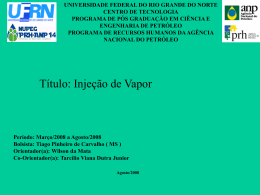
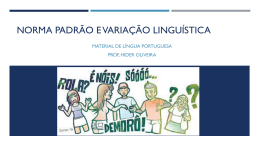
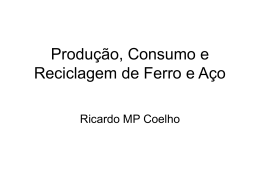
doi: 10.4322/tmm.00502008 OPERAÇÃO DOS ALTOS-FORNOS DA V&M DO BRASIL COM ALTAS TAXAS DE INJEÇÃO DE CARVÃO PULVERIZADO Rafael Porto de Oliveira 1 Hélio Manetta 2 Jadir das Graças Cruz 3 Mário Emílio da Silveira Maia 4 Denise Araújo Gomes 5 Mário Rosa Monteiro 6 Guilherme Borges da Costa 7 Resumo A motivação deste trabalho foi devido ao interesse em alcançar elevadas taxas de injeção de carvão vegetal pulverizado nas ventaneiras dos Altos-Fornos da V&M do Brasil, visando reduzir o consumo global de carvão vegetal e conseqüente custo de produção. O projeto teve início em março de 2005 e consistiu na adoção e implementação de alguns parâmetros operacionais e investimentos para a otimização do sistema de injeção, instalação de uma nova moagem, nova planta de peneiramento de carvão, implantação de dupla lança de injeção e projetos de P&D para estudo da combustão de carvão vegetal pulverizado. Com a melhor distribuição do tempo de injeção, melhor qualidade do carvão vegetal, injeção com dupla lança e conhecimento adquirido com os projetos de P&D foi possível elevar a taxa de injeção média nos altos-fornos da V&M do Brasil em 50 kg/t com conseqüente redução do consumo de carvão de topo com altas produtividades. Palavras-chave: Altos-fornos; Carvão vegetal pulverizado; Taxa de injeção. OPERATION OF THE BLAST FURNACES OF V&M DO BRASIL WITH HIGH PCI Abstract This work was created to increase PCI (Pulverized Charcoal Injection) rates on the blast furnaces of the V&M from Brazil in other to reduce the global charcoal consumption and costs. This project began in March 2005 by implementation of some operational controls and some investments as PCI plant revamp, implementation of a new milling, double tuyere project, new charcoal screen and some research and development projects. After the benefits of all implementation the PCI rates were increased in 50 kg/t with charcoal reduction and high productivity. Key words: Blast furnace; Pulverized charcoal; PCI. 1 INTRODUÇÃO A grande maioria das empresas produtoras de ferro gusa em altos-fornos vem praticando a injeção de carvão pulverizado pelas ventaneiras, prática que permite redução do consumo de carvão vegetal ou coque carregado pelo topo permitindo um ganho econômico, uma vez que os redutores carregados pelo topo apresentam custo superior aos finos de carvão injetados. Para uma usina integrada a carvão vegetal, sem sinterização como a da V&M do Brasil tem-se a geração de grande quantidade de finos. O carvão vegetal desde sua fabricação nas carvoeiras até o alto-forno gera uma quantidade de finos (fração < 12 mm) que podem chegar a 31%. Estes finos gerados podem ser vendidos para outras usinas ou processados para serem injetados. A Engenheiro Metalurgista, Gerência de Produção de Ferro Gusa. Rua Aristóteles Caldeira 30/202 30410-170 – Belo Horizonte – MG. [email protected] 2 Engenheiro Metalurgista, Gerente Responsável pela Produção de Ferro Gusa. Av. Olinto Meireles, 65 30640-010 - Belo Horizonte - MG. [email protected] 3 Técnico Metalúrgico, Coordenador Técnico. Av. Olinto Meireles, 65 30640-010- Belo Horizonte - MG. [email protected] 4 Engenheiro Metalurgista, Gerência de Produção de Ferro Gusa. Av. Olinto Meireles, 65 30640-010 - Belo Horizonte - MG. [email protected] 5 Engenheira Química, Engenharia de Processos e de Desenvolvimento. Av. Olinto Meireles, 65 30640-010- Belo Horizonte - MG. [email protected] 6 Técnico Industrial, Engenharia de Processos e de Desenvolvimento. Av. Olinto Meireles, 65 30640-010- Belo Horizonte - MG. [email protected] 7 Estagiário de Engenharia Metalúrgica da UFMG.. Av. Olinto Meireles, 65 30640-010- Belo Horizonte - MG. [email protected] 1 Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008 105 maioria das empresas vem buscando praticar a segunda opção, pois a injeção de carvão vegetal pulverizado proporciona outras vantagens relacionadas ao aumento do tempo de residência da carga metálica contribuindo para um melhor aproveitamento dos gases redutores e conseqüente redução do consumo de carvão vegetal.(1) Para uma melhor avaliação dos benefícios, é necessário determinar o limite econômico para a pratica da injeção de carvão pulverizado que deve levar em consideração a produtividade bem como o custo da carga carregada no alto-forno. Ao longo deste trabalho, serão apresentadas as medidas adotadas e implementadas para elevar a taxa de injeção nos altosfornos da V&M do Brasil. 2 MODIFICAÇÕES IMPLEMENTADAS ções de ferro fundido ou de aço inox e promover o aquecimento do ar de sopro através da troca de calor com o ar transportado no interior da tubulação. Devido à limitações de temperatura de ar quente do alto-forno 2 foi necessário fazer algumas modificações operacionais nos glendons de forma a aumentar a troca térmica(2) e conseqüente elevação da temperatura do ar soprado pelas ventaneiras. Com temperaturas maiores foi possível manter a temperatura de chama constante para maiores taxas de injeção de carvão pulverizado que tem efeito negativo no cálculo da temperatura de chama conforme descreve a formula abaixo. Tchama=1463 + 0,7 x TS + 44 x E – 5 x U – 1,5 x Ticp 2.1 Mudanças Operacionais dos Altos-Fornos Tchama= temperatura de chama (ºC); TS = temperatura de ar quente (ºC); 2.1.1 Alto-forno 1 E = enriquecimento do ar com O2 (%); Os altos-fornos 1 e 2 da V&M do Brasil são equipados com o sistema de distribuição de carga dotado de placas moveis e sondas radiais transversais instaladas no topo do alto-forno como ilustra a Figura 1. Através das placas móveis é possível a pratica de vários programas de distribuição de carga para definir a melhor pratica para uma melhor performance do alto-forno. Para um melhor aproveitamento dos gases redutores foi definido que a melhor relação entre a temperatura do centro (pontos 15, 5 e 10) sobre a temperatura das extremidades (pontos 1, 6 e 11) estariam entre o valor 2 a 2,5. Sonda 3 11 12 13 14 15 GUSA 6 7 8 10 9 5 4 3 2 1 Sonda 1 Sonda 2 Figura 1. Posição dos termopares das sondas radiais instaladas no topo do alto-forno 1. Foi implementado, ainda, nos altos-fornos 1 e 2, o monitoramento da injeção de carvão pulverizado em cada lança de injeção de carvão permitindo o controle de obstruções de lanças através da sala de controle. U = Umidade do ar (g/Nm3); Ticp = taxa de injeção de carvão pulverizado (kg/t de gusa). 2.2 Implantação da Nova Injeção de Finos no Alto-Forno1 Este projeto teve como objetivo reduzir obstruções das tubulações de injeção de carvão para uma melhor distribuição do carvão vegetal pulverizado injetado por ventaneira e conseqüente distribuição de gases no interior do alto-forno. O projeto consistiu na substituição do sistema original do alto-forno 1 que apresentava muitas obstruções não permitindo uma distribuição regular da injeção de carvão pulverizado nas 12 ventaneiras. O novo projeto implantado em outubro de 2005, consistiu na substituição do fundo dos vasos de injeção composto por 6 saídas que se subdividiam em duas dando origem à 12 tubulações, uma para cada ventaneira e passou a ter uma única saída se subdividindo em 12 tubulações (Figura 2). a b 2.1.2 Alto-forno 2 Ao contrário da grande maioria dos altos-fornos que utiliza cowpers como regeneradores de calor o alto-forno 2 está equipado com glendons, equipamento constituído basicamente por queimadores que geram o calor necessário para aquecer tubula106 Figura 2. Foto ilustrativa do vaso de injeção de carvão pulverizado do alto-forno 1 a) antes e b) após a implantação do novo sistema de injeção. Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008 2.3 Implantação da Moagem 3 Buscando ser auto-suficiente na produção de carvão pulverizado para a prática de altas taxas de injeção, foi implantada em junho de 2006 uma nova instalação de moagem. Ao contrário do moinho de bolas 1 e 2 em operação na V&M do Brasil, a moagem 3 tem como princípio operacional a utilização de pêndulos, sendo equipada também com separador de cinzas. Esta melhoria combinada com o monitoramento do fluxo de carvão pulverizado em cada lança possibilitou um melhor controle horário do tempo de injeção por ventaneira conforme descrito na Figura 4. 12 2.4 Projeto de Peneiramento de Carvão (Projeto Paraopeba) 42 47 10 Figura 3. Foto ilustrativa da instalação da dupla lança de injeção no alto-forno 1. 3 RESULTADOS E DISCUSSÕES A implantação do novo sistema de injeção no alto-forno 1 proporcionou redução de obstrução das linhas de transporte de carvão pulverizado permitindo uma melhor distribuição do carvão injetado em cada ventaneira e um melhor fluxo dos gases redutores na carga do alto-forno. 3 40 51 4 6 42 42 9 41 5 30 8 6 7 2.5 Projeto Dupla Lança de Injeção Este projeto teve origem de um trabalho de P&D(3) desenvolvido pela V&M do Brasil em parceria com a UFOP (Universidade Federal de Ouro Preto), em que foi constado através de experimentos em laboratório o efeito do contato entre combustível e comburente na combustão do carvão vegetal pulverizado. O projeto consistiu na implantação de duas lanças de injeção em cada 1 das 12 ventaneiras do alto-forno 1 (Figura 3) com o objetivo de melhorar o contato entre carvão pulverizado e o ar quente soprado no interior do alto-forno proporcionando uma melhor combustão do carvão injetado na zona de combustão, essencial para prática de altas taxas de injeção. a 2 48 50 42 40 30 20 10 7 0 11 Este projeto foi coordenado pela gerencia de matérias primas da V&M do Brasil e teve como objetivo fazer um pré-peneiramento do carvão vegetal antes de ser transportado para a V&M do Brasil de forma a reduzir o percentual de finos carregado no topo dos altos-fornos além de uma separação da fração de carvão abaixo de 2 mm na qual esta concentrado o maior teor de contaminantes. A planta de beneficiamento foi instalada em Paraopeba MG e esta em operação desde novembro de 2006. 1 60 12 58 11 57 1 60 59 50 40 30 b 2 59 58 20 10 0 10 59 56 57 9 59 59 8 3 59 58 4 5 6 7 Figura 4. Variação horária do tempo de injeção por ventaneira a) antes e b) após a implantação do novo sistema de injeção no alto-forno 1. Foi constatado uma melhoria significativa da distribuição do tempo de injeção por ventaniera após a implantação do novo sistema de injeção do alto-forno 1. O tempo médio de injeção por ventaneira passou de 35 para 58 minutos durante a hora. Com o maior tempo de injeção durante a hora obteve-se uma distribuição da temperatura de chama mais homogênea e por conseqüência uma melhor distribuição de energia em toda circunferência do reator. Com a implantação da moagem 3 foi possível a produção de carvão pulverizado com uma melhor qualidade química uma vez que a nova instalação esta equipada com separador de contaminantes indesejáveis. O percentual destes contaminates apresentou redução de 3,25% após Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008 107 instalação da moagem 3 e redução de 2% devido à melhora na qualidade da moinha (fração de carvão vegetal < 12 mm) após início de operação da nova instalação de peneiramento de carvão em Paraopeba. O comportamento operacional dos altos-fornos bem como os resultados de consumo específicos de carvão para a pratica de altas taxas de injeção de carvão pulverizado foi avaliado durante o processo de implementação das modificações. Foram gerados gráficos correlacionando diferentes variáveis para ilustrar as tendências com a elevação da taxa de injeção. A Figura 5 ilustra o consumo de carvão de topo com a elevação da injeção para os altos-fornos 1 e 2. Através da análise das Figuras 5a e 5b observa-se a tendência de decréscimo no consumo de carvão carregado pelo topo com a elevação da taxa de injeção de carvão vegetal pulverizado medida em kg/t (peso de carvão pulverizado injetado por tonelada de ferro gusa produzido). a 700 190 650 170 600 160 150 550 140 500 130 120 450 185-190 175-180 165-170 155-160 140-145 130-135 120-125 110-115 100-105 110 100 CV topo AF1 (kg/t) Injeção AF1 (kg/t) 180 400 Injeção (Kg/t) 450 40 400 CV topo AF2 (kg/t) 60 155-160 500 145-150 80 135-140 550 125-130 100 115-120 600 105-110 120 95-100 650 85-90 140 75-80 700 65-70 160 50-55 Injeção AF2 (kg/t) b Injeção (kg/t) Taxa de injeção média Linear (consumo de CV topo) Consumo de CV topo Figura 5. Correlação entre a taxa de injeção de carvão pulverizado e o consumo de carvão de topo no a) alto-forno1; e b) alto-forno 2. 108 O coeficiente de correlação linear R2 entre a taxa de injeção e o consumo de carvão de topo do alto-forno 1 no período de Janeiro de 2005 à outubro de 2007 foi de –24%, considerado um valor baixo de correlação uma vez que a variável resposta “consumo de carvão de topo” é explicada pela variável explicativa “taxa de injeção de carvão pulverizado” com apenas 24% de confiança. Retirado do banco de dados o período de operação do alto-forno 1 com obstruções nas linhas de injeção (janeiro à agosto 2005) a correlação passou a ser de -89% que reflete o resultado das melhorias implantadas. No alto-forno 2 para taxas de injeção de até 160 kg/t a tendência de decréscimo do consumo de carvão de topo apresentou coeficiente de correlação linear R2 de –90%. Um dos parâmetros avaliados para a prática de altas taxas de injeção é a geração especifica de pó do coletor por tonelada de gusa produzida. Com o aumento da taxa de injeção, observou-se uma tendência no aumento da geração do pó do coletor nos altos-fornos como ilustrado na Figura 6. Esse aumento pode estar associado à não combustão do carvão pulverizado na zona de combustão(4) em que as partículas não queimadas podem estar sendo arrastadas para o topo do alto-forno e retiradas no coletor de pó. A análise da regressão mostrou que a variável resposta “geração de pó do coletor” é explicada pela variável explicativa “taxa de injeção de carvão pulverizado” com nível de confiança de 68% e 80% para os altos-fornos 1 e 2 respectivamente. A liberação do gás hidrogênio na zona de combustão bem como o aumento do tempo de residência da carga metálica no interior do altoforno proporcionam um melhor aproveitamento dos gases redutores que refletem diretamente no rendimento gasoso, dado pela divisão da fração mássica de gás CO pela soma da fração mássica dos gases CO e CO2 coletadas no topo do altoforno. Pela analise da Figura 7 foi determinado os coeficientes de correlação R2 concluindo que a variável resposta “rendimento gasoso” é explicado pela variável explicativa “taxa de injeção” com nível de confiança de 87% para o alto-forno 1 e 68% para o alto-forno 2 evidenciando através de dados práticos um melhor aproveitamento dos gases redutores com o aumento da taxa de injeção. Com a melhor distribuição do tempo médio de injeção por ventaneira, melhor qualidade granulométrica e química do carvão vegetal, injeção com dupla lança e conhecimento adquirido com os projetos de pesquisa e desenvolvimento foi possível elevar a taxa de injeção média nos altos-fornos da V&M do Brasil Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008 b 22 19 16 Injeção (kg/t) Taxa injeção (kg/t) 145-150 140-145 135-140 130-135 115-120 110-115 105-110 13 Geração pó coletor (kg/t) 25 100-105 15 28 90-95 165-170 160-165 155-160 150-155 145-150 140-145 135-140 130-135 125-130 120-125 115-120 18 31 95-100 21 34 85-90 24 160 150 140 130 120 110 100 90 80 70 60 80-85 27 Injeção AF2 (kg/t) 30 Geração pó coletor (kg/tg) 33 110-115 180 170 160 150 140 130 120 110 100 90 80 105-110 Injeção AF1 (kg/t) a 10 Injeção (kg/t) Linear (geração pó coletor (kg/t)) Taxa de injeção Geração pó coletor (kg/t) Linear (taxa de injeção) Geração pó coletor (kg/t) Figura 6. Correlação entre a taxa de injeção de carvão pulverizado e a geração de pó no coletor no alto-forno 1 6(a) e alto-forno 2 6(b). b 49 130 110 48 90 47 Taxa injeção média Linear (rendimento gasoso) Rendimento gasoso 155-160 145-150 135-140 125-130 115-120 105-110 Injeção (kg/t) 95-100 50 85-90 70 Rendendimento gasoso AF2 150 75-80 180-185 40 170-175 100 160-165 42 150-155 120 140-145 44 130-135 140 120-125 46 110-115 160 50 65-70 48 Injeção AF2 (kg/t) 180 170 Rendendimento gasoso AF1 50 100-105 Injeção AF1 (kg/t) a 200 46 Injeção (kg/t) Taxa de injeção média Linear (rendimento gasoso) Rendimento gasoso Figura 7. Correlação entre a taxa de injeção de carvão pulverizado e o rendimento gasoso no alto-forno 1 7(a) e alto-forno 2 7(b). em 50 kg/t com conseqüente redução do consumo de carvão de topo. Os resultados de taxa de injeção e consumo de carvão de topo média alto-forno 1 e 2 obtidos em cada etapa do projeto estão ilustradas na Figura 8. 4 CONCLUSÕES 1.Com a implantação de projetos de investimentos e projetos de pesquisa e desenvolvimento foi possível aumentar as taxas de injeção nos altos-fornos da V&M do Brasil com conseqüente redução do consumo de carvão de topo para taxas de injeção de até 200 kg/t no altoforno 1 e 160 Kg/t no alto-forno 2. Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008 2.O novo sistema de injeção do alto-forno 1 permitiu uma melhor distribuição do carvão pulverizado injetado por ventaneira, garantindo um melhor fluxo de gases e calor no interior do alto-forno. 3.A Moagem 3 permitiu à V&M ser auto-suficiente na produção de carvão pulverizado contribuindo também com a produção de um carvão pulverizado de melhor qualidade com menor teor de contaminates. 4.Com o projeto de peneiramento de carvão em Paraopeba foi possível a utilização de carvão com melhor qualidade granulométrica e química. 109 2 - Injeção AF1 3 - Moagem 3 CV topo CV injeção 180 140 120 100 80 60 Taxa de injeção (kg/t) 160 20 out/07 ago/07 jul/07 abr/07 fev/07 dez/06 out/06 ago/06 jul/06 abr/06 dez/05 out/05 ago/05 jun/05 fev/06 Topo Injeção 200 5 - 2 lanças 4 - Proj. Paraopeba 6- Projeto P&D abr/05 250 1 - Mudanças operacionais fev/05 350 2007 450 126 139 158 625 108 593 115 599 120 543 122 554 132 129 552 525 147 554 122 505 136 502 140 132 553 593 118 564 120 127 546 595 118 579 118 132 522 499 153 499 152 154 492 516 150 507 151 496 158 514 152 527 157 119 576 509 148 463 155 158 459 490 162 162 464 451 168 441 171 175 449 550 558 526 483 Carvão topo (kg/t) 650 2005 750 Figura 8. Evolução da taxa de injeção de carvão pulverizado e consumo de carvão de topo média alto-forno 1 e 2. 5.O projeto de pesquisa e desenvolvimento(3) foi de fundamental importância na aquisição de conhecimento técnico que auxiliaram nas tomadas de decisão para implantação de projetos de investimento e na avaliação de processo. Agradecimentos Aos funcionários do departamento de produção de ferro gusa. “Este trabalho não seria possível e não teria seus resultados alcançados sem o comprometimento de todos os funcionários do departamento de produção de ferro gusa da V&M do Brasil que fizeram ser possível”. Ao Vamberto Ferreira pelo apoio no inicio do trabalho. Ao Consultor da V&M do Brasil Ronaldo Santos Sampaio pelo apoio técnico durante o projeto. À gerencia de matérias primas da V&M do Brasil. À gerencia de manutenção siderurgia da V&M do Brasil. REFERÊNCIAS 1 NOLASCO SOBRINHO, P.J. Comportamento de diferentes materiais injetados através das ventaneiras dos altos-fornos. 1998. Dissertação (Mestrado em Metalurgia) Rede Temática em Engenharia de Materiais – Escola de Minas, Ouro Preto, 1998. 2 CUSTÓDIO, B.; BOTELHO, L.; CRUZ, J.G.; VILELA, J.; SAMPAIO, R.S. Estudo termoquímico de trocadores de calor tipo glendon. In: SEMINÁRIO DE REDUÇÃO DE MINÉRIO DE FERRO E MATÉRIAS PRIMAS, 37., 2007, Salvador, BA. Anais... São Paulo: ABM, 2006. p. 241-8. 3 OLIVEIRA, R.P.; ASSIS, P.S.; MANETTA, H.R.; DINIZ, F.E.; COSTA, B.C. Determinação da combustão de carvão vegetal pulverizado em um simulador de injeção para aumento da taxa de injeção nos altos-fornos da V&M do Brasil. In: SEMINÁRIO DE REDUÇÃO DE MINÉRIO DE FERRO E MATÉRIAS PRIMAS, 37, 2007, Salvador, BA. Anais… São Paulo: ABM, 2007. p. 56 4 ATKINSON, C.J.; WILLMERS, R.R. Blast furnace coal injection studies using a single tuyere raceway investigation rig. In: FUEL PROCESSING TECHNOLOGY CONGRESS, 24, 1990. Amsterdam: Elsevier, 1990. p. 107-15. Recebido em: 14/12/07 Aceito em: 31/10/08 Proveniente de: SEMINÁRIO DE BALANÇOS ENERGÉTICOS GLOBAIS E UTILIDADES, 28., 2007, Vitória, ES. São Paulo: ABM, 2007. 110 Tecnologia em Metalurgia e Materiais, São Paulo, v. 5, n. 2, p. 105-110, out.-dez. 2008
Baixar