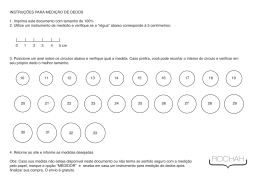
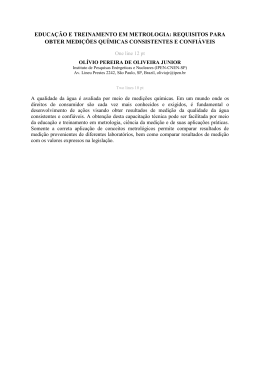
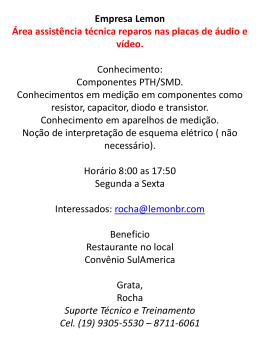
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010. ANÁLISE DO EFEITO DO SISTEMA DE COORDENADAS DA PEÇA NA PRESENÇA DE VARIAÇÃO DE TEMPERATURA NA AVALIAÇÃO DIMENSIONAL DE GEOMETRIAS Maria Célia de Oliveira Papa (UNIMEP) [email protected] Paulo Henrique Pereira (Caterpillar) [email protected] Alvaro José Abackerli (IPT) [email protected] Máquinas de medir por coordenadas - MMCs são bastante utilizadas no controle geométrico e dimensional de produtos da indústria metalmecânica, sendo responsáveis pelo fornecimento de informações qualitativas e quantitativas sobre as caracteerísticas de produtos manufaturados. De modo geral, o processo de medição em MMCs envolve procedimentos básicos como a qualificação do sistema apalpador (probe qualification), a definição de sistemas de coordenadas na peça medida (part coordinate systems - PCS) e a definição das referências de medição (datum systems), além da estratégia de medição. Um experimento planejado confirmou estudos de simulações da medição em MMCs, que mostraram que a definição inadequada do sistema de coordenadas da peça (PCS) pode consumir frações significativas da capacidade de medição da máquina e fornecer informações incorretas sobre a qualidade das peças manufaturadas. Este problema se torna ainda mais grave no controle das chamadas superfícies livres, quando as coordenadas dos pontos da superfície e os respectivos sistemas de referência constituem a única informação disponível para a verificação do resultado da manufatura no contexto de engenharia reversa. Neste trabalho, toma-se os dados do experimento planjeado, a partir de estudos de simulação e acrescentase a variável temperatura na análise dos dados, para verificar se, mesmo frente variações provocadas por esta variável, o PCS continua sendo a maior fonte de variabilidade nos resultados de medição. Os resultados apontam para os cuidados necessários com os sistemas de coordenadas envolvidos, sem os quais a verificação da qualidade do produto manufaturado pode ficar severamente comprometida, mesmo diante da variação de outros fatores, como a temperatura. Palavras-chaves: medição por coordenadas, alinhamento, inspeção, erros, temperatura 1. 2. Introdução O aumento dos requisitos de qualidade dos produtos e a necessidade de customizações têm impulsionado a indústria desenvolver produtos cujas superfícies são constituídas por partes complexas. Tais partes complexas devem atender tanto requisitos funcionais quanto estéticos. De modo análogo aos processos de usinagem com vários eixos e altas velocidades que atualmente já estão habilitados a produzir as superfícies complexas, também as medições têm sido impulsionadas a dar respostas importantes sobre a qualidade do item manufaturado, seja para a realimentação e a correção do processo de manufatura ou para a realimentação do projeto do produto no contexto da engenharia reversa. Em termos gerais e sob o enfoque puro da medição, os procedimentos de engenharia reversa envolvem várias etapas que dependem dos recursos disponíveis para a avaliação das superfícies, tais como, a capacidade de medição requerida, o tipo de peça fabricada, a característica medida, dentre outras. Por exemplo, Sansoni et al. (2005) descrevem um procedimento composto por quatro etapas usando um instrumento de digitalização óptica; são elas: i) a medição óptica da peça; ii) o processo de alinhamento; iii) a geração da representação NURBS (Non-uniform rational B-Splines) da superfície; e iv) a produção dos modelos CAD que descrevem a peça medida. Mesmo que estas etapas sejam particulares e dedicadas a um instrumento ou método de medição específico, ou ainda a uma família específica de funções ou instrumentos de medição, elas caracterizam procedimentos típicos da engenharia reversa nos quais podem ser identificados alguns problemas clássicos. Estes problemas são comuns a vários contextos e envolve a estratégia de amostragem (alinhamento), o cálculo da geometria, os efeitos da superfície usinada sobre a medição e a definição das referências para a medição, dentre outros. Para equacionar alguns desses problemas, típicos desse contexto, inúmeras pesquisas já foram feitas e um grande número delas se dedicou a definir estratégias para determinar o alinhamento ótimo no volume de medição e nela o sistema de coordenadas da peça (PCS-Part Coordinate System) como se verifica nos trabalhos de Gao et al. (2004), Prakasvudhisarn e Raman (2004), Cruz e Raman (2005). Já Capelo e Semerano (2000) discutem a quantia de pontos amostrais dependendo dos requisitos da medição e do tipo de característica medida. Além destes, os trabalhos de Capello e Semeraro (2001a-b), Brazhkin e Mirotvorskii (2005) também buscaram estratégias computacionais otimizadas para cálculo das chamadas “geometrias substitutas”, ou ainda estratégias para a determinação de parâmetros característicos de tolerâncias de forma e posição (Geometric & Dimensioning Tolerancing – GD&T) que comparam a peça fabricada com suas especificações de projeto, como se vê também em Jiang e Chiu (2002). Mesmo entre os problemas comuns envolvendo superfícies complexas, os condicionantes das medições e as expectativas sobre os resultados são particularmente mais rigorosas e demandam procedimentos especiais que vão além das abordagens clássicas. Este é o caso quando medições de alto desempenho são necessárias para inspecionar peças usinadas com alta qualidade, situação na qual a integração direta entre CAD-CAM-CAE via medição tridimensional não deve ser feita sem considerar as diferenças existentes entre a peça real manufaturada e os seus modelos CAD, pois a medição da peça real é influenciada pelos erros da própria usinagem. É nesse contexto que Cho e Seo (2005) propõem a inclusão de informações geométricas da peça efetivamente fabricada para gerar estratégias otimizadas de medição. 2 A idéia geral de Cho e Seo (2005) é selecionar os melhores pontos amostrais da superfície usinada que capture a informação que ela não corresponde exatamente ao seu modelo CAD. Segundo eles, isso pode ser feito usando duas estratégias simultâneas e complementares: i) movendo os pontos amostrais para posições sujeitas aos maiores erros de usinagem, e; ii) selecionando pontos amostrais com base no caminho da ferramenta, de modo a evitar as eventuais cristas também geradas pelo processo de usinagem. Estratégias como estas, que beneficiam a amostragem sob o enfoque da medição e consideram a peça real a ser produzida, podem agravar outros aspectos do problema, razão pela qual são inúmeras as abordagens que ponderam outras nuanças envolvidas, a exemplo da medição de superfícies livres que tem condicionantes específicos como discutido em Smith et al (2002), Li e Liu (2003), Li e Gu (2004), Elkott e Veldhuis (2005) e Galetto e Vezzetti (2006). Independente do objetivo da medição e dos detalhes específicos do seu planejamento, incluindo a engenharia reversa que muitas vezes é a sua razão, invariavelmente é assumido um profundo conhecimento do volume de trabalho onde a peça é colocada. Esse volume é tipicamente expresso por relações conhecidas entre os sistemas de coordenadas da peça idealizada (CAD), da peça real (usinada) e do instrumento de medição (MMC), que em conjunto caracterizam o problema de alinhamento já discutido há anos por Gou et al. (1998) e Xiong (2004). Qualquer que seja a abordagem para a definição da estratégia de medição, a questão relevante no processo de inspeção é que as medições da peça serão no máximo tão boas quanto às definições iniciais das referências (Datum systems). Em um estudo recente de simulação, Abackerli (2007) usou duas estratégias diferentes para definição do sistema de coordenadas da peça (PCS). As estratégias se diferenciam pelo uso de pontos agrupados para a simulação 1 e pontos espaçados para a simulação 2, na medição da referência da peça com esquema 3-2-1. Os resultados desta simulação mostraram que, mesmo não considerando fatores como o acabamento superficial, a fixação da peça, os efeitos da temperatura, entre outros, mesmo pequenos problemas no alinhamento podem gerar erros significativos na avaliação, que são capazes de confundir a análise da qualidade dimensional do processo de usinagem. Com base nestas evidências, um experimento planejado foi executado (Abackerli et al., 2009) para demonstrar que o problema do alinhamento na medição por coordenadas é extremamente relevante, mesmo entre outros fatores potencialmente capazes de interferir nos resultados da medição. Porém em Abackerli et al. (2009) as temperaturas inicial e final, coletadas para cada ciclo de medição não foram considerada e aqui se verifica a manutenção das conclusões quando das inclusão da temperatura na análise dos dados. Nos tópicos a seguir discutem-se algumas questões importantes do experimento realizado, porém, detalhes e resultados do mesmo podem ser verificados em Abackerli et al. (2009). 3. Descrição do Experimento Para demonstrar empiricamente a influência do alinhamento nos resultados da medição, o experimento foi conduzido utilizando uma peça padrão. O procedimento geral foi executado numa máquina de medir por coordenadas (MMC) obedeceu a práticas comuns da área tais como a qualificação do sistema apalpador, neste caso com a esfera padrão de 15.88 mm, a definição de um sistema estável de coordenadas para o alinhamento inicial da peça e, posteriormente, as medições. O experimento foi completamente aleatorizado com três repetições dentro de dois blocos, com três fatores, e dois níveis para cada fator. Isso resultou num total de 23 combinações que, com as três repetições, resultaram em 24 experimentos para cada um dos blocos caracterizado pelos diferentes comprimentos da ponta de contato do 3 apalpador. Como resultado do experimento obteve-se um total de 48 corridas, que foram consideradas na análise dos resultados. Para a definição dos sistemas de coordenadas compacto ou espaçado em cada ciclo foram usadas as coordenadas mostradas Tabela 1 e também aplicado o esquema 3-2-1 já citado. Durante o experimento a máquina de medir operou com aceleração de 10 mm/s2 e com compensação térmica ativada, porém não se monitorou a temperatura da peça cujo coeficiente de expansão térmica é de aproximadamente 21.8 ppm/oC. Por esta razão, as temperaturas inicial (Tini) e final (Tfin) de cada ciclo de medição foi registrada para posterior análise dos resultados. Tabela 1 – Definição do sistema de coordenadas da peça (PCS) Nível do fator Elemento Ponto Coordenadas nominais X, Y , Z [mm] (PCS) Geométrico Plano 1 7,7,0 2 163 , 7 , 0 3 7 , 163 , 0 + 1 (alto) Reta 4 0 , 163 , -3 5 0 , 7 , -3 Ponto 6 7 , 0 , -3 Plano 1 7,7,0 2 21 , 7 , 0 3 14 , 21 , 0 - 1 (baixo) Reta 4 0 , 21 , -3 5 0 , 3 , -3 Ponto 6 7 , 0 , -3 Além e das variáveis Tini e Tfin também consideradas para análise dos dados, as variáveis dependentes ou variáveis respostas que deverão ser avaliadas estão descritas na Tabela 2. Tabela 2 – Variáveis respostas do experimento Variável Informação AEx Coordenada X da origem (PCS) Coordenadas AEy Coordenada Y da origem (PCS) da origem AEz Coordenada Z da origem (PCS) CC1x Coordenada X do centro CC1y Coordenada Y do centro Círculo 1 DC1 Diâmetro do círculo 1 EC1 Circularidade do círculo 1 CC2x Coordenada X do centro CC2y Coordenada Y do centro Círculo 2 DC2 Diâmetro do círculo 2 EC2 Circularidade do círculo 2 CC3x Coordenada X do centro Círculo 3 CC3y Coordenada Y do centro DC3 Diâmetro do círculo 3 EC3 Circularidade do círculo 3 CS1x Coordenada X do centro CS1y Coordenada Y do centro Esfera CS1z Coordenada Z do centro DS1 Diâmetro VCC1 Módulo do vetor V3 para o círculo 1 FCC1 Ângulo para o círculo 1 Módulo do vetor V3 para o círculo 2 Vetores posição VCC2 das geometrias FCC2 Ângulo para o círculo 2 VCC3 Módulo do vetor V3 para o círculo 3 FCC3 Ângulo para o círculo 3 4 VCS1 FCS1 TCS1 Módulo do vetor V3 para a esfera Ângulo para a esfera Ângulo para a esfera Como o experimento foi executado com três fatores e dois níveis para cada fator, dois blocos com três repetições dentro dos blocos e a temperatura como covariável, a análise dos dados gerou um total de 25 graus de liberdade para os resíduos, o que permitiu usar adequadamente a Análise de Variância – ANOVA (Montgomery, 2005). 4. Resultados e Discussões Para análise dos resultados, primeiramente avaliou-se a temperatura isoladamente, pois, sabese que, apesar das medições terem sido realizadas em ambiente com temperatura controlada, sua variabilidade pode influenciar os resultados das medições. A Figura 1 mostra as temperaturas iniciais e finais de todos os 48 ciclos de medição, as respectivas médias e desvios padrão para a temperatura final e inicial. Basicamente, o gráfico de controle foi utilizado para mostrar a dispersão dos valores de temperatura dentro dos limites de controle que são definidos a partir do desvio padrão das temperaturas. Da temperatura inicial nota-se que, dos 48 ciclos de medição realizados, tem-se sete valores fora dos limites de controle. Para a temperatura final observam-se apenas quatro valores fora destes limites. Porém, vale ressaltar que, apesar destes valores se apresentarem fora dos limites, ambas as temperaturas apresentam uma amplitude máxima da ordem de 0,4oC, destacando-se ainda que cada ponto do gráfico corresponde a uma das 48 corridas experimentais acima descritas, nas quais foram avaliados todas as variáveis listadas na Tabela 2. Assim, de forma geral e apesar dos valores fora dos limites de controle, nota-se que no decorrer das 48 corridas a temperatura não exibiu variação superior a 0,2oC para cada ciclo individual de medição (uma combinação de fatores). Sob o ponto de vista estatístico, o teste t de igualdade de médias indicou que as médias de ambas as temperaturas são iguais com p-valor = 0,8343. Já o teste de Bartllet, usado para verificar se duas variáveis aleatórias possuem a mesma variância, mostrou que a variabilidade das temperaturas é diferente, com p-valor de 2,2e-16. Desta forma, tomando o coeficiente de expansão térmica da peça de 21,8 ppm/oC e assumindo hipoteticamente a variação máxima de 0,4oC num único ciclo, verificar-se-ia uma variação dimensional por influência da temperatura de 1,6 m quando fosse medido o vetor posição V3 da esfera , de aproximadamente 192 mm. Porém, assumindo uma variação mais realista de 0,2oC num único ciclo , onde todas as características da peça foram medidas, ter-se-ia uma variação de 0,8 m por efeitos de temperatura quando a mesma dimensão máxima de 192 mm fosse medida. 5 Figura 1: Gráfico de Controle para a Temperatura Inicial e Temperatura Final Além da análise preliminar da temperatura, também foram avaliadas as coordenadas da origem, coletadas nos sucessivos processos de alinhamento da peça com diferentes combinações experimentais. A Figura 2 mostra os valores obtidos nos 48 testes sucessivos. Observa-se na Figura 2 que as coordenadas AEx, AEy e AEz da origem do sistema de coordenadas da peça (PCS) apresentam comportamentos semelhantes, especialmente com relação a variabilidade dos valores observados. Além disso, nenhuma das variáveis apresenta valores discrepantes (outliers). A médias das variáveis AEx e AEy são valores próximos e os valores observados apresentam distribuição normal, conforme observado no teste de normalidade Shapiro-Wilk, cujos p-valores são 0,0732 e 0,6489 para AEx e AEy respectivamente. Já a variável AEz, apesar de apresentar variância similar a AEx e AEy, a distribuição dos dados não é normal, de acordo com o mesmo teste de normalidade, cujo pvalor é de 1,247e-06. Este fato já era esperado, pois um histograma destes valores mostrou que a maioria das observações está concentrada no primeiro e terceiro quartis. Figura 2: Boxplot para os sucessivos valores observados para as coordenadas de origem 6 Finalmente, o resultado final dos experimentos foi obtido pela ANOVA, para cada uma das variáveis respostas. As temperaturas foram incluídas no modelo de regressão da ANOVA para verificar se as mesmas são importantes fontes de variabilidade no processo de medição aqui apresentado. A Tabela 3 apresenta um exemplo dos resultados da ANOVA, realizada para a variável AEx. Nesta tabela tem-se esquerda os fatores e suas interações, os resíduos, os graus de liberdade (GL), as somas dos quadrados médios, o valor F calculado, o respectivo p-valor e seu nível de significância. Para interpretar os resultados da ANOVA, apresentados na Tabela 3 e posteriormente na Tabela 4 deve-se considerar os níveis de significância apresentados. De forma geral, a interpretação do nível de significância é feito da seguinte forma: um nível de significância com valor maior ou igual a 0,5 não é considerado estatisticamente significativo. Níveis de significância entre 0,01 e 0,05 indicam fatores estatisticamente significativos, níveis de significância entre 0,001 e 0,01 indicam fatores muito significativos e, finalmente, níveis de significância menores que 0,001 indicam fatores extremamente significativos. Com base nisso, observa-se na Tabela 3 que o Bloco, caracterizado neste experimento pelo comprimento da ponta do apalpador, e o PCS, caracterizado pela distribuição de pontos que definem o sistema de coordenadas da peça são fatores extremamente significativos. Para o bloco, este resultado é esperado, pois, na prática estatística, o fator utilizado para o Bloco é sempre o fator que se sabe a priori ser significativo. Quanto ao PCS, o resultado confirma a expectativa deste estudo, mostrando que a definição das coordenadas de origem da peça é extremamente significativa. Além disso, a interação dos fatores Velocidade e PCS; Velocidade, Temperatura Inicial, PCS e Temperatura Final também foram consideradas significativas, o que implica dizer que, quando considerados conjuntamente, também são fontes de variabilidade no processo de medição aqui discutido. Tabela 3 – Resultados da ANOVA para a variável AEx GL Soma Quadr Quadr Médio Valor F Pr(>F) Bloco 1 3,267e-05 3,267e-05 175,1180 8,580e-13 Dist 1 3,000e-09 3,000e-09 0,0179 0,89473 Vel 1 1,000e-09 1,000e-09 0,0031 0,95587 PCS 1 6,523e-06 6,523e-06 34,9623 3,595e-06 Tini 1 1,200e-08 1,200e-08 0,0626 0,80443 Tfin 1 5,000e-09 5,000e-09 0,0258 0,87363 Bloco:Dist 1 5,450e-07 5,450e-07 2,9193 0,09991 Bloco:Vel 1 4,520e-07 4,520e-07 2,4237 0,13209 Bloco:PCS 1 1,800e-08 1,800e-08 0,0977 0,75724 Bloco:Tini 1 2,000e-09 2,000e-09 0,0110 0,91747 Bloco:Tfin 1 2,470e-07 2,470e-07 1,3235 0,26085 Dist:Vel 1 4,200e-08 4,200e-08 0,2240 0,64009 Dist:PCS 1 2,990e-07 2,990e-07 1,6040 0,21702 Vel:PCS 1 8,840e-07 8,840e-07 4,7372 0,03917 Dist:Tini 1 5,000e-09 5,000e-09 0,0290 0,86616 Dist:Tfini 1 2,560e-07 2,560e-07 1,3708 0,25272 Vel:Tini 1 1,291e-06 1,291e-06 6,9185 0,01439 Vel:Tfin 1 5,800e-08 5,800e-08 0,3120 0,58141 PCS:Tini 1 1,607e-10 1,607e-10 0,0009 0,97682 PCS:Tfin 1 7,970e-07 7,970e-07 4,2739 0,04920 Tini:Tfin 1 3,140e-07 3,140e-07 1,6817 0,20654 Dist:Vel:PCS 1 8,000e-08 8,000e-08 0,4267 0,51958 Residuals 25 4,664e-06 1,870e-07 Signif. 0 0 0,01 0,01 0,01 7 A análise dos resíduos do modelo ajustado permite verificar a qualidade do modelo ajustado, que implica na qualidade das conclusões feitas a partir da ANOVA. De forma geral, a análise de resíduos permite verificar se foram atendidas as suposições da regressão linear que envolve a hipótese de normalidade dos resíduos, média zero e variância constante, A Figura 3 ilustra a análise de resíduos da ANOVA para a variável AEx. O gráfico (a) da Figura 3 mostra que o modelo de regressão linear ajustado é adequado, pois os resíduos se distribuem de forma aleatória em torno da média zero. O gráfico (b), dado pelos resíduos padronizados vs quantis teóricos, indica que os dados possuem distribuição Normal, o que foi confirmado com o teste de normalidade, cujo p-valor vale 0,1012. O gráfico (c) mostra que a dispersão dos resíduos é aleatória, pois se observa a ausência de padrões visíveis nos dados. Finalmente, o gráfico (d) mostra que os valores dos resíduos estão dentro dos limites aceitáveis, sem a indicação de valores discrepantes, ou visivelmente diferentes dos demais (outliers). Figura 3: Análise de resíduos da ANOVA da variável AEX A mesma ANOVA e análise de resíduos feita para a variável AEx foi realizada para avaliar as demais variáveis resposta. A Tabela 4 contém os resultados para os fatores e as interações que se mostraram significativos. Observa-se inicialmente na Tabela 4, que para a maioria das variáveis respostas, o Bloco, o PCS e a interação entre Bloco e PCS são extremamente significativos. Neste caso, valem as mesmas discussões já feitas para a variável AEx. O fator Dist é muito significativo para as variáveis CS1z, VCS1 e TCS1. O fator Vel pode ser considerada significativa para as variáveis CS1z e TCS1. A ANOVA mostrou que a temperatura final é muito significativa apenas para a variável DC2. Dentre as possíveis interações entre os níveis dos fatores e as temperaturas, a interação Bloco:Dist é muito significativa para as variáveis CC2x e CC2y. A interação Bloco: Tini foi considerada significativa para as variáveis CS1 e TCS1. A interação Dist:PSC é muito significativa para a variável VCC1 e significativa para a variável VCC3. A interação Vel:PCS 8 é significativa para DC1, CS1 e TCS1. A interação entre a Vel e Tini é significativa apenas para a variável CS1x , finalmente, a interação PCS:Tfin é significativa para a variável VCC2. De modo análogo, a mesma análise de resíduos, já comentada anteriormente para a variável AEx foi realizada para cada uma das variáveis apresentadas na Tabela 2. As análises indicaram que os resíduos para estas variáveis têm distribuição normal, média zero e variância constante, fato este que valida os resultados da ANOVA. Vel PCS Tfin Bloco:Dist Bloco:PCS Bloco:Tini Dist:Vel Dist:PCS Vel:PCS Vel:Tini Vel:Tfin PCS:Tfin Interações Significativas Dist AEy AEz CC1x CC1y DC1 EC1 CC2x CC2y DC2 EC2 CC3x CC3y DC3 EC3 CS1x CS1y CS1z DS1 VCC1 FCC1 VCC2 FCC2 VCC3 FCC3 VCS1 FCS1 TCS1 Fatores Significativos Bloco Variáveis Resposta Tabela 4: Resumo da ANOVA para as variáveis respostas 0 0 0,001 0,001 0 0 0 0 0 0,001 0,001 0 0,01 0 0,001 - 0 0,01 0 0,01 0,5 0,01 0 0,5 0 0 0,001 0 0,001 0 0 0 0 0 0 0 0 0,5 0,5 0,001 0 0 0,5 0,001 0 0,5 0,5 0,5 0,5 - 0,001 0 - 0,001 0 0 0 0,5 0 0 0 0 0 0,001 0 0 0,001 0 0,001 0,001 - 0,01 0,5 0,01 0,5 0,5 0,5 0,5 0,001 0,5 0,01 - 0,01 0,01 0,5 0,01 0,5 0,01 - 0,5 0,01 - 0,01 0,5 0,01 0,5 - O mais importante aspecto desta análise é a constatação que, mesmo considerando a temperatura como uma fonte de incerteza, o PCS tem influência extrema sobre todas as demais variáveis respostas avaliadas neste estudo. Além disso, as interações mais influentes e com maiores significâncias envolveram a definição do PCS durante a medição. 9 No que se refere à circularidade, a não influência dos fatores era de certo modo esperada, porque esse parâmetro de forma é calculado como o resíduo de um ajuste matemático sobre todos os pontos que caracterizam a geometria medida. Assim, assumindo que as combinações de fatores experimentais influenciam de modo equânime todos os pontos medidos na geometria e que a temperatura foi considerada na análise e não se mostrou influente, exceto a temperatura final, que teve influência na variável resposta DC2, espera-se que não exista um fator com influência significativa sobre a circularidade calculada. Já as coordenadas Y dos centros dos furos e da origem podem indicar um comportamento particular deste eixo da máquina, cabendo neste caso maiores investigações. Finalmente, os ângulos de azimute FCC1 e FCC3 são função das coordenadas Y dos centros dos respectivos furos, o que pode explicar a similaridade de comportamento na análise de variância. 5. Conclusão O objetivo deste estudo foi avaliar os dados de um experimento planejado para verificar se o alinhamento dos pontos na definição do sistema de coordenadas da peça influencia de forma significativa com algum grau de significância nos resultados da medição, quando a temperatura é considerada na análise dos dados, além da presença de outros fatores potencialmente influentes nos resultados medidos, quando não devidamente controlados. Os resultados mostraram que as evidências já observadas no estudo de simulação e na análise em que a temperatura é desconsiderada, foram confirmadas, mostrando que a definição das coordenadas (PCS) e as suas interações foram os fatores que mais influenciaram o processo de medição. Esse fato foi verificado na medição da posição de geometrias, nas dimensões individuais, no posicionamento angular em relação às referências, além do próprio alinhamento da origem de coordenadas. Com base nestas evidências pode-se afirmar, agora com comprovação empírica, que as medições subseqüentes de uma peça serão no máximo tão boas quanto ao alinhamento da mesma no volume de trabalho, mesmo quando a variável temperatura é controlada e incluída na análise dos dados. Desta forma, a principal contribuição deste estudo em relação ao estudo realizado por Abackerli et al. (2009) foi mostrar que, mesmo quando a temperatura é avaliada como um fator de variabilidade, o problema do alinhamento da peça (PCS) e suas interações continuam sendo os fatores que mais influênciam no processo de medição. 6. Referências Abackerli, A. J.; Pereira, P. H.; Papa, M. C. O. Investigação experimental do efeito do sistema de coordenadas da peça na avaliação dimensional de geometria,. In: 5 COBEF, 2009, Belo Horizonte - MG. Congresso Brasileiro de Engenharia de Fabricação, 2009. Abackerli, A. J. Medição nas decisões sobre a usinagem: o problema da localização. In. Anais do12 Seminário de Alta Tecnologia: Inovações Tecnológicas na M@nufatura. Universidade Metodista de Piracicaba – UNIMEP, Piracicaba – SP, Outubro 2007, PP. 1-14, 2007. Brazhkin, B. S.; Mirotvorskii, V.S. Calculation of curved surfaces on coordinate measuring machines, Measurement Techniques, Vol. 48, pp. 657-662, 2005. Capello E, Semeraro Q., Harmonic fitting approach for plane geometry measurements. International Journal of Advanced Manufacturing Technology, Vol. 16, p. 250-258, 2000. Capello, E.; Semeraro, Q. The harmonic fitting method for the assessment of the substitute geometry estimate error. Part I: 2D and 3D theory, International Journal of Machine Tools & Manufacture, Vol. 41, pp. 1071– 1102, 2001a. Capello, E.; Semeraro, Q. The harmonic fitting method for the assessment of the substitute geometry estimate error. Part II: statistical approach, machining process analysis and inspection plan optimization, International Journal of Machine Tools & Manufacture, Vol. 41, pp. 1103-1129, 2001b. 10 Cho, M. W.; Seo, T.I. Inspection Planning Strategy for the On-Machine Measurement Process Based on CAD/CAM/CAI Integration, International Journal of Advanced Manufacturing Technology, Vol. 19, pp. 607– 617, 2005. Cruz, J. A. A.; Raman, S. Torus Form Inspection Using Coordinate Sampling, Transactions of the ASME, Vol. 127, Vol. Feb., pp. 84-95, 2005. Elkott, D. F. ; Veldhuis, S.C. Isoparametric line sampling for the inspection planning of sculptured surfaces”, Computer-Aided Design, Vol. 37, pp. 189-200, 2005. Galetto, M.; Vezzetti, E. Reverse engineering of free-form surfaces: A methodology for threshold definition in selective sampling, International Journal of Machine Tools & Manufacture, Vol. 46, pp. 1079–1086, 2006. Gao, C. H.; Cheng, K.; Webb, D. Investigation on sampling size optimization in gear tooth surface measurement using a CMM, International Journal of Advanced Manufacturing Technology, Vol. 24, pp. 599606, 2004 Gou, J.B.; Chu, Y.X.; Li, Z.X. On the symmetrical localization problem, IEEE Transactions on Robotics and Automation, Vol. 14, n. 4, pp. 533-540, 1998. Jiang, B. C.; Chiu, S.D. Form tolerance-based measurement points determination with CMM, Journal of Intelligent Manufacturing, Vol. 13, pp. 101-108, 2002. Li, Y. D; Gu, P. H. Free-form surface inspection techniques state of the art review, Computer-Aided Design, Vol. 36, pp. 1395-1417, 2004. Li, Y. F.; Liu, Z. G. Method for determining the probing points for efficient measurement and reconstruction of freeform surfaces, Measurement Science and Technology, Vol. 14, pp. 1280–1288, 2003. Montgomery, D. C. Design and Analysis of Experiment, 6th Edition, Willey & Sons, 680pp, 2005. Prakasvudhisarn, C.;Raman, S. Framework for Cone Feature Measurement Using Coordinate Measuring Machines, Journal of Manufacturing Science and Engineering Feb, Vol. 126, pp. 169-177, 2004. Sansoni, G.; Docchio, F. In-field performance of an optical digitizer for the reverse engineering of free-form surface, International Journal Advanced Manufacturing Technology, Vol. 26, pp. 1353–1361, 2005. Smith, T. S.; Farouki, R, T.; Al-Kandari, M.; Pottmann. H. Optimal slicing of free-form surface, Computer Aided Geometric Design, Vol. 19, pp. 43-64, 2002. Xiong, Z.; Wang, M. Y. A Near-Optimal Probing Strategy for Work piece Localization, IEEE Transactions on Robotics, Vol. 20, n. 4, pp. 668-676, 2004. 11
Download