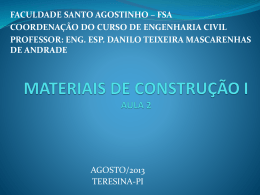
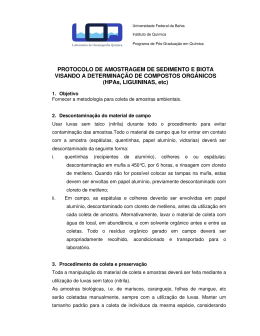
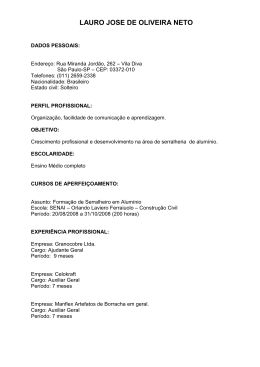
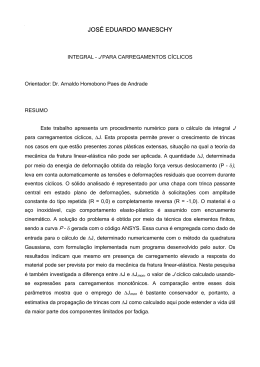
INFLUÊNCIA DA PORCENTAGEM DE ALUMÍNIO NOS PARÂMETROS DE REDE DA FASE SIGMA Nb2Al Ferrandini, P1., Caram, R1., Cardoso, L. P2., Ferreira, I1. 1 – DEMA/FEM/UNICAMP - C.P. 6122, CEP 13.083-970 Campinas SP. 2 - INSTITUTO DE FÍSICA”GLEB WATAGHIN”/UNICAMP [email protected] [email protected] // [email protected] // [email protected] RESUMO Sabe-se que hoje existe grande necessidade de se pesquisar novos materiais estruturais para altas temperaturas e o Nb2Al, a conhecida fase sigma, apresenta potencial. O Nb2Al existe numa faixa de composições entre 31% e 34% de Al (porcentagem atômica) e é de se esperar que ao se variar sua composição alguma alteração ocorra. Para esse trabalho foram geradas algumas amostras com teores de alumínio variando entre 31% e 38%, e foram determinados seus parâmetros de rede por meio de difração de raios X assim como microdureza Vickers e tenacidade à fratura. Todas as amostras apresentaram alumina segregada. Quanto aos parâmetros de rede, a altura da célula cristalina (c) manteve-se constante, enquanto que sua base (a) diminuiu com o aumento da porcentagem de alumínio. Os valores médios encontrados foram a = 9,955Å e c = 5,167Å. Microdureza e tenacidade à fratura não mostraram nenhuma sensibilidade à mudança da relação c/a. Palavras chave: intermetálicos, fase sigma, Nb2Al, parâmetros de rede, propriedades mecânicas. ABSTRACT Nb2Al, the sigma phase, is a candidate structural material for high temperature applications. The composition range of Nb2Al goes from 31% Al to 34% Al (at%) and it is expectable to cause some structure variation when altering the aluminium content. A few Nb2Al samples were generated with varying aluminium content and the lattice parameters were determined by means of x-ray diffraction. Vickers microhardness and fracture toughness was also determined. Micrography revealed intergranular alumina for all samples and the c lattice parameter does not show any variation while the a lattice parameter gets smaller when the aluminium content is increased. The average found values are a = 9,955Å and c = 5,167Å. Microhardness and fracture toughness are not influenced by lattice parameter variation. Key words: intermetallics, sigma phase, Nb2Al, lattice parameters, mechanical properties. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38201 1 – Introdução Sabe-se que atividades vitais como transporte e geração de energia dependem muito intimamente das máquinas térmicas, e que essas máquinas térmicas têm seu rendimento ligado à temperatura de trabalho. A temperatura de trabalho, por sua vez, é dependente dos materiais empregados na construção desses equipamentos e isso gera a necessidade de se desenvolverem materiais estruturais com capacidade de trabalho a temperaturas cada vez mais elevadas. Mesmo sendo conhecidos desde a metade do século XIX, e serem sempre considerados como materiais promissores, devido a seus elevados pontos de fusão, boa resistência mecânica a altas temperaturas e baixas densidades, as fases e compostos intermetálicos ainda enfrentam problemas para serem utilizados como materiais estruturais para altas temperaturas, devido à sua grande fragilidade à temperatura ambiente. O sistema Nb-Al apresenta um composto linear, o NbAl3, e duas fases, o Nb2Al e o Nb3Al. A fase Nb3Al, de estrutura A15, tem sido intensamente estudada como material supercondutor. O composto NbAl3, de estrutura DO22 e alto ponto de fusão (1605°C) é candidato a material estrutural para altas temperaturas, assim como a fase sigma, Nb2Al, de estrutura D8b e ponto de fusão 1870°C, que a despeito de seu potencial como material estrutural para altas temperaturas, tem sido mais estudada devido ao seu efeito negativo quando precipitada em alguns aços. A fase σ existe em vários sistemas metálicos, tem estrutura tetragonal complexa, de 30 átomos por célula, bastante semelhante à estrutura hexagonal compacta e geralmente é encontrada em sistemas que envolvem metais de transição. Se analisada como uma estrutura hexagonal, alguns átomos estão deslocados do plano basal para posições intermediárias entre as camadas, proporcionando maior empacotamento. Em geral apresenta largas faixas de homogeneidade, e os diversos sistemas que apresentam essa fase não têm as mesmas faixas de temperatura e composição de homogeneidade. As largas faixas de homogeneidade sugerem que alguns átomos são distribuídos estatisticamente e que o fator de tamanho atômico é importante. Os átomos são arranjados em camadas e existem 5 tipos não equivalentes de posições cristalográficas na célula unitária. Essas cinco posições cristalográficas da célula permitem números de coordenação 12, 14 e 15. Para várias composições de fase sigma, o átomo de maior diâmetro ocupa as posições de maior número de coordenação (15), enquanto que o menor ocupa as posições de menor número de CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38202 coordenação (12), e os dois podem ocupar as posições de coordenação intermediária (14). Existem exceções como as fases CrRe, CrRu e CrOs, em que o átomo de Cromo, menor, ocupa as posições de maior coordenação. O Alumínio, tanto no Nb2Al quanto no Ta2Al ocupa as posições de menor coordenação, a despeito do fato de que Nb, Ta e Al têm raio atômico 1,43Å [WERNICK, 1967]. Sabe-se que, provavelmente, tanto o fator de tamanho atômico quanto o fator eletrônico contribuem para a formação e a estabilidade das fases σ, mas a estabilidade da fase se deve principalmente ao fator de tamanho atômico [BROWN and FORSYTH, 1961]. As fases σ foram estudadas como compostos eletrônicos, chegando-se à conclusão de que a quantidade de elétrons por célula é 210, o que resulta em 7 elétrons por átomo, enquanto que a partir das composições mais conhecidas obtém-se o valor de 6,93 elétrons por átomo. Uma célula de Nb2Al, de 30 átomos, tem 20 átomos de nióbio e 10 átomos de alumínio. A valência mais comum do nióbio é 5, e a valência mais comum do alumínio é 3 [CALLISTER, 1994]. Assim sendo, tem-se 130 elétrons, resultando em 4,33 elétrons por átomo, o que mostra que a fase Nb2Al difere, nesse item, das demais fases σ. 1.1 - Tenacidade à fratura Quando se pensa em materiais estruturais, deve-se pensar também em tenacidade à fratura. Supondo-se que um componente possui uma falha ou defeito, pode-se dizer que nas imediações dessa falha existe um fator de intensificação de tensão, que é a soma dos efeitos da tensão aplicada ao componente e da geometria do defeito existente. Sabe-se que esse defeito, provocando aumento do valor da tensão efetiva a que o material está sujeito e criando um estado triplo de tensão em suas imediações, impede deformação e, numa situação extrema, pode levar o material à fratura frágil, o que pode significar ruptura catastrófica do componente. Esse valor extremo do fator de intensificação de tensão é chamado de tenacidade à fratura do material [CALLISTER, 1994]. HERTZBERG [1996] diz que um componente pode ser solicitado sob vários níveis de tensão, mas existe um determinado nível de tensão que provoca deformação plástica, e outro, também determinado, que provoca a ruptura do material. Esses dois níveis de tensão são denominados limite de escoamento e limite de resistência do material. Da mesma forma, se um componente solicitado por um certo nível de tensão possui um defeito, esse CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38203 componente está sujeito a um fator de intensificação de tensão. Dependendo da geometria do defeito existente e do nível de tensão aplicado, será gerado no componente um determinado nível de intensificação de tensão que ocasionará a propagação instável do defeito, que, em resumo, é a fratura frágil. A esse nível crítico de intensificação de tensão, que leva à fratura, chama-se de tenacidade à fratura do material. A tenacidade à fratura de um material é a sua máxima resistência à propagação de uma trinca. 1.2 - Determinação da tenacidade à fratura pelo método da impressão de dureza Quando se faz uma impressão de dureza num material metálico deformável, ocorre deformação plástica devido a movimentação de discordâncias. Num material frágil, uma impressão de dureza se forma por mecanismos em escala microscópica (deformação plástica e compactação da estrutura), sob influência de estados de tensão multiaxiais, formando uma zona de deformação plástica abaixo do penetrador. Os mecanismos responsáveis pela formação da zona plástica não são completamente entendidos, mas sabe-se que em alguns casos ocorre movimento intenso de discordâncias (MgO, Al2O3, SiC), escorregamentos causando trincas intergranulares (ZnS) e bandas localizadas de deslizamento (vidro, KCl, LiF) [DIETZ, 1990]. A deformação plástica é acompanhada de deformação elástica na zona que circunda a impressão. A deformação elastoplástica cria tensões paralelas à superfície da amostra, e paralelas à direção de penetração do penetrador, que são responsáveis pela formação e pelo crescimento da trinca. O estado de tensão criado pelo penetrador é composto por dois componentes: um reversível e um irreversível ou residual. O componente reversível está ligado ao processo de penetração do penetrador e age fora da zona deformada plasticamente. Esse componente pode criar tanto tensões compressivas como tensões trativas. Muito mais importante para a configuração final da trinca, entretanto, é o componente irreversível, ligado à zona de deformação plástica abaixo do penetrador e às forças residuais presentes após retirada a tensão. Ao se fazer uma impressão de dureza em um material frágil pode-se gerar basicamente dois tipos de trincas: trincas diagonais e trincas laterais. As trincas laterais não podem ser utilizadas na determinação da tenacidade à fratura, portanto não serão discutidas. As trincas diagonais são aquelas que saem dos cantos da impressão, como que se a diagonal da impressão estivesse se estendendo, e se desenvolvem em CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38204 direção perpendicular à superfície do material. As trincas diagonais podem ser trincas de Palmqvist, quando duas trincas são geradas, nos dois cantos de uma diagonal da impressão, e essas trincas não se juntam, formando dois meios círculos, ou podem ser trincas radiais, quando na verdade a trinca vista é uma só, que atravessa toda a impressão, formando um único meio círculo. A impressão utilizada para gerar as trincas pode ser Vickers ou Knoop. 2 – Procedimentos experimentais Foram geradas 6 amostras com composições, em porcentagem de átomos, iguais a 31%Al, 32%Al, 33%Al, 34%Al, 36%Al, 38%Al. Essas amostras foram chamadas 31, 32, 33, 34, 36 e 38, respectivamente. Para obtenção das amostras foi utilizado um forno a arco de eletrodo não consumível e cadinho de cobre refrigerado a água. Partiu-se de materiais comercialmente puros, que foram picados em pequenos pedaços com massa variando entre 0,1g e 0,4g. Os pedaços foram limpos e decapados quimicamente antes de serem fundidos. Para se evitar oxidação o material foi colocado no forno e então foi realizado um procedimento de limpeza da câmara, que consiste em retirada do ar usando-se uma bomba de vácuo mecânica, que atinge a pressão mínima de 250 mbar (25 KPa) e conseqüente preenchimento parcial com argônio. Essa operação foi repetida três vezes, e finalmente a câmara foi preenchida com argônio, obtendo-se pressão interna igual à atmosférica. Devido à grande diferença de temperaturas de fusão entre nióbio e alumínio (Nb =2468°C e Al=660°C) é comum que alguma quantidade de alumínio seja perdida por evaporação durante o processo de fusão. Para minimizar tal perda adotou-se colocar o alumínio sempre embaixo do nióbio, pois dessa forma o calor direto do arco elétrico é recebido pelo nióbio e o alumínio recebe calor por transmissão. Para garantir homogeneidade, principalmente falta de fusão de partículas de nióbio, as amostras foram fundidas, trituradas e refundidas. Foram obtidas amostras de massa 10g. O segundo passo foi tratamento térmico; as amostras foram colocadas novamente sob atmosfera de argônio e recozidas à temperatura de 1100°C por 40 horas, para o que se usou um forno resistivo cilíndrico em que o núcleo é um tubo de quartzo de diâmetro externo 20mm e que em seu interior abrigava as amostras. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38205 Após o tratamento térmico as amostras foram cortadas em uma máquina ISOMET modelo 2000, com disco de diamante e embutidas para serem polidas, atacadas para observação de microestrutura e receberem as impressões Vickers utilizadas tanto na determinação da dureza quanto na determinação da tenacidade à fratura. A composição do reagente utilizado na revelação das microestruturas pode ser vista abaixo. HF - 1 parte HNO3 - 3 partes CH3 CHOH COOH - 6 partes As impressões de microdureza Vickers foram obtidas utilizando-se um microdurômetro BUEHLER, modelo Micromet 2100. Para determinação dos valores de dureza foram utilizadas cargas de 50g, 100g, 200g e 300g, enquanto que para determinação da tenacidade à fratura foram utilizadas cargas de 200g, 300g e 500g. Os tempos de aplicação da carga foram de 15 segundos para determinação dos valores de dureza e de 10 segundos para determinação dos valores de tenacidade à fratura. Os valores de tenacidade à fratura apresentados são médias de 4 ou 5 trincas medidas. É necessário citar a dificuldade na obtenção de trincas que possibilitassem determinar a tenacidade à fratura: como a quantidade de defeitos, como poros e trincas, encontrados nas amostras é muito grande, e esses defeitos, quando interceptados pela trinca, influenciam em sua geometria, a quantidade de impressões realizadas foi considerável; em algumas amostras chegouse a fazer aproximadamente 40 impressões para cada trinca considerada boa. Além da interferência dos poros e trincas da estrutura, muitas impressões não puderam ser usadas devido à presença de trincas laterais, quebra das bordas da impressão ou falta de formação de trinca em um dos vértices da impressão. Das amostras foram também retiradas “fatias” a serem utilizadas na análise por difração de raios X. 3 – Resultados e discussão 3.1 – Difração de raios X Ao se observar o diagrama Nb-Al [ASM, 1981] nota-se que para composições, em porcentagem atômica, entre 31%Al e 34%Al a fase encontrada é Nb2Al, que para ligas com %Al < 31 inicia-se a formação de Nb3Al, e para ligas com %Al > 34 inicia-se a formação de NbAl3. A CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38206 análise dos ensaios de difração de raios X mostra que a fase gerada é realmente Nb2Al, já que seus principais picos apareceram para todas as amostras. Os difratogramas podem ser vistos abaixo, onde estão indicados os planos correspondentes a cada pico. Todas as amostras apresentaram uma segunda fase, segregada nos contornos interdendríticos, e que pensou-se inicialmente ser NbAl3 para as amostras com maiores teores de alumínio ou Nb3Al no caso das amostras com menores teores de alumínio. A análise dos difratogramas, no entanto, não revelou nenhum pico daquelas fases, o que mostra que elas não foram geradas. Por outro lado, nota-se em todos os difratogramas, a presença de outros picos, 4000 5000 3500 (410) 31 32 4000 3000 Intensidade Intensidade 2500 (410) 2000 (411) 1500 (202) 1000 3000 2000 (411) 1000 500 (212) (330) (400) (331) (400) (312) (330) (331) (312) 0 0 -500 34 36 38 40 42 44 46 34 36 38 40 2theta (graus) 42 44 46 2theta (graus) 5000 800 33 34 4000 (331) 600 400 Intensidade Intensidade 3000 (410) (411) (330) (400) (212) 2000 (411) (331) (312) 200 (330) 1000 (312) (202) 0 0 34 36 38 40 42 44 34 46 36 38 40 42 44 46 2theta (graus) 2theta (graus) 7000 3000 (410) (212) 6000 2500 38 36 5000 Intensidade Intensidade 2000 1500 1000 (330) 4000 3000 2000 (212) (202) (410) 500 1000 (312) (222) (330) (411) (202) 0 0 34 36 38 40 42 2theta (graus) 44 46 34 36 38 40 42 44 46 2 theta (graus) CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38207 além daqueles pertencentes à fase Nb2Al, e que certamente pertencem à fase secundária. Quanto à natureza dessa fase secundária, depois de eliminada a possibilidade de serem as outras fases do sistema Nb-Al, investigou-se a possibilidade de ser um óxido. Os aluminetos de nióbio, ao reagirem com oxigênio, podem formar não só Al2O3 como também o óxido ternário NbAlO4 [MEIER, 1992; ANTON & SHAH 1992]. Como a liga parte da fusão de nióbio e alumínio podese esperar também a presença de Nb2O5, já que esse óxido é encontrado em ligas de nióbio [PERKINS, 1990; GRABKE, 1990]. Os picos não pertencentes ao Nb2Al indicaram que a fase segregada é realmente um tipo de alumina. A determinação dos parâmetros de rede da fase foi feita com base nos picos relativos aos planos atômicos identificados nos difratogramas de cada amostra, utilizando-se a expressão 1 para o cálculo dos valores de a e c. 1 h2 + k 2 l 2 = + 2 ......................................................................(1) d2 a2 c Os valores dos parâmetros de rede encontrados podem ser vistos na tabela 1. É interessante observar que os valores de c mostram estabilidade ao se variar a composição das amostras, mas quanto aos valores de a, pode-se dizer que apresentam tendência de queda com o aumento da porcentagem de alumínio. Note-se que entre as amostras 31 e 33 a tendência de queda é clara, e que entre as amostras 33 e 38 a tendência é de estabilidade. Isso é coerente com o fato de que a porcentagem máxima de alumínio na fase é 34% e portanto as amostras 34, 36 e 38 têm Nb2Al com a mesma porcentagem de alumínio, com a diferença de que as amostras 36 e 38 têm maior quantidade de fase segregada. As respectivas micrografias podem ser vistas nas figuras 1-3. Tabela 1: Valores dos parâmetros de rede a e c determinados Amostra 31 32 33 34 36 38 x a(Å) 9,980 9,973 9,946 9,950 9,935 9,948 9,955 c(Å) 5,160 5,174 5,167 5,163 5,162 5,177 5,167 Sabe-se que tanto o nióbio quanto o alumínio têm raio atômico 1,43 Å, mas por outro lado, as distâncias interatômicas na fase Nb2Al entre dois átomos de alumínio são menores que aquelas entre alumínio e nióbio, que são menores que a distância entre dois átomos de nióbio. Isso explica a diminuição do parâmetro de rede a com o aumento da porcentagem de alumínio na CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38208 liga. As distância interatômicas, segundo BROWN and FORSYTH [1961], podem ser vistas na tabela 2. Tabela 2: distâncias interatômicas na fase Nb2Al Nb-Nb Nb-Al Al-Al 3,040 Å 2,895 Å 2,712 Å Deve-se notar ainda que os parâmetros de rede da fase Nb2Al, segundo a literatura, são a = 9,943Å e c = 5,186 Å [BROWN and FORSYTH, 1961; NOURBAKHSH, S. et al., 1992], e os valores médios encontrados nesse trabalho são a = 9,955Å e c = 5,167Å, coerentes com os valores estabelecidos, portanto confiáveis. 3.2 Análise microestrutural A figuras 1-3 mostram as microestruturas das amostras 31, 34 e 38, onde se pode ver que a estrutura é dendrítica e que em todas as amostras ocorreu segregação de uma fase secundária, 100µm Figura 1 – amostra 31 100µm 100µm Figura 2 – amostra 34 Figura 3 – amostra 38 que foi identificada como sendo um tipo de alumina. Note-se que a quantidade da fase secundária aumenta com o aumento da porcentagem de alumínio. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38209 3.3 – Dureza A tabela 2 mostra os valores de dureza encontrados, onde se pode notar que a dureza não se altera com a variação da porcentagem de alumínio na liga. A amostra com estrutura bruta de fusão foi designada 33BF. Tabela 2: Valores de microdureza Vickers das amostras analisadas CARGA AMOSTRA 50gf 100gf 200gf 300gf 31 1089,0±38,2 1041,7±48,8 985,7±23,0 981,2±33,0 32 1140,5±14,7 1057,7±57,0 975,5±21,9 968,4±2,3 33 1087,3±51,2 1044,0±58,9 1005,3±25,2 964,4±6,1 33BF 1149,9±16,9 1044,2±34,5 993,7±17,0 968,5±10,1 34 1105,8±73,3 1052,4±56,8 995,6±59,2 939,8±23,2 36 1175,9±49,2 1075,8±40,9 958,1±41,5 953,5±44,8 38 1072,4±30,8 969,1±14,4 955,1±19,4 959,1±10,1 Os valores de dureza encontrados são bastante coerentes, pois ao se utilizar maiores cargas notou-se tendência à diminuição da dureza. Não se pode afirmar que houve diminuição, já que o desvios são relativamente altos, mas a tendência à queda é evidente. É esperado que se encontrem desvios consideráveis ao trabalhar com microdureza [DYMEC, 1997]. A tendência à queda é explicada pelo fato de que utilizando-se cargas maiores o dano causado à estrutura que envolve a impressão também é maior, com a geração de trincas e microtrincas, que resultam em valores de dureza menores. Outra tendência comum, que também pode ser observada, é a estabilização dos valores de dureza com a aplicação de cargas cada vez maiores. Algo aparentemente incoerente é o fato de a estrutura bruta de fusão ter apresentado dureza igual às demais, já que é de se esperar que uma estrutura bruta de fusão tenha grande quantidade de tensões residuais, sendo então mais dura e frágil. Uma explicação para tal é o fato de o material, monofásico, ter estrutura dendrítica, e não lamelar, como poderia ser o caso de um material bifásico. Numa estrutura lamelar, o tratamento poderia resultar em estrutura mais grosseira, com espessamento de lamelas, por exemplo, além de promover alívio de tensões. Nesse caso a CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38210 diferença de dureza entre a estrutura recozida e a bruta de fusão seria maior. Deve-se citar também que não houve crescimento expressivo de grão com o recozimento. 3.4 - Tenacidade à fratura O modelo escolhido para o cálculo dos valores de tenacidade à fratura é bastante conservador, obtendo-se assim os valores mais baixos. Para o cálculo foi utilizada a expressão 2, em que Hv é dureza Vickers, em GPa, E é módulo de elasticidade, também em GPa, a é o comprimento de meia diagonal da impressão e c é o comprimento de meia trinca, ambos em µm. KIC = 0,0285Hv 0,6E0,4a0,5log(8,4a/c)..........................................................(2) O valor do módulo de elasticidade utilizado foi aquele constante na literatura (100 GPa) [SCHINEIBEL, 1988]. A tabela 3 mostra os valores obtidos. Assim como no caso da dureza, a tenacidade à fratura não indicou nenhuma tendência específica que acompanhe a variação de composição da Tabela 3: Valores de tenacidade à fratura das amostras analisadas em MPa.m0,5 AMOSTRA KIC 31 32 33 33BF 34 36 38 1,55±0,08 1,51± 0,13 1,59±0,04 1,66±0,03 1,48±0,12 1,50±0,17 1,59±0,08 liga. Pode-se dizer que os valores se mantiveram constantes para todas as amostras analisadas e que, novamente, assim como no caso da dureza, a expectativa de que a estrutura bruta de fusão deveria apresentar menor tenacidade à fratura não se confirmou. Mais uma vez, assim como a dureza, a tenacidade à fratura não detectou o alívio de tensões residuais obtido com o recozimento, já que existem fatores, como o grande número de defeitos macroscópicos, influenciando essa propriedade mais intensamente. 5 – Conclusões Pode-se concluir que o parâmetro de rede a varia com a variação do teor de alumínio da fase Nb2Al, diminuindo quando a quantidade de alumínio é aumentada. Essa variação não pode ser percebida pelos valores de microdureza e tenacidade à fratura, não se podendo dizer, no CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38211 entanto, se essas propriedades não se alteram com a variação do parâmetro de rede, ou se simplesmente os ensaios realizados não têm sensibilidade para indicar a variação ocorrida. 6 – Agradecimentos Os autores agradecem ao DEMAR/FAENQUIL-Lorena SP, pelo fornecimento de nióbio e à FAPESP pelo financiamento da pesquisa. 7 – Referências bibliográficas • Anton, D. L., Shah, D. M., Materials Science and Engineering, A153, p.410, 1992. • ASM – Bulletin of Alloy Phase Diagrams. v.2, n.1, p.75-81, 1981. Metals Park, Ohio. • Brown, P. J. and Forsyth, J. B., Acta crystalografica, 14, p.362, 1961. • Callister, W. D., Materials Science and Engineering, John Wiley & Sons, New York, 1994. • Dietz, M., Tietz, H. D., Journal of Materials Science 25, p.3738, 1990. • Dymec, S., Dollar, M., Leonard, K., Mat. Science and Engineering A 239-240, p.507, 1997. • Grabke, H. J., Steinhorst, M., Brumm, M., “Proceedings of a conference held in Liege, Belgium, 24-27/09/1990. Edited by Bachelet, E. et al., Ed. KLUWER ACADEMIC PUBLISHERS. • Hertzberg, R. W., Deformation and Fracture Mechanics of Engineering Materials John Wiley & Sons, New York, p.332, 1996. • Meier, G. H. and Pettit, F. S., Materials Science and Engineering, A153, p.548, 1992. • Nourbakhsh, S., Acta Metall. Mater., Vol. 40, no 2, p.285, 1992 • Perkins, R. A. and Meier, G. H., JOM, p.17, agosto1990. • Scheneibel, H. J.; Becher, F. P.; Horton, A. J., J. Mat. Res., v.3, p.1272, 11-12/1988. • Wernick, J. H., in Intermetallic Compounds. Edited by J. H. Westbrook, John Wiley & Sons, New York, ch. 12, 1967. CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 38212
Baixar