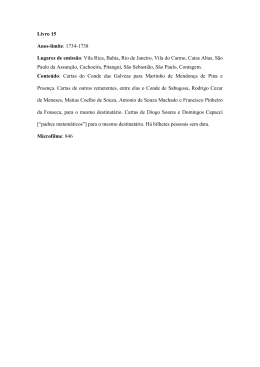
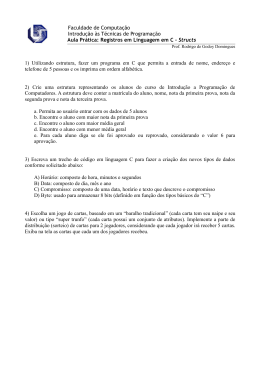
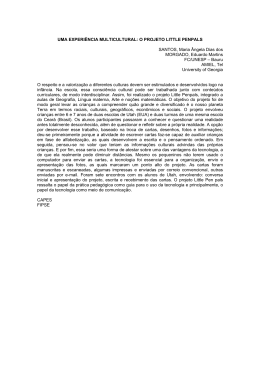
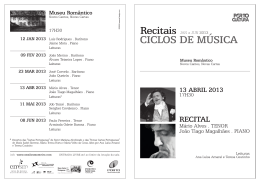
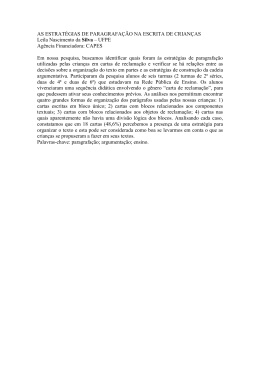
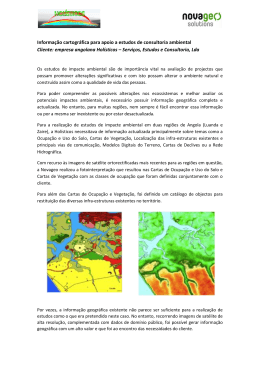
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. O ESTUDO DA VARIABILIDADE DO PROCESSO DE PRODUÇÃO DE EMULSÃO DE PARAFINA ATRAVÉS DE CARTAS DE CONTROLE PARA MEDIDAS INDIVIDUAIS E ANÁLISE DA CAPACIDADE DE PROCESSO ANA PAULA ALVES DE SIQUEIRA (FAE) [email protected] Lilian Rezende Moreira (FAE) [email protected] ISABELLA ANDRECZEVSKI CHAVES (FAE) [email protected] Os programas de melhoria da qualidade implantados pelas empresas atualmente contribuem para a redução do índice de defeito dos produtos e serviços. Esses programas têm como objetivo não apenas reduzir ou eliminar falhas, mas proporcionar aos clientes vantagens e benefícios que superem suas expectativas. Assim, melhorar a qualidade é também apresentar uma solução inovadora e vantajosa na relação custo benefício. As empresas buscam também a excelência no desenvolvimento e manutenção de seus fornecedores, pois desta forma há redução do número de não conformidades, garante-se os prazos de entrega, reduzem-se os custos e tornam-se mais competitivas. Deste modo, o presente trabalho foi desenvolvido com o intuito de aplicar as ferramentas do Controle Estatístico de Processo, utilizando as técnicas de cartas de controle para medidas individuais e capacidade do processo, os dados obtidos foram avaliados por meio do software Minitab® que demonstraram a grande variabilidade do processo. Com base nos resultados, visando à melhoria continua, evidenciou-se que será necessário repensar a forma de avaliação dos fornecedores e de suas matérias-primas, incluir novas práticas nos procedimentos, tornando os controles mais rígidos e precisos, para que atendam o padrão de qualidade exigido para a produção de emulsão de parafina. Palavras-chave: Cartas de Controle Individuais, Controle Estatístico de Processo, Emulsão de Parafina, Capacidade do Processo. XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. 1. Introdução Na atualidade, a busca pela qualidade e a diminuição da variabilidade presente nos processos produtivos passou a ser determinante para a manutenção das empresas no mercado. Deste modo, todas as empresas devem conhecer de forma profunda seu processo produtivo com o objetivo de definir quais são os limites de variações aceitáveis e procurar técnicas para que as variações sejam controladas. De modo geral, o Controle Estatístico de Processo (CEP) é uma ferramenta eficaz para o estudo, identificação e diminuição da variação do processo de manufatura. Dentre as ferramentas e técnicas existentes no Controle Estatístico de Processo (CEP), as cartas de controle se destacam por sua objetividade e fácil visualização e utilização. No presente estudo, as técnicas de cartas de controle foram aplicadas em uma indústria química na região metropolitana de Curitiba para a avaliação de variações que podem afetar a produção de emulsão de parafina, pois tal processo vem apresentando recorrentes problemas de quebra, gerando reprocessamento. Atualmente, a emulsão de parafina vem sendo utilizada em larga escala em vários segmentos da indústria, principalmente, na produção de chapa de madeira tipo MDF (Medium Desity Fibuboard) com a função de retardar a penetração de água na madeira. Pouco se conhece sobre a estabilidade das emulsões de parafina e, particularmente, quais são os efeitos na estabilidade do produto quando as matérias-primas/ processos sofrem variações. A emulsão de parafina, segundo a literatura, pode apresentar quebra por vários fatores. Neste trabalho, serão analisados três fatores que estão ligados à matéria-prima e temperatura. Para a coleta de dados foi necessário o desenvolvimento de técnicas de análises físico-químicas da matéria-prima envolvida no processo. A partir das amostras coletadas, foi utilizado o software Minitab® para a construção das cartas de controle individuais e da definição da capacidade de processo da produção de emulsão de parafina. 2. Metodologia Primeiramente, construiu-se o Diagrama de Ishikawa, conforme mostrado na Figura 1, para o processo de produção de parafina a fim de identificar as causas. Foram objetos de estudo neste trabalho três itens: a análise da dureza da água, a composição do ácido octadecanóico e a temperatura de estocagem. 2 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. A análise de dureza da água no tensoativo, expressa em miligrama de Carbonato de Cálcio por litro (mg/L de CaCO3), foi realizada através do método compleximétrico de acordo com a norma (NBR 5761 Dez 1984). Através da cromatografia gasosa com detecção FID (Detector de Ionização de Chama), foi definida a composição de ácidos graxos (expresso em porcentagem de ácido palmítico e esteárico) no ácido octadecanóico. Figura 1 - Diagrama de Ishikawa Fonte: As autoras (2014) Foi determinada a influência da temperatura durante o processo de estocagem da emulsão de parafina. Estas medições de temperaturas foram realizadas enquanto o produto permanecia em estoque até a saída para o cliente final. Com os resultados obtidos foram construídas cartas de controle para medidas individuais e determinada a capacidade de processo através do software Minitab®. 3. Cartas de Controle 3 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Cartas de controle são amplamente utilizadas para a verificação e controle das variáveis do processo, geralmente, são aplicadas nas variáveis de saída do processo, porém podem ser aplicadas nas variáveis de entrada. Para Montgomery (2004), cartas de controle apresentam bons resultados na melhoria da produtividade, prevenção de defeitos, ajustes desnecessários no processo, fornecem informações importantes de diagnóstico e fornecem informações sobre a capacidade do processo. Ainda as cartas de controle podem ser utilizadas para três objetivos: 1. Redução da variabilidade do processo; 2. Monitoramento e vigilância do processo; 3. Estimação de parâmetros do produto e do processo. Dentro de um processo produtivo as cartas de controle podem ser utilizadas para controle de atributos (defeituosos ou não conformes), variáveis e para medidas individuais. 3.1 Cartas de controle para medidas individuais Segundo Montgomery (2004), as cartas de controle para medidas individuais são utilizadas quando não é possível ter uma amostra com n > 1. Para a construção da carta de controle para medidas individuais é utilizado o método da amplitude móvel de duas observações consecutivas para estimar a variabilidade do processo, e é determinada como: MRi = |xi – (xi-1)| (1) Os limites superiores e inferiores e a linha central de controle são determinados da seguinte forma: Linha Central (LC): (2) Limite Inferior de Controle (LIC) (3) Limite Superior de Controle (LSC) 4 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. (4) Para a determinação da carta de controle das medidas individuais, os parâmetros são: Linha Central (LC): (5) Limite Inferior de Controle (LIC): (6) Limite Superior de Controle (LSC) (7) Os valores das constantes D3, D4 e d2 são função do tamanho da amostra (no caso n = 2) e valem 0; 3,267 e 1,128, respectivamente. 4. Análise da Capacidade de Processos através das Cartas de Controle A partir das informações contidas nas cartas de controle, é possível analisar a capacidade do processo. A análise da capacidade do processo é a atividade de quantificar a variabilidade do processo em relação às exigências ou especificações do produto. A análise da capacidade do processo é muito importante para um programa de melhoria da qualidade e a utilização dos dados obtidos é útil para selecionar fornecedores concorrentes e reduzir a variabilidade do processo de fabricação. Razão da capacidade do processo (PCR) ou coeficiente potencial de processo (Cp) mede a capacidade potencial de um processo, que é definida pela razão entre a medida da dispersão que a especificação de projeto tolera e a medida de dispersão real do processo dada por 6. (8) 5 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Como o desvio padrão populacional σ, normalmente, é desconhecido, o mesmo pode ser estimado e sendo assim tem-se: (9) A capacidade de processo também pode ser determinada de acordo com a técnica da razão da capacidade de processo para um processo descentrado (Cpk), a técnica permite uma maior precisão quando o processo não está operando no ponto médio entre as especificações. (10) Onde: e A grandeza da relação entre dentro ou fora das especificações. Se é uma medida direta do quão o processo está , então o processo está centrado; se , o processo está descentralizado em relação aos limites de especificações e se , todo o processo está fora dos limites de especificações. Deste modo, pode-se dizer que o mede a capacidade potencial e , mede a capacidade efetiva. Outra técnica conhecida para o cálculo da capacidade do processo é a capacidade efetiva modificada ( ) está técnica representa o quanto o processo está longe do ponto médio entre as especificações: (11) Onde: A capacidade de processo também estima o valor da quantidade de peças defeituosas a cada um milhão de peças produzidas. 5. Resultados e discussões 6 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Esta pesquisa utilizou uma técnica estatística que permite a avaliação da variabilidade do processo que influencia na qualidade da emulsão de parafina. Uma vez identificadas as causas, atuou-se sobre essas utilizando o controle estatístico de processo (CEP) através das cartas de controle para medidas individuais. O controle estatístico de processo (CEP) possibilitou o monitoramento do percentual de ácido esteárico e palmítico (no ácido octadecanóico) e o controle da temperatura durante o processo produtivo da emulsão de parafina assegurando que as mesmas iriam se manter dentro de limites pré-estabelecidos e indicando quando deveriam ser tomadas ações de correção e melhoria. Foi importante também avaliar possíveis variações nas matérias-primas que poderiam ocasionar falhas no produto final. O estudo considerou a amostra de quatro tanques, em que cada tanque corresponde a dez bateladas, as amostras foram retiradas de cada batelada, totalizando 40 observações, porém, como a técnica de ensaios para padrões físico-químicos ainda estavam em desenvolvimento ocorreu a perda de cinco amostras. Nas Tabelas 1, 2, 3 e 4 são apresentados os valores das concentrações de ácido esteárico e palmítico, contidos no ácido octadecanóico, obtidas na análise cromatográfica referentes aos fornecedores A e B e os valores das temperaturas obtidas durante a produção e no tanque de estocagem. Tabela 1 – Parâmetros gerais da produção referente ao dia 1, emulsão parafina do fornecedor A % Ácido Dureza Água Esteárico TQ Estocagem (mg/L CaCO3) 50% a 60% 1º -2º -3º 44,33 4º 48,19 5º 47,66 33,75 6º 47,86 7º 48,88 8º 47,01 9º 48,95 10º -TQ Estocagem 33,75 47,55 .Batelada / % Ácido Temperatura Tamanho Palmítico Estocagem Partícula Solubilidade 22% a 22 a 26 °C (µm) 30% --------38,48 20 -Solúvel 40,19 20 -Solúvel 40,62 21 0,955 Solúvel 40,6 21 -Solúvel 41,01 21 -Solúvel 41,21 20,6 -Solúvel 39,73 21,3 -Solúvel ---Solúvel 40,26 15°C 1,107 Quebrada Fonte: As autoras (2014) 7 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Tabela 2 - Parâmetros gerais da produção referente ao dia 2, emulsão parafina do fornecedor A % Ácido Batelada / TQ Dureza Água Esteárico Estocagem (mg/L CaCO3) 50% a 60% 1º 48,33 2º 48,79 3º 43,77 4º 48,23 5º 48,11 33,75 6º 48,72 7º 48,29 8º 48,77 9º 48,34 10º 48,34 TQ Estocagem 33,75 47,97 % Ácido Temperatura Tamanho Palmítico Estocagem Partícula Solubilidade 22% a 22 a 26 °C (µm) 30% 40,90 20 -Solúvel 40,47 19,1 -Solúvel 35,81 20,3 -Solúvel 40,26 19,4 -Solúvel 40,30 19,3 -Solúvel 40,56 20,4 -Solúvel 40,26 20 -Solúvel 40,56 20,8 -Solúvel 40,13 20,3 0,995 Solúvel 29,02 21 -Solúvel 38,83 15°C 1,038 Quebrado Fonte: As autoras (2014) Para as produções dos dias 3 e 4 representadas nas Tabelas. 3 e 4, os valores das concentrações de ácido esteárico e ácido palmítico no ácido octadecanóico referente ao fornecedor B apresentaram valores próximos ao especificado pela documentação técnica da matéria-prima, mas ainda fora do especificado. O aumento de partícula durante a estocagem do produto e uma variação na solubilidade do produto, nos dois dias de produção, também foram evidenciadas. A mínima de temperatura no dia 3 durante a estocagem da emulsão de parafina foi de 10°C e a temperatura no momento da liberação do produto foi de 19°C. A mínima de temperatura durante a estocagem do dia 4 foi de 13ºC e no momento da liberação do produto era de 22°C. A dureza da água apresentou o valor de 34,75 mg/L de CaCO3 na produção do dia 3 e 33,75 mg/L. 8 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Tabela 3- Parâmetros gerais da produção referente ao dia 3, emulsão parafina do fornecedor B % Ácido Batelada / TQ Dureza Água Esteárico Estocagem (mg/L CaCO3) 50% a 60% 1º 52,08 2º 49,77 3º 49,3 4º 49,15 5º 50,79 34,75 6º 49,12 7º 48,66 8º 50,36 9º 50,37 10º -TQ Estocagem 34,75 49,96 % Ácido Temperatura Tamanho Palmítico Estocagem Partícula Solubilidade 22% a 22 a 26 °C (µm) 30% 39,96 25,9 -Solúvel 39,45 25,7 -Solúvel 40,58 21,6 -Solúvel 40,48 23,3 -Solúvel 38,93 23,8 0,948 Solúvel 40,81 23 -Solúvel 40,31 21,8 -Solúvel 40,26 22,1 -Solúvel 39,57 23,2 -Solúvel ---Solúvel 40,04 19°C 1,15 Quebrado Fonte: As autoras (2014) Tabela 4 - Parâmetros gerais da produção referente ao dia 4, emulsão parafina do fornecedor B. % Ácido Batelada / TQ Dureza Água Esteárico Estocagem (mg/L CaCO3) 50% a 60% 1º 52,41 2º 51,27 3º 48,59 4º 51,11 33,75 5º 48,02 6º 48,25 7º 49,54 8º 51,34 9º 50,84 TQ Estocagem 33,75 50,05 % Ácido Temperatura Tamanho Palmítico Estocagem Partícula Solubilidade 22% a 22 a 26 °C (µm) 30% 36,36 21,7 -Solúvel 37,39 24,3 -Solúvel 38,79 25,1 -Solúvel 39,66 24,3 -Solúvel 38,94 24,4 0,988 Solúvel 38,84 24,9 -Solúvel 37,76 24,8 -Solúvel 37,38 24,3 -Solúvel 38,55 24,4 -Solúvel 38,35 22°C 1,008 Quebrado Fonte: As autoras (2014) Após a coleta dos dados iniciais mostrados através das Tabelas 1, 2, 3 e 4, utilizou-se o software MINITAB para as verificações necessárias. Foram utilizadas para a análise dos dados as cartas de controle para medidas individuais. Tendo como base para a avaliação, os limites de composição do ácido octadecanóico em 50 a 65 % de ácido esteárico (C18) e 22 a 30 % de ácido palmítico (C16) conforme especificação técnica do produto de controle de 9 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. qualidade da matéria-prima e para temperatura 22 a 26°C conforme recomendado em formulação. As cartas de controle obtidas estão representadas nas Figuras 1, 2, 3, 4, 5, 6 e 7. Figura 2 – Carta de Controle Produção dia 1- % de Ácido Palmítico Fonte: Software Minitab® (2014) Figura 3 Carta de Controle Produção dia 2 - % de Ácido Palmítico 10 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Software Minitab® (2014) Figura 4 – Carta de Controle Produção dia 2- % de Ácido Esteárico Fonte: Software Minitab® (2014) 11 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Figura 5 Carta de Controle Produção dia 3 - % de Ácido Esteárico Fonte: Software Minitab® (2014) Figura 6 – Carta de Controle Produção dia 1 - Temperatura 12 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Software Minitab® (2014) Figura 7 Carta de Controle dia 3 - Temperatura Fonte: Software Minitab® (2014) A partir da análise das Figuras 2, 3, 4, 5, 6 e 7, pôde-se afirmar que o processo referente à concentração do ácido octadecanóico apresenta padrões de variabilidade, o ácido esteárico apresenta-se deslocado em direção ao limite inferior de especificação como a maioria dos pontos plotados abaixo dos limites inferiores de especificações. O ácido palmítico apresenta todos os pontos plotados acima do limite superior de especificação. A temperatura apresenta uma tendência a ter pontos plotados abaixo do limite inferior de especificação, porém na produção dos dias 3 e 4 apresentou pontos dentro dos limites de especificações, deste modo, há evidências de que o processo não possui padronização de procedimentos e evidencia uma situação fora de controle. Após a análise dos dados pelas cartas de controle, efetuaram-se os cálculos da capacidade de processo (Figuras 8, 9 e 10) para a avaliação se o processo era capaz de atender as especificações estabelecidas. Desse modo, quanto mais elevado for o valor calculado para índice, mais o processo é capaz de satisfazer as exigências de especificações. Também devese levar em consideração se o processo produtivo e as especificações possuem médias iguais 13 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. (processo centrado), pois processos produtivos com médias muito diferentes das media de especificações aumentam o número de defeitos. Figura 8 - Capacidade de Processo Ácido Esteárico Fonte: Software Minitab® (2014) Figura 9 - Capacidade de Processo Ácido Palmítico 14 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. Fonte: Software Minitab® (2014) Figura 10 - Capacidade de Processo Temperatura Fonte: Software Minitab® (2014) O processo representado nas Figuras 8, 9 e 10, não está centrado, desta forma, há a necessidade de calcular o índice de capacidade de processo para processo descentrado. Como 15 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. todos os valores apresentados possui Cpk <1 então todo o processo é incapaz e a quantidade de produtos dentro das especificações é quase zero. 6. Conclusão Pôde-se observar com este estudo a necessidade do desenvolvimento integrado de elementos referentes ao produto quanto ao processo, assim, sendo vital as aplicações de metodologias preventivas que visem à garantia da qualidade perante o mercado. Evidenciouse também que uma das competências que podem auxiliar esses controles é o Controle Estatístico de Processo (CEP). Com base nas técnicas de Controle Estatístico de Processo (CEP), mais especificamente a utilização das técnicas de cartas de controle para valores individuais, foi possível analisar três itens do processo de produção de parafina. A dureza da água, por ter se mostrado constante, não possui relação com a quebra da emulsão de parafina. Estas cartas foram muito eficientes na detecção de problema no processo em estudo. A análise realizada através das cartas de controle apontou divergência na concentração do ácido octadecanóico. Os dados da presente pesquisa mostram também que os fornecedores A e B, não atendem aos parâmetros de qualidade para fornecimento da matéria-prima em estudo referente ao ácido octadecanóico. O controle das temperaturas durante o processo produtivo também se mostrou ineficiente, faltando padronização e orientação aos operadores que estão diretamente ligados ao processo produtivo. Logo, será necessário repensar a forma de avaliação dos fornecedores e de suas matérias-primas, tornando os controles mais rígidos e precisos, para que atendam ao padrão de qualidade exigido para a produção de emulsão de parafina. Com o estudo percebeu-se que deve haver certa padronização entre os operadores com relação aos controles de temperatura, uma vez que esta variável apresenta efeito principal na resposta produtividade. Algumas sugestões de melhoria foram encaminhadas aos fornecedores, à área de Pesquisa e Desenvolvimento e Produção a fim de aperfeiçoar os processos e para a inclusão de novas práticas nos procedimentos. 16 XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015. REFERÊNCIAS ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5761: Determinação da dureza em água (Método complexométrico). Rio de Janeiro, 1984. 3p. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12621: Águas Determinação da dureza total - Método titulométrico do EDTA - Na- Método de ensaio.Rio de Janeiro,1995. 4p. DALTIN, D. Tensoativos: Química, Propriedades E Aplicações. São Paulo: Editora Edgard Blücher Ltda. 2011. MONTGOMERY, Douglas C. Introdução ao Controle Estático da Qualidade. Editora LTC, 2004. RAMOS, A. W. CEP Para Processos Contínuos e em Bateladas. São Paulo: Editora Edgard Blücher. 2000. ROSEN, M. J. Surfactants and Interfacial Phenomena. Second Edition, Canada: John Wiley & Sons, 1989. SAMOHYL, R. W. Controle Estatístico da Qualidade. Editora Campus, 2009. SLACK, N.; CHAMBERS, S.; JOHNTON, R. Administração da Produção. 2ª Edição. São Paulo, SP: Editora Atlas S.A., 2009 17
Download