☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
Felipe Murilo Silva da Costa ESTUDO DA VIABILIDADE DA
SOL ACQUAFIX
TÍTULO DO PLANO DE TRABALHO (Arial, 26pt) Nome
da ficha técnica em pdf
ESPECIFICAÇÃO DE SERVIÇO
Exposição de Posters / Posters Exhibition
Gestão do Conhecimento - TECSI
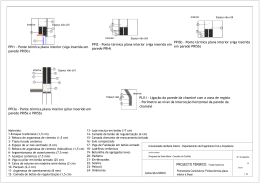
PROJECTO TÉRMICO: Fração Autónoma
Caracterização de argamassas tradicionais
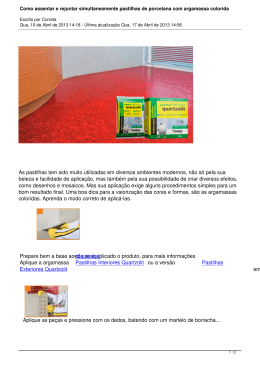
Como assentar e rejuntar simultaneamente pastilhas de
Apresentação