFRIAMENTOFISHER XDI-5998 HIDRÔMETRO
“Distribuição gratuíta, vedada comercialização desta apostila”
FIGURA 7.4
GUARDA-MANGUEIRA PRESSOSTATO HIDRÁULICO
PORTÁTIL DE ALUMÍNIO
MANGUEIRA
7.5 - TRANSDUTORES DE FORÇA
0 Transdutor do Força "Lebow" é um instrumento portátil e do precisão que pode produzir
um sinal eletrico proporcional a uma força mecânica dinâmica a ele aplicada.
Do modelo 3403 da ilustração contém um circuito interno de medição de tensões. Quando
alguma força de compressão é aplicada aos lados planos do Transdutor, como por exemplo,
pelos eletrodos de uma máquina de solda, ocorre uma mudança na resistência eletrica no
circuito do medidor de tensões. Essa modificação pode ser usada como um sinal de saída a
ser transmitido através do cabo de cinco fios ligado ao Transdutor, até a qualquer aparelho
próprio que registre o ciclo de força de compressão aplicada pelos eletrodos.
0 Transdutor é projetado para suportar e medir forças de até 3.000 lbs. Uma característica
interessante e que, enquanto está sendo registrado o ciclo de força dinâmica de uma
máquina de solda, simultaneamente pode ser passado pelo Transdutor uma corrente de
solda de até um máximo de 20.000 amp. e uma duração de até 10 ciclos. 0 sinal de saída
do Transdutor pode ser calibrado num registrador, de modo que a magnitude da força
aplicada possa ser medida. Portanto, o Transdutor de Força "Lebow", torna-se um
instrumento valioso quando se deseja analisar as características da força dinâmica dos
eletrodos de uma máquina de solda a qual, por exemplo, pareça estar trabalhando
lentamente ou cuja força dos eletrodos pareça duvidosa. O Transdutor pode também ser
usado para estudar a relação entre o inicio da corrente de solda e o crescimento da força
de solda.
Há um pequeno Botão de Calibração, localizado na parte trazeira do Transdutor e que não
é mostrado na ilustração, o qual pode ser usado se for desejada a calibração da força
dinâmica sendo registrada.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
TRANSDUTOR DE FORÇA "LEBOW"- MOD. 3403 .
7.6 - INSTRUMENTAÇÃO PARA MEDIÇÃO DA FORÇA DOS ELETRODOS
A instrumentação mostrada nessa ilustração e recomendada para se obter um traçado visível das
características da força dinâmica de uma máquina de solda. 0 cabo de saída de 5 fios que
transmite o sinal a ser registrado, e ligado a entrada de um Conjunto Pre-Amplificador "Lebow
7113", o qual incorpora uma bateria de 6 volts-corrente continua para fornecer energia ao circuito do
medidor de tensões do Transdutor. A saída do Pre-Amplificador é ligada aos terminais de urn
Oscilografo Registrador "Brush Mark II", o qual ja foi discutido anteriormente. Esse
PreAmplificador é necessário porque o amplificador do Oscilografo não tem ganho próprio para acionar a
pena do registrador, caso o sinal do Transdutor seja alimentado diretamente ao Registrador.
Quando os eletrodos da máquina de solda são aplicados as superficies de carga do
Transdutor e a máquina acionada, o Registrador traçara uma linha representando a força dinâmica
desenvolvida
similar
a
mostrada
na
ilustração;
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
CAPÍTULO 8
SOLDA TOPO A TOPO POR RESISTÊNCIA
Definição:
A solda Topo a Topo é um processo de soldasem adição de metal. A corrente elétrica que
circula entre duas peças metálicas colocadas a topo, e a resistência de contato de suas
superfícies são utilizadas como fonte de calor (Efeito Joule) até a temperatura de
caldeamento
O processo é completamente ao aplicar–se uma pressão de recalque ao conseguir a
temperatura necessária.
Objetivo:
A solda Topo a Topo se destinque dos outros processos de solda por resistência por
realizar-se em toda a superfície de contato formando uma peça única, mantendo suas
dimensões geométricas e homogêneas no aspecto metalúrgico e uniformidade da
resistência mecânica. E permite realizar união retilínea de peças de perfis diversificados,
e também de peças em ângulo de até 90º.
Vide a figura n º 1
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
Classificação:
A Solda a topo pode ser d i v i d i d a em 3 processos
Solda a topo por Resistência Pura
Solda a topo por Faiscamento Direto
Solda a topo por Faiscamento com toques alternados para pré-aquecimento.
1. SOLDA A TOPO POR R E S I S T Ê N C I A - PURA
As p e ç a s são p o s t a s em c o n t a t o s o b r e p re ss ã o, a p l i c a - s e a corre nt e s e l é t r i c a , e o
a q u e c i m e n t o a t é o c a l d e a m a n t o i p r o d u z i d o palo Efeito Joule.
As peças são p r e s a s nos m o r d e n t e s , q u e são u n i d o s eletricamente, l i g a d o s cada uma
um t e r m i n a l do s e c u n d á r i o do t r a n s f o r m a dor, um dos m o r d e n t e s é f i x o no c o r p o da
m á q u i n a , o o u t ro está I n s t a l a d o na m e s a móvel (fig. 2) q u e t r a n s m i t e as p e ç a s e
s e r e m s o l d a d a s um m o v i m e n t o de a p r o x i m a ç ã o , que p r o d u z um esforço de
compressão nas s u p e r f í c i e s a serem soldadas.
0 esforço de f i x a ç ã o d a s p e ç a s d e v e m se r s u f i c i e n t e s para asseg u r a r boa
p a s s a g e m de c o r r e n t e , I m p e d i r o d e s l i g a m e n t o q u a n do s u b m e t i d a ao e s f o rç o
de c o m p r e s s ã o da m e s a móvel.
S e q u ê n c i a da Solda
As e x t r e m i d a d e s das p e ç a s se contatam s o b r e p r e s s ã o , e o t r a n s f o r m a d o r ê e n e r g i z a d o .
“Distribuição gratuíta, vedada comercialização desta apostila”
0 s e c u n d á r i o do t r a n s f o r m a d o r f i c a em c u r t o c i r c u i t o com as peças, que pela sua p r ó p r i a
r e s i s t ê n c i a , e p e l a r e s i s t ê n c i a de c o n t a t o em si, são s u b m e t i d a s a I n t e n s o
a q u e c i m e n t o , p r e d o m i n a n t e na u n i ã o das p e ç a s a t é o p o n t o d e fusão, n e s t e momento é
a c i o n a d a a mesa m ó v e l , e o r e c a l q u e é r e a l i z a d o no p o n t o de m a i o r g e r a ç ã o de
c a l o r ( c o n t a t o e n t r e as p e ç a s ) e x p u l s a n d o parte do m a t e r i a l f u n d i d o , a c o r r e n t e de
s o l d a é in t e r r o m p i da e após algum t e m p o de e s f r i a m e n t o , a j u d a d o p e l a d i s s i p a ç ã o do calor
p a r a d o s m o r d e n t e s r e f r i g e r a d o s , é a l i v i a d o o e s f o r ç o de c o m p r e s s ã o .
As d e n s i d a d e s de c o r r e n t e de as s e g u i n t e s :
. Aço doce:
70 a 80 amperes/mm²
. L i g a s de A l u m í n i o :
1 5 0 a 200 amperes/mm²
. Cobre :
250 a 300 amperes/mm²
As p r e s s õ e s s o b r o e s u p e r f í c i e s a s e r e m s o l d a d a s são da ordem de 0,5 a 1,5 k g / m m ².
Um v o l u m e de m a t e r i a l a l c a n ç a a l t a t e m p e r a t u r a em a m b a s as faces da u n i ã o , a
p r o f u n d i d a d e do a q u e c i m e n t o se I r r a d i a e mantém em e s t a d o past os o g r a n d e p a r t e do
m a t e r i a l entre mordentes.
As f a c e s das p e ç a s a s e r e s s o l d a d a s devem s e r p l a n a s e p a r a l e las, para e v i t a r
c o n t a m i n a ç ã o por ó x i d o s .
Este p r o c e s s o não p e r m i t e s o l d a r d o i s m e t a i s de c a r a c t e r í s t i cas f í s i c a e e l é t r i c a
diferentes.
A solda a topo por resist ê n c i a p u r a e a p l i c a d a de p r e f e r ê n c i a em p e q u e n a s e ç ã o m a c i ç a
de peças de a ç o , a ç o Inox. liga de aluminio,cobre lat ã o , etc.
2. SOLDA A TOPO POR FAISCAMENTO D I R E T O
As p e ç a s a seres s o l d a d a s s ã o e n c o s t a d a s em suas e x t r e m i d a d e s , a c o r r e n t e
e l é t r i c a é l i g a d a , d e v i d o a f a l t a de b o m c o n t a t o o c o r r e o faiscamento, e em
s e q u ê n c i a o r e c a l q u e , após o I n í c i o do r e c a l q u e o p r o c e s s o é i d ê n t i c o a s o l d a p o r
resistência.
Cada peça a ser s o l d a d a é p r e s a em um d o s m o r d e n t e s , que e s t ã o l igados d i r e t o s aos
t e r m i n a i s s e c u n d á r i o s do t r a n s f o r m a d o r , e p e r m i t e m a c o n d u ç ã o da c o r r e n t e de
s o l d a a c a d a uma das p e ç a s a serem soldadas,
As p e ç a s d e v e r a e s t a r p r e s a s n os m o r d e n t e s c o m p r e s s ã o suficiente para p e r m i t i r o
m á x i m o de p a s s a g e m de c o r r e n t e e e v i t a r o e s c o r r e g a m e n t o q u a n d o a p l i c a d o o
e s f o r ç o de r e c a l q u e .
“Distribuição gratuíta, vedada comercialização desta apostila”
Para s o l d a r por f a i s c a m e n t o se realizam as s e gui n t es operações:
A. - S uj eiç ã o das p e ç a s e n t r e os mordentes, as e x t r e m i d a d e s isto em c o n t a t o Imperfeitos,
s e m pressão.
B. - O transformador é e n e r g i z a d o .
C -Começa o m o v i m e n t o l e n t o da m e s a m ó v e l .
0 processo da o p e r a ç ã o t o t a l m e n t e d i s t i n t o d a solda por resistência pura.
Com o m o v i m e n t o da m e s a m ó v e l as f a c e s dos m a t e r i a i s a serem t o l d a d o s f a z e m
c o n t a t o a b a i x a p re s s ã o .
0 c i r c u i t o el e t r i c o s e c u n d á r i o é p o s t o e m c u r t o e m a l g u n s pontos de c o n t a t o ,
o n d e é g e r a d o c a l o r I n t e n s o , o m a t e r i a l funde r a p i d a m e n t e , e i n i c i a a p roj e çã o
de p a r t í c u l a s i n c e n d e c e n t e s e tem I n í c i o o f a i s c a m e n t o .
A e x p u l s ã o do m a t e r i a l c o n t i n u a d u r a n t e o a v a n ç o da mesa móvel que m a n t é m o
c o n t a t o a m e d i d a que o m a t e r i a l vai s e n d o expulso.
As e x t r e m i d a d e s a q u e c e m a t é a t e m p e r a t u r a de solda, e tem inicio o r e c a l q u e do
m a t e r i a l p e l o r á p i d o a v a n ç o da mesa móvel, a c o r r e n t e de s o l d a é d e s l i g a d a , a
a p ó s tempo pré-determinado de e s f r i a m e n t o p a r a c o n s o l i d a ç ã o da s o l d a os
m o r d e n t e s são a b e rt o s .
O faiscamento
O p r o c e s s o d e a q u e c i m e n t o p o r f a i s c a m e n t o difere do aquecimento por r e s i s t ê n c i a
pura.
As superficies m e t á l i c a s r a r a m e n t e são perfeitamente lisas, são f o r m a d a s por
r u g o s i d a d a s que s u b m e t i d a a c o n d i ç õ e s a d'agua das p e r m i t e a f o r m a ç ã o do
faiscamento.
O c o n t a t o e l é t r i c o o c o r r e p o r e s s a s a s p e r e z a s onde as superficias de c o n t a t o são
uma p e q u e n a p a r t e da s e ç ã o total, a pass a g e m da c o r r e n t e g e r a c a l o r q u e l e v a
i m e d i a t a m e n t e o material ao p o n t o da f u s ã o e a t é a e v a p o r a ç ã o , e s s a s p e q u e n a s
part i c u l a s do m a t e r i a l e s p a n d e m - s e e se p r o j e t a m para fora, ocorrendo o
f a i s c a m e n t o , e s s e s p o n t o s da c o n t a t o dão lugar a peq u e n a s c r a t e r a s , q u e
t o r n a m a f a z e r c o n t a t o em sua p e r i f e r i a . Formam n o v o s p o n t o s de c o n t a t o s
I m p e r f e i t o s que g o r a m calor, e x p l o d e m , a p a r e c e m n o v a s c r a t e r a s , s u a s b o r d a s
“Distribuição gratuíta, vedada comercialização desta apostila”
tornara a entrar e m c o n t a t o pelo a v a n ç o da m e s a e o p r o c e s s o se r e p e t e até o
d e s l i g a m e n t o da c o r r e n t e , s e g u i d a do r á p i d o a v a n ç o da mesa móvel que r e c a l c a e
c o n s o l i d a a solda.
A p e r d a de m a t e r i a l p e l a f u s ã o e combustão d i m i n u a a l o n g i t u de das p e ç a s que é
c o m p e n s a d a p e l o avanço da mesa que m a n t é m a p r e s s ã o n e c e s s á r i a s o b r e as
a s p e r e z a s d a s f a c e s que se renovam co ntinuam ente.
A v e l o c i d a d e e x c e s s i v a a p a g a o f a i s c a m e n t o , e se muito lenta I n t e r r o m p e o
p r oc e s s o .
0 f a i s c a m e n t o é um a q u e c i m e n t o p o r e f e i t o Joule m o t i v a d o pela p a s s a g e m
de c o r r e n t e e l e v a d a p e l a s p r o t u b e r â n c i a s m e t á l i cas em c o n t a t o i m p e r f e i t o ,
f u n d i n d o , e x p l o d i n d o e renovando a r e a ç ã o de n o v a s c r a t e r a s .
A tensão secundária a p l i c a d a s as p e ç a s e s t ã o a b a i x o das n e c e s s á r i a s para
p r o d u z i r a r c o e n t r e as f a c e s em f a i s c a m e n t o .
A ação do f a i s c a m e n t o , p r o v o c a n d o a c o m b u s t ã o de partículas e p r o d u ç ã o de
v a p o r e s metálicos, i m p e d e a o x i d a ç ã o do metal l i q u i d o no p o n t o de u n i ã o d a s
peças
0 processo a s s e g u r a a l o c a l i z a ç ã o de a l t a s temperaturas na r e g i ã o da solda e a
q u a n t i d a d e de m e t a l q u e n t e é menor que no p r o c e s s o de solda p o r r e s i s t ê n c i a
pura.
A ação do f a i s c a m e n t o só é p o s s í v e l q u a n d o a p o t ê n c i a da máq u i n a é
s u f i c i e n t e p a r a f u n d i r o m e t a l na medida em que a mesa a v a n ç a .
E necessário que a e n e r g i a fornecida p e l a m á q u i n a seja s u p e rior a q u a n t i d a d e
e x i g i d a p a r a a f u s ã o do metal.
F a t o r e s que d e t e r m i n a m uma o p e r a ç ã o c o r r e t a de f a i s c a m e n t o .
1.
A
B.
C.
A t e n s ã o s e c u n d á r i a m a i s elevada.
Q u a n t o m a i o r f o r a v e l o c i d a d e da m e s a movel.
Q u a n t o mais f r i o e s t i v e r o m e t a l .
Q u a n t o m a i o r sej a a s u p e r f í c i e do f a i s c a m e n t o .
A v e l o c i d a d e deve s er a u m e n t a d a p r o g r e s s i v a m e n t e d u r a n t e o faiscamento
p a r a c o m p e s a r o a u m e n t o da t e m p e r a t u r a até o p o n t o de f u s ã o .
O I n í c i o do f a i s c a m e n t o é mais difícil que sua manutenção.
Para c o n s e g u i r o i n í c i o do f a i s c a m e n t o é I m p r e c i n d i v e l q u e a mesa móvel t e n h a
v e l o c i d a d e inicial m u i t o p e q u e n a e a c e l a r p r o g r e s s i v a m e n t e , t e r t e n s ã o
s e c u n d á r i a a l t a no I n í c i o , e que vá d i m i n u i n d o com a p r o g r e s s ã o do
“Distribuição gratuíta, vedada comercialização desta apostila”
fais c a m e n t o , o p o n t o de c o n t a t o e n t r e p e ç a s t e n h a á r e a m e n o r q u e a s e ç ã o
normal.
A área c o m p l e t a da p e ç a e n t r e e m f a i s c a m e n t o p r o g r e s s i v a m e n t e com o
a u m e n t o da t e m p e r a t u r a na á r e a de c o n t a t o .
Recalque
D e p o i s de t e r m i n a d o o tempo de f a i s c a m e n t o , e a l o n g i t u d e do m a t e r i a l
q u e i m a d o sej a s u f i c i e n t e , as ár e a s u n i d a s Já e s t ã o na t e m p e r u t u r a de
s o l d a , c o b e r t a s de m e t a l l í q u i d o , é i n i c i a i a da a o p e r a ç ã o de r e c a l q u e .
O m o v i m e n t o da mesa móvel é a c e l e r a d o e as e x t r e m i d a d e s das p e ç a s em alta
t e m p e r a t u r a se comprimem s o b r e alta p r e s s ã o . As a s p e r e z a s de m e t a l em f u s ã o
penetraram uma nas o u t r a s . As r e s i s t ê n c i a s se a n u l a m e o c o n t a t o se e s b e l e c e na
t o t a l i d a d e do s e ç ã o das p e ç a s , e o f a i s c a m e n t o se e x t i n g u e .
Para aços de alto teor de c a r b o n o ou de l i g a s e s p e c i a i s , que e x i g e m q u a l i d a d e , a
restauração das características físicas d esejad as d e v e m ser fe it as por tratamento
térmico correto em I n s t a l a ç õ e s p r e v i s t a s para essa operação.
Os aços de m é d i o ou b a i x o teor de Ca rb on o (até 0,42) não exige mais que a l g u m a s
precauções para obter uma estrutura correta.
Por exemplo
E s c o l h a a d e q u a d a s d o s p a r â m e t r o s de s o l d a para a u m e n t a r a
profundidade do a q u e c i m e n t o .
Diminuição da v e l o c i d a d e da r e f r i g e r a ç ã o .
D i m i n u i ç ã o do tempo de s u j e i ç ã o da, p e ç a a p ó s solda.
Parâmetros para s o l d a a t o p o
dependem :
por f a í s c a m e n t o : E s s e s
1.Das
características químicas,
metal ú r g i c a s d o s m a t e r i a i s .
elétricas,
Exemplo:
2. Da forma g e om étr i ca da secção a s o l d a r e de sua superfície.
“Distribuição gratuíta, vedada comercialização desta apostila”
valores
mecânicas
e
A.. Peças m a c i ç a s , redondas, q u a d r a d a s , etc.
T r i l h o s para estradas de ferro, vergalhões para estrutura do c i m e n t o a r m a d o , etc.
B. Secções de paredes d e l g a d a s : chapas de tubos, etc.
Cada um desses grupos obedece a regras de soldas bem diferenc i a d a s .
A d i s p e r s ã o de calor, as s u p e r f í c i e s era contato cora o ar e a e x p u l s ã o de ó x i d o s são
d i f e r e n t e s era cad a caso.
A regulagem de uma má qu i na para ap l ic a çã o determinada consiste em i n t r o d u z i r nos
dispositivos de reg u l a g e m os segui ntes parametros :
Variáveis elétricas :
Tensão secundária.
Intensidade de corrente secundária.
A.. D u r a n t e o faíscamento.
B. Durante o recalque.
Variáveis geométricas :
Avanço total de solda que inclue :
Avanço de falseamento.
Avanço de recalque.
D is t an c ia i n i c i a l e f i n a l dos mordentes.
Variáveis de t e m p o ;
Velocidade a c e l e r a ç ã o do f a i s c a m e n t o .
Velocidade de re cal qu e.
D u r a ç ã o da tempo am que a m a q u i n a esta en e r g i z a d a d u r a n t e o recalque.
Variáveis M e c â n i c a s :
Esforço de recalque.
E sf o r ço de sujeição d a s p e ç a s entre os m o rd e n te s.
A quantidade de c a l o r r e t i r a d a p e l a s p a r t í c u l a s de m a t e r i a l a dissipada por c o n d u ç ã o
d a s p e ç a s p a r a os m o r d e n t e s o por r a d i a ç ã o , são im p o r t a n t e s em r e l a ç ã o ao c a l o r
útil que fica c o n c e n t r a d o na zona de u n i ã o .
É n e c e s s á r i o que o c a l o r g e r a d o seja s u p e r i o r , a es s a s p e r d a s para que a q u e ç a m de
forma g r a d u a l e se v i s t a m da uma capa da m a t a l l i q u i d o .
“Distribuição gratuíta, vedada comercialização desta apostila”
As t e n s õ e s s a c u n d a r i a s v a r i a m de 2 a 15 v o l t s .
A i n t e n s i d a d e da c o r r e n t e s e c u n d a r i a v a r i a cora a condutibilidade do m a t e r i a l .
Exemplos :
Aços 5 a 10 amp/mm²
A l u m í n i o 150 a 306 amps/mm²
A c o r r e n t e utili z a d o p a r a r e c a l q u e m a i s v i á v e i s são ;
Aços 15 a 30 a m p s / m m ²
L i g a s da A l u m í n i o 130 a 300 amps/mm²
E s t e s d a d o s p o d e m s e r v i r como b a s e p a r a r e g u l a g e m . Como dep e n d e m de o u t r o s
v a l o r e s p o d e m v a r i a r em f a i x a m u i t o ampla.
V a n t a g e n s da solda a topo p o r f a i s c a m e n t o
Para m a t e r i a i s c o r r e n t e s , a c a r g o de r u p t u r a e o limit e e l á s tico das u n i õ e s são m u i t o
p a r e c i d o s c o m o metal base, não há a d i ç ã o de m e t a l e a e s t r u t u r a da r e g i ã o s o l d a d a
e de uma peça f o r j a d a .
3. SOLDA A TOPO POR FAISCAMENT0 COM CONTATOS ALTERNADOS PARA
AQUECIMENTO :
0 p r o c e s s o é m i s t o , a c o m b i n a os a n t e r i o r e s na fase i n i c i a l , o a q u e c i m e n t o por
r e s i s t ê n c i a p u r a d e s t i n a - s e a p r é - a q u e c e r as e x t r e m i d a d e s a n t e s de in i c i a r a
o p e r a ç ã o da f a i s c a m e n t o .
MANUAL DE INSTRUÇÃO PARA LOCALIZAÇÃO DE DEFEITOS DE SOLDA
Tem sido constantemente observado, que o operador de equipamento de soldar por
resistência, tenta diagnosticar dificuldades do solda, sem fazer um levantamento total da todos os
fatores que poderão afetar a operação.
Alguns responsabilisam os elotrodos. Outros, o sistema de controle e ainda outros
simplesmente que a máquina quebrou ou "gastou-se" prematuramente.
A tabela abaixo não pretende fornecer uma solução "mágica" a todas as dificuldades que
podem surgir na solda por resistência.
Porém, enumera algumas das causas mais comuns da resultante de soldas a ponto
defeituosas, e dessa maneira, mostra num relance que qualquer tipo de defeito de solda a ponto,
pode ter como causa uma dos muitos fatores próprios ao processo de operação.
“Distribuição gratuíta, vedada comercialização desta apostila”
Problemas de solda e suas causas provaveis
PROBLEMAS DE SOLDA
.1.
Escape de material das chapas
(expelindo faíscas) entre eletrodos ou entre chapas no ponto de solda.
Também eletrodos aderindo ou
colocando ao material base durante a soldagem.
.2.
Marca profunda dos eletrodos
no ponto de solda
.3.
Resistência mecânica do ponto
De solda variando após algum
Tempo de trabalho.
.4.
Aquecimento dos braços e do
transformador de solda.
.5.
Soldas individuais de quali-
CAUSAS PROVAVEIS
1.1 Corrente de solda alta.
1.2 Pressão entre eletrodos
baixa.
1.3 Perfil da ponta dos eletrodos insuficiente ou desajustado.
1.4 Óxidos ou ferrugem nas suficies das chapas.
1.5 Tempo de compressão é
muito curto
2.1 Alta pressão entre eletrodos .
2.2 Corrente de solda baixa.
2.3 Tempo de solda longo.
2.4 Perfil da ponta dos eletrodos
Insuficiente.
3.1 Mau contato nas ligações
primaria ou secundaria da maquina,
ou ainda queda de tensão de rede
elétrica, reduzindo a potência.
3.2 Refrigeração deficiente dos
eletrodos, causando aquecimento e
deformação na ponta do eletrodo,
conseqüentemente, aumentando a
área de contato.
4.1 O regime de trabalho está
utrapassado.
4.2 Demasiada área de contato
eletrodo-chapa.
4.3 Tempo de solda demasiadamente muito longo.
4.4 Mau contato nos suportes ,
braços,etc.
5.1 Posicionamento deficiente
“Distribuição gratuíta, vedada comercialização desta apostila”
dade satisfatória,porem, o
conjunto acabado mostra uma
distorção excessiva.
.6.
Corrente de solda não
circula .
.7.
Corrente de solda irregular
ou nitidamente abaixo daquela
para a qual a maquina foi regulada.
das partes a serem soldadas.
5.2 Dispositivos mal confeccionados.
5.3 Espaçamento das soldas impróprio ou distancia insuficiente dos cantos.
6.1 Verificar, se a chave geral
esta ligada.
6.2 Verificar fusíveis.
6.3 Verificar interruptores
6.4 Verificar conexões e condutores principais.
7.1 Verificar painéis e circuitos,conexões soltas
ou contatos gastos.
OBS: A inspeção dos instrumentos devera ser feita unicamente por pessoas competentes e nenhum concerto
ou ajuste deve ser tentado,a
não ser que a necessidade
de tal reparo seja definitivamente reconhecida.
.8.
Quanto ao sistema de refrigeração.
8.1 Verifique inicialmente o
fluxo de água, e que todos
os registros estejam funcionamento adequadamente.
8.2 Inspecione as mangueiras
Verificando se existem dobras,
curvas, vasamento ou outros
impedimentos de circulação
de água.
8.3 Controle também a temperatura da água de alimentação
de recirculação.
“Distribuição gratuíta, vedada comercialização desta apostila”
.9.
Quanto aos eletrodos
.10.
Quanto ao sistema de pressão
da solda.
.10.
Se o ajuste pressão de solda
da maquina for correto,porem
com a força parecendo insuficiente causando soldas queimadas verifique.
.11.
Quanto a outras condições
9.1 Verifique a área de contato
dos eletrodos.
9.2 Veja que o fluxo de água no
eletrodo esteja refrigerando
eficientemente a ponta do mesmo.
10.1 Se o sistema de pressão
de solda aparentemente esta
em ordem, não o ajuste para
forças maiores, sem verificar
primeiro outras causas provaveis de sobre aquecimento como:
11.1.1 Peças sujas.
11.1.2 Corrente muito elevada.
11.1.3 Tempo de solda demasiado
Longo.
A. O ajuste do pistão
B. Que as peças estejam
sendo apertadas corretamente
uma contra a outra.
C. A força de contato , pois se
ela for insuficiente pode ser
devido o eletrodo gasto.
D. Em solda a ponto, nota-se
A pressãode solda excessiva
quando houver entalhes excessivos
e vida curta dos eletrodos de solda
( verifique o tipo de liga de cobre.)
a soldas fracas ou nulas são devidas
a diminuição da resistência de contato
permitindo assim a passagem da corrente sem aquecimento da peça com
a temperatura de fusão.
11.1 Ambiente muito úmido e poerento
“Distribuição gratuíta, vedada comercialização desta apostila”
não prevista anteriormente,
e necessária s correções ,
caso existam.
causará rápido esburacamento de
contato.
11.2 A vibração encurtará a vida de
válvulas eletrônicas, além de cusar
afrouxamento de conexões eletricas
e mecânicas.
11.3 Água suja entope válvulas
reguladoras e mangueira de refrigeração
11.4 Cargas pesadas e itemirtententes
Na linha de suprimento elétrico
principalreduzem a regularidade da
corrente de solda . É boa pratica verificar
periodicamente todas as fontes possíveis
de defeito de maneira que medidas
corretivas de manutenção possam ser
tomadas fora dos períodos de trabalho.
CONCLUSÃO
Quando são feitos relatórios mensais de manutenção, muitas causas de soldas
defeituosas poderão ser corrigidas antes que danos sérios se desenvolvam.
E lembre-se : Medidas corretivas, raramente exigem mais aue um simples ajuste.
“Distribuição gratuíta, vedada comercialização desta apostila”
CAPÍTULO 9
SOLDA A PROJEÇÃO
Definição
“Solda a Projeção é um método de solda por resistência, no qual o calor” e o fluxo da
corrente de solda é localizado em certos pontos predeterminados, devido ao próprio
desenho das peças a serem soldadas.
As soldas por projeção são normalmente alcançadas, produzindo-se uma ou mais
projeções ou embossagens em uma ou em ambas as peças a serem soldadas, cujas
projeções concentram e localizam num só ponto todo o calor da solda. Na solda a ponto
essa localização do calor e da força é feita por meio dos eletrodos.
Em tudo o mais a solda a projeção obedece aos mesmos principios da solda a ponto, no
que diz respeito a calor, pressão e tempo de solda.
Na solda por projeção não ocorre fusão da chapa, como aconteceria com solda elétrica
ou acetilênica.
Nesse método de solda, assim como na solda a ponto, a chapa é aquecida até atingir o
estado plástico e, então, unida por mexo de pressão.
Vantagens da Solda a Projeção
1. Aumento da Quantidade de Soldas Produzidas:
Uma maior quantidade de soldas pode ser produzida por ciclo da máquina de solda,
devido ao menor espaçamento das projeções, isto é, numa área onde se aplica um ponto
de solda a ponto, podem ser aplicadas de duas a oito projeções. As únicas limitações são
primeiro, a capacidade do equipamento, e, segundo, a capacidade técnica de controlar a
pressão e a corrente de solda; distribuindo-as equitativamente por todas as projeções.
“Distribuição gratuíta, vedada comercialização desta apostila”
2. Maior Duração dos Eletrodos;
Como a maior parte do calor gerado tende a se concentrar na peça que tem a (s)
projeção(ões), normalmente são usados eletrodos com maiores áreas de contato. Isto
resulta em menor desgaste dos eletrodos, pois o calor é distribuído nessas áreas maiores,
permitindo, além disso, a utilização de ligas de menor condutividade elétrica na sua
construção. Isso por sua vez permite o uso de ligas de maior resistência mecânica, o que
aumenta sua duração. Além disso, devido ao maior dimensionamento desses eletrodos é
geralmente possível um melhor resfriamento com água, conferindo-lhes vida ainda mais
longa.
3. Possibilidade de Solda de Perfis Irregulares;
Com a utilização de projeções que localizam melhor a corrente e a pressão de solda,
podem-se soldar estampados e forjados pesados, especialmente nas condições de
grandes espessuras que tornam difícil a solda a ponto. Sob esse aspecto, podem ser
facilmente soldadas peças como parafusos e porcas de projeção, placas de escora,
arames cruzados e outras peças de perfis irregulares.
4. Combinações Difíceis de Espessuras;
Como a maior parte do calor desenvolvido durante a operação de solda tende a se
concentrar na peça que apresenta as projeções, estas devem ser produzidas na peça de
maior espessura, desde que seja metalurgicamente dissimilares, as projeções deverão
ser feitas na chapa de maior condutividade elétrica. Podem, entretanto, ser abertas
exceções a esses princípios, devido a outras considerações, porque as projeções
permitem um balanceamento de calor aceitável nas soldas de combinações difíceis de
espessuras e qualidades de chapas. Enquanto que a solda a ponto de chapas com razão
de espessura de 3:1 pode ser algumas vezes difícil, a solda a projeção de razões de até
é facilmente atingida.
5. Localização Uniforme dos Pontos de Solda:
A estampagem da projeção na peça a ser soldada assegura a repetividade da localização
do ponto de solda sempre no mesmo lugar definido por desenho. Devido a isso, são
mínimas as possibilidades de um ponto de solda recair sobre outro ponto previamente
feito, como ocorre ocasionalmente na solda a ponto de múltiplo estágio, desde que todos
os pontos são efetuados simultaneamente.
6. Exige Flanges de Menor Largura;
É possível utilizar-se flanges mais estreitos, pois a localização das projeções pode ser
mantida consistentemente uniforme durante a estampagem.
7. Permite Menor Espaçamento Entre os Pontos:
Na solda a projeção, todos os pontos são feitos simultâneamente, desse modo evitando
as dificuldades causadas pelas correntes parasitas, através dos pontos previamente
feitos. Isso permite menor espaçamento entre os pontos e resulta em soldas de
resistência mais garantida.
“Distribuição gratuíta, vedada comercialização desta apostila”
8. Menor Acabamento de Funilaria;
A combinação das vantagens acima mencionadas ajuda a diminuir o acabamento manual,
sé porventura for necessário na funilaria:
A) Uso de eletrodos de maior área de contato reduz a ocorrência de recalcamento das
chapas na área do ponto; a localização consistente dos pontos de solda, prédefinida a partir do desenho da peça evita as soldas de extremidades e a
consequente expulsão de material; permite menor espaçamento dos pontos de
solda, não tornando necessário o aumento de corrente e evitando as soldas de
segundo estágio com as suas consequências de aquecimento e queima; a
utilização de projeções produz, pelo ponto de vista estetico, marcas de solda
aceitáveis, compatíveis com o desenho da peça.
9. Influência Menor das Condições das Superfícies:
Devido às menores áreas de contato das projeções, com o resultante aumento da
pressão unitária e da densidade de corrente, as condições superfíciais das chapas a
serem soldadas são menos críticas do que na solda a ponto.
Desvantagens da Solda a Projeção
1. Fabricação das Projeções:
Evidentemente as projeções devem ser formadas nas peças em operação anterior à de
solda, frequentemente exigindo para isso operações extra de estampagem.
2. Controle Cuidadoso das Projeções:
A função básica da solda a projeção é a da utilização duma pequena embossagem para
localizar a pressão e a corrente de solda, sendo que as dimensões dessas projeções
devem ser mantidas constantes. Caso contrário, e isso inclui a altura das projeções caso
estas sejam em número superior a três, a pressão e a corrente não serão distribuídas
uniformemente e a solda não se efetuara.
3. Os Eletrodos devem ser mantidos em condições:
É necessário manter paralelas as faces opostas dos eletrodos, pois se forem formadas
cavidades nas mesmas, elas desenvolverão pressões e densidades de corrente
desiguais, resultando em soldas heterogêneas e defeituosas.
4. Utilização num Único Plano por Vez:
O colapso da projeção e a subsequente movimentação das per ças sendo soldadas, limita
sua utilização à solda de interfaces num único plano, ou direção, enquanto que na solda a
ponto é possível o frequentemente desejável solidar em mais de um plano.Uma exceção
a essa regra é feita para peças de pouca curvatura.
“Distribuição gratuíta, vedada comercialização desta apostila”
5. Soldas Múltiplas Exigem Maior Capacidade:
Devido à maior quantidade de pontos efetuada simultaneamente, é frequentemente
necessária a utilização de equipamento de maior capacidade, no que diz respeito a força
e corrente de solda.
6. A Projeção Define o Tamanho do Botão da Solda;
As características inerentes à Solda a Projeção, frequentemente permitem o uso desse
processo onde sobreposições insuficientes rejeitam a solda a ponto. Entretanto, o
tamanho do botão de solda na solda a ponto pode ser aumentado com um simples
aumento da área de contato do eletrodo, acompanhado de um aumento equivalente da
pressão, da corrente e do tempo de solda. No caso da solda a projeção, o tamanho do
botão depende única e exclusivamente do diâmetro da base da projeção.
7. Alimentação Automática (não ilustrada):
Como em todos os casos as projeções devem impreterivelmente ficar entre as chapas
sendo soldadas, torna-se necessário um correio posicionamento das peças.
Em alguns casos, como em placas de escora, as projeções podem ser feitas em ambos
os lados da peça, simplificando desse modo a alimentação que pode ser efetuada
indistintamente de qualquer lado. Num caso real na fábrica de Grand Blanc (USA) onde
foram feitas projeções em ambos os lados de uma placa de escora, esse processo
acelerou a produção, devido à redução conseguida no tempo de alimentação, assim
como também reduziu as perdas causadas pela alimentação incorreta.
Desenho das Projeções
Segue-se uma lista de pontos importantes a serem respeitados ao se projetar projeções
para solda.
Grande demais e proporcionalmente fraca.
Deve ser de estrutura suficientemente resistente, para suportar sem deformar a frio, a
pressão de solda inicial, antes de lhe ser aplicada a corrente.
Deve ter massa suficiente para permitira que o ponto de contato com ela na chapa plana
possa ser elevado à temperatura de solda, sem ser consumido por centelhamento. Se ela
for pequena demais, entrará em colapso antes da chapa ao posta atingir a temperatura de
solda.
Deve ser fácil de estampar e permitir uma vida útil aceitável para o punção e a matriz.
A projeção não pode se apresentar semi-cizalhada após formada, pois isso significa uma
adesão estrutural fraca com o material da chapa soldada, podendo ser arrancada com
facilidade.
Deve entrar em completo colapso durante a operação de solda, permitindo as chapas a
entrarem em íntimo contato uma com a outra. Esse colapso deve ser alcançado, além
disso, sem que a projeção sofra centelhamento e desmanche-se em respingos entre as
chapas.
“Distribuição gratuíta, vedada comercialização desta apostila”
Deve ser desenhada de tal modo que, ao serem formadas, não causem distorções
indevidas na peça. Para o projeto como a aplicação das projeções, devem ser
considerados os seguintes fatores: suas distâncias relativas entre suas superfícies em
ângulo e em raio.
PADRÕES
PARA PROJEÇÕES DE SOLDA
Raio esférico
Figura 2.4
Não inferior a 0,8 T
Raio não maior que.02" ou 1/2 T, qualquer que seja o menor.
"D" representa o diâmetro refere-se à parte arredonda matriz e o raio mencionado dada
da mesma.
ESPESSUARA DA
CHAPA EMBOSSADA
.030
.035
.041
.047
.054
.059
.067
.075
.089
.105
.120
.125
.194
.209
DIÂMETRO DA
PROJEÇÃO “D”
.105
ESPESSURA DA
CHPA MAIS FINA
.030
.120
.135
.150
.170
.190
.250
“Distribuição gratuíta, vedada comercialização desta apostila”
.035
.041
.047
.054
.059
.067
.075
.089
.150
.120
.125
.194
.209
ALTURA DA
PROJEÇÃO H
.030
.035
.040
.045
.050
.055
.070
Os formatos e tamanhos das projeções conforme padrão da Fisher não foi determinado
teoricamente, mas sim utilizando dados práticos usados por muitos anos nas aplicações
de solda a projeção.
Para se conseguir soldas de qualidade, juntamente com um bom acabamento nas chapas
finas, assim como também o máximo de durabilidade dos eletrodos, é necessário que,
sempre que possível as projeções sejam feitas na chapa mais grassa das duas a serem
soldadas.
Entretanto, em muitos casos e especialmente quando a razão entre as espessuras é
maior que 3:1, pode ser desejável, ou mesmo necessário, fazer as projeções na chapa
mais fina, apesar de que isto poderá tornar a solda menos satisfatória no que diz respeito
à resistência.
A tabela anexa fornece o tamanho de projeção correto a ser usado, seja ela localizada na
chapa mais fina ou na mais grossa.
Exemplo: para se soldar uma chapa de 0,035 pol. a outra de 0,059 pol., com a projeção
situada na chapa mais grossa, o diâmetro da projeção deverá ser de 0,150 pol. conforme
mostrado na tabela da direita.
Se, entretanto, para as mesmas chapas as projeções se localizarem na chapa mais fina, o
diâmetro da projeção será de 0,120 pol. (tabela da esquerda) e a altura será 0,035 pol.
(tabela a direita) .
Um ponto importante a ser lembrado é que seja a projeção feita na chapa mais fina ou na
mais grossa o seu diâmetro é sem pre determinado a partir da espessura da chapa mais
grossa, enquanto que sua altura é sempre determinada a partir da esquerda da chapa
mais fina.
APLICAÇÕES ESPECIAIS - PORCAS DE PROJEÇÃO
Figura 2.5
“Distribuição gratuíta, vedada comercialização desta apostila”
A mais comum das aplicações de solda a projeção na Fisher Body é provavelmente a de
porcas de projeção. Há muitas marcas dessas porcas no mercado, porém a Fisher
restringiu seu uso, principalmente por razões de custo a dois tipos básicos, cujas porcas
são quadradas e estampadas.
A principal diferença entre as duas está no método pelo qual são formadas suas
respectivas projeções. Ultimamente foram acrescentados ao sistema de padronização
dois novos tipos que são a sextavada estampada e a quadrada usinada.
Para chapas de 0,090 pol., ou acima, pode-se usar uma simples porca quadrada que
pode ser eficientemente soldada a uma chapa plana, desde que o furo de passagem do
parafuso na chapa seja aumentado de modo que somente os cantos da porca façam
contato com a chapa, localizando a pressão e a corrente de solda. Entretanto, nesse caso
especial, desde que não existem embossagens ou saliências formadas, não é usado o
colapso de projeções para a formação do botão de solda.
Também se utiliza porcas e "T" em alguns casos e nas mesmas projeções podem ser
localizadas tanto na parte inferior quanto na superior do “T".
Figura 2.6
Porcas-piloto de projeção oferecem algumas vantagens tais como redução de
centelhamento e melhor centralização da rosca em relação ao furo de chapa, porém
devido ao seu alto custo e dificuldades de aplicação por meio do ferramental e
equipamento padronizados, elas não são recomendadas. O uso das porcas-piloto em
substituição as porcas atualmente usadas não parece ser possível devido às atuais
variações na produção na localização dos furos, especialmente quando em relação a
outras porcas soldadas no mesmo painel. Com os tipos de porcas atualmente usadas a
deslocação dos furos (devido em muitos casos à soma de tolerâncias permissíveis é
compensada pela distância da projeção do canto da porca até a aresta da rosca. O uso
de porcas-piloto impede essa solução pois cada porca ajusta-se e fica centrada em cada
furo. Um outro ponto que deve ser considerado é que por necessidade inerente ao seu
“Distribuição gratuíta, vedada comercialização desta apostila”
desenho o piloto dessas porcas projeta-se para além da face oposta da peça e pode
tornar mandatória uma operação adicional para tornar essa face lisa, de modo a receber
corretamente a outra peça que a ela deva ser fixada.
“Distribuição gratuíta, vedada comercialização desta apostila”
O sistema de padronização para esses parafusos, baseia-se no cálculo da quantidade de
material que pode ser cunhada economicamente para formar a cabeça do parafuso e
suas respectivas projeções. O volume máximo para isso é calculado pela fórmula V-6DA,
onde D ao diâmetro do arame e A área do arame do qual é feito o parafuso.
Essa limitação do volume cunhado determina o diâmetro da cabeça, especialmente nos
parafusos de pequeno tamanho. O parafuso de projeção ideal, mesmo aquele de
pequeno tamanho como no .6x1/4" deve ter uma cabeça de diâmetro suficientemente
grande para permitir que as projeções se localizem a uma distância do parafuso que
admita eletrodos com isolamento suficiente.Para permitir a colocação da projeção o mais
afastado possível do parafuso e ainda assim conseguir volumes suficientes de material na
mesma, foram escolhidas as projeções do tipo oblongo. Caso fossem usadas as de tipo
redondo, elas teriam de ser colocadas mais perto do corpo do parafuso. Essas projeções
usadas na face inferior da cabeça do parafuso, porém também podem ser usadas na face
superior, para casos especiais.
A projeção em anel é usada quando há necessidade que a solda seja hermética. Nesse
tipo de parafuso é calculado o material necessário para as projeções, sendo então
desenhada uma projeção unica em anel, que contenha todo o volume de material
necessário. Esse anel normalmente parece ter uma seção muito pequena, mas isso devese ao fato de o volume ser espalhado em área relativamente grande.
Nos parafusos de cabeça escoriada, as faces cônicas são usa das como uma "projeção
natural" para solda, desde que essa superfície faça contato linear com a aresta do furo
onde é soldado.
“Distribuição gratuíta, vedada comercialização desta apostila”
Os parafusos de cabeça redonda também oferecem o mesmo tipo de "projeção natural"
acima mencionado.
“Distribuição gratuíta, vedada comercialização desta apostila”
CADEIAS DE PORCA E PLACAS DE ESCORA
PROJEÇÕES SIMILARES AS DAS PORCAS
A maioria das cadeias de porca é soldada a ponto, apesar de algumas serem soldadas a
projeção. Essas últimas são geralmente as que, por qualquer necessidade, são
alimentadas separadamente. Os conjuntos cadeia-porca inclusos os que são comprados
de fornecedores externos apresentam os mais variados tipos de projeção, sejam em
formato ou em tamanho, desde que essas projeções têm desenhos mistos ou
intermediários, com o objetivo de se tornarem aceitáveis a muitos clientes, dentro das
limitações do ferramental em produzir a cadeia.
As projeções das placas de escora utilizadas evoluiram de projeções padrão, para
projeções de canto (semelhantes às das porcas) chegando ao desenho atual não
padronizado, conforme mostrado. Nesse sistema existem algumas placas que
apresentam projeções de canto; e geralmente são aquelas de figura estreita e chapa
grossa, o que torna difícil ou quase impossível a estampagem de projeções embossadas.
As projeções conforme ilustradas podem ser feitas em qualquer dos lados da peça, sendo
usado aquele que permitir a melhor localização ou alimentação, sendo que, nos eletrodos,
usinam-se folgas onde necessárias, de modo a não interferir com as projeções. Como a
maioria dessas placas são compradas, torna-se fácil a utilização de projeções fora de
padrão.
“Distribuição gratuíta, vedada comercialização desta apostila”
TUBOS E PERFIS IRREGULARES
Não existe qualquer dificuldade em se soldar tubos de quaisquer perfis a peças com faces
planas: é suficiente, para isso, fazer projeções nas peças planas, as quais venham a fazer
contato com o tubo a ser soldado. Esse contato pode ser nas extremidades ou em
quaisquer pontos da face externa do tubo.
ARAME COM CHAPA
Arames cruzados oferecem condições quase ideais para solda a projeção, onde o contato
entre dois pedaços de arame atua como localizador de corrente de solda,
transformando-se numa forma relativamente simples e não crítica de solda.
A solda de arames cruzados é usada em conjuntos tais como as estruturas dos assentos
dos bancos, sendo geralmente feita por meio de máquinas de solda pneumáticas ou de
mola, em prensas de solda ou em dispositivos de solda.
Como regra geral, para condições de solda mais satisfatórias os arames devem ser do
mesmo diâmetro, porém podem ser soldados arames com 50% de diferença entre
diâmetros.
“Distribuição gratuíta, vedada comercialização desta apostila”
Uma variação dessa forma de solda é a solda de arames contra chapa. Nessa aplicação é
necessário produzir projeções oblongas na chapa, as quais sejam capazes de fornecer as
condições corretas de balanceamento do calor entre as peças sendo soldadas.
Essa forma de solda, entretanto é mais crítica do que a de arame contra arame e xi ge
correntes consideravelmente mais altas, porém com projeções corretas, conseguem-se
soldas de boa aparência e de suficiente resistência.
Os três itens básicos, pressão, corrente e tempo de solda necessários à solda a ponto,
são também os que definem os parâmetros Da solda por projeção.
No primeiro processo, a área de contato do eletrodo define a concentração de pressão e
corrente, enquento que no segundo, são a forma e o tamanho da projeção que
determinam essas características.
Essa diferença básica é que torna possível ao processo por projeção a solda de chapas
com razões de espessura tão grandes quanto 6:1 ou mais.
A projeção é formada na chapa mais grossa desenvolvendo um ponto de contato na
chapa mais fina, sendo que este ponto, o tamanho e a forma de projeção, fazem com que
o calor se concentre na chapa mais grossa numa área limitada, reduzindo as perdas por
dispersão, enquanto que as perdas na chapa mais fina não ocorrem devido à grande área
de contato com o eletrodo. É necessário um maior aquecimento na chapa grossa do que
na chapa fina, para que se obtenha um equilíbrio do calor entre as superfícies em contato,
resultando que ambas atingiram simultaneamente a temperatura de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
VARIÁVEIS DA SOLDA DE PROJEÇÃO
As principais variáveis da solda por projeção são as mesmas da solda a ponto:
Aberturas da Máquina
Pressão de Solda
Corrente de Solda
Tempo de Solda
Elemento Humano
Características da Máquina de Solda
Tipo da Máquina
Condições da Máquina Condições do Material
FATORES QUE AFETAM A PRESSÃO DE SOLDA
Os fatores que afetam a pressão, na solda por projeção são:
Tamanho e formato da projeção
Espessura e tipo de material
Condições da superfície do material
Impacto do eletrodo
Manutenção do eletrodo
1.
Tamanho e Formato da Projeção
Conforme já antes explicado, o desenho da projeção deve permiti-la resistir à pressão de
solda sem sofrer deformação a frio Isso se aplica seja qual for o padrão ao qual o
desenho obedece: para projeções em chapa ou parafusos de projeção, ou padrões para
placas de escora, porcas de projeção ou cadeias de porca.
A Engenharia de Produtos especifica a resistência exigida para um conjunto soldado. O
tamanho e forma da projeção são projetados conforme anteriormente descrito. A área do
botão de solda e determinada pelo tamanho e forma da projeção. A área do botão de
solda é então usada para determinação da força de solda necessária, usando-se de 15 a
20000 Lb/pol . para chapas finas até 0,059" e de 20 a 30.000 Lb/pol² . para chapas entre
0,067" e 0,120". Geralmente assume-se que a área do botão de solda é igual à área da
base da projeção.
O total da força de solda para diversas projeções é igual ao número de projeções, vezes a
força de solda necessária por projeção, apesar de que, no caso de projeções com
pequeno espaçamento entre si, a força de solda total pode ser ligeiramente reduzida
devido a sua utilização mais eficiente em superar os erros de ajustagem entre as duas
chapas.
2.
Espessura e Tipo do Material
Assim como na solda a ponto, a pressão de solda é afetada pela espessura e pelo tipo do
material sendo soldado: quanto maior a espessura, maior a pressão necessária. Quanto a
"tipo do material", refere-se às suas propriedades condutoras de calor e eletricidade.
Quanto melhores estas, maior a força exigida de modo a suportar a corrente adicional
necessária para efetuar a solda.
Onde duas peças de bitola diferente são soldadas por projeção, e preferível que a
“Distribuição gratuíta, vedada comercialização desta apostila”
projeção seja localizada na chapa de maior espessura, porém usando a de menor
espessura para determinação da força de solda necessária.
3.
Condição da Superfície do Material
Devido às altas concentrações de força, as condições da superfície das chapas são menos
críticas na solda por projeção do que na solda a ponto. Entretanto, também ocorrerão
soldas inferiores para esse processo caso as superfícies das chapas não estiverem livres
de graxas, lubrificantes de estampagem, ferrugem e sujeiras em geral, cujas condições
causarão em graus variáveis, expulsão de material e marcas na superfície soldada.
Camadas protetoras, como galvanização, tintas etc., soldam-se a projeção mais
facilmente que a ponto.
4.
Impacto do Eletrodo
A força de solda deve ser desenvolvida sem impacto excessivo, o qual frequentemente
causa contato total, pelo simples fato de recalcar a projeção para dentro da chapa mais
fina. Esse contato total reduz a pressão de solda, devido ao aumento da área pela qual a
força é distribuída, e, é causada pela manutenção deficiente do apoio e/ou escolha
incorreta do meio aplicante. Quanto maior o número de projeções por peça, menores as
probabilidades de contato total devido a impacto, porque a carga é distribuída por todas
as projeções.
O contato total não deve ser confundido com o colapso a frio que ocorre por causa de um
alto impacto ou força, aplicados a uma projeção incorretamente desenhada. O contato
total resulta duma projeção corretamente desenhada para resistir à força de solda sem
colapso a frio, mas que é fisicamente forçada para dentro da chapa mais fina.
Uma boa verificação da existência de excesso de impacto e através do exame do botão
de solda. Se forem achadas soldas tipo anel, ou fusão ao redor da periferia da projeção,
isso é uma boa indicação de que o impacto está alto demais.
Em alguns casos quando o impacto não pode mais ser ajustado sem perder a força de
solda, duas forças sucessivas são usadas. A força inicial é suficientemente baixa para
eliminar o impacto, e, uma segunda força de solda é adicionada à primeira no momento
exato do colapso da projeção.
5.
Penetração do Eletrodo
Um dos fatores mais críticos que afetam a pressão de solda é a penetração do eletrodo.
Essa penetração é mais crítica na solda a projeção do que a ponto, devido à distância
(isto e a altura da projeção que o eletrodo deve percorrer num curto período de tempo. O
curso da penetração na solda a ponto geralmente é de alguns milésimos de polegada. E
assim, sistemas hidráulicos, de mola, ou pneumáticos, são perfeitamente capazes de
fornecer uma penetração suficiente. As máquinas de solda hidráulicas não são
recomendadas para uso em solda a projeção, devido às suas inerentes características de
penetração lenta.
“Distribuição gratuíta, vedada comercialização desta apostila”
A penetração é necessária no exato momento do colapso da projeção para que forneça
força de forjamento. As máquinas de solda pneumáticas ou acionadas por mola têm
características de penetração suficientes e, devido a isso são as recomendadas.
Sem penetração adequada haverá perda de pressão, especialmente durante o período
inicial do fluxo da corrente de solda, quando a densidade da corrente é alta e o colapso da
projeção é rápido. Esta perda torna-se evidente pela expulsão de metal derretido e pela
solda fraca resultante.
CORRENTE DE SOLDA DE PROJEÇÃO
Fatores que afetam a corrente, na Solda por Projeção:
Tamanho e Formato da Projeção
Resistência Elétrica do Material
Perdas de calor, dos eletrodos e do material por:
a.
b.
c.
Condução
Convenção
Irradiação
Para que se desenvolva um botão de solda correto, e necessário haver aquecimento
suficiente. Esse calor é afetado pelo tamanho e formato das projeções e a densidade de
corrente resultante, pela resistividade elétrica do material e pelas perdas de calor tanto
pelo eletrodo quanto pelo material, através de condução, convecção e irradiação.
1.
Tamanho e Formato das Projeções
A densidade de corrente necessária para a solda de projeção, é a mesma que para solda
a ponto, ou seja, aproximadamente 200.000 amperes por polegada quadrada, para aço
doce. Assim como para o cálculo da força, a base da projeção é a dimensão usada para
cálculo da área sobre a qual deve incidir corrente capaz de estabelecer calor suficiente
para produzir fusão.
A corrente de solda deve ser de magnitude suficiente para causar a fusão, antes da
deformação da projeção. A rigidez da projeção ante o colapso é uma função da espessura
da chapa: quanto maior a espessura, maior a rigidez. Quanto maior for a espessura da
chapa e, portanto, também o tamanho da projeção, tanto mais a ta poderá ser a faixa de
corrente empregada. Nas chapas finas (o, o20 pol. ou menos) a faixa de corrente é
menor, devido às fracas características estruturais das projeções em tais chapas.
Frequentemente o tamanho e o formato das projeções para chapa fina são modificados
do circular para o oblongo, de modo a oferecer maior rigidez estrutural, impedindo seu
colapso prematuro perante a elevação, inicial da corrente de solda.
2.
Resistividade Elétrica do Material
O calor exigido para uma solda de projeção é produzido através da resistência oferecida
pelas peças a serem soldadas a passagem duma corrente elétrica. A razão de geração de
calor depende do fluxo de corrente em amperes, através da resistência oferecida pelo
material. Deve haver uma passagem de corrente suficiente para que a temperatura do
metal se eleve à temperatura de solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
O calor gerado por uma dada quantidade de corrente é proporcional à resistência elétrica
do material. Materiais diferentes, com diferentes índices de resistividade, elétrica influem
na corrente necessária para fornecer o calor suficiente.
Quando duas peças dissimilares devem ser soldadas a projeção, a projeção, conforme já
antes mencionado, deve ser formada no material de maior condutividade desde que os
outros parâmetros se mantenham iguais.
Condutividade elétrica mais alta significa também condutividade térmica mais alta.
O princípio importante é que as duas superfícies a se associarem, devem atingir a
temperatura de solda simultaneamente. Nem todos os metais podem ser soldados a
projeção e isso devido às diferenças de suas próprias características estruturais e de
condutividade. Alguns botões não se prestam à solda de projeção, devido ao colapso da
projeção. Também o cobre é considerado como impossível de ser soldado por projeção.
3. Perdas Térmicas pelos Eletrodos e Material
A quantidade de calor necessária para elevar a temperatura da projeção e do material em
contrato com ela até uma temperatura de solda pré-determinada depende do volume de
metal a ser aquecido, suas temperatura específica e das perdas térmicas.
As perdas térmicas a serem consideradas, são as efetuadas através de condução,
convecção e irradiação.
TEMPO DE SOLDA DE PROJEÇÃO
O tempo da corrente, na solda por projeção, não é tão crítico quanto a pressão, desde
que seja suficiente para a corrente usada. À medida que progride o colapso da projeção,
também aumenta a área de contato, reduzindo proporcionalmente a densidade da
corrente. Quando as projeções atingem o colapso completo, as peças estão em contato
numa área grande demais para permitir que o processo da solda continue. Se forem
usados eletrodos grandes e chatos, a queda da densidade da corrente causará somente
em aquecimento geral da peça de trabalho, do transformador e do circuito secundário.
Um tempo mais curto redunda em maior eficiência, menos descoloração e talvez menor
distorção da peça. Após aplicação da pressão correta e da corrente ter sido determinada,
o tempo deve ser ajustado de modo a ter-se a solda desejada.
Uma das vantagens da solda de impulsos é a sua tendência de impedir o centelhamento
do material. Esse fato torna-se especialmente útil na solda múltipla de projeção, na qual
pode ser usado um alto valor de corrente para se conseguir uma boa distribuição de calor,
porém o seu fluxo é interrompido antes deve haver o centelhamento dos ápices das
projeções.
Frequentemente uma parte das projeções aquece-se primeiro que o resto e a solda de
impulsos permitem com que as peças se as sentem melhor após o primeiro impulso e
ajuda o assentamento simultâneo e uniforme de diversas projeções. Mesmo com uma
“Distribuição gratuíta, vedada comercialização desta apostila”
única projeção, ou com pinos soldados, uma corrente mais alta fluindo intermitentemente,
geralmente produz melhores resultados.
Para pinos pequenos e para chapa fina o temporizador é regulado para um ciclo sim um
ciclo não, usando diversos impulsos. Para pinos grandes, chapa de 1/6 pol. e para
projeções anelares usinadas com 1/16 pol. de altura dois ciclos sim dois ciclos não é uma
regulagem comum, usando diversas pulsações. Com material de 1/8 da 3/16 pol. de
espessura, uma regulagem que tem sido usada com vantagens é de cinco ciclos sim três
ciclos não e cerca de B impulsos.
Os programas de solda previamente mencionados, mencionam faixas de tempo de solda
para soldas de projeção de tipo padrão e também para alguns tipos especiais de soldas
por projeção, como porcas e parafusos de projeção, arames cruzados, etc. A chave
para uma solda de projeção bem sucedida, está em usar força e corrente suficientes,
durante um tempo o mais curto possível, com o melhor acompanhamento possível. O
tempo mais curto é benéficosos diversos pontos de vista: maior duração do equipamento
(cabos transformadores e eletrodos) devido ao ciclo de trabalho reduzido; produção de
maior quantidade de peças por hora; menor centelhamento (danificação das roscas),
melhor aparência do produto, e, menor manutenção.
Alguns dos melhores resultados alcançados em solda a projeção em produção
atualmente são alcançados através da utilização de alta corrente secundária e tempo de
solda curto. É opinião de algumas autoridades que alta corrente secundária, com tempo
de solda curto, faz com que o botão de solda progrida perpendicularmente através das
peças, em vez de se espalhar paralelamente nas chapas.
O tempo de solda necessário para cada trabalho deve ser determinado pelo homem de
manutenção encarregado da tarefa, utilizando-se dos programas de solda como ponto de
partida.
DETERMINAÇÃO DA QUALIDADE DA SOLDA
1. Projeções Padrão
A verificação do tamanho do botão e das características de solda por meio de talhadeira e
martelo é recomendável para todas as verificações de soldas de projeção.
As precauções a serem tomada durante essas verificações da qualidade da solda de
projeção são as mesmas da solda a ponto.
A talhadeira é forçada entre duas soldas de projeção adjacentes, separando as chapas.
Para se obter uma ação de alavanca máxima, é aconselhável forçar a talhadeira o mais
próximo possível da solda sendo verificada. Deve-se, entretanto, tomar o máximo cuidado
para que a talhadeira não penetre na própria solda. Se esta for cortada, ou mesmo sofrer
um pequeno entalhe, isso dará uma falsa indicação de falta de resistência na solda.
“Distribuição gratuíta, vedada comercialização desta apostila”
RETENTOR BOMBA MANUAL
SOBRESSALENTE
O aparelho mostrado na figura acima, é um dispositivo para determinar a qualidade da
solda de porcas de projeção, soldadas num painel, sem remover destrutivamente a
mesma. É acionado manualmente, por meio duma bomba, a qual fornece óleo de seu
reservatório, através duma mangueira, a um cilindro dentro do qual é acionado um pistão,
o qual por sua vez aciona um extrator de porca que se apoia sobre um adaptador. São
usados adaptadores de dimensionalmento diverso, cada um deles próprio para porcas de
certo tamanho. O adaptador é introduzido no furo central do retentor e do pistão, sendo
rosqueado na porca. Quando o óleo e bombeado do reservatório, o pistão atua sobre o
ressalto do adaptador, extraindo a porca do painel, o qual se mantém sujeitado pelo
retentor. O manômetro da bomba indica a pressão aplicada ao pistão. Como o pistão do
dispositivo tem aproximadamente mela polegada quadrada de área funcional, a pressão
resgistrada no manómetro, d ivid ida por dois, é à força de tração, em libras, sendo
aplicada a porca.
Este testador de porcas de projeção pode ser usado como teste não-destrutivo, conforme
anteriormente mencionado, ou, se for desejado determinnar-se com exatidão a qualidade da
solda, pode ser aumentada a força aplicada até a extração da porca. Nesse teríamos um
teste destrutivo.
“Distribuição gratuíta, vedada comercialização desta apostila”
BOMBA MANUAL
Esse aparelho tem essencialmente o mesmo princípio empregado no teste de
porcas, excetuando-se a unidade adaptadora, a qual permite que a força seja
aplicada a ponta do parafuso. As mesmas considerações da discussão anterior,
sobre o teste da qualidade da solda das porcas, aplicam-se também aos parafusos.
Além disso, a qualidade das soldas de projeções de porcas e parafusos pode ser
verificada através de outro dispositivo.
DISPOSITIVO PARA VERIFICAÇÃO DA
SOLDA DE PORCA DE PROJEÇÃO
“Distribuição gratuíta, vedada comercialização desta apostila”
Aqui, um parafuso cabeça de soquete é usado juntamente com um anel, ou qualquer
outro calço de expediente, permitindo a aplicação de força à solda, por meio duma morsa
comum de bancada.
Não se recomenda o método comum de bater com um martelo no lado duma porca,
porque a solicitação resultante é de cizalhamento. A utilização do martelo para bater num
parafuso soquete rosqueado na porca, também não é recomendado devido às variações
do impacto gerado a cada batida e por diferentes pessoas. Não é disponível desenvolver,
por esse método, qualquer constância do impacto desenvolvido.
O método tanto destrutivo, quanto não-destrutivo recomenda do para verificação da
qualidade das soldas de porcas de projeção e o aparelho hidráulico já mencionado.
A aplicação do parafuso soquete, calço e morsa são aceitável como teste destrutivo, e
isso somente para determinar a existência, tamanho e formato do botão de solda.
REGULAGENS DOS CONTROLES EM PRODUÇÃO
Todas as soldas de porcas, parafusos, arames cruzados e outras formas de soldas de
projeção, devem ser comandadas de um contator separado, isto é, nenhuma solda de
projeção deve estar ligada num mesmo contator comandando também uma solda simples
entre chapas, devido às diferenças que devem haver entre as regulagens dos respectivos
tempos de solda.
Já foi tentado usar-se uma regulagem de meio termo, servindo tanto para solda a ponto
quanto para solda de projeção, a partir do mesmo contator, resultando ambas de baixa
qualidade. A prática corrente é de efetuar cada uma delas comandadas por contatores
independentes.
PINOS LOCALIZADORES
Desde que a solda de projeção começou a ser usadas, muitos tipos de pinos
“Distribuição gratuíta, vedada comercialização desta apostila”
localizadores, com e sem isolamento, tem sido usados para a solda de porcas. O desenho
inferior da figura mostra os caminhos de corrente disponíveis através do uso de pinos
localizadores não isolados. O ajuste de pino às roscas da porca produz um contato
somente linear, o que possibilita centelhamento, quando comparado esse sistema com o
de pino isolado mostrado no desenho superior.
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
Essa mesma condição existe também na solda dos parafusos conforme figura abaixo
eletrodo superior
caminho normal da corrente DE SOLDA
MATERIAL ISOLANTE
DISPOSITIVO DE SOLDAR PARAFUSO DE PROJEÇÃO
PARAFUSO DE PROJEÇÀO
PAINEL A SER SOLDADO
ELETRODO INFERIOR
CAMINHO DA C0RRENTE PARASITA COM FURO NÃO ISOLADO
(EVITAR ESTA CONDIÇÃO)
“Distribuição gratuíta, vedada comercialização desta apostila”
Os caminhos de corrente quando são utilizados pinos localizadores não-isolados, são
mostrados no desenho inferior, e, com pinos isolados no desenho superior.
Atualmente a Engenharia de Produção está investigando tipos diferentes de
revestimentos isolantes para pinos localizadores. A última palavra no assunto e que
parece muito promissora, e um revestimento cerâmico aplicado por jato de plasma.
Porcas sujas, isto é, as que foram guardadas por longo tempo nas bandejas, ou forma
recebidas do fornecedor com cavacos na rosca, dão uma falsa indicação similar a
centelhamento nas roscas. As altas correntes usadas na solda derretem os pequenos
cavacos do rosqueamento e a sujeira, fazendo-os parecerem centelhas.
“Distribuição gratuíta, vedada comercialização desta apostila”
CAPÍTULO 3
DEMONSTRAÇÃO DE SOLDA POR PROJEÇÃO
SUMÁRIO
Solda Direta por Projeção para Embossagens
Solda em Série por Projeção para Embossagens
Solda Direta em Série por Projeção para Embossagens
Solda Direta por Projeção para Porcas
Solda em série por Projeção par Porcas
Solda Direta em Serie por Projeção para Porcas
Solda Direta por Projeção para Parafusos
Solda Direta por Projeção para Arames Cruzado.-.
Solda Direta por Projeção para Arames com Chapa
“Distribuição gratuíta, vedada comercialização desta apostila”
1. Solda Direta por Projeção para Embossagens (fig. 3.1)
Amostra Combinação de
a serem soldadas
1a
1b
1c
1d
1e
1f
1g
1h
1J
.035
.075
.105
.035
.035
.075
.035
.035
.075
-
.035
.075
.105
.075
.105
.105
.075
.105
.105
Chapa c/ a
N° do
Embossagem Punção
.035
.075
.105
.075
.105
.105
.035
.035
.075
F-4613
F-4640
F-4732
F-4652
F-4744
F-47 35
F-4613
F-4613
F-4640
Dimensões
Embossagem
Altura/Diam.
.035
.050
.050
.035
.035
.050
.035
.035
.050
.120
.170
.190
.170
.190
.190
.120
.120
.170
Programação de Solda Aproximada
Amostra Nº
1a
1b
1c
1d
1e
1f
1g
1h
1j
Força (I.b)
250 1b
700
1100
500
700
900
500
700
900
Corrente Sec.
6,000
8,000
10,500
7,500
9,500
10,500
7,500
-
9,000
16,000
19,000
11,500
14,000
19,000
11,500
Tempo
(Ciclos)
10
18
25
10
10
18
10
9,500 - 14,000
10,000 - 19,000
10
18
Para detalhes das embossagens acima, bem como dos punções respondentes ver figura
3.4; e para estas mesmas embossagens pliadas 10 vezes, figuras 3.5/6/7.
SOLDA DIRETA POR PROJEÇÃO PARA EMBOSSAGENS
“Distribuição gratuíta, vedada comercialização desta apostila”
Figura 3.4
“Distribuição gratuíta, vedada comercialização desta apostila”
2.Solda em Série por Projeção para Embossagem (fig. 3.2)
Amostra
Nº
2a
2b
2c
2d
Combinação de
a serem soldadas
.035 - .035
.075 - .075
.105 - .105
.035 - .105
Chapa c/ a
Embossage
.035
.075
.105
.105
Dimensões da
Nº do Embossagem
Função Alturn/Diam.
F-4613
.035
.120
F-4G40 .050
.170
F-4732
.055
.190
F-4744
.035
.190
Programação de Solda Aproximada
Amostra
Nº
2a
2b
2c
2d
Força
(Lb)
250 lb
700
1100
500
Corrente Sec.
(A)
7,500
11, 500
14.000
9,500
-
Tempo
(Cilos)
10,000
12,500
16,000
11,000
15
20
24
15
Para detalhes das embossagens acima, bem como dos punções correspondentes, ver fig.
3.4; e para estas mesmas embossagens ampliadas 10 vezes figuras 3.5/6/7.
Figura 3.2
Figura 3.2
“Distribuição gratuíta, vedada comercialização desta apostila”
3. Solda Direta em Série por Projeção para Embossagens (fig.3.3)
Amostra Nº3a 3b
figura 3.3
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
PARA EMBOSSAGENS E FUNÇÃO/MATRIZ CORRESPONDENTES
Figura 3.4
Nº da
DIMENSÕES DA FUNÇÃO
Função
D
E
F-4613
F-4640
F-4652
F-4732
F-4735
F-4744
.048
.072
.055
.089
.078
.064
.047
.072
.070
.078
.085
.078
Z
.133
.123
.142
.153
.144
X
15
15
15
15
15
A
1.245
1.245
1.245
1.250
1.250
1.250
L
1.293
1.317
1.300
1.339
1.328
1.314
S
3/8
3/8
1/2
1/2
1/2
1/2
“Distribuição gratuíta, vedada comercialização desta apostila”
DIMENSÕES
DA MATRIZ
C
H
.120
.170
.170
.190
.190
.190
.005
.005
.005
.008
.008
.008
“Distribuição gratuíta, vedada comercialização desta apostila”
CONDIÇÕES DE SOLDA AMPLIADA 10 VEZES
FIGURA 3.7
USAR PARA AMOSTRAS Nº 1 G
PUNÇÃO F- 4613
Usar para amostra
Nº 14
Função f 4640 Alt
Proj. 0.50
“Distribuição gratuíta, vedada comercialização desta apostila”
4. Solda Direta por Projeção para Porcas (fig. 3.8)
AMOSTRA
N°
4a
4b
4c
4d
4e
4f
4g
4h
4i
CARACTERISTICAS DAS PORCAS C/ PROJEÇÃO
ROSCA
n° GM
QUADRADO
ESPESSURA
6 – 12
6 – 40
8 – 32
8 - 36
10 - 24
10 – 32
12 – 24
12 – 28
1/4” –20
1/4" – 28
451737
451738
451739
451740
451741
451728
451742
451743
451744
451746
7/16”
.183”
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 a
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 a
1/4"- 20
1/4"- 28
5/16” -18
5/16” - 24
3/8” - 16
3/8” - 24
451745
451747
451748
451750
451752
451754
9/16”
.213”
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 d
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 d
5/16” - 18
5/16” - 24
3/8” - 16
3/8” - 24
451749
451751
451753
451755
11/16”
.360”
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 g
USAR AS MESMAS PORCAS DA AMOSTRA
N° 4 g
“Distribuição gratuíta, vedada comercialização desta apostila”
ESPESSURA DA CHAPA
.035”
.075”
.105”
.035”
.075”
.105”
.035”
.075”
.105”
FIGURA 3.8
“Distribuição gratuíta, vedada comercialização desta apostila”
Programação de Solda Aproximada
AMOSTRA
Nº
4a
FORÇA
(LB)
600
CORRENTE SEC.
(A)
13.000 - 15.000
TEMPO
(CICLOS)
6-
4b
800
13.5 00 - 17.000
6-
4c
4d
4e
1000
800
800
14.000 - 18 .000
13.500 - 17.000
13.500 - 37.000
666-
4f
1 000
3 4.500 -
18.000
6-
4g
4h
4j
3 000
1 000
1000
14.500 15.000 15.500 -
20.000
21.000
22.000
666-
5. Solda em Serie por Projeção para Porcas (fig. 3.9)
Este método não é recomendado para se soldar porcas, po
rem esta sendo demonstrado somente para efeito de comparação coro
os métodos: direto e direto em série.
ESPESSURA DA
CHAPA A SER
QUADRADO ESPESSURA SOLDADA
CARACTERÍSTICAS DAS PORCAS C/
AMOSTRA PROJEÇÃO
ROSCA
5a
5b
5c
Nº GM
Usar as mesmas porcas da amostra Nº 4 a
Usar as mesmas porcas da amostra Nº 4d
Usar as mesmas porcas da amostra Nº4 g
.035”
.035"
.035"
Programação de Solda Aproximada
AMOSTRA N°
5a
5b
5c
FORÇA (lb)
600
800
1000
CORRENTE SEC. (A)
14.000 - 16.000
14.500 - 18.000
15.000 - 22.000
“Distribuição gratuíta, vedada comercialização desta apostila”
TEMPLO (CICLOS)
121212-
figura 3.9
“Distribuição gratuíta, vedada comercialização desta apostila”
5.
Solda Direta em Série por Projeção para Porcas (fig. 3.10)
AMOSTRA
N°
6a
6b
6c
CARACTERÍSTICA DAS PORCAS C/ PROJEÇÃO
ROSCA
N° GM
QUADRADO
ESPESSURA
USAR AS MESMAS PORCAS DA AMOSTRA N° 4 a
ESPESSUARA DA
CHAPA A SER SOLDADA
.035”
.075”
.105”
Programação de Solda Aproximada
AMOSTRA N°
6a
6b
6c
FORÇA ( Lb)
600
800
1000
CORRENTE Sec. (A)
13.000 – 15.000
13.500 – 17.000
14.000 – 18.000
Figura 3.10
“Distribuição gratuíta, vedada comercialização desta apostila”
TEMPO (CICLOS)
666-
7. Solda Direta por Projeção para Parafusos (fig. 3.11)
As programações de solda referentes aos parafusos não serão aqui demonstradas em
virtude da grande variedade existente, tanto no que se refere aos parafusos quanto às
projeções.
Admitem-se, entretanto, uma programação aproximada à empregada em embossagens,
guardados os seguintes requisitos: Espessura da cabeça do parafuso, área, altura e
quantidade de projeções, e espessura da chapa a ser soldada.
Figura 3.11
“Distribuição gratuíta, vedada comercialização desta apostila”
8. Solda Direta por Projeção para Arames Cruzados {fig. 3.12)
AMOSTRA N°
.192” - .192”
.192” - .225”
.225” - .225”
8a
figura
BITOLAS DOS ARAMES
FORÇA (Lb)
CORRENTE SEC.(A)
TEMPO (CICLOS)
500
3.500 – 3.500
15
3.12
“Distribuição gratuíta, vedada comercialização desta apostila”
9. Solda Direta por Projeção para Arame com Chapa
AMOSTRA
N°
DIÂMETRODO ARME E
ESPESSURA DA CHAPA
9a
.192”- .035”
.225” - .035”
FORÇA (Lb)
500
CORRENTE SEC.
(A)
TEMPO
(CICLOS)
12.000 – 14.000
A embossangem na chapa deve ter as seguintes dimensões:
Largura .125"
Comprimento .375"
Altura
.040" a .050"
“Distribuição gratuíta, vedada comercialização desta apostila”
Figura 3.13
15
Eletrodo Inferior
“Distribuição gratuíta, vedada comercialização desta apostila”
“Distribuição gratuíta, vedada comercialização desta apostila”
Baixar