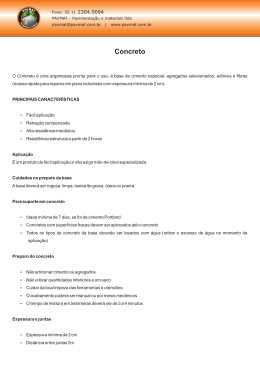
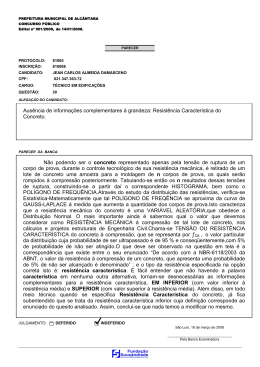
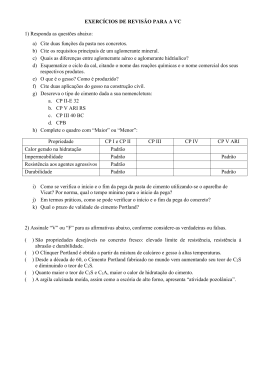
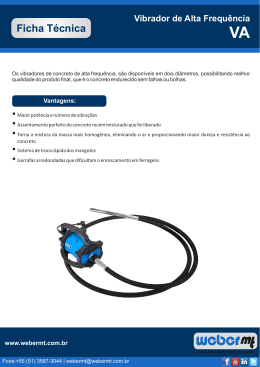
Produção de Concreto Celular utilizando resíduo industrial Douglas Luis Carissimo Robaldo (1), Carlos Alberto de Almeida Junior (1), Alencar Lill (1), Manoel Victor Peres(1), (2), Alvaro Pereira, Daiane Folle (3) Rodrigo de Almeida Silva (3) (1) Aluno da Escola de Engenharia Civil, IMED, Brasil. E-mail: [email protected] (2) Aluno da Escola de Engenharia Civil, IMED, Brasil. E-mail: [email protected] (3) Rodrigo de Almeida Silva – Professor da Escola de Engenharia - IMED. E-mail: [email protected] (3) Alvaro Pereira – Professor da Escola de Engenharia - E-mail: [email protected] (3) Daiane Folle – Coordenadora Acadêmica Faculdade IMED. e-mail: [email protected] Resumo: Atualmente, a indústria da construção civil no Brasil é um dos setores que mais tem se desenvolvido. Isso se deve ao bom momento econômico que o país esta vivendo, revertendo a estagnação ocorrida nos anos 90 com relação à habitação, infraestrutura e o nível de industrialização do país. Com relação à construção civil, vários materiais com novas propriedades, de alta tecnologia e desempenho estão sendo incorporados aos sistemas produtivos, trazendo benefícios econômicos, ambientais e tecnológicos aos processos produtivos. Um bom exemplo são os blocos de concreto leve, também conhecido como concreto celular ou aerado, que segundo a ABNT NBR 13438:94 são blocos de concreto expandido pela formação de bolhas de gases e estabilizados por pressão e temperatura em ambiente saturado de vapor de água. Os blocos de concreto leve apresentam características construtivas muito interessantes, tais como baixa massa específica e bom isolamento térmico e acústico, entretanto apresentam também modificações importantes na resistência mecânica, módulo de deformação, retração e fluência entre outras. Este trabalho tem por objetivo apresentar resultados preliminares com relação à utilização de um resíduo da indústria de pedras preciosas em substituição da areia para a produção dos blocos de concreto celular aerado com agente espumígeno (BCCA). Os resultados preliminares de densidade e resistência mecânica a compressão demonstraram coerência com a literatura. Cabe salientar a que os efeitos da absorção de água foram grandemente afetados pelo resíduo, entretanto este estudo ainda não foi efetuado satisfatoriamente. Palavras-chave: Concreto aerado; Concreto leve; Concreto espumoso. Abstract: Actuality, the construction industry in Brazil is a major sector that has developed. This is due the good times that the country is living, reversing the stagnation occurred in the 90s with respect to constructions, infrastructure and the level of industrialization of the country. With respect to construction, various materials with new properties, high technology and performance are being incorporated into production systems, with low cost economic and preservation of the environmental improvement. A good example are the blocks of lightweight concrete, also known as cellular concrete or aerated (AAC) which according to ABNT NBR 13438:94 concrete blocks are expanded by the formation of gas bubbles and stabilized in the high temperature and pressure saturated with water vapor. The lightweight concrete blocks have very interesting design characteristics, such as low density and good thermal and acoustic insulation, but also show important changes in mechanical strength, modulus of elasticity, shrinkage and creep among others. This paper aims to carry out a literature review on the main production processes and suitable applications of Aerated Concrete Blocks (ACB) in order to start the development of academic research on the said topic. Keywords: aerated concrete, lightweight concrete, foamed concrete. 2 1. INTRODUÇÃO Segundo Helene e Andrade (2009), o concreto Portland deve conter cimento, água e agregados, onde o cimento e a água formam uma pasta mais ou menos fluída, em função do percentual de água que envolve as partículas de agregados com diversas dimensões. Esta mistura, nas primeiras horas apresenta a capacidade de ser moldada em qualquer formato. Com o passar do tempo, a mistura endurece pela reação irreversível da água com o cimento, adquirindo resistência mecânica capaz de torná-lo um material estrutural de desempenho excelente, sob os mais diversos ambientes de exposição. Dentro da classe dos concretos, os concretos leves tem ganhado espaço devido a suas características físicas e químicas. Os registros mais antigos sobre o concreto leve relatam uma patente de 1889 por um habitante de Praga. Segundo Bessey (1968) o concreto com agregado leve foi utilizado pelos romanos, há 2.000 anos, para a construção do domo “Pantheon”. Supõese que, além da baixa massa específica, os romanos acreditavam na durabilidade deste material (Ferreira, 1955). Neste contexto, a presente introdução tem por finalidade abordar de forma genérica o tema de produção concreto celular, que segundo Allende et al (2005) é produto formado basicamente por bolhas de ar ou gás em matriz sólida, geralmente cimentícia, podendo ser incorporado à matriz por processos químicos ou mecânicos. Apesar de suas excelentes vantagens no uso como isolante térmico de baixo peso específico, ainda vem sendo pouco utilizado na indústria de prémoldados da construção civil, seja como bloco de alvenaria ou placas de divisórias. Segundo Motta (2001) os pesquisadores de materiais da construção civil do início do século XX tinham por missão elaborar um concreto com boa isolação térmica, estrutura sólida e facilidade de manuseio, similar a madeira, mas sem as desvantagens da combustibilidade. Até a segunda guerra mundial, a exploração comercial do concreto aerado ocorria quase que totalmente nos países escandinavos (Suécia e Dinamarca). As razões principais eram as fissuras apresentadas pelas paredes da alvenaria executadas com este material, quando o mesmo era curado à temperatura ambiente ou com temperatura abaixo de 100°C. Somente após o desenvolvimento de métodos de produção em massa, amplamente mecanizados e sofisticados, o concreto aerado curado em autoclave tornou-se um material competitivo, frente a outros materiais tradicionais (Motta, 2001). No Brasil, os BCCA vêm sendo utilizados na execução de paredes de alvenaria, a partir de tecnologia construtiva insuficiente para o adequado desempenho das paredes, ocasionando assim diversos problemas patológicos que tenderam a prejudicar o desempenho comercial deste produto no mercado nacional. O principal problema é que este material, cuja tecnologia de produção foi importada dos países de origem, está sendo vendido e aplicado sem a adaptação à cultura construtiva encontrada no Brasil (Mota, 2001). Segundo a NBR 13438:1995, o concreto celular autoclavado é definido como uma mistura expandida obtida através da utilização de produtos formadores de gases, água e aditivos, se forem o caso, sendo submetidos à pressão e temperatura através de vapor saturado. Esta mesma norma especifica as características dimensionais, bem como sua densidade e resistência a compressão. Conforme indicam as Tabelas 1 e Tabelas 2. O controle de qualidade dos blocos de BCCA abrange o acompanhamento das propriedades e características físicas de: dimensão, resistência à compressão e densidade de massa seca. 3 Tabela 1: Dimensões normais e modulações dos blocos Espessura (mm) Altura (mm) Comprimento (mm) Mínima de 75 modulando de 25 em 25 Mínima de 200, modulando de 25 em 25 Mínimo de 200, modulando de 25 em 25 Fonte: Adaptada de ABNT NBR 13438:1995 Estas medidas são coletadas com uma escala metálica com resolução de 1 mm apoiadas por duas réguas metálicas paralelas, contemplando parâmetros de espessura, altura e comprimento, sendo permitido uma variação das dimensões de +/- 3 mm. A Tabela 2 apresenta os limites de resistência à compressão em função da densidade aparente seca. Esta relação é devido a proporcionalidade inversa entre a quantidade de poros e a resistência do material. Ou seja, quanto mais porosa, menos densa e menos resistência irá apresentar. Tabela 2: Classes, resistência à compressão e densidade de massa aparente seca. Resistência à compressão seca Densidade Aparente seca Classes Valor médio mínimo Menor valor isolado ≤ 450 Kg.m-3 (MPa) (MPa) C12 1,2 1,0 ≤ 450 C15 1,5 1,2 ≤ 500 C25 2,5 2,0 ≤ 550 C45 4,5 3,6 ≤ 650 Os concretos celulares podem ser divididos em dois grandes grupos, os aerados com agente espumígeno (espuma pré-formada) e os aerados quimicamente (também chamados de gasosos), onde as diferenças encontram-se na forma dos poros e sua origem. (Melo, 2009). A Figura 1 apresenta um fluxograma distribuindo o Concreto Celular de acordo com sua obtenção. Figura 1: Classificação do concreto celular (fonte: Mello,2009) Segundo Goual et al, 2006, o concreto celular apresenta vantagens e desvantagens na aplicação. Sua estrutura de poros fechados garante excelente grau de isolamento térmico e acústico, além de boa resistência à absorção de água. Outra grande vantagem é sua resistência ao fogo, conferida por sua composição completamente inorgânica. Entretanto, todas essas propriedades são obtidas em detrimento da resistência mecânica do material, a qual diminui com o aumento da porosidade do mesmo. 4 Como exposto por Venquiaruto (2014), o aproveitamento de resíduos industriais como carga, substituição ao cimento ou dos agregados na produção de concretos tem se mostrado, ao longo dos anos, muito benéfico. O uso desses rejeitos pode melhorar as propriedades do concreto, além de possibilitar um destino sustentável a resíduos que, de outro modo seriam descartados no meio ambiente ou em aterros industriais. Neste trabalho foi estudada a possibilidade de substituição total da areia de origem natural. O processo de geração do resíduo é um sistema similar a um moinho de bolas, onde o corpo moedor e substrato a ser moído são constituídos pelos pedaços dos geodos de ágatas. O produto é conhecido como “Pedra Rolada”, como resíduo é gerado um pó com baixa granulometria com características especiais, tais como: grande área superficial, alto teor de sílica e alta capacidade de absorção de água. A capacidade atual da empresa que forneceu o resíduo gira em torno de 60 ton/mês de pedra ornamental bruta, com uma recuperação em torno de 15% de produto comercializável. 2. Materiais e Métodos Os materiais e o método utilizado foram definidos a partir de um estudo prévio no método de produção em escala industrial de uma empresa parceira na pesquisa, que produz e comercializa blocos de concreto celular na Região de Passo Fundo - RS. O processo de produção foi reduzido para adaptar a escala de bancada, com o objetivo de reduzir o número de variáveis de resposta, buscando avaliar a possibilidade da substituição total da areia natural pelo resíduo de sílica. 2.1 Materiais a) Cimento: Como aglomerante hidráulico foi utilizado o cimento Portland CPV ARI-RS, que tem alto conteúdo de Alita (Ca3SiO5) e Alumínio Tricálcico C3A, além de apresentar uma moagem mais fina, conferindo elevada resistência em um menor de tempo pega. Segundo o relatório de ensaio da fabricante (Itambé, 2013), este material possui massa específica média de 3,00 g.cm-3, superfície específica Blaine média 4.723, finura média da peneira de malha # 200(mesh) igual a 0,63% e a finura média da peneira de malha # 300(mesh) igual a 2,09%. a) Sílica: O resíduo utilizado para substituição da areia natural de granulometria média, com grãos de diâmetros compreendidos entre 0,20 mm e 0,60 mm, (ABNT NBR 6502/95) por resíduo de sílica com granulometria inferior a 0,074 mm (200 mesh). Este resíduo apresenta massa específica ao redor de 2,5g.cm-3, é composto por 98 % de SiO2, na fase cristobalita, com área superficial de 60 m2.g-1, medido pelo método do azul de etileno. Estes resultados podem ser vistos no Quadro 1 (Marisco et al, 2009). 5 d=4,04551 Quadro 1: Resumo da composição do resíduo de industrial (Fonte: Marisco et al, 2009) 1000 Amostra 1 a) Coleta da amostra b) Composição Química d=4,04671 Cristobalita d=1,43303 d=1,36837 d=1,35290 d=1,40125 d=1,61244 d=1,49564 d=1,53616 d=1,69414 d=1,93231 d=1,87303 d=2,02232 d=1,81640 d=2,11958 d=2,27912 d=2,23596 d=2,84738 Anatásio d=3,13869 d=2,97382 d=4,31051 d=3,82242 d=4,25591 Tridimita d=2,48659 d=3,34148 Quartzo 500 d=3,51654 Resultado 98,94% 0,64% 0,19% 0,08% 0,06% 0,04% 0,04% Lin (Counts) Composição SiO2 FeO2 Al2O3 CaO SO3 K2O TiO2 0 3 10 20 30 40 50 60 70 2-Theta - Scale Rodrigo - File: Amostra 1.RAW - Type: 2Th/Th locked - Start: 2.000 ° - End: 72.000 ° - Step: 0.020 ° - Step time: 1. s - Temp.: 25 °C (Room) - Time Started: 2 s - 2-Theta: 2.000 ° - Theta: 1.000 ° - Phi: 0. Operations: X Offset 0.033 | Import 01-082-1403 (C) - Cristobalite alpha, syn - SiO2 - Y: 99.92 % - d x by: 1. - WL: 1.5409 - 0 - I/Ic PDF 5. - S-Q 71.4 % 00-033-1161 (D) - Quartz, syn - SiO2 - Y: 18.47 % - d x by: 1. - WL: 1.5409 - 0 - I/Ic PDF 3.6 - S-Q 18.4 % 01-071-1168 (C) - Anatase - TiO2 - Y: 1.63 % - d x by: 1. - WL: 1.5409 - 0 - I/Ic PDF 4.9 - S-Q 1.2 % 01-071-0197 (C) - Tridymite low, syn - SiO2 - Y: 3.99 % - d x by: 1. - WL: 1.5409 - 0 - I/Ic PDF 1.6 - S-Q 8.9 % - a) Composição das fases mineralógicas b) Água: A água nos ensaios foi de abastecimento, com qualidade potável de origem subterrânea, captada por em poço artesiano, apresentando como características principais o pH com valor de 7,5 e condutividade de 2000 µs/cm2. c) Agente Espumígeno: O agente gerador de espuma utilizado, para a incorporação de ar, foi uma mistura já estabelecida nas proporções que a indústria utiliza. O agente espumígeno é composto por uma mistura de detergente, resina vegetal, um aditivo plastificante e um estabilizador de bolhas. As proporções e os produtos não foram identificados pela empresa. 2.2 Método Os ensaios de obtenção dos blocos de concreto celular foram conduzidos no Laboratório de Materiais da Faculdade Meridional. Como avaliação preliminar, definiu-se que a geração da espuma seria efetuada por agitação mecânica em alta rotação para incorporação de ar. Ficou estabelecido que a incorporação de ar fosse efetuada até que todo o líquido fosse convertido em espuma e que a relação entre o concentrado gerador de espuma e a água de diluição seria de 1:30. Outro aspecto importante foi o estabelecimento da quantidade mínima de água para formação da pasta. A relação água/cimento inicial para a formação da pasta foi estabelecida em 0,86 variando esta relação ao limite de 1,7. Esta alta relação de água/cimento (a/c) concordo com o que está descrito em Venquiaruto (2014), onde relata que o acréscimo de 10 e 20% de rejeito, mantida a relação de água original, reduz a resistência á compressão aos 28 dias. Quando a relação de água é aumentada, a resistência á compressão em 28 dias apresenta uma tendência de aumento considerável. O procedimento de obtenção dos blocos de concreto celular seguiu a seguinte metodologia. Foram fixados os valores de 72g de cimento e 72 g de rejeito, os dois sólidos foram homogeneizados manualmente. Após foi adicionada água para a produção da pasta inicial. Paralelamente a espuma foi produzida por agitação mecânica. O volume de mistura para a geração de espuma foi de 30 mL utilizando a relação de 1:30 de concentrado espumígeno/ volume de água. O processo mecânico de geração de espuma foi estabelecido de forma que todo 6 o líquido estivesse com ar incorporado apresentado bolas pequenas, apresentando uma resistência física de não escoamento quando vertida verticalmente. Dessa forma, procedeu-se a mistura da espuma e da pasta cimentícea, sob agitação vigorosa mecânica por 1 minuto, produzindo uma boa homogeneização, levando a uma perda de volume considerável da espuma. Os blocos foram moldados em formas cônicas em um total de 7 amostras. Por ser um estudo inicial, não foram projetados repetições, nem variações no procedimento de cura, que foi efetuado em condições normais de ambiente, durante 7 dias. A única condição de variação na confecção dos corpos de prova foi à quantidade de água adicionada na preparação da pasta inicial de cimento, que iniciou em 32 mL, com um aumento linear de 10 mL a cada corpo de prova, até o volume de 92 mL. Esta variação teve como objetivo estabelecer uma relação entre água adicionada para a pasta e densidade do bloco em 7 dias. Com a adição das quantidades de água a relação água/cimento mudou consideravelmente. 3. RESULTADOS E DISCUSSÃO Para a verificação da influencia da quantidade de água na variável resposta (resistência a compressão), as amostras forma rompidas em uma prensa hidráulica de acionamento elétrico, modelo PC200C marca EMIC, com capacidade máxima 200 toneladas (2MN) com unidade hidráulica de comando manual de velocidade. A resolução de leitura é de 0,1 kN (10kgf, com a precisão garantida de ±1% de carga lida, com Classe de Medição de Força: Classe 1, segundo a Norma NM ISO7500-1). Para o processo de ruptura dos blocos, os mesmos foram colocados individualmente na prensa, tendo o cuidado de ajustar a altura do cursor, através do módulo eletrônico foi ajustado o tipo de ensaio (ensaio em corpo cilíndrico), e a velocidade de ensaio (0,4MPa/s). A Tabela 3 apresenta a matriz experimental, bem como a variável resposta (variável dependente), bem como o volume água adicionado, relação água/cimento (variáveis independentes) Amostras Massa de cimento (g) Massa de resíduo (g) Água Total Adicionada (mL) Relação água/ciment o (peso) Densidade (g/cm³) Resistência á compressão (MPa) I II III IV V VI VII 72 72 72 72 72 72 72 72 72 72 72 72 72 72 62 72 82 92 102 112 122 0,86 1,00 1,14 1,28 1,42 1,56 1,69 1,16 1,11 0,94 0,66 0,88 0,75 0,65 4,17 6,06 1,2 0,8 2,5 0,93 0,76 Para uma melhor compreensão dos dados demonstrados na Tabela 3, foram plotados três gráficos avaliando como ocorre o comportamento da resistência a compressão com relação á água adicionada, relação água/cimento e densidade. 7 A Figura 2 apresenta a tendência da variação da resistência com o aumento da relação água cimento. Este tendência segue o descrito na literatura clássica, pois com o aumento do teor de água, com descrito por Tutikian e Helene (2011). A resistência á compressão é influenciado por todos os vazios, neste caso, com aumento da relação água/cimento, ocorre o aumento dos poros capilares. Cabe salientar que o concreto celular apresenta ar incorporado como gerador de vazios. Figura 2: Gráfico com o comportamento da resistência a compressão em relação a relação água / cimento. Resitência a compressão (MPa) Variação da resistência em função da relação a/c 7 6 5 4 3 2 1 0 0,00 0,50 1,00 1,50 2,00 Relação água/cimento (peso) A densidade aparente seca é uma medida que define a massa do bloco pelo seu volume após curado. Esta relação tem proporcionalidade inversa entre a quantidade de poros e a resistência do material. Ou seja, quanto mais porosa, menos densa e menos resistência irá apresentar. A Figura 3 demonstra a tendência dos resultados nas amostras ensaiadas, assim, verifica-se que quanto maior a densidade, maior a resistência a compressão. Figura 3: Gráfico com o comportamento da resistência a compressão em relação a densidade. Resitência a compressão (MPa) Variação da resistência em função a densidade 7 6 5 4 3 2 1 0 0 0,5 1 1,5 Densidade dos blocos (g.cm-3) Um aspecto interessante na incorporação de ar pela adição de espuma a pasta é que o volume de ar incorporado é diretamente afetada pela quantidade de água adicionada ao processo (Figura 4). Os resultados demosntram qua o aumento da adição água causa um aumento no volume de incorporação de ar incorporado. Acredita-se que a afinindade do rejeito pela água seja 8 responsável pela redução de volume da espuma, assim reduzindo a incorporação de ar produzida pelo agente espumígeno. Assim, com o aumento do volume pela adição de uma maior quantidade de água, ocorre uma redução da densidade aprente seca. Figura 4: Gráfico com o comportamento da resistência a compressão em relação a densidade. Volume de água adicionado mL Incremento de volume da água adicionada 250,0 200,0 150,0 100,0 50,0 0,0 0,5 0,7 0,9 1,1 1,3 1,5 Densidade g.cm-3 CONCLUSÃO A partir da observação das tendências do comportamento dos Blocos Concreto Celular Autoclavado (BCCA), e de avaliação dos efeitos dos fatores controláveis sobre as variáveis resposta, estudou-se a possibilidade de substituição total da areia de origem natural, pelo pó de ágata, resíduo gerado através do polimento de pedras preciosas. O concreto celular aerado apresenta vantagens e desvantagens na sua aplicação. Sua estrutura com poros fechados garante um excelente grau de isolamento acústico e térmico, além da boa resistência á absorção de água. Outra grande vantagem é sua resistência ao fogo, por ser uma composição completamente inorgânica. Constatou-se através dos experimentos iniciais, que quanto mais poroso o Bloco de Concreto Celular Autoclavado (BCCA) for, menor será a sua resistência. Em amostras iniciais manteve-se as mesmas quantias de massas de cimento, areia e sílica e o agente espumígeno, variando apenas o volume de água para cada amostra produzida. Os ensaios de resistência á compressão axial mostraram duas tendências, que o aumento de água/cimento implicou na redução da sua resistência, como era esperado. Com este estudo pode-se perceber o grande potencial da utilização do pó de ágata como um agente de melhoramento de empacotamento em concretos convencionais, em substituição da 9 areia. Porém novos estudos devem ser realizados, apontando que o pó não interfere em outras propriedades de concretos moldados, frente a sua durabilidade. 10 REFERÊNCIAS ALLENDE, K.A; FREITAS, I,M; DARWISH, F, A, I; Otimização da produção do concreto celular espumoso orgânico com adição de cinasita ou rejeito plástico e areia. In: XXII SIMPEP Bauru, SP, Brasil, 07 a 09 de Novembro de 2005. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 13438: Blocos de concreto celular auto-clavado. especificação. Rio de Janeiro, 1994. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 6502: Rochas e Solos. Especificação. Rio de Janeiro 1995. BESSEY, G. E. The world development and economic significance of the aerated concrete industry. In: International Congress on Lightweight Concrete, 1. 1968, London. Proceedings... London: Cement and Concrete Association, 1968. v. 1, p. 203-212. FERREIRA, O. A. R.. Concretos Leves: O Concreto Celular Espumoso Dissertação de Mestrado. São Paulo, USP, 1987,134 p. GOUAL, M.S.; BALI, A. ; BARQUIN, F. ; DHEILLY, R.M. ; QUÉNEUDEC, M. Isothermal moisture properties of Clayey Cellular Concretes elaborated from clayey waste, cement and aluminium powder. Cement And Concrete Research, v. 36, p.1768- 1776, 2006. HELENE, Paulo ; ANDRADE, Tibério W. C. O . Concreto de cimento Portland. in: Materiais de Construção Civil e Princípios de Ciência e Engenharia de Materiais. São Paulo: IBRACON, 2007, v. 2, p. 905-944. MELO. Guilherme Fábio. Concreto Celular Polimérico: Influência da adição deresíduo de poliéster insaturado termofixo. Natal: UFRN, 2009. 83 p. Tese (Doutorado) – Centro de Ciências Exatas e da Terra, Universidade Federal do Rio Grande do Norte, Natal, 2009. Marisco, V.M ; Silva, R. de A. ; Tubino, R. M. C. ; Orellana, D. . Resíduo de ágatas composto por silica microcristalina e sua possibilidade de utilização como adsorvente. In: XXIII Encontro Nacional de Tratamento de Minérios e Metalurgia Extrativa, 2009, Gramado-RS. XXIII Encontro Nacional de Tratamento de Minério e Metalurgia Extrativa. Porto Alegre-RS: UFRGS, 2009. VENQUIARUTO, S.; OSSORIO, A.; ZANINI, C.; Passuello, A. C. B. ; KIRCHHEIM, Ana Paula ; DAL MOLIN, D. C. C. ; MASUERO, A. B. . Aproveitamento de resíduos de ágata reciclada em materiais cimentícios sustentáveis .. In: Léo Afraneo Hartman, Juliano Tonezer da Silva, Maciel Donato. (Org.). Tecnologia e inovação em gemas, joias e mineração. 1ed.Porto Alegre: IGEO/UFRGS, 2014, v. 1, p. 99-106. TUTIKIAN, B. F. ; HELENE, P. . Dosagem dos concretos de cimento Portland. In: Ibracon. (Org.). Concreto: Ciência e Tecnologia - Ed. Geraldo Isaia. 1ed. São Paulo: Ibracon, 2011, v. I, p. 415-452. 11
Baixar