ESTUDO DA FORMA E DA RUGOSIDADE EM PRÓTESES
ORTOPÉDICAS DE QUADRIL
Marcos Motta de Souza
Tese de Doutorado apresentada ao Programa de
Pós-graduação
em
Engenharia
Mecânica,
COPPE, da Universidade Federal do Rio de
Janeiro, como parte dos requisitos necessários à
obtenção do título de Doutor em Engenharia
Mecânica.
Orientador: Max Suell Dutra
Rio de Janeiro
Julho de 2011
Souza, Marcos Motta de
Estudo da Forma e da Rugosidade em Próteses
Ortopédicas de Quadril / Marcos Motta de Souza. – Rio de
Janeiro: UFRJ/COPPE, 2011.
XVIII, 129 p.: il.; 29,7 cm.
Orientador: Max Suell Dutra
Tese (doutorado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2011.
Referências Bibliográficas: p. 109-118.
1. Prótese ortopédica. 2. Rugosidade. 3. Incerteza de
medição I. Dutra, Max Suell. II. Universidade Federal do Rio
de Janeiro, COPPE, Programa de Engenharia Mecânica.
III. Titulo.
iii
Dedico este trabalho aos
meus pais Solon e Lindaura
(in memorian), pelo amor
e educação recebidos.
E principalmente à
Adriana, Gabriel e Mariana,
por iluminarem a minha vida.
iv
AGRADECIMENTOS
Ao meu orientador Professor Max Suell Dutra, pelo apoio e paciência no
desenvolvimento deste trabalho.
Ao Wellington Santos Barros, Chefe do Laboratório de Metrologia Dimensional
e a Marcia Marie Maru, pelas discussões técnicas e pelo incentivo no desenvolvimento
deste trabalho.
Aos meus colegas, Sergio Pinheiro de Oliveira, Paulo Roberto Guimarães Couto,
Flávio Carnelli Frade e Luiz Henrique Paraguassu de Oliveira, pelo suporte no
desenvolvimento deste trabalho.
Agradeço a José Carlos Valente de Oliveira, Chefe da Divisão de Metrologia
Mecânica, Jailton Carreteiro Damasceno, Chefe da Divisão de Materiais e ao Prof.
Carlos Alberto Achete, Coordenador de Laboratórios e Infraestrutura, pelo apoio
institucional recebido ao longo deste trabalho.
Aos colegas do Laboratório, Willian Lima, Gustavo da Fonseca e Felipe
Camara, pelo apoio dado.
A Vera Lucia P. S. Noronha, secretária da mecânica, pelo suporte, competência
e dedicação aos alunos do curso.
Aos colegas do Inmetro, Rafael Trommer, Lídia Sena e Leandro Lidizio, pelo
auxílio no desenvolvimento deste trabalho.
Agradeço também a todos os colegas do Inmetro que participaram em fases
deste trabalho.
v
Resumo da Tese apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Doutor em Ciências (D.Sc.)
ESTUDO DA FORMA E DA RUGOSIDADE EM PRÓTESES
ORTOPÉDICAS DE QUADRIL
Marcos Motta de Souza
Julho/2011
Orientador: Max Suell Dutra
Programa: Engenharia Mecânica
Um dos fatores que contribui para a qualidade das próteses totais de quadril está
relacionado ao grau de exatidão na fabricação das superfícies da articulação. A natureza
das superfícies de deslizamento exige a minimização do atrito e a maximização das
condições de lubrificação. Uma folga adequada entre os componentes necessita de uma
geometria precisa, aliada ao atendimento das exigências de acabamento da superfície.
O controle dimensional destes componentes articulares torna-se importante, pois
influencia diretamente na sua durabilidade e consequentemente, uma melhoria na
qualidade de vida do paciente.
Este trabalho realiza um estudo da forma e da rugosidade das próteses
ortopédicas de quadril fabricadas no Brasil e no exterior. Os resultados obtidos
disponibilizam dados para o controle da qualidade das superfícies de cabeças femorais e
componentes acetabulares de próteses de quadril. Estes resultados indicam a
necessidade de melhoria nos procedimentos utilizados neste controle.
vi
Abstract of Thesis presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Doctor of Science (D.Sc.)
STUDY OF THE FORM AND ROUGHNESS
IN ORTHOPAEDIC HIP PROSTHESIS
Marcos Motta de Souza
July/2011
Advisor: Max Suell Dutra
Department: Mechanical Engineering
One of the factors that contribute to the quality of total hip prostheses is related
to the degree of accuracy in the manufacture of the joint surfaces. The nature of the
sliding surfaces requires the minimization of friction and the maximization of
lubrication conditions. Adequate clearance between the components requires a precise
geometry, coupled with meeting the demands of surface finish.
The dimensional control of joint components becomes important because
influences directly in durability and consequently in a better life quality of patients.
This work studies the form and roughness of orthopedic hip prostheses
manufactured in Brazil and abroad. The results provide data for quality control of the
surfaces of the femoral heads and acetabular components of hip prostheses. These
results indicate the need for improvement of the procedures used in this control.
vii
SUMÁRIO
CAPÍTULO 1 – INTRODUÇÃO
1.1 – Contexto ..............................................................................................................1
1.2 – Objetivo e justificativa ........................................................................................3
1.3 – Contribuições ......................................................................................................4
1.4 – Organização do trabalho .....................................................................................5
CAPÍTULO 2 – PRÓTESE DE QUADRIL
2.1 – Introdução ............................................................................................................6
2.2 – Artroplastia total de quadril (ATQ) primária.......................................................7
2.3 – Causas da artroplastia total de quadril .................................................................8
2.3.1 – Osteoartite ....................................................................................................9
2.3.2 – Artrite reumatóide ......................................................................................10
2.3.2 – Necrose avascular ......................................................................................10
2.3.2 – Outros motivos ...........................................................................................11
2.4 – Procedimento de substituição do quadril ...........................................................12
2.5 – Registros da substituição total do quadril ao longo do tempo ...........................12
2.6 – Modelos de próteses...........................................................................................14
2.6.1 – Tipos de fixação .........................................................................................15
2.6.2 – Geometria...................................................................................................16
2.6.3 – Haste e cabeça femoral ..............................................................................17
2.6.4 – Componentes acetabulares .........................................................................17
2.6.5 – Materiais utilizados em artroplastia total de quadril ..................................18
a) – Material cerâmico ...........................................................................................19
b) – Material metálico ............................................................................................20
c) – Material polimérico.........................................................................................21
d) – Pares e combinações .......................................................................................21
e) – Próxima geração de componente acetabular...................................................22
2.6.6 – Acabamento da superfície ..........................................................................23
2.7 – Cimentação na ATQ ..........................................................................................23
2.8 – Epidemiologia da artroplastia total de quadril primária ....................................25
viii
CAPÍTULO 3 – METROLOGIA DE IMPLANTES ORTOPÉDICOS
3.1 – Introdução .........................................................................................................29
3.2 – Metrologia na indústria ortopédica ....................................................................29
3.3 – Especificação Geométrica de Produtos..............................................................31
3.4 – Instrumentos utilizados na medição de próteses................................................31
3.5 – Textura da superfície .........................................................................................39
3.5.1 – Conceitos Básicos ......................................................................................41
3.6 – Sistema de medição da rugosidade superficial ..................................................46
3.7 – Critérios para avaliar a rugosidade ....................................................................47
3.8 – Parâmetros de rugosidade ..................................................................................48
3.8.1 – Altura total do perfil (Pt, Rt e Wt)..............................................................49
3.8.2 – Desvio médio aritmético do perfil avaliado (Pa, Ra e Wa) .......................49
3.8.3 - Média dos cinco valores da rugosidade parcial (Rz) ..................................51
3.8.4 - Razão de material (Rm) fração de contato ..................................................52
3.8.5 - Razão de material (Rm) / curva de Abbott – Firestone...............................53
3.8.4 – Parâmetros obtidos a partir da representação linear curva de fração de
material (curva de Abbott-Firestone) ISO 13565-2:1999 ..........................54
3.9 – Circularidade......................................................................................................56
3.9.1 – Círculo dos Mínimos Quadrados (CMQ)...................................................56
3.9.2 – Círculo Mínimo Circunscrito (CMC) ........................................................58
3.9.3 – Círculo da Mínima Zona (CMZ)................................................................59
3.9.3 – Círculo Máximo Inscrito (CMI).................................................................59
CAPÍTULO 4 – MATERIAIS E MÉTODOS
4.1 – Materiais ............................................................................................................61
4.1.1 – Requisitos das superfícies ..........................................................................62
4.2 – Metodologia de medição das superfícies ...........................................................63
4.2.1 – Rugosidade.................................................................................................63
4.2.2 – Esfericidade e Circularidade ......................................................................64
4.2.3 – Diâmetro e esfericidade na Máquina de Medir por Coordenadas..............65
4.3 – Ensaio de simulação do desgaste .......................................................................67
4.3.1 – Ensaio inicial..............................................................................................68
ix
CAPÍTULO 5 – RESULTADOS OBTIDOS
5.1 – Comparação Laboratorial ..................................................................................69
5.2 – Ensaio de Microdureza ......................................................................................71
5.3 – Ensaio de Desgaste Inicial .................................................................................71
5.3.1 – Medição do Diâmetro.................................................................................72
5.3.2 – Medição do Desvio de Esfericidade...........................................................72
5.3.3 – Medição da Rugosidade .............................................................................75
5.4 – Comparação entre Cabeça Femoral Nacional e Importada ...............................76
5.5 – Comparação entre Componente Acetabular Nacional e o Importado ...............78
5.6 – Análise dos Componentes Acetabulares com cut-off de 0,8 mm .....................81
5.7 – Segundo Ensaio de Desgaste .............................................................................82
5.8 – Comparação entre Cabeça Femoral Nacional, Importada e de Cerâmica .........85
5.9 – Medição de Circularidade da Cabeça Femoral ..................................................88
CAPÍTULO 6 – INCERTEZA DE MEDIÇÃO
6.1 – Introdução ..........................................................................................................91
6.1.1 – Etapas para o Cálculo da Incerteza de Medição.........................................91
6.1.2 – Modelo Matemático ...................................................................................92
6.2 – Determinação da incerteza das grandezas de entrada........................................93
6.2.1 – Padrão de referência...................................................................................93
6.2.2 – Incerteza Padrão do Tipo A (Repetitividade) ............................................94
6.2.3 – Topografia da prótese.................................................................................94
6.2.4 – Desvio de linearidade.................................................................................94
6.2.5 – Ruído de fundo...........................................................................................95
6.2.6 – Deformação plástica...................................................................................95
6.2.7 – Raio da ponta do apalpador........................................................................95
6.2.8 – Incerteza Total das Grandezas de Entrada .................................................96
6.3 – Coeficiente de sensibilidade ci ...........................................................................96
6.4 – Contribuição para a incerteza padrão.................................................................96
6.5 – Incerteza Padrão Combinada uc (y) ....................................................................97
6.6 – Incerteza Expandida U ......................................................................................97
6.7 – Planilhas de incerteza de medição .....................................................................97
6.8 – Simulação de Monte Carlo ..............................................................................102
x
6.8.1 – Passos para a Estimativa da Incerteza pelo Método de Monte Carlo ......103
6.8.2 – Estimativa da Incerteza pelo Método de Monte Carlo.............................103
CAPÍTULO 7 – CONCLUSÃO E TRABALHOS FUTUROS
7.1 – Conclusão.........................................................................................................105
7.2 – Trabalhos Futuros ............................................................................................108
REFERÊNCIAS BIBLIOGRÁFICAS..........................................................................109
ANEXOS.......................................................................................................................119
xi
LISTA DE SÍMBOLOS
λs
Filtro de perfil que define a separação entre os componentes da rugosidade
e os componentes de comprimento de onda mais curtos (ruídos de alta
freqüência) presentes na superfície
λc
Filtro de perfil que define a separação entre os componentes da rugosidade
e da ondulação
λf
Filtro de perfil que define a separação entre os componentes da ondulação
e os componentes de ondas mais longas presentes na superfície
lp, lr e lw
Comprimento de amostragem, comprimento na direção do eixo X utilizado
para identificar as irregularidades características do perfil sob avaliação
ln
Comprimento de avaliação, comprimento na direção do eixo X, utilizado
para estabelecer o perfil sob avaliação
Zp
Pico de um perfil, parte do perfil avaliado dirigido para fora (do material
para o meio ambiente), conectada a dois pontos adjacentes da interseção do
perfil com o eixo X
Zv
Vale de um perfil, parte do perfil avaliado dirigido para dentro (do meio
ambiente para o material), conectada a dois pontos adjacentes da interseção
do perfil com o eixo X
lv
Distância para atingir a velocidade de medição
lp
Distância para atingir a parada do apalpador
RSm
Valor médio de espaçamento entre os picos do perfil e a linha média,
medido dentro do comprimento de amostragem
Pt
Perfil primário, definido como a altura total de um perfil não filtrado
Wt
Perfil de ondulação, altura total, após utilização de um filtro passa baixa
Rt
Perfil de rugosidade, altura total, após utilização de um filtro passa alta
Ra
Média aritmética dos valores absolutos das ordenadas (Zx) no comprimento
de amostragem. Perfil de rugosidade R após filtragem
Pa
Média aritmética do perfil primário P não filtrado
Wa
Média aritmética do perfil de ondulação W após filtragem
Rz
Parâmetro de rugosidade que corresponde à média dos cinco valores da
rugosidade parcial
Zi
Rugosidade parcial
Rm
Razão de material (fração de contato)
Rk
Profundidade do núcleo do perfil de rugosidade
Mr1
Nível determinado em percentual, pela linha de interseção que separa os
picos mais altos, do núcleo do perfil de rugosidade
xii
Mr2
Nível determinado em percentual, pela linha de interseção que separa os
vales mais profundos, do núcleo do perfil de rugosidade
Rpk
Altura média dos picos mais altos que estão acima do núcleo do perfil de
rugosidade
Rvk
Altura média dos vales mais profundos que estão acima do núcleo do perfil
de rugosidade
Xi
Grandezas de entrada
u(xi)
Incerteza padrão
ui (y)
Contribuição para incerteza padrão
ci
Coeficiente de sensibilidade
U
Incerteza expandida
uc (y)
Incerteza padrão combinada
k
Fator de abrangência
νeff
Graus de liberdade efetivos
Ze (x)
Perfil traçado
G(Ze(x))
Função do instrumento
Fs(Zg(x))
Função do filtro λs
Fc(Zs (x))
Função do filtro λc
P (Zc (x))
Função do parâmetro P
Zg (x)
Perfil total
u 2 (z g )
Incerteza do perfil avaliado (total)
u 2 ( Pt n )
Incerteza do padrão de referência
u 2 (∆Pt )
Incerteza de medição por medir em um local (ponto) diferente
u 2 (b)
Incerteza da repetitividade do perfil avaliado
u 2 ( ze )
Incerteza da topografia do padrão de referência
u 2 ( z ref )
Incerteza do perfil de referência
u 2 ( z0 )
Incerteza devida ao ruído
u 2 ( z pl )
Incerteza devida à deformação plástica
u 2 ( z sp )
Incerteza devida à geometria da ponta do apalpador
Un
Incerteza de medição da altura total do perfil do padrão de referência
Ptn
Altura total do perfil do padrão de referência
xiii
s (R)
Incerteza padrão do valor médio na determinação da profundidade da
ranhura calibrada no mesmo ponto
Wt0
Valor médio do perfil de ondulação medido cinco vezes em um mesmo
ponto, de um plano ótico
Rz0
Média dos cinco valores da rugosidade parcial medido em um mesmo
ponto, de um plano ótico (ruído)
νi
Graus de liberdade
u (rt)
Incerteza do raio efetivo da ponta do apalpador
xiv
LISTA DE FIGURAS
Figura 2.1
Movimentos da articulação do quadril, notando-se no sentido horário os
movimentos de flexão, adução, rotação interna, rotação externa, abdução e
extensão.
6
Figura 2.2
Principais componentes da articulação do quadril ou coxo-femoral:
componente acetabular (acetábulo), cabeça do fêmur e cartilagem.
7
Figura 2.3
Desenhos de quadris: a) quadril saudável; b) quadril com osteoartrite.
9
Figura 2.4
Cabeça do fêmur com osteoartrite.
10
Figura 2.5
Raios x de substituição total do quadril.
12
Figura 2.6
Prótese do tipo “Charnley”.
14
Figura 2.7
Prótese do tipo “Exeter”.
14
Figura 2.8
Prótese de haste cimentada onde se demonstra o implante, o cimento e o
osso.
15
Figura 2.9
Prótese de haste não cimentada , onde se observa o implante, o manto
poroso e o osso.
16
Figura 2.10
Prótese total de quadril composta por: componente femoral (haste e cabeça
femoral) metálico, colo femoral e componentes acetabulares interno e
externo constituídos, respectivamente, por um inserto de polietileno e uma
cápsula metálica.
16
Figura 2.11
Componente acetabular Mitch™.
23
Figura 2.12
Pistola de cimento ou “cement gun”.
24
Figura 2.13
Números de Artroplastias Totais de Quadril realizadas na Suécia, desde
1967 (6 operações) até 2008 (14.451).
27
Figura 3.1
Sensor de toque resistivo.
32
Figura 3.2
Medição por contato.
34
Figura 3.3
Esquema de um transdutor indutivo.
34
Figura 3.4
Esquema de perfilômetro que utiliza a tecnologia Phase Grating
Interferometric Transducer.
35
Figura 3.5
Limitações devida ao raio da ponta do apalpador.
36
Figura 3.6
Esquema do microscópio de força atômica.
38
Figura 3.7
Composição da textura da superfície.
39
Figura 3.8
Características de transmissão dos perfis de rugosidade e ondulação.
42
Figura 3.9
Pico e vale de um perfil.
43
Figura 3.10
Superfície geométrica é por definição, perfeita.
43
xv
Figura 3.11
Superfície real, uma herança do método empregado na usinagem
44
Figura 3.12
Superfície efetiva apresentada com ampliação.
44
Figura 3.13
O perfil geométrico é, por definição, perfeito.
45
Figura 3.14
Perfil real, cortado por um plano perpendicular.
45
Figura 3.15
Perfil efetivo obtido com rugosímetro (sem filtrar ondulações).
45
Figura 3.16
Perfil de Rugosidade (com filtro).
46
Figura 3.17
Ondulação com filtro passa baixa.
46
Figura 3.18
Cálculo do sistema M.
47
Figura 3.19
Comprimentos para avaliação de rugosidade.
47
Figura 3.20
Parâmetro Sm.
48
Figura 3.21
Perfil não filtrado Pt.
49
Figura 3.22
Perfil filtrado Wt.
49
Figura 3.23
Perfil filtrado Rt.
49
Figura 3.24
Parâmetro Ra.
50
Figura 3.25
Rugosidade parcial Zi, para definir Rz.
52
Figura 3.26
Razão de material em relação a um percentual de contato.
53
Figura 3.27
Representação da curva de razão de material.
53
Figura 3.28
Cálculo de Rk, Mr1 e Mr2.
54
Figura 3.29
Cálculo de Rpk, e Rvk.
55
Figura 3.30
Derivação do círculo de mínimos quadrados.
57
Figura 3.31
Mínimo círculo circunscrito.
58
Figura 3.32
Círculo da mínima zona.
59
Figura 3.33
Círculo máximo inscrito.
60
Figura 4.1
Dispersão de energia de raios-X da cabeça femoral.
62
Figura 4.2
Rugosímetro.
63
Figura 4.3
Medição da rugosidade cabeça femoral.
64
Figura 4.4
Medição da rugosidade acetábulo.
64
Figura 4.5
Máquina de Medição de Forma.
65
Figura 4.6
Máquina de Medir Coordenadas.
65
Figura 4.7
Suportes de fixação com cabeça femoral acoplada.
66
Figura 4.8
Configuração de medição dos acetábulos.
66
Figura 4.9a
Cabeça femoral.
67
Figura 4.9b
Acetábulo.
67
xvi
Figura 4.10
Simulador de ensaio de desgaste de 6 estações trabalho.
68
Figura 5.1
Posições para medição da rugosidade da cabeça femoral.
70
Figura 5.2
Gráfico da cabeça femoral 2 plano XZ.
73
Figura 5.3
Gráfico da cabeça femoral 3 plano XZ.
73
Figura 5.4
Gráfico da cabeça femoral 7 plano XZ antes e após desgaste.
73
Figura 5.5
Gráfico componente acetabular 2 plano ZY.
74
Figura 5.6
Gráfico componente acetabular 3 plano ZY.
74
Figura 5.7
Gráfico componente acetabular 7 plano ZY.
75
Figura 5.8
Gráfico do Ra para cabeças femorais nacionais e importadas.
76
Figura 5.9
Gráfico de Rt para cabeças femorais nacionais e importadas.
77
Figura 5.10
Gráfico de Rk, Rpk e Rvk para cabeças femorais nacionais e importadas.
77
Figura 5.11
Gráfico de Wt e Pt cabeças femorais nacionais e importadas.
78
Figura 5.12
Gráfico de Ra para componentes acetabulares nacionais e importados.
79
Figura 5.13
Gráfico de Rt para componentes acetabulares nacionais e importados.
79
Figura 5.14
Gráfico do parâmetro Rk com cut-off de 0,08 mm para componentes
acetabulares nacionais e importados.
80
Figura 5.15
Gráfico dos parâmetros Rpk e Rvk com cut-off de 0,08 mm para
componentes acetabulares nacionais e importados.
80
Figura 5.16
Gráfico de Wt e Pt para componentes acetabulares nacionais e importados.
81
Figura 5.17
Gráfico de Ra para componentes acetabulares nacionais e importados.
82
Figura 5.18
Valores de Ra de componentes acetabulares antes e após segundo ensaio de
desgaste.
83
Figura 5.19
Valores de Rt de componentes acetabulares antes e após segundo ensaio de
desgaste.
83
Figura 5.20
Valores de Rk de componentes acetabulares antes e após segundo ensaio de
desgaste.
84
Figura 5.21
Valores de Rpk de componentes acetabulares antes e após segundo ensaio de
desgaste.
84
Figura 5.22
Valores de Rvk de componentes acetabulares antes e após segundo ensaio de
desgaste.
85
Figura 5.23
Cabeça femoral nacional parâmetro Pt= 15,803 µm.
86
Figura 5.24
Cabeça femoral importada parâmetro Pt=7,811 µm.
86
Figura 5.25
Cabeça femoral de cerâmica parâmetro Pt= 0,1200 µm.
86
Figura 5.26
Comparação do parâmetro Ra das cabeças femorais de cerâmica, nacional e
importada.
87
xvii
Figura 5.27
Comparação do parâmetro Wt das cabeças femorais de cerâmica, nacional e
importada.
87
Figura 5.28
Comparação dos parâmetros Rk, Rpk e Rvk das cabeças femorais de
cerâmica, nacional e importada.
88
Figura 5.29
Desvio de circularidade no hemisfério da cabeça medido na MMC e na
MMF.
88
Figura 5.30
Desvio de circularidade a 30º do hemisfério da cabeça medido na MMC e na
MMF.
89
Figura 5.31
Desvio de circularidade a 60º do hemisfério da cabeça medido na MMC e na
MMF.
89
Figura 5.32
Desvio de circularidade no hemisfério da cabeça femoral de aço inoxidável e 90
na de cerâmica, medido na MMC.
Figura 6.1
Intervalo de incerteza obtida para quatro desvios - padrão, gerado pelo
“software Crystal Ball”.
xviii
104
1 - Introdução
1.1
Contexto
A perda de um órgão ou de parte do corpo ocasiona, além da perda da função,
conseqüências psicológicas e sociais. O avanço da medicina moderna e o aumento da
expectativa de vida possibilitaram o desenvolvimento de novas técnicas que
possibilitaram uma melhor qualidade de vida, com isso, foram oferecidas novas opções
aos pacientes mutilados, como a utilização de implantes na substituição total ou parcial
de ossos fraturados [1].
Quando esta substituição se refere ao quadril, é denominada artroplastia total do
quadril (ATQ), que corresponde à cirurgia de substituição da articulação do quadril por
componentes metálicos, poliméricos e/ou cerâmicos, chamados de próteses [2].
A articulação do quadril é composta por uma esfera (cabeça do fêmur – osso da
coxa) e uma cavidade (componente acetabular – osso da bacia), onde a esfera deve se
encaixar com perfeição. Faixas de tecido formam a cápsula articular do quadril que
conectam a esfera ao componente acetabular e fornecem estabilidade à articulação.
Entre os dois ossos existe uma camada de cartilagem recobrindo-os de tal maneira que
não permite o contato osso com osso e facilita o deslizamento entre eles. Quando a
cartilagem está preservada, sua espessura geralmente é maior que 5 milímetros, sua
superfície é lisa e macia e está totalmente banhada pelo líquido sinovial, que é o
lubrificante. Um tecido fino, liso chamado membrana sinovial reveste todas as
superfícies restantes da articulação. Em um quadril saudável, esta membrana produz o
líquido que lubrifica e reduz o atrito nesta articulação [2]. Normalmente, todas estas
partes do quadril trabalham em harmonia, permitindo uma movimentação sem dor,
porém, quando por algum motivo há destruição da cartilagem, geralmente aparecem
dores e limitações de movimentos, impedindo a realização de tarefas de rotina. Estas
limitações são progressivas e interferem cada vez mais na vida da pessoa. É importante
observar que na articulação normal não há dor, porque o contato entre os ossos se dá na
região da cartilagem. Porém, quando a cartilagem se desfaz, o contato osso com osso
produz a dor; isto muitas vezes ocasiona a necessidade da substituição da articulação
[2].
A primeira tentativa de substituição da articulação do quadril foi realizada em
1840, pelo cirurgião Carnocham, este colocou um bloco de madeira entre as
1
articulações danificadas. Ao longo do tempo outros materiais biológicos e estranhos
foram utilizados nesta substituição tais como, pele, fáscia, músculo, bexiga de porco,
folha de ouro, todas estas tentativas resultaram em dor nos pacientes e terminaram em
falhas [3].
Durante o século XX diversas combinações destes materiais têm sido estudadas
para substituição total do quadril. O primeiro implante metal-metal foi realizado por
Wiles em 1930 e, posteriormente, desenvolvido nos anos 1950 e 1960 por cirurgiões
pioneiros como McKee e Ring. Em 1958, Charnley apresentou ‘‘uma artroplastia de
baixo atrito”, baseada no princípio de um componente articular metálico, a haste
femoral, em contato com um componente acetabular polimérico e, em 1970, Boutin
desenvolveu a primeira substituição total de quadril cerâmica-cerâmica. O conceito
Charnley metal em polímero como alternativa estrutural prevaleceu ao metal em metal.
A combinação de materiais mais utilizada em substituições de quadril consiste
de uma cabeça de fêmur fabricada com uma liga de cromo-cobalto e molibdênio
articulando em um componente polimérico fabricado com polietileno de ultra alto peso
molecular (UHMWPE). Esta combinação apresentou resultados consistentes em
artroplastias totais do quadril em todo o mundo nas últimas quatro décadas. Estima-se
que em 1998 aproximadamente 1,4 milhão de componentes de UHMWPE foram
implantados em todo o mundo e cerca de metade destes foram implantados no quadril.
Com base nos principais fabricantes de implantes ortopédicos, no máximo 200.000
implantes metal-metal ou cerâmica-cerâmica foram implantados em pacientes no
mundo, entre 1988 e 2000, correspondendo a aproximadamente 10% das artroplastias
totais de quadril durante o mesmo período de tempo. Portanto, mais de 90% das
artroplastias totais de quadril implantadas no mundo incluiu um componente de
UHMWPE e foram baseadas no conceito original de Charnley o de cabeça femoral de
metal com componente acetabular de polímero [4].
Apesar do reconhecido sucesso e aceitação mundial, o desgaste dos
componentes de UHMWPE ainda é um dos principais obstáculos que limita a
longevidade destas substituições. Este tipo de prótese normalmente desgasta a uma taxa
média de aproximadamente 0,1 mm por ano [4], e levaria um século para corroer um
componente de UHMWPE com 10 mm de espessura. No entanto, nesta taxa de
desgaste, 100 milhões de partículas de UHMWPE (considerando um diâmetro de 1µm)
são liberadas todo dia no espaço entre a junta. Estas partículas geradas a partir da
articulação entre a cabeça femoral e o componente acetabular iniciam uma rejeição do
2
tecido que ocasiona a osteólise (síndromes de destruição óssea) e em alguns casos, o
afrouxamento dos componentes.
A comunidade ortopédica através de tecnologias alternativas estudou o
comportamento do desgaste em próteses totais a fim de aumentar sua longevidade.
Desde 1970, pesquisadores têm tentado melhorar as características tribológicas do
UHMWPE, modificando a estrutura do polímero com o objetivo de melhorar o
desempenho clínico das articulações de quadril. Em 1970, foi introduzida uma fibra de
carbono reforçado no UHMWPE (Poli-II®) que aumentava sua resistência ao desgaste,
e na década de 1980 um UHMWPE de alta pressão recristalizado (Hylamer®) melhorou
sua resistência à fluência. No final dos anos 1990, numerosos laboratórios em todo o
mundo confirmaram que o UHMWPE com ligação cruzada por radiação, utilizando
peróxido de hidrogênio ou silano, melhorou o desempenho ao desgaste em simuladores.
Com base nessas análises in vitro, estes materiais foram introduzidos no mercado [4].
Hoje em dia, nos Estados Unidos realizam-se cerca de 1.000.000 destas cirurgias
por ano e, esta operação é uma das mais bem sucedidas, uma vez que a grande maioria
dos pacientes a ela submetida está satisfeita com seu resultado [5].
No Brasil ainda não existem dados disponíveis sobre o total de cirurgias
realizadas por ano e ao material utilizado. Há casos isolados de hospitais que possuem
estes dados, porém não os disponibiliza ao público, o inverso do que fazem na Noruega
e na Suécia cujos dados estão acessíveis a qualquer pessoa.
Verificou-se na pesquisa bibliográfica que existem poucos trabalhos referentes
ao dimensionamento destas próteses. Este é o primeiro trabalho em nível nacional que
estuda as dimensões, a forma e a rugosidade de próteses ortopédicas de quadril
especificamente em cabeças femorais de aço inoxidável e cerâmica, e componentes
acetabulares de polietileno de ultra alto peso molecular (UHMWPE). A principal
contribuição reside no estudo dos parâmetros de rugosidade relacionados à norma ISO
7206-2:2011 [6] e o estabelecimento de procedimentos para controle da qualidade das
próteses nacionais e importadas no País, aliado ao cálculo de incerteza de medição
correspondente.
1.2
Objetivo e Justificativa
As próteses ortopédicas de quadril fabricadas no Brasil e mesmo as importadas
estão sujeitas a falhas. Diversos motivos acarretam a necessidade de uma cirurgia de
3
revisão, os mais comuns são: qualidade do material, infecções, afrouxamento, fratura,
perfil do paciente, habilidade médica, desgaste, etc. O maior desgaste ocorre entre a
cabeça femoral e o componente acetabular e um dos motivos deste pode ser o
acabamento superficial.
De acordo com o Instituto Brasileiro de Geografia e Estatística - IBGE [7] a
população brasileira hoje é de 195 milhões de pessoas, dos quais 10,2% têm acima de
60 anos, em torno de 20 milhões de idosos. Segundo estimativas deste Instituto, em
2050 a população brasileira será de aproximadamente 215 milhões de pessoas, sendo
29,8% acima de 60 anos, ou seja, um número superior a 64 milhões de pessoas. A
população de idosos aumentará mais que três vezes, conseqüentemente haverá um
aumento de doenças crônicas e degenerativas ampliando a realização de cirurgias
diversas, inclusive as artroplastias totais de quadril.
Diante do exposto, o objetivo deste trabalho é verificar a superfície de próteses
nacionais e importadas visando estabelecer parâmetros dimensionais, de rugosidade e
forma, para controlar a qualidade tanto das próteses produzidas no País e quanto das
importadas. Para realizar o estudo da cabeça femoral e do componente acetabular
nacional e importado, foram utilizados os seguintes instrumentos: uma máquina de
medição por coordenadas (MMC), uma máquina de medição de forma (MMF), um
rugosímetro e uma máquina de ensaio de desgaste. Após as medições das próteses
fabricadas no Brasil, o mesmo procedimento foi efetuado com as próteses importadas.
Todas as amostras avaliadas foram do mesmo lote e fabricante. Ao final dos ensaios de
desgaste todas as próteses foram medidas novamente. Uma análise dos resultados foi
efetuada, visando estabelecer parâmetros de referência de dimensões, rugosidade e
esfericidade das próteses produzidas no Brasil.
1.3
Contribuições
Diversas contribuições deste trabalho podem ser elencadas. Entre elas podem ser
destacadas:
- Verificação da rugosidade e da esfericidade das próteses fabricadas no Brasil
baseado nos valores estipulados pela norma ISO 7206-2:2011 [6];
- Verificação dos parâmetros de rugosidade Ra e Rt e sua adequação para a
análise da rugosidade em próteses ortopédicas de quadril;
4
- Comparação da rugosidade e da forma nas próteses (cabeça femoral e
componente acetabular) fabricadas no país com as importadas;
- Fornecimento de dados para revisão da Norma nacional e/ou internacional
sobre próteses ortopédicas de quadril; e
- Análise dos parâmetros da curva de Abbott, Rk, Rpk e Rvk.
1.4
Organização do Trabalho
A proposta deste trabalho é estudar as dimensões e o acabamento superficial das
próteses ortopédicas fabricadas no Brasil. Este estudo foi realizado em próteses
ortopédicas de quadril nacionais e importadas, através da utilização de uma máquina de
medição por coordenadas, uma máquina de medição de circularidade, um rugosímetro e
um simulador de desgaste universal.
Uma breve descrição do desenvolvimento do trabalho encontra-se a seguir.
O capítulo 2 apresenta os diversos tipos de próteses de quadril, as complicações
que ocorreram e ainda ocorrem ao longo do tempo, a evolução dos materiais e os
diferentes tipos empregados, os tipos de cabeças femorais, hastes femorais e
componentes acetabulares.
O capítulo 3 discorre sobre a metrologia em implantes ortopédicos e também
sobre rugosidade superficial, conceitos básicos, critérios, definições e parâmetros da
rugosidade.
O capítulo 4 apresenta as Normas de referência, os métodos de medição e
equipamentos utilizados na realização dos ensaios.
O capítulo 5 apresenta os resultados obtidos das medições realizadas, inclusive
um ensaio de microdureza realizado em uma cabeça femoral nacional e a participação
em uma comparação interlaboratorial realizada em outubro de 2008.
O capítulo 6 discorre sobre os cálculos da incerteza de medição das cabeças
femorais e componentes acetabulares e as planilhas de incerteza correspondentes.
O capítulo 7 apresenta as conclusões encontradas e os trabalhos futuros.
5
2.
2.1
Prótese Ortopédica de Quadril
Introdução
Prótese, na área médica, é um dispositivo implantado no corpo para suprir a falta
de um órgão ausente ou para restaurar uma função comprometida. A prótese ortopédica
é uma peça interna ou externa que substitui uma articulação ou membro ou parte dele
[8]. A prótese de quadril é utilizada na substituição da articulação entre a cabeça do
fêmur e o componente acetabular.
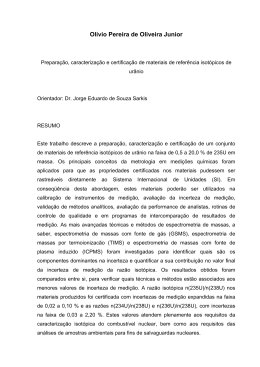
A articulação do quadril possui três eixos e três graus de liberdade e nos permite
efetuar os movimentos de flexão-extensão, abdução-adução, rotação interna e externa,
apresentados na Figura 2.1, e ainda a circundução. Esta articulação é do tipo diartrose e
esferóide. Os elementos de reforço e estabilização são as faixas de tecido que formam a
cápsula articular do quadril e unem a cabeça ao componente acetabular como demonstra
a Figura 2.2.
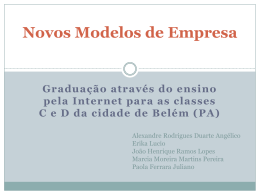
Os movimentos do quadril são realizados por esta articulação única, a
coxofemoral (Figura 2.2). A cabeça do fêmur articula-se com o componente acetabular
do osso ilíaco, entre estes ossos há uma cartilagem que facilita o deslizamento e evita o
contato osso com osso. A cartilagem de uma pessoa saudável normalmente tem
espessura maior que 5 mm e é envolta pelo líquido sinovial que atua como lubrificante e
facilita o deslizamento. Um tecido fino e liso, chamado membrana sinovial, reveste
todas as superfícies restantes da articulação. Quando não há lesões tudo funciona
perfeitamente e não sentimos dor; porém, quando a cartilagem é comprometida por
alguma doença ou acidente, ocorre o contato entre os ossos que provoca a dor. Neste
caso o tratamento indicado é a artroplastia total de quadril, mais conhecida como ATQ
[9].
Flexão
Adução
Rotação interna
Extensão
Abdução
Rotação externa
Figura 2.1: Movimentos da articulação do quadril, notando-se no sentido horário os
movimentos de flexão, adução, rotação interna, rotação externa, abdução e extensão [10].
6
Líquido sinovial
Cartilagem
Ligamento e
cápsula articular
Acetábulo
Membrana sinovial
Cabeça do fêmur
Fêmur
Ligamento e cápsula articular
Figura 2.2: Principais componentes da articulação do quadril ou coxo-femoral:
componente acetabular (acetábulo), cabeça do fêmur e cartilagem [11].
2.2
Artroplastia Total de Quadril (ATQ) Primária
A principal causa para a substituição da articulação do quadril é sua falha, esta
ocorre de diversas formas, todas dolorosas e muitas vezes debilitantes. A terapia
medicamentosa pode aliviar a dor, no entanto, sabe-se que somente a restauração da
função articular elimina a dor, neste caso uma Artroplastia Total de Quadril [12].
A ATQ primária é uma das cirurgias ortopédicas mais realizadas no mundo. Esta
cirurgia torna-se necessária quando o indivíduo apresenta dores na articulação do
quadril devido à osteoartrite, artrite reumatóide, necrose avascular do quadril, etc.
Quando estas doenças evoluem e afetam a mobilidade do paciente, a cirurgia é
necessária para melhorar a qualidade de vida do indivíduo [12].
Atualmente, uma prótese de quadril que dure mais de 15 anos é considerada um
sucesso. Com o aumento da expectativa de vida, níveis de atividade em geral e outras
demandas do paciente, há uma cobrança sobre a indústria ortopédica e as autoridades de
saúde para garantir a vida funcional dos componentes protéticos. Um aumento na
longevidade da prótese de quadril também resulta em benefícios econômicos para as
autoridades de saúde, pois quando há uma falha é necessária uma operação de revisão.
Estas revisões são operações mais caras do que a inicial, além disso, o índice de falhas é
maior, resultando em mais uma cirurgia de revisão ocasionando mais custos para o
sistema de saúde e traumas no paciente, que, além de outra cirurgia ainda enfrenta uma
longa lista de espera nos hospitais. Hoje em dia, no Instituto Nacional de Traumatologia
7
e Ortopedia (INTO), centro de excelência no tratamento de doenças e traumas
ortopédicos, a lista de espera de pessoas que aguardam por uma cirurgia é de
aproximadamente dez mil pessoas. O tempo médio de espera é de aproximadamente 36
meses para as quatro especialidades mais requisitadas, que são joelho, trauma, quadril e
coluna [13].
Geralmente a ATQ primária é um procedimento realizado em pacientes mais
idosos em fase final de vida, a maioria das vezes devido à artrose. Com o passar dos
anos o desgaste natural das articulações culmina em uma cirurgia. Ultimamente as
cargas sobre o corpo, particularmente nas articulações, têm aumentado devido à prática
de esportes radicais, à mudança no estilo de vida e outras atividades que sobrecarregam
as articulações. Isto acarretou um aumento de pacientes jovens que necessitam desta
cirurgia. O aumento da obesidade na população mundial também é outro fator a ser
considerado, uma vez que o nosso esqueleto é uma estrutura que suporta uma
determinada carga e o mesmo não foi “projetado” ou “construído” para lidar com a
tensão maior que o excesso de peso exerce sobre ele, isto pode causar desgaste ou
rompimento prematuro das articulações [12, 13].
Os fatores citados acima, juntamente com o aumento da expectativa de vida
devido ao avanço da medicina moderna, ditam a necessidade de próteses mais duráveis
e com melhor desempenho funcional. As diretrizes atuais para pacientes de ATQ
primária sugerem que atividades diferentes da de caminhar devem ser minimizadas, a
fim de prolongar a vida útil da prótese. Entretanto isto não satisfaz as demandas dos
pacientes mais jovens, estes querem continuar a praticar esportes e desfrutar de
atividades radicais e/ou extenuantes. Isto ocasiona uma cobrança sobre os fabricantes de
próteses ortopédicas para atender às demandas de seus clientes, quer seja do paciente ou
do cirurgião quanto a próteses mais resistentes e duráveis [12].
Atualmente a indústria ortopédica mundial investe milhões em lançamentos
anuais de novos produtos [12], pois os benefícios na melhoria da tecnologia das
próteses de quadril refletem diretamente na qualidade de vida dos usuários destes
produtos.
2.3
Causas da Artroplastia Total de Quadril
A degeneração da articulação do quadril é ocasionada por diversas doenças que
terminam na necessidade da substituição total do quadril. A seguir será realizada uma
breve definição destas.
8
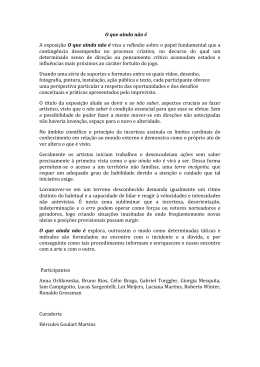
2.3.1 Osteoartite
A osteoartrite, conhecida no meio médico como artrose ou osteoartrose,
apresentada na Figura 2.3 e Figura 2.4, é uma doença articular degenerativa. Esta é a
doença reumática mais prevalente entre indivíduos com mais de 65 anos de idade. É
uma afecção dolorosa das articulações que ocorre por insuficiência da cartilagem,
ocasionada por um desequilíbrio entre a formação e a destruição dos seus principais
elementos, associada a uma variedade de condições como: sobrecarga mecânica,
alterações bioquímicas da cartilagem e membrana sinovial, e a fatores genéticos. A
denominação mais aceita internacionalmente da doença é osteoartrite. O termo artrose
ainda é muito utilizado, conhecido e associado aos aspectos mecânicos. É uma doença
crônica, multifatorial, que leva a uma incapacidade funcional progressiva. A osteoartrite
é a causa mais comum da ATQ primária [14].
Redução do espaço
entre juntas
Desgaste da
cartilagem
Osso áspero
b) Quadril com osteoartrite
a) Quadril normal
Figura 2.3: Desenhos de quadris [15]: a) quadril saudável; b) quadril com
osteoartrite.
9
Figura 2.4: Cabeça do fêmur com osteoartrite [16].
2.3.2 Artrite Reumatóide
A artrite reumatóide (AR) é uma doença auto-imune de causa desconhecida,
caracterizada por poliartrite periférica, simétrica, que leva à deformidade e à destruição
das articulações por erosão do osso e da cartilagem. Afeta mulheres duas vezes mais do
que os homens e sua incidência aumenta com a idade.
Em geral, acomete grandes e pequenas articulações em associação com
manifestações sistêmicas como rigidez matinal, fadiga e perda de peso. Quando envolve
outros órgãos, a morbidade e a gravidade da doença são maiores, podendo diminuir a
expectativa de vida em cinco a dez anos [14].
Com a progressão da doença, os pacientes desenvolvem incapacidade para
realização de suas atividades tanto de vida diária como profissional, com impacto
econômico significativo para o paciente e para a sociedade. O tratamento também é a
artroplastia total do quadril [14].
2.3.3 Necrose Avascular
A cabeça do fêmur é composta por uma rede de artérias e veias que fornecem
sangue e, por seu intermédio, oxigênio, para suas células ósseas. Quando ocorre uma
interrupção no fluxo de entrada ou de saída desse sangue essas células sofrem um
processo de isquemia e necrose pela falta de oxigenação [17].
10
Ainda não se conhece uma razão que justifique o porquê dessa interrupção no
fornecimento de sangue à cabeça femoral, daí a patologia ser chamada de necrose
idiopática, ou seja, aquilo que não se conhece exatamente a causa. Ela pode ser
asséptica, quando não existem germes ou fungos na cabeça necrosada, ou séptica,
quando algum desses microorganismos está presente no local [17].
Existem algumas causas já relacionadas à enfermidade, como a ingestão de
álcool, o fumo, o uso de corticosteróides ou cortisona, as radiações ionizantes, a anemia
falciforme, as talassemias, a leucemia, os linfomas, a Doença de Gaucher, o disbarismo
(trabalho em grande profundidade, como dos mineiros e mergulhadores), traumatismos,
seqüelas de fraturas e luxações [17]. Neste caso a solução é a ATQ primária.
2.3.4 Outros Motivos
A fratura do colo do fêmur ocorre na junção da cabeça femoral com a parte
cilíndrica deste osso. O colo do fêmur tem função similar à de “um pescoço que
sustenta uma cabeça” e, por estar em uma posição inclinada, suportaria todo o peso do
corpo. Quando há um enfraquecimento nessa delicada área do fêmur, como na
osteoporose, o osso fica mais frágil e predisposto às fraturas, que são mais comuns em
idosos e em pessoas do sexo feminino.
A luxação congênita do quadril, atualmente mais conhecida como displasia do
desenvolvimento do quadril, ocorre quando a cabeça do fêmur e a cavidade acetabular
apresentam uma forma anômala, comprometendo a estabilidade da articulação, pelo
escorregamento progressivo de um osso sobre o outro e, conseqüentemente a perda das
relações articulares [14].
O trauma severo do quadril também ocasiona a necessidade de substituição da
articulação do quadril e, quando a estrutura óssea não pode ser reparada com
dispositivos de fixação, a ATQ torna-se a única opção. Em pacientes mais jovens,
quando há necessidade da cirurgia é importante à preservação máxima possível do osso
original, de modo a permitir uma cirurgia de revisão caso a prótese falhe
prematuramente [14].
Todas as doenças aqui descritas destacam a necessidade de próteses com maior
durabilidade e longevidade.
11
2.4
Procedimento de Substituição do Quadril
Durante a substituição total de quadril, a cabeça do fêmur é removida e
substituída por uma cabeça femoral de aço inoxidável, titânio, cerâmica, etc., fixada a
uma haste femoral metálica, que é inserida em uma cavidade no fêmur. O componente
acetabular danificado é substituído por outro que é inserido na pélvis onde a cabeça
femoral se articula.
Uma representação da posição destes componentes pode ser vista na Figura 2.5
Figura 2.5: Raios x de substituição total do quadril [18].
Existem dois tipos de artroplastia total do quadril que são classificados de
acordo com o tipo de fixação da haste no fêmur:
a) Próteses não cimentadas, que dependem de um revestimento ou estrutura em
sua superfície, permitindo a neoformação de osso na haste femoral a fim de estabilizar o
implante;
b) Prótese cimentada, que é o método mais tradicional de fixação da haste e
iniciado por Sir John Charnley, que consiste na introdução de um manto no canal entre
o osso e a haste femoral. Este manto é produzido com cimento ósseo, na maioria das
vezes o polimetilmetacrilato (PMMA). O cimento ósseo de PMMA é pressurizado
dentro da cavidade gerada pela remoção da cabeça do fêmur e da fresagem do canal
medular antes da inserção da haste femoral, proporcionando fixação e melhor
distribuição da tensão da haste, no osso [14].
2.5
Registros da Substituição Total do Quadril ao Longo do Tempo
A artroplastia total do quadril foi a técnica cirúrgica pioneira na moderna família
de substituição de próteses. Nos anos 50, protótipos foram utilizados na substituição de
articulações afetadas, embora com resultados muito pobres para os pacientes,
geralmente com uma redução na qualidade de vida devido a traumas adicionais sofridos
12
durante a operação. A idéia inicial era recuperar as interfaces de suporte com uma
variedade de materiais que vão desde o vidro a materiais biológicos, tais como as
bexigas de porcos. Os modelos de próteses de substituição total de quadril, que estão
disponíveis no mercado, foram introduzidos nos anos 60. Estas foram concebidas e
desenvolvidas por Sir John Charnley 1911-1982. A principal característica desta técnica
pioneira foi a substituição de toda a articulação, proporcionando assim uma nova cabeça
femoral e um novo componente acetabular na superfície articular. Desde o
desenvolvimento da ATQ em 1960, o conceito básico de substituição da estrutura
articular através de componentes femoral e acetabular manteve-se constante, embora
tenha havido um grande desenvolvimento em termos de geometria, material utilizado e
técnica cirúrgica [12].
A Figura 2.6 demonstra o sistema de substituição do quadril "Charnley", que
representa 60% do mercado disponível de próteses cimentadas [19].
Outro sistema com bons resultados em próteses de substituição de quadril é o
sistema Exeter. A base é um sistema cimentado do mesmo tipo que a do Charnley,
porém com desenho geométrico diferente. A Figura 2.7 apresenta o modelo atual da
haste Exeter [20].
Os dois projetos descritos foram pioneiros e bem-sucedidos e ainda dominam o
mercado mundial. Um avanço neste projeto foi a introdução da haste modular, que
permitiu a seleção de cabeças, possibilitou aos cirurgiões a escolha com melhor precisão
do tamanho adequado e ainda permitiu a fabricação da cabeça com materiais diferentes
ao da haste, proporcionando o aperfeiçoamento do deslizamento entre as superfícies em
contato [21].
Os fabricantes também têm se dedicado a pesquisas de novas técnicas de
recapeamento da cabeça do fêmur, com utilização de novos materiais com excelentes
propriedades de resistência e acabamento superficial. O objetivo é a minimização do
atrito cabeça femoral/componente acetabular com o menor dano possível aos tecidos
circundantes. Resultados em longo prazo deste recapeamento ainda não estão
disponíveis, portanto, ainda não é possível a avaliação dos componentes da prótese ou
da própria técnica em termos de sucesso in vivo [22].
13
Figura 2.6: Prótese do tipo “Charnley” [19].
Figura 2.7: Prótese do tipo “Exeter” [20].
2.6
Modelos de Próteses
Os tipos de próteses mais utilizados são as cimentadas: dentro desta categoria de
implante há várias diferenças entre os vários tipos de próteses no mercado. Antes de
serem disponibilizadas várias pesquisas e testes exaustivos são realizados, entretanto o
sucesso de um implante é medido pela sua durabilidade in vivo.
Murray et al [23] realizaram uma extensa investigação sobre dados relativos a
60 dos implantes disponíveis para uso médico no mercado em 1995. Destes implantes
poucos obtiveram resultados em longo prazo para confirmar seu sucesso. Um destes
fracassos foi não existir um banco de dados dos resultados de durabilidade das próteses.
A Suécia iniciou em 1979 o registro dos resultados, sendo a primeira nação a elaborar
um registro nacional com todas as substituições de quadril realizadas em seus hospitais.
Uma vez que foi bem-sucedida, uma série de outras nações seguiu o mesmo caminho
[23], incluindo a Finlândia (1980), Noruega (1987), Dinamarca (1994), Nova Zelândia
(1997), Hungria (1998), Austrália (2000), Canadá (2001) e Reino Unido (2004). O
Brasil iniciou um registro em 2002, o que pode ser conferido no item 2.8 deste trabalho.
14
Estes registros monitoram e detalham as diferenças na utilização de implantes,
tais como a técnica e condições da cirurgia, alterações de modelo e melhorias nas
próteses. Os registros servem de orientação para médicos e pacientes na escolha de
próteses com percentual de falhas menor e conseqüentemente uma durabilidade maior
da prótese implantada.
2.6.1 Tipos de Fixação
Como mencionado, existem duas maneiras para fixar a haste femoral no canal do
fêmur: pela introdução de um manto de cimento como apresenta a Figura 2.8 [24] (onde
são demonstrados o implante, o cimento e o osso) e o “não cimentado” Figura 2.9 [25]
(onde se nota o implante, o manto poroso e o osso). Na fixação biológica ou nãocimentada a haste femoral é revestida por um material poroso de modo a permitir a
osteointegração, além disso, as próteses deste tipo possuem um revestimento secundário
de hidroxiapatita a fim de estimular ainda mais o crescimento dos ossos. A haste
cimentada necessita da introdução de cimento ósseo de polimetilmetacrilato (PMMA)
no canal femoral para proporcionar a fixação e estabilidade do implante.
As próteses de quadril não cimentadas obtiveram bons resultados apesar de não
existirem dados em longo prazo. Há restrições na sua utilização em pacientes idosos
devido à baixa regeneração óssea destes. Apesar disto, Pieringer et al [26] relataram
bons resultados com a substituição total de quadril não cimentada em pacientes com
idade superior a 80 anos de idade, em um período de acompanhamento de 6 anos e
meio.
Implante
Cimento
Osso
Figura 2.8: Prótese de haste cimentada [24] onde se demonstra o implante, o
cimento e o osso.
15
Implante
Manto poroso
Osso
Figura 2.9: Prótese de haste não cimentada [25], onde se observa o implante, o
manto poroso e o osso.
2.6.2 Geometria
Os componentes básicos de qualquer prótese total de quadril são comuns a todos
os implantes: a cabeça do fêmur, uma haste femoral e um componente acetabular
(Figura 2.10). Murray et al [27] determinaram que existem mais de 60 tipos de
implantes disponíveis e a principal área onde as diferenças geométricas são mais
aparentes é na haste femoral. Embora haja diferenças de comprimento, assim como do
diâmetro entre a cabeça femoral e o componente acetabular, a geometria básica pode ser
considerada semelhante, porém, as variações maiores são nas hastes.
Componente acetabular externo
Componente acetabular interno
Cabeça femoral
Colo Femoral (pescoço)
Haste femoral
Figura 2.10 Prótese total de quadril composta por: componente femoral (haste e
cabeça femoral) metálico, colo femoral e componentes acetabulares interno e externo
constituídos, respectivamente, por um inserto de polietileno e uma cápsula metálica
[28].
16
2.6.3 Haste e Cabeça Femoral
Em casos específicos são necessários modelos diferentes de haste femoral,
modificações específicas podem ser necessárias para fraturas graves em que a inclusão
de parafusos e fixadores adicionais é necessária para reconstruir a articulação. Para a
maioria dos pacientes que necessitam de uma ATQ uma haste de modelo simples é
suficiente. Nas hastes disponíveis há pequenas diferenças de desenho, geometria e
forma, porém, estas podem ter um grande efeito na sua durabilidade [29,30].
Inicialmente a haste e a cabeça femoral eram fabricadas em um único
componente. O advento da modularidade, utilizando dois componentes distintos,
permitiu aos cirurgiões a seleção da combinação haste-cabeça, o que possibilitou mais
flexibilidade no dimensionamento e no posicionamento das próteses. A possibilidade de
utilizar materiais mais resistentes ao desgaste foi outro benefício da introdução da
modularidade. Um exemplo, disto é que enquanto as ligas de aço inoxidável
proporcionam excelentes propriedades mecânicas para a haste, as ligas de cromocobalto da cabeça femoral, são mais resistentes ao desgaste [31]. A cabeça femoral é
montada na haste através de um sistema de encaixe cônico, seu único inconveniente é a
introdução de uma nova interface onde pode surgir algum desgaste. Cook et al [32]
relataram que a interface cabeça/haste femoral é uma fonte de liberação de íons e
resíduos de desgaste, mas estes foram minimizados pelo desenvolvimento das técnicas
de fabricação. O volume do desgaste entre a cabeça e a haste femoral é superado pelos
benefícios da seleção dos materiais. Além das ligas de cromo-cobalto, a utilização da
cerâmica em cabeças femorais também é possível em próteses modulares. O processo
de fabricação da cerâmica, tais como com a alumina e a zircônia, permite uma precisão
elevada, aliada a um excelente acabamento superficial tanto na cabeça femoral como no
componente acetabular [32].
2.6.4 Componentes acetabulares
A adoção de componentes acetabulares de polietileno com ligação cruzada em
artroplastias totais de quadril foi rápida e generalizada. Estima-se que nos Estados
Unidos estes componentes são utilizados em 70% das 500 000 artroplastias de quadril
primária [33] e de revisão realizadas anualmente [34]. A idade média de pacientes que
necessitam de ATQ primária está diminuindo [35], e estes pacientes mais jovens, por
natureza mais ativos, precisam de próteses que durem décadas. É necessária a
17
compreensão dos limites biológicos da vida útil das próteses e da sua durabilidade, os
quais estão relacionados com [35]: os resíduos do desgaste; os produtos químicos e
íons; a reabsorção óssea do tecido na região proximal do fêmur (“stress shielding”) por
componentes do implante; o tipo de fixação; ou a intolerância do paciente devido a
aspectos negativos do desempenho mecânico.
2.6.5 Materiais Utilizados em Artroplastia Total de Quadril
A seleção do material da cabeça femoral e do componente acetabular é baseada
nas propriedades desejáveis de acoplamento e sua biocompatibilidade. A combinação
ideal seria um acoplamento de baixo atrito, onde o desgaste dos componentes é
desprezível [36]. Os materiais utilizados também têm que ser biocompatíveis para que
se elimine a rejeição dos implantes após a cirurgia e também para prevenir os efeitos da
toxicidade [36].
Tipicamente o componente acetabular é fabricado de polietileno de ultra alto
peso molecular (UHMWPE) devido aos seus baixos desgaste e atrito, além de
características adequadas de dureza, impacto e resistência mecânica, que são as
qualidades necessárias para a obtenção de bons resultados de desempenho. O
UHMWPE também apresenta boa biocompatibilidade e pode ser esterilizado [36]. Estas
características são importantes, pois permite menos rejeição do organismo e minimiza o
risco de infecções.
Os recentes avanços na pesquisa de materiais trouxeram a opção da cerâmica
como um substituto para o UHMWPE na fabricação do componente acetabular e da
cabeça femoral [36]. A utilização deste tipo de material em projetos de fabricação de
implantes devido a suas propriedades é excelente para a aplicação em próteses. Estudos
[37, 38, 39] têm demonstrado que a utilização de cerâmica reduz bastante o desgaste e
resíduos nas próteses.
O desafio na seleção de materiais para a haste femoral envolve uma série de
fatores. As propriedades mecânicas desejáveis dos materiais são: flexão, compressão,
torção e resistência à tração devido ao regime de carga in vivo; além disso, a
durabilidade e a rigidez também são importantes [34]. A melhoria das propriedades
mecânicas dos materiais para utilização em hastes femorais não é trivial. De qualquer
maneira, os materiais necessitam de resistência e durabilidade a fim de evitar a fratura
da articulação, ao passo que a alta rigidez provoca reabsorção óssea na região proximal
do fêmur (“stress shielding”) [40], devido a uma transferência de carga maior para o
18
osso. Anteriormente as hastes femorais eram fabricadas exclusivamente de aço
inoxidável cirúrgico, que exibia algumas das propriedades mecânicas necessárias e
também possui uma boa biocompatibilidade.
Embora o aço inoxidável cirúrgico seja amplamente utilizado para haste femoral
do tipo cimentado, houve um desenvolvimento para melhoria das ligas e propriedades
dos materiais das próteses. O aprofundamento da investigação sobre materiais
alternativos trouxe a adição de ligas de titânio na fabricação de hastes femorais e ligas
de cromo cobalto na fabricação de próteses, tanto para a haste como para a cabeça do
fêmur [40, 41]. Pode-se citar que a mudança do material na cabeça femoral resultou em
redução dos resíduos do desgaste [37, 38].
A modularidade típica de muitos dos projetos atuais facilita a combinação de
diferentes materiais para a cabeça e haste femoral. Isto permite a escolha do
componente de acordo com sua propriedade e atuação no implante. A utilização de
cerâmica na fabricação de componente acetabular e na cabeça do fêmur resultou numa
diminuição do atrito e conseqüentemente numa redução dos resíduos [36, 37].
a) Material cerâmico.
Baixo atrito, alta resistência ao desgaste e boa biocompatibilidade fazem da
prótese de cerâmica de alumina uma boa opção no longo prazo, principalmente para
pacientes jovens e ativos, porque elas apresentam durabilidade maior e menos osteólise
quando comparada à prótese metal-polietileno em intervalos maiores que 10 anos de
utilização [42].
As falhas em próteses de alumina incluem pequenas quebras durante a inserção,
fraturas ocasionais e rangidos [43]. A incidência de fratura de um componente cerâmico
é rara e quando ocorre requer a remoção cuidadosa dos fragmentos nos tecidos durante
a cirurgia de revisão. Um fragmento de cerâmica não retirado aumenta o desgaste na
articulação substituída, principalmente quando o componente acetabular for de
polietileno. Dependendo do tipo de fratura, o cirurgião pode optar e substituir por outra
prótese de cerâmica. A tecnologia atual da cerâmica permite que a cabeça fraturada seja
substituída por uma nova com um anel de metal embutido e componentes acetabulares
podem ser substituídos por modelos com inserto de metal.
A ocorrência de ruído, normalmente estalos e rangidos, em próteses de cerâmica
variam de 0,48% a 10% [44, 45] das próteses implantadas. Verificou-se que riscos de
desgaste nestas próteses são gerados por uma tensão na borda durante a flexão ou
extensão do quadril [44]. Em um quadril relaxado, a microsseparação e posterior
19
impacto da cabeça durante a marcha também pode ocasionar riscos de desgaste [45].
Supõe-se que o ruído ocorre durante o carregamento na borda ou durante a articulação
congruente com o movimento sob tensão ao longo dos riscos de desgaste [45, 46]. Nem
todas as próteses com riscos de desgaste rangem, e nem todas são silenciosas. Não há
evidências até o momento que o rangido seja um precursor da falha da cerâmica [44,
46].
Apesar da evolução das próteses de cerâmica através de novos materiais, como
zircônia com alumina temperada e novas combinações como cerâmica com metal, ainda
não há dados suficientes para sua utilização. Na verdade, o seu advento depende de
necessidades mais pragmáticas, tais como cabeças femorais maiores e componentes
acetabulares com espessuras menores [46].
b) Material metálico.
A primeira geração de próteses metal-metal com liga de cromo-cobalto foi
introduzida na década de 1960 [47], e a segunda geração [48] no final de 1980. As taxas
de desgaste da segunda geração são 20 a 100 vezes menores que a de metal- polietileno
convencional [49]. Estudos que comparam próteses de metal-metal com metalpolietileno de ligação cruzada ainda são desconhecidos, pois aparentemente os
requisitos necessários para o baixo desgaste desse conjunto são determinados
principalmente pela geometria da prótese, tolerâncias rígidas na circularidade, folgas, e
rugosidade na superfície [50]. Em testes no simulador de desgaste (definido no item
4.3), um desvio entre a articulação está associado ao desgaste que libera grandes
quantidades de resíduos metálicos que escurecem o lubrificante [51]. O conjunto metalmetal tem sido utilizado tanto em artroplastia total do quadril como em recapeamentos.
Os metais têm propriedades que permitem a utilização de grandes cabeças femorais e
componentes acetabulares de baixa espessura e acarretam a redução da incidência de
luxação do quadril em pacientes jovens e mais ativos [52, 53].
Apesar das vantagens biomecânicas das próteses metal-metal a liberação de íons
ao longo do tempo e os efeitos danosos deste acúmulo no corpo ainda preocupam [52,
53]. Hipersensibilidade cutânea a metais ocorre em cerca de 10% a 15% da população
em geral, com o dobro da incidência em pacientes com próteses de quadril [50]. O
tecido em torno de próteses metal-metal às vezes apresenta infiltração linfocítica [54] e
inflamação precoce com dor [55]. O resíduo do desgaste de metal é biologicamente
mais reativo quando comparado com resíduos de cerâmica ou polietileno [50]. A
utilização de próteses metal-metal com revestimentos de superfície ou filmes que
20
reduzem a quantidade de resíduos e íons gerados pela articulação, aliada à vantagem de
cabeças femorais maiores e componentes acetabulares menos espessos, aumentará sua
aceitação [50].
c) Material polimérico.
Devido à sua boa história clínica em longo prazo, polietileno convencional é
considerado o material padrão em próteses de quadril quando comparado com outros
materiais. A eventual ocorrência de osteólise aparece quando há taxas de desgastes
maiores que 0,1 milímetros por ano, mas é incomum em taxas abaixo de 0,05 mm [56].
As moléculas de polietileno que são submetidas à radiação gama ou feixes de
elétrons reduzem substancialmente o desgaste de componentes acetabulares em
polietileno, sendo esta redução proporcional à quantidade de polietileno atingido pela
radiação [57]. A primeira geração de polietileno com ligação cruzada está associada a
resultados clínicos em que a redução do desgaste de quadril foi obtida como previsto
[58, 59]. A utilização de tratamentos térmicos, tais como recozimento ou refusão foi
utilizado, pois enquanto a refusão reduz propriedades mecânicas importantes do
polímero [60], o recozimento deixa radicais livres e provoca susceptibilidade à oxidação
[61]. A segunda geração de polietilenos com ligação cruzada, tais como o X3 (Stryker
Orthopaedics, Mahwah, NJ), que utiliza um processo seqüencial de recozimento para
ajudar a saturar radicais livres, e o EPoly (Biomet, Warsaw, IN) que usa vitamina E
contra estes radicais, tem sido utilizados.
d) Pares e combinações
A atual geração de próteses de quadril metal-polietileno e metal-metal
apresentam desgaste extremamente baixo quando comparada à tradicional cabeça
femoral de cromo-cobalto com componente acetabular de polietileno convencional. Em
acompanhamento de mais de 10 anos para próteses metal-metal e mais de cinco anos
para polietilenos de ligação cruzada com metal, a osteólise tornou-se rara [58, 59].
Próteses de alumina-alumina são sensíveis ao posicionamento correto do componente
acetabular e à tensão nas bordas, e em alguns casos, podem fraturar ou ranger. Próteses
de metal-metal permitem o uso de cabeças maiores em componentes acetabulares com
espessura menor, mas também são influenciadas pela posição do componente acetabular
e o carregamento nas bordas, além de serem suspeitos de causar a inflamação biológica
pelos íons metálicos liberados e de serem desconhecidos os efeitos em longo prazo.
Próteses metal-polietileno de ligação cruzada parecem ser melhores do que as de metal21
metal, no entanto, devido ao carregamento nas bordas, frouxidão articular ou mau
posicionamento do componente deste conjunto aumenta o desgaste sem emitir qualquer
ruído detectável [58,59]. A alta tensão no polímero devido ao inserto muito fino ou à
tensão nas bordas pode levar à fratura do componente.
e) Próxima Geração de Componente Acetabular
Todas as próteses são suportadas pela haste femoral e pelo componente
acetabular que são mais rígidos que o osso adjacente. No componente acetabular,
demonstrou-se que a presença de um inserto rígido pode levar à perda óssea em
pacientes [62].
Um novo formato de componente acetabular é uma das novidades na área de
implantes ortopédicos. Uma análise recente de elementos finitos demonstrou que a
reabsorção e a perda óssea são inevitáveis em componentes acetabulares hemisféricos e
a reabsorção óssea não é afetada pela espessura da parede do componente acetabular
[63]. A utilização de um polímero em formato de “ferradura” (componente acetabular
de polietileno, inserto de fibra de carbono reforçada, e revestimento de hidroxiapatita)
da Cambridge Cup (Howmedica, Staines, Reino Unido) apresentou uma redução de
perda óssea e recuperação da densidade óssea na região em torno do componente
acetabular em dois anos de acompanhamento [64]. Outro componente acetabular de
polímero em formato de “ferradura” de segunda geração, denominado MITCH ™ PCR
(Figura 2.11) Cup da Stryker SA, Montreux, Suíça, possui um componente acetabular de
fibra de carbono/composto de poliéter éter cetona CF/PEEK, que é fixado ao osso com
um revestimento de hidroxiapatita. A cabeça femoral é de cerâmica de alumina.
Análises de elementos finitos do MITCH ™ PCR Cup no osso mostrou carregamento
maior na cúpula acetabular em comparação com componentes acetabulares hemisféricos
tradicionais [65].
22
Figura 2.11 Componente acetabular Mitch™ [65].
2.6.6 Acabamento da Superfície
A norma NBR ISO 7206-2 [6] determina que a rugosidade superficial deve ter
valores apropriados para que as superfícies de articulação (cabeça e componentes
acetabulares) funcionem adequadamente. Estabelece também que no acabamento da
superfície a rugosidade média (Ra) não deve ser maior do que 50µm para componentes
metálicos e não maior do que 30µm para componentes cerâmicos. Na realidade, são
obtidos acabamentos melhores devido aos avanços nas técnicas de fabricação e o
desenvolvimento dos materiais [12].
2.6.7 Cimentação na ATQ
O cimento ósseo PMMA é o meio utilizado para a fixação da prótese do tipo
cimentada. Durante a ATQ a cavidade gerada no canal medular é preenchida com
PMMA antes da inserção da haste. Esta substância é utilizada para fixação da haste em
uma determinada posição e garantir a estabilidade do implante. Lewis [66] determinou
que o cimento ósseo contribui na distribuição das cargas do peso corporal no osso e
aumenta as propriedades de suporte entre a haste, o osso e o cimento ósseo. A
substância é fornecida em dois componentes, um pó e um líquido e após a mistura de
ambos o cimento fica pronto para ser utilizado durante o procedimento experimental.
23
Existem muitas marcas de cimento ósseo PMMA disponíveis no mercado, porém sua
composição varia pouco.
A principal diferença entre os cimentos ósseos é a viscosidade e a escolha é
determinada pelo cirurgião. Para prevenir o aparecimento de infecção durante e logo
após a cirurgia, alguns cimentos possuem antibióticos na sua composição. Em um
estudo realizado por Baleani et al [67], verificou-se que a introdução de antibióticos na
mistura de cimento ósseo não afetou suas propriedades mecânicas. Existe uma grande
variedade de cimentos ósseos de PMMA disponíveis, sendo que a maioria dos
fabricantes de implantes ortopédicos produz seu próprio cimento. Cimentos de alta
viscosidade são os preferidos para aplicações tais como a inserção de componentes
acetabulares e fixação dos componentes em uma prótese de substituição total do joelho.
Cimentos de baixa viscosidade têm uma consistência de pasta, durante esta fase antes
do processo de cura são pressurizados no canal femoral por meio de uma "pistola de
cimento".
A pistola de cimento, da Figura 2.12 assegura ao cirurgião a penetração do
cimento no osso esponjoso em todas as interfaces e minimiza a ocorrência de vazios no
manto poroso. As propriedades físicas e mecânicas do cimento ósseo PMMA foram
pesquisadas e documentadas em várias ocasiões [65, 68, 69], além de haver também
uma série de estudos que investigam a otimização das técnicas de cimentação (65, 70].
Figura 2.12: Pistola de cimento ou “cement gun” [67]
A mistura dos componentes e a aplicação da substância resultante têm sido
estudadas a fim de melhorar as condições e a função do cimento ósseo durante e após a
ATQ. A penetração e a cura foram investigadas para melhorar a técnica de cimentação e
os possíveis efeitos em artroplastias totais de quadril [72, 73]. A viscosidade do cimento
aplicado influi no resultado da resistência ao cisalhamento na interface osso/cimento e
haste/cimento [74]. Um estudo realizado por Bean et al [73] comparou cimentos ósseos
de baixa e moderada viscosidade em diferentes níveis de pressurização para determinar
qual resultaria em melhor resistência ao cisalhamento. Embora o cimento ósseo de baixa
24
viscosidade não penetre o osso esponjoso tão facilmente como o de viscosidade
moderada, houve pouca diferença no cisalhamento entre ambos. Também foi
determinado que uma pressurização maior que 4,14 bar não melhora as propriedades de
cisalhamento interfacial concluindo-se que a pressurização deve ser entre 4,14 e 5.52
bar (60 - 80PSI) [74].
Vários estudos consideram que a pressurização do cimento é um fator
determinante para o sucesso da artroplastia total do quadril [74, 75]. Para se obter um
nível aceitável de estabilidade e resistência ao cisalhamento interfacial é necessária uma
profundidade mínima de penetração no osso esponjoso. Um estudo realizado por
Juliusson et al [70] determinou que a pressurização foi mais importante na penetração
do cimento no osso esponjoso, do que a viscosidade.
2.7
Epidemiologia da Artroplastia Total de Quadril Primária
De acordo com a Sociedade Brasileira de Ortopedia e Traumatologia SBOT
apud Oliveira 2009 [76], a Portaria nº. 893 de 12 de novembro de 2002 introduziu no
Brasil o formulário do Registro Brasileiro de Próteses Articulares Ortopédicas com a
finalidade de formar uma base de dados sólida para o acompanhamento dos pacientes
submetidos à artroplastia de quadril. Assim será garantida a qualidade dos produtos
implantados e serão orientados os investimentos na área da Saúde. Estes dados são de
livre acesso aos profissionais da saúde, hospitais e fabricantes ligados à área ortopédica,
por meio de consulta a Sociedade Brasileira de Ortopedia e Traumatologia (SBOT).
O formulário contém os seguintes dados: identificação do paciente (sexo, raça);
dados clínicos (fatores de risco, cirurgia articular prévia, cirurgia ortopédica prévia);
indicação clínica (sintomas, motivo do procedimento, grupo do procedimento, classe,
exames não invasivos, dados de imagem, etiologia provável, lado tratado); dados sobre
a prótese; informações sobre o procedimento realizado; dados sobre o resultado da
cirurgia (farmacologia conjunta, causas do insucesso, manejo do insucesso,
complicações maiores, etc.). Os dados coletados são digitalizados no final da internação
do paciente e arquivados em banco de dados. Para tanto, o formulário é preenchido em
duas vias sendo que, a primeira via fica arquivada no prontuário do paciente, e a
segunda é encaminhada ao Centro de Controle de Próteses Articulares. No entanto,
foram encontradas várias dificuldades para a implantação desta Portaria, dentre as quais,
a falta de adesão dos médicos cirurgiões ao preenchimento do formulário. No ano de
2007, por iniciativa da SBOT, foi formatado o projeto piloto para implantação do
25
Registro Nacional de Artroplastias de Quadril e de Joelho o qual, atualmente, está em
fase experimental apenas nas cidades brasileiras de Curitiba, Uberlândia e Batatais.
Neste piloto, a responsabilidade pelo armazenamento dos dados é da SBOT - Regional.
Uma das propostas é informar aos cirurgiões sobre as suas taxas de revisão e de
infecção (quantas das próteses implantadas pelo cirurgião necessitaram de revisão ou
infeccionaram), bem como sobre o desempenho das próteses que foi utilizada. Em
comparação com outros cirurgiões que apresentem melhores resultados, o profissional
poderá direcionar sua técnica, os tratamentos pós-cirúrgicos e o tipo de prótese para
obter melhores resultados [76]. Até o momento, este registro não foi implantado em
âmbito nacional e, por conta disso decidiu-se utilizar os registros de artroplastias da
Suécia e da Noruega como referência, pois esses são fornecidos por quase todos os
hospitais destes países e atualizados frequentemente.
Na Suécia, de 1997 até 2008 foram realizadas 299.368 artroplastias totais de
quadril, 36.307 re-operações e 29.401 revisões. Nos últimos 10 anos o número de
artroplastias primárias aumentou aproximadamente para 4.000 operações por ano. No
ano de 2008 foram registradas 14.451 artroplastias de quadril primária como
apresentado na Figura 2.13, nota-se um aumento de 149 em relação ao ano de 2006.
Desde 2005 a osteoartrite ainda é a causa mais comum de artroplastias de quadril
primária, representando cerca de 83% [77] de todas as operações realizadas. A
inflamação no quadril é muito pequena e está em constante queda, houve nos últimos
cinco anos uma redução de 2,7 para 1,9%. Como comparação, pode-se mencionar que,
em 1992, esta proporção era de 8,8% do número total de próteses de quadril primária
implantadas. Já a fratura corresponde a cerca de 10% dos pacientes. Desde 2004 esta
proporção tem variado entre 8,8 e 10,9%. Em 1998, estes pacientes constituíam 13,1%
de todos os registros de artroplastias de quadril [76].
26
N
u
m
e
r
o
d
e
A
T
Q
Ano
Figura 2.13 - Números de Artroplastias Totais de Quadril realizadas na Suécia,
desde 1967 (6 operações) até 2008 (14.451) [75].
Na Noruega, o Registro Norueguês de Artroplastia realiza pesquisas e controle
da qualidade de todas as substituições de próteses ortopédicas realizadas nos hospitais
do país. No período entre 1987 e 2009 o registro fornece informações sobre 145.695
operações de prótese de quadril das quais 124.877 foram operações primárias e 20.818
revisões como demonstra a Tabela 2.1. Em janeiro de 1994 o registro se expandiu para
incluir também as substituições em outras articulações. No período de 1994 - 2009
foram registrados 41.542 substituições do joelho e 10.603 em outros tipos de
articulações. A substituição total de quadril em mulheres norueguesas e irlandesas é
maior do que em outros países nórdicos, ao passo que para os homens a incidência é a
mesma [78].
Segundo este relatório, a prótese cimentada composta de haste e componentes
acetabulares ainda predomina nas substituições tanto para o quadril como no joelho,
assim como o uso do polietileno convencional na articulação. A utilização de hastes
femorais não cimentadas em pacientes jovens tem aumentado e de acordo com estudos
[78] tem se mostrado promissoras.
Um dado interessante é que na Noruega em 2009 foram realizadas 7029
operações primárias de quadril destas 1955 de alumina com UHMWPE e 1011 de
alumina com polietileno com ligação cruzada, perfazendo um total de 2966, ou seja,
42% do total de próteses implantadas neste ano. As de UHWPE e polietileno com
ligação cruzada + liga de cromo-cobalto, perfazem 2119, ou seja, 30% do total. Nota-se
27
um avanço na utilização do par cabeça femoral de alumina com componente acetabular
de polímero.
Tabela 2.1: Número de operações primárias, número de revisões e número total
de operações primárias e revisões por ano na Noruega [78].
Ano
Operações primárias
Revisões
Total
Na Noruega, recomenda-se que a utilização de outras articulações do tipo metal
com metal e cerâmica com cerâmica, deve ser bem documentada para cada tipo de
prótese e apenas em estudos controlados. Houve uma diminuição das revisões devido ao
menor afrouxamento asséptico do componente femoral, tanto para a prótese cimentada
quanto a não cimentada. Isto demonstra a melhora dos cimentos, da técnica de
cimentação e da haste femoral não cimentada utilizada. Luxação, infecção, desgaste,
osteólise e afrouxamento acetabular ainda são motivos freqüentes para a revisão, e esses
somente serão resolvidos através do desenvolvimento da tecnologia e da pesquisa [78].
Na Noruega, entre os anos de 2006 e 2007, concluiu-se que as hastes femorais
não cimentadas apresentaram bons resultados. A mais utilizada destas é a Corail
revestida com hidroxiopatita que obteve o menor número de revisões, após 10 a 15 anos
de acompanhamento. A diferença entre a haste femoral não cimentada e a cimentada foi
pequena com relação ao afrouxamento asséptico, a sobrevida foi de 98-99%. O maior
problema ainda é o resultado negativo em longo prazo, isto é, mais de 15 anos, devido a
várias revisões de componentes acetabulares não cimentados ocasionados por desgaste e
afrouxamento [78].
28
3
3.1
Metrologia de Implantes Ortopédicos
Introdução
Nos últimos 50 anos, houve um crescimento global relacionado aos aspectos
geométricos na metrologia de superfície com o desenvolvimento de projetos, instrumentos,
tratamento de dados e padronização. Contribuições específicas dos ingleses, alemães,
americanos, franceses, russos e polacos ocasionou um progresso considerável das técnicas
de medição, métodos de caracterização e normalização na metrologia de superfície [79].
Este desenvolvimento consequentemente aprimorou também a manufatura e a metrologia
de próteses ortopédicas de quadril. Na metrologia de implantes ortopédicos as medições
geométricas e o acabamento da superfície são áreas fundamentais no projeto, na função e
na avaliação destas próteses. A metrologia geométrica engloba várias técnicas de avaliação
do comprimento e da forma, tais como a esfericidade ou cilindricidade com resolução
menor do que o micrometro. Com as novas técnicas de fabricação e de acabamento da
superfície, a avaliação na medição do acabamento superficial é da ordem de nanometros
[12].
3.2
Metrologia na Indústria Ortopédica
O sucesso da utilização de próteses totais de quadril depende de um alto grau de
exatidão na sua fabricação para garantir que as superfícies em contato funcionem
adequadamente [80]. A natureza das superfícies de deslizamento exige a minimização do
atrito e a maximização das condições de lubrificação. A folga entre os componentes
necessita de uma geometria precisa, aliada as exigências de acabamento da superfície, estas
são as qualidades metrológicas necessárias para que as próteses obtenham resultados
satisfatórios na artroplastia total de quadril.
Com os avanços na tecnologia de fabricação e na seleção de materiais, um dos
desafios da metrologia é manter a dinâmica de medição. Todos os aspectos do projeto do
implante e sua fabricação estão sujeitos a uma análise rigorosa por órgãos reguladores. A
qualidade dos produtos é definida por uma série de normas, que precisam ser atendidas para
29
satisfazer as exigências regulamentares e a fabricação dos componentes têm que atender a
regras rígidas definidas pelos fabricantes dos materiais ortopédicos [80].
As normas utilizadas estão constantemente desatualizadas em relação ao avanço do
processo fabril e o principal motivo é a rápida evolução e o desenvolvimento na precisão de
fabricação e na seleção dos materiais [12]. O processo de revisão e publicação de normas é
lento, pois precisa garantir a compreensão e informações precisas, portanto é difícil
atualizá-las em consonância com o rápido crescimento e evolução da indústria.
As normas em vigor se referem às técnicas de medição necessárias para a garantia
da qualidade, entretanto a indústria de metrologia sempre procura desenvolver novas
tecnologias de medição e acompanhar o crescimento da indústria e da engenharia de
precisão. Os novos métodos da metrologia moderna, além do controle da qualidade das
próteses podem ser utilizados na detecção de falhas em implantes, na verificação da sua
funcionabilidade e ainda na verificação do acabamento das superfícies em contato das
próteses [81].
A principal preocupação com as superfícies em contato é a geração de partículas por
desgaste na articulação. Os avanços na seleção do material permitiu uma redução deste e, o
que antes podia ser facilmente detectado através de uma avaliação gravimétrica, agora
tornou-se difícil. As restrições da avaliação por meio gravimétrico são amplificadas pelo
tipo dos ensaios simulados, por exemplo, o teste é realizado em um meio líquido (soro
bovino), e os componentes são freqüentemente fixados através de cimento ósseo ou
equipamento de pressão. Ambos os métodos ocasionam alterações gravimétricas muitas
vezes maior do que a produzida pelo desgaste no contato entre as superfícies in vivo. No
caso da cerâmica, a absorção de líquidos durante o teste pode ser verificada através da
utilização de amostras de controle, porém não é possível determinar a diferença entre o
material perdido na superfície em contato com os danos ocorridos durante a fixação dos
componentes. Isto é desprezível no desgaste de próteses de metal com componentes de
polietileno, entretanto, em componentes metal-metal, é essencial isolar a superfície de
contato para examinar a perda de material e obter uma imagem fiel das características do
desgaste. Portanto, para se distinguir o desgaste de componentes de cerâmica, é essencial
prover meios alternativos de avaliação deste desgaste. Esta é uma área onde a metrologia
30
geométrica e de superfície está sendo explorada e estudos iniciais demostram os benefícios
dessa técnica [81].
3.3
Especificação Geométrica de Produtos
A importância da medição geométrica pode ser rastreada até tempos remotos em
que partes do corpo foram utilizadas para quantificar uma distância ou tamanho. Estas
medições eram aproximadas, pois cada pessoa tem uma dimensão diferente e os resultados
variavam de acordo com quem media [82]. Tentativas foram feitas para padronizar os
sistemas de medição e, historicamente, muitas mudanças foram efetuadas até chegarmos ao
sistema internacional de unidades, o SI. Atualmente, a maioria das medidas de
comprimento são rastreáveis ao padrão internacional do metro. Da mesma forma, todas as
medições geométricas são determinadas por normas internacionais que garantem a
rastreabilidade das medidas em nível mundial [12].
Com o aumento da exatidão devido a padronização mundial em diversas grandezas
inclusive dimensional, houve necessidade dos instrumentos garantirem sua exatidão e
repetitividade na medição. A facilidade da colaboração global e o aumento de empresas
multinacionais que possuem fábricas em vários países têm tornado essa padronização
fundamental na garantia da qualidade e no custo de produção. É importante também que os
instrumentos de medição possam produzir resultados confiáveis e rastreáveis em todo o
mundo [12].
3.4
Instrumentos utilizados na medição de próteses
Dentre os equipamentos de medição disponíveis a um custo viável e mais versátil
está a máquina de medição por coordenadas (MMC). A MMC é utilizada para medir
qualquer geometria de uma peça e é normalmente utilizada para avaliar dimensões e
posicionamento. No setor de ortopedia, a MMC é considerada como uma ferramenta padrão
no controle dimensional das peças produzidas. O conceito básico da tecnologia da MMC
pouco mudou desde a sua primeira introdução no mercardo por Ferranti (Inglaterra, 1959),
porém, novos softwares de análise e de medições permitiram maior rapidez e melhor
31
exatidão. A conFiguração de uma MMC é invariavelmente uma mesa de granito maciço
com um apalpador que se move em 3 eixos (x, y, z). A ponta do apalpador geralmente é de
rubi, devido à expansão térmica favorável, dureza e forma. A Figura 3.1 apresenta um
esquema de um sensor de toque. É na cabeça do apalpador que as informações são
coletadas e transmitidas para o software de análise.
Figura 3.1: Sensor de toque resistivo [83].
O apalpador é conduzido para tocar suavemente uma amostra isto dá a posição e a
medição relativa a um plano de referência. Programas de medição são criados no código de
controle numérico computacional (CNC) ou são gerados através da operação manual da
posição do apalpador, a MMC "Aprende" estas posições de forma a permitir a medição
automatizada, uma vez que os planos de referência e programas foram definidos.
O tipo de apalpador mais utilizado nas indústrias são os apalpadores de toque,
denominados de apalpador por operação de sonda resistiva (touch trigger probe). Este
apalpador é montado sobre um mecanismo de mola, como demonstra a Figura 3.1. O
contato mecânico forma um circuito em torno de um pivô. Quando o apalpador encosta em
uma amostra, o mecanismo se move em torno do pivô e o circuito é rompido. É essa
ruptura no circuito que identifica o ponto de medição por meio de um aumento infinito na
resistência do circuito, a posição deste ponto é então registrada. É fundamental que antes da
medição da amostra, planos de referência sejam determinados para identificar a posição do
objeto no espaço, e também para determinar a direção positiva de cada eixo. A verificação
inicial é obtida através da medição de uma esfera padrão conhecida, localizada em um
ponto conhecido na mesa da MMC [83].
Na indústria ortopédica a principal utilização das MMC’s é na verificação da
qualidade. A medição da folga entre os componentes, do comprimento, do diâmetro, da
32
forma e da rugosidade dos componentes de uma prótese ortopédica devem ser o mais exatas
possível a fim de minimizar o desgaste das superfícies em contato. As Normas de implantes
ortopédicos, utilizadas pelas indústrias que regulam os métodos de medição de próteses
indicam a MMC como a ferramenta padrão para a medição da forma e do comprimento.
Além destas, tentativas são feitas para definir a taxa de desgaste volumétrica das superfícies
do polietileno usando uma MMC com apalpador de toque. Os métodos desenvolvidos na
época não eram adequados e não se conseguiu definir as condições de medição. Após os
testes no simulador de desgaste, somente se detectava uma mudança de geometria. Um
problema com o sistema de medição foi a questão da repetitividade, devido à dificuldade
em se criar um dado de referência sólido para comparação das medições. Com o advento
das próteses de cerâmica e das ligas de cromo cobalto houve necessidade de revisar a
utilização de MMC como ferramenta para a determinação quantitativa de desgaste [82].
Outra medição importante é o acabamento da superfície. Este necessita de uma
análise para estabelecer a precisão requerida e a faixa de medição. A melhora na seleção
dos materiais e as novas técnicas de fabricação levaram à situação em que, para superfícies
das próteses em artroplastia total de quadril, o acabamento superfícial está abaixo da
resolução que alguns instrumentos comercialmente disponíveis podem detectar. As normas
estabelecem que o acabamento da superfície rugosidade média (Ra) de uma cabeça femoral
de cerâmica deve ser inferior a 0,03 µm e para as cabeças de metal até 0,05 µm. Nas novas
próteses de cerâmica, ligas de cromo cobalto e até mesmo de aço inoxidável os
componentes são fabricados com rugosidade superficial menor que 0,01 µm para o
parâmetro Ra. Estes acabamentos evoluiram tanto que alguns instrumentos por contato de
duas dimensões existentes na indústria não conseguem mais medir com a exatidão
necessária [12].
Existem vários tipos de instrumentos de medição da superfície disponíveis no
mercado. Estes podem ser divididos em duas categorias, dependendo do tipo de medição da
topografia da superfície: com contato e sem contato.
A técnica de medição tradicional do acabamento das superfícies são os instrumentos
de medição por contato (Figura 3.2), estes transmitem o relevo da superfície através de um
apalpador. As medições 2D são realizadas rotineiramente a fim de avaliar a qualidade da
superfície. A medição com apalpador “método por contato” estabelece uma medição física
33
da rugosidade da superfície. Perfis 3D também podem ser obtidos com varreduras na
superfície na direção y.
Figura 3.2: Medição por contato.
O perfilômetro por contato funciona através de um apalpador que transfere o
movimento físico da ponta em medição da topografia da superfície. O movimento da ponta
do apalpador é normalmente transmitida a um computador através de um transdutor e um
conversor
analógico-digital.
Existem
vários
tipos
de
transdutores
utilizados:
Historicamente, o transdutor indutivo (Figura 3.3) tem sido o dispositivo preferido de
coleta de dados. Este dispositivo possui duas bobinas coaxiais, uma das quais é montada no
apalpador onde está a ponta e é energizado por uma tensão alternada. A conFiguração mais
utilizada é com um transformador diferencial variável linear (LVDT). Em muitos casos, os
perfilômetros por contato comerciais continuam a usar esta tecnologia.
Bobina
Ferrite
Eixo
Bobina
Apalpador
Pivô
Figura 3.3: Esquema de um transdutor indutivo [84].
Outro dispositivo utiliza um laser interferométrico, que gera luz de um laser díodo
que passa por um divisor de feixe, parte desta luz é refletida por um espelho fixo e outra
por um espelho montado sobre o braço do apalpador. As franjas produzidas pela
34
recombinação dos feixes são contadas e a mudança no padrão das franjas é proporcional ao
deslocamento do espelho em movimento solidário ao apalpador.
Outra tecnologia utilizada em perfilômetros é o Phase Grating Interferometric
Transducer (Figura 3.4) é também um dispositivo interferométrico, porém utiliza uma
grade e o passo entre as linhas desta é que determina a resolução do sistema. Esta
tecnologia permite uma faixa de medição maior, uma redução no espaço físico devido à
utilização de um diodo laser em vez de um laser a gás. O princípio de funcionamento é
através de uma grade de fase curva, esta é montada no final do eixo pivotado do apalpador
parte móvel do interferômetro. O comprimento de onda da distância entre os traços da
grade fornece a referência para a medição. Quatro fotodiodos detectam o padrão de franjas
de interferência geradas pelo movimento do apalpador, que interpola o sinal de saída. Este
tipo de transdutor apresenta uma boa relação resolução versus faixa de medição.
A saída de fase e freqüência depende
do passo entre as linhas da grade.
Apalpador
Figura 3.4: Esquema de perfilômetro que utiliza a tecnologia Phase Grating
Interferometric Transducer [84].
Esta técnica alavancou o mercado com maior exatidão, resolução e aumento da
faixa de medição nesta geração de perfilômetros por contato [84]. Neste trabalho foi
utilizado um rugosímetro/perfilômetro com esta tecnologia. As desvantagens da
perfilometria por contato na medição de superfícies são: a probabilidade de danificar a
amostra a ser medida e o raio da ponta do apalpador que limita a utilização de instrumentos
por contato.
Durante o processo de medição por contato, a alta pressão transmitida a superfície
por uma ponta com raio de 2 µm e uma tensão de 75 mg pode causar danos nas superfícies.
35
Estes danos geralmente se restringem a materiais macios, mas pode ser um fator decisivo
na seleção da técnica de medição, onde ensaios não destrutivos são essenciais.
Outra limitação é o raio da ponta do apalpador. A Figura 3.5 demonstra como este
raio restringe a qualidade da medição obtida, devido à sua natureza ele apresenta limitações
físicas quanto ao tamanho e a profundidade de penetração em vales e picos da superfície
analisada.
Apalpador
Perfil traçado
Perfil bruto
Figura 3.5: Limitações devida ao raio da ponta do apalpador [85].
Este sistema é verificado através da medição de uma semi-esfera com valores
conhecidos de forma e estrutura da superfície geométrica. O padrão utilizado é calibrado
em um laboratório pertencente a uma rede acreditada para assegurar as medições realizadas
pelo instrumento.
Com as limitações de faixa de medição e resolução e a possibilidade de causar
danos na superfície da prótese em instrumentos de medição por contato, uma opção é a
utilização instrumentos de medição sem contato.
Existem faixas de medição e resolução que não podem ser atendidas pelo grupo de
instrumentos por contato, neste caso utiliza-se instrumentos de medição sem contato.
Dentre uma das inúmeras formas de se determinar quantitativamente e
qualitativamente a rugosidade de uma superfície em estudo, destaca-se o método da
microscopia que vem a algum tempo dando uma grande contribuição na medição desta
grandeza. Este salto iniciou-se com a invenção do microscópio de varredura por
tunelamento ou STM que desencadeou o desenvolvimento de uma grande variedade de
microscópios de varredura por sonda conhecidos como família SPM e é a partir dele que
derivaram inúmeras técnicas comumente utilizadas, dentre eles o microscópio de força
atômica (AFM), o Microscópio de Varredura por Tunelamento (STM), o Microscópio de
Força Magnética (MFM), o Microscópio de Força Eletrostática (EFM), Microscópio de
36
Varredura Acústica (SAM), Microscópio de Varredura Térmica (STM), Microscópio
Óptico de Varredura de Campo Próximo (NSOM), entre outros. A seguir apresenta-se uma
breve descrição de alguns destes microscópios [86].
Um dos feitos mais importantes para o desenvolvimento da Nanotecnologia foi à
invenção em 1981 do microscópio de varredura por tunelamento eletrônico (Scanning
Tunneling Microscope - STM) por Gerd Binning e Heinrich Roher, do laboratório da IBM
em Zurique. A concepção do STM é bastante simples, um apalpador extremamente fino,
cuja ponta é constituída de alguns poucos átomos ou até mesmo de um único átomo,
"tateia" uma superfície sem tocá-la, distante menos de um nanometro. Durante a varredura
da ponta, elétrons tunelam (tunelamento é uma forma de movimento de origem quântica
que ocorre na escala atômica) da ponta para a superfície e com base nessa corrente de
tunelamento um computador constrói uma imagem extremamente ampliada da superfície,
na qual ficam visíveis os seus átomos. Dessa forma, pela primeira vez o relevo atômico da
superfície de um corpo pôde ser visto e investigado [86].
O STM deu origem a uma família de instrumentos de visualização e manipulação na
escala atômica, coletivamente denominados microssondas eletrônicas de varredura
(Scanning Probe Microscopes - SPM). Além da visualização nanométrica de uma
superfície, os SPM’s permitem manipular átomos e moléculas, que podem ser arrastados de
um ponto e depositados em outro ponto previamente selecionado. Em um sentido Figurado,
os SPM podem operar como pinças capazes de manipular átomos e moléculas. Isso foi
demonstrado em 1990, quando Donald Eigler e Erhard Schweizer, do laboratório da IBM
em Almaden, Califórnia, escreveram o logotipo IBM posicionando precisamente 35 átomos
de xenônio sobre uma superfície de níquel [86].
A análise estrutural de materiais experimentou um grande avanço nos últimos anos,
associado ao desenvolvimento das técnicas de Microscopia de Varredura por Sonda
Mecânica (SPM), surgidas nos anos 80 e consolidadas nos 90.
No início dos anos 80, a Microscopia de Varredura por Sonda Mecânica (SPM –
Scanning Probe Microscopy) impressionou o mundo com as primeiras imagens, no espaço
real, da superfície de um monocristal de silício com resolução atômica. Desde então, a
técnica de SPM vem sendo utilizada numa ampla variedade de disciplinas, incluindo
37
praticamente todas as áreas de Ciência dos Materiais e de Superfícies, incluindo a
rugosidade, produzindo imagens tridimensionais das amostras avaliadas.
A Microscopia de Varredura por Tunelamento (STM- Scanning Tunneling
Microscopy) foi a primeira técnica de SPM a ser criada. A partir de uma modificação neste
microscópio, combinado com um perfilômetro Stylus (instrumento para medir rugosidade
em escala microscópica) deu origem ao Microscópio de Força Atômica (AFM – Atomic
Force Microscopy) [86].
O Microscópio de Força Atômica (Figura 3.6) é um tipo de microscópio de alta
resolução que possui uma ponta de apalpação da superfície de medição. Esta é montada em
uma haste que pode girar livremente. Na parte superior da haste um espelho é acoplado e
reflete a luz de um feixe de laser de HeNe. Após a reflexão, a luz do laser passa por uma
lente e incide sobre um fotodetector. A incidência do feixe do laser no fotodetector provoca
o aparecimento de uma diferença de potencial (ddp) em suas extremidades. Esta ddp
depende da área iluminada pelo feixe de laser que por sua vez depende da altura da ponta
de prova em relação à amostra. Conforme esta se aproxima da amostra uma força de
interação (força de Van der Waals) age entre ambas. A posição da ponta do apalpador varia
conforme o relevo da superfície em estudo e depende em parte da natureza da amostra, da
geometria da ponta e da distância entre elas e de qualquer contaminação que houver na
superfície da amostra [87].
apalpador
Figura 3.6: Esquema do microscópio de força atômica [88].
Com o intuito de aprimorar o entendimento sobre a metrologia de implantes
ortopédicos é também importante o conhecimento da textura da superfície.
38
3.5
Textura da Superfície
Geralmente a olho nu a superfície de uma peça aparenta ser plana e lisa, entretanto
examinando-a através de um dispositivo de amplificação, veremos uma estrutura complexa
que é o resultado de fatores tais como estrutura cristalina e dos processos que foram
utilizados na sua fabricação [89]. Esta é denominada textura da superfície (Figura 3.7) e é
definida como um conjunto de todas as irregularidades da superfície real, isto é, a forma, a
ondulação e a rugosidade [90], a influência destes fatores na funcionalidade da textura da
superfície é demonstrada na tabela 3.1 [91].
Figura 3.7 – Composição da textura da superfície [88].
Tabela 3.1: Influência das propriedades funcionais no acabamento das superfícies
[91] adaptado pelo autor.
Propriedades
Forma Assentamento Defeitos Ondulação Rugosidade Propriedades
funcionais
físicas
Vedação
X
Exatidão
X
Juntas
X
X
X
X
Propriedades
Tensão e
químicas
dureza
X
X
X
X
X
X
X
X
Corrosão
X
X
X
Atrito
X
X
X
X
X
X
X
X
Desgaste
X
X
X
X
X
X
X
X
Lubrificação
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Vazão do fluido
Deformação
X
plástica
Deformação
elástica
A tabela acima demonstra que a textura da superfície influencia substancialmente na
funcionalidade de elementos em contato, principalmente a rugosidade. Por causa disto, a
39
análise das superfícies em contato, [91] cabeça femoral e componente acetabular, é de
extrema importância, e frequentemente o acabamento superficial afeta o desempenho, a
qualidade e o tempo de vida útil do produto.
Em outras áreas e na fabricação de máquinas e equipamentos, também é crítico
avaliar e controlar as características da superfície dos produtos. Para controlar a estrutura da
superfície geométrica, o primeiro passo é medir. A medição durante o ciclo da fabricação
pode influenciar nas decisões durante este processo, permitindo controlar e aperfeiçoar o
produto. A medição da superfície ao final do processo de fabricação permite uma noção
sobre a capacidade de desempenho do componente. Todas as superfícies partem de uma
superfície ideal desejada. Esta variação do ideal para o fabricado caracteriza cada
componente [88]. A durabilidade das superfícies acopladas, tal como eixos e mancais
dependem da textura da superfície, comparando com um implante de quadril o componente
acetabular seria o mancal, a cabeça femoral uma junta esférica e a haste femoral o eixo. O
acabamento superficial é muito importante nestes componentes, pois está relacionado ao
desgaste na cabeça e no componente acetabular, e no caso da haste a fixação. As falhas
normalmente ocorrem nas superfícies irregulares, em geral quanto melhor a textura da
superfície maior sua durabilidade.
A vida útil de um produto é influenciada pela taxa de desgaste de seus componentes,
e esta taxa depende das áreas de superfície em contato e do tipo de material. Uma superfície
rugosa com picos altos terá menos área de contato e desgastará mais rápido que uma
superfície mais lisa com picos pequenos. Uma superfície perfeitamente lisa também não é a
ideal, pois pode ocorrer cisalhamento devido à dificuldade da manutenção de um filme
lubrificante entre as superfícies em contato [88].
Os instrumentos utilizados tanto nos laboratórios como nas linhas de produção, são
eletrônicos, que podem ser classificados em dois grandes grupos. Instrumentos que
fornecem somente a leitura dos parâmetros de rugosidade. Instrumentos que, além da
leitura permitem o registro em papel do perfil efetivo da superfície. Os primeiros são mais
empregados em linhas de produção, enquanto os segundos são mais utilizados em
laboratórios. Isso porque geram um gráfico ou uma imagem para análise da textura da
superfície [88].
40
3.5.1
Conceitos Básicos
As superfícies dos componentes mecânicos devem ser adequadas ao tipo de função
que exercem, portanto, a importância do estudo do acabamento superficial aumenta à
medida que crescem as exigências do projeto. As superfícies dos componentes deslizantes,
como a junta esférica de um mancal (cabeça femoral) e o mancal (componente acetabular),
devem ser lisas para que o atrito seja o menor possível. Já as exigências de acabamento das
superfícies do eixo (haste femoral) e da base do mancal (inserto) devem ser menores. Além
destas, há as superfícies controladas a partir de normas que estabelecem um valor máximo
para sua comercialização.
A produção de superfícies lisas exige um custo de fabricação mais elevado. Os
diferentes processos de fabricação de componentes mecânicos determinam acabamentos
diversos nas suas superfícies. As superfícies, por mais perfeitas que sejam, apresentam
irregularidades, e estas compreendem dois grupos de erros: erros macro geométricos e erros
micro geométricos [89].
Erros macrogeométricos são os erros de forma, de fácil visualização por meio de
instrumentos convencionais de medição, como micrômetros, relógios comparadores,
projetores de perfil, etc. Entre esses erros, incluem-se, ovalização, retitude, planeza,
circularidade etc. Estes erros geralmente são produzidos durante o processo de fabricação
por trepidações, deformações das guias da máquina, passo excessivo no avanço das
ferramentas, etc. [89].
Erros microgeométricos são os erros microscópicos provocados pelas ferramentas
no processo de fabricação das peças, estes também são conhecidos como rugosidade. Toda
superfície é uma combinação de erros macrogeométricos ou de forma, ondulações e erros
microgeométricos ou rugosidade [89].
A textura da superfície é composta por rugosidade, ondulação e forma. O que separa
uma da outra são os filtros utilizados nos instrumentos de medição de perfil e de rugosidade
que citamos a seguir.
Filtro de perfil λs, filtro que define a separação entre os componentes da rugosidade
e os componentes de comprimento de onda mais curtos (ruídos de alta freqüência)
presentes na superfície (Figura 3.8).
41
Filtro de perfil λc, filtro que define a separação entre os componentes da rugosidade
e da ondulação (Figura 3.8).
Filtro de perfil λf, filtro que define a separação entre os componentes da ondulação
e os componentes de ondas mais longas presentes na superfície (Figura 3.7).
Perfil primário, perfil total após a utilização do filtro de ondas curtas, λs [89].
Figura 3.8: Características de transmissão dos perfis de rugosidade e ondulação [90].
Perfil de rugosidade, perfil derivado do perfil primário pela eliminação dos
componentes de comprimento de ondas longas utilizando o filtro de perfil λc, este perfil é
modificado intencionalmente (Figura 3.8).
Perfil de ondulação, perfil derivado do perfil primário pela aplicação sucessiva dos
filtros de perfil λf e λc, eliminando assim os componentes de comprimento de onda longa
por meio do filtro de perfil λf e os componentes de comprimento de onda curta por meio do
filtro de perfil λc.
Comprimento de amostragem (lp, lr e lw), comprimento na direção do eixo X
utilizado para identificar as irregularidades características do perfil sob avaliação.
Nota: O comprimento de amostragem para perfis de rugosidade lr e de ondulação lw é
numericamente igual ao comprimento de onda característico dos filtros de perfil λc e λf,
respectivamente. O comprimento de amostragem para o perfil primário λp é igual ao
comprimento de avaliação.
Comprimento de avaliação (ln), comprimento na direção do eixo X, utilizado para
estabelecer o perfil sob avaliação [90, 92].
Pico de um perfil (Zp), parte do perfil avaliado dirigido para fora (do material para o
meio ambiente), conectada a dois pontos adjacentes da interseção do perfil com o eixo X
como demonstra a Figura 3.8.
42
Vale de um perfil (Zv), parte do perfil avaliado dirigido para dentro (do meio
ambiente para o material), conectada a dois pontos adjacentes da interseção do perfil com o
eixo X como demonstra a Figura 3.9.
Figura 3.9: Pico e vale de um perfil [90].
A superfície geométrica (Figura 3.10) é a superfície ideal descrita no projeto, na
qual não existem erros de forma e acabamento. Por exemplo: superfície plana, cilíndrica
etc., que sejam, por definição, perfeitas. Na realidade a superfície ideal não existe; trata-se
apenas de uma definição.
Superfície Geométrica
Figura 3.10: Superfície geométrica é por definição, perfeita [93].
A superfície real (Figura 3.11) é a superfície que limita o corpo e o separa do meio
que o envolve. É a superfície que resulta do método empregado na sua produção. Por
exemplo: torneamento, retífica, ataque químico etc. Superfície que podemos ver e tocar
[93].
43
Figura 3.11: Superfície real, uma herança do método empregado na usinagem [93].
A superfície efetiva (Figura 3 12) é a superfície avaliada pela técnica de medição,
com forma aproximada da superfície real de uma peça. É a superfície apresentada e
analisada pelo instrumento de medição. É importante esclarecer que existem diferentes
sistemas e condições de medição que apresentam diferentes superfícies efetivas.
Figura 3.12: Superfície efetiva apresentada com ampliação.
O perfil geométrico (Figura 3.13) é a interseção da superfície geométrica com um
plano perpendicular. Por exemplo: uma superfície plana perfeita cortada por um plano
perpendicular originará um perfil geométrico que será uma linha reta.
44
Perfil Geométrico
Figura 3.13: O perfil geométrico é, por definição, perfeito [93].
O perfil real (Figura 3.14) é a interseção da superfície real com um plano
perpendicular. Neste caso, o plano perpendicular (imaginário) cortará a superfície que
resultou do método de usinagem e originará uma linha irregular.
Figura 3.14: Perfil real, cortado por um plano perpendicular [93].
A Figura 3.15 é a medição do perfil efetivo de um peso padrão é uma imagem
aproximada do perfil real, obtido no rugosímetro utilizado neste trabalho. Este perfil
apresentado no registro gráfico é denominado perfil primário.
Figura 3.15: Perfil efetivo obtido com rugosímetro (sem filtrar ondulações).
45
O perfil de rugosidade (Figura 3.16) é obtido a partir do perfil efetivo por um
instrumento de avaliação após filtragem (filtro de Gauss). É o perfil apresentado por um
gráfico após utilizar um filtro passa alta para eliminar a ondulação à qual se sobrepõe
geralmente a rugosidade.
Figura 3.16: Perfil de Rugosidade com filtro passa alta.
A ondulação (Figura 3.17) é obtida a partir do perfil efetivo por um instrumento de
avaliação após filtragem. É o perfil apresentado por um gráfico após utilizar um filtro passa
baixa para eliminar a rugosidade.
Figura 3.17: Ondulação com filtro passa baixa.
3.6
Sistemas de medição da rugosidade superficial
Para a medição da rugosidade superficial são utilizados dois sistemas de medida o
da linha média M (Figura 3.18) e o da envolvente este está em desuso. O mais utilizado é o
da linha média, o mesmo adotado no Brasil.
No sistema da linha média, ou sistema M, todas as grandezas da medição da
rugosidade são definidas a partir do seguinte conceito de linha média: linha média é a linha
paralela à direção geral do perfil, no comprimento da amostragem, de tal modo que a soma
46
das áreas superiores, compreendidas entre ela e o perfil efetivo, seja igual à soma das áreas
inferiores, no comprimento da amostragem (lr) [93].
Superfície efetiva
A1
A2
Linha média
A3
Comprimento de amostragem lr
Figura 3.18: Cálculo do sistema M [93].
A1 e A2 áreas acima da linha média = A3 área abaixo da linha média.
A1 + A2 = A3
3.7
Critérios para avaliar a rugosidade
A norma ISO 4288:1996 [92] estabelece os critérios para aquisição do perfil efetivo
pelo rugosímetro. O perfil efetivo é adquirido de uma superfície num comprimento de
avaliação (ln), (Figura 3.19). Chama-se o comprimento (lr) de comprimento de
amostragem. O comprimento de amostragem nos instrumentos eletrônicos é chamado de
cut-off (lr).
lv
lr
lr
lr
lr
lr
lp
ln
lt
Figura 3.19: Comprimentos para avaliação de rugosidade [93].
A distância percorrida pelo apalpador deve ser igual a 5 lr = ln, mais a distância
para atingir a velocidade de medição (lv) e para a parada do apalpador (lp). Como o perfil
apresenta rugosidade e ondulação, o comprimento de amostragem filtra a ondulação.
47
Tabela 3.2: Comprimentos de amostragem de rugosidade para medições de parâmetros R
de perfis periódicos e RSm de perfis periódicos e não-periódicos ISO 4288:1996 [92].
RSm
Comprimento de amostragem de Comprimento de avaliação de
(µm)
rugosidade lr (mm)
rugosidade ln (mm)
0,013 < RSm ≤ 0,04
0,08
0,4
0,04 < RSm ≤ 0,13
0,25
1,25
0,13 < RSm ≤ 0,4
0,8
4
0,4 < RSm ≤ 1,3
2,5
12,5
1,3 < RSm ≤ 4
8
40
O parâmetro Sm (Figura 3.20) é o valor médio de espaçamento entre os picos do
perfil e a linha média medida dentro do comprimento de amostragem.
Figura 3.20: Parâmetro Sm [94].
3.8
Parâmetros de rugosidade
O acabamento de qualquer superfície apresenta irregularidades, picos e vales que
denominamos rugosidade, devido ao processo de fabricação. A fim de determinar o método
de fabricação adequado é necessário estabelecer parâmetros para controle da superfície
fabricada, ou seja, parâmetros para avaliação da rugosidade.
48
3.8.1
Altura total do perfil (Pt, Wt e Rt) [90]
Soma das maiores altura de pico do perfil Zp e das maiores profundidades dos vales
do perfil Zv no comprimento de avaliação.
O parâmetro de rugosidade Pt (Figura 3.21) [95] é definido como a altura total de
um perfil não filtrado, o Wt (Figura 3.20) [95] a altura total, após utilizar-se um filtro passa
baixa, que resulta no perfil de ondulação e o Rt (Figura 3.22) [95] a altura total, após
utilizar-se um filtro passa alta, que determina o perfil de rugosidade.
Figura 3.21: Perfil não filtrado Pt [95].
Figura 3.22: Perfil filtrado Wt [95].
Figura 3.23: Perfil filtrado Rt [95].
3.8.2
Desvio médio aritmético do perfil avaliado (Pa, Wa e Ra) [90]
O parâmetro Ra é a média aritmética dos valores absolutos das ordenadas (Zx) no
comprimento de amostragem (Figura 3.24) [92]. Este parâmetro é o mais utilizado nas
49
indústrias. O parâmetro Pa é a média aritmética do perfil primário P não filtrado e Wa é a
média aritmética do perfil de ondulação W após filtragem.
Comprimento de avaliação
Figura 3.24: Parâmetro Ra [96].
O parâmetro Ra pode ser utilizado nos seguintes casos [93]:
• Quando for necessário o controle contínuo da rugosidade nas linhas de produção;
• Em superfícies em que o acabamento apresenta sulcos de usinagem bem orientados
(torneamento, fresagem etc.);
• Em superfícies de pouca responsabilidade, como no caso de acabamentos com fins apenas
estéticos.
Vantagens do parâmetro Ra [93]:
• É o parâmetro de medição mais utilizado em todo o mundo.
• É aplicável na maioria dos processos de fabricação.
• Devido a sua grande utilização, quase todos os equipamentos apresentam esse parâmetro
(de forma analógica ou digital eletrônica).
• Os riscos superficiais inerentes ao processo não alteram muito seu valor. Para a maioria
das superfícies, o valor da rugosidade nesse parâmetro está de acordo com a curva de
Gauss, que caracteriza a distribuição de amplitude.
Desvantagens do parâmetro Ra [93]:
• Valor de Ra em um comprimento de amostragem indica a média da rugosidade. Por isso,
se um pico ou vale não típico aparecer na superfície, o valor da média não sofrerá grande
alteração, ocultando o defeito.
• Valor de Ra não define a forma das irregularidades do perfil. Dessa forma, poderemos ter
um valor de Ra para superfícies originadas de processos diferentes de usinagem.
50
• Nenhuma distinção é feita entre picos e vales.
• Para alguns processos de fabricação com freqüência muito alta de vales ou picos, como é
o caso dos sintetizados, o parâmetro não é adequado, já que a distorção, provocada pelo
filtro eleva o erro a altos níveis [93].
• Indicação da rugosidade Ra pelos números de classe.
No estudo das superfícies em Desenhos Técnicos a característica principal (o valor)
da rugosidade Ra pode ser indicada pelos números da classe de rugosidade correspondente,
conforme tabela 3.3.
Tabela 3.3 – Classe da rugosidade [97].
3.8.3
Classe de rugosidade
Rugosidade Ra (µm)
N12
50
N11
25
N10
12,5
N9
6,3
N8
3,2
N6
0,8
N5
0,4
N3
0,1
N2
0,05
N1
0,025
Média dos cinco valores da rugosidade parcial (Rz)
O parâmetro de rugosidade Rz (Figura 3.25) corresponde à média dos cinco valores
de rugosidade parcial.
51
Rugosidade parcial (Zi).
Figura 3.25: Rugosidade parcial Zi, para definir Rz [90].
O parâmetro Rz pode ser empregado nos seguintes casos [93]:
•
Pontos isolados não influenciam na função da peça a ser controlada. Por exemplo:
superfícies de apoio e de deslizamento, ajustes prensados, etc.
•
Em superfícies onde o perfil é periódico e conhecido.
Vantagens do parâmetro Rz [93]:
•
Informa a distribuição média da superfície vertical.
•
É de fácil obtenção em equipamentos que fornecem gráficos.
•
Em perfis periódicos, define muito bem a superfície.
Desvantagens do parâmetro Rz [93]:
•
3.8.4
Nem todos os equipamentos fornecem esse parâmetro.
Razão de material (Rm) (fração de contato) [98]
O parâmetro razão de material (fração de contato) simula o desgaste que ocorre
entre duas superfícies em contato e com movimento relativo entre elas. Para visualizar
como este parâmetro funciona, utiliza-se uma superfície plana abrasiva (uma placa de
polimento) repousando sobre o pico mais alto de um perfil. À medida que o pico se
desgasta, a linha de topo de perfil remanescente (a linha de contato) move-se para baixo do
perfil e o comprimento da superfície em contato com a placa de polimento (a superfície de
contato) aumenta como demonstra a Figura 3.26 [98].
52
A razão de material é a razão do comprimento da superfície de contato em qualquer
profundidade especificada no perfil, em relação ao comprimento de avaliação e é expressa
em porcentagem [98].
Figura 3.26: Razão de material em relação a um percentual de contato [98].
A equação que define a proporção da razão de material é a seguinte:
Rm =
a+b+c+d +e
× 100%
E
Onde:
A = placa de polimento
B = linha de posição
ln = Comprimento de avaliação
3.8.5
Razão de material (Rm)/curva de Abbott – Firestone [98]
A curva de razão de material possui os limites entre o pico mais alto e o primeiro
vale subseqüente. A maneira na qual o valor da razão de material varia com a profundidade
é possível distinguir diferentes formas do perfil, como demonstra a Figura 3.27.
Figura 3.27: Representação da curva de razão de material [98].
53
3.8.6
Parâmetros obtidos a partir da representação linear da curva de fração de
material (curva de Abbott) ISO 13565-2:1999 [99]
A curva de fração de material é representada pelos parâmetros listados a seguir:
a) Núcleo do perfil de rugosidade: perfil de rugosidade excluídos os picos mais
altos e os vales mais profundos;
b) Rk: profundidade do núcleo do perfil de rugosidade (Figura 3.28);
c) Razão de material, Mr1: Nível determinado em percentual, pela linha de
interseção que separa os picos mais altos, do núcleo do perfil de rugosidade
(Figura 3.28);
d) Razão de material, Mr2: Nível determinado em percentual, pela linha de
interseção que separa os vales mais profundos, do núcleo do perfil de rugosidade
(Figura 3.28);
Figura 3.28: Cálculo de Rk, Mr1 e Mr2 [99].
O parâmetro Rk está associado à parte intermediária da rugosidade e influencia no
desempenho das superfícies. Este parâmetro quantifica a taxa de desgaste das superfícies
em contato [98].
54
e) Rpk: altura média dos picos mais altos que estão acima do núcleo do perfil de
rugosidade (Figura 3.29);
f) Rvk: altura média dos vales mais profundos que estão acima do núcleo do perfil
de rugosidade (Figura 3.29).
Figura 3.29: Cálculo de Rpk, e Rvk [99].
O parâmetro Rpk é associado à região que se desgasta nos primeiros contatos
relativos entre as superfícies em contato. Uma aplicação de Rpk é na verificação do
amaciamento de motores de combustão interna [98].
O parâmetro Rvk é relacionado aos vales presentes na superfície avaliada. Este
parâmetro está associado a capacidade da superfície em reter um fluido e tem grande
emprego na indústria automotiva e aeroespacial. Devido aos motores de combustão interna
necessitarem simultaneamente de pontos específicos de lubrificação e retenção de fluido
[98].
55
3.9
Circularidade
A circularidade ideal de acordo com a norma ANSI B89.3.1-1972 [100] é, “a
representação de um perfil plano em que todos os pontos são equidistantes ao centro deste
plano”.
O desvio de circularidade “é o desvio do perfil de circularidade medido em relação
a um perfil de circularidade ideal” e o valor deste desvio é “a diferença entre o maior raio e
o menor raio do perfil medido; estes raios devem ser medidos em relação ao mesmo ponto”
[100].
A medição da circularidade, como a maioria dos outros tipos de medição, está
sujeito a Normas nacionais e internacionais. Estas especificam o modo que as medições
devem ser feitas e como os resultados devem ser expressos, por exemplo, que círculos de
referência são mais adequados [88].
A conformidade com estas Normas irá garantir que quaisquer medidas realizadas
com instrumentos diferentes serão compatíveis. Assim um componente fabricado em um
país ajusta-se com quaisquer componentes produzidos em outros países [88].
Normalmente, os fabricantes de instrumentos de medição de circularidade tentam
garantir que seus produtos estejam em conformidade com os requisitos de uma Norma.
Quando um projetista estabelece uma tolerância de circularidade em um componente, este
pode ser inspecionado, medido e aceito ou rejeitado, de acordo com as tolerâncias
especificadas, tanto dentro da empresa, quanto em qualquer lugar do mundo [88].
As Normas da Grã-Bretanha, Alemanha, Japão, América e em outros países
estabeleceram quatro círculos de referência, que preenchem os diferentes requisitos de
circularidade:
3.9.1 Círculo dos Mínimos Quadrados (CMQ)
O círculo dos mínimos quadrados (Figura 3.30) [88] pode ser considerado como o
mais utilizado entre os quatro. É um círculo ajustado aos dados de tal forma que a soma dos
quadrados dos desvios do perfil traçado, ou modificado a partir desse círculo é mínimo.
Outra definição seria que a área delimitada pelo perfil de um lado do círculo, é igual à área
56
delimitada do outro lado deste. E ainda levando-se em conta a derivação matemática do
círculo dos mínimos quadrados: "A soma dos quadrados de um número suficiente de
coordenadas radiais espaçadas igualmente, medidos a partir do círculo em direção ao perfil,
tem valor mínimo". O desvio da circularidade é demonstrado na parte inferior da Figura
3.30, e determinado como a distância radial do pico mais alto (P) do círculo, mais a
distância do vale mais profundo (V), a partir deste círculo.
Figura 3.30: Derivação do círculo de mínimos quadrados [88]
Vantagens da utilização do círculo de mínimos quadrados [101]:
•
não sofre a influência direta de outliers (pontos extrapolados).
•
possui melhor repetitividade.
57
Desvantagens [101]:
• para dimensões simples o resultado não é compatível com instrumentos de medição
convencionais, tais como paquímetros e micrômetros.
• para medição de forma não possui o baricentro no local correto.
3.9.2 Círculo Mínimo Circunscrito (CMC)
O círculo mínimo circunscrito [88] é um círculo de raio mínimo que inclui os dados
do perfil (Figura 3.31). O desvio-de-circularidade é o máximo vale do perfil deste círculo e
geralmente é referido como “círculo de referência anel padrão”. O centro e o raio podem
ser encontrados manualmente, por tentativa e erro, utilizando uma bússola, através de um
modelo ou, para mais precisão através de instrumentos. Assim, o desvio de circularidade é
a distância do menor vale (V) a partir do círculo, mais uma vez, sendo igual a P + V,
entretanto agora o valor de P neste caso é zero (Z);
Desvio de circularidade = V.
Figura 3.31: Mínimo círculo circunscrito [88].
58
3.9.3 Círculo da Mínima Zona (CMZ)
O círculo da mínima zona [88] é determinado por dois círculos concêntricos que
envolvem o perfil traçado ou medido de tal forma que seu desvio radial é mínimo (Figura
3.32). O valor do desvio de circularidade é dado como a separação radial;
Este círculo também é conhecido como "círculo de mínima separação" é sem dúvida
alguma o algoritmo mais influenciado por outliers (pontos extrapolados). Porém é o mais
indicado na construção de elementos para avaliação de forma.
Figura 3.32: Círculo da mínima zona [88].
3.9.4 Círculo Máximo Inscrito (CMI)
O círculo máximo inscrito [88] é um círculo de raio máximo que inclui os dados do
perfil (Figura 3.33). O desvio de circularidade é o pico máximo do perfil do círculo e é
ocasionalmente referido como "círculo de referência tampão padrão". Ambas as técnicas de
análise manual e instrumental podem ser utilizadas para estabelecer o CMI. Portanto, os
desvios de circularidade são especificados como a altura dos maiores picos (P) acima do
círculo, ainda pode ser considerado como P + V, só que agora V equivale a zero (como não
existe nenhum vale dentro do círculo).
59
Como mencionado acima, ambos os círculos o circunscrito (Figura 3.31) e o inscrito
(Figura 3.33) são conhecidos como círculos padrão "anel" e "tampão", respectivamente,
porque simulam esses padrões ao se verificar um eixo ou um furo.
A escolha do círculo de referência será influenciada pelo processo de fabricação da
peça. Por exemplo, o círculo de mínimos quadrados é menos influenciado por riscos que os
outros tipos de círculo e é importante na avaliação da concentricidade, etc.
Desvio de circularidade = P.
Figura 3.33: Círculo máximo inscrito [88].
O círculo máximo inscrito é indicado para medições de diâmetro interno onde se
obtêm resultados compatíveis com instrumentos de medição convencionais.
No capítulo 4, discorre-se sobre os materiais e métodos utilizados nas medições
realizadas nas cabeças femorais e nos componentes acetabulares.
60
4. Materiais e Métodos
Neste capítulo serão apresentadas as características dos materiais utilizados,
instrumentos e procedimentos utilizados para a realização das medições e dos ensaios.
Foram realizadas a medição do diâmetro, do desvio de esfericidade e da rugosidade em
cabeças femorais de aço inox e de acetábulos de polietileno de ultra-alto peso molecular
(UHMWPE).
Os parâmetros de rugosidade Ra, Rt, Rk, Rpk, Rvk, Wt e Pt foram avaliados com
o objetivo de estabelecer sua aplicabilidade no controle da qualidade superficial das
próteses ortopédicas nacionais e importadas e, além disso, comparar com os parâmetros
de rugosidade estabelecidos em Normas.
Os ensaios de desgaste foram realizados para observar a variação dos parâmetros
de rugosidade, o primeiro com 1 ciclo de 397 mil e no segundo ensaio foram efetuados
3 ciclos, o primeiro com 440 mil e os seguintes com 500 mil, perfazendo um total de
1,44 milhão de ciclos.
4.1
Materiais
Foram estudadas próteses constituídas de cabeça femoral metálica do tipo
modular e componente acetabular polimérico do tipo não cimentado. Ambas as
superfícies de articulação com diâmetro nominal de 26 mm. No estudo foram utilizados
6 conjuntos nacionais (cabeça e acetábulo), 2 cabeças femorais e 3 componentes
acetabulares importados.
As cabeças femorais avaliadas são de aço inoxidável austenítico em
conformidade com a norma ASTM F138 [102]. Uma análise do material destas pela
técnica de espectroscopia por dispersão de energia de raios-X (EDS) mostrou presença
de ferro, níquel e cromo (Figura 4.1) compatível com aço inoxidável.
Os componentes acetabulares são de polietileno de ultra-alto peso molecular em
conformidade com a norma ASTM F648 [103].
61
Figura 4.1: Dispersão de energia de raios-X da cabeça femoral.
4.1.1 Requisitos das superfícies
De acordo com a norma ISO 7206-2:2011 [6], os requisitos básicos são:
Cabeça femoral metálica:
O desvio de esfericidade de cabeças femorais de metal ou de cerâmica deve ter
um valor de separação radial não maior que 10 µm.
O acabamento superficial ao se utilizar um comprimento de amostragem de
0,08 mm, o valor de Ra da superfície de articulação esférica dos componentes metálicos
e cerâmicos não devem ser maiores que 0,05 µm e 0,02 µm, respectivamente. O valor
de Rtmax não deve ultrapassar a 1,0 µm.
As tolerâncias dimensionais em relação ao diâmetro nominal são de +0,0 e
-0,2 mm.
Componente acetabular polimérico:
O desvio de esfericidade de componentes acetabulares poliméricos (plásticos)
deve ter um valor de separação radial não maior que 100 µm.
O acabamento superficial ao se utilizar um comprimento de amostragem de
0,08 mm, o valor de Ra da superfície de articulação esférica do implante não deve ser
maior que 2 µm.
O encaixe esférico deve ter um diâmetro igual ao diâmetro nominal, com uma
tolerância de +0,1 e +0,3 mm a uma temperatura de 20±2ºC.
Na medição da rugosidade nas cabeças femorais e nos componentes acetabulares
poliméricos recomenda-se informar o raio da ponta do apalpador e a posição em que
foram realizadas as medições na amostra. Quando inspecionados por visão normal ou
corrigida, a superfície de articulação deve estar livre de partículas engastadas e de
arranhões, marcas e riscos que não sejam oriundos do processo de fabricação [7].
62
4.2
Metodologia de medição das superfícies
4.2.1 Rugosidade
Na medição da rugosidade foi utilizado um rugosímetro/perfilômetro PGI 830
(Figura 4.2) com faixa de medição vertical de 8 mm e resolução de 0,8 nm. Este
instrumento possui uma unidade transversal de 200 mm com retitude de 0,1 µm e
resolução de 0,125 µm. O equipamento tem um sistema anti-vibração pneumático que
minimiza o ruído obtendo um valor de Rq menor que 1 nm e possibilita medição
simultânea de forma, dimensão e rugosidade. O raio da ponta do apalpador utilizado foi
de 2 µm.
Foram realizadas três medições de rugosidade da cabeça femoral espaçadas entre
si de 0,1 mm, com filtro cut-off de 0,08 mm, filtro de onda Gauss, filtro de forma arco
de circunferência por mínimos quadrados (LS ARC) ao longo de um comprimento de
15 mm, em duas direções a 0º e 90º como apresenta a Figura 4.3, passando no centro da
peça. Na medição dos componentes acetabulares poliméricos, foram efetuados 3 ciclos
de medição a 0°, 90°, 180° e 270° conforme demonstra a Figura 4.4, nas mesmas
condições de medição da cabeça femoral.
A referência para 0° nas cabeças femorais foi a inscrição do fabricante e nos
acetábulos estabeleceu-se um ponto como demonstra a Figura 4.4. Antes das medições
determinou-se o ponto de retorno, no eixo X e no eixo Y da cabeça femoral e no eixo Y
do acetábulo e as superfícies de articulação foram inspecionadas visualmente para
verificar se estavam livres de partículas engastadas, arranhões, marcas e riscos oriundos
do processo de acabamento.
Figura 4.2: Rugosímetro.
63
90°
0°
Figura 4.3: Medição da rugosidade cabeça femoral.
180°
270°
90°
0°
Figura 4.4: Medição da rugosidade acetábulo.
A determinação dos parâmetros de rugosidade foi de acordo com as normas
NBR ISO 4287:1997 [90] para os valores de Ra, Rt, Wt e Pt e os valores de Rk, Rpk e
Rvk pela norma NBR ISO 13565-2:1999 [99].
Todos os resultados obtidos estão no capítulo V.
4.2.2 Esfericidade e circularidade
A circularidade foi medida em uma máquina de medição de forma (MMF)
apresentada na Figura 4.5 com capacidade para medir diâmetros externos e internos até
355 mm com resolução de 0,001 µm. Este equipamento possui um software
denominado High Precision Roundness-HPR que permite medir com uma incerteza de
medição U=0,010 µm em condições ambientais controladas, com o apalpador de 63,5
mm de comprimento. A medição da cabeça femoral foi realizada em várias alturas,
incluindo também as três alturas estabelecidas na norma ISO 7206-2:2011 [6] a fim de
comparar com o resultado da circularidade obtido com a máquina de medição por
coordenadas (MMC).
64
Figura 4.5: Máquina de Medição de Forma.
4.2.3 Diâmetro e esfericidade na Máquina de Medir por Coordenadas
As medições do diâmetro, do desvio de esfericidade e da circularidade das
cabeças femorais e acetábulos poliméricos objetos desta tese foram realizadas em uma
máquina de medir por coordenadas MMC apresentada na Figura 4.6 que possui
estrutura do tipo ponte fixa e mancais aerostáticos de precisão apoiados em guias rígidas
que garantem sua estabilidade na movimentação e alta exatidão nas medições.
Figura 4.6: Máquina de Medir por Coordenadas.
A capacidade de medição da MMC utilizada é de 905 mm no eixo X, 1005 mm
no eixo Y e 605 mm no eixo Z. Sua resolução é de 0,00001 mm com exatidão de
(0,3+L/1000) µm, sendo L o comprimento medido em milímetros.
Antes da medição todas as próteses foram limpas, as cabeças femorais com
nitrogênio e os acetábulos com álcool isopropílico. As cabeças femorais foram coladas
ou foram fixadas aos cones dos suportes de fixação do simulador de ensaio de desgaste
65
universal, através de pressão conforme apresenta a Figura 4.7. Os acetábulos
importados foram colados na base apresentada na Figura 4.8 os nacionais fixados por
pressão no suporte apresentado na Figura 4.4. As medições do diâmetro, do desvio de
esfericidade e da circularidade foram automatizadas através de um programa específico
tanto para a cabeça como para o acetábulo. As cabeças femorais e os acetábulos foram
medidos em 8 pontos separados igualmente no plano diametral AA apresentado nas
Figuras 4.9a e 4.9b. Foram efetuados 5 ciclos de medição e o resultado obtido foi o
diâmetro médio D.
Figura 4.7: Suportes de fixação com cabeça femoral acoplada.
Figura 4.8: Configuração de medição dos acetábulos.
A medição do desvio de esfericidade da cabeça femoral e do acetábulo foi
realizada na MMC de acordo com o procedimento a seguir, baseado na norma ISO
7206-2:2011 [6].
A cabeça femoral e o componente acetabular foram medidos em 25 pontos P’
sobre a superfície de articulação, sendo 8 igualmente espaçados ao longo da
circunferência em cada um dos planos AA, BB e CC, e um ponto no pólo (P) (Figura
4.9a e 4.9b). O pólo é a interseção do eixo do pescoço com a superfície de articulação.
Os ângulos a, b e c definem as posições dos planos AA, BB e CC, quando AA é um
plano diametral a= 90º, b= 60º e c=30º. Calcula-se, então, para cada um dos 25 pontos
66
medidos o desvio de esfericidade através da equação:
De= distância OP’ – 0,5D
Onde,
De= Desvio de esfericidade
D = diâmetro médio
O = centro da cabeça femoral
P’ = pontos medidos
Superfície de articulação
Pólo (P)
Pólo (P)
Figura 4.9a: Cabeça femoral.
Figura 4.9b: Acetábulo [6].
Além destas medições foram realizadas outras em um comprimento de 15 mm
no topo das cabeças femorais, com o objetivo de avaliar melhor a superfície que
apresentou um vale profundo.
4.3
Ensaio de simulação do desgaste
O Laboratório de Biomateriais e Tribologia (Labit) pertencente à Divisão de
Metrologia de Materiais (Dimat) possui dois simuladores de desgaste, um de próteses de
quadril com 6 estações de trabalho (Figura 4.10) e 2 estações de controle e um
simulador de desgaste universal, para ensaios de próteses de quadril, de joelho e de
coluna. Ambos os equipamentos estão capacitados para a realização de ensaios em
conformidade com a norma ISO 14242-2:2000 [104]. De acordo com essa norma,
durante o ensaio das próteses de quadril são aplicados movimentos e carregamentos
cíclicos enquanto são lubrificadas com soro bovino, através de um banho circulante com
temperatura controlada, simulando as condições reais de utilização dentro do corpo
humano. Este ensaio deve ser realizado em 5 milhões de ciclos. Os simuladores de
desgaste do Labit são equipados com sensores que permitem a medição de forças e
67
torques com 6 graus de liberdade.
Figura 4.10: Simulador de ensaio de desgaste de 6 estações trabalho.
4.3.1 Ensaio inicial
Este ensaio inicial foi realizado com o objetivo de estudar o comportamento das
próteses nacionais. Foi utilizado o simulador citado acima sob condições de movimento
e carregamento mecânico de acordo com a norma ISO 14242-2:2000 [104]. O fluido
utilizado foi água destilada a 37 °C e foram realizados aproximadamente 400.000 ciclos
em um período aproximado de 4 dias (Maru et al) [105].
Um segundo ensaio está em andamento e até agora foram realizados
aproximadamente 1.440.000 ciclos de um total de 2.500.000 nas mesmas condições do
ensaio inicial com exceção do fluido utilizado que foi o soro bovino, este é substituído a
cada 500.000 ciclos.
As superfícies ensaiadas foram medidas de acordo com a metodologia
apresentada no capítulo 4.3. Os resultados parciais obtidos (o ensaio ainda está em
andamento) estão no capítulo V.
68
5 Resultados obtidos
Nas seções anteriores comentou-se sobre a artroplastia total de quadril e sua
importância na melhoria da qualidade de vida de indivíduos que por algum motivo
tiveram danos nas articulações do quadril. Discutiu-se sobre as causas mais comuns que
acarretam a necessidade desta operação, os componentes utilizados e os tipos de
materiais disponíveis no mercado. Comentou-se sobre alguns instrumentos utilizados na
medição e no controle da qualidade das próteses ortopédicas.
A seguir, serão apresentados os resultados experimentais obtidos divididos em
subseções, discutindo as características principais de cada um desses. Segue a ordem
dos tópicos e as suas respectivas subseções:
5.1) Comparação laboratorial
5.2) Ensaio de microdureza;
5.3) Ensaio de desgaste inicial;
5.4) Comparação entre a cabeça femoral nacional e a importada;
5.5) Comparação entre o acetábulo nacional e o importado;
5.6) Análise dos componentes acetabulares com cut-off de 0,8 mm:
5.7) Segundo ensaio de desgaste;
5.8) Comparação entre a cabeça femoral nacional, a importada e a de cerâmica;
5.9) Medição da circularidade da cabeça femoral.
5.1
Comparação Laboratorial
Uma comparação laboratorial foi realizada em Outubro de 2008 com a
participação do Laboratório de Metrologia Dimensional – Lamed do Inmetro. A
“Comparação Interlaboratorial de Ensaios Geométricos e Dimensionais em Implantes
Ortopédicos” foi organizada pela Fundação Centros de Referência em Tecnologias
Inovadoras – Certi. A comparação teve como objetivo verificar a compatibilidade entre
os resultados fornecidos pelos laboratórios participantes ao realizarem uma série de
medições dimensionais, geométricas e de superfície, em amostras diversas de implantes
ortopédicos. Dentre as amostras havia uma cabeça femoral modular de prótese total de
articulação de quadril, na qual devia se medir o diâmetro e a rugosidade.
O protocolo de medição estabelecia que a medição do diâmetro da cabeça
femoral e do acetábulo devia ser efetuada em uma máquina de medir coordenadas em 8
pontos espaçados igualmente e no mínimo três ciclos de medição. Na medição da
rugosidade fixou-se o implante à mesa do rugosímetro e realizaram-se as medições em
69
cinco ciclos de medição nas 4 posições apresentadas na Figura 5.1.
Figura 5.1: Posições para medição da rugosidade da cabeça femoral [106].
Nas medições da rugosidade para estabelecer o parâmetro Ra foram utilizados os
seguintes ajustes iniciais: Filtro cut off λc=0,08 mm, filtro de onda Gauss, filtro de
forma arco de circunferência por mínimos quadrados LS ARC, velocidade de medição
0,25 mm/s, comprimento avaliado 5 vezes o cut-off e filtro de perfil λs=0,0025mm.
Durante todas as medições as condições ambientais foram controladas por um
termômetro digital e mantidas dentro de 20º ±0,5ºC.
A avaliação estatística dos resultados obtidos pelos participantes desta
comparação foi realizada através da comparação entre pares de valores e incertezas,
seguindo a ABNT ISO/IEC GUIA 43-1 [107], utilizando o erro normalizado (En) para
avaliação de desempenho dos laboratórios participantes. A análise estatística foi
realizada através da fórmula do En, conforme segue,
onde:
Vlab
valor obtido pelo laboratório participante;
Vref
valor obtido pelo laboratório de referência;
Ulab
incerteza combinada obtida pelo laboratório participante;
Uref
incerteza combinada obtida pelo laboratório de referência.
Após os resultados obtidos (Tabela 5.1) o desempenho de cada laboratório
participante da comparação interlaboratorial foi considerado como compatíveis, quando
|En| ≤ 1 ou incompatíveis, quando |En| > 1.
70
Tabela 5.1: Resultados obtidos na comparação laboratorial
Diâmetro (mm)
Valor
U
27,9687
0,0008
27,9676
0,0015
0,65
Referência
LAMED
En
Rugosidade Ra (µm)
Valor
U
0,010
0,005
0,014
0,027
0,16
Utilizando o erro normalizado verificou-se que as medições foram compatíveis
tanto na medição do diâmetro quanto da rugosidade, pois os erros normalizados obtidos
foram menores do que 1 para as medições realizadas. Quando esta comparação foi
realizada utilizou-se como referência um padrão de rugosidade secundário do
laboratório, pois o padrão de rugosidade utilizado neste trabalho estava em calibração
no exterior. Isto acarretou a incerteza alta na medição da rugosidade.
5.2
Ensaio de Microdureza
Um ensaio de microdureza Vickers foi realizado em uma cabeça femoral de aço
inoxidável. Este ensaio foi efetuado em um microdurômetro Akashi modelo M - 400 H, conforme a norma NBR NM ISO 6507-1:2008 [108] nas medições utilizou-se uma
carga de 1,961 N e os resultados obtidos estão na tabela 4.2.
Tabela 5.2: Resultados obtidos no Ensaio de Microdureza
d1
µm
d2
µm
Média
µm
39,431
39,430
39,062
39,895
40,046
39,761
39,66
39,74
39,41
Cabeça femoral
HV0,2
d/D
235,48
234,59
238,49
0,001422
0,001425
0,001413
Tab. B.1
HV 0,2
corrigido
0,995
0,995
0,995
234,30
233,42
237,30
HV0,2
Média
corrigida
235,00
Após as correções necessárias para medições realizadas em peças esféricas a
média final da microdureza foi de 235,00 HV 0,2.
Este ensaio foi realizado com o intuito de se conhecer mais uma das
propriedades mecânicas do material ensaiado.
5.3
Ensaio de Desgaste Inicial
No primeiro ensaio de próteses ortopédicas de quadril realizado no Inmetro pelo
Laboratório de Biomateriais e Tribologia (Labit), foram utilizados três pares de cabeças
femorais e acetábulos, de um fabricante nacional. Foram medidos o diâmetro, a
71
esfericidade e a rugosidade destes conjuntos antes e após o ensaio, os seguintes
resultados foram obtidos.
5.3.1 Medição do Diâmetro
Os resultados obtidos na medição dos diâmetros são apresentados na Tabela 5.3,
estes foram medidos na MMC de acordo com o item 4.2.3.
Tabela 5.3 - Resultados obtidos na medição do diâmetro das cabeças femorais
(CF) e dos acetábulos antes do ensaio de desgaste.
Diâmetro
antes
(mm)
CF 2
25,921
CF 3
25,976
CF 7
25,920
NA 2
26,214
NA 3
26,194
NA 7
26,202
U
0,001
Todos os diâmetros das cabeças femorais estão dentro da tolerância estabelecida
na Norma [6], no diâmetro nominal a tolerância é de -0,2 a 0 mm, neste estudo o
diâmetro foi de 26 mm. Todos os componentes acetabulares também estão adequados,
pois a tolerância é de +0,1 a +0,3 mm.
5.3.2 Medição do Desvio de Esfericidade
Os resultados obtidos na medição do desvio de esfericidade são apresentados na
Tabela 5.4 para as cabeças femorais, as medições foram realizadas na máquina de medir
por coordenadas de acordo com o item 4.2.3.
Tabela 5.4 - Resultados obtidos do desvio de esfericidade das cabeças femorais
(CF) antes e após ensaio de desgaste.
Desvio de
esfericidade
antes (µm)
após (µm)
CF 2
CF 3
CF 7
U
30,65
31,19
27,47
27,45
17,73
18,94
1,40
1,40
O desvio de esfericidade em cabeças femorais não deve ser maior que 10 µm
[6]. Através da análise da tabela 5.4 verificamos que todas as cabeças estão fora da
tolerância estabelecida, isto ocorreu devido à medição no pólo que apresentou um vale
profundo, este afetou o resultado final Figura 5.2, 5.3 e 5.4.
72
Vale profundo
Antes
Após
Figura 5.2 - Gráfico da cabeça femoral 2 plano XZ.
Antes
Após
Figura 5.3 - Gráfico da cabeça femoral 3 plano XZ.
Antes
Após
Figura 5.4: Gráfico da cabeça femoral 7 plano XZ antes e após desgaste.
Pelos gráficos apresentados pode-se inferir que o processo de fabricação da
cabeça femoral provavelmente não está adequado para se obter a esfericidade descrita
na Norma, visto que a medição no pólo foi prejudicada pela profundidade excessiva
encontrada neste.
73
A Norma [6] estabelece que o desvio de esfericidade em componentes
acetabulares não deve ser maior que 100 µm. Após análise dos resultados apresentados
na Tabela 5.5, verificou-se que todos os componentes foram aprovados.
Tabela 5.5 - Resultados obtidos na medição do desvio de esfericidade dos
componentes acetabulares antes e após ensaio de desgaste.
Desvio de
esfericidade
antes (µm)
após (µm)
NA 2
NA 3
NA 7
U
91,61
78,92
81,02
66,35
86,13
70,87
1,50
1,50
Antes
Após
Figura 5.5: Gráfico componente acetabular 2 plano ZY.
Antes
Após
Figura 5.6: Gráfico componente acetabular 3 plano ZY.
74
Antes
Após
Figura 5.7: Gráfico componente acetabular 7 plano ZY.
5.3.3 Medição da Rugosidade
A medição da rugosidade foi efetuada de acordo com o item 4.2.1 deste trabalho.
Os resultados obtidos na medição de rugosidade das cabeças femorais nacionais
são apresentados na Tabela 5.6.
Tabela 5.6 - Resultados da medição da rugosidade em cabeças femorais (CF)
antes e após ensaio de desgaste.
Rugosidade Ra
CF 2
CF 3
CF 7
U
antes (µm)
após (µm)
Rugosidade Rt
antes (µm)
após (µm)
0,006
0,124
0,007
0,147
0,006
0,130
0,007
0,012
0,152
3,020
0,438
3,256
0,199
3,294
0,121
0,261
De acordo com a tabela verificou-se que todas as cabeças femorais estão de
acordo com a Norma [6] que estabelece um valor de Ra não maior que 0,05 µm e um
valor de Rt não maior que 1,0 µm em superfícies de articulação esférica metálicas.
Na medição da rugosidade dos componentes acetabulares nacionais os seguintes
resultados foram obtidos ver Tabela 5.7.
Tabela 5.7 - Resultados obtidos na medição da rugosidade dos componentes
acetabulares (CA) antes e após ensaio de desgaste.
Rugosidade Ra
CA 2
CA 3
CA 7
U
antes (µm)
após (µm)
Rugosidade Rt
antes (µm)
após (µm)
1,267
0,272
1,373
0,283
1,112
0,301
0,018
0,012
10,966
4,233
11,575
7,668
8,820
5,902
0,252
0,897
De acordo com a tabela verificou-se que todos os componentes acetabulares
75
estão de acordo com a Norma [6] que estabelece um valor de Ra não maior que 2 µm
para componentes acetabulares poliméricos, os valores de Rt não são normalizados.
5.4
Comparação entre a Cabeça Femoral Nacional e a Importada
O estudo foi realizado entre 3 cabeças femorais nacionais e 2 importadas ambas
de aço inox com diâmetros de 26 mm. Avaliaram-se os seguintes parâmetros de
rugosidade: Ra, Rt, Rk, Rpk, Rvk, Wt e Pt. O objetivo foi determinar as diferenças entre
as duas e estudar parâmetros de rugosidade que afetem a qualidade da superfície das
próteses nacionais e importadas. Os gráficos obtidos são apresentados nas Figuras 5.8 a
5.11.
Figura 5.8: Gráfico do Ra para cabeças femorais nacionais e importadas.
Na análise do gráfico da Figura 5.8 fica evidenciado que todos os valores de Ra
das cabeças femorais avaliadas estão de acordo com a Norma [6]. O valor estabelecido é
de Ramax de 0,05 µm para cabeças femorais metálicas utilizando um cut-off de
0,08 mm. Verifica-se também que os valores obtidos são aproximadamente sete vezes
menores do que o estabelecido. Fica evidente que o critério da Norma é bem “aberto”
neste parâmetro com isto a Indústria Nacional demonstra ter capacidade para atender
critérios mais rígidos de acabamento da superfície. Atender a estes critérios
provavelmente significa próteses com desgaste minimizado devido a este parâmetro.
Quando a Norma é abrangente os fabricantes iniciantes podem ser induzidos a fabricar
próteses com acabamento superficial bem pior do que as importadas e
consequentemente estas terão um desgaste maior e uma durabilidade menor,
ocasionando desvantagem no mercado consumidor, prejuízos para o paciente e custos
para o governo.
76
Figura 5.9: Gráfico de Rt para cabeças femorais nacionais e importadas.
A análise do gráfico da Figura 5.9 nos indica que os valores de Rt estão de
acordo com a Norma [6] que estabelece o valor do parâmetro Rtmax não maior do que 1
µm utilizando um cut-off de 0,08 mm. Devido ao número reduzido de informações, não
foi possível afirmar se a diferença maior no parâmetro Rt de 0,145 µm na prótese
nacional iria interferiria no desempenho desta.
Figura 5.10: Gráfico de Rk, Rpk e Rvk para cabeças femorais nacionais e
importadas.
A análise do gráfico da Figura 5.10 indica que os valores de Rk, Rpk e Rvk nas
cabeças femorais nacionais foram menores que as importadas para os parâmetros Rk e
Rvk e para o parâmetro Rpk na importada 2 os valores foram bem maiores. Estes
parâmetros são os primeiros em que os valores das importadas ficaram maiores do que
as nacionais.
77
Figura 5.11: Gráfico de Wt e Pt cabeças femorais nacionais e importadas.
Neste caso os valores dos parâmetros Wt e Pt apresentam diferenças que podem
ser significativas ao analisar a forma das duas próteses, pode-se concluir que o
acabamento da superfície da importada avaliada é melhor do que a nacional neste
quesito. A maior diferença é de aproximadamente 6,0 µm entre Pt’s. Não se pode
afirmar que esta diferença irá acarretar um desgaste maior na prótese nacional, porém
este parâmetro deve ser estudado através de um ensaio de desgaste da prótese
importada. Não foi possível realizar este ensaio devido às próteses importadas serem um
empréstimo da Universidade Federal de Santa Catarina UFSC. Pretende-se adquirir um
conjunto de próteses importadas a fim de efetuar este estudo no futuro.
5.5
Comparação entre o Componente Acetabular nacional e o importado
Neste estudo foram utilizados 3 componentes acetabulares nacionais e 3
importados, todos fabricados com polietileno de ultra alto peso molecular UHMWPE e
com diâmetro de 26 mm. Todos os resultados se referem a um comprimento de
amostragem (cut off) de 0,08 mm.
Os parâmetros de rugosidade avaliados foram os mesmos da cabeça femoral Ra,
Rt, Rk, Rpk, Rvk, Wt e Pt. Do mesmo modo o objetivo foi determinar diferenças entre os
dois e estudar parâmetros de rugosidade que afetem a qualidade da superfície dos
componentes acetabulares nacionais e importados. Os gráficos obtidos são apresentados
nas Figuras 5.12 a 5.16.
78
Figura 5.12: Gráfico de Ra para componentes acetabulares nacionais e
importados.
A análise do gráfico da Figura 5.12 nos indica que os valores de Ra estão de
acordo com a Norma [6] que estabelece um valor de Ra não maior que 2 µm. Entretanto
verifica-se que o parâmetro Ra da nacional é de aproximadamente 3,8 vezes maior do
que a importada.
Figura 5.13: Gráfico de Rt para componentes acetabulares nacionais e
importados.
A Norma não estabelece valores para o parâmetro Rt em componentes
acetabulares de plástico, no entanto verifica-se na Figura 5.13 que os valores dos
acetábulos nacionais são mais que o dobro do que os importados. Isto evidencia uma
inferioridade no acabamento do componente acetabular nacional, ou seja, uma
superfície mais rugosa que provavelmente pode influenciar no desgaste.
79
Figura 5.14: Gráfico do parâmetro Rk com cut-off de 0,08 mm para componentes
acetabulares nacionais e importados.
A análise do parâmetro Rk da Figura 5.14 demonstra também que os valores dos
componentes acetabulares nacionais são bem maiores do que os importados. Entretanto,
neste parâmetro, isto significa que a rugosidade da área de suporte de carga (núcleo da
rugosidade) é alta.
Figura 5.15: Gráfico dos parâmetros Rpk e Rvk com cut-off de 0,08 mm para
componentes acetabulares nacionais e importados.
A análise dos parâmetros acima demonstra mais uma vez valores dos
componentes acetabulares nacionais duas vezes maiores do que os importados. Com
relação ao parâmetro Rpk estes valores mais altos podem significar um maior desgaste
dos componentes acetabulares nacionais. Entretanto, com relação ao parâmetro Rvk os
valores mais altos podem significar uma lubrificação melhor.
80
Figura 5.16: Gráfico de Wt e Pt para componentes acetabulares nacionais e
importados.
A análise gráfica nos demonstra mais uma vez a diferença a maior dos
componentes acetabulares nacionais quando comparados com os importados. Após a
análise de todos os parâmetros podemos inferir que os mesmos necessitam de uma
melhora em seu acabamento superficial.
5.6
Análise dos Componentes Acetabulares com cut-off de 0,8mm
O objetivo desta análise é verificar a compatibilidade dos resultados obtidos com
o comprimento de amostragem (cut-off) de 0,08 mm determinado na ISO 7206-2:2011
[6] com o de 0,8 mm estabelecido na norma ISO 4288:1996 [92], visto que esta, é
específica para análise de superfícies com rugosidade próximas a 2,0 µm como os
componentes acetabulares avaliados. Além disto, o rugosímetro utilizado nas medições
permite medir superfícies esféricas em um comprimento adequado para o cut off de
0,8 mm. Os resultados obtidos são apresentados na Figura 5.17.
81
Figura 5.17: Gráfico de Ra para componentes acetabulares nacionais e
importados.
A análise do gráfico apresentado na Figura 5.17 indica que os acetábulos
nacionais não estariam de acordo com a Norma [6], pois os valores obtidos de Ra
ficaram entre 2,50 até 3,00 µm e o máximo permitido seria de 2,00 µm. Em
contrapartida os acetábulos importados avaliados não ultrapassaram a 1 µm, portanto
todos estariam aprovados apesar do cut-off diferente.
Esta análise nos permite deduzir que o comprimento de amostragem sugerido
pela norma ISO 7206-2:2011 [6], neste caso específico, não seria o adequado para
controlar a qualidade do componente acetabular fabricado. Portanto é importante que os
fabricantes fiquem atentos a este procedimento, pois este pode levar a falhas
antecipadas principalmente com relação ao desgaste, devido a valores de rugosidade de
25 a 50% mais altos do que o estabelecido para este componente. Os resultados obtidos
valem somente para as amostras ensaiadas.
Como dito anteriormente as normas geralmente estão desatualizadas, mas neste
caso a data de emissão é de Março de 2011.
5.7
Segundo Ensaio de Desgaste
No segundo ensaio de próteses ortopédicas de quadril realizado no Labit, foram
utilizados sete pares de cabeças femorais e componentes acetabulares poliméricos, do
mesmo fabricante nacional do primeiro ensaio. Este ensaio continua em andamento e
terminará após a realização dos 2,5 milhões de ciclos. O mesmo foi realizado nas
condições dispostas no item 4.3.1 deste trabalho, porém as medições de rugosidade dos
componentes acetabulares após o ensaio foram efetuadas a 5 mm da borda. Neste ensaio
foram avaliados os mesmos parâmetros de rugosidade antes e após 440, 940 e 1.440 mil
82
ciclos. O objetivo foi analisar as alterações ocorridas com os parâmetros de rugosidade
nos componentes acetabulares poliméricos e tentar relacionar com o desgaste
acontecido durante este período.
A Figura 5.18 demonstra os valores de Ra de 0 até 1.440.000 ciclos de ensaio
realizados em 3 componentes acetabulares. Nota-se que os valores de Ra diminuíram
consideravelmente devido ao desgaste, isto significa a existência de resíduos de
polietileno dentro do corpo do paciente.
Figura 5.18: Valores de Ra de componentes acetabulares antes e após segundo
ensaio de desgaste.
A Figura 5.19 demonstra os valores de Rt de 0 até 1.440.000 ciclos realizados.
Nota-se que os valores de Rt também diminuíram consideravelmente devido ao
desgaste, do mesmo modo que a análise anterior, isto pode significar mais resíduos de
polietileno dentro do corpo do paciente.
Figura 5.19: Valores de Rt de componentes acetabulares antes e após segundo
ensaio de desgaste.
A Figura 5.20 demonstra os valores do parâmetro de Rk como este é também um
parâmetro médio verifica-se a similaridade com o parâmetro Ra do gráfico da Figura
83
5.18. Observa-se novamente um grande desgaste através deste parâmetro.
Figura 5.20: Valores de Rk de componentes acetabulares antes e após segundo
ensaio de desgaste.
A Figura 5.21 demonstra os valores do parâmetro Rpk nota-se neste gráfico uma
grande variação deste parâmetro entre os ciclos realizados. Por enquanto não há o que
comentar, pois o ensaio de desgaste ainda não terminou.
Figura 5.21: Valores de Rpk de componentes acetabulares antes e após segundo
ensaio de desgaste.
A Figura 5.22 demonstra os valores do parâmetro de Rvk nota-se também neste
gráfico uma aleatoriedade deste parâmetro entre os ciclos realizados.
84
Figura 5.22: Valores de Rvk de componentes acetabulares antes e após segundo
ensaio de desgaste.
5.8
Comparação entre a Cabeça Femoral Nacional, a Importada e a de
Cerâmica
Como comentado no item 2.7 deste trabalho, a Noruega utilizou no ano de 2009
o conjunto cabeça femoral de alumina com componente acetabular de polímero em 42%
das próteses ortopédicas de quadril implantadas. Portanto, decidiu-se realizar uma
comparação entre as cabeças femorais de aço inoxidável nacional, a importada e a de
cerâmica, apesar de serem materiais totalmente diferentes. Inicialmente foi escolhido o
parâmetro Pt, (Figuras 5.23, 5.24 e 5.25) devido ao mesmo ser o único não filtrado,
seguido pelos parâmetros Ra e Rt que são os exigidos na Norma [6]. Também foram
estudados os parâmetros Wt, Rk, Rpk e Rvk.
Os resultados obtidos nos gráficos das Figuras 5.23, 5.24 e 5.25 demonstram
uma diferença no parâmetro de perfil primário Pt da cabeça femoral de cerâmica, de
aproximadamente 132 vezes maior em relação a nacional e de 65 vezes maior em
relação à importada. Os gráficos apresentados demonstram o acabamento superficial
muito superior da cabeça femoral de cerâmica.
85
Figura 5.23: Cabeça femoral nacional parâmetro Pt= 15,803 µm.
Figura 5.24: Cabeça femoral importada parâmetro Pt=7,811 µm.
Figura 5.25: Cabeça femoral de cerâmica parâmetro Pt= 0,1200 µm.
A análise do parâmetro de rugosidade Ra do gráfico da Figura 5.26, apresentou
também uma grande diferença de valores, quando comparados com a de cerâmica a
importada é 2,6 vezes maior e a nacional 3,2 vezes.
86
Figura 5.26: Comparação do parâmetro Ra das cabeças femorais de cerâmica,
nacional e importada.
O parâmetro de ondulação Wt da Figura 5.27 repete o acontecido com o
parâmetro Pt, pois as diferenças da de cerâmica quando comparada com a nacional e a
importada são respectivamente de 246 e 151 vezes maior. Isto demonstra claramente o
melhor acabamento da superfície da cabeça femoral de cerâmica. Este pode ser um dos
motivos do menor desgaste obtido ao se utilizar este material.
Figura 5.27: Comparação do parâmetro Wt das cabeças femorais de cerâmica,
nacional e importada.
Os parâmetros da curva de Abbott Rk, Rpk e Rvk apresentados na Figura 5.28
nos demonstra a melhor superfície de acabamento da cabeça femoral de cerâmica. Notase também que o acabamento superficial da prótese nacional nestes parâmetros
específicos é bem melhor do que a importada. Estes foram os únicos parâmetros em que
o acabamento superficial da nacional foi melhor do que a importada.
87
Figura 5.28: Comparação dos parâmetros Rk, Rpk e Rvk das cabeças femorais de
cerâmica, nacional e importada.
Como era esperado o acabamento superficial da cabeça femoral de cerâmica é
bem superior às outras avaliadas provavelmente este é o motivo do crescimento do
conjunto cabeça de alumina com componente acetabular de polietileno, na Noruega.
5.9
Medição de Circularidade da Cabeça Femoral
A medição de circularidade das cabeças femorais foi realizada na máquina de
medição de forma (MMF), apresentada no item 4.2.2 (Figura 4.5) desta tese e também
na máquina de medição por coordenadas (MMC) conforme item 4.2.3 (Figura 4.6).
As medições foram efetuadas no hemisfério a 30 e a 60 graus deste e no pólo,
nas mesmas posições da medição da esfericidade (item 4.2.3), as Figuras 5.29, 5.30 e
5.31, comparam os resultados obtidos, considerando o erro normalizado En [107],
conforme descrito no item 5.1 deste trabalho.
Figura 5.29: Desvio de circularidade no hemisfério da cabeça medido na MMC e
na MMF.
O desvio de circularidade obtido na MMC foi de 0,00551 mm e na MMF
88
0,00480 mm, os resultados foram compatíveis, pois o erro normalizado foi igual a 0,26.
Figura 5.30: Desvio de circularidade a 30º do hemisfério da cabeça medido na
MMC e na MMF.
O desvio de circularidade obtido na MMC foi de 0,00439 mm e na MMF
0,00367 mm, os resultados foram compatíveis, pois o erro normalizado foi igual a 0,62.
Figura 5.31: Desvio de circularidade a 60º do hemisfério da cabeça medido na
MMC e na MMF.
O desvio de circularidade obtido na MMC foi de 0,00467 mm e na MMF
0,00438 mm, os resultados foram compatíveis, pois o erro normalizado foi igual a 0,25.
Do mesmo modo que foram comparados os valores dos parâmetros de
rugosidade das cabeças femorais de aço com os valores da de cerâmica, decidiu-se
comparar os valores do desvio de esfericidade, estes são apresentados na Figura 5.32.
89
Figura 5.32: Desvio de circularidade no hemisfério da cabeça femoral de aço
inoxidável e na de cerâmica, medido na MMC.
O desvio de circularidade obtido na cabeça femoral foi de 0,00551 mm na de
aço e de 0,00216 mm na de cerâmica. Nota-se também um desvio de esfericidade 2,5
vezes menor na cabeça femoral de cerâmica, isto pode indicar um menor desgaste, pois
o acabamento superficial da de cerâmica é superior ao da cabeça femoral de aço
inoxidável.
90
6. Incerteza de Medição
6.1
Introdução
Quando se relata o resultado de medição de uma grandeza física, é obrigatório que se
dê alguma indicação quantitativa da qualidade do resultado, de tal forma que aqueles que o
utilizam possam avaliar sua confiabilidade. Sem essa indicação, resultados de medição não
podem ser comparados, seja entre eles mesmos ou com valores de referência fornecidos em
uma especificação ou norma, portanto, para se caracterizar com qualidade um resultado de
medição é necessário avaliar e expressar sua incerteza. É amplamente reconhecido que,
quando todos os componentes de erro conhecidos ou suspeitos tenham sido avaliados e as
correções adequadas tenham sido aplicadas, ainda permanece uma incerteza sobre quão
correto é o resultado declarado, isto é, uma dúvida acerca de quão corretamente o resultado de
medição representa o valor da grandeza que está sendo medida. Mesmo sabendo que o
resultado de medição não é perfeito, é possível obter informações confiáveis, desde que este
venha acompanhado da respectiva incerteza [109].
A determinação da incerteza de medição requer, além do conhecimento do
procedimento, uma experiência metrológica da área específica da grandeza em questão, pois
só com isso podemos estimar quais são as possíveis fontes de incerteza.
Segundo o VIM - Vocabulário Internacional de Metrologia [110], incerteza é um
parâmetro associado ao resultado de medição que caracteriza a dispersão de valores que
podem ser razoavelmente atribuídos ao mensurando.
Em uma linguagem mais simples é uma faixa de valores em que o resultado de
medição provavelmente está incluído, para determinado nível de confiança, isto quando os
erros sistemáticos já foram compensados.
6.1.1 Etapas para o Cálculo da Incerteza de Medição
Os passos seguintes constituem um guia para o cálculo de incerteza, segundo os Guias
ISO GUM [109] e EA-4/02 [111] que foram utilizados em todas as avaliações de incerteza de
medição do presente trabalho experimental:
a. expressar no modelo matemático a dependência do mensurando (grandeza de saída) Y
com as grandezas de entrada Xi, conforme a equação Y = f (X1, X2,...,Xn).
b. identificar e aplicar todas as correções significativas ao resultado da medição
91
c. calcular a incerteza padrão u(xi) para as grandezas medidas repetidamente (tipo A);
d. relacionar as fontes de incerteza na forma de uma análise de incertezas, incluir
componentes sistemáticos da incerteza associada a correções e tratar efeitos sistemáticos
não corrigidos como parcelas de incerteza;
e. atribuir valores de incertezas e distribuição de probabilidades com base em conhecimentos
experimentais práticos ou teóricos (tipo B);
f. calcular a incerteza padrão u(xi) para cada componente de incerteza;
g. calcular o coeficiente de sensibilidade ci associado com a estimativa de entrada xi, isto é, a
derivada parcial da equação com relação à variável Xi, avaliada para as estimativas de
entrada xi;
h. calcular para cada grandeza de entrada Xi a contribuição para incerteza padrão ui (y) para a
incerteza associada com a estimativa de saída resultante da estimativa de entrada xi. Sendo
que ui (y) = ci u(xi );
i. calcular a incerteza combinada que é a raiz da soma quadrática das contribuições para
incerteza padrão ui (y);
j. calcular a incerteza expandida U por meio da multiplicação da incerteza padrão
combinada uc (y) associada à grandeza de saída por um fator de abrangência k (escolhido
da tabela de t student, em função dos graus de liberdade efetivos νeff para um nível de
confiança de aproximadamente 95%).
6.1.2 Modelo Matemático [112]
Para percursos traçados de acordo com a norma ISO 3274:1996 [113] se estabelece
um modelo pelo qual os valores para os parâmetros da superfície são determinados a partir do
perfil traçado Ze (x) através de uma cadeia de funções. Para o cálculo da incerteza de medição
em conformidade com o GUM, o modelo é computado de dentro para fora a fim de se
conhecer os efeitos exercidos pela incerteza das grandezas de entrada na incerteza do valor do
resultado. O resultado é a grandeza de entrada para o cálculo da incerteza de cada função.
Valor de K do parâmetro da superfície P: K = P{Fc[Fs(G(Ze(x))]}
(6.1)
Onde:
G (Ze (x)) = Zg (x)
Função do instrumento
Fs (Zg (x)) = Zs (x)
Função do filtro λs
Fc(Zs (x)) (perfil de rugosidade) = Zc (x)
Função do filtro λc
92
P (Zc (x)) = K
Função do parâmetro P, calcula-se o valor
de K.
Em qualquer medição realizada, existem diversos fatores que contribuem para a
determinação da incerteza de medição. É fundamental que se faça uma análise sobre esses
fatores visto que as equações de cada um deles auxiliarão na determinação da incerteza de
medição. As fontes de erros conhecidos são apresentadas a seguir, onde são definidas e
descritas às formulações de suas correções, quando possível, para assim serem utilizadas
como contribuições para a determinação da incerteza de medição.
Como o perfil total Zg (x) inclui o perfil traçado Ze (x), assim como as influências
decorrentes do dispositivo, sua interação com o objeto a ser medido e do meio ambiente. Os
valores dos perfil total Zg (x) são os dados de entrada para o processamento de sinais, portanto
para a incerteza dos pontos de medição u 2 ( z g ) do perfil total obteve-se o seguinte modelo:
u 2 ( z g ) = u 2 ( Pt n ) + u 2 (∆Pt ) + u 2 (b) + u 2 ( z e ) + u 2 ( z ref ) + u 2 ( z 0 ) + u 2 ( z pl ) + u 2 ( z sp ) (6.2)
onde:
u 2 ( z g ) , Incerteza do perfil avaliado (total)
u 2 ( Pt n ) , incerteza do padrão de referência
+ u 2 (∆Pt ) , incerteza de medição por medir em um local (ponto) diferente
+ u 2 (b) , repetitividade do perfil avaliado
+ u 2 ( z e ) , topografia do padrão de referência
+ u 2 ( z ref ) , incerteza do perfil de referência
+ u 2 ( z 0 ) , incerteza devida ao ruído
+ u 2 ( z pl ) , incerteza devida à deformação plástica
+ u 2 ( z sp ) , incerteza devida à geometria da ponta do apalpador.
6.2
Determinação da incerteza das grandezas de entrada
6.2.1 Padrão de referência
A incerteza de medição (Un) da altura total do perfil Ptn do padrão de referência é
indicada no certificado de calibração com um fator de abrangência k = 2. Esse valor é uma
quantidade estatisticamente comprovada. A incerteza padrão empírica, portanto, é [112]:
93
u 2 ( Pt n ) =
1 2
⋅U n
4
(6.3)
6.2.2 Incerteza Padrão do Tipo A (Repetitividade)
A avaliação do Tipo A da incerteza padrão é obtida a partir das repetições das
observações das grandezas de entrada em condições de repetitividade.
A incerteza padrão do valor médio na determinação da profundidade da ranhura
calibrada no mesmo ponto é s(R) .
E a incerteza devida à repetitividade do perfil avaliado em calibração é [112],
u 2 (b) =
1 2
s ( R)
n
(6.4)
Assume-se uma distribuição Gaussiana.
6.2.3 Topografia da prótese
Isto se manifesta por uma variação estatística dos parâmetros medidos na dependência
de x e y. Para as cabeças femorais e acetábulos isso é levado em conta no plano do ponto de
medição por escalonamento espacial das medições nas direções em x e y [112].
u 2 ( ze ) =
1 s 2 ( Rz ) 2
⋅
fs
S 2 f s2 ⋅ n ⋅
(6.5)
6.2.4 Desvio de linearidade
Os componentes de onda longa dos desvios de linearidade são apresentados no perfil
W, no parâmetro Wt, bem como desvios durante o tempo de medição. Após o alinhamento de
um paralelo ótico, mede-se uma seção 5 vezes no mesmo ponto, determina-se assim o
parâmetro Wt0 com cut-off de 0,8 mm, na hipótese de uma distribuição uniforme, o seguinte é
válido [112]:
1 Wt
u 2 ( zref ) = ( 0 ) 2 f s2
3 2
(6.6)
Na medição de parâmetros de rugosidade o filtro λs elimina os componentes de onda
longa da ondulação.
94
6.2.5 Ruído de fundo
Quando um perfil é medido o ruído de fundo produzido pelas guias, bem como pelas
interferências elétricas e mecânicas se sobrepõe diretamente sobre o perfil de medição. Este
efeito é medido separadamente quando o ruído Rz0 é medido em um plano ótico. A
experiência tem demonstrado que um Rz0 abaixo de 10 nm pode ser obtido em planos óticos e
instrumentos de boa qualidade. O valor médio de cinco medições de Rz0 é utilizado. Partindo
do pressuposto de um valor uniformemente distribuído, o seguinte é válido [112]:
u 2 ( z0 ) =
( )
1 1
⋅ ⋅ Rz 0
S 2 12
2
f s2
(6.7)
6.2.6 Deformação plástica
Durante o traçado, os resultados da deformação plástica na superfície depende do
material, da força de contato e do raio da ponta do apalpador. Visto que a deformação
produzida durante a calibração e as medições subsequentes são iguais, a mesma seria
insignificante.
6.2.7 Raio da ponta do apalpador
O perfil traçado difere da superfície real devido ao raio da ponta do apalpador. De
acordo com a norma ISO 3274:1996 [113], esta influência do raio da ponta do apalpador
nominal já é um componente do perfil traçado para avaliação futura. Os desvios em relação ao
raio da ponta do apalpador no certificado de calibração, resulta em incertezas nas posições z.
A simulação para o traçado do mesmo perfil, com diferentes raios da ponta do
apalpador apresentou uma variação de -20 nm por 1 µm para os parâmetros Rz e Rz1max e de
-5 nm/µm para o parâmetro Ra [113].
Se considerarmos o “fator de amortecimento” de Rz obtemos o seguinte [112]:
1 5 nm
∂z
=− ⋅
∂rt
S µm
(6.8)
A incerteza do raio efetivo da ponta do apalpador para a medida é estimada em
u (rt) = 1 µm assumindo uma distribuição uniforme. A incerteza da quantidade da entrada r é
de ± 0,5 µm [112].
95
2
u 2 ( zsp ) =
1 1 5nm
⋅ ⋅
⋅ 0,5µm f s2
2
S 3 µm
(6.9)
6.2.8 Incerteza Total das Grandezas de Entrada
A soma de todas as componentes de incerteza anteriormente apresentadas resulta na
equação final [112]:
u 2 (zg ) =
2
Wt02
1
1
1 s 2 ( R)
2
S 2 × [ ⋅ U n2 + ⋅ (a y ⋅ G ) + s 2 ( Pt n ) + fs2 × 2 ⋅ 2
+
+ 12 ⋅ 1 ⋅ Rz0 +
4
3
12
S fs ⋅ n ⋅
S 12 fs
1 1
⋅
3 S2
2
5nm
⋅
⋅ u (rsp ) ]
µm
(6.10)
De acordo com as considerações das seções 6.2.7, 6.2.5 e 6.2.3 os valores estimados
para a incerteza dos pontos dos perfis são determinados pelos valores estimados dos
parâmetros das superfícies e também são os efeitos do filtro de amortecimento λs.
Devido a S ser menor do que 1 e descartando as grandezas de entrada desprezíveis a
seguinte aproximação é obtida [112]:
u 2 ( zg ) ≤
6.3
1 2 s 2 ( R) Rz02
+
⋅Un +
4
12
n
(6.11)
Coeficiente de sensibilidade ci
O coeficiente de sensibilidade ci descreve o quanto a estimativa de saída y é
influenciada por variações da estimativa de entrada xi. A derivada parcial do modelo
matemático em relação a cada parâmetro avalia a mudança na estimativa de saída y devido à
mudança na estimativa de entrada xi [109].
6.4
Contribuição para a Incerteza Padrão
A contribuição à incerteza padrão ui(y) associada à estimativa de saída y é resultante
da incerteza padrão associada à estimativa de entrada xi multiplicada pelo coeficiente de
sensibilidade, ou seja, [109]:
ui (y) = ci u(xi )
(6.12)
96
6.5
Incerteza Padrão Combinada uc(y)
A incerteza padrão combinada uc (y) é a raiz quadrada positiva da soma quadrática das
contribuições para incerteza padrão que, no caso do presente trabalho, se expressa por [109]:
∑ [c u( x )]
N
uc ( y) =
uc ( y) =
6.6
i =1
2
i
i
(6.13)
(u ( Pt n ) )2 + (u (∆Pt ) )2 + (u (b) )2 + (u ( z e ) )2 + (u ( z ref ) )2 + (u ( z 0 ) 2 + (u ( z pl ) 2 + (u ( z sp ) 2
Incerteza Expandida U
A incerteza expandida U é obtida multiplicando-se a incerteza padrão combinada uc
(y) por um fator de abrangência k, ou seja,
U = k uc (y).
Para o cálculo do fator de abrangência k, deve-se obter uma incerteza padrão associada
à estimativa de saída; estimar graus de liberdades efetivos νeff da incerteza padrão combinada
uc (y), associada à estimativa de saída y a partir da fórmula de Welch-Satterhwaite abaixo
ν eff
4
u ( y)
= N c 4
ui ( xi )
∑
i =1
νi
(6.14)
e obter o fator de abrangência k na tabela do Guia ISO GUM [109]. A referida tabela é
baseada na distribuição-t avaliada para uma probabilidade de abrangência de 95,45 % [109].
Os graus de liberdade ν i são iguais a n–1 para uma grandeza única estimada pela
média aritmética de n medições independentes (Incerteza Tipo A). Os graus de liberdade para
uma incerteza padrão obtida pela avaliação do Tipo B são mais difíceis de calcular, o que
implica em se considerar os graus de liberdade da incerteza padrão u (xi) obtidos de uma
avaliação do Tipo B como sendo ν i → ∞ [109].
6.7
Planilhas de incerteza de medição
Cabeças femorais: As medições utilizadas para o cálculo da incerteza de medição das
cabeças femorais foram todas realizadas antes do ensaio de desgaste, para os cálculos de
incerteza utilizou-se o maior desvio padrão dentre as 3 cabeças femorais medidas, ou seja, as
medições da cabeça femoral que apresentou resultados mais dispersos.
97
Tabela 6.1: Planilha de incerteza do parâmetro Ra da cabeça femoral.
Grandeza
Estimativa
(nm)
Xi
xi
6,0
Ptn
7,2
Ra
0,0
Ze
5,0
Zo
1,0
Zsp
uc(y)=3,3
U=6,7 nm
Incerteza
padrão
u(xi)
3,0
0,2
14,4
1,4
0,3
Distribuição de
probabilidade
normal
normal
retangular
retangular
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
3,0
1
0,2
0,001
0,0
1
1,4
0,00001
0,0
Nesta planilha do cálculo de incerteza do parâmetro Ra, podemos observar que a maior
fonte de incerteza foi o padrão de referência com ui(y) =3,0 nm e a segunda foi a do ruído de
fundo, com ui(y) =1,4 nm. Nota-se que a incerteza de medição expandida é de 6,7 nm para um
valor médio de Ra da cabeça femoral de 7,2 nm, ou seja, muito alta 93%.
O padrão de referência utilizado possui um valor nominal de Ra=0,264 µm e uma
incerteza expandida de 6 nm, portanto herda-se este valor para o cálculo de incerteza das
cabeças femorais. Estas apresentaram valores médios de medição de 7,2 nm muito próximos
da incerteza expandida. Isto ocasionou a incerteza inadequada para medição destas cabeças
femorais neste parâmetro. Por causa disto, pode-se concluir a necessidade de aquisição de um
padrão com valor nominal na ordem de nanometro, a fim de se adequar o cálculo da incerteza
de medição.
Nos cálculos das planilhas de incerteza de medição a seguir foi utilizada a equação
aproximada (6.11).
Tabela 6.2: Planilha de incerteza do parâmetro Rt da cabeça femoral.
Grandeza
Xi
Ptn
Rt
Zpl
Estimativa
(µm)
xi
0,006
0,330
0,000
Incerteza
padrão
u(xi)
0,003
0,064
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,064
1
0,001
uc(y)=0,064
U=0,129 µm
Na análise da planilha de incerteza do parâmetro Rt, o maior componente é a
repetitividade com ui(y) =0,064 µm, esta ocasionou uma incerteza expandida um pouco alta
U=0,129 µm, para um valor médio de Rt=0,33 µm, entretanto acredita-se que este valor está
adequado para a amostra medida.
98
Tabela 6.3: Planilha de incerteza do parâmetro Wt da cabeça femoral.
Grandeza
Xi
Ptn
Wt
Zpl
Estimativa
(µm)
xi
0,006
11,000
0,000
Incerteza
padrão
u(xi)
0,003
1,225
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
1,225
1
0,001
uc(y)=1,225
U=2,450 µm
Na análise da planilha de incerteza do parâmetro Wt, o maior componente de incerteza é
a repetitividade com ui(y) =1,225 µm, acarretando uma incerteza expandida de U=2,450 µm
para um valor médio de Wt =11,000 µm, este valor de incerteza está adequado para a amostra
medida.
Tabela 6.4: Planilha de incerteza do parâmetro Pt da cabeça femoral.
Grandeza
Xi
Ptn
Ptm
Zpl
Estimativa
(µm)
xi
0,006
12,116
0,000
Incerteza
padrão
u(xi)
0,003
0,966
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,966
1
0,001
uc(y)=0,966
U=1,932 µm
A análise da planilha de incerteza do parâmetro Pt nos demonstra a mesma situação
ocorrida com o parâmetro Wt, com uma incerteza expandida de U=1,932 µm totalmente
adequada para o valor médio encontrado Pt=12,116 µm.
Tabela 6.5: Planilha de incerteza do parâmetro Rk da cabeça femoral.
Grandeza
Xi
Ptn
Rk
Zpl
Estimativa
(nm)
xi
6,0
8,0
10,0
Incerteza
padrão
u(xi)
3,0
2,1
1,4
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
3,0
1
2,1
1
1,4
uc(y)=3,9
U=7,9 nm
A análise da planilha de incerteza da tabela 6.5, do parâmetro Rk demonstra o mesmo
resultado obtido na análise do parâmetro Ra, ou seja, indica a necessidade de aquisição de um
padrão de referência em nanometro, pois a incerteza expandida foi de 7,9 nm para um valor
99
médio de Rk de 8 nm.
Tabela 6.6: Planilha de incerteza do parâmetro Rpk da cabeça femoral.
Grandeza
Xi
Ptn
Rpk
Zpl
Estimativa
(nm)
xi
6,0
6,1
10,0
Incerteza
padrão
u(xi)
3,00
1,77
1,44
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
3,0
1
1,8
1
1,4
uc(y)=3,8
U=7,5 nm
Tabela 6.7: Planilha de incerteza do parâmetro Rvk da cabeça femoral.
Grandeza
Xi
Ptn
Rvk
Zpl
Estimativa
(nm)
xi
6,0
5,2
10,0
Incerteza
padrão
u(xi)
3,0
1,5
1,4
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
3,0
1
1,5
1
1,4
uc(y)=3,7
U=7,3 nm
A análise das planilhas de incerteza das tabelas 6.6 e 6.7, dos parâmetros Rpk e Rvk
também demonstra o mesmo resultado obtido na análise do parâmetro Ra, ou seja, indica a
necessidade de aquisição de um padrão de referência, pois a incerteza expandida obtida é
inadequada para esta medição.
Componentes acetabulares: As medições utilizadas para o cálculo da incerteza de
medição dos componentes acetabulares foram todas realizadas antes do ensaio de desgaste.
Tabela 6.8: Planilha de incerteza do parâmetro Ra do componente acetabular.
Grandeza
Estimativa
(µm)
Xi
xi
0,006
Ptn
1,373
Ra
0,000
Ze
0,005
Zo
1,000
Zsp
uc(y)=0,008
U=0,016 µm
Incerteza
padrão
u(xi)
0,003
0,007
0,001
0,001
0,000
Distribuição de
probabilidade
normal
normal
retangular
retangular
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,007
1
0,001
1
0,001
0,01
0,000
A análise da planilha de incerteza da tabela 6.8 do parâmetro Ra, do componente
acetabular nos demonstra que o maior componente de incerteza é a repetitividade com
ui(y) =0,007 µm, acarretando uma incerteza expandida de U=0,016 µm para um valor médio
100
de Ra=1,373 µm, este valor de incerteza está adequado para a amostra medida.
Tabela 6.9: Planilha de incerteza do parâmetro Rt da componente acetabular.
Grandeza
Xi
Ptn
Rt
Zpl
Estimativa
(µm)
xi
0,006
11,575
0,000
Incerteza
padrão
u(xi)
0,003
0,251
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,251
1
0,001
uc(y)=0,251
U=0,502 µm
A análise da planilha de incerteza da tabela 6.9 do parâmetro Rt, do componente
acetabular nos demonstra que o maior componente de incerteza é a repetitividade com ui(y)
=0,251 µm, acarretando uma incerteza expandida de U=0,502 µm para um valor médio de
Ra=11,575µm, este valor de incerteza está adequado para a amostra medida.
Tabela 6.10: Planilha de incerteza do parâmetro Wt do componente acetabular.
Grandeza
Xi
Ptn
Wt
Zpl
Estimativa
(µm)
xi
0,006
13,670
0,000
Incerteza
padrão
u(xi)
0,003
0,769
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,769
1
0,001
uc(y)=0,769
U=1,538 µm
Tabela 6.11: Planilha de incerteza do parâmetro Pt do componente acetabular.
Grandeza
Xi
Ptn
Ptm
Zpl
Estimativa
(µm)
xi
0,006
18,596
0,000
Incerteza
padrão
u(xi)
0,003
0,599
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,599
1
0,001
uc(y)=0,599
U=1,197 µm
A análise das planilhas de incerteza das tabelas 6.10 e 6.11, dos parâmetros Wt e Pt
demonstram incertezas expandidas adequadas para as medições realizadas.
101
Tabela 6.12: Planilha de incerteza do parâmetro Rk do componente acetabular.
Grandeza
Xi
Ptn
Rk
Zpl
Estimativa
(µm)
xi
0,006
9,927
0,000
Incerteza
padrão
u(xi)
0,003
0,136
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de Contribuição
sensibilidade para incerteza
ci
ui (y)
1
0,003
1
0,136
1
0,001
uc(y)=0,136
U=0,271 µm
Tabela 6.13: Planilha de incerteza do parâmetro Rpk do componente acetabular.
Grandeza
Xi
Ptn
Rpk
Zpl
Estimativa
(mm)
xi
0,006
2,194
0,000
Incerteza
padrão
u(xi)
0,00
0,11
0,00
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de
sensibilidade
ci
1
1
1
Contribuição
para incerteza
ui (y)
0,003
0,110
0,001
uc(y)=0,110
U=0,220 µm
Tabela 6.14: Planilha de incerteza do parâmetro Rvk do componente acetabular.
Grandeza
Xi
Ptn
Rvk
Zpl
Estimativa
(mm)
xi
0,006
1,338
0,000
Incerteza
padrão
u(xi)
0,00
0,07
0,001
Distribuição de
probabilidade
normal
normal
retangular
Coeficiente de
sensibilidade
ci
1
1
1
Contribuição
para incerteza
ui (y)
0,003
0,071
0,001
uc(y)=0,071
U=0,142 µm
A análise das planilhas de incerteza das tabelas 6.12, 6.13 e 6.14, dos parâmetros Rk,
Rpk e Rvk demonstram incertezas expandidas adequadas para as medições realizadas.
6.8
Simulação de Monte Carlo [114]
De modo a superar as limitações do ISO GUM 2008 a simulação de Monte Carlo foi
empregada de forma alternativa, para verificar a convergência dos cálculos da incerteza de
medição efetuados neste trabalho.
Segundo Herrador e González, o Método de Monte Carlo é um procedimento numérico para a
solução de problemas matemáticos por meio da simulação de variáveis aleatórias [114].
102
A análise de Monte Carlo é uma ferramenta para combinar distribuições, desse modo,
significa muito mais do que simplesmente propagar incertezas estatísticas. A técnica de
Monte Carlo utiliza a geração de números aleatórios para simular os valores de variáveis
aleatórias, caracterizado como um procedimento de estimação de incerteza de medição mais
elaborado que os cálculos analíticos. Com isso vem sendo cada vez mais usado devido à
ampliação da velocidade de processamentos dos dados pelos computadores atualmente.
6.8.1
Passos para a Estimativa da Incerteza pelo Método de Monte Carlo
O Método de Monte Carlo pode ser usado da mesma forma que o ISO GUM para
estimar a incerteza de medição, com os seguintes passos principais:
a) Definição do mensurando.
b) Estimativas das incertezas das fontes de entrada.
c) Identificação das funções densidade de probabilidade, correspondentes a cada fonte
de entrada.
d) Seleção do número de iterações de Monte Carlo.
e) Identificação função densidade de probabilidade do mensurando p( i).
f) Estimativa da incerteza expandida.
Quando o valor de “skewness” (simetria) da distribuição discreta prevista de y estiver
próximo de zero, o intervalo de confiança torna-se simétrico e a incerteza expandida U(y)
pode ser aproximada pela equação (6.15), apresentada a seguir:
U ( y) =
6.8.2
y(1+ p ) M / 2 − y(1− p ) M / 2
2
(6.15)
Estimativa da Incerteza pelo Método de Monte Carlo
A fim de simplificar a estimativa da incerteza de medição pelo Método de Monte
Carlo, é conveniente utilizar um “software” comercial denominado de “Crystal Ball”, que é
citado por Herrador em seu artigo [114].
Nos casos dos cálculos de incerteza de medição empregando o Método de Monte
Carlo nessa Tese, optou-se por realizar as validações para o parâmetro de rugosidade Ra.
103
Adotou-se para a obtenção do resultado final das estimativas das incertezas de medição a
realização de 20000 iterações para a calibração realizada.
Uma das características de apresentação do “Crystal Ball” é fornecer uma carta de
frequência para um intervalo de incerteza para uma probabilidade de abrangência escolhida,
normalmente 95 % ou 95,45 %. Na figura (6.1) é apresentada a aparência de um dos tipos de
carta de frequência que pode ser fornecida pelo “Crystal Ball”.
Figura 6.1: Intervalo de incerteza obtida para quatro desvios - padrão, gerado pelo
“software Crystal Ball”.
A estimativa de incerteza para o parâmetro de rugosidade Ra calculado pelo método
de Monte Carlo apresentou um resultado similar ao valor encontrado com o ISO GUM [109]
Os valores encontrados foram de U=6,1 µm por Monte Carlo e U=6,7 µm pelo ISO GUM.
No próximo capítulo as conclusões finais deste trabalho.
104
7. Conclusão e Trabalhos Futuros
7.1.
Conclusão
Neste trabalho foi realizado um estudo da rugosidade, do diâmetro e da
esfericidade de cabeças femorais e componentes acetabulares, nacionais e importados.
Neste estudo as cabeças femorais foram medidas em uma máquina de medição
por coordenadas (MMC) com uma resolução de 0,00001 mm, e em condições
ambientais controladas sua incerteza de medição foi de U=0,3 mm. A máquina de
medição por coordenadas estava rastreada para medições de circularidade, a uma
máquina de medição de forma com resolução de 0,001 µm e incerteza de medição
U=0,010 µm esta, é calibrada através de um padrão semi-esférico de circularidade
rastreado a um laboratório na Inglaterra. As cabeças femorais também foram medidas
na máquina de medição de forma e todas as medições foram compatíveis com a MMC
com erro normalizado menor que um.
As medições foram realizadas em três alturas, no hemisfério e a 30˚ e 60˚ deste,
em 8 posições igualmente espaçadas e um ponto no pólo, perfazendo um total de 25
pontos em cada ciclo de medição.
Após as medições, verificou-se que as cabeças femorais nacionais de aço
inoxidável avaliadas possuem características que atendem a maioria dos requisitos da
norma ISO 7206-2:2011 [6]. No entanto todas as cabeças seriam rejeitadas em relação
ao desvio de esfericidade, pois a norma estabelece um erro de separação radial máximo
de 10 µm e nas próteses analisadas os valores apresentados foram de 17,7; 27,5 e 30,7
µm, quando medidas antes do primeiro ensaio de desgaste. Isto ocorreu devido ao
resultado da medição no pólo que apresentou um vale profundo na medição interferindo
totalmente no resultado final.
Os desvios de esfericidade dos componentes acetabulares foram medidos na
mesma MMC que as cabeças femorais, a Norma estabelece um erro de separação radial
máximo de 100 µm e os valores obtidos foram 81,02; 86,13 e 91,61 µm, portanto todos
os componentes foram aprovados.
Na medição da rugosidade foi utilizado um rugosímetro/perfilômetro com
resolução de 0,8 nm, faixa de medição vertical de 8 mm e raio da ponta do apalpador de
2 µm. Este instrumento possui a capacidade de medição simultânea de forma, dimensão
e rugosidade e está rastreado ao instituto de padronização alemão o Physikalisch
105
Technische Bundesanstalt (PTB), através de um padrão de amplificação vertical e três
padrões de rugosidade aperiódicos.
As medições de rugosidade da cabeça femoral foram realizadas em três ciclos de
medição e foram utilizados os seguintes filtros: um filtro de comprimento de
amostragem (cut-off) de 0,08 mm, um filtro de onda Gauss e por fim um filtro de forma
arco de circunferência por mínimos quadrados (LS ARC). O comprimento total
percorrido foi de 15 mm em duas direções a 0º e 90º no pólo.
Nas medições realizadas constatou-se que todas as cabeças femorais foram
aprovadas, visto que os valores médios apresentados Ra=0,007 µm e Rt=0,438 µm são
inferiores ao solicitado em norma, ou seja, Ra não maior que 0,05 µm e Rt não maior
que 1,0 µm para superfícies de articulação esférica metálica. Nota-se que o valor de Ra
é aproximadamente sete vezes menor que o estabelecido. Fica evidente que o critério da
Norma é bem “aberto” neste parâmetro com isto as próteses medidas de fabricação
nacional atendem a critérios mais rígidos de acabamento da superfície.
Entretanto, quando as cabeças femorais são comparadas com as importadas seu
acabamento superficial apresentou valores maiores nos parâmetros de rugosidade
avaliados Ra, Rt, Wt e Pt a exceção foi em relação aos parâmetros da curva de Abbott
Rk, Rpk e Rvk, que demonstraram serem menores que as importadas. É importante
comentar que só foram analisadas próteses nacionais e importadas de um único
fabricante tornando-se necessário avaliar uma amostra maior, diferentes modelos, outros
materiais e também fabricantes diferentes.
As medições de rugosidade dos componentes acetabulares de polietileno foram
efetuadas no mesmo rugosímetro/perfilômetro que as cabeças femorais em três ciclos de
medição a 0°, 90°, 180° e 270°. Os filtros utilizados foram os mesmos utilizados nas
medições da cabeça femoral, ou seja, cut-off de 0,08 mm, filtro de onda Gauss e filtro
LS ARC, em um comprimento de 15 mm.
O valor médio do parâmetro de rugosidade Ra foi de 1,373 µm, com um
comprimento de amostragem de 0,08 mm, este foi inferior ao valor estipulado em
Norma que estabelece um valor de Ra não maior que 2 µm para a superfície esférica de
articulação do implante, portanto constatou-se que todos os componentes acetabulares
foram aprovados. Entretanto decidiu-se realizar novas medições com um comprimento
de amostragem (cut-off) de 0,8 mm que consta em uma nota da própria Norma (item
4.2.3) e também por ser este o comprimento de amostragem recomendado pela norma
ISO 4288:1996 [92], esta específica para medição de parâmetros de rugosidade. Após a
106
análise dos resultados obtidos, os valores de Ra variaram de 2,5 a 3,0 µm. Pode-se
concluir com esta análise que todos os componentes acetabulares estariam reprovados.
Foi utilizado o mesmo cut-off para medição e análise dos acetábulos importados e
verificou-se que todos continuariam aprovados. Esta análise indica para que os
fabricantes nacionais estabeleçam procedimentos para verificação dos componentes
acetabulares considerando este comprimento de amostragem.
Na comparação entre cabeças femorais nacionais, importadas e de cerâmica
verificou-se que o acabamento superficial da de cerâmica foi superior, este pode ser um
dos principais motivos da sua utilização com componentes acetabulares de polietileno,
em 42% das próteses, implantadas em 2009 na Noruega.
Na análise das planilhas de incerteza das cabeças femorais verificou-se uma
incerteza expandida muito alta ao se efetuar o cálculo do parâmetro de rugosidade Ra,
esta incerteza foi de 93% do valor médio encontrado. Isto ocorreu devido à incerteza
expandida do padrão de referência 6 nm ser muito alta e inadequada para a medição de
amostras com valores médios de 7,2 nm. Pode-se concluir que existe a necessidade de
aquisição de um padrão de referência novo com valor nominal na ordem do nanometro,
a fim de se adequar o cálculo da incerteza de medição.
Os registros de artroplastias de quadril da Suécia e da Noruega foram utilizados
como referência neste trabalho, devido a estes possuírem dados desde 1967 e 1987
respectivamente e ainda por serem atualizados anualmente. Com relação ao Brasil, no
ano de 2007, por iniciativa da Sociedade Brasileira de Ortopedia e Traumatologia
(SBOT), iniciou-se a implantação do Registro Nacional de Artroplastias de Quadril e de
Joelho, este em fase experimental apenas nas cidades brasileiras de Curitiba, Uberlândia
e Batatais. Os dados destes registros somente são de livre acesso aos profissionais da
saúde, hospitais e fabricantes ligados à área ortopédica, por meio de consulta a SBOT.
Esta foi a grande diferença do Brasil em relação à Suécia e a Noruega, pois nestes
países os dados, estão disponíveis a qualquer um que tenha acesso a internet.
Uma das maiores contribuições deste trabalho foi a descoberta de que a
utilização de um comprimento de amostragem (0,8mm) diferente do recomendado em
norma, rejeitaria todos os componentes acetabulares nacionais, demonstrando ao
fabricante a necessidade da melhora do acabamento superficial destes componentes.
Caso isto aconteça, provavelmente acarretará um menor desgaste dos acetábulos e sua
maior durabilidade, consequentemente menos traumas para o paciente e menos custos
para o governo.
107
Outra contribuição foi através da análise das incertezas de medição obtidas nas
cabeças femorais que demonstrou a necessidade de aquisição de um novo padrão de
referência para o laboratório, que é de grande importância para a rastreabilidade das
medições de rugosidade de próteses no país.
E ainda foi elaborado um procedimento de medição de rugosidade para próteses
ortopédicas de quadril (Anexos). Esta também é uma contribuição muito importante,
pois este poderá ser utilizado por todos os laboratórios que controlam a qualidade das
próteses nacionais fabricadas e também das importadas.
O objetivo principal desta Tese, que foi conhecer o acabamento superficial das
próteses ortopédicas de quadril, comparar com as importadas e fornecer dados
dimensionais importantes para elaboração de procedimentos de medição em próteses,
foi plenamente cumprido, entretanto há necessidade de mais estudos e pesquisas como
está descrito nos trabalhos futuros.
7.2.
Trabalhos Futuros
- Sugere-se como trabalho futuro a análise da forma e da rugosidade utilizando
próteses ortopédicas de outros fabricantes nacionais e importadas, visto que neste
trabalho só foi possível um fabricante de cada.
- Um estudo de medição da rugosidade utilizando microscópios óticos e
comparação dos resultados obtidos com instrumentos por contato.
- Estudar dimensões e parâmetros da rugosidade em próteses de joelho,
tornozelo e dentária.
- Uma avaliação mais aprofundada da influência da esfericidade em cabeças
femorais de aço inoxidável, de liga de cromo-cobalto e de cerâmica.
- Ensaio de desgaste de cabeça femoral de cerâmica com polietileno com ligação
cruzada e análise da forma e da rugosidade destes componentes.
108
Referências Bibliográficas
[1] ANÁLISE DE MATERIAL DE PRÓTESE DE JOELHO EXPLANTADA.
Disponível em: www.metallum.com.br/17cbecimat/.../17Cbecimat-301-011.pdf
Acesso em: 01maio 2011.
[2] INSTITUTO AFONSO FERREIRA ORTOPEDIA E FISIOTERAPIA. Disponível em:
<http//www.iafortopedia.com.br/fisioterapia/quadrillivreto.pdf>.
Acesso em: 19 fev. 2011.
[3] SUMIT PRAMANIK, AVINASH KUMAR AGARWAL, AND K. N. RAI.,
Chronology of Total Hip Joint Replacement and Materials Development, Trends
Biomater. Artif. Organs, Vol 19(1) pp 15-26, 2005.
[4] RAJ K. SINHA., Hip Replacement: Current Trends and Controversies. New York
Marcel Dekker, Inc., 2002.
[5] HIP PAIN RELIEF: SURGICAL TREATMENT OPTIONS. Disponível em:
<http://www.zimmer.com/en-US/pc/article/hip-pain-surgical-treatments.jspx>.
Acesso em: 28 abr. 2011.
[6] ISO 7206-2:2011 IMPLANTS FOR SURGERY – PARTIAL AND TOTAL HIP JOINT
PROSTHESES. Part 2: Articulating surfaces made of metallic, ceramic and
plastics materials. ISO mar. 2011.
[7] IBGE, 2011. "Instituto Brasileiro de Geografia e Estatística".
Disponível em: <http://www.ibge.gov.br>.
Acesso em: 19 mar. 2011.
[8] INSTITUTO ANTONIO HOUAISS, Dicionário da Língua Portuguesa Houaiss. 1 ed.
Rio de Janeiro, Objetiva, 2001.
[9] RODRIGUES, D.C.G E SILVA, R.V. Disponível em:
<http://www.wgate.com.br/conteudo/medicinaesaude/fisioterapia/alternativa/fisiol
ogia_membro_inferior.htm>
Acesso em: 13 jan. 2011.
[10] GONIOMETRIA DO QUADRIL, 2010. Disponível em:
<http://www.concursoefisioterapia.com/2010/05/goniometria-do-quadril.html>
Acesso em: 13 jan. 2011.
[11] RESURRECTION HEALTH CARE. Disponível em:
<http://www.reshealth.org/images/greystone/em_0244.gif>.
Acesso em: 13 jan. 2011.
109
[12] BROWN LEIGH T., The use of 3d Surface Analysis Techniques to Investigate the
Wear of Matt Surface Finish Femoral Stems In Total Hip Replacement, Ph.D.
dissertation, University of Huddersfield, Huddersfield, UK, 2006.
[13] INSTITUTO NACIONAL DE TRAUMATOLOGIA E ORTOPEDIA. Disponível em:
<http://www.into.saude.gov.br/conteudo.aspx?id=2>
Acesso em: 23 mar. 2011
[14] SOCIEDADE
BRASILEIRA
DE
REUMATOLOGIA.
Disponível
<http://www.projetodiretrizes.org.br/projeto_diretrizes/077.pdf>.
Acesso em: 13 jan. 2011.
em:
[15] CHIROPRATIC BOOKS. Disponível em:
<http://www.chiropractic-books.com/images/HipOA.jpg>.
Acesso em: 13 jan. 2011.
[16] THE ARTHRITIS DR GOTLIEB D. Disponível em:
<http://www.arthritis.co.za/images/fig%209%20osteoarthritis%20intra%20op.JPG
>. Acesso em: 15 jan. 2011.
[17] CLINICA DO QUADRIL DR. RICON. Disponível em:
<http://www.clinicadoquadril.com.br/doencas/necrose.htm>
Acesso em: 15 jan. 2011.
[18] YS ORTHOPEDICS, PLLC. Disponível em:
<http://ysorthopedics.com/yahoo_site_admin/assets/images/total_hip_replacement
MD.214195124_std.jpg>. Acesso em: 15 jan. 2011.
[19] BAUMER S.A. Disponível em:
http://www.baumer.com.br/Ortopedia/Portugues/detModelo.php?codproduto=339.
Acesso em: 15 jan. 2011.
[20] STRIKER WEB SITE. Disponível em: <http://www.stryker.com/enus/products/Orthopaedics/HipReplacement/Primary/Cemented/index.htm>.
Acesso em: 15 jan. 2011.
[21] BACH, C. M., STEINGRUBER, I. E., OGON M. et al., "Intrapelvic complications
after total hip arthroplasty failure", Journal of American Surgery, v. 183, pp: 7579, 2002.
[22] RODRIGUES C. V. M., Próteses Totais de Quadril: Diagnóstico do Panorama
Nacional e Elaboração de Diretrizes para as Políticas Públicas Tese de D.Sc.,
COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2006.
[23] LIVERMORE, J., ILSTRUP, D., MORREY, B., "Effect of femoral head size on wear
of the polyethylene acetabular component", Journal of Bone and Joint Surgery, v.
72-A, n. 4, pp: 518-528, 1990.
110
[24] PATIENTS SITES. Disponível em:
<http://patientsites.com/media/img/1241/hip_arthroplasty_cemented01.jpg>.
Acesso em: 13 jan. 2011.
[25] PATIENTS SITES. Disponível em:
<http://patientsites.com/media/img/1241/hip_arthroplasty_uncemented01.jpg>.
Acesso em: 13 jan. 2011.
[26] PIERINGER H., LABEK G., AUERSPERG V., BOHLER N., Cementless Total Hip
Arthroplasty in Patients Older Than 80 Years of Age. Journal of Bone and Joint
Surgery; 85-B (5): 641-645, 2003.
[27] MURRAY D. W., CARR A. J., BULSTRODE C. J., Which Primary Total Hip
Replacement? Journal of Bone and Joint Surgery; 77-B (4): 520-527, 1994.
[28] ZIMMER INCORPORATION. Disponível em: www.zimmer.com
/z/ctl/op/global/action/7/template/PC/id/9344/prcat/P2.
Acesso em: 11 ago. 2006.
[29] CHANG P. B., MANN K. A., BARTEL D. L., Cemented Femoral Stem Performance,
Effects of Proximal Bonding, Geometry and Neck Length. Clinical Orthopaedics
and Related Research; 355: 57-69, 1998.
[30] GIE G. A., FOWLER J. L., LEE A. J. C., LING R. S. M., The Long-Term Behaviour
of a Totally Collarless, Polished Femoral Component in Cemented Total Hip
Arthroplasty. Journal of Bone and Joint Surgery; 72-B (5): 953, 1990.
[31] SIMON J.A., DAYAN A. J., ERGAS E., STUCHIN S. A., DI CESARE P. E.,
Catastrophic Failure of the Acetabular Component in a Ceramic-Polyethylene
Bearing Total Hip Arthroplasty. Journal of Arthroplasty 13 (1): 108-113, 1998.
[32] COOK S. D., BARRACK R. L., CLEMOW A. J. T. Corrosion and Wear at the
Modular Interface of Uncemented Femoral Stems. Journal of Bone and Joint
Surgery; 76-B (1): 68-72, 1994.
[33] L. BLUNT, P. BILLS, X. JIANG, C. HARDAKER, G. CHAKRABARTY. The role of
tribology and metrology in the latest development of bio-materials.
Disponível em:
<http://www.sciencedirect.com/science?_ob=ArticleListURL&_method=list&_Arti
cleListID=1745986470&_st=13&searchtype=a&originPage=rslt_list&_acct=C0000
48200&_version=1&_urlVersion=0&_userid=923856&md5=3abedb9b74f7ca6876f
c16ae637142a4>. Acesso em: 13 jan. 2011.
[34] KURTZ SM, LAU E, ONG KL, et al. Future young patient demand for primary and
revision joint replacement: national projections from 2010-2030. Trans Orthop
Res Soc 2008;33:1784, 2008.
111
[35] DUNSTAN E, LADON D, WHITTINGHAM-JONES P, et al.Chromosomal
aberrations in the peripheral blood of patients with metal-on-metal bearings.
J Bone Joint Surg Am 2008;90:517, 2008.
[36] HALL R. M., BANKES M. J. K., BLUNN G. Biotribology for Joint Replacement.
Current Orthopaedics; 15 281-290, 2001.
[37] SAIKKO V., PFAFF H-G. Low Wear and Friction in Alumina/Alumina Total Hip
Joints: A Hip Simulator Study. Acta Orthopaedica Scandinavica; 69: 443-448,
1998.
[38] SCHOLES S. C., UNSWORTH A., HALL R. M., SCOTT R. The Effects of Material
Combination and Lubricant on the Friction of Total Hip Prostheses. Wear 241:
209-213, 2000.
[39] SANTAVIRTA S., BOHLER M., HARRIS W. H., KONTTINEN Y. T.,
LAPPALAINEN R., MURATOGLU O., RIEKER C., SALZER M. Alternative
Materials to Improve Total Hip Replacement Tribology. Acta Orthopaedica
Scandinavica; 74 (4): 380-388, 2003.
[40] ENGH C.A., BOBYN J.D.: The influence of stem size and extent of porous coating on
femoral bone reabsorption after primary cementless hip arthroplasty. Clin Orthop
231: 7-28, 1988.
[41] LIU F., JIN Z. M., HIRT F., RIEKER C., ROBERTS P., GRIGORIS P. Effect of Wear
of Bearing Surfaces on Elastohydrodynamic Lubrication of Metal-on-Metal Hip
Implants. Proceedings of the Institute of Mechanical Engineers – Part H; 219:
319-328, 2005.
[42] MURPHY SB, ECKER TM, TANNAST M. Two- to 9-year clinical results of alumina
ceramic-on-ceramic THA. Clin Orthop Relat Res 2006;453:97, 2006.
[43] WILLMANN G. Ceramic femoral head retrieval data. Clin Orthop Relat Res
2000;379:22, 2000.
[44] DENNIS DA. The squeaking hip: a cause for concern-disagrees. Orthopedics
2007;30:739, 2007.
[45] RANAWAT AS, RANAWAT CS. The squeaking hip: a cause for concern-agrees.
Orthopedics 2007;30:738, 2007.
[46] TAYLOR S, MANLEY M, SUTTON K. The role of stripe wear in causing acoustic
emissions from alumina ceramicon-ceramic bearings. J Arthroplasty 2007;22:47,
2007.
112
[47] BROWN SR, DAVIES WA, DEHEER DH, SWANSON AB. Long-term survival of
McKee-Farrar total hip prostheses. Clin.Orthop.Relat Res. 2002(402):157-63,
2002.
[48] WAUGH, W. John Charnley. The Man and the Hip. 153-169. Springer Verlag, 1990.
[49] LIDGREN L, KNUTSON K, STEFANSDOTTIR A. Infection and arthritis. Infection
of prosthetic joints. Best.Pract.Res.Clin.Rheumatol. 2003;17(2):209-18, 2003.
[50] DUMBLETON JH, MANLEY MT. Metal-on-metal total hip replacement: what does
the literature say? J Arthroplasty 2005;20:174, 2005.
[51] KOROVESSIS P, PETSINIS G, REPANTI M, et al. Metallosis after contemporary
metal-on-metal total hip arthroplasty— 5 to 9 year follow-up. J Bone Joint Surg
Am 2006;88A:1183, 2006.
[52] DOBBS HS, MINSKI MJ. Metal ion release after total hip replacement. Biomaterials
1980;1:193, 1980.
[53] ZIAEE H, DANIEL J, DATTA AK, et al. Transplacental transfer of cobalt and
chromium in patients with metal-on-metal hip arthroplasty: a controlled study. J
Bone Joint Surg Br 2007;89:301, 2007.
[54] WILLERT HG, BUCHHORN GH, FAYYAZI A, et al. Histopathological changes in
tissues surrounding metal/metal joints—signs of delayed type hypersensitivity? In:
Rieker C, Oberholzer S, Wyss U, editors. World Tribology Forum in Arthroplasty.
Bern: Hans Huber; p. 147, 2001.
[55] WILLERT HG, BUCHHORN GH, FAYYAZI A, et al. Metalon-metal bearings and
hypersensitivity in patients with artificial hip joints. A clinical and
histomorphological study. J Bone Joint Surg Am 2005;87:28, 2005.
[56] DUMBLETON JH, MANLEY MT, EDIDIN AA. A literature review of the
association between wear rate and osteolysis in total hip arthroplasty. J
Arthroplasty 2002;17:649, 2002.
[57] KURTZ SM. The UHMWPE Handbook. San Diego, Elsevier, 2004.
[58] DORR LD, WAN Z, SHAHRDAR C, et al. Clinical performance of a Durasul highly
cross-linked polyethylene acetabular liner for total hip arthroplasty at five years. J
Bone Joint Surg Am 2005;87:1816, 2005.
[59] D'ANTONIO JA, MANLEY MT, CAPELLO WN, et al. Five-year experience with
crossfire highly crosslinked polyethylene. Clin Orthop Rel Res 2005;441:143,
2005.
113
[60] DUMBLETON JH, D'ANTONIO JA, MANLEY MT, et al. The basis for a second
generation highly crosslinked UHMWPE. Clin Orthop Relat Res 2006;453:265,
2006.
[61] KURTZ SM, MANLEY MT, WANG A, et al. Comparison of the properties of
annealed crosslinked (crossfire) and conventional polyethylene as hip bearing
materials. Bull Hosp Joint Dis 2003;61:17, 2003.
[62] WRIGHT JM, PELLICCI PM, SALVATI EA, et al. Bone density adjacent to press-fit
acetabular components: a prospective analysis with quantitative computed
tomography. J Bone Joint Surg Am 2001;83:529, 2001.
[63] MANLEY MT, ONG KL, KURTZ SM. The potential for bone loss in acetabular
structures following THA. Clin Orthop Relat Res 2006;453:246, 2006.
[64] FIELD RE, CRONIN MD, SINGH PJ, et al. Bone remodeling around the Cambridge
cup: a DEXA study of 50 hips over 2 years. Acta Orthop 2006;77:726, 2006.
[65] MICHAEL T. MANLEY,PhD, AND KATE SUTTON MA. Bearings of the Future for
Total Hip Arthroplasty MA, ELS The Journal of Arthroplasty Vol. 00 No. 0, 2008.
[66] LEWIS G. Properties of Acrylic Bone Cement: State of the Art Review. Journal of
Biomedical Materials Research; 38 (2): 155-182, 1997.
[67] BALEANI M., CRISTOFOLINI L., MINARI C., TONI A. Fatigue Strength of PMMA
Bone Cement Mixed with Gentamicin and Barium Sulphate vs Pure PMMA.
Proceedings of The Institute of Mechanical Engineers – Part H; 217 (1): 9-12,
2003.
[68] LEE A. J. C. The Time Dependent Properties of polymethylmethacrylate bone cement:
The Interaction of Shape of Femoral Stems, Surface Finish and Bone Cement.
Chapter 2 in: Interfaces in Total Hip Arthroplasty, I Learmonth (Editor). Published
by Sringer-Verlag, 1999.
[69] LIU C., GREEN S. M., WATKINS N. D., GREGG P. J., MCCASKIE A. W. Some
Failure Modes of Four Clinical bone Cements. Proceedings of The Institute of
Mechanical Engineers – Part H; 215: 359-366, 2001.
[70] JULIUSSON R., ARVE J., RYD L. Cement Pressure In Arthroplasty – In Vitro Study
of Cement Penetration into Femoral Heads. Acta Orthopaedica Scandinavica; 65
(2): 131-134, 1994.
[71] STRYKER. Disponível em: <http://www.stryker.com/enus/Solutions/OncologyTreatment/RevolutionCementMIxingSystem/groups/public/
documents/web_prod/da_031652.jpg> Acesso em: 16/05/2011.
114
[72] DUNNE N. J., ORR J. F. Flow Characteristics of Curing polymethylmethacrylate
Bone Cement. Proceedings of the Institute of Mechanical Engineers – Part H; 212:
199- 207, 1998.
[73] BEAN D. J., HOLLIS J. M., WOO S. L.-Y., CONVERY F. R. Sustained
Pressurisation of Polymethylmethacrylate: A Comparison of Low- and ModerateViscosity Bone Cements. Journal of Orthopaedic Research; 6: 580-584, 1988.
[74] KRAUSE W. R., MILLER J., NG P. The Viscosity of Acrylic Bone Cements. The
Journal of Biomedical Materials Research; 16: 219-243, 1982.
[75] MCCASKIE A. W., BARNES M. R., LIN E., HARPER W. M., GREGG P. J. Cement
Pressurisation During Hip Replacement. Journal of Bone and Joint Surgery; 79-B
(3): 379-384, 1997.
[76] OLIVEIRA, D. S., Análise Epidemiológica de Pacientes Submetidos à Prótese de
Quadril – Avaliação do Banco de Dados de uma Operadora de Saúde do Estado
do Paraná. Mestrado em Tecnologia em Saúde, Pontifícia Universidade Católica
do Paraná, Curitiba-PR, 2009.
[77] SWEDISH HIP ARTHROPLASTY REGISTER ANNUAL REPORT 2008
SHORTENED VERSION. Disponível em: < https://www.jru.orthop.gu.se/>
Acesso em: 16/05/2011.
[78] THE NORWEGIAN ARTHROPLASTY REGISTER, Report 2008, 2009, 2010.
Disponível em: <http://nrlweb.ihelse.net/eng/Report_2010.pdf>
Acesso em: 16/05/2010
[79] MATHIA T.G., PAWLUS P., WIECZOROWSKI M. Recent trends in surface
metrology, Wear 271 494–508, 2011.
Disponível em: <
www.sciencedirect.com/science?_ob=MImg&_imagekey=B6V5B-508X38Y-21&_cdi=5782&_user=923856&_pii=S0043164810002243&_origin=search&_zon
e=rslt_list_item&_coverDate=06%2F03%2F2011&_sk=997289996&wchp=dGLb
VlW-zSkzV&md5=1f76979c9174723153c3f9deda7d1bdd&ie=/sdarticle.pdf>
Acesso em: 01/06/2011
[80] DOWSON D. New Joints for the Millennium: Wear Control in Total Replacement Hip
Joints. Proceedings of the Institution of Mechanical Engineers. Part H,
Engineering in Medicine 215 (4): 335-358, 2001.
[81] BILLS P., BROWN L., JIANG X., BLUNT L. A Metrology Solution for the
Orthopaedic Industry. Journal of Physics Conference Series; 13 (2005), 316-319,
2005.
[82] STOUT K. From Cubit to Nanometre: A History of Precision Measurement. Penton
Press, London, UK, 1998.
115
[83] RENISHAW. Touch trigger probing technology. Disponível em:
<http://www.renishaw.com/en/6652.aspx>
Acesso em: 16/05/2011
[84] TAYLOR HOBSON LTD. Surface Finish Metrology. Treinamento ministrado no
Inmetro pela Taylor Hobson do Brasil em março de 2008.
[85] STOUT K. J., SULLIVAN P. J., DONG W. P., MAINSAH E., LUO N., MATHIA T.,
ZAHOUANI H. The Development of Methods for the Characterisation of
Roughness in Three Dimensions. Commission of the European Communities
Report. University of Birmingham Press, UK, 1993.
[86] NEVES B. R. A., VILETA J. M. C., ANDRADE M. S.. Microscopia de Varredura por
Sonda Mecânica: Uma introdução, Fundação Centro Tecnológico de Minas Gerais
– Belo Horizonte, MG, 2000.
[87] COSTA L., Microscopia de Força Atômica: Imagens e espectroscopia de Força de
Biomoléculas. Tese de D. Sc., Universidade Federal do rio Grande do Sul – Centro
de biotecnologia, Porto Alegre, RS, Brasil, 2004.
[88] SMITH G.T., Industrial Metrology Surfaces and Roundness, 1 ed. London SpringerVerlag London Limited, 2002.
[89] MUNOZ G.M., MARQUES S.D.C., Estudo sobre acabamento superficial Revista
INMETRO v1 n2 – Nov/Dez 1982.
[90] NORMA NBR ISO 4287:2002. Especificações geométricas do produto (GPS) –
Rugosidade: Método do perfil - Termos, definições e parâmetros da rugosidade,
30 out. 2002.
[91] M. NIEMCZEWSKA-WÓJCIK., The influence of the surface geometric structure on
the functionality of implants, Wear (2010), doi:10.1016/j.wear.2010.06.013.
[92] NORMA ISO 4288:1996 Geometrical Product Specifications (GPS) – Surface
Texture: Profile method – Rules and procedures for the assessement of surface
texture, second edition 1996-08-01.
[93] RUGOSIDADE DAS SUPERFÍCIES AULA 18 RUGOSIDADE. Disponível em:
<http://destec.no.sapo.pt/pdf/rugosidade.pdf> Acesso em: 11 ago. 2006.
[94] METROPRO™ SURFACE TEXTURE PARAMETERS Disponível em:
http://www.lamdapacific.com/mlx_manage/upload/200611211405734.pdf.
Acesso em: 15 mar. 2007.
[95] ROUGHNESS MEASURING SYSTEMS FROM HOMMEL-ETAMIC-SURFACE
PARAMETERS IN PRACTICE. Disponível em: <www.hommel-etamic.com >
Acesso em: 16 jul. 2011.
116
[96] ACCRETECH PARAMETERS RUGOS. EXPLANATION OF SURFACE
CHARACTERISTICS STANDARDS. Disponível em:
<http://www.accretech.jp/english/pdf/measuring/sfexplain_e.pdf>.
Acesso em: 15 mar. 2007.
[97] NORMA NBR 8404:1984 INDICAÇÃO DO ESTADO DE SUPERFÍCIES EM
DESENHOS TÉCNICOS, mar. 1984
[98] OLIVEIRA C. J., 2004. Avaliação da Influência de Sistemas de Filtragem Aplicados a
Topografia de Superfície em Usinagens. Dissertação de M.Sc. PUC Minas, Belo
Horizonte, MG.Disponível em <http://www.mea.pucminas.br/dissert/050completo.pdf> Acesso em:16 jul 2011.
[99] NORMA NBR ISO 13565-2:1999 Geometrical Product Specifications (GPS) –
Surface Texture: Profile method; Surfaces having stratified functional properties –
Part 2: Height characterization using the linear material ratio curve.
[100] ANSI/ASME B89.3.1-1972 (R2003). Measurement of Out-of-Roundness, 2003.
[101] TUTORIAL SOBRE ALGORITMOS DE CONSTRUÇÃO. Disponível em:
<www.infonemesis.com.br/tutor002.aspx>
Acesso em: 20 jul 2011.
[102] ASTM F138 Standard Specification for Wrought 18Chromium-14Nickel2.5Molybdenum Stainless Steel Bar and Wire for Surgical Implants (UNS
S31673), 2008.
[103] ASTM F648 - 10a Standard Specification for Ultra-High-Molecular-Weight
Polyethylene Powder and Fabricated Form for Surgical Implants, 2010.
[104] NORMA ISO 14242-2:2000 Implants for surgery - Wear of total hip-joint prostheses
- Part 2: Methods of measurement.
[105] MARU, M.M., DE SENA, L.A., LIDIZIO, L.R., OLIVEIRA F. Jr., W.S., BARROS,
W.S., DAMASCENO, J.C., ACHETE, C.A. Wear simulation of hip joint
prostheses: preliminary results, First International Brazilian Conference on
Tribology, November 24-26th 2010, Rio de Janeiro, RJ, Brazil, 2010.
[106] FUNDAÇÃO CENTROS DE REFERÊNCIA EM TECNOLOGIAS INOVADORAS
– CERTI. Procedimento final Comparação Interlaboratorial de Ensaios
Geométricos e Dimensionais em Implantes Ortopédicos Florianópolis, 9 de julho
de 2008.
[107] ABNT ISO/IEC GUIA 43-1:1999. Ensaios de proficiência por comparações
interlaboratoriais. Parte 1: Desenvolvimento e operação de programas de ensaios
de proficiência,1999.
117
[108] NBR NM ISO 6507-1 Materiais metálicos - Ensaio de dureza Vickers - Parte 1:
Método de Ensaio, 2008.
[109] INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E
QUALIDADE INDUSTRIAL, ASSOCIAÇÃO BRASILEIRA DE NORMAS
TÉCNICAS, Guia para a Expressão da Incerteza de Medição, Terceira Edição
Brasileira, agosto de 2003.
[110] INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E
QUALIDADE INDUSTRIAL - INMETRO. Vocabulário Internacional de
Metrologia – Conceitos Fundamentais e Gerais e Termos Associados (VIM 2008),
portaria Inmetro nº 319 de 23 de outubro de 2009.
[111] INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E
QUALIDADE INDUSTRIAL. Versão Brasileira do Documento de Referência
EA-4/02. 1 ed. Rio de Janeiro, 1999.
[112] UNCERTAINTY OF MEASUREMENT IN THE CALIBRATION OF
ROUGHNESS STANDARDS. Working instruction, Physikalisch Technische
Bundesnstalt (PTB), 1999.
[113] NORMA ISO 3274:1996 Especificações geométricas do produto (GPS) Rugosidade: Método do perfil - Características nominais de instrumentos por
contato (ponta de apalpação), 1996.
[114] HERRADOR, M. A. AND GONZALEZ, A. G. Evaluation of measurement
uncertainty in analytical assays by means of Monte-Carlo simulation, 2004
118
Anexos
Glossário
Este glossário tem como objetivo esclarecer alguns termos médicos apresentados
neste trabalho e está organizado por ordem de aparecimento no texto.
Osteólise- Síndromes de destruição óssea, cuja causa não é óbvia, como uma
neoplasia, infecção ou trauma. A destruição segue vários padrões: massiva (doença de
Gorham), multicêntrica (síndrome de hajdu-cheney) ou carpal/tarsal.
Diartrose ou articulação sinovial - As articulações sinoviais incluem a maioria
das articulações do corpo. As superfícies ósseas são recobertas por cartilagem articular e
unidas por ligamentos revestidos por membrana sinovial. A articulação pode ser
dividida completamente ou incompletamente por um disco ou menisco articular cuja
periferia se continua com a cápsula fibrosa, enquanto que suas faces livres são
recobertas por membrana sinovial.
Articulação Esferóide ou Enartrose - É uma forma de articulação na qual o osso
distal é capaz de movimentar-se em torno de vários eixos, que tem um centro comum.
Exemplos: Articulações do quadril e ombro.
Circundução - Como para todas as articulações de três graus de liberdade, o
movimento de circundução do quadril define-se como sendo a combinação dos
movimentos elementares simultaneamente em torno dos três eixos. Plano sagital, no
qual se efetuam movimentos de flexão-extensão. Plano frontal, no qual acontece o
movimento de abdução e adução e plano horizontal. A circundução levada a sua
amplitude extrema, forma no espaço um cone irregular, cujo vértice é ocupado pelo
centro da articulação coxo-femoral. É o cone de circundução.
Poliartrite periférica - Apesar do nome, não é um tipo de artrite. É um quadro
clínico que os portadores de AR podem apresentar e que se caracteriza quando mais de
cinco juntas apresentam dor e inchaço por mais de seis semanas.
Anemia falciforme - é uma doença hereditária (passa dos pais para os filhos)
caracterizada pela alteração dos glóbulos vermelhos do sangue, tornando-os parecidos
com uma foice, daí o nome falciforme. Essas células têm sua membrana alterada e
rompem-se mais facilmente, causando anemia.
119
Talassemia - A talassemia é uma forma de anemia crônica, de origem genética
(hereditária), ou seja, passada dos pais para os filhos. Não é transmitida pelo sangue, ar,
água, contato físico ou sexual e não é causada por deficiência na alimentação, carência
de vitaminas ou sais minerais. A talassemia faz parte de um grupo de doenças do sangue
(hemoglobinopatias) caracterizadas por defeito genético que resulta em diminuição da
produção de um dos dois tipos de cadeias que formam a molécula de hemoglobina.
Dependendo dos genes envolvidos, o defeito é identificado como a-talassemia (defeito
na cadeia alfa) ou b-talassemia (defeito na cadeia beta).
Doença de Gaucher - é uma doença genética, progressiva, e a mais comum das
doenças lisossômicas de depósito, que recebem esse nome devido ao acúmulo de restos
de células envelhecidas depositadas nos lisossomos (pequenas estruturas celulares que
contêm enzimas essenciais ao equilíbrio do organismo). Essas doenças fazem parte de
um conjunto de mais de 40 enfermidades genéticas que têm como característica a
deficiência de uma ou mais enzimas. A enzima que falta nas pessoas com Doença de
Gaucher é a ß-glicosidase ácida, ou glicocerebrosidase. Sua função habitual, nas
pessoas sem a doença, é fazer a “digestão” de um substrato lipídico (tipo de gordura), o
glicocerebrosídeo, dentro da célula. Por causa da alteração no gene que produz a
enzima, seu nível é insuficiente e ela não consegue, com a rapidez necessária, decompor
o substrato, que então se acumula nos lisossomos. Os lisossomos situam-se no interior
dos macrófagos, que funcionam como células “lixeiras” do organismo, responsáveis
pela “limpeza” dos restos de células velhas. Devido ao acúmulo do substrato lipídico, os
macrófagos são impedidos de realizar suas funções. Ficam pesados, “gordos”, cheios de
glicocerebrosídeo não digerido – como ficaria alguém que não digerisse os alimentos
após uma refeição – e passam a ser chamados de células de Gaucher. As células de
Gaucher acumulam-se principalmente nos tecidos do fígado, do baço, do pulmão e da
medula óssea. Também os rins, os gânglios e a pele podem ser afetados. Em menor
escala registra-se o acúmulo nos tecidos do sistema nervoso central. Os órgãos que
contêm tais células aumentam de tamanho, o que ocasiona manifestações clínicas de
tipo e gravidade variáveis.
Hidroxiapatita - A hidroxiapatita, Ca10 (PO4)6(OH)2, é o constituinte mineral
do osso natural representando de 30 a 70% da massa dos ossos e dentes. A
hidroxiapatita sintética possui propriedades de biocompatibilidade e osteointegração o
120
que a torna substituta do osso humano em implantes e próteses (Eanes, 1980), daí o
grande interesse em sua produção.
Região proximal e distal - A região entre o disco epifisiário e a extremidade do
osso, onde se localiza a superfície articular, é referida por epífise. A região no outro
lado da físe - o lado distal da físe proximal e o lado proximal da físe distal- é chamada
metáfise. A região do osso entre a metáfise proximal e a distal de um osso longo é
chamada diáfise.
Infiltração linfocítica - Desordem infiltrativa de células T benigna, crônica,
geralmente em pele exposta, afetando mais comumente indivíduos com menos de 45
anos de idade. As lesões se apresentam como pápulas ou placas não-escamosas, lisas,
eritematosas, que são comumente assintomáticas e geralmente aparecem na face. Podem
involuir espontaneamente, mas geralmente são persistentes e aumentam em número.
Força de Van de Waals - As forças de van der Waals ou conhecidas também
como forças intermoleculares têm origem eletrônica: surgem de uma atração
eletrostática entre nuvens de elétrons e núcleos atômicos. São fracas, se comparadas às
ligações covalentes ou iônicas. Estas forças podem surgir de 3 fontes: dipolo-dipolo,
dipolo-dipolo induzido e forças de dispersão (ou forças de London).
121
Procedimento de Medição de Rugosidade
em Implantes Ortopédicos de Quadril
1 Cabeça Femoral
1.1 Montagem e Fixação
As cabeças femorais foram apoiadas e fixadas em uma mesa angular e na mesa XY do
rugosímetro conforme figura 1.
Figura 1 – Medição rugosidade cabeça femoral
1.2 Limpeza
Foi utilizado álcool isopropílico para a limpeza das próteses. Antes das medições,
utilizou-se uma bomba manual de ar para retirar qualquer resíduo na superfície da
amostra.
1.3 Estabilização
Após o manuseio das amostras, fez-se necessário um tempo para a estabilização térmica
e acomodação mecânica dos componentes de fixação, minimizando erros por efeitos de
vibração. Foi adotado um tempo aproximado de 30 minutos.
1.4 Procedimento de Medição
A medição da rugosidade foi realizada com um rugosímetro/perfilômetro com faixa de
medição vertical de 8 mm e resolução de 0,8 nm. Este possui uma unidade transversal
de 200 mm com retitude de 0,1 µm e resolução de 0,125 µm. O raio da ponta do
apalpador utilizado foi de 2 µm.
A referência para 0° nas cabeças femorais foi à inscrição do fabricante. Antes das
medições determinou-se o ponto de retorno, no eixo X e no eixo Y. As superfícies de
articulação foram inspecionadas visualmente para verificar se estavam livres de
partículas engastadas, arranhões, marcas e riscos oriundos do processo de acabamento.
Foram realizadas duas medições de rugosidade da cabeça femoral, com um cut-off de
0,08 mm, ao longo de um comprimento de 15 mm, a 0º e a 90º como apresenta a Figura
2, passando no centro da peça. Recomenda-se quando possível que as medições incluam
a área do ângulo α= 30º.
122
15 mm
α
Figura 2 Localização das medições
2 Componente acetabular
2.1 Montagem e Fixação
O componente acetabular foi apoiado em um prisma e fixado na mesa do
rugosímetro conforme figura 3..
Figura 3 – Montagem do acetábulo no rugosímetro
2.2 Limpeza
Os procedimentos de limpeza dos acetábulos são os mesmos realizados para as cabeças
femorais (ver item 1.2).
2.3 Estabilização
O procedimento de estabilização dos acetábulos são os mesmos realizados para as
cabeças femorais (ver item 1.3).
2.4 Procedimento de medição
Na medição do componente acetabular polimérico, foi efetuado 1 ciclo de medição a 0°,
90°, 180° e 270° conforme demonstra a Figura 4, o cut-off e o comprimento de
amostragem foi o mesmo da cabeça femoral. Recomenda-se estabelecer um ponto de
referência para 0°, neste caso utilizou-se o furo do suporte. Antes das medições
determinou-se o ponto de retorno no eixo Y. As superfícies de articulação foram
123
inspecionadas visualmente para verificar se estavam livres de partículas engastadas,
arranhões, marcas e riscos oriundos do processo de acabamento.
180°
270°
90°
0°
Figura 4 – Localização das medições
Os parâmetros de rugosidade avaliados foram Ra, Rt de acordo com as norma NBR ISO
4287:1997 Especificações geométricas do produto (GPS) - Rugosidade: Método do
perfil - Termos, definições e parâmetros da rugosidade.
Bibliografia
ISO 9206:2011 - Implantes para cirurgia - Próteses parcial e total de articulação de
quadril Parte 2: Superfícies de articulação feitas de materiais metálico, cerâmico e
plástico.
NBR ISO 4287:1997 Especificações geométricas do produto (GPS) - Rugosidade:
Método do perfil - Termos, definições e parâmetros da rugosidade.
124
Procedimento de Medição para Controle Geométrico de Implantes de
Articulação Femoral
1 CABEÇA FEMORAL
1.1 Montagem e Fixação
As cabeças femorais foram apoiadas e fixadas na mesa da máquina de medição por
coordenadas (MMC) através da base a qual estão montadas conforme figura 1. Foram
utilizados grampos, dentre outros acessórios para fixar e posicionar adequadamente a
amostra no volume de trabalho pré-estabelecido para as medições.
Figura 1 – Montagem da cabeça femural na mesa MMC
1.2 Limpeza
Foi utilizado álcool isopropílico para a limpeza das próteses. Antes das medições,
utilizou-se uma bomba manual de ar para retirar qualquer resíduo na superfície da
amostra.
1.3 Alinhamento
O suporte de fixação (holder) da cabeça femoral foi posicionado manualmente, na mesa
da MMC, de modo que o eixo do furo lateral do holder ficasse alinhado
aproximadamente com o eixo X da MMC.
Y
Holder
Cabeça Femoral
X
Furo do holder
Figura 2 – Detalhe do alinhamento da amostra com os eixos da MMC
125
Este forma de alinhamento foi utilizada para todas as amostras fixadas em holders. Para
qualquer outra forma de fixação, foi estabelecido um ponto de referência visual no
corpo ou haste da amostra.
1.4 Estabilização
Após o manuseio das amostras, fez-se necessário um tempo para a estabilização térmica
e acomodação mecânica dos componentes de fixação, minimizando erros por efeitos de
vibração. Foi adotado um tempo aproximado de 30 minutos.
2. Procedimento de medição
2.1 Foi desenvolvido um programa através do software da MMC para medição do
diâmetro e do desvio de esfericidade das cabeças femorais.
As rotinas para determinação dos parâmetros citados acima foram implementadas de
acordo com as especificações da norma NBR ISO 7206-2 conforme será detalhado a
seguir.
O valor medido do diâmetro das cabeças femorais consiste de um valor determinado
usando o método dos mínimos quadrados, a partir de 25 pontos distribuídos sobre a
superfície de articulação conforme descrito na norma NBR ISO 7206-2. São
distribuídos 8 pontos ao longo da circunferência de cada plano AA, BB, CC, e um ponto
no pólo (P) (ver figura 2)
Figura 2 – Representação dos planos para distribuição dos pontos de palpação
2.2 O valor medido do desvio de esfericidade das cabeças femorais é o máximo valor de
Rs obtido a partir da equação (1).
RS = OP’ – 0,5 · D
(1)
Onde:
RS: Separação radial
OP’: Raios obtidos para cada ponto medido
D: Valor do diâmetro (por mínimos quadrados)
126
2.3 Para prover rastreabilidade às medições de diâmetro e separação radial foi
empregado o método da substituição para a calibração de medidas materializadas,
utilizando máquinas de medir por coordenadas. Utilizou-se uma esfera padrão de 30
mm de diâmetro para a determinação do erro de apalpação da MMC.
Foram realizadas cinco medições. Os dados das medições são salvos em formato de
texto e importados para uma planilha de aquisição e tratamento de dados, onde são
realizados os cálculos do diâmetro e do desvio de esfericidade bem como o da incerteza
de medição.
3 ACETÁBULOS
3.1 Montagem e Fixação
Os Acetábulos foram apoiados e fixados na mesa da máquina de medição por
coordenadas (MMC), através da base a qual estão montadas conforme figura 3. Foram
utilizados grampos, um bloco paralelo, dentre outros acessórios para fixar e posicionar
adequadamente a amostra no volume de trabalho pré-estabelecido para as medições.
Figura 3 – Montagem do acetábulo na mesa MMC
3.2 Os procedimentos de limpeza dos acetábulos são os mesmos realizados para as
cabeças femorais (ver item 1.2).
3.3 Alinhamento
O suporte de fixação (holder) do acetábulo foi posicionado manualmente, na mesa da
MMC, de modo que o eixo do furo lateral do holder ficasse alinhado aproximadamente
com o eixo X da MMC (ver figura 5).
127
Y
Holder
Furo do
Holder
Acetábulo
X
Figura 5 – Detalhe do alinhamento da amostra com os eixos da MMC
3.4 O procedimento de estabilização dos acetábulos são os mesmos realizados para as
cabeças femorais (ver item 1.4).
4. Procedimento de medição
4.1 Foi desenvolvido um programa através do software da MMC para medição do
diâmetro e do desvio de esfericidade dos acetábulos.
As rotinas para determinação dos parâmetros citados acima foram implementadas de
acordo com as especificações da norma NBR ISO 7206-2 conforme será detalhado a
seguir.
O valor medido do diâmetro interno dos acetábulos consiste de um valor determinado
usando o método dos mínimos quadrados, a partir de 25 pontos distribuídos sobre a
superfície de articulação conforme a determinação da norma NBR ISO 7206-2. São
distribuídos 8 pontos ao longo da circunferência de cada plano AA, BB, CC, e um ponto
no pólo (P) (ver figura 5)
Figura 2 – Representação dos planos para distribuição dos pontos de palpação
128
Para a obtenção do desvio de esfericidade dos acetábulos foram adotados os mesmos
procedimentos de cálculos adotados para as cabeças femorais (ver item 2.2)
4.2 Os resultados das medições dos acetábulos possuem rastreabilidade assegurada a
partir da determinação do erro de apalpação da MMC, de forma semelhante ao
procedimento realizado para cabeças femorais (ver item 2.3).
Foram realizadas cinco medições. Os dados das medições são salvos em formato de
texto e importados para uma planilha de aquisição e tratamento de dados, onde são
realizados os cálculos do diâmetro e esfericidade bem como o da incerteza de medição.
129
Baixar