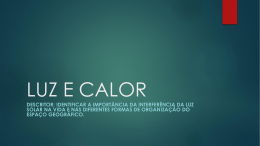
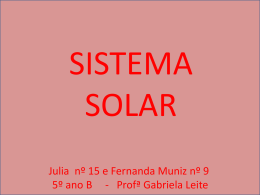
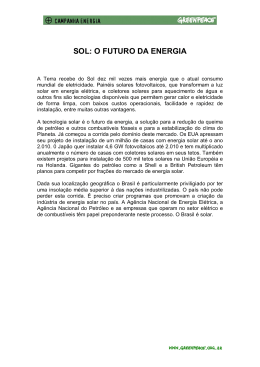
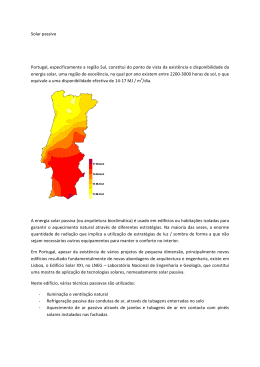
I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 IMPLEMENTAÇÃO E OTIMIZAÇÃO DE FILMES ANTI-REFLEXO PARA CÉLULAS BIFACIAIS Moussa Ly –[email protected] Adriano Moehlecke – [email protected] Izete Zanesco – [email protected] Centro Brasileiro para Desenvolvimento da Energia Solar Fotovoltaica – CB-Solar Programa de Pós-Graduação em Engenharia e Tecnologia de Materiais – PGETEMA Faculdade de Física - FAFIS Pontifícia Universidade Católica de Rio Grande de Sul - PUCRS 3204 e Células Fotovoltaicas Resumo.O objetivo deste trabalho é apresentar a implementação e otimização de um processo de deposição de filmes anti-reflexo sobre células solares bifaciais. Foi realizado um estudo teórico e experimental para otimizar os filmes de sulfeto de zinco, verificando a uniformidade da deposição sobre lâminas de silício polidas e texturadas, obtendo-se refletâncias médias de 3,3%, com dispersões menores que 0,2 % na mesma amostra e entre amostras de um mesmo lote. Células solares mono e bifaciais foram fabricadas verificando-se que aumentos de 12-13 % na corrente elétrica gerada podem ser obtidos pela deposição de filmes anti-reflexo de ZnS sobre lâminas texturadas. Palavras-chave: Energia Solar, Células Solares, Anti-reflexo 1. INTRODUÇÃO A conversão direta de energia solar em elétrica através de células solares vem se destacando como uma das alternativas para os problemas atuais e futuros da demanda de energia. Em países desenvolvidos, fortes investimentos estão sendo realizados para o desenvolvimento de dispositivos mais eficientes e/ou econômicos bem como para a aplicação destes a fim de reduzir as emissões de gás carbônico. Por exemplo, em 2005 a produção mundial foi de 1818 MW em módulos fotovoltaicos, com um crescimento de 45% em relação a 2004 (Hishman e Schmela, 2006). Prevêse que em 2010 a produção mundial de módulos fotovoltaicos será de 5 GW ( Cameron e Jones, 2006). A célula bifacial é um dispositivo capaz de converter em energia elétrica a radiação solar que incide em ambas faces e está sendo estudada desde os anos 70 (Cuevas, 2005). Ainda hoje a indústria não conseguiu empregar os avanços tecnológicos desenvolvidos para células monofaciais nas estruturas bifaciais e assim permitir uma redução no custo do kWh. Durante as duas últimas décadas, novos conceitos foram aplicados para melhorar a performance das células solares monofaciais. Nos anos 90, estas técnicas começaram a ser aplicadas na fabricação de células bifaciais. Por exemplo, Moehlecke, Zanesco e Luque, (1994) desenvolveram um processo de fabricação de células bifaciais de alta eficiência, baseado em conceitos avançados de passivação de superfícies e "gettering" (Moehlecke, 1994). O Instituto de Energia Solar de Hameln/Emmerthal e o Instituto Fraunhofer de Freiburg, ambos na Alemanha, foram os primeiros laboratórios a produzirem células bifaciais de eficiências acima de 20% (Hubner, 1997) e ( Knobloch, 1997). Atualmente, a melhor célula bifacial foi obtida nos laboratórios da Hitachi, no Japão, tendo alcançado eficiências de 21,3% / 19,8% com iluminação na face frontal e posterior, respectivamente (Ohtsuka, 2000). No entanto, o processo desenvolvido é complexo e de alto custo devido ao I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 excessivo número de passos de fotolitografia. Recentemente a Universidade de New South Wales implementou em laboratório uma tecnologia de células bifaciais com contatos enterrados, atingindo eficiências de 18,6% e 16,2% com iluminação frontal e ou posterior, respectivamente (Guo, 2004). Um passo importante para melhorar a eficiência da célula solar é a deposição de um filme antireflexo. Uma lâmina de silício sem tratamento reflete 33% da radiação solar incidente, pois seu índice de refração é muito elevado, de aproximadamente 3,8. Ao realizar um ataque químico com NaOH ou KOH, formam-se pirâmides sobre a superfície da lâmina e a refletância é reduzida para em média 12%. Se um ou dois filmes finos (da ordem de nanômetros) são depositados sobre as lâminas de tal forma a acoplar o elevado índice de refração do silício com o do ar, é possível reduzir a refletância para valores tão baixos como 2%. Materiais como óxido de tântalo, óxido de titânio, sulfeto de zinco, dióxido de estanho, fluoreto de magnésio entre outros podem ser usados para ajustar a refletância da célula solar. Do ponto de vista das características elétricas das células, a deposição de filme anti-reflexo pode produzir aumentos de 11%-17% na corrente de curto-circuito, segundo a estrutura da célula solar. Este aumento é bastante importante porque o custo global de uma instalação é fortemente dependente da eficiência das células solares. Quanto menor a eficiência das células, necessita-se maior área de células, mais silício é consumido, mais vidro, encapsulantes, cabos elétricos e estrutura de suporte. Este artigo descreve a implementação e otimização da deposição de filmes anti-reflexo em células solares bifaciais. Uma revisão da influência dos filmes AR sobre o comportamento das células solares é apresentada bem como resultados de simulações das mesmas por meio do programa PC-1D. Um estudo experimental da deposição de sulfeto de zinco foi realizado e são apresentados os resultados de refletancia e de caracteristicas elétircas de células processadas. 2. FILMES ANTI-REFLEXO INTERFERENCIAIS A redução da reflexão por filmes finos é baseada na obtenção de interferência destrutiva na interação da radiação com o filme depositado sobre um substrato de maior índice de refração. A Figura 1 esquematiza o processo de reflexão, onde n0 é índice de refração do ar, n1 é índice de refração do filme anti-reflexo, n2 é índice de refração do substrato (Si) e d1é a espessura do filme AR. Figura 1- Reflexão e transmissão da radiação e um filme fino. Considerando que R seja a fração de luz refletida na superfície do material revestido por uma camada de espessura d1, a mesma pode ser calculada por (Green, 1995): R12 + R1'2 + 2 R1R '1 cos 2θ R= (1) 1 + R12 R '12 + 2 R1R '1 cos 2θ n -n (2) R1 = 0 1 n0 + n1 n -n R'1 = 1 0 (3) n1 + n0 onde R1 é a luz refletida na primeira interface e R’1 é a luz refletida na segunda interface. Para θ = 0, quando n1d1= λ0/4, onde λ0 é o comprimento de onda no qual ocorre o mínimo de I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 reflexão, teremos a condição de refletância mínima que pode ser calculada por: R min n 2 - n n = 21 0 2 n + n n 0 2 1 2 (4) Por exemplo, sabendo-se que o pico do espectro solar AM1,5G encontra-se em 550 nm e que o índice de refração do silício é 3,8, para um filme de SiO2 (n1 = 1,46), a espessura ideal do mesmo é de 94 nm , com uma refletância mínima de 8%. Para um filme de ZnS (n1=2,33), a espessura ótima é 59 nm e a refletância mínima cai para 3 % e para o Ta2O5 (n1=2,2), d1= 62,5 nm, com Rmin = 0,1%. Cabe comentar que o filme ideal do ponto de vista de refletância, para um célula solar não encapsulada, deveria ter um índice de refração de 1,9 e absorção desprezível. No entanto, as equações anteriormente colocadas apenas indicam um valor aproximado da espessura ideal, pois não são consideradas a distribuição espectral da radiação solar e a resposta espectral da célula solar. Jellison e Wood (1996) realizaram um estudo detalhado de diversos filmes AR, utilizando como parâmetro a razão entre a corrente de curto-circuito da célula solar com filme AR pela da corrente da célula sem este filme. Assumindo a existência de um óxido de silício nativo de 2nm, um filme de ZnS deveria ter 61,3 nm e um de Ta2O5 deveria ter 71,7 nm. Embora neste trabalho os autores consideraram somente um espectro solar AM0 nas simulações de células com ZnS, Zhao e Green (1991) utilizando o espectro AM1,5G obtiveram resultados similares. Um ponto importante a considerar é a existência de uma camada de óxido de silício. A função desta é passivar a superfície altamente recombinante da lâminas de silício e sabe-se que a qualidade desta passivação aumenta com a espessura da camada. Por outro lado, uma camada muito espessa inviabiliza o uso de filmes AR de maior índice de refração que o SiO2. Jellison e Wood (1996) também analisaram o efeito desta camada sobre a performance dos filmes AR, mostrando que segundo aumenta-se a espessura do óxido de silício, a espessura ótima do filme é reduzida de valores similares. No caso do ZnS, Zhao e Green (1991) observaram que +∆dSiO = -∆dZnS, isto é, aumentando-se a espessura da camada de óxido deve-se reduzir do mesmo valor a espessura do filme de ZnS, a fim de obter a mínima reflexão. A fim de analisar o comportamento das célula solares com os filmes anti-reflexo e principalmente verificar a influência de variações na espessura do filme sobre a eficiência da célula solar, foram realizadas simulações com programa PC-1D. Foram consideradas células de estrutura n+pp+ com as seguintes características: 1) região n+, concentração de superfície CS = 1x1020 cm-3, profundidade = 0,7µm, R□ = 41Ω/□, S =10.000cm/s; 2) região p+, CS = 1x1020cm-3, profundidade = 0,6µm, R□ = 74 Ω/□, S = 100.000 cm/s, 3) substrato com tempo de vida de minoritários de 100 µs, resistividade de 9 Ω.cm, 4) fator de sombra de 6%. Foram simuladas células com espessuras ótimas de ZnS, Ta2O5, TiO2 e SnO2. Observou-se que existe um intervalo de aproximadamente 4-5 nm em que a corrente de curto-circuito é a máxima e que variações de 10% na espessura produzem reduções de 1% na corrente elétrica e de 0,1% absolutos em eficiência. Por exemplo, para o caso do ZnS, o intervalo ótimo é de 62 a 66 nm. Deste modo, variações desta ordem em processos industriais seriam admissíveis. Também simularam-se células com um filme de SiO2 sob o filme AR, com espessuras de até 25 nm, observando-se que a camada de óxido de silício desloca o mínimo da refletância para espessuras de filme menores que as previstas por λ0/4n1. Cabe comentar que programa PC-1D assume que o índice de refração é constante para todos os comprimentos de onda, o que pode introduzir as diferenças observadas entre os resultados obtidos e os anteriormente publicados no que se refere a espessura ótima de ZnS ( Jellison e Wood, 1996) e (Zhao e Green, 1991). 2 3. EVAPORAÇÃO DE FILMES ANTI-REFLEXO: TECNICAS, EQUIPAMENTOS E CALIBRAÇÃO. A deposição de filmes finos pode ser realizada pelo aquecimento do material fonte dos filmes em um ambiente de alto vácuo. O material aquecido se evapora e se deposita nos substratos e nas I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 paredes da câmara de processo. O equipamento de evaporação permite altas taxas de deposição (como 0,5 µm/min para o Al) sem causar danos à superfície do substrato devido à baixa energia das espécies incidentes, contaminação mínima do filme pelo gás residual devido ao alto vácuo e pouco aquecimento do substrato (Wolf e Tauber, 1986). A uniformidade da espessura do filme é obtida distribuindo-se os substratos em um suporte tipo sistema planetário que, durante a evaporação, gira em torno do eixo vertical da câmara de processo enquanto que os vários suportes giram em torno de um eixo secundário. Normalmente os evaporadores possuem um sistema de monitoração da espessura que atua durante o processo (cristal piezelétrico). Filmes de multicamadas podem ser obtidos pela evaporação seqüencial dos materiais que compõe o filme. Neste trabalho foi utilizado um equipamento da marca BOC Edwards, modelo Auto500, que permite duas técnicas de evaporação: aquecimento resistivo ou por feixe de elétrons. A técnica utilizada neste trabalho foi o aquecimento resistivo. Nessa técnica, coloca-se o material fonte em um cadinho metálico ou sobre um filamento. Por efeito Joule (passagem de corrente) processa-se então o aquecimento do suporte, fundindo o material fonte. A Figura 2 mostra o equipamento e detalhes da câmara de deposição. (a) (b) Figura 2- (a) Equipamento Auto500 para evaporação de filmes AR e (b) detalhe da câmara identificando os principais componentes. Um parâmetro importante para a correta deposição dos filmes é a determinação do fator de calibração devido ao diferente posicionamento do sensor e das amostras, (ver figura 2b) o denominado “tooling factor”. Este é determinado realizando a razão entre o valor da espessura indicado no medidor da Auto500 e o valor real da espessura do filme determinado por medidas de refletância. Para ajustá-lo, foram usados quartos de lâminas circulares (diâmetro de 100 mm) de silício polido e depositados filmes de “59” nm de ZnS, com um fator de correção igual a um. Foi medida a refletância especular espectral dos filmes com um espectrofotômetro Lambda 950, marca PerkinElmer. Determinando o comprimento de onda correspondente ao valor mínimo da refletância e considerando que n1d1 = λ0/4, pode-se determinar a espessura do filme depositado. 4. DEPOSIÇÃO DE FILMES DE ZnS A fim de analisar a uniformidade dos processos de evaporação de filmes AR no equipamento Auto500, realizou-se uma sequência de deposições de ZnS sobre lâminas de silício polidas e texturadas, todas sem filme de SiO2. As evaporações foram realizadas por aquecimento térmico em cadinhos de molibdênio, sob pressões da ordem de 5-8x10-6 mbar, com taxas de deposição de 0,10,2 nm/s. O valor ótimo de espessura considerado foi de 59 nm. A Figura 3 apresenta a refletância especular espectral das amostras. A Tabela 1 resume os resultados obtidos em cada lâmina, podendo-se ver que obtém-se valores médios de d = (58±1) nm. I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 Os valores de espessura foram determinados a partir do valor de λ0. A refletância média de todas as amostras, no intervalo de 400-1050 nm, foi de (12,6±0,2) % com mínimo médio de (1,5±0,3) %. Destaca-se a baixa dispersão nos valores médios de refletância e de espessura, indicando que o equipamento satisfaz a necessidade de deposição de filmes com uniformidade melhor que 3% em uma amostra e de amostra para amostra, valores típicos obtidos em equipamentos industriais. 50 1A - d = 57 nm 1C - d = 60 nm 1E - d = 56 nm Refletância (%) 40 1B - d = 58 nm 1D - d = 61 nm 1F- sem AR 30 20 10 0 350 450 550 650 750 850 950 1050 1150 Comprimento de Onda (nm) Figura 3- Refletância de uma lâmina de silício polido e recoberta com filme de ZnS. A espessura média na amostra é de (59±2) nm. Tabela 1. Parâmetros dos filmes AR de ZnS depositados sobre lâminas polidas. Amostra 1 2 3 4 Média λ0 (nm) 544±4% 546±5% 534±6% 504±6,5% 532±2% Rmin (%) 1,3±0,2 1,8±0,2 1,3±0,4 1,7±0,3 1,5±0,3 d1 (nm) 59±2 59±3 58±3 55±4 58±1 Rmédia (%) 12,5±0,2 12,1±0,2 12,8±0,3 13,1±0,5 12,6±0,2 Para analisar a uniformidade dos filmes em lâminas texturadas, foram utilizadas quatro lâminas circulares de silício de 100 mm de diâmetro. A Figura 4 apresenta a refletância de uma das amostras e a Tabela 2 resume os resultados obtidos. Refletancia (%) 40 1TA 1TD 1TB 1TE 1TC 1TF sem AR 30 20 10 0 350 450 550 650 750 850 950 1050 1150 Comprimento de onda (nm) Figura 4- Refletância de uma lâmina de silício texturada e recoberta com filme de ZnS. A espessura média do filme foi de (59±2) nm. Da Figura 4 pode-se extrair que a dispersão na refletância em uma lâmina é reduzida, com exceção do intervalo de 350-450 nm, mas neste caso, de relativa pequena importância sobre a resposta de uma célula solar de silício, pois nesta faixa de comprimentos de onda, a resposta espectral da célula é reduzida. A elevada refletância a partir de 1050 nm é devida ao fenômeno de aprisionamento da I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 radiação infravermelha e reflexão pela parte posterior da lâmina de silício. Tabela 2 Parâmetros de filmes AR de ZnS depositados sobre lâminas de silício texturadas. Rmédio foi calculado para o intervalo de 400-1050 nm Amostra 1T 2T 3T 4T Média λ0 (nm) 552±3% 580±2% 554±5% 572±5% 565±1,2% Rmin (%) 1,3±0,2 1,2±0,2 1,6±0,2 1,5±0,2 1,4±0,2 d1 (nm) 59±2 62±1 59±3 61±3 60±1 Rmédia (%) 3,1±0,1 3,0±0,1 3,7±0,2 3,2±0,1 3,3±0,2 5. PROCESSO DE FABRICAÇÃO DE CÉLULAS SOLARES MONOFACIAIS E BIFACIAIS Com o objetivo de verificar a influência dos filmes AR sobre as células solares, foi fabricado um lote de células bifaciais e bem como um lote de células monofaciais. A Figura 5 mostra um diagrama do processo utilizado para fabricação de células solares. 1. Inicial 4. Difusão de B/P 7. Metalização 2. Texturado 5. Ataque de Silicatos 8. Deposição de Filme AR 3. Spin-on: B/P 6. Oxidação Si p+ n+ Óxido Metal Filme AR Figura 5-. Processo de fabricação de células bifaciais. Além das células bifaciais, também foram fabricadas células monofaciais com a face posterior totalmente recoberta com metal, sendo que nestas células foram utilizadas dopagem com fósforo/boro e também dopagens com fósforo/alumínio, sendo que o fósforo foi difundido em forno de processamento térmico rápido e o boro/alumínio foram difundidos em fornos convencionais. O alumínio foi depositado por evaporação em vácuo com canhão de elétrons. Todas as células, bifaciais e monofaciais, passaram por um processo de oxidação final em forno convencional, em ambiente de oxigênio, para produzir uma camada de aproximadamente 24 nm de SiO2, para passivar as superfícies das lâminas de silício. Em todos os processos foram utilizadas lâminas de silício circulares, de 100 mm de diâmetro, tipo p, dopadas com boro, resistividade de 9-15 Ω.cm, Cz, <100>, com superfícies “as cut” e espessuras de aproximadamente 320 µm. 6. ANÁLISE DOS RESULTADOS O filme AR de sulfeto de zinco foi depositado em sete células monofaciais dopadas com fósforo/boro, seis células monofaciais com fósforo/alumínio e 16 células bifaciais. Foram analisados e quantificados: a) características elétricas de células sem e com filme AR; b) influência de óxido e passivador e filmes AR em células bifaciais; c) efeito da variação da espessura ótima I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 sobre a corrente gerada pelas células. Como as células apresentaram uma elevada resistência série, devida a pequena espessura dos dedos metálicos, para estimar a corrente de curto-circuito sem o efeito desta, mediu-se a corrente elétrica sob polarização reversa (aproximadamente 2 V) e dividindo o valor encontrado pela área da célula, determinou-se a densidade de corrente (Jpr). Em células com elevada resistência série, aplicando-se uma tensão reversa a célula atinge um nível estabilizado de corrente (variações menores que 1%), valor que será igual ao de curto-circuito para o caso de células com resistência paralela infinita. A. Células monofaciais e bifaciais com e sem filme AR A Figura 6 apresenta o valor médio da VOC e Jpr de células monofaciais, antes e depois da deposição do filme de ZnS. Considerando a existência de óxido de silício de 24 nm, foi depositada uma camada de 35 nm de ZnS para obter o mínimo de refletância em λ0 = 550 nm. Como se pode constatar da Figura 6, o filme AR aumenta em 12% e 16% a corrente de células fabricadas com P/B e P/Al respectivamente. O aumento de tensão é da ordem de 5 mV nos dois casos. É importante destacar que a dopagem com fósforo é a mesma em ambas tecnologias e que a difusão de alumínio é a que produz a diferença em corrente e tensão, atribuída a um melhor tempo de vida de portadores minoritários em base. Jpr (mA/cm2) VOC (mV) 38 36,7 Silício texturado Silício texturado + filme AR 560 36 548 34 33,6 550 544 32,7 32 540 537 532 30 28,9 530 28 26 520 P/B P/Al P/B P/Al Figura 6. Corrente e tensão de células solares monofaciais dopadas com P/B ou P/Al, antes e depois da deposição do filme AR. Comparando com valores de incremento de corrente publicados, observa-se que os valores encontrados são da mesma ordem dos previstos teoricamente por Tobías e Moussaoui (1999) que é de 12,5%, tanto para células de laboratório quanto para células industriais, com menor tempo de vida. Com óxido de cério, aumentos de 11,7% foram publicados e de 14% quando uma camada de MgF2 é depositada sobre a de CeO2 Lee e Lim (2001). Com Ta2O5, Moehlecke (1996) observou melhoras de 17% na corrente elétrica produzida por células p+nn+ dopadas com boro/fósforo, e com elevadas recombinações na superfície texturada. Demesmaeker (1993) comenta que incrementos de 13% são normalmente obtidos em células de alta eficiência. Foram realizadas simulações com o programa PC-1D de células solares com a refletância de uma superfície texturada e uma com a refletância de uma superfície com textura e filme de ZnS, ambas refletâncias obtidas experimental-mente. Diversas situações de recombinação em superfície e tempo de vida de minoritários foram utilizadas e a melhora em corrente produzida pelo uso de filmes AR variou de 11% a 13%, maior para o caso de células de elevada qualidade, concordando com os valores obtidos experimentalmente. Em relação as células bifaciais, a Tabela 3 apresenta as características elétricas médias das células medidas antes e depois da deposição do filmes AR. Também são apresentados o fator de simetria entre as duas faces das células bifaciais, isto é, a razão entre a corrente gerada pela face posterior altamente dopada com boro (denominada de p+) e a corrente gerada com iluminação na face frontal altamente dopada com fósforo (denominada de n+). I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 Quando as células são iluminadas pela face n+, observa-se que o filme AR incrementa em 13% a corrente elétrica. No entanto, para iluminação pela face p+, somente 9% é observado e isto deve-se a dois fatores: elevada recombinação na face p+ e um baixo tempo de vida de minoritários. Simulações com o programa PC-1D indicam que tempos de vida de somente de 10-15 µs explicam as tensões observadas. Cabe comentar que a razão entre as correntes sob iluminação n+ e p+ para células sem e com filme AR é aproximadamente a mesma, o que colabora com a hipótese que não é o filme AR que reduz o incremento percentual de corrente para iluminação pela face p+. Tabela 3 Características elétricas das células Bifaciais; medidas sob iluminação de 1000 w/m2, 25°C. Iluminação pela face n+ VOC – com Jpr - sem VOC – sem filme AR filme filme (mV) mV) (mA/cm2) 556 558 29,6 Iluminação pela face p+ 536 541 13,6 + + Simetria (Jpr-p / Jpr-n ) 0,45 Jpr – com filme (mA/cm2) 33,4 14,8 0,44 B. Influência do óxido passivador A superfície de uma lâmina de silício deve ser passivada, ou seja, algum filme deve ser depositado ou crescido sobre a mesma a fim de reduzir a taxa de recombinação de minoritários em superfície. O crescimento de uma camada de SiO2 é a forma mais eficiente de produzir esta passivação e esta foi introduzida nas células deste trabalho. Como foi comentado anteriormente, foram crescidos termicamente camadas de óxido de 24 nm de espessura e deste modo, a espessura ótima de filme AR de ZnS reduziu-se para 35 nm. A Figura 7 resume os resultados das células bifaciais com e sem óxido passivador. Jpr (mA/cm2) VOC (mV) 40 36 32 600 558 541 518 33,4 30,7 500 405 28 400 24 20 300 14,8 16 200 12 8 100 3 4 0 0 Fósforo Boro Fósforo Boro Silício texturado + ZnS (59 nm) Silício texturado + SiO2 (24 nm) + ZnS (35 nm) Figura 7. Corrente e tensão de células solares bifaciais com e sem óxido de silício passivador. A corrente das células com óxido e iluminadas pela face dopada com fósforo, n+, é 2,7 mA/cm2 maior (9%) que a correspondente a células sem óxido. Para o caso de iluminação pela face dopada com boro, o efeito é ainda mais importante, chegando a 11,8 mA/cm2 (500%). Isto comprova que há uma elevada recombinação na face p+, mas principalmente que as regiões n+ e p+ são transparentes a minoritários, pois no caso de regiões altamente recombinantes, a retirada da camada de óxido afetaria muito pouco as características elétricas dos dispositivos. As tensões de circuito aberto observadas também conduzem a esta conclusão, observando-se diferenças de mais de 100 mV entre células passivadas e não passivadas, quando há iluminação pela face p+. Um baixo tempo de vida em base associado a uma alta recombinação na superfície p+ explica o reduzido fator de simetria de 10%, observado para células sem óxido. I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 É interessante colocar que nas células sem óxido foram observadas melhoras de até 16% na corrente elétrica produzida de células que receberam o filme AR. C. Influência da espessura do filme de ZnS Além de analisar experimentalmente a dispersão na espessura dos filmes depositados, deliberadamente foram depositados filmes 5 nm acima ou abaixo do valor ótimo para superfícies recobertas com SiO2 de 24 nm, sobre ambas superfícies de células bifaciais. Para cada espessura foram utilizadas quatro células. A Figura 8 apresenta o resultados, destacando que variações de 5 nm para baixo do valor ótimo podem produzir filmes 3% piores que os ótimos e que acima deste, os mesmos 5 nm de “erro” produzem somente 1% de redução. Este comportamento deve-se ao fato que para espessuras menores de 35 nm, o mínimo da refletância se desloca para comprimentos de onda menores que 550 nm, produzindo uma maior reflexão na faixa de maior irradiância solar espectral, ou seja, de 550-650 nm. Fósforo 10 Espessura do filme AR 30 nm Boro 6 13 35 nm 9 12 40 nm 7 0 2 4 6 8 10 12 14 16 Incremento da Corrente Elétrica (%) Figura 8. Incremento na corrente produzida pelas células solares bifaciais após a deposição de filmes de ZnS com a espessura ótima de 35 nm e com ±5nm. 7. CONCLUSÕES A deposição de filmes anti-reflexo sobre células solares por evaporação em vácuo foi implantada para fabricação de células solares bifaciais. O material escolhido para teste foi o sulfeto de zinco e os resultados experimentais demonstraram que é possível obter filmes de ótima uniformidade e baixa refletância. A fabricação e caracterização de células solares mostrou que é possível melhorar em média 13% a corrente produzida pela célula ao introduzir um filme AR de sulfeto de zinco. AGRADECIMENTOS Este trabalho foi financiado pela CEEE (Companhia Estadual de Energia Eletrica), contrato CEEE/AD No 9923980 e PUCRS. I. Zanesco é bolsista de produtividade em pequisa do CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico) e M.Ly agredece a bolsa de mestrado financiada pelo projeto “ Planta Piloto de Produção de Módulos Fotovoltaicos com Tecnologia Nacional”, convênio FINEP 0997/04 - PUCRS - CEEE - ELETROSUL - PETROBRAS. REFERÊNCIAS A. Cameron; J. Jones. março-abril, 2006. Raising objectives. How global PV production could reach 5 GWp by 2010. Renewable Energy World, vol.9, n°2. I CBENS - I Congresso Brasileiro de Energia Solar ABENS - Associação Brasileira de Energia Solar Fortaleza, 8 a 11 de abril de 2007 A. Cuevas. 2005 The early history of bifacial solar cells, Proceedings of the 20th European Photovoltaic Solar Energy Conference, Barcelona, pp. 802-805. A. Moehlecke; I. Zanesco. 1994.“Practical high efficiency bifacial solar cells”, Conference Record, IEEE First World Conference on Photovoltaic Energy Conversion, Hawaii, pp.1663-1666. A. Moehlecke.1996. Conceptos Avanzados de Tecnologia para para Células Solares con Emisores p+ Dopados con Boro. Tese de doutorado, E.T.S.I. Telecomunicación, Universidad Politécnica de Madrid, 201p. A. Hubner; A. Aberle; R. Hezel.1997. 20% efficient bifacial silicon solar cells. Proceedings of the 14th European Photovoltaic Solar Energy Conf., Barcelona, pp. 92-95. G.E.Jellison; R.F. Wood.1986. Antireflection coatings for planar silicon solar cells. Solar Cells, Vol. 18, pp.93-114. H. Ohtsuka; M. Sakamoto; K.Tsutsuio; Y. Yazawa. 2000. Bifacial silicon solar cells with 21.3% front efficiency and 19.8% rear efficiency, Progress in Photovoltaics, Vol. 8, pp. 385-390. I.Tobías; A. El Moussaoui; A.Luque. 1999. Colored solar cells with minimal current mismatch, IEEE Transactions on Electron Devices, Vol. 46, nº 9, pp-1858-1865. I.Lee; D.G. Lim; S.H. Lee; J. Yi. 2001. The effects of a double layer anti-reflection coating for a buried contact solar cell application, Surface and Coatings Technology, Vol. 137, pp. 86-91. J.H. Guo; J.E. Cotter. 2004.Laser-grooved backside contact solar cells with 680-mV open-circuit voltage, IEEE Trans. on Electron Devices, Vol. 51, pp. 2186 – 2192. M. Green.1995. Silicon Solar Cells. Advanced Principles & Practice, Sydney, UNSW, 366p. P.A. Basore. 1996. "PC-1D Version 4 for Windows: from analysis to design" em Conference Record, 25th IEE Photovoltaic Specialists Conference, Washington, pp. 377-381. J. Zhao; M.A. Green. 1991. Optimized antireflection coatings for high-efficiency silicon solar cells, IEEE Transactions on Electron Devices, Vol. 38, N.8, pp. 1925-1934. S. Wolf; R.N.Tauber. 1986. Silicon Processing for VLSI Era, Vol.1, Lattice Press, Sunset Beach, 660p. S.W. Glunz; J. Knobloch; D. Biro; W. Wettling. 1997. Optimized high-efficiency silicon solar cells with Jsc=42 mA/cm2 and η=23.3%. Proceedings of the 14th European Photovoltaic Solar Energy Conf., Barcelona, pp. 392-395. T. Demesmaeker. 1993.Theoretical and Experimental Study of Advanced Concepts for High Efficiency Crystalline Silicon Solar Cells. Tese de Doutorado, Katholieke Universiteit Leuven, 185p. W.P. Hishman; M. Schmela.3, 2006. Silicon shortage – so what? Market survey on cell and module production 2005. Photon International, pp.100-125. Abstract. The aim work is to present the implementation and optimization of a deposition process of anti-reflecting coating on bifacial solar cells. A theoretical and experimental study was carried to optimize the films of ZnS, and to verify the uniformity of the deposition on polished and textured silicon wafers. Average reflection of 3.3% was obtained with dispersions of around 0.2% in the same sample and between samples of one batch. Bifacial and monofacial solar cells were fabricated and 12-13% higher currents were measured when antireflective coatings were deposit on textured cells. Key words: Solar Energy, Solar cells, Anti-reflection
Download