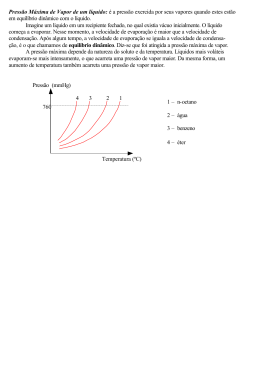
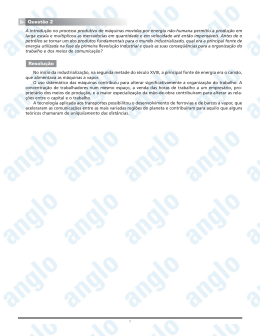
Análise termodinâmica de projetos de cogeração na indústria açucareira e a sua relação com a eficiência em caldeiras Prof. Electo Eduardo Silva Lora [email protected] UNIVERSIDADE FEDERAL DE ITAJUBÁ O Núcleo de Excelência em Geração Termelétrica e Distribuída Núcleo de Excelência em Geração Termelétrica e Distribuída Instituto de Engenharia Mecânica Universidade Federal de Itajubá Alguns números do NEST (1998 – 2006) 35 pesquisadores deles 7 doutores. 6 novos laboratórios. Projeto e testes de 3 prototipos (MS, TV, MTG). 80 cursos de extensao, mais de 1500 alumnos. 22 dissertações de mestrado e 4 teses de doutorado defendidas. (17 e 11 em andamento) 8 projetos de P&D concluídos e 14 em andamento. 19 artigos publicados em revistas internacionais. LINHAS DE ATUAÇÃO I - GERAÇÃO TERMELÉTRICA E COGERAÇÃO Estudos de viabilidade técnico-econômica de sistemas com turbinas a vapor, turbinas a gás e/ou motores de combustão interna. II - TECNOLOGIAS PARA A GERAÇÃO DISTRIBUÍDA Avaliação teórico-experimental e projeto de microturbinas a gás, motores Stirling e células a combustível III - USO ENERGÉTICO DA BIOMASSA Estudos avançados sobre a gaseificação, combustão e geração de energia elétrica a partir da biomassa. Estudos de disponibilidade de recursos e viabilidade econômica e ambiental; IV BIO-METANIZAÇÃO RESÍDUOS DE Avaliação teórico experimental da geração e uso energético de biogás obtido a partir da vinhaça e de aterros sanitários V - REFRIGERAÇÃO E AR CONDICIONADO Avaliação teórico-experimental de sistemas microturbina a gás / chiller de absorção; VI - TURBINAS A GÁS E A VAPOR Análise de desempenho de turbinas a gás e a vapor no ponto e fora do ponto de projeto. Comportamento operacional; VII - MODELAGEM E DIAGNÓSTICO DE PROCESSOS TÉRMICOS Otimização da operação e manutenção de unidades energéticas. Modelagens de esquemas térmicos em simuladores. Avaliação exergo-econômica de ciclos combinados; VIII - ASPECTOS AMBIENTAIS DO USO DA ENERGIA Medição da concentração de particulados e poluentes gasosos nos sistemas de combustão e gaseificação de biomassa. Dimensionamento e seleção de separadores de particulados. Análise do ciclo de vida. Dispersão de contaminantes; Gasificación de biomasa Motores Stirling Células SOFC Microturbinas de gas Ciclo a vapor 80 kWe Simulador para entrenamiento de operadores de centrales termoeléctricas Laboratório de simulación de sistemas y procesos térmicos TRABAJOS DE INVESTIGACIÓN DEL NEST EN EL SECTOR AZUCARERO • Análisis termodinamico y exergo-economico de sistemas de cogeneración. • Optimización de programas de diversificación. • Elaboración de programas para cálculos de proyecto en calderas. • Elaboración de programas para la selección de tecnologias de control de la contaminación atmosférica. • Modelación de la producción de biogas por biodigestion anaerobica de las vinãzas y uso energético de este combustible. • Análisis del ciclo de vida de diferentes productos (electricidad excedente, vinazas, biodiesel). • Oportunidades de las nuevas tecnologias (obtención de etanol por hidrólisis del bagazo, biocombustíveis, BIG/GT, células a combustible). O NEST na internet www.nest.unifei.edu.br PUBLICAÇÔES DO NEST SERVIÇOS CURSOS BOLETIM NEST BIOMASSA BIOMASSA E MITIGAÇÃO DO EFEITO ESTUFA 2003 2050 Fundamentos de la cogeneración INTRODUCCIÓN A LA COGERACIÓN Sistemas de cogeneracion son aquellos en que se realiza, simultaneamente, y en secuencia, la generación de energia elétrica o mecánica y de energia térmica (calor de proceso y/o frio), a partir de la quema de un combustible, tal como los derivados de petróleo, gas natural, carbón mineral o biomasa. SISTEMA DE COGENERACIÓN SISTEMAS DE COGENERACIÓN Topping Bootoming Fundamentos de la cogeneración Generación convencional Cogeneracion Comb 83 Comb C. Termica 42% electricidad 35 calor 61 Caldera 90% 55 Electricity 35% 100 Heat 55% Total 144 Total 100 Economia energia = (144 - 100) = 30% 144 Cogeneracion 1000 CO2-emisiones 100 % eficiencia 800 80 600 60 400 40 200 20 0 % efficiency CO2-emission (kg/MWh) La mejor solución para la reducción de CO2 0 A B C A Turbina de vapor con caldera a carbón B C. Termica moderna a carbón con T.L C Gasificación de carbon / turbina a vapor D E F D Ciclo combinado moderno a gas natural (CCGT) E Cogeneración con carbón mineral F Cogeneración con gas natural Potencial de cogeneración Cogeneración en la indústria azucarera Principales países productores de azucar de caña Potencial global de cogeneración a partir de la caña de azúcar Proceso de cogeneración con bagazo de caña Histórico de la cogeneración en la indústria de azúcar y álcohol en Brasil Indicadores de eficiencia energética de un central azucarero Cvapor- Consumo específico de vapor en el proceso, expresado en kg de vapor consumidos en el proceso de fabricación por cada tonelada de caña molida (kg/tc). Otra forma de expresar el consumo de vapor es como “por ciento de vapor en caña”. Ig.bruto.- Índice específico de generación de electricidad bruto, expresado en kWh de electricidad bruta, incluyendo el consumo propio del central, por tonelada de caña molida (kWh/tc). Ig.exc.- Índice específico de generación de electricidad excedente, expresado en kWh de electricidad excedente (no es considerado el consumo propio del central) por tonelada de caña molida (kWh/tc). Ig.v- Índice de generación de vapor- representa los quilogramos de vapor generados en la caldera por cada kg de bagazo utilizado como combustible (kg de vapor / kg de bagazo). -central azucarero típico- 550 kgv/tc, 20 kWh/tc de electricidad. - fábricas modernas - 350 kgv/tc y 50 kWh/tc (50 TWh elect. excedente en el mundo). -centrales de Hawai- 60 kWh/tc(valor medio), algunos 100 kWh/tc o más. Tecnologias de cogeneración en la industria de azúcar y álcohol Ciclo a vapor con turbina de contrapresión (convencional y más difundido) Ciclo a vapor con turbina de condensación extraccion con altos parámetros del vapor (4080 bars) (tecnologia comercial moderna y eficiente) Ciclo combinado con gasificacion del bagazo y ciclo combinado con TG e TV (tecnologia BIG-GT en etapa de demonstración) CICLO A VAPOR Capacidade até 50 MW Parâmetros: até 120 bars : até 580 oC Principais Fabricantes: HPB Dedini Equipalcool Caldema TGM, NG metalurgica, Siemens Esquema de cogeneración con turbina de contrapresión P = 2,1 MPa T = 300 oC Bagaço Umidade = 50 % (base úmida) TV ( geração elétrica): Vazão = 43,9 t/h W = 3,4 MW TV ( acionamento mecânico): Vazão = 60 t/h W = 3,6 MW P = 0,25 MPa PROCESSO DE FABRICAÇÃO Esquema de cogeneración con turbina de condensación con extracciones P = 8,0 MPa o T = 450 C Bagaço Umidade = 50 % (base úmida) TV ( extração/condensação): W = 16,7 MW TV ( acionamento mecânico): Vazão = 55,4 t/h W = 3,6 MW 44,6 t/h P = 0,25 MPa PROCESSO DE FABRICAÇÃO 21,86 t/h Caldeira APU-70-7GI-PSE para bagaço de caña fabricada pela empresa CALDEMA Equipamentos Industriais Ltda. HPB Esquema simplificado de un sistema BIG/BT Balance de energia de sistemas TCE y BIG/GT Resultados de la comparación de los sistemas BIG GT y TEC El costo de generación Inversiones necesárias para la reducción del consumo de vapor en proceso Análisis termodinámica (exergo-económica) de sistemas de cogeneración en la industria de azucar y alcohol Datos y parametros del central analizado 4.320.000 toneladas de cana; 300.000 toneladas de açúcar; 112.000 metros cúbicos de álcool (anidro+hidradato). bagaço disponível: 280 t/h; consumo de vapor de processo: 540 kgv/tc a 2,47 bar (abs.) e 128°C; parâmetros de vapor na refinaria: 11 bar (abs.) @ 180°C ; consumo de eletricidade: 13.000 kW (13,00 kWh/tc); consumo de energia mecânica (moendas, etc): 17.000 kW (17,00 kWh/tc); excedente gerado: 30.000 kW (30,00 kWh/tc) a 13,8 kV; produtividade industrial: 69,44 kg de açúcar por tc; 25,93 litros de álcool por tc; O modelo exergoeconômico nada mais é do que um sistema de equações que representa matematicamente a estrutura produtiva. O objetivo principal deste sistema é a determinação dos custos unitários dos produtos, permitindo ainda obter os custos intermediários e todo o processo de formação de custos na planta. Para a construção do modelo exergoeconômico são necessários conhecer os custos de investimento, operação e manutenção de cada unidade real da estrutura produtiva, o custo do combustível e as exergias de cada fluxo intermediário. Descripción del Sistema de Cogeración del central Colombo Capacidade de Produção 2003/04 Produção de Álcool [m3] Produção de Açúcar [sacas 50 kg] Cana Moída [tc/h] Total dias da Safra / F.U [%] 112.000 6.000.000 1000 210 / 85 Dados Energéticos do Processo Consumo de Vapor do Processo [kgv/tc] 540 Consumo de Bagaço [ton/h] 240 PCI do bagaço [kJ/kg.K] 7500 Umidade Relativa do Bagaço [%] 51 Bagaço % Cana 28,00 Potência Instalada [MW] 55,00 Potência Operante [MW] 43,00 Consumo de Energia Elétrica [kWh/tc] 13,00 Consumo de Trabalho Mecânico [kWh/tc] 17,00 Potência Excedente [MW] 30,00 Maximización da Generación de Potencia Quatro Cenários propostos para comparação e avaliação dos resultados Caso Base Caldeira: 22 bar (abs) @ 300°C SIM Caldeira: 33 bar (abs) @ 320°C SIM Caldeira: 63 bar (abs) @ 480°C SIM B1 B2 SIM SIM Caldeira: 82 bar (abs) @ 520°C TVCP Contra-Pressão 40 MW SIM TVCP Contra-Pressão 15 MW SIM TVCE Extração/Condensação 100 MW Consumo de vapor 540 kgv/tc Consumo de vapor 480 kgv/tc SIM SIM SIM SIM C1 C2 SIM SIM SIM SIM SIM SIM SIM Indicadores de la Eficiencia Termodinámica del Sistema de Cogeneración W Qu FUE (eficiência de primeira lei): FUE mcomb .PCI FESR (taxa de econômia de combustível): FESR ηexerg (eficiência exergética): exerg Qu cald (W B p ) Bf Ie.exced.m (índice de eletricidade excedente): I e.exced .m Fonte: (Horlock, 1987) W (mcomb .PCI ) TH Qu W cald TH Wexced tc Resumen de los Critérios de Desempeño Cenário FUE [%] FESR [%] ηexerg [%] Ie.exced.m [kWh/tc] Atual 82,20 13,73 22,69 30,00 B1 80,73 18,28 25,85 71,81 B2 78,16 16,74 25,01 73,81 C1 82,07 20,78 27,19 83,61 C2 79,53 19,37 26,35 85,60 A Primeira Lei leva a um resultado “confuso” Sobrevalorização da Energia Térmica Esquema actual del central estudiado Escenário B Escenário C Evaluación exergoeconómica Estrutura Física Unidade Produtiva Insumo (I) Produto (P) G.V Bbagaço B1-B12 B+M.E B8 B12-B11 T.G B1-B2-B5-B9 B7 Tandem B2-B4 B3 Processo m5.(b5-b10)+m4(b4-b10) B14 Base para a construção da Estrutura Produtiva da planta. Estrutura Productiva Bagaço En. Elétrica En. Mecânica Produto → Insumo Unidades Equações G.V C1.B1 = ZG.V+Ccomb. J1 C3.B3 – (C2.B2+C1.B1) = 0 B C2.B2 – C6.B6a = ZB S1 C4.(B4a+B4b+B4c) – C3.B3 = 0 T.G.C.E C5.B5 – C4.B4a = ZT.G.C.E S3 C6.(B6a+B6b+B6c) – C5.B5 = 0 Tandem C7.B7 – C4.B4b = Ztandem S2 C8.B8 – C4.B4c = 0 Calor Processo Todo Insumo que entra na planta reflete nos custos finais dos produtos A Exergoeconomia permite RATEAR / acompanhar o processo de FORMAÇÃO dos custos !! Ambiente Económico - Custos dos Equipamentos: trabalhamos com custos reais adquiridos por empresas, fornecedores de equipamentos da usina. - Custos Diretos: instalação, tubulações, instrumentação e controle, obras civis, equipamentos elétricos e materiais, O&M. Determinados através de valores percentuais em relação ao preço de aquisição do equipamento - Anuidade: j=15% a.a , N=10 anos - Custo Total Representación Matricial [Yi] . {Yc} = {Ye} → [Yi]-1. {Ye} = {Yc} B1 B 1 0 0 0 0 0 0 0 B2 B2 0 0 0 0 0 0 B3 0 B3 0 0 0 0 0 0 0 B4 a B4b B4 c B4 a 0 B4b B4 c 0 0 0 0 B5 B5 0 0 0 0 B6 a 0 0 B6 a B6b B6 c 0 0 0 0 0 0 0 0 B7 0 0 c1 Z G.V Ccomb. 0 c2 0 0 c3 ZB 0 c4 0 * 0 c5 ZT .G.C .E 0 c6 0 0 c Z tan dem 7 B8 c8 0 [Yi] . {Yk} = {Ye} → [Yi]-1. {Ye} = {Yk} B1 B 1 0 0 0 0 0 0 0 B2 B2 0 0 0 0 0 0 B3 0 B3 0 0 0 0 0 0 0 B4 a B4b B4 c B4 a 0 B4b B4 c 0 0 0 0 B5 B5 0 0 0 0 B6 a 0 0 B6 a B6b B6 c 0 0 0 0 0 0 0 0 B7 0 0 k1 Qce 0 k2 0 0 k3 0 0 k4 0 * 0 k5 0 0 k6 0 0 k7 0 B8 k8 0 k = B* / B Custo específico da energia produzida [R$/MWh] Costo exergético de la energía, R$/MWh 100 85,52 80,88 83,19 80,86 83,16 80 64,24 54,07 60 53,98 53,93 53,97 40 22,78 19,76 19,07 21,05 20,34 20 0 A B1 B2 C1 C2 Cenários analisados Energia Elétrica Gerada Energia Mecânica Produzida Calor Processo Diagramas de Sankey Esquema A Energia Elétrica Gerada 8,60% Pot. Mecânica Turbomoendas 3,40% Esquema C2 Calor Processo 70,20% Energia Elétrica Gerada 17,42% Perdas Redutores Vel. + Geradores 3,0% Pot. Mecânica Turbomoendas 3,00% Calor Processo 59,11% Condensado 0,20% turbomoendas turbogeradores Perdas Redutoras 0,60% Perdas Caldeira 14,0% Perdas Redutores Vel. + Geradores 2,0% caldeira Bagaço 100% turbomoendas Perdas Condensador 8,14% turbogeradores Perdas Caldeira 10,0% caldeira Bagaço 100% Condensado 0,33% Conclusões específicas: “Usina Colombo” Caso Base: custo monetário da energia elétrica gerada, energia mecânica produzida e calor de processo foram de 64,24 R$/MWh, 85,52 R$/MWh e 3,81 R$/Tonv, respectivamente. O custo exergético unitário e o custo monetário da energia elétrica gerada no turbogerador I (4,25), (55,63 R$/MWh) é menor que no turbogerador II (6,82), (68,98 R$/MWh). Detectou-se que na instalação atual da usina o equipamento menos eficiente é a turbobomba do sistema de baixa pressão. A modificação das turbinas de acionamento do Tandem III de simples para múltiplos-estágios levou numa redução considerável nos valores do custo unitário da potência mecânica produzida. Cenário C1 “82 bar (abs.) @ 520°C com TVCE” apresentou o valor mais elevado para a taxa de economia de combustível 20,78% e a maior eficiência exergética 27,19%, com menor custo da energia elétrica gerada (53,93 R$/MWh). La cogeneración y la electrificación de los molinos Dados básicos dos sistemas de cogeração das usinas avaliadas Usina A Usina B Usina C Capacidade de Moagem [ton/h] 375 900 900 Geração de Vapor [ton/h] 1 190 157; 324 180; 300 22 @ 300 43 @ 400; 22 @ 305 66 @ 520; 43 @ 400 3 1; 4 1; 2 Consumo de Vapor de Processo [ton/h] 1 190 445; 31 354; 19 Pressão Vapor Processo [bar abs] 1 2,3 2,5; 22 2,5; 22 Produção de Eletricidade [MW] 2 5,10 / 0,00 24,40 / 1,05 58,50 / 32,50 Produção de Trabalho Mecânico [MW] 2 4,90 / 0,00 16,00 / 0,00 12,28 / 0,98 Exportação de Eletricidade [MW] 2 0,00 / 0,00 11,09 / 0,00 42,40 / 28,00 Consumo de Bagaço [ton/h] 2 83 / 0 210 / 12 227 / 67 Acionamento do Preparo e Extração 3 TSE Parte TSE e TME CP CP Parâmetros do Vapor [bar abs @ C] 1 Número de Caldeiras 1 Turbinas para Produção de Eletricidade 1,4 Parte TSE, TME e ME TCES; CP Configuraciones del central A Para a Usina A foram consideradas as seguintes configurações alternativas: AE – Eletrificação, geração de vapor em 22 bar abs, instalação de TCES de 19 MW; AMP – Eletrificação, geração de vapor em 22; 38 bar abs, instalação de TCES de 22,5 MW; AAP – Eletrificação, geração de vapor em 66 bar abs, instalação de TCES de 36,5 MW; AEAP – Eletrificação, geração de vapor em 82 bar abs, instalação de TCES de 40 MW. Configuración AB – Central A caso base Configuración AEAP – Central A electrificado / altos parámetros de vapor Eficiencia de la generación de potencia mecánica para la variante A Ig.exc.- Índice específico de generación de electricidad excedente para la variante A Balanço de Energia (Diagrama de Sankey) da Usina A com configuração AB e AAP. Comentários sobre los diagramas de Sankey A implementação da eletrificação das moendas juntamente com os parâmetros de alto vapor de cogeração conduzem a um aumento na energia elétrica disponível. O fluxo D vai de 2,98 unidades no caso AB até 16,15 unidades no caso AAP. Tasa interna de retorno para las variantes analizadas Eficiencia en calderas en sistemas de cogeneración Forced draft fan Superheater Furnace Secondary air heater II Drum Main bank Secondary air heater I Primary air heater III Primary air heater II Economizer Primary air heater I Forced draft fan Forced draft fan Induced draft fan Relación entre la eficiencia de la caldera y la temperatura de los gases de escape Temperatura óptima de los gases de escape en calderas para centrales con cogeración (I) (II) Abordaje I (precio del bagazo 30 R$/t) : 155 oC Abordaje II (precio de la eletricidad): 120-130 oC Impactos ambientales de la cogeneración en la industria de azucar y alcohol Impactos ambientales: NOx NOx [ppm] 200 180 160 140 120 100 y = 39,096Ln(x) + 189,09 R2 = 0,5546 80 60 40 20 Excesso de ar 0 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% Impactos ambientales: dispersión NOx Impactos ambientales: Comparacion con las normas NOx Abordagem 2 (NO2 = fj . NOx) 1400 1200 Concentração (mg/m3) 1000 800 NOx NO2 600 Seqüê ncia1 400 Padrão CONAMA [3] Padrão OMS [4] 200 0 0 5000 10000 15000 Distância (m) 20000 25000 CONCLUSIONES El costo de generación disminuye con el aumento de la capacidad de molienda del central, presenta un mínimo para un valor del consumo de vapor de 450 kg/tc y varia muy poco al pasar la presión del vapor de 60 para 80 bars. La metodologia de análisis exergo-economica permite la determinación de los costos del vapor, trabajo mecánico y electricidad. Los menores valores observados fueron 53.93, 83.15 y 20.34 R$/MWh respectivamente, Existe un potencial técnico significativo de expansión de la generación en el setor de azucar y alcohol através de la eletrificación de los molinos en conjunto con turbinas de condensación con extracciones en el rango de parámetros 66 bar / 520 ºC y 82 bar / 540 ºC. CONCLUSIONES La implementación de la eletrificación debe ser realizada simultaneamente con la instalación de turbinas de extracción/condensación (Mayor eficiencia de generación TCE y uso de la energia – motores elétricos). La comercialización de los créditos de carbono contribuye con aproximadamente el 10% del valor obtenido por la venta de eletricidad y entre 15 - 80% de la tasa interna de retorno de la inversión. En aplicaciones de cogeneración la temperatura optima de los gases de escape en calderas debe estar en el rango de 120130 oC, lo que corrresponde a una eficiencia de 88-89 %. La emisión de óxidos de nitrógeno en calderas para bagazo depende principalmente del exceso de aire, factor este que puede ser utilizado para la prevencion de la formación de los mesmos.
Download