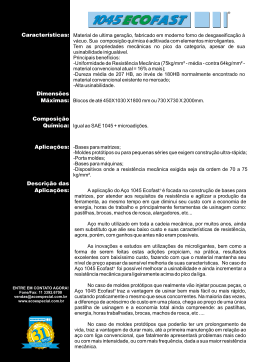
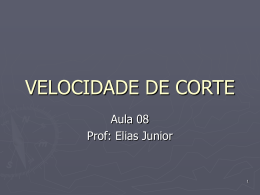
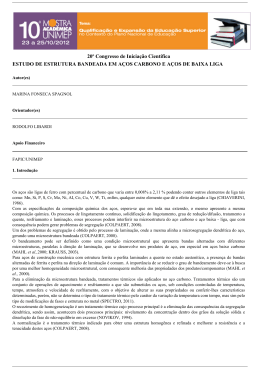
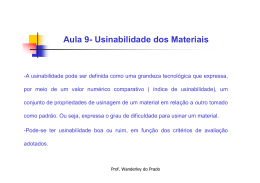
ESTUDO DA MICROESTRUTURA DO AÇO SAE 1045 PARA A MELHORIA DA USINABILIDADE. UMA PROPOSTA PARA A GESTÃO DOS PROCESSOS DE USINAGEM. Ricardo Angelo da Silva Antonio Faria Neto [email protected] [email protected] Departamento de Engenharia Mecânica da Universidade de Taubaté (UNITAU) Rua Daniel Danelli, s / n - 12060-440, Taubaté-SP, Brasil Resumo A usinabilidade depende dos parâmetros de corte adotados para o processo e das características físicas e químicas do material da peça. As condicionantes da máquina, líquido refrigerante e geometria do material podem afetar a usinabilidade, más não estão considerados neste trabalho, que concentrou a pesquisa no levantamento de dados para reunir aspectos do tratamento térmico do aço SAE1045 em três condições: Recozido, esferoidizado e sem tratamento térmico, relacionando estas informações com a mudança da característica da microestrutura e capacidade de quebra do cavaco, a fim de reduzir a perda de produção em razão do desgaste excessivo das ferramentas de corte. A composição química, e os tratamentos térmicos, tem um efeito acentuado na usinabilidade por alterarem a microestrutura desta classe de materiais metálicos. Este trabalho é apresentado sem os resultados conclusivos quanto a influencia dos tratamentos térmicos citados acima sobre a capacidade de usinagem, em decorrência da vida útil da ferramenta de corte. Apresenta inicialmente a motivação pelo assunto de pesquisa e seus objetivos, apoiados na pesquisa de revisão, citando o método e os critérios de avaliação adotados para a conclusão futura deste, através de pesquisa aplicada. Palavras-chave: Usinabilidade; Tratamento térmico; microestrutura; Aço. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Abstract The machinability depends of the cutting parameters adopted for the process and the physical and chemical characteristics of the material of the workpiece. The constraints of the machine coolant and geometry of the material can affect the machinability, poor are not considered in this study, which focused on the research survey to gather aspects of heat treatment of steel SAE1045 three conditions: Annealed, esferoidizado and untreated thermal correlating this information with the characteristic change of the microstructure and the chip breaking capacity in order to reduce loss of production because of excessive wear of cutting tools. The chemical and thermal treatments has a marked effect on the machinability by altering the microstructure of this class of metallic materials. This work is presented without conclusive results regarding the influence of heat treatment on the aforementioned machining capability, due to the life of the cutting tool. It first presents the motivation for the research topic and its objectives, supported the research review, citing the method and the evaluation criteria for the completion of this future, through applied research. Keywords: Machinability, Heat treatment, microstructure; Steel The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 1 INTRODUÇÃO Os estudos na melhoria dos processos para o aumento da produtividade e a redução dos custos é uma preocupação constante nas empresas de um modo geral. A competitividade das empresas está diretamente atrelada a sua capacidade de inovar e produzir mais com menos recursos. A qualidade do produto não é mais um diferencial, que assegure um determinado volume de vendas, apesar de ainda associarmos algumas marcas a produtos de qualidade. A qualidade não é mais um fator esperado, más sim, exigido pelo consumidor, que procura pelo preço mais barato. Está mudança de comportamento também ocorre na relação cliente e fornecedor nas indústrias. Para se manter no mercado não basta ter tradição de fornecimento, com qualidade e pontualidade nas entregas. Estes fatores já não podem ser vistos como diferencial, quem não consegue cumprir prazos e não garantir a qualidade dos produtos, tende a perder o mercado para a concorrência. A busca pela melhor condição de usinabilidade, onde se permita a máxima produção como o menor custo de operação possível, é uma tarefa difícil e incessantemente perseguida ao longo do processo de usinagem. Características do produto, como por exemplo, o acabamento superficial, tolerâncias dimensionais e a matéria prima, entre outros, são fatores que devem ser cuidadosamente definidos na fase do desenvolvimento, por serem características decisivas para a eficiência do processo e, portanto para a manutenção dos custos de usinagem. A definição da matéria prima mais adequada ao projeto/processo, além dos meios produtivos (máquinas e equipamentos) são determinantes para se obter um resultado produtivo eficiente. (produzir mais com menos). A proposta deste trabalho está vinculada à necessidade de inovar os procedimentos de melhoria da usinabilidade. Não basta apenas investir em ferramentas de corte mais eficientes e normalmente mais caras. Inovar, neste caso, trás a ideia de mudança na rotina de análise de melhoria da usinabilidade, adotando também a necessidade de conhecer e manter as características mecânicas, químicas e microestruturais do material, a fim de que haja menos oscilação dos resultados da produtividade. Segundo SANTARRIAGA, Pablo A.C, 2008, os aços carbono possuem uma faixa de usinabilidade ampla e dependem de suas propriedades mecânicas. Os mais dúcteis favorecem na redução da vida útil da ferramenta de corte em razão da formação da aresta postiça através do cavaco. Por outro lado, um aço muito resistente ao corte, pode causar o desgaste excessivo da ferramenta de corte pela presença de carbonetos (ferro e carbono). Segundo ainda Santarriaga, o encruamento dos aços favorece a usinabilidade por permitir a quebra do cavaco, reduzindo a tendência da formação de aresta postiça. Precisamos produzir mais e melhor; Precisamos ser mais competitivos, portanto precisamos analisar um mesmo problema de vários ângulos. Este trabalho tem como propósito inicial, reunir dados de pesquisas anteriores que estabeleçam a influencia das características mecânicas e da microestrutura do aço1045 sobre a usinabilidade, quando usinado na condição comum de mercado (sem tratamento térmico), na condição de The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 recozimento para esferoidização da perlita e na condição de recozimento para o alívio de tensões. Após esta análise inicial sobre o comportamento da usinabilidade nas três condições de fornecimento do aço 1045 citados acima, será desenvolvido um segundo trabalho que traduzirá esta relação entre a microestrutura transformada por esferoidização da perlita e não transformada, sobre a vida útil da ferramenta de corte. Neste segundo trabalho será analisado ainda a relação dos custos gerados na usinagem do aço 1045 esferoidizado, determinando: * Se houve redução significativa de custos com a compra de ferramentas de corte. * Se o custo total do processo atual (usinagem do aço 1045 não tratado termicamente) é maior que o processo de usinagem com a adoção do aço 1045 esferoidizado. O segundo trabalho terá a expectativa de demonstrar que é possível reduzir os custos de produção de itens usinados mediante a aquisição de materiais estruturalmente controlados, mesmo que o custo de aquisição deste material seja maior, desde que este material possibilite a compra de ferramentas de corte mais baratas e/ou permitam o aumento da capacidade produtiva horária, sem a redução do tempo de vida útil da ferramenta de corte. Este estudo foi motivado por observar que os maiores esforços para a otimização dos processos, são direcionados quase que unicamente para a revisão dos parâmetros de corte. O estudo de melhoria fica limitado pela troca de ferramentas de corte, com base nos avanços, profundidade e velocidade de corte. É comum observar nas indústrias de pequeno e médio porte, a aquisição de ferramentas de corte mais caras na tentativa do aumento da produtividade, más é comum observar também a falta de registro de avaliação do custo/benefício desta nova aquisição. Não é raro verificar nas planilhas de custos de produção de itens usinados, as perdas de lucratividade por falta da analise de viabilidade para a adoção de novas ferramentas de corte. A melhoria da capacidade de produção em um processo de usinagem depende da vida útil do ferramental, más não se pode esquecer que a durabilidade dessas ferramentas é diretamente influenciada pela matéria prima empregada. Quando se está trabalhando com grandes lotes de produção e por períodos longos de fornecimento, é importante analisar a condição deste material, quanto a sua microestrutura, características mecânicas e químicas. Normalmente a matéria prima exerce influencia significativa sobre a formação do preço de venda, e sendo assim, é importante que as empresas procurem não só comprar a matéria prima pelo menor preço, más também desenvolver junto aos seus fornecedores, materiais que possam contribuir para a redução do desgaste das ferramentas de corte, e, por conseguinte favorecer a otimização dos processos quanto ao uso de ferramentas de corte mais baratas, possibilidade, portanto o aumento do número de peças produzidas por hora, a redução da frequência de troca das ferramentas de corte e, portanto a redução dos custos de produção. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 1.1 Viabilidade para desenvolvimento de materiais que permitam a máxima eficiência do processo. A viabilidade para o desenvolvimento de materiais que possam contribuir para a otimização dos processos se dará quanto houver produção seriada em grandes volumes e por período longo de tempo. 1.2 Objetivo imediato Reunir informações através de pesquisa bibliográfica sobre as características da microestrutura do aço 1045 na condição de não tratado e tratado termicamente para transformação da microestrutura a partir da esferoidização da perlita. Determinar as condições para a pesquisa aplicada em trabalho futuro (segundo trabalho), que submeterá o aço 1045 nas duas condições de tratamento térmico, ao processo de usinagem em torno CNC, para correlação da usinabilidade entre os materiais e a condição de viabilidade de redução de custos de produção, com a redução do volume de compras de ferramentas de corte. 1.3 Objetivos para trabalho futuro. Relacionar o tipo de tratamento térmico adotado para o aço SAE1045 com a capacidade de usinabilidade adquirida para uma mesma ferramenta de corte. Identificar a influencia da microestrutura do aço SAE1045 na condição de tratado termicamente para esferoidização da perlita e no estado de não tratado, determinando a influência sobre a vida útil das ferramentas. Analisar o resultado econômico obtido na usinagem, relacionando os custos envolvidos por peça, para cada um dos materiais (tratado e não tratado). A espectativa é demonstrar que se podem reduzir custos, investindo numa matéria prima com microestrutura transformada, que resulte na redução do desgaste das ferramentas de corte. 2 REFERENCIAL TEORICO 2.1 Usinabilidade A dificuldade na definição da usinabilidade dos materiais ocorre em razão da dependência de diversos fatores inerentes aos próprios processos de usinagem, ou seja: velocidade de corte, avanço, profundidade de corte e ferramentas, das máquinas operatrizes e dos fluidos de corte. Cada material apresenta condições particulares que ditam as normas mais adequadas de usinagem. (BAPTISTA, 2002). Fatores de influência na usinabilidade dos materiais metálicos: The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 A composição química. A microestrutura. Resistência do material. Parâmetros de corte (avanço, velocidade de corte, profundidade de corte) Fluido de corte. (BEZERRA, D.C. E MACHADO, I.F., 2009). A usinabilidade pode ser definida como uma grandeza tecnológica que expressa o efeito do metal sobre o processo de usinagem, sendo o elemento que define a força de usinagem e o desgaste da ferramenta de corte. A resistência do material da peça dependerá de suas propriedades mecânicas e químicas. Se for muito dúctil, a formação do cavaco poderá gerar aresta postiça, que prejudica o acabamento da peça e reduz o tempo de vida útil da ferramenta, por permitir que fraguimentos do material fiquem aderidos na superfície da ferramenta. O que melhor caracteriza a usinabilidade do aço é sua microestrutura. (SALTARRIAGA, PABLO, A.C.,2008) 2.2 Avaliação da Usinabilidade Na avaliação são geralmente utilizados quatro critérios, podendo ser adotados em conjunto ou isoladamente (BAPTISTA, 2009), Vida da ferramenta. Força de usinagem. Qualidade superficial da peça. Formação de cavaco (forma e tamanho dos cavacos) 2.2.1 Fatores de interesse deste estudo que poderão influenciar na usinabilidade Microestrutura. Propriedades mecânicas. Composição química 2.3 Matéria prima 2.3.1 Aços Os aços são ligas metálicas de ferro e carbono, com percentagens deste último variáveis entre 0,008 e 2,11%. Distinguem-se dos ferros fundidos, que também são ligas de ferro e carbono, mas com teor de carbono entre 2,06% e 6,67%. Em razão da ductibilidade, os aços são facilmente deformáveis por forja, laminação e extrusão, enquanto que peças em ferros fundidos são fabricadas pelo processo de fundição. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Os aços são compostos de outros elementos químicos, alguns prejudiciais, provenientes da sucata, do mineral ou do combustível empregue no processo de fabricação, como o enxofre e o fósforo. Outros elementos são adicionados para melhorar algumas características do aço, como sua resistência, ductibilidade, dureza ou para melhorar a usinabilidade, como é o caso de elementos de liga como o níquel, o cromo, o molibdênio e outros. (BEZERRA, D.C. E MACHADO, I.F., 2009). 2.3.1.1 Ductibilidade Propriedade que tem o material de sofrer deformação permanente por tração, sem que ocorra a sua ruptura. De um modo geral, é o grau de dificuldade de se usinar um determinado material. (Apostila de tecnologia mecânica III, Centro universitário de Itajubá). 2.3.2 Aço SAE 1045 O aço SAE 1045 é classificado como aço de médio teor de carbono com 0,45% de carbono em sua composição. Possui boas propriedades mecânicas, como boa usinabilidade quando laminado a quente ou normalizado. Muito aplicado na construção mecânica, em peças forjadas e usinadas para o setor de máquinas e automóveis, entre outros. (Burguer, G.R; Domingos, T.G; José, D.R; Manske, G.A; Oliveira, R.D; Vieira, L, 2009) TABELA 1 Composição química dos aços carbono (em %), (GALLO, GIULLIANO, A. 2006) SAE-AISI C P Si S Mn 1040 0,37 – 0,44 0,04máx. 0,60máx. 0,05máx. 0,60 – 0,90 1042 0,40 – 0,47 0,04máx. 0,60máx. 0,05máx. 0,60 – 0,90 1043 0,40 – 0,47 0,04máx. 0,60máx. 0,05máx. 0,70 – 1,00 1044 0,43 – 0,50 0,04máx. 0,60máx. 0,05máx. 0,30 – 0,60 1045 0,43 – 0,50 0,04máx. 0,60máx. 0,05máx. 0,60 – 0,90 1046 0,43 – 0,50 0,04máx. 0,60máx. 0,05máx. 0,70 – 1,00 1049 0,46 – 0,53 0,04máx. 0,60máx. 0,05máx. 0,60 – 0,90 1050 0,48 – 0,55 0,04máx. 0,60máx. 0,05máx. 0,60 – 0,90 The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 TABELA 2 Caracterização da usinabilidade do aço em função da microestrutura. Tabela resumida. (SALTARRIAGA, PABLO, A.C. 2008). Teor de carbono (baixo carbono) ≤ 0,2% (médio carbono) 0,2% a 3% (médio carbono) 0,3% a 0,4% (médio e alto carbono) 0,3% a 0,6% (alto carbono) Característica da usinabilidade Usinados em estado laminado. Quando submetidos ao encruamento.(exemplo: trefilação a frio) a dureza aumenta e produz um grão ferrítico pequeno, melhorando sua usinabilidade. Apresentam melhor usinabilidade quando apresentam estrutura Perlítica em seções acima de 75 mm de diâmetro. A melhor microestrutura é obtida através do tratamento térmico de normalização Possuem boa usinabilidade quando apresentam uma microestrutura Perlítica grosseira, com um mínimo de Ferrita obtida por recozimento. Apresentam melhor usinabilidade quando sua microestrutura é Perlítica lamelar e esferoidizada. Apresenta melhor usinabilidade com estrutura esferoidizada. > 0,6% The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Aços com tamanho de grão austenítico pequeno (inferior a cinco na escala ASTM) são mais difíceis de usinar que outros de maior tamanho de grão. Grão menores são preferíveis para a obtenção de um melhor acabamento superficial. 2.4 Microestrutura x Tratamento térmico 2.4.1 Tratamento térmico Aços médio carbono, quando necessitam máxima ductilidade para trabalhos que exigem muito esforço tanto da ferramenta quanto do material, também devem ser recozidos para esferoidização da microestrutura. A esferoidização aumenta a concentração de tensão na área de cisalhamento do cavaco durante as operações de usinagem, reduzindo o desgaste das ferramentas e facilitando as operações de conformação mecânica. A influencia do tratamento térmico de recozimento na estrutura ferrítica, perlita do aço é apresentada na figuras 2, 3 e 4. 2.4.1.1 Recozimento de esferoidização O recozimento de esferoidização objetiva transformar a rede de lâminas de cementita em carbonetos mais ou menos esféricos ou esferoiditas. Esse tratamento melhora a usinabilidade e a ductilidade dos aços médio e alto teor de carbono. Realizado, principalmente, para aumentar a usinabilidade ou para aumentar a capacidade de conformação a frio dependendo do aço. Aços com baixo carbono são raramente esferoidizados para melhorar usinagem, porque estes ficam muito macios e “pastosos”, produzindo cavacos muito longos. Estes aços só serão esferoidizados quando uma severa deformação plástica a frio é necessária. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Figura 1 Diagrama do período de esferoidização do aço SAE 1045 (Burguer, G.R; Domingos, T.G; José, D.R; Manske, G.A; Oliveira, R.D; Vieira, L,2009) Segundo Oliveira, C. A. Silva; Rocha, M.R; UFSC, o tratamento térmico de esferoidização é empregado onde se deseja maior conformabilidade e usinabilidade, ou para desenvolver uma estrutura adequada para subseqüentes tratamentos de endurecimento. 2.4.2 Microestrutura Em função da possibilidade da transformação da microestrutura do aço, sem alteração da composição química, a microestrutura é um importante fator de influência na usinabilidade. Os elementos da microestrutura alteram as características de ductilidade e de fragilidade em função da sua presença, quantidade e forma, promovendo diferentes condições de quebra de cavaco, abrasividade, força e temperatura de corte. A presença de fases aciculares tipo bainita e martensita, em função do efeito extremamente abrasivo, também são indesejáveis na usinagem. O tamanho de grão é um dos parâmetros a ser controlado, devido ao efeito de fragilização do cavaco, produzido em função de uma estrutura de grãos grosseiros. Porém, com uma estrutura mais refinada, menores são as fronteiras intergranulares e maiores são os contatos de natureza química e eletrostática, melhorando o comportamento da ferramenta de corte. (APOSTILA TECNOLOGIA MECÂNICA, UNIV. ITAJUBA, 2010) The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 2.4.2.2 Perlita Agregado de ferrita e cementita que entra na composição de certos aços. A perlita, nome devido a nuance de cores de madrepérola que esse constituinte freqüentemente apresenta ao microscópio, é a mistura mecânica de 88,5% de ferrita e 11,5% de cementita, na forma de lamelas finas (de espessura raramente superior a um milésimo de milímetro) dispostas alternadamente. As propriedades mecânicas da perlita são intermediárias entre as da ferrita e da cementita, dependendo, entretanto, do tamanho das partículas de cementita. Seu limite de resistência à tração é, em média, de 75 kgf/mm² (740 MPa). A proporção de perlita num aço cresce de 0% para o ferro puro até 100% para aços eutetóides (0,77% de carbono), de modo que um aço com 0,5% de carbono, por exemplo, apresentará cerca de 65% de perlita. A decomposição isotérmica da austenita em um aço carbono eutetóide, leva à formação de perlita. A evolução da fase lamelar de ferrita e carbonetos recozidos, envolvem o processo de esmagamento das camadas, esferoidização dos fragmentos obtidos e sua coalescência. O processo de esferoidização e coalescência, são explicados pela tendência do sistema para diminuição da área da interface na superfície das partículas dos carbonetos (GALLO, GIULIANO,B., 2006). 2.4.2.3 Exemplo de microestrutura transformada. Resultado da análise metalográfica do aço SAE1045 elaborado pelos autores: (Burguer, G.R; Domingos, T.G; José, D.R; Manske, G.A; Oliveira, R.D; Vieira, L,2009). As figuras 2, 3 e 4 nos dão uma idéia da mudança da microestrutura do aço 1045 no estado bruto e pós-recozimento. Figura 2 Amostra de SAE 1045 no estado bruto, atacada em Nital 1%. Ampliação de 500x. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Pode-se ver a matriz ferrítica (parte clara), e os grãos de perlita, a parte escura. A equiaxidade dos grãos mostra que não houve trabalho mecânico a frio nessa direção. Figura 3 Aço SAE 1045 recozido, atacado em Nital 1%. Aumento de 500x. Figura 4 Aço SAE 1045 recozido, conformado a frio, atacado em Nital 1%. Aumento de 500x. Confirmando o grande encruamento presente nas amostras recozidas podese ver a orientação dos grãos na figura 4, enquanto que na figura 3 os grãos estão, de uma maneira geral, equiaxiais. Comparando as microestruturas das amostras recozidas e sem tratamento (figuras 3 e 2), respectivamente percebe-se que os grãos obtidos no recozimento são menores que no estado bruto. Isso se deve à recristalização que acontece ao fim da austenitização do processo de recozimento. O surgimento de novos e pequenos grãos faz com The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 que se tenham grãos menores que no estado bruto. Um subsequente crescimento de grãos aconteceria caso o tempo de recozimento fosse estendido além do empregado. (Burguer, G.R; Domingos, T.G; José, D.R; Manske, G.A; Oliveira, R.D; Vieira, L,2009) TABELA 3 Rusultado dos ensaios realizados no AÇO SAE1045, mostrando a relação quantitativa no grão de Perlíta e da dureza do material, em 03 condições de fornecimento. (BEZERRA, D.C. E MACHADO, I.F., 2009). Condição de tratamento térmico para o estudo Aspectos da microestru tura Fração vol. Perlita (%) Tamanho do grão de perlita Dureza Vickers Sem tratamento Rec ozid o Esferoidiza do 61,2 68 67,8 12,1 18 13,1 184,4 154 168 Metodologia do ensaio Fração volumétric a Metalografia quantitativa (grade de 100 pontos) Tamanho do grão da Perlita Gabarito circular de raio 4 cm de raio, relação: Dureza Vickers Aplicada a carga de 30 Kgf na seção transversal e longitudinal das barras t 8 . 20 1, 6 . x Os autores Bezerra e Machado, verificaram que: Houve diferença no volume de perlita entre o material sem tratamento e o recozido, e entre o sem tratamento e o esferoidizado. Houve diferença no tamanho da perlita do material sem tratamento e o recozido, e entre o sem tratamento e o esferoidizado. Houve diferença na dureza entre o material sem tratamento e o recozido, e entre o sem tratamento e o esferoidizado. Com significância de 1%, concluirão que para todos os tratamentos térmicos a dureza pode ser considerada igual The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 2.5 Formação do cavaco Um dos fatores que mais limita a velocidade de usinagem é a forma dos cavacos. As pesquisas demonstraram que os metais, ao serem usinados, devem produzir um cavaco frágil e, portanto, quebradiço, o que propicia uma maior facilidade de manuseio e operação. Paralelamente, os cavacos devem ter um raio de curvatura pequeno, para haver menor área de contato e, conseqüentemente, menor atrito com a ferramenta de corte, proporcionando maior vida útil. A forma e o tamanho do cavaco são muito importantes, principalmente para os processos de usinagem onde há pouco espaço para os cavacos ou em máquinas-ferramentas com pouco espaço de trabalho. Cavacos helicoidais planos preferencialmente apresentam a sua saída tangenciando o flanco da ferramenta e, em decorrência disso, danificam o suporte e a quina da ferramenta. Cavacos em fita, cavacos emaranhados e cavacos fragmentados apresentam um perigo para o operador da máquina. (APOSTILA TECNOLOGIA MECÂNICA, UNIV. ITAJUBA, 2010) 2.5.1 Tipos de cavaco Tipo A Tipo B Tipo C Tipo D Tipo E Tipo F Figura 5 Adaptado do relatório técnico de produtividade Mitsubishi, 2012. O cavaco do tipo D e E são ideais para reduzir o desgaste da ferramenta em razão de sua fácil fragmentação, reduzindo o aquecimento da ferramenta e a ocorrência da aderência do material na face de corte da ferramenta (aresta postiça). Espera-se que o aço esferoidizado permita a quebra de cavaco como em D e E. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 3 MÉTODOS / PROCEDIMENTOS A metodologia descrita a seguir refere-se a adotada pelos autores pesquisados e servirá de orientação para o desenvolvimento do segundo trabalho como já citado na introdução e explicitado em objetivos. 3.1 Material. O material analisado foi o aço SAE 1045 na forma de barras redondas, e em três situações estruturais: Com a microestrutura transformada para esferoidização da perlita. Recozido para o alívio de tensões. Sem tratamento térmico (na condição de fornecimento de mercado). 3.2 Ensaios realizados. Metalografia, para medição do tamanho do grão de perlita e do percentual da fração volumétrica. Dureza Vickers. 3.2.1 Considerações sobre a influencia do cavaco na vida útil da ferramenta de corte. O item 2.4.2 cita a importância da transformação da microestrutura e controle do tamanho do grão para a melhoria da usinabilidade. 3.3 Tratamento dos dados. Os resultados dos ensaios foram planilhados e comparados entre si, nas três condições de fornecimento do aço estudado. (tabela 3) 3.4 Vida útil da ferramenta Será determinada a capacidade de vida útil da ferramenta de número 02 e 06 ( desbaste e ferramenta de rosca interna) respectivamente (vide Figura 6) correlacionando este resultado com a microestrutura e dureza do material em estudo. O critério para determinação do desgaste da ferramenta de corte será de forma visual, através da observação do acabamento da peça sendo limitado ao desgaste do gume de corte da ferramenta em 0,3 mm, podendo ser alterado a pedido do fabricante da ferramenta antes da finalização dos estudos. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 3.5 Referencial para ensaios. Serão ensaiados com base nos resultados demonstrados na Tabela 3. Os ensaios realizados pelo autor BEZERRA, D.C. e MACHADO, I.F, demonstraram uma diferença significativa entre as microestruturas do aço 1045 tratado termicamente para esferoidização e não tratado termicamente. Sendo assim, o aço 1045 será analisado nas duas situações de tratamento térmico conforme abaixo: Serão retiradas 03 amostras das barras de aço sem tratamento e 03 amostras do material esferoidizado e submetidos ao ensaio metalográfico e de dureza. As amostras serão lixadas e polidas de modo convencional para exame metalográfico, sendo utilizado como reagente, nital 1%. As microestruturas ferrítica e perlítica serão observadas por microscopia ótica. A norma a ser adotada será a ASTM E562 para análise quantitativa das fases e ASTM E112 para a determinação do tamanho de grão ferrítico. 3.6 Parâmetros de avaliação Os parâmetros a serem avaliados nas duas situações do material serão: Fração volumétrica, o tamanho do grão de perlita e dureza do material. 3.7 Ensaio de tração. Para ensaio de tração serão retirados 03 corpos de prova de cada tipo de barra e usinados conforme critério de dimensionamento. Os ensaios de tração, serão realizados segundo a norma NBR ISO 6892, 11/2002 e através da máquina de tração Kratos com capacidade de 10 toneladas. Estes dados servirão para uma possível avaliação comparativa entre os materiais quanto às características mecânicas ainda não citadas, supondo que ao final do estudo não se tenha dados conclusivos quando a relevância das diferenças microestruturais encontradas das duas situações de tratamento térmico (tratado para esferoidização e não tratado termicamente). 3.8 Ensaio de dureza. Os ensaios de dureza foram realizados utilizando-se um durômetro Vickers (HV30), sendo os resultados uma média de 5 medidas. 3.9 Obtensão dos Resultados. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Os resultados dos ensaios de metalografia e mecânicos terão o valor da média de três ensaios lançados na Tabela 4, exemplificada abaixo, para possibilitar o tratamento estatístico. Serão avaliados: Fração volumétrica da perlita; Tamanho do grão; dureza Vickers; Limite de escoamento ( y) e o limite de resistência ( r). Para o tratamento estatístico será adotado o método Taguchi. Os fatores a serem correlacionados estão indicados da tabela 4, estabelecendo 2 níveis e 05 fatores, gerando um arranjo ortogonal através do software MINITAB. TABELA 4 Matriz determinante dos principais efeitos na variação da microestrutura do aço 1045. Fatores e níveis para realização do experimento. O autor FATORES /INTERAÇÕES 01 Fração vol. perlita (%) 02 Tamanho do grão 03 Dureza Vickers (30Kgf) 04 Resist. Tração( r). M.P.01 M.P.02 Limite de escoamento( y) M.P. 01 – Aço 1045 não tratado termicamente. 05 M.P.02 – Aço 1045 recozido para esferoidização da microestrutura The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Formulário para preenchimento dos parâmetros de ferramentas de corte para avaliação da usinabilidade dos dois materiais. Fornece o resultado do número de peças produzidas por aresta de corte. FIGURA 6 Modelo de formulário para de registro de ensaios de usinagem. Adaptado do formulário de teste de ferramentas de corte da Mitsubish. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 Modelo de Plano de setup de ferramentas. Localização com numeração sequencial de entrada das ferramentas. Nº Descrição Operação R.F* 1 Stop da barra Alimentar N/A 2 DNMG150408 MA UE6020 Desbastar 300 3 DNMG150404 FH UE6020 Acabamento 250 4 Broca Furar 250 5 TPMH090204 MV US735 Acabamento interno 280 6 SNT6012R3XMM Rosquear 180 7 DGM30CE US735 Cortar 300 8 FIGURA 7 Identificação das ferramentas de corte de forma numérica e pela seqüência de operações instaladas no torno CNC ERGOMAT- G2. O autor. 9 10 11 The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 12 4 RESULTADOS A pesquisa realisada por (Burguer, G.R; Domingos, T.G; José, D.R; Manske, G.A; Oliveira, R.D; Vieira, L,2009) estabeleceu um comparativo na microestrutura do aço 1045, na condição de fornecimento em bruto (sem tratamento) e recozido, percebe-se que os grãos obtidos no recozimento são menores que no estado bruto. Isso se deveu pelo fato de não ter havido tempo suficiente para o crescimento de grãos. Um subsequente crescimento de grãos aconteceria caso o tempo de recozimento fosse estendido além do empregado. Nestas condições a tendência de melhoria na usinabilidade é pequena ou nula, podendo haver uma piora na relação de corte e vida útil da ferramenta. Em outro caso de estudo, os autores (BEZERRA, D.C. E MACHADO, I.F., 2009), divulgaram o resultado dos ensaios realizados no aço SAE1045, comparando a dureza do material, o tamanho e o volume dos grãos de perlita em relação as três condições de fornecimento ao qual o material foi submetido (sem tratamento, com recozimento e esfeirodizado). Concluiram haver uma diferença mais acentuada na comparação do material sem tratamento com o material esferoidizado. O material recozido manteve resultados muito próximos do esfeirodizado, observando porém que o material recozido obteve um maior tamanho de grão da perlita más uma dureza menor. 5 CONCLUSÃO A apresentação dos resultados dos trabalhos pesquisados me permitiu conhecer o comportamento do aço SAE 1045 para estabelecer o direcionamento para um futuro trabalho, que submeterá o material em estudo, em duas das condições apresentadas (sem tratamento e esferoidizado), ao processo de usinagem em torno CNC, buscando demonstrar ao final, qual é o ganho de usinabilidade utilizando-se o aço 1045 com a microestrutura transformada para esferoidização. Pode-se verificar que o tamanho do grão, o controle da adição de elementos químicos como o enxofre, e a transformação da microestrutura dos materiais, poderão gerar resultados positivos quanto a melhoria da usinabilidade, tendo como pontos de avaliação o aumento da vida útil da ferramenta de corte, a redução dos custos com compras de ferramentas e o aumento da produtividade. A figura 8 sintetiza as características e resultados apresentados nas figuras 2 e 3. Indica que o tratamento por recozimento e esferoidização reunem características semelhantes quanto ao volume, tamanho da perlita e a dureza do material, porém sinaliza um possível resultado de usinabilidade mais favorável na condição de esferoidização. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 As características resultantes do processo de esferoidização reunem um melhor equilíbrio de resultados, que facilitará a quebra do cavaco em razão de ter adquirido um almento percentual do volume e do tamanho da perlita, e uma dureza superior ao material recozido. Nestas condições pode-se conseguir a quebra ideal de cavaco na forma D e E, como é apresentado na figura 5. Quadro de resultados dos ensaios da tabela 3. FIGURA 8 Sintetização dos resultados apresentados da tabela 3. O autor O material esferoidizado apresentou um melhor equilíbrio entre dureza, volume e tamanho da perlita. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7 REFERÊNCIAS GALLO, Giolliano, B. Influência do tratamento térmico sobre a tenacidade de um aço AISI SAE 1045 com médio teor de carbono, avaliada por ensaio de impacto, Dissertação de mestrado, Unesp, 2006. Cravenco, Engº Marcelo, P. Manual prático do mecânico, Senai, ed. Hemus, 2006. Oliveira, C.A.S., Rocha, M.R. Estudo da Relação entre a variação microestrutural e as propriedades mecânicas de um aço SAE 1045 esferoidizado. UFSC, 2008. SILVA, José, A.M., Temperatividade e treinamento térmico,UFPG 2010. Burguer, G.R, Domingos, Burguer, T.G; José D.R; MANSZE; Oliveira, R.D., VIEIRA, L.N2; Udesc/cct. Fac. Tec. Senai Felix Gissard, 2009. Saldarriaga, Pablo, A. C. Estudo dos tempos de tensão gerados por inclusões durante o processo de torneamento em aços ABNT 1045 utilizando o método dos elementos finitos. USP, Tese, 2008. Bezerra, D. C. e M. I. F, Estudo da usinabilidade de aço AISI 1045 após diferentes tratamentos térmicos. Poli, USP, 2008. Baptista, E.A. e Coppini, N.L. Alternativa de otimização dos parâmetros de corte para cenários de fabricação em usinagem. artigo ENEGEP, Rio de Janeiro, 1998. The 4th International Congress on University-Industry Cooperation – Taubate, SP – Brazil – December 5th through 7th, 2012 ISBN 978-85-62326-96-7
Baixar