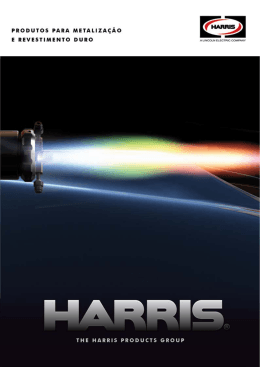
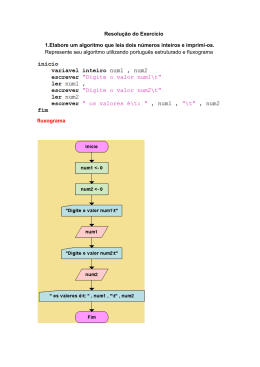
6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 6 BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 – Caxias do Sul – RS - Brasil th th April 11 to 15 , 2011 – Caxias do Sul – RS – Brazil APLICANDO ALGORITMOS DE APRENDIZADO DE MÁQUINAS NA CARACTERIZAÇÃO DA QUALIDADE DA SOLDAGEM Aloísio Carlos de Pina, [email protected] Luiz Ricardo Sousa Barros, [email protected] Larissa Ribeiro de Souza, [email protected] Armando Carlos de Pina Filho, [email protected] 1 Universidade Federal do Rio de Janeiro, COPPE, Programa de Engenharia Civil, CEP 21945-970, Rio de Janeiro, RJ, Brasil 2 Universidade Federal do Rio de Janeiro, Escola Politécnica, Departamento de Engenharia Metalúrgica e de Materiais, CEP 21945-970, Rio de Janeiro, RJ, Brasil 3 Universidade Federal do Rio de Janeiro, Escola Politécnica, Programa de Engenharia Urbana, CEP 21949-909, Rio de Janeiro, RJ, Brasil Resumo: Um fator de grande importância na fabricação de estruturas é a qualidade da soldagem. Um dos requerimentos mais importantes de juntas soldadas é que elas sejam resistentes à fraturas. O ensaio de choque Charpy é um teste empírico que mede a quantidade de energia absorvida por uma amostra de material, quando submetida à ação de um esforço de choque de valor conhecido, podendo ser usado para estimar a tenacidade de uma solda metálica. A soldagem também é muito importante na prevenção, minimização e recuperação de equipamentos industriais que foram expostos ao desgaste. A soldagem de revestimento (hardfacing) é uma técnica que consiste em depositar uma camada de um material com propriedades especiais de resistência ao desgaste sobre um substrato, com o objetivo de conferir à superfície características específicas que não são intrínsecas ao metal de base. Este trabalho tem como objetivo mostrar a aplicação de algoritmos de Aprendizado de Máquinas na estimação da tenacidade Charpy de soldas metálicas e na estimação da resistência ao desgaste de soldas de revestimento. Os conjuntos de dados utilizados nos experimentos foram obtidos a partir do site do Materials Algorithms Project da Universidade de Cambridge e do National Physical Laboratory do Reino Unido. Os dados foram pré-processados a fim de identificar e eliminar as variáveis irrelevantes para o processo de aprendizado. Os algoritmos de aprendizado a serem aplicados foram selecionados e então foi realizada uma extensa avaliação experimental. Para determinar qual dos algoritmos utilizados é mais adequado a cada problema, os resultados dos experimentos foram comparados por meio de testes estatísticos para avaliar sua precisão e significância. Palavras-chave: ensaio de choque Charpy, ligas de revestimento, Aprendizado de Máquinas 1. INTRODUÇÃO A soldagem é um processo de grande importância na fabricação de estruturas, visando a união localizada de materiais, similares ou não, de forma permanente, baseada na ação de forças em escala atômica, semelhantes às existentes no interior do material Um dos requerimentos mais importantes de juntas soldadas é que elas sejam resistentes a fraturas. A tenacidade de uma solda metálica depende de muitas variáveis devido à complexidade do processo de soldagem (Bhadeshia et al., 1995). O ensaio de choque Charpy é um teste que mede a quantidade de energia absorvida por uma amostra de material, quando submetida à ação de um esforço de choque de valor conhecido. Portanto o ensaio de choque determina a tenacidade do material. Apesar de ser um teste empírico e não poder ser usado diretamente em projetos de engenharia, o ensaio Charpy é útil como teste de controle de qualidade e para fazer o ranking de amostras em experimentos de pesquisa e desenvolvimento. Uma outra importante aplicação da soldagem é a proteção de peças e equipamentos através de revestimento. Os materiais, ao longo de sua vida útil, são expostos a várias situações que geram desgastes. Esses desgastes podem ser por abrasão, por corrosão, por fricção ou por impacto. Tendo em vista que os desgastes geram depreciação do capital, graças ao custo de manutenção dos materiais, há a necessidade de se combatê-lo. Para essa finalidade, foram desenvolvidos materiais (ligas) de revestimento, que previnem, minimizam e recuperam peças que tenham sofrido desgaste. © Associação Brasileira de Engenharia e Ciências Mecânicas 2011 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Com Aprendizado de Máquinas é possível estimar valores de variáveis de um problema, baseado em variáveis com valores conhecidos ou de fácil aquisição. O objetivo deste trabalho é mostrar a aplicação de técnicas modernas de Aprendizado de Máquinas na estimação da tenacidade Charpy de soldas metálicas e na estimação da resistência ao desgaste de ligas de revestimento em função da composição e outros atributos. Este artigo está organizado como segue. Na próxima seção são apresentados o ensaio de choque Charpy e o processo de soldagem de revestimento. A Seção 3 contém um resumo das características dos sistemas de Aprendizado de Máquinas. A Seção 4 descreve em detalhes a avaliação experimental comparativa realizada. Por fim, na Seção 6 são apresentadas as conclusões. 2. PROBLEMAS ANALISADOS Nesta seção é apresentada a teoria básica referente aos dois problemas de caracterização da qualidade da soldagem estudados: a estimação da tenacidade Charpy de soldas metálicas e a estimação da resistência ao desgaste de ligas de revestimento. 2.1. Ensaio de Choque Charpy O ensaio Charpy consiste em desferir um golpe com um peso em oscilação no corpo de prova do material a ser testado (Chiaverini, 1986a). A máquina correspondente é o martelo pendular (Fig. (1)), dotada de uma escala que indica a posição do pêndulo e calibrada de modo a indicar a energia potencial. O pêndulo é levado a uma certa posição, onde adquire uma energia inicial. Ao cair, ele encontra no seu percurso o corpo de prova, que se rompe. A sua trajetória continua até certa altura, que corresponde à posição final, onde o pêndulo apresenta uma energia final. O mostrador da máquina registra a diferença entre a altura inicial e a altura final após o rompimento do corpo de prova e a diferença entre as energias inicial e final corresponde à energia absorvida pelo material. A massa do martelo, a aceleração da gravidade e a altura inicial são conhecidas. A única variável desconhecida é a altura final, que é obtida pelo ensaio. Figura 1. Martelo pendular (TWI, 2008). No ensaio Charpy o corpo de prova é bi-apoiado como uma viga simples, com um entalhe central. O corpo de prova é posicionado de forma que o entalhe fique na face oposta à face de impacto. O posicionamento do entalhe é tal que o impacto ocorre na região de maior tensão - a seção transversal média do corpo de prova. Os corpos de prova podem ser de diferentes tipos, determinados por suas dimensões e formas dos entalhes. A norma americana E23 especifica três tipos, a saber, A, B e C. Todos possuem as mesmas dimensões: a seção transversal é quadrada com 10mm de lado e o comprimento é de 55 mm. O entalhe é executado no ponto médio do comprimento e pode ter 3 diferentes formas: em V, em forma de fechadura e em U invertido, que correspondem aos grupos A, B e C, respectivamente (ver Fig. (2)). Para ferros fundidos e metais fundidos sob pressão o corpo de prova não necessita de entalhe. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Figura 2. Tipos de corpo de prova Charpy (CIMM, 2008). Variações do corpo de prova do ensaio Charpy são adotadas por algumas normas internacionais. Assim são o corpo de prova Mesnager (Fig. (3)), semelhante ao corpo Charpy tipo C com profundidade de entalhe reduzida, e o corpo de prova Schnadt (Fig. (4)), com cinco diferentes geometrias de entalhe. No corpo Schnad um pino de aço é posicionado dentro do entalhe para a execução do teste. O pino previne o aparecimento de tensões de compressão no impacto. Em todas as situações de corpos de prova especiais, existe a dificuldade em se estabelecer equivalência de resultados. Figura 3. Corpo de prova Mesnager (CIMM, 2008). Figura 4. Corpo de prova Schnadt (CIMM, 2008). 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS 2.2. Soldagem de Revestimento A soldagem de revestimento (hardfacing) (Kotecki e Ogborn, 1995) é a técnica na qual uma camada de um material com propriedades especiais de resistência ao desgaste é depositada sobre um substrato, com o objetivo de conferir à superfície características específicas que não são intrínsecas ao metal de base. O revestimento de componentes é de grande importância em aplicações que vão desde equipamentos de mineração, utilizados para quebrar e moer rochas que operam em ambientes muito abrasivos, até equipamento de indústrias químicas e petroquímicas, onde condições bem mais severas e adversas são encontradas. O desgaste gera depreciação do capital, devido ao custo da manutenção de aparelhos e suas devidas reposições. Nesse contexto, a soldagem de revestimento faz-se necessária para prevenir, minimizar e recuperar equipamentos industriais que foram expostos ao desgaste. Sendo assim, o uso de materiais e processos específicos para cada tipo de desgaste é primordial (Chiaverini, 1986b). O desgaste é um fenômeno essencialmente superficial, envolvendo a remoção mecânica indesejável de material de superfície. Existem várias formas de desgaste. O desgaste por abrasão, por exemplo, ocorre quando partículas não metálicas escorregam sobre partes metálicas, acompanhadas de forte pressão, ocasionando, por deslocamento ou por amassamento, a retirada do metal. Diferentemente do desgaste por erosão, pois este é provocado por partículas com dimensões não superiores a 25mm, sem pressão. Essas partículas podem agir por movimentação própria, quando em um plano inclinado, ou conduzidas por um meio gasoso ou líquido. Como exemplo, a peça mostrada na Fig. (5) foi exposta a abrasão, mostrando claramente sinais de desgaste. Contra o desgaste por abrasão, existem algumas importantes ligas. Dentre elas, figuram as ligas a base de carboneto de tungstênio, de carboneto de cromo e nióbio, de carboneto de ferro (média e alta dureza), de níquel-boro-silício e de níquel-boro-silício e tungstênio. Figura 5. Peça exposta ao desgaste por abrasão (Durum do Brasil, 2005). Outros desgastes fazem-se presentes no cotidiano. Pode-se citar, por exemplo, o desgaste por cavitação, que está associado à formação e implosão de bolhas gasosas em correntes de fluidos, na interface líquido-metal, devido à variação súbita de pressão ao longo do percurso; e o desgaste por adesão (ou fricção), provocado entre duas superfícies metálicas em contato direto, que deslizam, rolam ou se esfregam entre si. A Fig. (6) mostra o derretimento ou desgaste da superfície, fadiga do material e possível descoloração devido ao calor. Há indicação de contato irregular entre a face posterior do bronze e o seu suporte. Resíduos e evidência de fricção são visíveis. Tem-se contra o desgaste por fricção, as ligas a base de carboneto de tungstênio, de carboneto de nióbio e cromo, de carbonetos mistos (cromo, nitrogênio, ferro e aço rápido), de carbonetos de ferro, níquel, boro, silício ou tungstênio e, finalmente, ligas a base de bronze, que são ligas de baixo coeficiente de fricção. Figura 6. Material exposto ao desgaste por fricção (F.C.V. Costa, Lda., 2008). 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS O desgaste por impacto é provocado por choques ou cargas aplicadas verticalmente sobre superfícies metálicas. Essas cargas podem ser resultantes de martelamento, pancadas, apiloamentos ou outros quaisquer meios de concentração de esforços, que podem provocar o desgaste de um metal por trituração, pulverização, quebra, fragmentação, lascamento ou escamação. Vê-se, na Fig. (7), a diferença entre um pistão exposto ao desgaste por impacto e um novo. As ligas à base de manganês – austeníticas –, de carboneto de ferro (dureza média), de níquel, boro, silício (dúctil) e ligas austeno (ferríticas) são ligas que combatem o desgaste por impacto. Figura 7. Pistão exposto ao desgaste por impacto (Forte da Mineração, 2008). Por último, o desgaste por corrosão é um agente gradual e contínuo, provocado por um meio circunvizinho e ocasionado por reação química direta (ou eletroquímica) ou indireta, pelo meio ambiente. Na Fig. (8), um motor trabalhou com óleo de grau inadequado ou contaminado o qual se acidificou. Isso levou primeiro à degradação da capa protetora do bronze, seguindo-se a corrosão do próprio material. Contra corrosão, pode-se usar o aço inoxidável martensítico – contendo somente cromo como elemento de liga; é magnético e endurecível por tratamento térmico; o carbono é mais alto do que nos outros tipos. Outro exemplo é o aço inoxidável ferrítico – contém o cromo como elemento determinante; é magnético e não aceita têmpera; o carbono é baixo. O aço inoxidável austenítico, mesmo contendo Cr e Ni ou Cr, Ni, Mo, é também resistente à corrosão – não é magnético, não é temperável e endurece a frio. Contra o desgaste por corrosão, tem-se também as ligas nobres. Dentre elas, estão incluídas as ligas de titânio e tântalo, que são usadas esporadicamente, principalmente em indústrias químicas que manuseiam HCl, por serem os melhores materiais a resistirem a este corrosivo. Figura 8. Material corroído pelo desgaste (F.C.V. Costa, Lda., 2008). As ligas a base de níquel, além da alta resistência à temperatura, são resistentes à corrosão por ácidos e alcalinos em meio altamente corrosivo. Já as ligas a base de cobalto têm elevada resistência aos desgastes combinados: abrasão, corrosão e calor. 3. SISTEMAS DE APRENDIZADO DE MÁQUINAS Um programa de Aprendizado de Máquinas é um programa capaz de aprender com a experiência (Mitchell, 1997). Até hoje não se conhece uma forma de fazer um computador aprender tão bem quanto uma pessoa, entretanto foram desenvolvidos algoritmos que são eficientes em certas tarefas de aprendizado. Aprendizado de Máquinas é um subcampo da inteligência artificial (Russell e Norvig, 2003), dedicado ao desenvolvimento de algoritmos e técnicas que permitam ao computador aprender e aperfeiçoar seu desempenho em determinada tarefa. Existe uma infinidade de aplicações do Aprendizado de Máquinas, como previsão do tempo, planejamento energético, diagnósticos médicos, bioinformática, reconhecimento da fala, reconhecimento da escrita, controle de robôs (Pina e Pina Filho, 2006), entre outros. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS 3.1. Conjuntos de Dados em Aprendizado de Máquinas Para que o programa possa aprender com a experiência, é necessário um conjunto de dados que sirva como exemplo para tal. Um exemplo é uma combinação de valores das variáveis do problema. Portanto, para construir um conjunto de dados, deve-se definir as variáveis do problema, coletar experimentalmente seus valores e construir exemplos com esses valores coletados. Deve-se definir as seguintes variáveis: Variável objetivo: representa a informação que se deseja aprender.. Variáveis auxiliares: cujos valores podem ser determinados e podem ajudar a prever o valor da variável objetivo. Por exemplo, a variável objetivo pode ser a previsão do tempo e as variáveis auxiliares são as atuais condições climáticas. Em aprendizado proposicional, as vaiáveis são chamadas atributos e podem ser contínuas ou discretas. Se uma variável objetivo é contínua, seu valor é chamado de valor objetivo e o aprendizado é chamado de regressão. Se ela é discreta, seu valor é chamado de classe e o aprendizado é chamado de classificação. Por exemplos, no caso do valor de um imóvel, seu preço é o valor objetivo e os atributos são: tamanho do imóvel, número de quartos, criminalidade, poluição, densidade populacional, distância ao centro, acessibilidade às autoestradas, proximidade às escolas. No caso do problema de detecção de doença cardíaca, as classes são: sim (o paciente tem uma doença cardíaca) e não (o paciente não tem uma doença cardíaca), e os atributos são: idade, sexo, dor no peito, pressão arterial, colesterol, batimentos/segundo e ECG. Atributos irrelevantes podem significar desperdício computacional ou, ainda pior, dificultar o aprendizado. Para impedir que isso aconteça, deve-se detectar e retirar os atributos irrelevantes antes do aprendizado. Alguns atributos são claramente irrelevantes e podem ser detectados e removidos manualmente, tais como os que possuem um valor para cada exemplo (o CPF de uma pessoa, por exemplo). Os ruídos podem ser causados por diversos motivos, como medições erradas, fenômenos atípicos, erros de digitação, entre outros. Normalmente é difícil identificar e eliminar ruídos de um conjunto de dados, entretanto, alguns algoritmos de aprendizado são robustos em relação a ruídos (Pina, 2006). 3.2. Usando um Algoritmo de Aprendizado Um algoritmo de aprendizado recebe como entrada um conjunto de exemplos, que é usado no aprendizado, e então se torna capaz de responder o valor objetivo para qualquer combinação de valores de atributos. Entretanto, a resposta fornecida nem sempre é correta, dependendo muito do conjunto de dados e do algoritmo. Por esse motivo é necessário testar os algoritmos para cada problema específico. Para isso, parte dos exemplos é separada para avaliar o desempenho do algoritmo. Assim, um determinado conjunto de dados é divido em conjunto de treinamento, que é utilizado para treinar o algoritmo, e conjunto de teste. Cada exemplo do conjunto de teste é usado como caso-teste que é fornecido ao algoritmo, isto é, somente a combinação de valores dos atributos é usada como entrada, a fim de obter a resposta do algoritmo. Então, as respostas para os casos-teste são comparadas com os valores objetivos reais e a performance do algoritmo é avaliada usando-se alguma função de erro. 4. AVALIAÇÃO EXPERIMENTAL O método de teste utilizado nesta pesquisa foi o teste t emparelhado corrigido (Nadeau e Bengio, 2003) e validação cruzada com 10 partições (Dietterich, 1997). Usar só um par de conjuntos de treinamento e de teste não fornece uma estimativa da performance estatisticamente significativa. Se o conjunto de dados é grande, pode ser dividido em vários pares de conjuntos de treinamento e de teste independentes, e a performance do algoritmo é medida fazendo-se a média das performances para cada um desses pares. Mas se o conjunto de dados não é muito grande, como é o caso dos conjuntos de dados usados nesta pesquisa, normalmente usa-se o método chamado validação cruzada. Usando validação cruzada, para construir cada par de conjuntos de treinamento e de teste, o conjunto de dados é dividido aleatoriamente em k conjuntos disjuntos de igual tamanho, T1, ..., Tk, chamados de partições. Então são conduzidas k rodadas. Em cada rodada, o conjunto de teste é Ti e o conjunto de treinamento é a união de todos os outros Tj, j ≠ i. A performance então é dada pela média das performances das k rodadas. 4.1. Conjuntos de Dados Os conjuntos de dados foram obtidos a partir do site do Materials Algorithms Project da Universidade de Cambridge e do National Physical Laboratory do Reino Unido (Bhadeshia, 2007; Lord, 2007). Para o problema da estimação da tenacidade Charpy, o conjunto de dados é constituído por 188 exemplos, cada um deles composto pelo valor objetivo (tenacidade Charpy do material, medida em Joules) e pelos valores de 16 atributos, dentre os quais destacam-se: 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS O processo de soldagem (soldagem por arco submerso ou soldagem por arco com eletrodo revestido): a soldagem por arco submerso (SAW) é um processo de arco coberto com pó fluxante de arame totalmente mecanizado capaz de altas taxas de deposição, velocidade de avanço e qualidade da solda. As aplicações incluem filete descendente contínuo e soldas de topo de chapas mais grossas, tubos e vasos, e também revestimento de aço inoxidável em peças de aço carbono, particularmente onde implicam em longas costuras ou extensos percursos. A soldagem por arco com eletrodo revestido (SMAW ou MMAW) é de operação manual e é o mais antigo dos processos a arco. Os eletrodos MMAW são de uso comum devido a sua flexibilidade, adaptando-se a uma ampla faixa de materiais a serem soldados. A composição química: carbono, silício, manganês, fósforo, enxofre, alumínio, nitrogênio e oxigênio. A temperatura: a energia absorvida por um corpo de prova varia sensivelmente com a temperatura do ensaio. As curvas do gráfico mostrado na Fig. (9) indicam, de forma aproximada, variações da energia de impacto Charpy para aços-carbono de diferentes teores de carbono, todos eles aquecidos (para formação da austenita) a 870ºC por 4 horas e resfriados lentamente, de forma que a estrutura é basicamente ferrita e perlita. A tensão máxima fornecida: depende da massa do martelo, da aceleração da gravidade, da altura inicial do pêndulo e da área de contato com o corpo de prova. Figura 9. Variações da energia de impacto Charpy para aços-carbono de diferentes teores de C (MSPC, 2008). O conjunto de dados usado na estimação da resistência ao desgaste de ligas de revestimento é constituído por 158 exemplos, cada um deles composto pelo valor objetivo (desgaste de liga de revestimento, dado pela perda média de massa, em gramas) e pelos valores de 14 atributos, associados às seguintes variáveis: Método de soldagem usado: soldagem por arco submerso, soldagem por arco com arame tubular, soldagem por arco com eletrodo revestido. Número de camadas depositadas. Dureza Rockwell Composição química: carbono, manganês, silício, cromo, molibdênio, vanádio, nióbio, tungstênio, níquel e alumínio. Microestrutura: ferrita/bainita, martensita, austenita-carboneto quase eutética, carbonetos primários com austenita-carboneto eutética, carbonetos primários com austenita-carboneto eutética, manganês austenítico, martensita e austenita misturadas. 4.2. Paradigmas de Aprendizado Foram usados algoritmos de diversos paradigmas de aprendizado, obtidos a partir do sistema WEKA (Witten e Frank, 2005). Aprendizado de Funções: são aprendidos os coeficientes de funções que, dados os valores dos atributos, retornam um valor objetivo. Os algoritmos usados que pertencem a esse paradigma de aprendizado foram: Least Median Squared Linear Regression, Linear Regression (Kazmier, 1982), Multilayer Perceptron (Haykin, 1998), RBF Network, SMOreg (Smola e Scholkopf, 1998). Aprendizado Baseado em Instâncias: a predição do valor objetivo para uma combinação de valores de atributos é feita de acordo com os exemplos mais próximos à tal combinação, segundo alguma medida de distância. Os algoritmos IBk (Aha e Kibler, 1991), K* (Cleary e Trigg, 1995) e LWL (Atkeson et al., 1996) realizam o aprendizado baseado em instâncias e foram incluídos nos experimentos. Aprendizado de Árvores: cada nó na árvore especifica o teste de algum atributo e cada ramo originado em tal nó corresponde a um dos possíveis valores para esse atributo. Descendo pelos nós da árvore, da raiz até uma folha, é feita a 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS predição do valor objetivo para uma combinação de valores de atributos. Os algoritmos de aprendizado de árvores usados foram: Decision Stump (Iba e Langley, 1992), M5’ (Wang e Witten, 1997), REP Tree (Quinlan, 1993). Aprendizado de Regras: é determinado um conjunto de regras que formam um relacionamento entre os atributos e a variável objetivo. Conjunctive Rule, Decision Table (Kohavi, 1995), M5 Rules (Hall et al., 1999) e ZeroR foram os algoritmos de aprendizado de regras usados na avaliação experimental. 4.3. Resultados Experimentais Os resultados experimentais (erro de teste e tempo de treinamento) de cada um dos algoritmos aplicados na estimação da tenacidade Charpy de soldas metálicas estão listados na Tab. (1). Os testes mostraram que o algoritmo mais apropriado para o problema é o M5 Rules, baseado em regras, que obteve performance significativamente melhor que os demais, exceto a rede neural Multilayer Perceptron, que obteve performance estatisticamente igual. No entanto, o algoritmo M5 Rules foi significativamente mais rápido, realizando o treinamento em menos de um quinto do tempo usado pela rede neural. No caso da estimação da resistência ao desgaste de ligas de revestimento, os resultados experimentais (erro de teste e tempo de treinamento) de cada um dos algoritmos testados são apresentados na Tab. (2). Tabela 1. Resultados experimentais na estimação da tenacidade Charpy de soldas metálicas. Algoritmo Least Median Squared Linear Regression Multilayer Perceptron RBF Network SMOreg IBk K* LWL Decision Stump M5’ REP Tree Conjunctive Rule Decision Table M5 Rules ZeroR Erro RMS 33,93 (±6,54) 30,17 (±4,92) 26,14 (±5,93) 58,66 (±6,79) 30,93 (±5,19) 27,70 (±5,87) 34,96 (±8,09) 37,77 (±5,87) 48,59 (±6,72) 26,30 (±5,27) 32,74 (±6,46) 49,76 (±7,04) 36,14 (±7,35) 25,75 (± ±5,26) 61,08 (±6,38) Tempo de Treinamento (s) 3,49 (±0,11) 0,00 (±0,01) 2,26 (±0,09) 0,02 (±0,01) 0,18 (±0,08) 0,00 (±0,00) 0,00 (±0,00) 0,00 (±0,02) 0,00 (±0,00) 0,39 (±0,05) 0,01 (±0,02) 0,01 (±0,01) 0,07 (±0,02) 0,43 (±0,07) 0,00 (±0,00) Tabela 2. Resultados experimentais na estimação da resistência ao desgaste de ligas de revestimento. Algoritmo Least Median Squared Linear Regression Multilayer Perceptron RBF Network SMOreg IBk K* LWL Decision Stump M5’ REP Tree Conjunctive Rule Decision Table M5 Rules ZeroR Erro RMS 0,25 (±0,04) 0,24 (±0,04) 0,26 (±0,06) 0,48 (±0,08) 0,25 (±0,04) 0,23 (± ±0,04) 0,23 (± ±0,05) 0,33 (±0,05) 0,46 (±0,06) 0,24 (±0,04) 0,27 (±0,06) 0,48 (±0,07) 0,28 (±0,06) 0,24 (±0,05) 0,71 (±0,10) Tempo de Treinamento (s) 3,35 (±0,09) 0,01 (±0,01) 4,25 (±0,31) 0,02 (±0,02) 0,15 (±0,09) 0,00 (±0,00) 0,00 (±0,00) 0,00 (±0,00) 0,00 (±0,00) 0,28 (±0,05) 0,01 (±0,01) 0,01 (±0,01) 0,05 (±0,02) 0,31 (±0,08) 0,00 (±0,00) 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Os testes mostraram que o algoritmo baseado em instâncias K* obteve performance significativamente melhor que os demais, exceto o algoritmo IBk, também baseado em instâncias, que obteve performance estatisticamente igual. Entretanto, o algoritmo IBk não obteve performance melhor que todos os outros, sendo estatisticamente igual ao algoritmo M5’. Portanto, o algoritmo K* é o mais apropriado para o problema. No que diz respeito a tempo de treinamento, K* e IBk empataram com o algoritmo LWL, que também é baseado em instâncias (o treinamento de tais algoritmos resume-se a armazenar todos os exemplos), e empataram com o algoritmo ZeroR, que prediz o valor objetivo como a média dos valores no conjunto de treinamento, fornecendo um resultado extremamente ineficiente (de fato, o algoritmo ZeroR obteve a pior acurácia preditiva dentre todos os algoritmos testados). Vale notar que o algoritmo de treinamento mais lento foi a rede neural Multilayer Perceptron. 5. CONCLUSÕES Este trabalho apresentou a aplicação de técnicas de Aprendizado de Máquinas em dois problemas de caracterização da qualidade de soldagem: a estimação da tenacidade Charpy de soldas metálicas em função de sua composição química e das condições do ensaio de choque, e a estimação da resistência ao desgaste de ligas de revestimento em função de sua composição e dureza. Para isso, foram obtidos conjuntos de dados, os quais foram pré-processados para identificar e eliminar as variáveis irrelevantes para o processo de aprendizado, e a seguir foi realizada uma extensa avaliação experimental a partir da aplicação de algoritmos de diversos paradigmas de aprendizado. Embora a análise seja empírica, após o treinamento apropriado, são reproduzidos confiavelmente os resultados de experiências metalúrgicas. A avaliação experimental comparativa mostrou que o algoritmo mais apropriado para o problema da estimação da tenacidade Charpy de soldas metálicas foi o M5 Rules, baseado em regras, que obteve performance significativamente melhor que os demais, exceto a rede neural Multilayer Perceptron, que obteve performance estatisticamente igual. Outro algoritmo com bons resultados foi o M5’. Verificou-se para o problema de estimação da resistência ao desgaste de ligas de revestimento que o algoritmo de aprendizado baseado em instâncias K* obteve o melhor resultado dentre os 15 algoritmos testados, significativamente melhor até que as redes neurais, amplamente utilizadas em problemas de engenharia. Para a realização de ensaios é necessário utilizar máquinas especiais, que requerem calibração, além de corpos de prova especialmente preparados para os testes, etc. Todo o processo demanda tempo e custo razoável, logo a utilização de Aprendizado de Máquinas nesses problemas pode representar uma interessante alternativa aos processos tradicionais de ensaio. Como trabalho futuro, serão conduzidos testes com comitês de algoritmos de aprendizado (Dietterich, 1998), conjuntos de algoritmos cujas decisões individuais são combinadas de alguma forma (tipicamente por voto ponderado ou não ponderado), obtendo freqüentemente resultados muito mais precisos que os algoritmos que os compõem. 6. AGRADECIMENTOS Gostaríamos de agradecer à Bárbara Matos Fieto e Jorge Luiz Martins Guerra Filho por sua ajuda nos estágios iniciais desta pesquisa. Este trabalho foi parcialmente financiado pela CAPES e pela Faperj. 7. REFERÊNCIAS Aha, D. e Kibler, D., 1991, “Instance-Based Learning Algorithms”, Machine Learning, Vol. 6, pp. 37-66. Atkeson, C., Moore, A. e Schaal, S., 1996, “Locally Weighted Learning”, AI Reviews. Bhadeshia, H.K.D.H., 2007, Phase Transformations Group, Department of Materials Science and Metallurgy, University of Cambridge, Cambridge, UK. Bhadeshia, H.K.D.H., MacKay, D.J.C. e Svensson, L.E., 1995, “Impact Toughness of C-Mn Steel Arc Welds Bayesian Neural Network Analysis”, Materials Science and Technology, Vol. 11, No. 10, pp. 1046-1051. Chiaverini, V., 1986a, “Tecnologia Mecânica Vol. I: Estrutura e Propriedades das Ligas Metálicas”, 2a edição, McGraw-Hill, São Paulo. Chiaverini, V., 1986b, “Tecnologia Mecânica Vol. III: Materiais de Construção Mecânica”, McGraw-Hill, São Paulo. CIMM - Centro de Informação Metal Mecânica, 2008, Material Didático: Teste Charpy. [http://www.cimm.com.br] Cleary, J.G. e Trigg, L.E., 1995, “K*: An Instance-Based Learner Using an Entropic Distance Measure”, Proceedings of the 12th International Conference on Machine Learning, pp. 108-114. Dietterich, T.G., 1997, “Approximate Statistical Tests for Comparing Supervised Classification Learning Algorithms”, Neural Computation, Vol. 10, pp. 1895-1924. Dietterich, T.G., 1998, “Machine Learning Research: Four Current Directions”, The AI Magazine, Vol. 18, pp. 97-136. Durum do Brasil Importação Comércio e Exportação Ltda., 2005, Tecnologia em Desgaste, Diadema, SP. [http://www.durum.com.br] F.C.V. Costa, Lda., 2008, Representação de Fabricantes de Componentes e Acessórios para Motores e Veículos Automóveis, Lisboa, Portugal. [http://www.fcvc.pt/index.htm] Forte da Mineração, 2008, Baixo Guandu, ES. [http://fortedamineracao.com.br] Hall, M., Holmes, G. e Frank, E., 1999, “Generating Rule Sets from Model Trees”, Proceedings of the 12th Australian Joint Conference on Artificial Intelligence, Sydney, Australia, pp. 1-12. 6º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO 11 a 15 de Abril de 2011. Caxias do Sul - RS Haykin, S., 1998, “Neural Networks: A Comprehensive Foundation”, Prentice Hall. Iba, W. e Langley, P., 1992, “Induction of One-Level Decision Trees”, Proceedings of the 9th International Conference on Machine Learning (ICML 1992), pp. 233-240. Kazmier, L.J., 1982, “Estatística Aplicada a Economia e Administração”, McGraw-Hill, Brazil. Kohavi, R., 1995, “The Power of Decision Tables”, Proceedings of the European Conference on Machine Learning. Kotecki, D.J. e Ogborn, J.S., 1995, “Abrasion Resistance of Iron-Based Hardfacing Alloys”, Welding Journal, Vol. 74, No. 8, pp. 269-278. Lord, M., 2007, Phase Transformations Group, Department of Materials Science and Metallurgy, University of Cambridge, Cambridge, UK. Mitchell, T.M., 1997, “Machine Learning”, McGraw-Hill. MSPC - Artigos e informações técnicas, 2008, Resistência dos materiais: Ensaio de Impacto. [www.mspc.eng.br] Nadeau, C. e Bengio, Y., 2003, “Inference for the Generalization Error”, Machine Learning, Vol. 52, No. 3, pp. 239281. Pina, A.C. de e Pina Filho, A.C. de, 2006, “Applying Numerical Methods for Prediction of Parameters in the Locomotion of a Bipedal Robot”, Proceedings of the XXVII Iberian Latin American Congress on Computational Methods in Engineering (CILAMCE), Belém, PA. Pina, A.C. de, 2006, “Introdução ao Aprendizado de Máquinas”, Curso de Extensão, Semana de Extensão 2006, CEFET/RJ, Rio de Janeiro, RJ. Quinlan, J.R., 1993, “C4.5: Programs for Machine Learning”, Morgan Kaufmann Publishers, San Mateo, CA. Russell, S. e Norvig, P., 2003, “Artificial Intelligence: A Modern Approach”, Prentice Hall, 2nd edition. Smola, A.J. e Scholkopf, B., 1998, “A Tutorial on Support Vector Regression”, NeuroCOLT2 Technical Report Series NC2-TR-1998-030. TWI's website, 2008, Mechanical Testing - Notched Bar or Impact Testing [www.twi.co.uk] Wang, Y. e Witten, I.H., 1997, “Induction of Model Trees for Predicting Continuous Classes”, Proceedings of the European Conference on Machine Learning, Praga, República Tcheca. Witten, I.H. e Frank, E., 2005, “Data Mining: Practical Machine Learning Tools and Techniques”, Morgan Kaufmann. 8. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. APPLYING MACHINE LEARNING ALGORITHMS TO CHARACTERIZATION OF WELD QUALITY Aloísio Carlos de Pina, [email protected] Luiz Ricardo Sousa Barros, [email protected] Larissa Ribeiro de Souza, [email protected] Armando Carlos de Pina Filho, [email protected] 1 Federal University of Rio de Janeiro, COPPE, Civil Engineering Program, CEP 21945-970, Rio de Janeiro, RJ, Brazil Federal University of Rio de Janeiro, Polytechnic School, Department of Metallurgical and Materials Engineering, CEP 21945-970, Rio de Janeiro, RJ, Brazil 3 Federal University of Rio de Janeiro, Polytechnic School, Urban Engineering Program, CEP 21949-909, Rio de Janeiro, RJ, Brazil 2 Abstract. Welding quality is of great importance in the fabrication of structures. One of the most important requirements for welded boards is that they will be resistant to fractures. The Charpy impact test is an empirical test which measures the quantity of energy absorbed by a sample of material, when subjected to a shock of known value, and it can be used to estimate the metal weld toughness. Welding is also very important to prevent, minimize and recover industrial equipment which was exposed to wear. Hardfacing consists in deposing a layer of a material with special properties of wear resistance over a substratum, in order to provide for the surface specific characteristics which are not inherent to the base metal. The objective of this research is to show the application of Machine Learning algorithms in the estimation of the Charpy toughness of metal welds and in the estimation of wear resistance of hardfacing alloys. The data sets used were obtained from the website of the Materials Algorithms Project of the University of Cambridge and the National Physical Laboratory of United Kingdom. The data were pre-processed in order to identify and eliminate the variables irrelevant to the learning process. The learning algorithms were selected and then an extensive experimental evaluation was performed. In order to determine the algorithm best suited to each problem, the results of the experiments were compared by means of statistical tests to evaluate their precision and significance. Keywords: Charpy test, hardfacing alloys, Machine Learning
Baixar