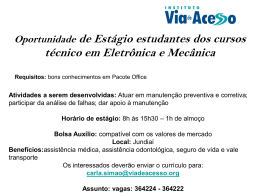
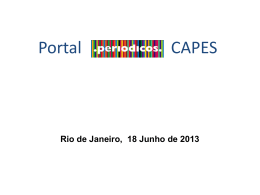
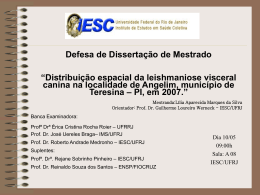
Usinagem I 2014.1 Parte 3 – Aula 21 Temperatura de Corte e Fluidos de Corte Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ TEMPERATURA DE CORTE Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Temperatura • • • Em usinagem praFcamente todas energias consumidas são converFdas em calor (~98%). Esse calor pode produzir temperaturas muito elevadas na interface cavaco-‐ferramenta, acima de 600°C (1100°F) não é incomum. Somente uma pequena porcentagem (1 a 3%) não é converFda em energia térmica. Parte desta pequena porção fica reFda no sistema como energia elásFca, e outra parte está associada à geração de novas super[cies (peça e cavaco). Zonas de geração de calor em usinagem A -‐ zona de cisalhamento primário B e C -‐ zona de cisalhamento secundário D -‐ zona de interface entre a peça e a super[cie de folga da ferramenta Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Temperatura Conhecer as temperaturas de corte é importante porque temperaturas elevadas: (1) reduzem a vida da ferramenta, (2) produzem cavacos quentes que colocam em risco a segurança do operador da máquina e (3) podem causar imprecisões nas dimensões da peça devido à expansão térmica do material trabalhado. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Temperatura Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Calor Gerado Grande parte deste “calor gerado” é dissipada pelo cavaco, uma pequena porcentagem é dissipada pela peça e uma outra para o meio ambiente. O restante vai para ferramenta de corte. Apesar desse restante representar apenas pequenos percentuais (8 a 10%), o aumento da temperatura associado com este calor é significaFvo, podendo chegar, em certos casos, a 1100 ºC, o que compromete, fortemente, a resistência da ferramenta. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Método de Cook • Existem vários métodos analíFcos para calcular esFmaFvas para a temperatura de corte. O método de Cook [Groover], que foi desenvolvido uFlizando dados experimentais de diversos materiais para estabelecer os valores dos parâmetros para a equação proposta. • A equação pode ser uFlizada para prever o aumento da temperatura na interface cavaco-‐ferramenta durante a usinagem: Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Método de Cook -‐ Exercicio Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Medidas de Temperatura na Usinagem Os métodos práFcos mais uFlizados atualmente para a medição da temperatura de usinagem são: 1. Medição da força termoelétrica entre a ferramenta e a peça (método do termopar ferramenta-‐peça). 2. Medição direta por inserção de termopares na ferramenta de corte. 3. Medição do calor de radiação com sensores infra-‐vermelhos. 4. Medição uFlizando vernizes termosensíveis. 5. Medição por técnicas metalográficas. 6. Medição usando pós-‐químicos. 7. Medição usando o método do filme PVD Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ 600 500 Temperatura (°C) 400 300 200 100 Ferramenta de metal duro Ferramenta de cerâmica 0 0 25 50 75 100 Tempo (s) Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ 125 150 ! Campos de Temperaturas na Ferramenta Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ FLUIDOS DE CORTE Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Funções do fluido de corte Um fluído de corte é qualquer líquido ou gás que é aplicado diretamente à operação de usinagem para melhorar o desempenho de corte. Fluídos de corte resolvem dois problemas principais: u geração de calor na zona de cisalhamento e na zona de atrito, e u o atrito nas interfaces cavaco-‐ferramenta e ferramenta-‐super[cie usinada Além de trocar calor e reduzir o atrito, promovem: u reFrada dos cavacos (especialmente na reFficação e fresamento), u redução da temperatura da peça usinada para facilitar a manipulação pelo operador, u redução das forças e potências de corte, u melhoria da estabilidade dimensional da peça, u e melhoria do acabamento da super[cie. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Classificação de Fluidos I Segundo sua função na operação • Refrigerantes • Lubrificantes Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Fluidos Refrigerantes são fluídos de corte desFnados a reduzir os efeitos do calor na operação de usinagem. trocam calor com o sistema reduzindo assim a temperatura da ferramenta e da peça e prolongar a vida da ferramenta de corte. A capacidade de um fluído de corte em reduzir as temperaturas de usinagem depende das suas propriedades térmicas (calor específico e a conduFvidade térmica) • • A água tem elevado calor específico e elevada conduFvidade térmica em relação a outros líquidos, e este é o moFvo pelo qual a água é usada como a base nos fluídos de corte refrigerantes. « mais eficazes em velocidades de corte mais altas quando a geração de calor e as altas temperaturas são problemáFcas. « mais eficazes em materiais para ferramentas que são mais susceuveis às falhas de temperatura, tais como em aços rápidos Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Fluidos Lubrificantes São geralmente fluídos a base de óleo formulados para reduzir o atrito na interface cavaco-‐ ferramenta e ferramenta-‐super[cie usinada. Os fluídos de corte lubrificantes operam por lubrificação de extrema pressão, uma forma de lubrificação que envolve a formação de camadas sólidas finas de sal nas super[cies metálicas aquecidas e limpas, através de reação química com o lubrificante. Compostos de enxofre, cloro e fósforo no lubrificantes proporcionam a formação dessas camadas na super[cie, que atuam para separar duas super[cies metálicas (por exemplo, o cavaco e a ferramenta). u são mais eficazes em baixas velocidades de corte u Perdem sua eficácia a velocidades acima de 120 m/min (400 pés/min) porque o movimento do cavaco nessas altas velocidades impede que o fluído de corte a alcançar a interface cavaco-‐ferramenta e pois as altas temperaturas de corte fazem com que o óleo vaporize antes que eles possam lubrificar. u Operações como furação e rosqueamento normalmente uFlizam fluidos lubrificantes. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Classificação de Fluidos II Existem quatro categorias dos fluídos de corte de acordo com sua composição química: (1) óleos de corte, (2) óleos emulsionados, (3) fluídos semissintéFcos e (4) fluídos sintéFcos. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Óleos de Corte Os óleos de corte são compostos a base de óleo derivado do petróleo, de origem animal, marinha ou vegetal. u principal Fpo de óleo são os óleos minerais (a base de petróleo) devido a sua abundância e as caracterísFcas lubrificantes. u De forma a alcançar a máxima capacidade de lubrificação, diversos Fpos de óleos são usualmente combinados no mesmo fluído. u AdiFvos químicos são misturados também aos óleos para melhorar a qualidade lubrificante (compostos de enxofre, cloro e fósforo) projetados para reagir quimicamente com o cavaco e com a super[cie da ferramenta para formar filmes sólidos e reduzir o contato metal-‐metal entre os dois. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Oleos Emulsionados Óleos emulsionados consistem em gotas de óleo suspensas em água. u fluído é feito por óleo (normalmente óleo mineral) misturado em água usando um agente emulsionante para promover a mistura e a estabilidade da emulsão. u Razões upicas de agua em óleo: 20:1; 30:1. u AdiFvos químicos baseados no enxofre, cloro e fósforo são usualmente uFlizados para promover a lubrificação de extrema pressão. u Como eles contém ambos, óleo e água, os óleos emulsionados combinam capacidade de refrigeração e lubrificação em um fluído de corte. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Fluidos SintéFcos Fluídos SintéFcos estão mais próximos de serem produtos químicos em solução aquosa do que de óleos em emulsão. u Os produtos químicos dissolvidos incluem compostos de enxofre, cloro e fosforo mais agentes para promover a “molhabilidade”. u Os produtos químicos tem o objeFvo de proporcionar algum grau de lubrificação à solução. u Os fluídos sintéFcos promovem boa capacidade refrigerante e com capacidade lubrificante menor que os outros Fpos de fluídos de corte. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Flúidos SemissintéFcos u tem pequenas quanFdade de óleo emulsionado adicionados ao fluído com o objeFvo de aumentar as caracterísFcas de lubrificação ao fluído de corte. u São uma classe híbrida entre os fluídos sintéFcos e os óleos emulsionados. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Classificação de Aplicação (1) Jorro a baixa pressão, (2) Névoa (Pulverização -‐ MQL), (3) Aplicação Manual (4) Usinagem a seco / ar comprimido Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Técnicas de aplicação do fluído de corte 1) Inundação com jorro a baixa pressão u Realizada através de tubeiras, u as vezes chamado de jorro de resfriamento porque é geralmente usado com fluído de corte do Fpo refrigerante. u No jato direto, um fluxo conFnuo de fluido é diretamente aplicado nas interfaces cavaco-‐ferramenta ou ferramenta-‐super[cie usinada na operação de usinagem. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Técnicas de aplicação do fluído de corte 2) Névoa (ou pulverização) u essencialmente usadas com fluídos de corte a base de água. u O fluído é aplicado diretamente na operação sob a forma de gouculas suspensas em vapor em alta velocidade injetado através de um jato de ar pressurizado. u Este Fpo de aplicação geralmente não é tão eficaz quanto o jorro direto para o resfriamento da ferramenta. u Devido à corrente de ar de alta velocidade, a aplicação da névoa pode ser mais eficaz em fornecer o fluido de corte nas áreas de di[cil acesso por inundação convencional. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Técnicas de aplicação do fluído de corte 3) Aplicação manual u por meio de um borrifador ou pincel é por vezes uFlizado para a aplicação de lubrificantes no rosqueamento e outras operações com velocidade de corte baixas e o atrito é um problema. u Não é um método de aplicação uFlizado pela maioria das oficinas de usinagem devido à variabilidade da aplicação. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ Usinagem a seco ou com ar comprimido Nenhum fluido (liquido) de corte é uFlizado. A usinagem a seco evita os problemas de contaminação do fluido de corte, de descarte e filtragem, mas pode levar a outros problemas na operação: (1) superaquecimento da ferramenta, (2) operações em baixas velocidades de corte com baixas taxas de produção para prolongar a vida úFl da ferramenta, e (3) ausência dos bene[cios de remoção de cavacos na reFficação e no fresamento. Os fabricantes de ferramentas têm desenvolvido determinadas classes de metais duros e ferramentas com recobrimento para uFlização em usinagem a seco. Pistola Automática de Ar produz um jato constante de ar para a ferramenta de corte que afasta os cavacos durante a usinagem a seco. Prof. Anna Carla -‐ MECÂNICA -‐ UFRJ
Download