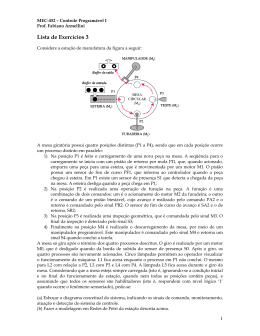
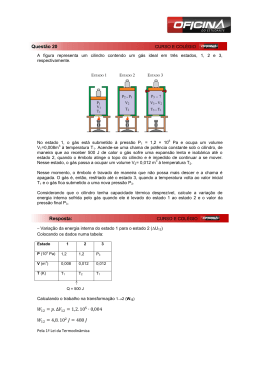
Situação problema F01, F02, F03 e F04 - FURADEIRA Objetivo : Automatizar um sistema de furação disposto em uma mesa giratória Layout do sistema : ALOCAÇÃO Sensores : Na PLCPIC Na CUSCOPiC A2 A3 A4 D1 D2 D3 A5 D4 A1 D0 SMESA ..: Sensor da mesa giratória (indutivo, ativado em 4 pontos – 90º) STESTE : Sensor do cilindro de teste (magnético - indica cilindro totalmente avançado) SFURADEIRA : Sensor da furadeira baixa (magnético - indica que a furadeira está totalmente avançada) SINDEXADOR : Sensor do cilindro indexador avançado (magnético - indica que a peça está travada) SPEÇA : Sensor de presença de peça (óptico - indica que há peça na posição inicial) START : Qualquer botão do teclado matricial Atuadores : Na PLCPIC Na CUSCOPiC D0 D1 D2 D3 D4 D5 B3 C0 C1 C2 C3 C4 C5 E2 DESCE : Cilindro que desce a furadeira (Avança furadeira em 1 e recua em 0) FURADEIRA : Motor da furadeira (Liga em 1 e desliga em 0) CINDEX : Cilindro indexador (Trava a peça para furação. Avança em 1 e recua em 0) MOT_HOR : Motor que gira a mesa em sentido horário (Gira mesa em 1 e para em 0) CTESTE : Cilindro de teste de furação (Avança em 1 e retorna em 0) MOT_ANT : Motor que aciona a mesa em sentido anti-horário BUZZER : Sinalizador sonoro de erro (não está representado no diagrama de hardware) DISPLAY : (Deverá exibir a contagem de peças furadas e de peças com erro. Não está no diagrama de hardware) Requisitos de segurança do sistema : 1º 2º 3º 4º - Não deve ser acionada a mesa giratória se a furadeira estiver avançada. Não deve ser acionada a mesa giratória se o cilindro de teste estiver avançado. Não deve ser acionada a mesa giratória se o cilindro indexador estiver avançado. A furadeira deve ser ativada somente no momento da furação, e desligada quando a furação terminar, e quando o cilindro da furadeira estiver recuado. 5º - Salvo em situações autorizadas pelo instrutor, não poderão ser realizadas modificações na estrutura física da bancada. Se houver necessidade, corrija eventuais diferenças de posicionamento dos sensores através de software. Nome das posições Problema F01 : - A mesa é utilizada para fazer furos em peças, que são inicialmente posicionadas na posição 1. - O ciclo inicia AUTOMATICAMENTE 5 segundos após detectar a peça nesta posição, posicionando a peça e procedendo com a furação. - Após a furação procede-se com a etapa de testes, e caso seja detectada uma peça SEM FURO um alerta sonoro intermitente deve ser acionado, alertando sobre a possível quebra da broca. O alerta deve parar somente quando for pressionado o botão de START. - A peça, boa ou ruim, deve finalizar na posição 2. - Um contador de peças processadas deve ser exibido no display. - Não deve ser contada a peça processada em ciclos que gerem o alarme de broca quebrada. Problema F02 : - O sistema é utilizado para retificar furos existentes em peças, alimentadas inicialmente na posição 2. - Cada ciclo do programa deve iniciar somente ao se pressionar o botão START. - No inicio do ciclo, a peça (inicialmente na posição 2) é testada na coluna de testes. - Após o teste, caso a peça esteja furada, deve proceder para a coluna de furação, onde será processada (para escarear o furo). - Se a peça não estiver furada, deve ser acionada uma sirene por um curto período de tempo, e a peça deve retornar para a posição 2, e finalizar o ciclo. - Caso ela esteja furada, após a retificação do furo, o sistema deve posicioná-la na posição 1. Neste caso, o sistema não deve permitir outro ciclo sem que antes seja retirada a peça presente nesta posição. - No LCD deve ser exibida a quantidade de peças processadas sem erro. Problema F03 : - O sistema é utilizado pra fazer um pequeno furo na parte superior de umas peças. - A peça possui uma saliência na parte inferior, detectável pela coluna de testes. - Eventualmente, o alimentador (equipamento que leva as peças até a mesma) pode não virar a peça adequadamente. O cilindro de teste é utilizado para detectar se a peça está ou não invertida. Caso a peça esteja invertida (parte com rebaixo para cima), deve soar um alarme, e aguardar que o operador desvire a peça para prosseguir. - O operador, depois de desvirar a peça, deverá pressionar o botão de START para que o sistema continue. - É importante que seja exibido um relatório com a quantidade de peças processadas. - O ciclo deverá iniciar ao se pressionar o botão de start, com a peça na posição 1. - Após o ciclo concluído, as peças devem ser disponibilizadas na posição 2. Problema F04 : - O objetivo é realizar dois furos não passantes na peças, um em cada face. - Uma peça é colocada na posição 1. Após pressionado o botão de START, a mesa irá girar e proceder com a furação da peça na torre de furação. Considere que a altura do sensor de final de curso da furadeira está adequado para a profundidade do furo a ser produzido. Em seguida, a peça deve ser testada na coluna de testes, e se houver erro, deve ser emitido um alerta sonoro, solicitando que o operador substitua a broca ou verifique o sistema, refazendo o processo após pressionar START. - Após este primeiro ciclo, a peça deve retornar para a posição inicial, aguardando que o operador vire a peça, para que o outro lado da mesma seja processado seguindo as mesmas regras. - Você pode fazer uma verificação da peça no segundo ciclo, para verificar se o operador REALMENTE virou a peça. - Contabilize, no LCD, a quantidade de peças processadas.
Baixar