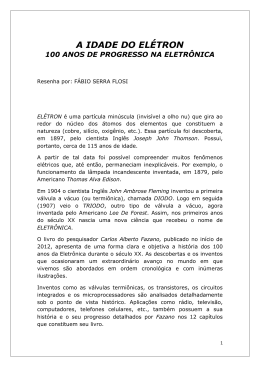
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP – CETEC – UEMG UFOP - CETEC - UEMG Dissertação de Mestrado "Avaliação prática da qualidade inclusionária de uma placa de LC: um confronto com previsões obtidas de modelamento físico" AUTOR: Carlos Vinícius Domingos de Carvalho ORIENTADOR: Prof. PhD. Carlos Antônio da Silva CO-ORIENTADOR: Prof. DSc. Itavahn Alves da Silva Abril 2013 Carlos Vinícius Domingos de Carvalho ―Avaliação prática da qualidade inclusionária de uma placa de LC: um confronto com previsões obtidas de modelamento físico” Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da REDEMAT, como parte dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais. Orientador: Prof. PhD. Carlos Antônio da Silva Co-orientador: Prof. DSc. Itavahn Alves da Silva Ouro Preto, Abril de 2013 II C331a Carvalho, Carlos Vinícius Domingos de. Avaliação prática da qualidade inclusionária de uma placa de LC [manuscrito] : um confronto com previsões obtidas de modelamento físico / Carlos Vinícius Domingos de Carvalho – 2013. xiv, 83 f. : il. color.; graf.; tab. Orientador: Prof. Dr. Carlos Antônio Silva. Coorientador: Prof. Dr. Itavahn Alves da Silva. Dissertação (Mestrado) - Universidade Federal de Ouro Preto. Escola de Minas. Rede Temática em Engenharia de Materiais. Área de concentração: Processos de Fabricação. 1. Aço - Molde - Pó fluxante - Teses. 2. Engenharia metalúrgica Teses. 3. Fundição contínua - Lingotamento contínuo - Trinca Longitudinal Catalogação: [email protected] - Teses. I. Silva, Carlos Antônio. II. Silva, Itavahn Alves da. III. Universidade Federal de Ouro Preto. IV. Título. CDU: 669.15-41 Catalogação: [email protected] CDU: 669.162.16 III IV AGRADECIMENTOS A Deus, por me dar força para encarar os desafios em minha vida. Agradeço ao orientador Professor Doutor Carlos Antônio da Silva pela paciência, confiança e exemplo durante todos esses anos de orientação acadêmica. Ao co-orientador Professor Doutor Itavahn Alves da Silva pelo apoio e amizade. Aos alunos Gabriel Romeu Trindade dos Santos e Luiz Flávio Pereira Costa, pelas enormes contribuições técnicas à minha dissertação. Agradeço aos meus pais José Carlos e Terezinha Carvalho, por me darem condições de conquistar mais esta vitória e aos meus irmãos por me acompanharem em todos os momentos. À Gerdau Usina Ouro Branco, em especial ao Hilton Luis Pereira Lopes pelo apoio desde o início dos trabalhos. Aos meus amigos o meu muito obrigado pelos incentivos e apoio para o alcance de mais um desafio. V SUMÁRIO LISTA DE FIGURAS ...........................................................................................................VII LISTA DE TABELAS.......................................................................................................... XV NOMECLATURA ............................................................................................................... XVI RESUMO ............................................................................................................................ XVII ABSTRACT ...................................................................................................................... XVIII 1. INTRODUÇÃO ................................................................................................................ 1 2. OBJETIVOS ..................................................................................................................... 4 3. 4. 2.1. Objetivo Geral .......................................................................................................... 4 2.2. Objetivo Específico ................................................................................................... 4 REVISÃO BIBLIOGRÁFICA ........................................................................................ 5 3.1. A importância do pó fluxante e suas implicações para a qualidade do aço ........ 7 3.2. Aspectos fenomenológicos no interior do molde e os mecanismos de arraste .... 8 3.3. Defeitos gerados nas placas do lingotamento contínuo por inclusões ............... 18 METODOLOGIA .......................................................................................................... 31 4.1. Determinação do fator de escala ........................................................................... 32 4.2. Determinação do parâmetro F via plano laser .................................................... 37 4.3. Velocidade medida através do PIV (Particle Image Velocimetry) .................... 38 4.4. Relação entre resultados de qualidade da placa lingotada e aqueles encontrados na modelagem física ..................................................................................... 41 5. RESULTADOS E DISCUSSÃO ................................................................................... 42 5.1. Controle do fluxo no menisco via parâmetro F. .................................................. 42 5.2. Validação utilizando a técnica Velocimetria PIV (Particle Image Velocimetry)... ..................................................................................................................... 49 6. CONCLUSÕES .............................................................................................................. 75 7. SUGESTÕES PARA TRABALHOS FUTUROS ........................................................ 77 8. LISTAS DE PUBLICAÇÕES GERADAS A PARTIR DESTE TRABALHO ........ 78 9. REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 79 VI LISTA DE FIGURAS Figura 1.1- Evolução da produção mundial de aços e contribuição do processo de lingotamento contínuo (Burgunder, 2000). ................................................................................ 1 Figura 1.2 - Representação esquemática de uma máquina de lingotamento contínuo de placas, dois veios, (Carvalho, 2008). ..................................................................................................... 2 Figura 1.3 - Gráfico de Barras do defeito Lamination, cliente preferencial da empresa versus mercado USA (Relatório interno de Qualidade 2002). .............................................................. 3 Figura 3. 1 - Representação esquemática de fenômenos na região do molde (THOMAS, 2001)........................................................................................................................................... 5 Figura 3.2 - Efeito da velocidade de lingotamento sobre o tempo de residência e fração de remoção de inclusões no molde com 1750 mm para lingotamento de placas. (ZHANG et al, 2009)........................................................................................................................................... 6 Figura 3.3- Aspecto das camadas de pó fluxante no Molde (A.B. Fox et al, 2002). ................. 7 Figura 3.4 - Funções do Pó Fluxante no Lingotamento Contínuo (Curso Lingotamento Contínuo de Placas da ABM 2008). ........................................................................................... 8 Figura 3.5 - Detalhes da máquina de LC e Distribuição de fluxos no Distribuidor e no Molde, controle de fluxo via válvula gaveta e via tampão respectivamente (THOMAS & VANKA, 2000, THOMAS, 2001). ............................................................................................................. 9 Figura 3.6 - Vetores de velocidade no interior do molde, tendência de formação e desenvolvimento de vórtice na região do menisco (TORRES-ALONSO et al, 2005). ........... 10 Figura 3.7 - Tipos de fluxos na porção alta do molde de LC (THOMAS et al, 2006)............. 10 Figura 3.8 – Mecanismo de arraste de escória do jato da SEN (FELDBAUER & CRAMB, 1995)......................................................................................................................................... 11 Figura 3.9 - 1) Causado pelo fluxo reverso na face estreita do molde; 2) fluxo reverso causado pelo cisalhamento da escória de cobertura; 3) formação de vórtice ; 4) causado pelas bolhas oriundas da SEN; 5) Causado pela diferença de pressão induzida na direção longitudinal. (YAMASHITA e OGUCHI, 2001). ......................................................................................... 12 Figura 3.10 - Distúrbio causado pela passagem de bolhas pela interface metal-escória de molde (YAMASHITA & YGUCHI, 2001).............................................................................. 13 Figura 3.11 - Velocidade do aço líquido nas portas da válvula submersa. (SATOU et al, 2006, ZHANG & THOMAS, 2003)................................................................................................... 14 VII Figura 3.12 - Tipos de fluxos na região do menisco, via modelagem física (superior) e modelagem matemática inferior): a) fluxo simétrico; b) fluxo assimétrico (Working Program Delia Jiroveanu, 8/03/2004-31/12/2004, Pratsolis Network). .................................................. 14 Figura 3.13 - Entupimento da válvula submersa. a) Válvulas Submersas (SEN) seccionados na direção vertical mostrando a região correspondente ao fluxo de aço e formação de alumina; b) obstrução por deposição de alumina (CRAMB et al, 2003). ................................................... 15 Figura 3.14 - Expressão matemática do fator F (KUBOTA et al, 1991). ................................ 16 Figura 3.15 - Relação entre o valor F e a velocidade de fluxo no menisco (KOLLBERG et al, 2003)......................................................................................................................................... 17 Figura 3.16 - Influência da velocidade no menisco sobre o índice de defeito na placa (KOLLBERG et al, 2003). ....................................................................................................... 17 Figura 3.17 - Quantificação da intensidade de turbulência interfacial no interior do molde de lingotamento contínuo, através do fator F (KUBOTA et al, 1991).......................................... 18 Figura 3.18 - Efeito de inclusões sobre a criação e conexão de vazios durante a deformação do aço lingotado. (Zhang et Tomas, 2006).................................................................................... 19 Figura 3.19 - Defeitos superficiais em aços laminados em formas de tiras: (a) sliver, (b) e (c) blisters e (d) pipe lamination (apud British Iron and Steel Research Association, London, 1958)......................................................................................................................................... 19 Figura 3.20 - a) Inclusões na superfície de bolhas em lingotes de aço; (Zhan et al. 2004) b) inclusões na superfície das bolhas em aços lingotados continuamente. (Zhang et Taniguchi, 2001)......................................................................................................................................... 20 Figura 3.21 - Fenômenos ocorrentes no molde na máquina de LC, formação dos defeitos Blister e Sliver (KUBOTA et al, 2001). ................................................................................... 21 Figura 3.22- Bolha tubular na placa lingotada e sua conseqüência no produto final (Carvalho, 2008)......................................................................................................................................... 22 Figura 3.23- Inclusão de pó fluxante e sua conseqüência no produto final (Carvalho, 2008). 22 Figura 3.24- Elementos químicos característico de pó fluxante (Carvalho, 2008). ................. 23 Figura 3.25- Aspecto microscópico da inclusão de pó fluxante e sua conseqüência no produto final (Carvalho, 2008). ............................................................................................................. 23 Figura 3.26- Detalhe do defeito Scab com superfície exposta com cavaco (Carvalho, 2008). 24 Figura 3.27- Detalhe do defeito Lamination e sua conseqüência no produto final (Carvalho, 2008)......................................................................................................................................... 24 Figura 3.28- Caracterização da ocorrência dos defeitos Slivers, Lamination, Blisters e Scab (Carvalho, 2008)....................................................................................................................... 25 VIII Figura 3.29 - Exemplo de trincas transversas formadas durante o processo de solidificação via lingotamento contínuo (BRIMACOMBE & SORIMACHI, 1977). ........................................ 26 Figura 3.30 - Tipo de defeitos em uma placa lingotada continuamente: trincas transversais, longitudinais, trincas faciais, trincas de quinas, colônia de trincas; pinholes, marcas de oscilação; macroinclusões. (BRIMACOMBE & SORIMACHI, 1977). ................................. 26 Figura 3.31 - Trinca Longitudinal no centro da face de uma placa de lingotamento Contínuo. (Valadares et al, 2002). ............................................................................................................ 27 Figura 4.1 - a)Vista da montagem experimental do molde; b) Exemplo de geometrias da porta de válvulas submersas feitas em acrílico.................................................................................. 31 Figura 4.2 – a)Vista real da válvula submersa (SEN). ............................................................. 31 Figura 4.3- Cálculo de F para máquina industrial. ................................................................... 35 Figura 4.4 - Determinação de valores de F no modelo. ........................................................... 36 Figura 4.5 - Determinação dos parâmetros Ө e D através da técnica de visualização por plano de laser...................................................................................................................................... 37 Figura 4.6 – Esquema de funcionamento de um aparelho PIV, de acordo com a DANTEC. . 39 Figura 4.7 - Princípio de determinação de velocidade de partículas pela técnica PIV. ........... 39 Figura 4.8 – Ponto de medição para comparação de velocidade PIV no menisco versus Modelagem Física. ................................................................................................................... 40 Figura 4.9 – Ponto de medição para comparação de velocidade PIV no ponto de impacto versus Modelagem Física. ........................................................................................................ 40 Figura 5.1 – Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° sem injeção de Hélio na largura 960 mm no modelo. ..................................................................................................................................... 42 Figura 5.2 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° com injeção de Hélio na largura 960 mm no modelo. ..................................................................................................................................... 43 Figura 5.3 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° sem injeção de Hélio na largura 960 mm no modelo. ..................................................................................................................................... 43 Figura 5.4 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° com injeção de Hélio na largura 960 mm no modelo. ..................................................................................................................................... 43 IX Figura 5.5 -Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° sem injeção de Hélio na largura 1200 mm no modelo. ..................................................................................................................................... 44 Figura 5.6 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° com injeção de Hélio na largura 1200 mm no modelo. ..................................................................................................................................... 44 Figura 5.7 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° sem injeção de Hélio na largura 1200 mm no modelo. ..................................................................................................................................... 44 Figura 5.8 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° com injeção de Hélio na largura 1200 mm no modelo. ..................................................................................................................................... 45 Figura 5.9 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 960 mm no modelo e imersão 80 mm. ........................................................................................................................ 45 Figura 5.10 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 960 mm no modelo e imersão 110 mm. ...................................................................................................................... 46 Figura 5.11 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 960 mm no modelo e imersão 80 mm. ........................................................................................................................ 46 Figura 5.12 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 960 mm no modelo e imersão 110 mm. ...................................................................................................................... 46 Figura 5.13 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 1200 mm no modelo e imersão 80 mm. ........................................................................................................................ 47 Figura 5.14 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 1200 mm no modelo e imersão 110 mm. ...................................................................................................................... 47 Figura 5.15 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 1200 mm no modelo e imersão 80 mm. ........................................................................................................................ 47 X Figura 5.16 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 1200 mm no modelo e imersão 110 mm. ...................................................................................................................... 48 Figura 5.17 – Visualização via laser sheet e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 25°. .............................................................. 51 Figura 5.18 – Visualização via laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200, imersão 80 mm, vazão de 165 lpm e ângulo de 25°. ............................................................................. 51 Figura 5.19 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° sem injeção de hélio na largura de 960 mm (modelo). ...................... 52 Figura 5.20 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° sem injeção de hélio na largura de 1200 mm (modelo). .................... 52 Figura 5.21 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° com injeção de hélio na largura de 960 mm (modelo). ..................... 52 Figura 5.22 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° com injeção de hélio na largura de 1200 mm (modelo). ................... 53 Figura 5.23 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° sem injeção de hélio na largura de 960 mm (modelo). ...................... 53 Figura 5.24 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° sem injeção de hélio na largura de 1200 mm (modelo). .................... 53 Figura 5.25 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° com injeção de hélio na largura de 960 mm (modelo). ..................... 54 Figura 5.26 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° com injeção de hélio na largura de 1200 mm (modelo). ................... 54 Figura 5.27 – Visualização do laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 25°. .............................................................. 55 Figura 5.28 – Visualização do laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 15°. .............................................................. 55 Figura 5.29 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 960 mm (modelo) e Imersão 80 mm. .... 55 XI Figura 5.30 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 960 mm (modelo) e Imersão 110 mm. .. 56 Figura 5.31 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 1200 mm (modelo) e Imersão 80 mm. .. 56 Figura 5.32 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 1200 mm (modelo) e Imersão 110 mm. 56 Figura 5.33 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 960 mm (modelo) e Imersão 80 mm ..... 57 Figura 5.34 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 960 mm (modelo) e Imersão 110 mm ... 57 Figura 5.35 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 1200 mm (modelo) e Imersão 80 mm ... 57 Figura 5.36 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 1200 mm (modelo) e Imersão 110 mm . 58 Figura 5.37 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 960 mm (modelo) e imersão de 80 mm .................................................................................................. 58 Figura 5.38 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 960 mm (modelo) e imersão de 110 mm ................................................................................................ 59 Figura 5.39 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 1200 mm (modelo) e imersão de 80 mm .................................................................................................. 59 Figura 5.40 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 1200 mm (modelo) e imersão de 110 mm ................................................................................................ 59 Figura 5.41 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 960 mm (modelo) e imersão de 80 mm .................................................................................................. 60 Figura 5.42 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 960 mm (modelo) e imersão de 110 mm ................................................................................................ 60 XII Figura 5.43 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 1200 mm (modelo) e imersão de 80 mm .................................................................................................. 60 Figura 5.44 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 1200 mm (modelo) e imersão de 110 mm ................................................................................................ 61 Figura 5.45 - Relação entre a vazão (l/min) de líquido e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo)................................................................................................. 61 Figura 5.46 - Relação entre a vazão (l/min) de líquido e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo)................................................................................................. 62 Figura 5.47 - Correlação entre FM (parâmetro F do modelo calculado com velocidade medida no ponto de impacto) e velocidade superficial (menisco) para ângulo de 15° (sem injeção de hélio)......................................................................................................................................... 63 Figura 5.48 - Correlação entre FM (parâmetro F do modelo calculado com velocidade medida no ponto de impacto) e velocidade superficial (menisco) para ângulo de 25° (sem injeção de hélio)......................................................................................................................................... 63 Figura 5.49 - Correlação entre FM (parâmetro F do modelo calculado a partir da velocidade média) e velocidade superficial (menisco) para ângulo de 15° (sem injeção de hélio) ........... 64 Figura 5.50 - Correlação entre FM (parâmetro F do modelo calculado a partir da velocidade média) e velocidade superficial (menisco) para ângulo de 25° (sem injeção de hélio) ........... 64 Figura 5.51 - Velocidade superficial para máquina industrial empregando válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° e 25° sem injeção de Hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo) ............................................... 65 Figura 5.52 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 960 mm, imersão 110 mm, vazão de 160 lpm e ângulo de 15° ............................................................... 66 Figura 5.53 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 960 mm, imersão 80 mm, vazão de 160 lpm e ângulo de 15° ................................................................. 67 Figura 5.54 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 110 mm, vazão de 165 lpm e ângulo de 15° ...................................................... 67 XIII Figura 5.55 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 80 mm, vazão de 165 lpm e ângulo de 15° ........................................................ 68 Figura 5.56 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 110 mm, vazão de 165 lpm e ângulo de 25° ...................................................... 68 Figura 5.57 – Visualização via ―laser sheet‖ e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 80 mm, vazão de 165 lpm e ângulo de 25° ........................................................ 68 Figura 5.58 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido a Arraste de Pó fluxante para o aço médio Carbono (%)......................................................................... 70 Figura 5.59 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido à scab (escamação na placa devido à presença de pó fluxante) para o aço médio Carbono (%) ........ 70 Figura 5.60 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido a Trinca Longitudinal para o aço médio Carbono (%) ........................................................................... 70 Figura 5.61 - Relação entre a transferência de calor na face larga do raio externo versus velocidade de lingotamento ...................................................................................................... 71 Figura 5.62 - Range de defeito para parâmetro F (N/m) levando em consideração F versus profundidade de Trincas Longitudinais.................................................................................... 72 Figura 5.63 - Range de defeito para F value (N/m) levando em consideração F versus profundidade de Trincas Longitudinais.................................................................................... 74 XIV LISTA DE TABELAS Tabela 3-I - Balanço das fases antes e após a temperatura peritética (VALADARES,2006). . 27 Tabela 3-II - Condições de Lingotamento para ocorrência de trincas longitudinais e para prevenção (JFE, 2010).............................................................................................................. 30 Tabela 4-I - Parâmetros geométricos e operacionais. .............................................................. 32 Tabela 4-II- Números adimensionais tipicamente utilizados em modelagem física. ............... 33 Tabela 4-III - Valores de propriedades físicas relevantes ao modelamento. ........................... 33 Tabela 4-IV – Relações entre modelo e protótipo.................................................................... 36 Tabela 5-I – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 15°, vazão 160, 165, 180, 190, 195 l/min, sem injeção de Hélio; velocidade medida no ponto de impacto via PIV. .............. 49 Tabela 5-II – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 15°, vazão 160, 165, 180, 190, 195 l/min, com injeção de Hélio; velocidade no ponto de impacto medida via PIV ............... 50 Tabela 5-III – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 25°, vazão 160, 165, 180, 190, 195 l/min, sem injeção de Hélio; velocidade no ponto de impacto medida via PIV. .............. 50 Tabela 5-IV – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 25°, vazão 160, 165, 180, 190, 195 l/min, com injeção de Hélio; velocidade no ponto de impacto medida via PIV. .............. 50 Tabela 5-V – Parâmetros Geométricos e Operacionais- Dados de Processo das Placas que foram submetidas à avaliação da relação entre o parâmetro F com os defeitos....................... 69 Tabela 5-VI – Parâmetros Geométricos e Operacionais- Dados de Processo das Placas que foram submetidas à avaliação da relação entre o parâmetro F e trinca longitudinal. .............. 73 XV NOMECLATURA LC – Lingotamento Contínuo TG- Trinca Longitudinal CFD – Computational Fluid Dynamics CFX – Computational Fluid Dynamics software by ANSYS SEN – Submerged Entry Nozzle ρ – massa específica. (kg/m³) Q – Vazão de Entrada do Líquido. (m³/s) V– Velocidade no ponto de impacto junto à face estreita. (m/s) D – Distância do ponto de impingimento ao menisco. (m) θ – Ângulo entre o Vetor Velocidade e o plano horizontal no ponto de Impigimento. F – Parâmetro que relaciona o fluxo no molde ao estado de turbulência da interface. (N/m) PIV – Particle Image Velocimetry λ- Fator de escala entre modelo e protótipo. CCD – charge coupled device Tbreak- Temperatura de Cristalização do Pó fluxante XVI RESUMO Foram estudados via modelamento físico, os efeitos da velocidade no menisco do Molde; geometria do molde; profundidade de imersão da SEN, geometria e inclinação dos furos da válvula submersa sobre a estabilidade do fluxo de aço na região do menisco do molde de LC e suas possíveis influências sobre defeitos advindos de arraste de pó fluxante e a presença do defeito Trinca longitudinal. Os dados experimentais foram agrupados para cálculo do parâmetro F, definido a partir da velocidade de impingimento e profundidade de impacto contra a face estreita do Molde e do ângulo de saída do jato, que foram medidas utilizando a técnica PIV. Resultados de qualidade internos à Gerdau Usina Ouro Branco e informados por clientes desta permitiram correlacionar defeitos em aços das famílias médio carbono e peritético com valores do parâmetro F. Os resultados mostraram que o valor F tende a diminuir com o aumento da imersão e do ângulo da porta de saída da válvula submersa. Na análise de dados industriais, levando em consideração o parâmetro F e a freqüência de defeitos, encontrou-se uma concentração destes na faixa de 5,0 a 7,0 N/m, o que sugere especificar a produção via Lingotamento Contínuo de Placas fora desta faixa. Em relação ao defeito Trinca Longitudinal quanto ao seu grau de severidade, o parâmetro F não explica todos seus aspectos, pois, a variável transferência de calor no Molde não é contemplada na sua formulação. XVII ABSTRACT A physical model of a continuous casting mold has been used in order to evaluate the influence of steel velocity at the meniscus, mold geometry, immersion depth of the SEN, geometry and inclination of the SEN outlets on the stability of steel flow in the meniscus region and its possible influence in regard to defects related to mold powder flux and longitudinal cracks. Values of F parameter, defined by the impact velocity at the narrow face, depth of impact at the narrow face of the mold and the exit angle of the steel stream have been assessed. Data regarding steel internal quality as reported by Ouro Branco Gerdau’s steel plant customers have been correlated to defects in medium and peritetic carbon steels through the F values. F values tend to decrease with increasing immersion and angle of the outlet port of the SEN. Analysis of industrial data has shown a higher defect frequency for F values ranging from 5.0 to 7.0 N / m. The F parameter is not capable of explaining all the aspects related to longitudinal crack level of severity since the variable heat transfer in the mold is not included in its formulation. XVIII 1. INTRODUÇÃO O setor Siderúrgico é parte importante da matriz econômica do País, onde esta Indústria se caracteriza por uma preferência de tecnologias já provadas. Em função das exigências por aços de aplicações diversas e especificações restritas, torna-se necessário o desenvolvimento de tecnologias para a melhoria da qualidade de produtos Siderúrgicos e aumento de produtividade via processo de Lingotamento Contínuo, uma vez que, este método predomina substancialmente sobre o método de lingotamento convencional devido a um menor custo operacional, maior produtividade, maior rendimento metálico e possibilidade de produção de materiais de diferentes formatos do produto atrelado a melhores condições de trabalho, embora exija um alto capital inicial. A figura 1.1 mostra a evolução mundial de produção de aços e a participação crescente do processo de lingotamento contínuo, entre os anos de 1970 a 2010 e a figura 1.2, ilustra a máquina de Lingotamento Contínuo com seus principais equipamentos. Figura 1.1- Evolução da produção mundial de aços e contribuição do processo de lingotamento contínuo (Burgunder, 2000). 1 TORRE DISTRIBUIDOR MOLDE SEGMENTOS M. CORTE BARRA FALSA ÁREA RUNOUT Figura 1.2 - Representação esquemática de uma máquina de lingotamento contínuo de placas, dois veios, (Carvalho, 2008). Os fenômenos ocorrentes no interior do molde afetam as taxas de dissipação de calor e de crescimento da casca sólida e, são dependentes da combinação de diversas variáveis e parâmetros operacionais, tais como: composição e taxa de alimentação do fluxante do molde; grau de superaquecimento e composição do aço líquido entrante no molde; geometria dos furos de saída e profundidade de imersão da válvula submersa; velocidade de lingotamento; dimensões da placa, entre outros. Sabe-se que os fenômenos associados com o regime turbulento causado pelo jato de aço e o trem de bolhas de argônio nas mediações das portas da SEN (válvula submersa) e região do menisco no molde de Lingotamento Contínuo são responsáveis por uma gama de defeitos do produto final, tais como: Slivers, Blisters, Lamination, etc. A figura 1.3 mostra um gráfico com a estratificação dos defeitos mais comuns de reclamações procedentes do mercado Norte Americano; defeitos oriundos do arraste de pó fluxante e escória do Molde, representam em torno de 62% de todos aqueles que são gerados no Molde de Lingotamento Contínuo, por possível turbulência no menisco. Estes defeitos são genericamente chamados de Lamination. 2 Figura 1.3 - Gráfico de Barras do defeito Lamination, cliente preferencial da empresa versus mercado USA (Relatório interno de Qualidade 2002). Esta observação ressalta a necessidade do desenvolvimento de trabalhos focados na região do menisco no molde com o objetivo de reduzir os defeitos superficiais nas placas produzidas via Lingotamento Contínuo. 3 2. OBJETIVOS 2.1. Objetivo Geral Avaliar as condições de turbulência na região do menisco do Molde de Lingotamento Contínuo via Modelagem Física, para ganhos de qualidade e produtividade. 2.2. Objetivo Específico Este trabalho visou investigar, através de modelagem física, os efeitos de parâmetros operacionais e variáveis, tais como: velocidade de lingotamento; geometria, profundidade de imersão, inclinação dos furos da válvula submersa, sobre a estabilidade do fluxo de aço na região do menisco. Procurou-se correlacionar os resultados experimentais com a incidência de defeitos específicos oriundos de aprisionamento de pó fluxante e formação de Trincas longitudinais em uma dada operação industrial. 4 3. REVISÃO BIBLIOGRÁFICA A operação de LC, caracterizada pela transformação líquido-sólido, representa a última oportunidade de influir decisivamente nas propriedades químicas e físicas do aço. Esta afirmativa pode ser considerada exagerada desde que tratamentos termomecânicos posteriores são responsáveis pela forma e propriedades, tais como percebidas pelo consumidor. Entretanto, num tom pessimista, uma operação de LC mal conduzida pode levar a semiprodutos, ou seja, placas lingotadas com características desfavoráveis tais como: baixo grau de limpeza interna; baixa qualidade superficial e sub-superficial; presença de trincas, slivers, alto grau de segregação, que os tornam inviáveis quanto à utilização. Eventualmente, mesmo uma operação correta, do ponto de vista de características do produto, pode ser comprometida do ponto de vista econômico. São muitos os aspectos que determinam as características dos semi-produtos de lingotamento. O molde, lugar da solidificação inicial, é considerado ser o coração da máquina de LC. Neste devem ser levadas em conta, por exemplo: a transferência de calor molde-metal. A figura 3.1 evidencia alguns aspectos de lingotamento contínuo observados no molde, tais como: a presença de zona de resfriamento primário responsável pela primeira solidificação; os diversos estados físicos das camadas de fluxante do molde; a frente de solidificação, entranhamento da escória de molde na poça de aço; a formação de marcas de oscilação; o gap de ar; o comportamento do jato de aço líquido na saída da SEN; flotação e aprisionamento de bolhas e inclusões não-metálicas e abaulamento. Figura 3. 1 - Representação esquemática de fenômenos na região do molde (THOMAS, 2001). 5 As inclusões não–metálicas são elementos nocivos à qualidade do aço, sendo geralmente aluminatos que, em excesso se depositam nas paredes da SEN gerando um fluxo não uniforme e irregular, responsáveis por eventos de qualidade que promovem variações de níveis do molde acima do especificado e possíveis alarmes de ―breakout‖ e, em alguns casos, interrompem o processo. A velocidade de lingotamento e as dimensões e taper do molde influenciam sobre a fração de remoção e tempo de residência das inclusões na região do molde – da porta de saída da SEN até a região do menisco e até o fundo do molde (ZHANG et al, 2009). A figura 3.2 mostra a influência da velocidade de lingotamento sobre o tempo de residência e fração de remoção de inclusões no interior do molde. Por exemplo, para velocidade de lingotamento de 0.5 m/min, 55% das inclusões de 300µm são removidas; para velocidade de lingotamento de 1.0m/min, 35% das inclusões são removidas, enquanto que para a velocidade de lingotamento de 2.0m/min, apenas 25% são removidas. O tempo de residência de inclusões de 50µm no trajeto até a superfície é sensivelmente maior do que inclusões de 300µm, o que demonstra que o índice de contaminação do veio por inclusões não-metálicas deve-se preferencialmente a populações de inclusões pequenas. Já o tempo de residência das inclusões não-metálicas no trajeto até o fundo do poço é independente da distribuição de tamanhos. Figura 3.2 - Efeito da velocidade de lingotamento sobre o tempo de residência e fração de remoção de inclusões no molde com 1750 mm para lingotamento de placas. (ZHANG et al, 2009). 6 3.1. A importância do pó fluxante e suas implicações para a qualidade do aço Os fluxantes consistem de uma mistura de minerais que, em contato com o aço líquido devem fundir e gerar escória líquida com características específicas para cada condição de Lingotamento. O fluxante do molde, logo acima do menisco de aço é constituído de três camadas (em geral), vide figura 3.3: - Porção não-fundida (pó); - Porção sinterizada - Porção líquida Figura 3.3- Aspecto das camadas de pó fluxante no Molde (A.B. Fox et al, 2002). O ―pó‖ deve ser capaz de realizar as funções seguintes (vide figura 3.4) no Lingotamento Contínuo: Isolamento térmico para prevenir a solidificação do aço no topo é a primeira das funções. Esta função é garantida pela parte pulverulenta da camada, em função do contato deficiente entre as partículas (o que reduz transporte de calor por difusão) e pela oclusão de gás (na ausência de convecção e radiação gases conduzem pouco calor). O efeito de isolamento estaria também associado ao conteúdo de carbono, pois, pós com maior teor de carbono são melhores em isolamento. 7 Figura 3.4 - Funções do Pó Fluxante no Lingotamento Contínuo (Curso Lingotamento Contínuo de Placas da ABM 2008). Prevenção contra reoxidação por contato com a atmosfera seria a segunda função; o filme líquido por sobre o metal pode ser considerado um isolante químico. Absorção de inclusões seria a terceira função. Dependendo do tipo de inclusões e do pó; o requisito termodinâmico é que a escória não esteja saturada no material que constitui a inclusão a ser absorvida. O filme líquido ou escória líquida do pó fluxante também tem a função de absorver e dissolver algumas inclusões que possam ainda estar presentes no aço como também formar um filme de material no estado líquido que atuará como lubrificante, evitando o agarramento do aço líquido com as paredes do molde (Rizzo, 2006). No molde de lingotamento contínuo, durante o processo de lingotamento, existe um descolamento entre as interfaces do metal e do molde que sofre movimentos verticais oscilatórios intermediados por uma camada líquida de pó fluxante em contato com o aço líquido. 3.2. Aspectos fenomenológicos no interior do molde e os mecanismos de arraste O comportamento fluidodinâmico e térmico do aço líquido no interior do molde depende do comportamento fluidodinâmico e térmico do aço na saída da válvula submersa. A figura 3.5 mostra detalhes do comportamento do aço líquido, no interior do molde, para um distribuidor 8 nu – isento de obstáculos ao fluxo, com e sem válvula tampão, evidenciando a presença da escória de cobertura no distribuidor; detalhes da válvula submersa (SEN) – profundidade de imersão, ângulo e abertura de saída da SEN; válvula gaveta para controle do fluxo de aço entrante no molde; injeção de argônio no topo da válvula submersa para remoção de inclusões procedentes do distribuidor; características do fluxante do molde e evolução da pele sólida formada ainda no interior do molde. Figura 3.5 - Detalhes da máquina de LC e Distribuição de fluxos no Distribuidor e no Molde, controle de fluxo via válvula gaveta e via tampão respectivamente (THOMAS & VANKA, 2000, THOMAS, 2001). O estado de turbulência na região do menisco (topo do molde) influencia a formação e crescimento da pele sólida; fusão e lubrificação da escória de molde, aprisionamento de bolhas e de inclusões de escória. Os parâmetros e variáveis que influenciam sobre o estado de turbulência na região do menisco são: velocidade de lingotamento; forma e dimensão do molde; geometria, posicionamento e profundidade de imersão da SEN; ângulo dos furos de saída da válvula submersa (TORRES-ALONSO et al, 2005). A figura 3.6 ilustra o fluxo do jato de aço na saída da SEN (válvula submersa) no interior do Molde. 9 Figura 3.6 - Vetores de velocidade no interior do molde, tendência de formação e desenvolvimento de vórtice na região do menisco (TORRES-ALONSO et al, 2005). A figura 3.7 ilustra dois tipos de distribuição de fluxos no topo do molde: duplo rolo e rolo simples. No caso de rolo simples, as inclusões e bolhas procedentes da válvula submersa parecem possuir maiores chances de escape da poça de metal, em comparação com a do regime de duplo rolo – tendência de recirculação de inclusões e de bolhas de pequenas dimensões, as quais podem ser aprisionadas na casca sólida. Estes dois regimes de fluxo apresentam características distintas de aporte térmico à região do menisco e de dissipação do superaquecimento do aço líquido (THOMAS et al, 2006). Figura 3.7 - Tipos de fluxos na porção alta do molde de LC (THOMAS et al, 2006). 10 Uma condição de elevado nível de turbulência na região do menisco poderá resultar em prejuízos à qualidade estrutural e composicional da pele sólida formada no topo do molde, por exemplo, reoxidação da poça de aço. O estado de turbulência, na parte alta do molde, pode causar a emulsificação metal-escória de molde, figura 3.8, além do aprisionamento de bolhas de argônio, podendo contaminar substancialmente o veio. Figura 3.8 – Mecanismo de arraste de escória do jato da SEN (FELDBAUER & CRAMB, 1995). O arraste de escória de pó fluxante é uma das fontes mais comuns de defeitos superficiais e internos em aços produzidos via lingotamento contínuo (FELDBAUER, 1995). Este autor realizou estudos com base na comparação das características geométricas dos moldes e das relações entre as propriedades físicas dos fluidos. Segundo ele, o arraste está associado a, no mínimo, uma dessas situações: Arraste de escória devido a uso excessivo de gases no molde; Arraste de escória por formação de vórtices devido a escoamentos rotacionais que surgem no molde; Emulsificação da escória devido à tensão cisalhante na interface metal/escória gerado por um escoamento descendente de aço. Os mecanismos de arraste estão intimamente ligados ao tipo de escoamento de aço que se forma dentro do molde. O trabalho de YOSHIDA et al. (2005) apresenta uma análise em que se pode dividir o fenômeno do arraste no molde em cinco tipos de mecanismo que acontecem separadamente durante o lingotamento contínuo de placas. A Figura 3.9 representa o desenho esquemático de um corte transversal de um molde de placa onde estão representados os cinco 11 tipos de mecanismos de arraste para o molde e os tipos de distribuição de fluxos na região do menisco no topo do Molde. Figura 3.9 - 1) Causado pelo fluxo reverso na face estreita do molde; 2) fluxo reverso causado pelo cisalhamento da escória de cobertura; 3) formação de vórtice ; 4) causado pelas bolhas oriundas da SEN; 5) Causado pela diferença de pressão induzida na direção longitudinal. (YAMASHITA e IGUCHI, 2001). (1) Arraste causado pelo escoamento reverso vindo da face estreita (estacionário) – Instabilidade de Taylor-Saffman; (2) Arraste causado pela velocidade superficial (cisalhamento) vindo da face estreita do molde (fenômeno transiente) – Instabilidade de Kelvin-Helmoltz; (3) Arraste causado pela formação de vórtices de Karman, junto à válvula submersa; (4) Arraste causado pelo rompimento de bolhas de argônio na interface entre o aço e a escória; (5) Arraste causado pela diferença de pressão induzida na direção longitudinal ao longo da válvula submersa. O borbulhamento de argônio pela válvula submersa visa a redução do entupimento da mesma. A passagem de um trem de bolhas de argônio pela interface metal-escória de molde intensifica o estado de turbulência e instabilidades que podem induzir a emulsificação metalescória na região do menisco, incorrendo em prejuízos à qualidade final do produto lingotado. A figura 3.10 explicita um possível mecanismo de emulsificação metal-escória na região do menisco. 12 Figura 3.10 - Distúrbio causado pela passagem de bolhas pela interface metal-escória de molde (YAMASHITA & YGUCHI, 2001). De acordo com KATO et al. (2009), o comportamento fluidodinâmico do aço líquido na SEN é determinado pela vazão de argônio, vazão de aço líquido e diâmetro do furo de saída da válvula submersa. A altura do menisco depende da vazão de argônio, da vazão de aço líquido e do diâmetro interno do furo de saída: (3.1) Onde: Qa= vazão de argônio (Nl/min); Ql = vazão de líquido (l/min); D = diâmetro do orifício (mm), H= (mm). A deposição/formação de inclusões sobre a parede interna da válvula submersa causa naturalmente o entupimento total ou parcial, o que provoca uma distribuição assimétrica de fluxos e de temperatura, conseqüentemente crescimento assimétrico da casca sólida na região do menisco além de induzir a assimetria no estado de turbulência na interface metal-escória de molde. Na figura 3.11 mostra o fluxo assimétrico do aço líquido no interior do molde causado pelo entupimento parcial ou total da SEN e a figura 3.12 é um exemplo obtido via modelagem física e matemática da assimetria. 13 Figura 3.11 - Velocidade do aço líquido nas portas da válvula submersa. (SATOU et al, 2006, ZHANG & THOMAS, 2003). (a) (b) Figura 3.12 - Tipos de fluxos na região do menisco, via modelagem física (superior) e modelagem matemática inferior): a) fluxo simétrico; b) fluxo assimétrico (Working Program Delia Jiroveanu, 8/03/2004-31/12/2004, Pratsolis Network). A deposição/formação de inclusões acelera o processo de entupimento da válvula submersa com o aumento da velocidade de lingotamento em conseqüência da maior taxa de acumulação de alumina, figura 3.13 (CRAMB et al, 2003). Da mesma forma, o aumento da velocidade de lingotamento eleva a presença de defeitos superficiais no caso de placas e maiores níveis de 14 turbulência do menisco, intensificando a contaminação da poça de aço em inclusões nãometálicas. CRAMB et al. (2003) explicitam tipo de entupimento da válvula submersa. A intensidade e localização do entupimento da SEN afetam a distribuição de fluxos nas adjacências das portas daquela. A figura 3.13 mostra a deposição das inclusões na parede da SEN. Figura 3.13 - Entupimento da válvula submersa. a) Válvulas Submersas (SEN) seccionados na direção vertical mostrando a região correspondente ao fluxo de aço e formação de alumina; b) obstrução por deposição de alumina (CRAMB et al, 2003). O controle do fluxo no menisco do molde é muito importante não somente para prevenção de breakout, mas também para obter boa qualidade superficial da placa. A concepção básica do controle do fluxo no menisco do molde é importante nos seguintes três pontos (KOLLBERG et al, 2003): (1) – Prevenção contra ao aprisionamento do fluxo no molde principalmente na subsuperfície. (2) – Remoção de inclusões não metálicas na sub-superfície. (3) – Suficiente fornecimento de calor para fundir o fluxo no molde para prevenir a formação de sólido em suspensão no menisco do molde. A velocidade do fluxo no menisco do molde deve ser de 20 a 35 cm/seg para satisfazer os três pontos acima (KOLLBERG et al, 2003). (1) – Prevenção de aprisionamento do fluxo do molde Deste ponto de visto, é geralmente dito que o aprisionamento do fluxo no molde ocorre em velocidades acima de 50 cm/seg. A faixa de 40 ~ 50 cm/seg corresponde a uma velocidade ideal deve ser abaixo de 35 cm/seg. 15 (2) – Remoção de inclusões não-metálicas Considerando ambas, remoção das inclusões não-metálicas e prevenção do aprisionamento da escória do molde, a velocidade do fluxo de aço não deve exceder 50 cm/seg. No entanto deve ser acima de 20 cm/seg para melhorar a remoção da inclusão sub-superficial. (3) – Suficiente fornecimento de calor para fusão do pó fluxante no molde e para prevenir a formação de sólido suspenso no molde Geralmente para atingir um suficiente fornecimento de calor, a velocidade mínima é 10 cm/seg. É necessário ter uma margem de segurança de no mínimo 15 cm/seg. O fluxo de aço no menisco do molde pode ser quantificado pelo cálculo do valor de F, desenvolvido por KUBOTA et al. (1991). De acordo com esta definição F (N/m) pode ser entendido como sendo um parâmetro que relaciona o fluxo no molde ao estado de turbulência da interface. De fato, pode ser facilmente desenvolvido em dois termos: um relativo á força de inércia do jato de aço e outro relativo à sua orientação. As variáveis envolvidas seriam: ρ – massa específica do líquido, (kg/m³); Q – Vazão de entrada do líquido, (m³/s); V – Velocidade no ponto de impacto junto à face estreita, (m/s); D –Distância do ponto de impigimento (ponto de impacto na face estreita do molde) ao Menisco (m) e θ – Ângulo entre o Vetor Velocidade e o plano horizontal no ponto de impigimento. A figura 3.14 mostra a fórmula do valor de F e a relação entre F e o fluxo no menisco. Figura 3.14 - Expressão matemática do fator F (KUBOTA et al, 1991). 16 Se for considerado o fator 1/D, da expressão matemática mostrada na figura 3.14, como coeficiente atenuante do ponto de colisão do fluido até o nível superficial (T. TESHIMA et al, 1988), pode-se interpretar que o valor F é a força que faz elevar a superfície do nível do molde. De acordo com Koolberg et al (2003) existe relação direta entre o valor do fator F e a velocidade superficial, figura 3.15; para obtenção de valores da ordem de 20 ~ 35 cm/seg no menisco, o valor de F seria próximo de 3,0 ~ 4,5. Figura 3.15 - Relação entre o valor F e a velocidade de fluxo no menisco (KOLLBERG et al, 2003). As figuras 3.16 e 3.17 mostram respectivamente a influencia de velocidade do fluxo no menisco (m/seg) sobre o índice de defeitos, e a influencia do valor de F sobre o índice de defeitos, tendo em vista que existe uma relação de F com a velocidade do fluxo. Ambos os valores são referentes a defeitos em chapas Laminadas a Frio. A figura 3.16 sugere que uma velocidade em torno de 20 ~ 35 cm/seg seria a ideal para boa qualidade do produto. Figura 3.16 - Influência da velocidade no menisco sobre o índice de defeito na placa (KOLLBERG et al, 2003). 17 Figura 3.17 - Quantificação da intensidade de turbulência interfacial no interior do molde de lingotamento contínuo, através do fator F (KUBOTA et al, 1991). Como indica a literatura, vide SENGUPTA, J & THOMAS (2006), THOMAS (2006) e KUBOTA et al. (1991), KOLLBERG et al. (2003), estes e outros aspectos relacionam a qualidade do produto à fluidodinâmica no molde, o que justifica a importância de estudos complementares. 3.3. Defeitos gerados nas placas do lingotamento contínuo por inclusões A limpidez ou sanidade do produto lingotado continuamente está vinculada à distribuição de tamanhos e morfologia das inclusões não-metálicas; às concentrações residuais de hidrogênio; nitrogênio; enxofre e fósforo. Basicamente, para um dado conjunto de variáveis e parâmetros operacionais – categoria do aço, superaquecimento, velocidade de lingotamento, projeto do molde, entre outros, as trincas subsuperficiais e a formação de ―ghost lines‖ no processo de lingotamento contínuo dependem de dois parâmetros principais: taxa de extração de calor e geometria do conjunto molde/válvula submersa. A maioria dos setores críticos do processo de Lingotamento Contínuo se encontra no molde e o segmento abaixo do molde. As fontes de inclusões e de bolhas de argônio capturadas no molde são diversas, tanto daquelas entrantes na cavidade do molde e pelo entranhamento de escória devido à existência de vórtices, especialmente, nas imediações da válvula submersa. Se estas partículas – bolhas, escórias e partículas sólidas do fluxante do molde – não são removidas, especialmente durante a operação de escarfagem, transformam-se em defeitos superficiais danosos à qualidade do produto final. Trincas transversais podem ser formadas durante o desempenamento, na raiz 18 das marcas de oscilação. THOMAS (2005) aponta que todos estes defeitos são piorados quando de elevadas flutuações da região do menisco, as quais por sua vez, dependem da distribuição de fluxos no interior do molde. As figuras 3.18, 3.19 e 3.20 evidenciam alguns dos defeitos comuns apresentados por aços solidificados por lingotamento contínuo. Tais defeitos são oriundos de aprisionamento de inclusões como pó fluxante e alumina e ainda, fenômenos de segregação na frente de solidificação (pipe lamination) e geram desclassificação do produto placa devido a estar fora das especificações de clientes por condições físicas, químicas e mecânicas. Figura 3.18 - Efeito de inclusões sobre a criação e conexão de vazios durante a deformação do aço lingotado. (Zhang et Tomas, 2006). Figura 3.19 - Defeitos superficiais em aços laminados em formas de tiras: (a) sliver, (b) e (c) blisters e (d) pipe lamination (apud British Iron and Steel Research Association, London, 1958). 19 a) b) Figura 3.20 - a) Inclusões na superfície de bolhas em lingotes de aço; (Zhan et al. 2004) b) inclusões na superfície das bolhas em aços lingotados continuamente. (Zhang et Taniguchi, 2001). De acordo com KUBOTA et al. (2001), taxas de lingotamento da ordem de 4,5 toneladas / minuto, implicam em velocidade do jato de aço líquido na saída das portas da SEN próxima de 1,8 m/s ou maior. O jato de aço líquido pode causar o aprisionamento de partículas do material fluxante na poça de aço ou aprisionamento de inclusões oxidas e de bolhas de argônio na porção mais profunda do veio. As partículas do fluxante do molde, bolhas e inclusões não metálicas são capazes de gerar defeitos como: Blisters e Slivers. Por isso, é essencial a redução da velocidade do jato de aço líquido nas imediações da SEN de modo a reduzir ou minimizar a freqüência de ocorrência de defeitos. No entanto, é necessário manter o suprimento de calor na região do menisco de modo a manter a operação de lingotamento estável, garantindo a fusão estável do fluxante e com isto a capacidade lubrificante do mesmo. Mudanças na forma, ângulo, área da saída das portas da SEN e profundidade de imersão da SEN, além da vazão de aço entrante no molde, podem ser provocadas com vista no controle da distribuição de fluxos de aço na região do menisco e da SEN. Contudo, mudanças de forma e ângulo das portas da SEN podem ser causadas pela ocorrência de erosão ou entupimento da SEN. A figura 3.21 apresenta os mecanismos responsáveis pela geração dos defeitos Blisters e Slivers. 20 Figura 3.21 - Fenômenos ocorrentes no molde na máquina de LC, formação dos defeitos Blister e Sliver (KUBOTA et al, 2001). De uma maneira geral, se pode resumir os defeitos como Blisters, Slivers, Aprisionamento de Pó Fluxante, Scab e Lamination como defeitos oriundos de inclusões no Molde, com algumas particularidades que os diferenciam: BLISTERS: Inclusões de escória (blister, ou bolha, ou cavidade) são aleatoriamente distribuídas na superfície da placa. Elas são normalmente visíveis somente em superfícies livres de carepa ou em superfícies escarfadas. As causas de Blister são: o aprisionamento de bolhas, de inclusões e de escória residual na pele, devido ao nível inadequado de aço no molde e práticas operacionais que perturbam o menisco; imperfeições da pele do veio devido a pó de lingotamento incrustado que foi capturado do molde; as inclusões não metálicas provenientes do aço; válvula submersa defeituosa, com perfuração ao nível de aço no molde. A figura 3.22 exemplifica a ocorrência do defeito bolha tubular na placa lingotada e sua conseqüência no produto final, ou seja, após laminação da placa lingotada se apresentando como Blister na Bobina. 21 Figura 3.22- Bolha tubular na placa lingotada e sua conseqüência no produto final (Carvalho, 2008). SLIVERS: O defeito Sliver (Lascas), é causado pela presença de inclusões devido ao aprisionamento de pó fluxante por ação de vórtice e ou alta velocidade superficial. A figura 3.23 é referente à presença de inclusão de pó fluxante com conseqüências no produto final. Figura 3.23- Inclusão de pó fluxante e sua conseqüência no produto final (Carvalho, 2008). APRISIONAMENTO DE PÓ FLUXANTE: Também chamado de IP (Incrustação de Pó fluxante) na superfície da placa, sendo um defeito de difícil remoção por escarfagem manual, 22 causado por grande turbulência no molde. As figuras 3.24 e 3.25 apresentam respectivamente os elementos característicos do tipo de inclusão e seu aspecto e conseqüência no produto final. Figura 3.24- Elementos químicos característico de pó fluxante (Carvalho, 2008). Figura 3.25- Aspecto microscópico da inclusão de pó fluxante e sua conseqüência no produto final (Carvalho, 2008). SCAB: De acordo com a JFE (2010), o defeito denominado ―Scab/Mold Powder‖, caracterizado por uma escamação da chapa laminada, seria oriunda de três fontes: pó fluxante, 23 forno de reaquecimento de placas e má escarfagem, sendo o primeiro o mais provável. A figura 3.26 apresenta detalhe do defeito Scab. Figura 3.26- Detalhe do defeito Scab com superfície exposta com cavaco (Carvalho, 2008). LAMINATION: Defeitos oriundos do arraste de pó fluxante e escória do molde que são gerados no molde de lingotamento contínuo por possível turbulência no menisco, são chamados de Lamination. A figura 3.27 apresenta detalhe do defeito Lamination e sua conseqüência no produto final Figura 3.27- Detalhe do defeito Lamination e sua conseqüência no produto final (Carvalho, 2008). 24 A figura 3.28, apresenta a caracterização da ocorrência dos defeitos bem como o percentual estatístico de ocorrência de cada defeito em uma dada usina siderúrgica (Carvalho 2008). Figura 3.28- Caracterização da ocorrência dos defeitos Slivers, Lamination, Blisters e Scab (Carvalho, 2008). Trincas e micro-trincas são um dos mais sérios de todos os defeitos ocorrentes durante o processo de solidificação do aço líquido. Brimacombe e Sorimachi (1977) classificaram as origens das trincas, sistematicamente. De acordo com estes pesquisadores as forças internas e externas maiores concentram-se para provocar a geração e propagação de trincas. Durante a solidificação, as trincas superficiais e internas podem ser resultantes dos gradientes de temperatura, sob a forma transversal e longitudinal na superfície, conforme mostrado nas figuras 3.29 e 3.30. 25 Figura 3.29 - Exemplo de trincas transversas formadas durante o processo de solidificação via lingotamento contínuo (BRIMACOMBE & SORIMACHI, 1977). Figura 3.30 - Tipo de defeitos em uma placa lingotada continuamente: trincas transversais, longitudinais, trincas faciais, trincas de quinas, colônia de trincas; pinholes, marcas de oscilação; macroinclusões. (BRIMACOMBE & SORIMACHI, 1977). O defeito Trinca longitudinal é um defeito superficial típico, que ocorre nas proximidades do centro da largura da placa e apresenta características metalográficas típicas, tais como, segregação local de fósforo, de carbono, de manganês e de enxofre tanto na direção do comprimento quanto na profundidade. Segundo Valadares et al (2002), as trincas longitudinais faciais desenvolvem-se na direção do comprimento e da espessura do veio e ao longo das segregações. A figura 3.31 apresenta uma fotografia de uma trinca longitudinal no centro da face de uma placa de lingotamento continuo. 26 Figura 3.31 - Trinca Longitudinal no centro da face de uma placa de lingotamento Contínuo. (Valadares et al, 2002). Os aços com teor de carbono de 0,09% e até 0,17% apresentam altíssimo potencial de ocorrência de Trincas Longitudinais. Nestes aços, após a reação Peritética, que ocorre a 1493°C, estariam presentes a ferrita delta e a austenita, com acentuada tendência à contração por causa da diferença de densidade entre a ferrita delta e a austenita. No caso dos aços alto carbono, a presença da fase líquida alivia muito as tensões geradas pelas transformações de fase. Por apresentarem pouca variação volumétrica logo abaixo da reação peritética, tanto o aço alto carbono como o baixo carbono dão origem a uma superfície lisa no produto lingotado. A tabela 3.I apresenta um balanço das fases austenita, ferrita delta e líquido, imediatamente antes e após a temperatura peritética. Tabela 3-I - Balanço das fases antes e após a temperatura peritética (VALADARES,2006). 27 As trincas longitudinais geralmente se formam no molde e podem aparecer em diferentes formas. Elas podem se abrir ainda mais na zona de resfriamento secundário e mesmo resultar em Breakouts. A propensão a Trincas Longitudinais aumenta com o seguinte: Grandes larguras de placas; Altas temperaturas de lingotamento (elevado Super-Heat); Teores de Carbono na faixa do Peritético, entre 0,08% e 0,145%, causando contrações e gaps; Teores de Enxofre abaixo de 0,0030% e acima de 0,020%; Velocidade de lingotamento não adequada para o pó-fluxante selecionado; Profundidade de imersão não adequada para a válvula submersa (SEN); SEN descentralizada; Controle inadequado do nível de aço no molde; Baixo desempenho do pó de lingotamento; Segundo a JFE (2010), as trincas longitudinais podem ocorrer em diferentes formas e em diferentes posições na placa de lingotamento contínuo conforme segue: Trincas Superficiais Longitudinais Profundas de Face Larga: Estas trincas se formam, na maioria das vezes, no meio das faces largas das placas, freqüentemente em uma depressão. Elas podem se estender por todo o comprimento do veio e podem apresentar profundidade de até 50mm. A causa seria o resfriamento desigual do molde devido a: Condição inadequada ou forma inadequada das paredes do molde, ou resfriamento (por água) inadequado do molde; Baixo desempenho do pó do molde (baixa lubrificação, má formação de camada superficial de escória); Condições inadequadas do molde, tais como controle do nível de aço no molde, fluxo assimétrico, válvula submersa fora de centro. Conseqüentemente, se observa o crescimento desigual da pele ao longo do perímetro da mesma, com diferenças na espessura da pele de até 15mm na saída do molde. Isto causa tensões transversais que resultam em trincas longitudinais justamente quando a pele do veio 28 não é forte o suficiente para suportar tensões elevadas. O alinhamento acurado do molde, com os ―foot rollers‖ e o primeiro segmento de rolos de suporte (Segmento 0) também é importante, já que, de outra forma, o gap pode se formar entre a pele e a parede do molde. Trincas de Início de Seqüência, Longitudinais e Profundas: Apresenta a mesma aparência das trincas longitudinais profundas. Estas trincas se iniciam a uma curta distância após o começo da primeira placa. Tem por causa a tensão térmica devido ao resfriamento desigual durante o preenchimento do molde. A utilização de um pó de partida pode ajudar. O arranjo não apropriado da sucata de refrigeração, colocada na cabeça da barra falsa, pode impedir a contração da placa. Trincas Longitudinais Curtas: Estas trincas, a maioria com comprimentos entre 8 e 100mm com profundidade de até 10mm, podem estar distribuídas em toda a superfície da placa e, geralmente, estão espalhadas aleatoriamente. Freqüentemente não são detectadas durante a escarfagem. Todas as causas citadas previamente são causas destas trincas, mas principalmente aquelas que resultam em crescimento desigual da pele e tensões térmicas e também resfriamento não uniforme pelos sprays. Trincas Longitudinais Próximas aos Cantos: Estão localizadas próximas dos cantos dos veios, nas faces largas ou estreitas da placa. São de comprimento e profundidade variáveis. Freqüentemente são acompanhadas de Bulging da face estreita e de trincas internas. Trincas longitudinais próximas às quinas são freqüentemente precursoras de um ―breakout‖. Tem por causa o ―taper‖ insuficiente das faces estreitas do molde, de tal forma que a pele do veio contrai de maneira antecipada. O ―taper" excessivo da face estreita causa cambagem da pele da face larga, especialmente nas quinas. Outras causas podem estar relacionadas a resfriamento insuficiente das faces estreitas e também ajuste incorreto dos rolos de suporte dos lados estreitos. A ocorrência de trinca longitudinal em baixas velocidades de lingotamento pode ser explicada pela baixa velocidade de fluxo no menisco de acordo com a JFE (2010). Pode ser estimado que em baixas velocidades de fluxo do menisco, para o qual ocorre menor suprimento de fluxo de calor ao mesmo, se observam condições características de "menisco frio"; com a 29 possível formação de ilhas de material solidificado, baixa velocidade de fusão do pó fluxante e conseqüente deficiência de lubrificação. A contramedida adotada para isto é proposta na tabela 3.II. Imersões menores, por exemplo, 120 mm, e alta taxa de vazão de argônio no tampão (10l/min) são recomendadas. Ainda de acordo com esta tabela as condições para formação de trincas longitudinais, podem ser explicitadas em termos do valor de F. Tabela 3-II - Condições de Lingotamento para ocorrência de trincas longitudinais e para prevenção (JFE, 2010). Em outras palavras, velocidades baixas, da ordem de 0,8 a 0,9 m/min, provocarão trincas devido ao freezing do menisco. No caso desta empresa em particular (JFE, 2010) trabalha-se com vazão de água de resfriamento decrescente com velocidades de lingotamento decrescente, de modo a manter a extração de calor no molde aproximadamente inalterada. Deve-se antever, caso da aplicação discorrida nesta dissertação, que as condições de trocas térmicas seriam diferentes em operações em que a vazão de água é mantida constante, independente da velocidade de lingotamento (para todas as faixas de velocidade (0,8 a 2,1 m/min) trabalha-se com a mesma quantidade de água no Molde 5000l/min). 30 4. METODOLOGIA Para a condução dos experimentos foi utilizado um modelo em escala reduzida, 0,6: 1 de um molde de lingotamento de placas, construído em acrílico sendo empregado um único tipo de válvula submersa, nomeada "Padrão". A válvula padrão possui uma geometria de porta de saída de válvula, em formato ―ovalada‖, com dois ângulos diferentes, 15°e 25°. As diversas geometrias são mostradas na figura 4.1 e na figura 4.2 o desenho da SEN (válvula submersa). a) b) Figura 4.1 - a)Vista da montagem experimental do molde; b) Exemplo de geometrias da porta de válvulas submersas feitas em acrílico. Figura 4.2 – a)Vista real da válvula submersa (SEN). 31 As várias combinações testadas estão expostas na tabela 4.I. Os valores máximos e mínimos de throughput foram definidos considerando os valores típicos industriais, com densidade do aço de 7,4 t/m³; tempo de lingotamento menor ou igual a 51 minutos; peso de aço na panela de 220 t; lingotamento por um veio. Tabela 4-I - Parâmetros geométricos e operacionais. Os ensaios foram conduzidos variando-se todos os parâmetros apresentados anteriormente, e compreenderam o seguinte: visualização via plano de laser para determinação do parâmetro F; avaliação do valor F incluindo a vazão de argônio utilizado para selagem contra contaminação atmosférica; avaliação da velocidade subsuperficial no menisco através de velocimetria PIV (Particle Image Velocimetry); análise da incidência de defeitos na placa para se determinar a faixa ótima de valores de F, na qual os mesmos são minimizados. 4.1. Determinação do fator de escala As condições de operação de um modelo são, em geral, determinadas a partir de grupos adimensionais que levam em consideração as variáveis físicas que são relevantes ao processo em estudo. Um exemplo de tais grupos é mostrado na tabela 4.II. O fator de escala, =0,6 foi determinado considerando as propriedades da água (massa especifica, viscosidade e tensão superficial) a 20ºC e as propriedades do aço líquido a 1600ºC, ver tabela 4.III, e os adimensionais de Froude e Weber, ver tabela 4.IV. (V ² / L.g )m (V ² / L.g ) p e ( .L.V ² / )m ( .L.V ² / ) p (4.1) 32 Tabela 4-II- Números adimensionais tipicamente utilizados em modelagem física. Grupo Símbolo Definição Aplicação Reynolds Re Lv / Fluxo de fluido Froude Fr v 2 / gL Vazamento em jato Fr. Modificado Frm g v 2 / l g gL Comportamento do sistema líquido/gás Peclet Pe Lv / , Lv / D Convecção forçada ou transferência de massa Weber We Lv 2 / s Formação de bolha, atomização de jatos Morton Mo gL4 / L s3 Velocidade de bolhas em líquidos Schmidt Sc / .D Transferência de massa Prandtl Pr C p / k Convecção livre ou forçada Grashof Gr 2 gTL3 / 2 Convecção livre ou térmica Tabela 4-III - Valores de propriedades físicas relevantes ao modelamento. Sistema Massa específica Viscosidade do líquido Tensão Interfacial Aço/ar 7000 kg/m3 7 mili Pa.s 1,8 N/m Água/ar 1000 kg/m3 1 mili Pa.s 0,08 N/m Permite-se chegar então às seguintes relações entre as variáveis do protótipo e do modelo: Relação entre dimensões: LM LP (4.2) Relação entre áreas: AM 2 AP (4.3) Relação entre volumes: VM 3 VP (4.4) Relação entre velocidades: uM 1 / 2 uP (4.5) Relação entre vazões volumétricas: QM 5 / 2 QP (4.6) Relação entre tempos: tM 1 / 2 tP (4.7) 33 A representação de outros fenômenos mais complexos, existentes na escala industrial, requer a utilização de outros números adimensionais, alguns dos quais apresentados na tabela 4.II. Por exemplo, quanto ao comportamento das inclusões pode-se considerar (ARAÚJO JÚNIOR et al, 2001): Velocidade de ascensão da partícula no modelo, de acordo com a Lei de Stokes: u m p, 2rp2,( m ) g Lm pm 9 m L (4.8) Velocidade de ascensão da partícula no protótipo: u p p 2rp2( p ) g Lp pp 9 p L (4.9) Anteriormente, demonstrou-se que, de acordo com critério de semelhança de Froude, se tem como relação entre velocidades do líquido, no modelo e no protótipo, eq (4.5) u Lm u Lp (4.10) Para que haja similaridade entre o comportamento da inclusão, ou seja, distribuição de velocidades e das trajetórias das partículas, no modelo e no protótipo é necessário que: uL u p uL m u p p (4.11) Esta condição pressupõe que as trajetórias das partículas no modelo e no protótipo sejam semelhantes. Resulta das equações (4.10) e (4.11): u mp, u p p 1 (4.12) e logo: u mp, u pp rp2,( m ) ( ) m Lp 1 2 m rp ,( p ) ( ) p L (4.13) Uma vez que, a viscosidade cinemática é definida como: L L L (4.14) Resulta que: 34 r p ( m) rp( p) p 1 1 L 1/ 4 p 1 L m p L Lp m 1/ 2 (4.15) Desde que os valores de viscosidade cinemática do líquido no modelo e no protótipo possam ser considerados praticamente iguais (água e aço), isto é: Lm 1 Lp (4.16) encontra-se rp ( m ) rp ( p ) p 1 L p 1/ 4 p 1 L m (4.17) Esta equação correlaciona o raio ou tamanho da inclusão, no modelo e no protótipo, para que as trajetórias das mesmas sejam semelhantes para ambos os reatores: modelo e protótipo, levando-se em consideração as diferenças de massa específica entre as partículas sólidas e o fluido, nestes reatores respectivamente. A figura 4.3 apresenta parâmetros para calculo do fator F para o caso da máquina industrial. Portanto, a massa específica é a do aço, aço = 7000 kg/m3 e os outros parâmetros precisam ser ajustados, ou medidos, de acordo com as condições operacionais estabelecidas. Figura 4.3- Cálculo de F para máquina industrial. 35 Quando a determinação dos valores de F é feita via modelagem física é comum o uso de água como líquido de trabalho, isto é agua = 1000 kg/m3. O modelo pode ser construído em escala natural =1 (mesmas dimensões do molde industrial e SEN industrial) ou em escala reduzida. No caso em questão =0,6 (reduzida). Em qualquer dos casos se faz necessário transpor os valores de F medidos no modelo para a máquina industrial. Considere-se então, figura 4.4, o modelo em escala. Figura 4.4 - Determinação de valores de F no modelo. Admite-se que alguns parâmetros geométricos lineares são simplesmente ajustados através do fator de escala. O modelo é operado considerando o critério adimensional de Froude, de modo que as vazões volumétricas e as velocidades no modelo e na máquina industrial apresentam relação conhecida, por exemplo, Tabela 4.IV: Tabela 4-IV – Relações entre modelo e protótipo. Industrial D Modelo D H W/2 Ve Q H W/2 1 / 2 Ve 2,5 Q 36 Por outro lado, se existe semelhança entre as operações no modelo e máquina, é natural pressupor que os ângulos e não se alteram. Após estes argumentos a razão entre os valores de F, máquina industrial e modelo, fica como: aço Q Ve (1 sen ) aço 1 Fi 7 4D industrial = 2 2 Fm agua agua Q Ve (1 sen ) 4D (4.18) mod elo 4.2. Determinação do parâmetro F via plano laser O fluxo no menisco pode ser qualificado através do Fator F. Na formulação proposta, parâmetros operacionais – tamanho do molde, velocidade de lingotamento, geometria da válvula submersa (ângulo da porta, diâmetro, abertura), são levadas em consideração. A técnica de visualização de fluxo consiste em incidir um plano de laser contra o modelo de modo que este ilumine partículas (de densidade igual a do líquido e pequenas dimensões) contidas no fluido. As partículas tendem a acompanhar o fluxo do líquido, permitindo desta forma a identificação da trajetória. A figura 4.5 mostra imagens obtidas através desta técnica, bem como exemplo dos parâmetros geométricos determinados. Utilizou-se Hélio ou ar para simular a injeção de argônio, para se avaliar a influência das bolhas no fluxo de aço no menisco do molde. Este experimento foi realizado para cada combinação de vazão de líquido, geometria da SEN, profundidade de imersão e dimensões da placa, já apresentados na tabela 4.I. Figura 4.5 - Determinação dos parâmetros Ө e D através da técnica de visualização por plano de laser. 37 Tendo sido determinados e D, figura 4.3, outros parâmetros também foram medidos, ou estimados, como se segue. A vazão de água foi medida através de medidor eletrônico de vazão Fisher-Rosemont; a densidade da água foi assumida ser 1000 kg/mm². Nos casos para os quais não houve medição direta de velocidade no ponto de impacto, V, optou-se por tomar como valor característico de velocidade aquele correspondente à vazão medida pela porta da SEN, isto é: V = Q/Área da porta da SEN. (4.19) A vazão de Hélio utilizado para simular o argônio industrial foi de 5,5 l/min (modelo), para condições de semelhança (considerando a expansão térmica e a compressibilidade devida à coluna de líquido na saída da SEN, e razão entre vazões de gás e líquido iguais, no modelo e protótipo. 4.3. Velocidade medida através do PIV (Particle Image Velocimetry) PIV (Particle Image Velocimetry) é uma técnica não intrusiva de medição de velocidades, aplicável em fluidos transparentes, para fins de pesquisa e diagnóstico e problemas envolvendo fluxo, turbulência, atomização e combustão. Portanto com aplicabilidade a medidas em fluxos aquosos (como no caso deste modelo de molde, o qual emprega água para emular aço), inclusive para validação de resultados de CFD (Computational Fluid Dynamics). A técnica consiste basicamente em seguir o fluxo de micropartículas dispersas no fluido, as quais por sua vez (em função de suas características de forma, tamanho e densidade, ―seguem o fluxo‖). Esta operação é realizada dentro de uma ―área de interrogação‖ via iluminação por um plano de laser pulsante (essencialmente laser sheet visualization) e por meio de câmera CCD, conforme Figura 4.6. 38 Figura 4.6 – Esquema de funcionamento de um aparelho PIV, de acordo com a DANTEC. As imagens são estocadas na memória do computador e digitalizadas, sendo todas elas subdividas em tais regiões. Matematicamente, a correlação entre duas imagens permite a obtenção do deslocamento médio das partículas durante o intervalo de tempo entre pulso do laser, o que permite a obtenção do vetor velocidade, conforme figura 4.7. Para cada combinação experimental deve-se adquirir 300 imagens, obtendo-se 300 mapas vetoriais e conseqüentemente um mapa vetorial médio, do qual foram extraídos os valores de velocidade. Figura 4.7 - Princípio de determinação de velocidade de partículas pela técnica PIV. Utilizou-se duas regiões para aplicação da técnica PIV, sendo a primeira região o ponto de impacto ou impingimento, citada no item 4.2, cuja velocidade é importante na determinação 39 do fator F. A outra região é a chamada região superficial ou região do menisco, com o objetivo de avaliar a existência de uma correlação entre o valor de F e a velocidade superficial. Esta correlação torna possível antecipar faixas operacionais com maior probabilidade de ocorrência de defeitos. Para avaliação da velocidade na região superficial ou no menisco através da técnica PIV, adotou-se como ponto da determinação da velocidade aquele na metade da distância entre a SEN e a face estreita do molde e a 3 cm abaixo da superfície, conforme se vê na figura 4.8. Figura 4.8 – Ponto de medição para comparação de velocidade PIV no menisco versus Modelagem Física. Para avaliação da velocidade no ponto de impacto através da técnica PIV, adotou-se como ponto de medida aquele referente à bifurcação do fluxo, conforme se vê na figura 4.9. Figura 4.9 – Ponto de medição para comparação de velocidade PIV no ponto de impacto versus Modelagem Física. 40 4.4. Relação entre resultados de qualidade da placa lingotada e aqueles encontrados na modelagem física Para que se possa confirmar a efetividade dos resultados experimentais, determinados na modelagem física do molde de lingotamento, com os parâmetros geométricos e operacionais citados na tabela 4.I, procurou-se uma correlação com os resultados industriais relativos a defeitos em placas. Isto se deu como se segue: (1) – A partir dos resultados do valor F determinados no modelo, utilizou-se a equação de regressão correspondente para se estimar os valores de F referentes a uma máquina industrial (Gerdau Usina Ouro Branco), lingotando placas de aços da família do Médio Carbono e Peritético, por se tratar historicamente de aços com menor índice de clogging, sem grandes interferências como entupimento da válvula submersa; (2) – Os valores de F foram então identificados entre as placas com e sem defeitos. Os defeitos considerados incluíram aqueles oriundos de pó fluxante (Lamination, Scab, Blister, Sliver) e trincas longitudinais. A incidência destes defeitos foi avaliada quanto à freqüência do defeito (peso de placas com defeito no cliente/peso de placas aprovadas x 100). As trincas foram avaliadas também quanto à severidade das mesmas, em termos de profundidade das mesmas. 41 5. RESULTADOS E DISCUSSÃO 5.1. Controle do fluxo no menisco via parâmetro F. As figuras 5.1 a 5.8 mostram como os fatores operacionais como imersão da válvula submersa, vazão e largura fazem variar o valor F, calculado a partir do valor da velocidade média. Nestes casos, optou-se por tomar como valor característico de velocidade aquele correspondente à velocidade média na porta da SEN. Foram realizados testes com e sem utilização do Hélio e percebe-se que o valor de F é influenciado pela imersão da válvula submersa. O valor de F tende a diminuir com o aumento da profundidade de imersão para todas as configurações; tal fato pode ser explicado uma vez que a uma maior imersão da válvula submersa (SEN) implica em ponto de descarga do aço líquido afastado da região do menisco. Tal fato redunda em menores níveis de turbulência na interface metal-escória, contribuindo para a preservação da limpidez do produto lingotado. Entretanto a diminuição do valor de F com o aumento da imersão não fica evidente para a maior largura, 1200mm, e ângulo de porta igual a 25º. Figura 5.1 – Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° sem injeção de Hélio na largura 960 mm no modelo. 42 Figura 5.2 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° com injeção de Hélio na largura 960 mm no modelo. Figura 5.3 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° sem injeção de Hélio na largura 960 mm no modelo. Figura 5.4 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° com injeção de Hélio na largura 960 mm no modelo. 43 Figura 5.5 -Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° sem injeção de Hélio na largura 1200 mm no modelo. Figura 5.6 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° com injeção de Hélio na largura 1200 mm no modelo. Figura 5.7 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° sem injeção de Hélio na largura 1200 mm no modelo. 44 Figura 5.8 - Influência da imersão sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado de 25° com injeção de Hélio na largura 1200 mm no modelo. A formulação matemática para o cálculo de F indica que os valores do mesmo são decrescentes quanto maior for o ângulo de saída do jato; como este está relacionado com o ângulo da porta da SEN espera-se encontrar alguma influência deste sobre o valor de F. Essa tendência pôde ser observada nos ensaios realizados. As figuras 5.9, 5.10, 5.11, 5.12, 5.13, 5.14, 5.15 e 5.16 mostram que, para todas as configurações, quanto maior o ângulo de saída da porta da válvula submersa menor foi o valor de F; e, por conseqüência, menor intensidade de fluxo na região do menisco. Novamente esta tendência se faz menos evidente para a maior largura do molde, 1200 mm, ver Figuras 5.14 e 5.16 Figura 5.9 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 960 mm no modelo e imersão 80 mm. 45 Figura 5.10 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 960 mm no modelo e imersão 110 mm. Figura 5.11 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 960 mm no modelo e imersão 80 mm. Figura 5.12 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 960 mm no modelo e imersão 110 mm. 46 Figura 5.13 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 1200 mm no modelo e imersão 80 mm. Figura 5.14 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado sem injeção de Hélio na largura 1200 mm no modelo e imersão 110 mm. Figura 5.15 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 1200 mm no modelo e imersão 80 mm. 47 Figura 5.16 - Influência do ângulo sobre o valor F. Válvula de corpo padrão com geometria da porta de saída em formato ovalado com injeção de Hélio na largura 1200 mm no modelo e imersão 110 mm. A influência dos parâmetros operacionais sobre os valores de F, θ e D pode ser sintetizada através de regressão múltipla entre estas variáveis. Para o modelo, sem injeção de hélio: F= - 0,09172 + 1003 * vazão [m3/s] - 0,0291 * Ângulo SEN [°] – 8,97 * imersão [m] + 0,339*largura [m]. R² = 91,73%, θ = 13,95 -9,3* largura [m] + 1295 * vazão [m3/s] R² = 36,38%, D = 0,03237 + 0,00368 * Ângulo SEN [°] + 1,6 * imersão [m] +25,6*vazão [m3/s] R² = 88,15%, Para o modelo, com injeção de hélio: F= 0,81247 + 998 * vazão [m3/s] - 0,0224 * Ângulo SEN [°] – 8,83 * imersão [m] -0,507 * largura [m] R² = 87,92%, θ = 21,39 -6,0 * largura [m] –34 * imersão [m] - 1754 * vazão [m3/s] R² = 20,09% D = -0,19209 + 0,00233 * Ângulo SEN [°] + 1,684 * imersão [m] + 59,0*vazão [m3/s] +0,1204* largura [m] R² = 89,25. 48 5.2. Validação utilizando a técnica Velocimetria PIV (Particle Image Velocimetry) O sistema PIV foi utilizado para validar a correlação de F (calculado considerando a velocidade medida pelo PIV no ponto de impacto) com a velocidade no menisco, com o objetivo de se identificar faixas de velocidades propensas a defeitos. Para o cálculo do parâmetro F na região do ponto de impacto ou impingimento, utilizou-se a expressão matemática do fator F vista na figura 3.14. Para os valores do parâmetro F no modelo e na máquina industrial, os resultados seguem conforme a equação (ARAÚJO JÚNIOR et al, 2011): Fi 7 Fm = 2 (5.1) As Tabelas 5.I, 5.II, 5.III e 5.IV apresentam os resultados do cálculo do parâmetro F no modelo e na máquina industrial, com e sem injeção de hélio, sendo F calculado a partir do valor medido da velocidade no ponto de impacto através da técnica PIV. Tabela 5-I – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 15°, vazão 160, 165, 180, 190, 195 l/min, sem injeção de Hélio; velocidade medida no ponto de impacto via PIV. 49 Tabela 5-II – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 15°, vazão 160, 165, 180, 190, 195 l/min, com injeção de Hélio; velocidade no ponto de impacto medida via PIV Tabela 5-III – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 25°, vazão 160, 165, 180, 190, 195 l/min, sem injeção de Hélio; velocidade no ponto de impacto medida via PIV. Tabela 5-IV – Valores de F no modelo e máquina industrial para a Válvula de corpo padrão com geometria da porta de saída em formato ovalado, ângulo 25°, vazão 160, 165, 180, 190, 195 l/min, com injeção de Hélio; velocidade no ponto de impacto medida via PIV. 50 As figuras 5.19 a 5.26 mostram a relação entre o valor de F (calculado a partir do valor medido da velocidade no ponto de impacto através da técnica PIV) e os vários parâmetros operacionais. Como esperado, quanto maior a velocidade de lingotamento, maior o valor de F, o que decorre da definição deste parâmetro. De modo geral quanto maior a imersão da SEN, menor é o valor de F. Entretanto, para a maior largura, 1200mm, esta tendência não é satisfeita (figura 5.26) ou mesmo é contrariada (figura 5.24). Mapas vetoriais foram utilizados como ferramenta de visualização de fluxo (a partir dos filmes obtidos em ―laser sheet visualization‖, fracionados em quadros, o software PIVIEW produz mapas vetoriais de velocidade). Os fluxos foram comparados em imersões de 80 mm e 110 mm para a largura de 1200 mm (modelo), figuras 5.17 e 5.18. Para a configuração com imersão de 110 mm parece existir um maior direcionamento do jato contra a parede do molde, o que justifica maiores valores de velocidade medida pelo PIV no ponto de impacto. Figura 5.17 – Visualização via laser sheet e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 25°. Figura 5.18 – Visualização via laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200, imersão 80 mm, vazão de 165 lpm e ângulo de 25°. 51 Figura 5.19 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° sem injeção de hélio na largura de 960 mm (modelo). Figura 5.20 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° sem injeção de hélio na largura de 1200 mm (modelo). Figura 5.21 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° com injeção de hélio na largura de 960 mm (modelo). 52 Figura 5.22 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 15° com injeção de hélio na largura de 1200 mm (modelo). Figura 5.23 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° sem injeção de hélio na largura de 960 mm (modelo). Figura 5.24 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° sem injeção de hélio na largura de 1200 mm (modelo). 53 Figura 5.25 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° com injeção de hélio na largura de 960 mm (modelo). Figura 5.26 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado de 25° com injeção de hélio na largura de 1200 mm (modelo). A formulação de F implica que os valores dos mesmos devem ser menores quanto maior for o ângulo de saída do jato. Como este deve estar relacionado ao ângulo da porta da SEN esperase encontrar alguma influência deste sobre o valor de F. Essa tendência pôde ser observada, vide figuras 5.29 a 5.35. Entretanto, vide figura 5.36, para a maior largura, 1200mm, e imersão de 110mm, esta tendência é contrariada. Isto em consequência de uma maior velocidade no ponto de impacto observada para o ângulo de 25° em comparação com 15°. As figuras 5.27 e 5.28 mostram a comparação entre os mapas vetoriais para os dois ângulos, na imersão de 110 mm. 54 Figura 5.27 – Visualização do laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 25°. Figura 5.28 – Visualização do laser sheet e mapa vetorial para Válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, e imersão 110 mm, vazão de 165 lpm e ângulo de 15°. Figura 5.29 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 960 mm (modelo) e Imersão 80 mm. 55 Figura 5.30 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 960 mm (modelo) e Imersão 110 mm. Figura 5.31 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 1200 mm (modelo) e Imersão 80 mm. Figura 5.32 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 1200 mm (modelo) e Imersão 110 mm. 56 Figura 5.33 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 960 mm (modelo) e Imersão 80 mm Figura 5.34 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado com injeção de hélio na largura de 960 mm (modelo) e Imersão 110 mm Figura 5.35 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 1200 mm (modelo) e Imersão 80 mm 57 Figura 5.36 - Valor de Vazão de líquido (l/min) versus FM modelo (N/m), válvula saída em formato ovalado sem injeção de hélio na largura de 1200 mm (modelo) e Imersão 110 mm Em geral, admite-se que o ângulo de saída do jato é determinado pelo ângulo físico da porta da SEN. Como se nota, vide figuras 5.37, 5.38, 5.39, 5.40, 5.41, 5.42, 5.43 e 5.44, o ângulo da porta representa o fator principal, mas o ângulo de jato e ângulo da porta não podem ser tomados como sendo iguais. A relação entre o ângulo da porta de saída da SEN e o ângulo do jato com e sem injeção de Hélio para as larguras de 960 mm e 1200 mm é semelhante. Figura 5.37 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 960 mm (modelo) e imersão de 80 mm 58 Figura 5.38 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 960 mm (modelo) e imersão de 110 mm Figura 5.39 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 1200 mm (modelo) e imersão de 80 mm Figura 5.40 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio na largura de 1200 mm (modelo) e imersão de 110 mm 59 Figura 5.41 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 960 mm (modelo) e imersão de 80 mm Figura 5.42 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 960 mm (modelo) e imersão de 110 mm Figura 5.43 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 1200 mm (modelo) e imersão de 80 mm 60 Figura 5.44 - Relação entre o ângulo da porta da SEN e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio na largura de 1200 mm (modelo) e imersão de 110 mm Admite-se ainda que, em função de maior inércia, o ângulo do jato seria maior quanto maior a vazão, o que não foi encontrado nestes experimentos, vide figuras 5.45 e 5.46. Figura 5.45 - Relação entre a vazão (l/min) de líquido e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° sem injeção de hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo) 61 Figura 5.46 - Relação entre a vazão (l/min) de líquido e o ângulo de impacto do jato para a válvula saída em formato ovalado de 15° e 25° com injeção de hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo) Após cálculo do parâmetro F (considerando a velocidade no ponto de impingimento), procedeu-se à medição da velocidade superficial (no menisco). Pressupõe-se uma relação quase linear entre os dois valores, tal como a apresentada na figura 3.15. De acordo com a literatura a faixa pretendida de velocidade subsuperficial na máquina industrial seria de 0,2 m/s a 0,35 m/s. As figuras 5.47 e 5.48 representam as relações entre o parâmetro F (considerando a velocidade medida no ponto de impacto) e as respectivas velocidades medidas na região do menisco, sem injeção de hélio. As figuras 5.47 e 5.48 que se referem respectivamente ao ângulo de porta igual a 15° e 25°. Claramente parece existir uma curva de tendência aplicável para a combinação ―1200mm de largura e 80 mm de imersão‖ e outra, válida para todas as outras combinações de largura e imersão. Observe-se que as velocidades de menisco são menores para a combinação ―1200mm de largura e 80 mm de imersão‖ quando o ângulo da porta é 15º e maiores, quando o ângulo da porta é 25º . 62 Figura 5.47 - Correlação entre FM (parâmetro F do modelo calculado com velocidade medida no ponto de impacto) e velocidade superficial (menisco) para ângulo de 15° (sem injeção de hélio) Figura 5.48 - Correlação entre FM (parâmetro F do modelo calculado com velocidade medida no ponto de impacto) e velocidade superficial (menisco) para ângulo de 25° (sem injeção de hélio) As Figuras 5.49 e 5.50 representam as relações entre o parâmetro F (calculado a partir da velocidade média) e as respectivas velocidades medidas na região do menisco, sem injeção de hélio. Parece existir uma curva de tendência aplicável para a combinação ―1200mm de largura e 80 mm de imersão‖ e outra, válida para todas as outras combinações de largura e imersão. As velocidades de menisco são menores para a combinação ―1200mm de largura e 80 mm de imersão‖ quando o ângulo da porta é 15º . No caso de ângulo da porta igual a 25º uma relação única se aplica a todas as combinações. 63 Figura 5.49 - Correlação entre FM (parâmetro F do modelo calculado a partir da velocidade média) e velocidade superficial (menisco) para ângulo de 15° (sem injeção de hélio) Figura 5.50 - Correlação entre FM (parâmetro F do modelo calculado a partir da velocidade média) e velocidade superficial (menisco) para ângulo de 25° (sem injeção de hélio) Para os testes com injeção de gás Hélio, o PIV apresentou dificuldades específicas quanto ao discernimento entre bolhas e partículas, ainda mais agravadas quando se empregam vazões de líquido maiores, caso em as bolhas são carreadas até o ponto de medição de velocidade de impacto. A influência dos parâmetros operacionais sobre o valor de F (calculado a partir da velocidade medida no ponto de impacto) pode ser sintetizada conforme a equação: F= - 0,1452 + 195 * vazão [m3/s] – 1,59 * imersão [m] R² = 54,52%, 64 Considerando então que a faixa ótima de velocidades seria de 0,20 a 0,35 m/s (na máquina industrial), têm-se para a válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° e 25° sem injeção de Hélio, nas larguras de 960 mm (1600 mm industrial) e 1200 mm (2000 mm industrial), a situação descrita na figura 5.51. Figura 5.51 - Velocidade superficial para máquina industrial empregando válvula de corpo padrão com geometria da porta de saída em formato ovalado de 15° e 25° sem injeção de Hélio nas larguras de 960 mm (modelo) e 1200 mm (modelo) Os pontos em destaque que se encontram fora da faixa especificada podem ser traduzidos como sendo: (1) Molde com 1600 mm de Largura (960 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 180 mm (110 mm no modelo), vazão de lingotamento de aproximadamente 4,21 t/min (160 lpm no modelo); (2) Molde com 2000 mm de Largura (1200 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 180 mm (110 mm no modelo), vazão de lingotamento de aproximadamente 4,44 t/min (165 lpm no modelo); (3) Molde com 2000 mm de Largura (1200 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 180 mm (110 mm no modelo), vazão de lingotamento de aproximadamente 4,81 t/min (180 lpm no modelo); (4) Molde com 2000 mm de Largura (1200 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 130 mm (80 mm no modelo), vazão de lingotamento de aproximadamente 4,44 t/min (165 lpm no modelo); 65 (5) Molde com 2000 mm de Largura (1200 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 130 mm (80 mm no modelo), vazão de lingotamento de aproximadamente 4,81 t/min (180 lpm no modelo); (6) Molde com 2000 mm de Largura (1200 mm no modelo), Válvula Padrão, geometria de saída "ovalada", ângulo da porta de 15º, Imersão de 130 mm (80 mm no modelo), vazão de lingotamento de aproximadamente 5,18 t/min (195 lpm no modelo). Em todos os casos citados a velocidade no menisco se encontra abaixo do valor mínimo recomendável. Os casos de 2 a 6 ocorreram para testes com largura de 2000 mm (industrial) nas imersões de 130 e 180 mm (industrial) e angulo de 15° e o caso 1, se refere a largura de 1600 mm (industrial) na imersão de 180 mm (industrial) e vazão de 4,21 t/min. As figuras 5.52 e 5.53 permitem uma comparação entre os mapas vetoriais para a largura de 960 mm (modelo) nas duas imersões de 110 e 80 mm, com ângulo da porta de saída da SEN igual a 15° e vazão de 160 lpm, sem Hélio. Se nota uma significativa alteração no padrão de fluxo, notadamente à meia distância entre válvula e face estreita, região de medição do PIV. A alternativa para ajuste da velocidade na superfície do molde seria a mudança da imersão da SEN, pois, para uma vazão menor que 180 l/min, tem-se velocidades fora do especificado. Figura 5.52 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 960 mm, imersão 110 mm, vazão de 160 lpm e ângulo de 15° 66 Figura 5.53 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 960 mm, imersão 80 mm, vazão de 160 lpm e ângulo de 15° As combinações referentes à largura de 1200 mm, vazão de 165 lpm, imersões de 80 e 110 mm, e ângulos de porta iguais a 15º e 25º são caracterizadas por mudanças no padrão de fluxo, que chegam a dificultar a percepção de formação de duplo rolo. Esta mudança atinge o ponto de medição de velocidade de menisco, como se exemplifica nas figuras 5.54 a 5.57. A alternativa para ajuste (aumento) da velocidade na superfície do molde seria a mudança do ângulo de saída da porta da SEN de 15° para 25°. Figura 5.54 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 110 mm, vazão de 165 lpm e ângulo de 15° 67 Figura 5.55 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 80 mm, vazão de 165 lpm e ângulo de 15° Figura 5.56 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 110 mm, vazão de 165 lpm e ângulo de 25° Figura 5.57 – Visualização via “laser sheet” e mapa vetorial para válvula de corpo padrão com geometria da porta de saída em formato ovalado, sem injeção de Hélio, largura 1200 mm, imersão 80 mm, vazão de 165 lpm e ângulo de 25° 68 Para se confirmar a aplicabilidade dos resultados experimentais, foi realizado um levantamento de incidência de defeitos em placas, de modo a correlacioná-la às condições operacionais determinadas em termos do parâmetro F. Para determinação do valor de F(calculado a partir da velocidade média na porta de saída da SEN) utilizou-se a equação seguinte, válida para o modelo, com injeção de Hélio: F= 0,81247 + 998 * vazão [m3/s] - 0,0224 * Ângulo SEN [°] – 8,83 * imersão [m] -0,507 * largura [m] R² = 87,92%. Como já citado as condições operacionais abordadas se referem ao lingotamento de aços da família do Médio Carbono e Peritético; os defeitos são aqueles oriundos de arraste de pó fluxante (Lamination, Scab, Slivers) e trincas longitudinais central. Os valores reais dos dados de processo (valores industriais) e especificações dimensionais das placas lingotadas que foram submetidas à avaliação da relação entre F com os defeitos estão apresentados na tabela 5.V. Tabela 5-V – Parâmetros Geométricos e Operacionais- Dados de Processo das Placas que foram submetidas à avaliação da relação entre o parâmetro F com os defeitos As figuras 5.58, 5.59 e 5.60 representam as relações entre o parâmetro F em relação à freqüência do defeito (peso de placas com defeito no cliente/peso de placas aprovadas x 100) para defeitos Lamination e para o defeito Trinca Longitudinal. Para todos os defeitos avaliados, a região do parâmetro F que se deve evitar varia de 5,0 a 7,0 N/m. O aço foi avaliado é o da família Médio Carbono. 69 Figura 5.58 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido a Arraste de Pó fluxante para o aço médio Carbono (%) Figura 5.59 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido à scab (escamação na placa devido à presença de pó fluxante) para o aço médio Carbono (%) Figura 5.60 - Relação entre Parâmetro F (N/m) versus freqüência de defeitos devido a Trinca Longitudinal para o aço médio Carbono (%) 70 Para o defeito trinca longitudinal, foi avaliada sua relação com o parâmetro F levando em consideração o grau de severidade do defeito, que seria a relação da profundidade de trinca com valor de F. Utilizou-se a regressão múltipla ―stepwise‖ para definir os parâmetros de maior influência na incidência de trincas longitudinais. Foi considerado como variável resposta a ―profundidade de trinca‖, ou seja, considerou-se o grau de severidade do defeito. O aço analisado foi o da família peritético. Os resultados mostraram que a profundidade de imersão da válvula submersa e a quantidade de água no molde são parâmetros de maior importância. Isto porque, no caso desta operação industrial, a vazão de água no molde não é ajustada com a alteração da velocidade e, por consequência, para baixas velocidades, implica na redução da taxa de extração de calor, ver figura 5.61, tornando-a irregular e assim contribuindo para a formação das trincas longitudinais. Para imersão de válvula submersa com maiores profundidades, temse trincas mais profundas, o que pode ser explicado pelo congelamento do menisco. Figura 5.61 - Relação entre a transferência de calor na face larga do raio externo versus velocidade de lingotamento Pode-se utilizar como modelo os dados da regressão seguinte: Profundidade TG (mm) = - 4538,1 +1,99 * Imersão da SEN [mm] + 0,89 * fluxo de água no molde[l/min] R2 ~ 63% Procurou-se correlacionar o valor de F ao índice de severidade de TG, vide figura 5.62. 71 Figura 5.62 - Range de defeito para parâmetro F (N/m) levando em consideração F versus profundidade de Trincas Longitudinais A maior severidade de trincas ocorre na faixa de F de 5,0 a 7,0 N/m, o que pode ser explicado pela baixa velocidade de lingotamento (0,8 a 0,9 m/min); as trincas seriam devidas ao freezing do menisco; adicionalmente à inadequação do pó fluxante (recomendado para altas temperaturas, altas velocidades de lingotamento). Portanto, a imersão de válvula deve ser reduzida para minimizar o congelamento do menisco. No caso de parâmetro F com valor maior que 7,0 N/m, observam-se corridas com e sem trincas. Para corridas com imersões acima de 150 mm (velocidade de 1,0 m/min), ocorre o congelamento do menisco e as trincas aparecem. Para corridas, sem trincas a imersão de válvula, foi menor que 144 mm (velocidade de 1,0 m/min), o que promove o aquecimento do menisco. A tabela 5.VI apresenta os parâmetros de processo. 72 Tabela 5-VI – Parâmetros Geométricos e Operacionais- Dados de Processo das Placas que foram submetidas à avaliação da relação entre o parâmetro F e trinca longitudinal. As trincas ocorreram em condições semelhantes ao exposto na literatura, ou seja, velocidades baixas com a válvula menos imersa e válvula com imersões maiores com velocidade visada. Após esta avaliação recomendou-se redução de 8% da água da face larga do molde e limitouse a imersão da válvula submersa em dois set points de 135 mm e 150 mm. O pó fluxante e a válvula submersa foram ajustados com o objetivo de baixar a transferência de calor no molde. Para o pó fluxante aumentou-se a temperatura de cristalização (aumento da temperatura de solidificação ou "Tbreak" e aumento da basicidade CaO/SiO2). A taxa de fusão é parâmetro importante, pois influencia sobre a profundidade do filme de escoria líquida. Filmes mais espessos provêm maior capacidade de abastecimento de lubrificante ao gap, maior resistência a flutuações de nível, e filmes finos podem expor o aço à atmosfera. Para a válvula submersa, os parâmetros como centralização da válvula submersa, projeto da mesma (ângulo e imersão), foram avaliados e caracterizados conforme o parâmetro F, porém, a variável condutividade térmica da válvula submersa que não havia sido considerada, 73 contribui muito para a incidência das trincas longitudinais. Estudou-se um novo tipo de válvula submersa com o objetivo de diminuir a capacidade de transferência de calor, pelo aumento de sua porosidade. A menor condutibilidade térmica reduz a severidade do "hot spot" localizado entre a parede da válvula e a face larga do molde, responsável pela menor espessura da pele naquele local. Após ajuste para aquecimento do menisco (redução da vazão de água, redução da imersão da SEN), troca de pó e material da SEN, obteve-se o resultado exposto na figura 5.63. Figura 5.63 - Range de defeito para F value (N/m) levando em consideração F versus profundidade de Trincas Longitudinais Para F value menor que 7 N/m, mostrou-se que o conjunto das modificações provocou a redução da severidade das trincas longitudinais. Para F value maior que 7 N/mm, ocorreram duas placas de aço com trincas. Isto se deve à ocorrência de alarmes de Breakout, que leva, automaticamente, à redução da velocidade para 0,2 m/min por 5 minutos. Neste caso ocorreu o congelamento do menisco devido a uma causa especial, ou seja, problema operacional. Em outras palavras, em termos de severidade de Trinca Longitudinal, o parâmetro F sozinho não parece explicar todos os aspectos de sua formação deste tipo de trinca. Isto porque, ao se manter constante a vazão de água mesmo, sob condições de redução de velocidade, as condições de trocas térmicas são alteradas de modo significativo, o que não é contemplado na formulação de F. Normalmente, as máquinas de lingotamento contínuo em operação no Japão, de onde foi extraída a filosofia de controle através do parâmetro F, trabalham com redução de vazão de água concomitante à redução de velocidade de lingotamento. 74 6. CONCLUSÕES Dos resultados obtidos, pode-se concluir que: O valor de F (calculado a partir do valor da velocidade média) tendeu a diminuir com o aumento da profundidade de imersão da SEN, resultando em menores níveis de turbulência metal-escória, o que iria contribuir para a preservação da limpidez do produto lingotado; Quanto maior o ângulo de saída da porta da válvula submersa menor foi o valor de F (calculado a partir do valor da velocidade média); e conseqüentemente, menor intensidade de fluxo na região do menisco; O valor de F (calculado a partir do valor medido da velocidade no ponto de impacto) tendeu a diminuir com o aumento da profundidade de imersão da SEN, resultando em menores níveis de turbulência metal-escória, o que iria contribuir para a preservação da limpidez do produto lingotado. Quanto maior o ângulo de saída da porta da válvula submersa menor o valor de F e, conseqüentemente, menor intensidade de fluxo na região do menisco. Porém, para a largura de 1200 mm, sem injeção de Hélio e ângulo de saída da porta da SEN de 25°, os resultados de velocidade de menisco são contrários a esta tendência de caráter geral. Mapas vetoriais indicam que pode haver alteração no padrão de fluxo para largura de 1200 mm, o que pode justificar esta discrepância. Através da técnica PIV, validou-se a relação entre parâmetro F e a Velocidade Superficial; Os testes para largura de 2000 mm (industrial) nas imersões de 130 e 180 mm (industrial) produziram resultados fora da faixa ideal de velocidade no menisco (citada na literatura como sendo de 0,2 m/s a 0,35 m/s). Recomendou-se a mudança do ângulo de válvula de 15° para 25°, com a redução do parâmetro F e com isto a otimização da velocidade superficial para a faixa ideal; Para os testes com largura de 1600 mm (industrial) na imersão de 180 mm (industrial) e na vazão de 4,21 t/min, a velocidade superficial se encontra fora da faixa ideal sendo recomendada a redução da imersão de válvula; 75 Com relação à freqüência de defeitos Lamination, Scab, Slivers, a região de defeitos foi encontrada na região de 5,0 a 7,0 N/m; o lingotamento deve se dar fora desta faixa; Quanto à freqüência de trincas longitudinais, observa-se uma boa correlação com o parâmetro F. Os ajustes recomendados pode-se garantir o não sucateamento de placas; A severidade das trincas longitudinais não pode ser explicada pelo fator F isoladamente, em função da influencia da vazão de água sobre o fenômeno de congelamento de menisco, fenômeno agravado em condições em que a vazão de água é mantida mesmo sob redução de velocidade de lingotamento. 76 7. SUGESTÕES PARA TRABALHOS FUTUROS Testes com larguras menores que 720 mm (modelo) ou 1200 mm (industrial); Medição da velocidade de menisco, mesmo com injeção de gás inerte, via PIV; Simulação numérica via Ansys CFX para comparação com os dados do PIV; Utilização das equações encontradas neste trabalho para avaliação de maior número de dados industriais. 77 8. LISTAS DE PUBLICAÇÕES GERADAS A PARTIR DESTE TRABALHO 1. Carvalho, C.V.D; Costa, L.F.P; C. A. Silva; Silva, I. A; Moreira, L. P; Santos, G.R.T; Silva, I.A; Seshadri, V – Uso de Particle Image Velocimetry e Fluidodinâmica Computacional para Análise de Instabilidades no Interior do Molde de Lingotamento Contínuo- Contribuição técnica ao 43º Seminário de Aciaria – Internacional, 20 a 23 de maio de 2012, Belo Horizonte, MG, Brasil; 2. Carvalho, C,V,D; C.A. Silva; G.A. Vargas; V. Seshadri; Luiz F.P.C; Silva. I.A; Santos, G.R.T; Moreira, L.P - Determination of Flow Instabilities Inside a Continuous Casting Mold by Particle Image Velocimetry and Computational Fluid Dynamics; Aistech 2012 conference, 7-10 May of 2012. 78 9. REFERÊNCIAS BIBLIOGRÁFICAS 1. A.B. Fox et al- Mould powder selection model for continuous casting; Steelmaking Conference Proceedings, 2002, 133-144. 2. ABM; Funções do pó fluxante no Lingotamento Contínuo; Curso de lingotamento Contínuo da ABM (Ouro Branco, Maio 2008). 3. ARAÚJO JÚNIOR, E. S; SILVA, C. A; SILVA, I. A; Moreira, L. P; Costa, L.F.P & ; SESHADRI - Otimização Da Distribuição De Fluxos Do Aço Líquido Na Região Do Menisco Do Molde De Placas De Uma Máquina De Lingotamento ContínuoContribuição técnica ao 42º Seminário de Aciaria – Internacional, 15 a 18 de maio de 2011, Salvador, BA, Brasil. 4. BRIMACOMBE, J & SORIMACHI K., "Crack formation in the continuous cast products"; Continuous Casting, Volume 9, The Iron &Steel Society, 1997. 5. BURGUNDER, H.-U. ed., World Survey of Continuous Casting Machines for Steel, 26th ed. (Zurich, Switzerland: Concast Standard AG, 2000). 6. CARVALHO, Carlos, Relatório de treinamento interno na Gerdau Açominas (Ouro Branco, Setembro 2008). 7. CRAMB, A. W; RASTOGI, R & MADDALENA, R. L – Chapter 9: Nozzle Clogging. The AISE Steel Foundation, Pittsburgh, PA, 2003. 8. FELDBAUER S.; CRAMB A. W. Insights into Slag in the Mold of a Continuos Caster, In: PTD CONFERENCE, 13, 1995, Nashvill, TN. Proceeding, Nashvill, 1995, p 327-339. 9. FREDRIKSSON, H.. The mechanism of peritetic reaction in iron-base alloys. Metal Science, Mar, 1976, pp.77-86. 10. JFE, Kondo- Assistência Técnica na Gerdau Açominas, (Ouro Branco, Setembro 2010). 11. KATO, T; HARA, M; MUTO, A; S. HIRAKI, KAWAMOTO, W -Observation Of Molten Steel Flow In Submerged Entry Nozzle - La Metallurgia Italiana , gennaio 2009, 39-42. 12. KOLLBERG, S; LOFGREN, P & LEHMAN, A - Improving quality and productivity in thick slab casting by direct control of electromagnetic brake (EMBR). In Proceedings of the Int. Conf. AISE (Pittsburgh, USA, 2003), pp. 1–8. 13. KUBOTA, J; HUBO, N; ISII, T; SUZUKI, M, ARANAKI, N & NISHIMCHI, R, Meniscus Flow Control In The Mold By Travelling Magnetic Field For High Speed 79 Slab Caster, Mold Operation For Quality And Productivity, Ed. A.W. Cramb And E. Szekeres (Warrendale, Pa: Iron And Steel Society, 1991). 14. KUBOTA. J, KUBO, N; ISHII, T; SUZUKI, M; ARAMAKI, N & NISHIMACHI, R - Steel Flow Control in Continuous Slab Caster Mold by Traveling Magnetic Field NKK TECHNICAL REVIEW No.85 (2001), pp. 1-9 15. RIZZO, E.M.S. Introdução aos Processos de Lingotamento dos Aços. São Paulo: Associação Brasileira de Metalurgia, 2006. 16. SATOU, K; HIRAYAMA, R; FUJISAKI1, K/ TANIGUCHI, S and SAT, S Mechanism Of The Drift Flow In Continuous Casting And The Effect On The Drift Flow Using The Electromagnetic Field - Fifth International Conference on CFD in the Process Industries CSIRO, Melbourne, Australia 13-15 December 2006. 17. SENGUPTA, J & THOMAS, B. G - Visualizing Hook and Oscillation Mark Formation in Continuously Cast Ultra-Low Carbon Steel Slabs – JOM, TMS online, 2006. 18. STEFANESCU, D.M. Microstructure Evoluction during the Solidification of Steel. ISIJ International, v. 46, n. 6, 2006, p. 786-794. 19. TESHIMA, T. M. OSAME, K OKIMOTO and Y. NIMURA: Steel making Conference Proceedings. Toronto – 71 (1988) pg141. 20. THOMAS & VANKA; ―Continuous Casting,‖ The Encyclopedia of Materials: Science and Technology, K.H. J. Buschow, R. Cahn, M. Flemings, B. Ilschner, E. J. Kramer, S. Mahajan, (D. Apelian, subject ed.) Elsevier Science Ltd., Oxford, UK, Vol. 2, 2001, pp. 1595-1599. 21. THOMAS, B. - Modeling of Continuous-Casting Defects Related to Mold Fluid Flow 3rd Internat. Congress Sci. & Tech. Steelmaking, Charlotte, NC, May 9-12, AIST, Warrendale, PA, 2005, pp. 847-861. 22. THOMAS, B.G. & L. ZHANG - Review: Mathematical Modeling of Fluid Flow in Continuous Casting, ISIJ International, 41(10) (2001), pp. 1181–1193. 23. THOMAS, B.G. Modeling of Continuous-Casting Defects Related to Mold Fluid Flow - Iron and Steel Technology (AIST Transactions), 3 (7) (2006), pp. 128–143. 24. TORRES-ALONSO, E; MORALES, R. D ; DAVILA, O & DEMEDICES, L. G Fluid Flow Structure in Thin Slab Mold - Ainstech 2005 Proceedings - Volume II, p 49-65 25. VALADARES, C. A. G.; BEZERRA, M. C. C. Análise do mecanismo e das principais causas de ocorrência de trincas longitudinais em placas de lingotamento 80 contínuo. In: Seminário de Fusão, Refino e Solidificação dos Metais, 33, 2002, Santos. Steelmaking Seminar. São Paulo: Tec Art Editora Ltda, 2002. 26. VALADARES, C.A.G. Curso de Lingotamento Contínuo de Placas. São Paulo: Associação Brasileira de Metalurgia e Materiais, 2006. 27. YAMASHITA, S & IGUCHI, M - Mechanism of Mold Powder Entrapment Caused by Large Argon Bubble in Continuous Casting Mold - ISIJ International, Vol. 41 (2001), No. 12, pp. 1529–1531. 28. YOSHIDA, J.; OHMI, T.; IGUSHI, M. Cold Model study of the Effects od Density Difference and Blockage Factor on Mold Powder Entrainment, ISIJ International, Tokyo, v.45, n.8, p.1160-1164, 2005. 29. ZHANG, L & THOMAS, B. G - State of the Art in the Control of Inclusions during Steel Ingot Casting - Metallurgical And Materials Transactions B Volume 37b, October 2006—733-760. 30. ZHANG, L., THOMAS, B.G. Review: State of the Art in Evaluation and Control of Steel Cleanliness - SIJ International, Vol. 43 (2004), No. 3, pp. 271–291. 31. ZHANG; L; WANG, Y & ZUO, X; LI, S; JIN, W - Transport of Fluid Flow and Inclusions in Continuous Casting Strands – AISTECH 2009. 81
Download