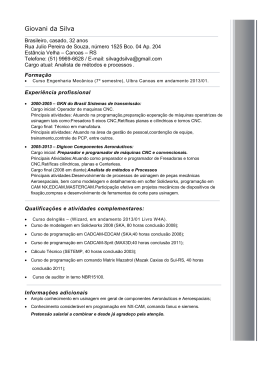
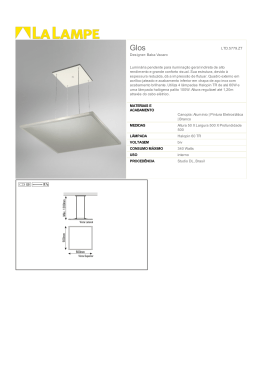
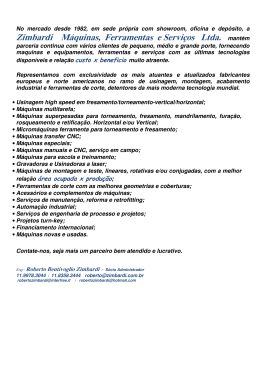
7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 20 a 24 de maio de 2013 – Penedo, Itatiaia – RJ - Brasil May 20th to 24th, 2013 – Penedo, Itatiaia – RJ – Brazil INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO ACABAMENTO DE CERAS PARA MODELAGEM DE JOIAS VIA FRESAMENTO CNC Mariana Pohlmann, [email protected] Fábio Pinto da Silva, [email protected] Lauren da Cunha Duarte, [email protected] Wilson Kindlein Júnior, [email protected] LdSM/UFRGS, Osvaldo Aranha 99, sala 604 – Porto Alegre, RS. Resumo: O presente trabalho apresenta uma análise comparativa do acabamento obtido em função da velocidade de avanço no processo de fresamento CNC em cinco tipos de ceras para fabricação de modelos utilizadas pela indústria joalheira. Nos ensaios, foram utilizadas fresas cônicas com diâmetro de ponta 0,2 mm e ceras para modelagem cuja dureza varia de 52 a 63 na escala Shore D. Com a análise dos resultados, foi possível verificar a influência da velocidade de avanço no acabamento. As velocidades mais baixas resultaram menor rugosidade aparente e permitiram a obtenção de seções mais estreitas. A partir dos ensaios, foram determinadas velocidades adequadas para a relação produtividade versus acabamento. Foram ainda determinadas relações entre as propriedades mecânicas do material e os parâmetros testados, comprovando-se que a cera com maior dureza apresenta as melhores condições de acabamento. Este trabalho demonstra a viabilidade de otimização da fabricação de joias, já que avalia as condições de usinagem em relação ao tempo de processo, bem como a possibilidade de redução das operações de acabamento realizadas após obtenção dos modelos por usinagem. Palavras-chave: fresamento CNC, ceras para modelagem, indústria joalheira 1. INTRODUÇÃO Tendo em vista ganhos expressivos na inovação e na competitividade, o setor joalheiro nacional busca constantemente incorporar novos recursos a fim de eliminar erros e agilizar a fabricação de modelos. Dentre as diversas tecnologias passíveis de serem empregadas na produção de joias, a usinagem CNC, é amplamente utilizada por empresas de todos os portes (Rebello, 2007; Benz, 2009). Apesar de possuir algumas restrições geométricas, esse processo atende plenamente às necessidades do setor. Podese considerar como grande vantagem da usinagem CNC o custo operacional relativamente baixo e a versatilidade, permitindo a produção de ferramentas, gabaritos e moldes (Rebello, 2007; Benz, 2009). Além dos exemplos citados, a usinagem é essencialmente utilizada pela indústria joalheira na confecção de modelos que serão submetidos à microfusão. A usinagem, associada à microfusão, otimiza o processo de produção de joias em larga escala, pois reduz o índice de retrabalho, de perda de material e garante maior qualidade e produtividade mantendo a expressividade formal da peça original (Rick, 2006; Rebello, 2007; Giuliano, 2008). Para produção dos referidos modelos, são utilizadas ceras para modelagem, comercializadas em diferentes formatos e propriedades (Salem, 2002). Esses materiais são comumente formulados a partir de cera de abelha, cera microcristalina, parafina, breu e etil vinil acetato (EVA). São conhecidas ceras com mais de 47 diferentes composições. A diferenciação varia de acordo com as propriedades desejadas e da técnica a ser empregada na produção do modelo em cera (Giuliano, 2008). Como ferramentas de apoio ao saber tradicional, softwares de modelagem tridimensional mais intuitivos estão sendo difundidos entre os profissionais do setor joalheiro (Santos et al, 2003; Benz, 2009). Não obstante, melhorias técnicas, tais como a criação de dispositivos menores e mais baratos, estão sendo feitas nos equipamentos de usinagem a fim de tornar a tecnologia mais acessível aos pequenos empresários (Benz, 2009). Neste sentido, o presente trabalho apresenta uma análise comparativa do acabamento obtido em função da velocidade de avanço no processo de usinagem por fresamento CNC em ceras para fabricação de modelos utilizadas pela indústria joalheira. Demonstra-se a viabilidade de otimização da fabricação de joias, já que são avaliadas as condições de usinagem em relação ao tempo de processo, bem como a possibilidade de redução das operações de acabamento realizadas após obtenção dos modelos por usinagem. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J 2. MATERIAIS E MÉTODOS Para a realização do presente estudo, foram usinadas amostras de cinco ceras para modelagem da linha Ferris® File-a-wax® (Fig. 1). Por apresentar diferentes propriedades, cores específicas são atribuídas a esses materiais a fim de facilitar sua identificação e comercialização. Dentre as características das amostras, destaca-se a dureza tendo em vista sua relevância para as operações usinagem. De acordo com informações fornecidas pelo fabricante, a cera azul possui dureza Shore D 52; a roxa e a verde, dureza 55, a gold, dureza 58; e a wizard, dureza 63. Demais especificações estão disponíveis na Tab. 1. Cabe destacar que, atualmente, apenas as três primeiras são comercializadas por representantes no Brasil; a gold (coloração amarelada) e a wizard (coloração alaranjada) foram adquiridas através de representantes internacionais. Figura 1. Ceras para modelagem utilizadas pela indústria joalheira: (a) azul, (b) roxa, (c) verde, (d) gold e (e) wizard. Tabela 1. Especificações das ceras para modelagem. Referência Azul Roxa Verde Gold Wizard Dureza (Shore D) 52 55 55 58 63 Viscosidade a 150 ºC (cPs) 3650 3350 1560 2030 3550 Ponto de Fusão (ºC) 108 108 109 121 121 Os ensaios foram executados no equipamento Digimill 3D, marca Tecnodrill®, composto por um cabeçote de fresamento comandado por CNC. O sistema tem potência de 1,1 kW e rotação máxima de 24.000 rpm. Foi utilizada uma fresa cônica com ângulo de 18°, duas arestas e ponta reta de 0,2 mm (Fig. 2) e as amostras foram afixadas à plataforma com fitas dupla face de alto desempenho VHB™, marca 3M. Figura 2. Ferramenta utilizada nos ensaios de usinagem: fresa cônica de 18º com ponta de 0,2 mm. Nas cinco amostras, foi usinado um padrão geométrico com dimensões totais de 20 x 10 x 0,7 mm. Visando aproximar as dimensões delgadas utilizadas em peças de joalheria, foram determinadas seções que variam de 0,1 a 1 mm de espessura, fixando-se uma distância de 0,5 mm entre elas (Fig. 3). Como parâmetros de corte, mantiveram-se constantes a penetração de trabalho, em 2,5% do diâmetro da ponta (0,2 mm), a velocidade de rotação, em 6.000 rpm, e a profundidade de corte, em 0,35 mm. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J Os resultados foram avaliados quanto ao acabamento: na superfície inferior (Fig. 3a) e nas superfícies laterais (Fig. 3b), em função das marcas deixadas pela ferramenta; e nas seções do padrão geométrico (Fig. 3c), em função de trincas e quebras decorrentes do processo de usinagem (Pohlmann, 2012). Para análise dos resultados, imagens das amostras ampliadas em 7 vezes foram adquiridas com o microscópio estereoscópico modelo SZX16, marca Olympus®. Figura 3. Padrão geométrico usinado. Quanto ao acabamento das peças, analisou-se (a) a superfície inferior, (b) as superfícies laterais e (c) as seções do padrão usinado. Inicialmente, foram ensaiadas velocidades de avanço (vf) de 500, 1000, 1500 e 2000 mm/min. Observado um melhor acabamento entre as velocidades de avanço de 500 e 1000, quatro velocidades intermediárias foram acrescentadas: 600, 700, 800 e 900 mm/min (Tab 2). Tabela 2. Velocidades de avanço ensaiadas nas ceras, em destaque as velocidades intermediárias acrescentadas. vf (%) vf (mm/min) 25 500 30 600 35 700 40 800 45 900 50 1000 75 1500 100 2000 3. RESULTADOS E DISCUSSÃO A partir dos resultados dos ensaios realizados neste estudo, observou-se a influência da variação da velocidade de avanço na qualidade do acabamento de peças geradas por fresamento CNC (Pohlmann, 2012). A seguir, é apresentada uma análise dos resultados na qual são apontados os melhores e os piores acabamentos obtidos para cada tipo de cera. Observou-se, durante os procedimentos, que a cera azul apresenta alta elasticidade: ao passar a ferramenta por seções estreitas, estas, diversas vezes, deformaram e retornaram à posição original sem que houvesse quebra ou fissura do material. Quanto ao acabamento, constatou-se que, quanto mais alta a velocidade de avanço, mais perceptíveis são as marcas deixadas pela ferramenta na superfície inferior das amostras usinadas. Ainda assim, pode-se dizer que é ínfima a diferença entre essas marcas. Em contraponto, nota-se que as superfícies laterais ficam mais irregulares à medida que se diminui a velocidade de avanço. Portanto, dentre as ensaiadas, considera-se 700 mm/min a velocidade de avanço ideal para usinagem deste material (Fig. 4). Figura 4. Resultado dos ensaios de usinagem na cera azul. (a) Melhor resultado (vf = 700 mm/min). Em destaque, as marcas deixadas pela ferramenta nas superfícies laterais da amostra. (b) Pior resultado (vf = 1000 mm/min). Em toda a extensão da superfície inferior podem ser observadas as marcas da ferramenta. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J O acabamento resultante dos ensaios realizados na cera de coloração roxa (Fig. 5) foi o mais insatisfatório entre as amostra em estudo. Tanto nas velocidades de avanço mais altas (1000 mm/min) quanto nas mais baixas (500 mm/min), as marcas da ferramenta ficaram fortemente aparentes na superfície inferior. As peças finalizadas ficam, por isso, com um aspecto "sujo" dando a impressão de que ainda há cavaco aderido à amostra. Dentre os resultados obtidos com este material, considerou-se, portanto, como aceitável, aquele em que as superfícies laterais não ficaram tão marcadas pela ferramenta: 1000 mm/min (Fig. 4). Figura 5. Resultado dos ensaios de usinagem na cera roxa. (a) Melhor resultado (vf = 1000 mm/min). Apesar das marcas da ferramenta na superfície inferior, as superfícies laterais não apresentam rebarbas. (b) Pior resultado (vf = 500 mm/min). Em destaque, as marcas deixadas pela ferramenta nas superfícies laterais da amostra. Nos ensaios realizados na cera verde (Fig. 6) com as velocidades de avanço de 800, 900 e 1000 mm/min, as seções de 1 e 2 mm se desprenderam da superfície inferior. Ao avaliar o acabamento da superfície lateral e da superfície inferior, o resultado dos procedimentos ajustados com velocidade de 500 e 700 mm/min mostra-se equivalente. Os padrões obtidos com 600 mm/min geraram melhor acabamento superficial e as seções mais finas mantiveram-se íntegras. Figura 6. Resultado dos ensaios de usinagem na cera verde. (a) Melhor e (b) pior resultado. Obtidos com velocidade de avanço de 600 e 800 mm/min, respectivamente. Em destaque, as seções de 1 e 2 mm trincadas e desprendidas da superfície inferior da amostra. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J Com 1000 e 500 mm/min, as seções mais finas da cera gold (Fig. 7) trincaram e algumas até foram consumidas durante as operações de usinagem. As velocidades de 600 a 900 mm/min resultaram em poucas marcas da ferramenta na superfície inferior das amostras. Considerou-se como resultado mais satisfatório o ensaio executado com velocidade de 600 mm/min uma vez que apresenta maior regularidade nas superfícies laterais. Figura 7. Resultado dos ensaios de usinagem na cera gold. (a) Melhor resultado (vf = 600 mm/min). As marcas da ferramenta nas superfícies laterais e na superfície inferior da amostra são pouco perceptíveis. (b) Pior resultado (vf = 1000 mm/min). Em destaque, seções trincadas e consumidas. Nos ensaios realizados com a cera wizard (Fig. 8), observa-se que há pouca diferença entre as marcas deixadas pela ferramenta na superfície inferior das amostras. Nas operações realizadas com velocidade de avanço de 700 e de 800 mm/min, as seções de 1 e 2 mm se desprenderam da superfície inferior; e, com 900 mm/min, apenas aquelas de 1 mm. Mesmo em velocidades mais baixas, as superfícies laterais apresentaram alta regularidade. Assim, a amostra usinada com velocidade de 500 mm/min foi considerada a de melhor acabamento. Figura 8. Resultado dos ensaios de usinagem na cera wizard. (a) Melhor resultado (vf = 500 mm/min). Observam-se poucas marcas da ferramenta na superfície inferior, bem como superfícies laterais regulares. (b) Pior resultado (vf = 800 mm/min). Em destaque, as seções trincadas e consumidas durante a usinagem. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J Ao serem submetidas às operações de usinagem, constata-se que as ceras azul, verde, gold e wizard apresentam um comportamento similar. Esses materiais têm melhor acabamento com velocidades de avanço mais baixas, entre 500 e 700 mm/min. Com o aumento da velocidade, as seções mais estreitas das ceras com maior dureza trincam e até mesmo se desprendem da superfície inferior das amostras. Observou-se que algumas seções de 1 e 2 mm das ceras verde e wizard trincaram e/ou quebraram quando esses materiais foram usinados a velocidade superior ou igual a 800 mm/min. Na gold esta ocorrência também pôde ser verificada, entretanto somente nas velocidades de 500 e 1000 mm/min. A cera de coloração roxa mostra-se diferente em relação às demais: o acabamento melhora conforme a velocidade aumenta. Pode-se afirmar, com os resultados avaliados, que este material necessita menor velocidade de rotação para que se torne viável a obtenção de amostras cujo acabamento possa ser efetivamente comparado ao das outras ceras em análise. O Quadro (1) apresenta de forma concisa os resultados obtidos neste estudo. Quadro 1. Indicação dos melhores e piores acabamentos obtidos com a variação da velocidade de avanço na usinagem de ceras para modelagem de joias. Avanço (mm/min) Melhor Acabamento Pior Acabamento 500 Wizard Roxa 600 Verde e Gold - 700 Azul - 800 Wizard e Verde 900 - 1000 Roxa Azul e Gold Além da avaliação geral da qualidade do acabamento obtido nas ceras, verificou-se a cera ideal em função das velocidades de avanço ensaiadas (Quadro 2). As ceras de maior dureza, gold e wizard, compartilham equilibradamente os melhores resultados. Esses materiais, portanto, são os mais adequados a serem submetidos às operações de usinagem. Quadro 2. Indicação dos melhores acabamentos obtidos para cada velocidade de avanço ensaiada. Como as ceras gold e wizard ainda não são comercializadas no Brasil, elaborou-se um quadro – similar ao apresentado anteriormente – no qual estão dispostas apenas as ceras representadas nacionalmente (Quadro 3). Neste caso, nota-se que a distribuição dos materiais é homogênea e equilibrada. Quadro 3. Indicação dos melhores acabamentos obtidos na usinagem das ceras disponíveis no Brasil. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º C ON G R E S S O B R A SIL EIR O D E E N G EN H A R I A D E F AB R I C A Ç Ã O 2 0 a 24 d e Maio d e 20 13. Pen ed o , It at ia ia - R J 4. CONSIDERAÇÕES FINAIS O estudo do acabamento obtido por usinagem CNC em ceras para modelagem busca o aperfeiçoamento da fabricação de joias e contribui significativamente com a otimização da produção das indústrias do setor. Com este trabalho, foi possível avaliar o comportamento das amostras quando submetidas às operações de fresamento de topo. A análise detalhada dos resultados mostrou a influência que as velocidades de avanço ensaiadas exercem no que tange o acabamento e, assim, foi possível determinar o parâmetro adequado para cada cera em estudo. De forma geral, pode-se dizer que velocidades de avanço mais baixas geraram menor rugosidade na superfície inferior das amostras e seções mais estreitas. Entretanto, as superfícies laterais apresentaram-se menos regulares. Verificou-se, ainda, que, dentre as amostras estudadas, as ceras wizard e gold apresentaram os melhores resultados, evidenciando o fato de que aquelas com maior dureza apresentam as melhores condições de acabamento. Ao empregar esses materiais para obtenção de peças por usinagem CNC, recomenda-se utilizar seções de, no mínimo, 3 mm de espessura a fim de evitar fissuras e quebras. Além disso, sugere-se como parâmetro para as ceras azul, verde, gold e wizard a velocidade de avanço máxima de 700 mm/min. No caso específico da cera roxa, são necessários novos ensaios – em equipamentos que permitam o ajuste da velocidade de rotação abaixo da utilizada neste estudo (6.000 rpm) – para que os parâmetros adequados a este material possam ser determinados. Este trabalho torna possível a redução das operações de acabamento efetuadas após a obtenção das peças por usinagem uma vez que indica o melhor resultado para cada tipo de cera para modelagem de joias. E, ainda, possibilita a redução do tempo de produção ao apontar o material adequado a ser utilizado a uma velocidade de avanço mais alta. 5. AGRADECIMENTOS Este trabalho contou com o apoio da CAPES e do CNPq. 6. REFERÊNCIAS Rebello, L.H.B. A Produção de Jóias e o Design. In: II Congresso Científico da UniverCidade, Rio de Janeiro, 2007. Giuliano, J.A.S. Os processos de fundição, como ferramenta na obtenção de esculturas em metal. Dissertação de Mestrado. Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais, UFRGS, 2008. Benz, I.E. Inovação no processo de design de jóias através da modelagem 3D e da prototipagem rápida. Dissertação de Mestrado. Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2009. Pohlmann, M. Contribuição ao estudo de materiais, processos e modelos utilizados na fabricação de joias em larga escala. Dissertação de Mestrado. Programa de Pós-Graduação em Design, UFRGS, 2012. Rick, C.F. Estudo da liga à base de Zn-Al-Cu-Mg aplicada na fabricação de jóias folhadas. Dissertação de Mestrado. Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2006. Salem, C. Jóias: Modelagem em cera e múltiplos. São Paulo: 2000 Joias, 2002. Santos, J.R.L. dos; Zamberlan, M.C.P.L.; Santos, I.A. dos. Novas tecnologias de modelagem tridimensional física e virtual no design de jóias. In: II Congresso Internacional de Pesquisa em Design, Rio de Janeiro, 2003, pp. 6-12. 7. DIREITOS AUTORAIS Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho. © Associação Brasileira de Engenharia e Ciências Mecânicas 2013 7º CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO th 7 BRAZILIAN CONGRESS ON MANUFACTURING ENGINEERING 20 a 24 de maio de 2013 – Penedo, Itatiaia – RJ - Brasil May 20th to 24th, 2013 – Penedo, Itatiaia – RJ – Brazil INFLUENCE OF FEED RATE ON FINISHING OF CARVING WAX FOR JEWELRY VIA CNC MILLLING Mariana Pohlmann, [email protected] Fábio Pinto da Silva, [email protected] Lauren da Cunha Duarte, [email protected] Wilson Kindlein Júnior, [email protected] LdSM/UFRGS, Osvaldo Aranha 99, sala 604 – Porto Alegre, RS. Abstract. This paper presents a comparative analysis of the finish obtained based on feed rate of CNC milling in five types of carving waxes used in manufacture of models for the jewelry industry. On CNC machining tests were used conical cutters with a tip diameter of 0.2 mm and waxes with a hardness ranging from 52 to 63 on Shore D scale. With the analysis of results it was possible to verify the influence of feed rate in the finish. Lower speeds resulted on lower apparent roughness and allowed to obtain further narrow sections. From tests, suitable speeds for productivity versus finishing were determined. In addition, were determined relations between mechanical properties of material and tested parameters, confirming that the hardest wax presents better finishing conditions. This study demonstrates the feasibility of optimizing the manufacture of jewelry, once evaluates the machining conditions in relation to process time, as well as the possibility of reduce some finishing operations performed after obtaining models by CNC machining. Keywords: CNC machining, carving waxes, jewelry industry © Associação Brasileira de Engenharia e Ciências Mecânicas 2013
Download