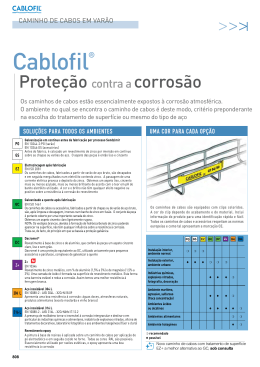
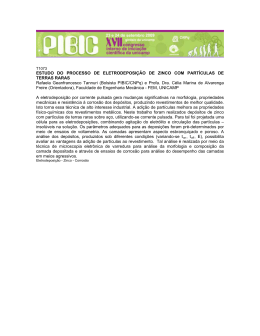
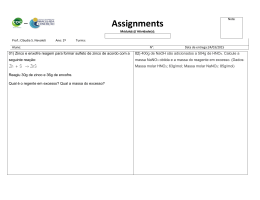
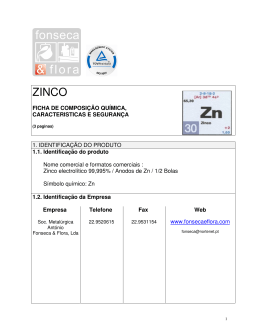
Princípios da Galvanização a Fogo Fabio Domingos Pannoni, Ph.D.1 Resumo O zinco apresenta, na maioria dos ambientes naturais, velocidades de corrosão bastante inferiores àquelas observadas para os aços carbono. Além disso, por ser menos nobre que este, ele o protege, em qualquer descontinuidade do revestimento, através de um mecanismo conhecido como proteção catódica. Estas são duas das razões de seu enorme sucesso, tornando o zinco o metal de maior exposição à atmosfera1. Este artigo técnico trata, de modo sucinto, da história da galvanização a fogo, de suas principais vantagens e desvantagens, de seu processo de aplicação industrial, das características físicas do revestimento e dos mecanismos de proteção oferecidos pelo zinco. 1. Introdução A maioria dos revestimentos metálicos é aplicada tanto pela imersão em um banho do metal líquido, chamado de “imersão a quente” ou por “eletrodeposição”, a partir de um eletrólito aquoso. Em menor extensão, revestimentos metálicos podem ser aplicados por outros métodos, como a metalização. Todos os revestimentos comerciais são porosos em alguma extensão. Além disso, o revestimento tende a se tornar danificado durante o embarque e o uso. A ação galvânica na base do poro ou risco é de grande importância, pois determinará o desempenho do revestimento. Do ponto de vista da resistência à corrosão, os revestimentos metálicos podem ser divididos em duas categorias: revestimentos nobres e revestimentos de sacrifício. Como o próprio nome diz, os revestimentos nobres (p.ex., níquel, prata, cobre, chumbo ou cromo), aplicados sobre o aço, são mais nobres que do que o metal base. Isto pode ser verificado na série galvânica de metais e ligas. Nos poros expostos, a direção da corrente galvânica causará o ataque do metal base, e, eventualmente, levará à completa deterioração do substrato. A 1 Especialista em Engenharia de Proteção Estrutural da Gerdau Acominas S.A. Figura 1 ilustra este comportamento. A combinação de pequenos anodos com grandes catodos propiciará o avanço acelerado do ataque, por pites. Figura 1: Esquema do fluxo de corrente nos defeitos de revestimentos nobres e revestimentos de sacrifício. Consequentemente é fundamental que o revestimento nobre seja preparado com um mínimo de poros e que qualquer poro existente possa ser tão pequeno quão possível, impedindo - ou dificultando - o acesso de água (o eletrólito) ao metal base. O revestimento deve ser denso. Isto significa, em termos práticos, aumento da espessura do revestimento. Algumas vezes os poros são preenchidos com um verniz orgânico ou um segundo metal, de baixo ponto de fusão, que é difundido para dentro do revestimento em temperaturas elevadas (p.ex., zinco ou estanho para dentro do níquel). Para revestimentos de sacrifício, como o zinco ou o cádmio, e, em certos ambientes, também o alumínio e o estanho sobre o aço, a direção da corrente galvânica é inversa ao que acontece para os revestimentos nobres. Como resultado, o metal base é catodicamente protegido. Enquanto a corrente fluir e o revestimento estiver em contato elétrico com o substrato, a corrosão do aço não ocorrerá. O grau de porosidade no revestimento de sacrifício, assim, não é de grande importância, contrária à situação encontrada nos revestimentos nobres. Naturalmente, quanto mais espesso for o revestimento, por mais tempo a proteção catódica acontecerá. A área do metal base que estará protegida pela proteção catódica depende da condutividade do ambiente. Para revestimentos de zinco sobre o aço, em águas de baixa condutividade (p.ex., água destilada ou águas “moles”), um defeito no revestimento de aproximadamente 3 mm de largura já permite o início da corrosão do aço (chamada de “corrosão vermelha”) no centro do defeito. Entretanto, em água do mar, que é um bom condutor, o zinco protege o aço por vários centímetros (≈ 5 -10 cm) do ponto em que o zinco foi removido. Esta diferença de comportamento é resultante de densidades de corrente adequadas para a proteção catódica, estendendo-se por uma distância considerável em águas de alta condutividade, enquanto que, em águas de baixa condutividade, as densidades de corrente catódicas decaem rapidamente com a distância do anodo. Os revestimentos de zinco, tanto aqueles aplicados através da imersão a quente quanto através de eletrodeposição, são ditos galvanizados. Os revestimentos eletrodepositados são, em geral, mais dúcteis que os revestimentos obtidos por imersão a quente, onde ocorre a formação de camadas de compostos intermetálicos de zinco e ferro, que são frágeis. As velocidades de corrosão dos dois revestimentos são comparáveis, com a exceção de que os revestimentos obtidos por imersão a quente tendem a apresentar menos pites do que aqueles obtidos por eletrodeposição, em águas frias ou quentes1,2, assim como em solos1,3. Esta diferença sugere tanto que o potencial específico dos compostos intermetálicos favoreça a corrosão uniforme ou que a existência de ferro nas camadas de intermetálicos seja benéfica. Um artigo demonstra que o zinco ligado com 5% ou 8% de ferro desenvolve menos pites do que o zinco puro, em água2. A aplicação de um revestimento metálico menos nobre que o metal base, além de oferecer proteção catódica, também fornece proteção por barreira. A velocidade de corrosão do zinco é, de forma geral, muito menor do que aquela observada para os aços estruturais expostos ao mesmo ambiente. É importante ressaltar que, em águas quentes e aeradas, poderá acontecer a reversão de polaridade entre o zinco e o ferro. Este fenômeno ocorre em temperaturas ao redor de 60oC ou acima4. Isto faz com que o zinco passe a apresentar características de revestimento nobre ao invés de revestimento de sacrifício. Nestas condições, o revestimento galvanizado induzirá o ataque por pites no aço. 2. Breve História da Galvanização a Fogo Galvanização a fogo (por vezes chamada de galvanização a quente) é um processo de aplicação de revestimentos de zinco a componentes de aço ou ferro fundido através da imersão do componente em um banho de zinco fundido. A simplicidade do processo de galvanização a fogo é uma vantagem sobre outros métodos de proteção contra corrosão. A história da galvanização a fogo tem início no ano de 1741, quando um químico francês chamado Melouin descobriu que o zinco era capaz de proteger o aço da corrosão. Ele apresentou os fundamentos do método em uma reunião na Academia Real Francesa5. Entretanto, o método não foi muito utilizado até que outro químico francês, Sorel, obteve a patente, em 10 de maio de 1837, introduzindo a decapagem sulfúrica (a 9%) e a fluxagem com cloreto de amônio como etapas anteriores e fundamentais do processo. A principal parte do processo patenteado por Sorel é ainda atualmente utilizada. Em um apêndice à sua patente, datado de julho de 1837, Sorel denominou o método de “galvanização”, referindo-se à cela galvânica que é criada quando o revestimento de zinco é danificado. Como visto anteriormente, o aço é protegido galvanicamente pelo revestimento de zinco. O termo foi subsequentemente adotado a outros métodos de revestimento do aço pelo zinco, e, algumas vezes, é utilizado para a deposição metálica eletrolítica em geral. Para evitar confusão, a imersão do aço em zinco líquido deve ser referida como galvanização a fogo, ou, alternativamente, galvanização a quente. Uma patente inglesa para um processo similar foi depositada em 1837. Em 1850, a indústria de galvanização inglesa já utilizava 10.000 ton de zinco por ano na proteção do aço6. A galvanização a fogo pode ser encontrada em quase que todo tipo de aplicação e indústria onde o aço é empregado. As indústrias de utilidades domésticas, processos químicos, papel e celulose, construção civil, automotiva e de transporte, para numerar algumas poucas, tem feito grande uso, histórico, da galvanização, no controle da corrosão. E elas continuam a fazer uso da técnica ainda hoje. Por mais de 140 anos, a galvanização a fogo tem sido um sucesso comercial como método de proteção frente à corrosão de uma grande variedade de aplicações, por todo o mundo. Em qualquer situação onde o zinco é corroído como revestimento de sacrifício para o aço, a massa do zinco disponível determinará o desempenho frente à corrosão. 3. Vantagens e Desvantagens da Galvanização a Fogo6 As principais vantagens da galvanização a fogo são apresentadas abaixo: Custo inicial inferior. A galvanização a fogo, de modo geral, possui custos muito competitivos quando comparados a outras formas de proteção especificadas na proteção do aço. O custo de aplicação de revestimentos que requerem mão de obra intensiva, como a pintura, tem crescido mais do que os custos de aplicação (em fábrica) da galvanização a fogo. Pequena manutenção/custo menor a longo prazo. Mesmo nos casos onde o custo inicial da galvanização a fogo é maior do que revestimentos alternativos, a galvanização apresenta menores custos de manutenção ao longo da vida útil do componente/estrutura. A manutenção é ainda mais cara quando as estruturas estão localizadas em áreas remotas. Vida longa. A expectativa de vida de revestimentos galvanizados aplicados sobre componentes estruturais excede os 40 anos na maior parte dos ambientes rurais, e se situa entre 10 a 30 anos na maior parte dos ambientes agressivos, urbanos e costeiros. Preparo superficial. A imersão em ácido, como pré-tratamento, garante a limpeza uniforme das superfícies de aço. Em contraste, revestimentos orgânicos tradicionais devem ser aplicados sobre superfícies limpas com jato abrasivo (em geral, de acordo com a Norma ISO 8501-17, em grau Sa 2 ½, ou superior) e inspecionadas. Adicionalmente, a aplicação de revestimentos orgânicos é limitada em termos das condições ambientais e umidade relativa na época da aplicação. Isto adiciona custo na aplicação de um sistema de pintura robusto. Adesão. O revestimento obtido através da galvanização a fogo está ligado metalurgicamente ao substrato de aço. Contaminação ambiental. O revestimento não é tóxico e não contém substâncias voláteis. Velocidade na aplicação do revestimento. Um revestimento protetor é aplicado em minutos. Um sistema de pintura tradicional pode levar vários dias. A aplicação do revestimento galvanizado não depende das condições do tempo. Proteção uniforme. Todas as superfícies de um componente galvanizado a fogo são protegidas tanto internamente quanto externamente, incluindo rebaixos, cantos-vivos e áreas inacessíveis à aplicação de outros métodos de revestimento. A Figura 2 ilustra este conceito. Figura 2: Exemplos de componentes estruturais que apresentam dificuldade de acesso à limpeza mecânica. O revestimento é mais espesso nos cantos-vivos que em superfícies planas (Figura 3). Espessura, adesão do revestimento e uniformidade são características importantes do processo de galvanização a fogo. Os Figura 3: Os revestimentos orgânicos - as tintas – apresentam, de modo geral, menor espessura nos cantosvivos, devido à tensão superficial. revestimentos obtidos pela galvanização a quente, por outro lado, são, no mínimo, tão espessos (ou mais) nestes locais. Proteção de sacrifício em áreas danificadas. Como dito anteriormente, o revestimento de sacrifício fornece proteção catódica às pequenas áreas de aço expostas à atmosfera, como poros e riscos. Diferentemente dos revestimentos orgânicos, pequenas áreas danificadas não necessitam de retoques; a corrosão sob o revestimento não é possível quando se utilizam revestimentos de sacrifício. A técnica, entretanto, também possui algumas desvantagens. As principais podem ser descritas como: A galvanização a fogo não pode ser feita no canteiro de obras. O processo só pode ser feito em uma unidade industrial, a galvanizadora. A coloração do zinco somente pode ser alterada através da pintura. As dimensões dos componentes ou estrutura a galvanizar são limitadas pelas dimensões da cuba de zinco líquido. A alta temperatura do banho pode causar distorções em certos componentes. Existe o risco de que, painéis grandes e planos, não enrijecidos, possam sofrer distorções, assim como o empenamento de perfis I, H ou U, de grandes dimensões e pequena espessura de alma/mesas. Um bom projeto aliado à boa prática de galvanização previne as distorções. A soldagem de componentes de aço galvanizados a fogo pode demandar procedimentos diferentes daqueles demandados pelos aços não revestidos. A soldagem de componentes galvanizados resultará na perda, em algum nível, de parte da camada de revestimento. A camada é volatilizada durante o processo. Torna-se necessário, assim, o recondicionamento do revestimento ao longo do cordão de solda e áreas adjacentes, através da metalização, da utilização de tintas ricas em zinco ou outro método. 4. Recomendações Gerais Para o Projeto de Componentes Galvanizados Algumas regras simples devem ser aplicadas no detalhamento dos componentes a serem galvanizados: • Galvanize componentes fabricados corretamente. O metal deve estar limpo. O revestimento galvanizado não cobrirá adequadamente defeitos de fabricação; • Evite cantos vivos, furos cegos e rebaixos profundos sempre que possível; • Componentes de diferentes ligas, unidos em certa montagem, que necessitem de diferentes pré-tratamentos, devem ser galvanizados antes da montagem do conjunto; • Frestas devem ser evitadas para minimizar o “choro ácido” que pode ocorrer em juntas soldadas ou frestas estreitas. Isto poderá levar a problemas de corrosão ou problemas estéticos; • O projeto deve contemplar linhas suaves, promovendo o recobrimento uniforme, evitando o acúmulo de produtos químicos ou de zinco em bolsões; • Evite galvanizar caixas seladas, pois a expansão dos gases retidos no interior do componente, quando aquecidos a 450oC, pode causar a explosão do componente, com sérias implicações de segurança; • Providencie furos para a drenagem em áreas inacessíveis; • Evite grandes alterações de seção ou variações de espessura do componente a ser imerso; • Considere as alterações dimensionais da peça, especialmente em partes móveis. Leve em conta o espaço para acomodar a espessura do revestimento; 1mm é, em muitos casos, adequado. A Figura 4 traz algumas recomendações de projeto. Figura 4: Algumas recomendações de projeto úteis para componentes a serem galvanizados. 5. O Processo Industrial de Galvanização a Fogo A galvanização a fogo compreende a imersão de um componente metálico em um banho de zinco líquido, após limpeza cuidadosa e preparação adequada do componente a ser tratado. O rápido ataque da superfície do componente pelo zinco líquido produz uma camada composta por diferentes ligas zinco/ferro (conhecidas como intermetálicos), que desenvolvem uma ligação muito forte com a superfície do componente. Alguns autores chamam esta união de “ligação metalúrgica”, que, de fato, ocorre. Após a remoção do componente estrutural do banho líquido, uma camada de zinco relativamente puro passa a recobrir a superfície do componente e as camadas de intermetálicos, produzindo uma coloração brilhante, acinzentada ou prateada, bastante característica. A camada de intermetálicos Zn-Fe é dura e relativamente frágil, fornecendo tanto uma barreira protetora quanto proteção galvânica eficiente, protegendo o componente da corrosão. Em adição, a camada externa, macia, de zinco, protege o componente da abrasão e impacto acidentais durante o período de serviço. Preparo dos Componentes A reação de galvanização somente ocorrerá sobre uma superfície quimicamente limpa. Assim, a maior parte do trabalho inicial é feita tendo este objetivo em mente. Em comum com a maior parte dos processos em que revestimentos protetores são aplicados, o segredo para o atendimento de uma boa qualidade do revestimento reside em um bom preparo de superfície. É essencial que a superfície esteja isenta de óleo, graxa, sujeira, carepa e ferrugem antes do processo. Estes tipos de contaminação podem ser removidos através de uma variedade de processos. Uma prática comum, utilizada em limpeza, é o desengraxe alcalino. O componente é, a seguir, lavado em água fria e então mergulhado em ácido (tipicamente ácido clorídrico) em temperatura ambiente (ou mesmo aquecido), de modo a remover a ferrugem e a carepa de laminação. Escórias de soldagem, tinta e grandes quantidades de graxa não serão removidos nestas etapas de limpeza, e devem ser removidos antes do envio dos componentes ao galvanizador. Após a lavagem em água fria, os componentes sofrerão um processo conhecido como fluxagem. Este processo envolve a imersão do componente em uma solução de cloreto de zinco-cloreto de amônio a 30%, em temperaturas entre 65oC a 80oC, com posterior secagem ao ar (este é o chamado processo “seco”). Alternativamente, algumas galvanizações podem operar com um “colchão” de fluxante líquido sobre o banho de zinco (chamado indevidamente de processo “úmido”). A operação de fluxagem remove os últimos traços de óxidos da superfície e permite que o zinco líquido “molhe” o aço completamente. O Desenvolvimento do Revestimento: a Cuba de Galvanização Quando o aço, agora limpo, é mergulhado no zinco fundido (que se encontra à temperatura ao redor de 450oC), uma série de compostos intermetálicos Fe-Zn são formados através de reações metalúrgicas entre o ferro e o zinco. A velocidade de crescimento da camada de intermetálicos Fe-Zn é, normalmente, descrita por uma equação parabólica com o tempo, e, assim, a velocidade inicial da reação é bastante rápida e uma agitação considerável pode ser observada no banho de zinco. A maior parte da espessura do revestimento é formada durante este período. Subsequentemente, a reação diminui de velocidade e a espessura do revestimento não cresce significativamente, mesmo se o componente ficar imerso no banho por grandes períodos de tempo. Tempos de imersão típicos variam de três a quatro minutos, mas podem ser alongados para componentes mais pesados, que possuem alta inércia térmica ou ainda quando o zinco deve penetrar em espaços internos. A retirada do componente imerso do banho acarretará a retirada de uma camada de zinco líquido sobre o topo das camadas de intermetálicos. Após o resfriamento do componente, o componente exibirá uma aparência brilhante característica dos produtos galvanizados. Certas condições operacionais da planta de galvanização, como temperatura, umidade ou qualidade do ar não afetam a qualidade do revestimento galvanizado. Em contraste, estas variáveis são muito importantes para a qualidade do processo de pintura. A Figura 5 ilustra os processos unitários utilizados na galvanização a fogo. Figura 5: Processos unitários existentes em uma linha de galvanização a fogo. O Revestimento Quando a reação entre o ferro e o zinco tiver virtualmente cessado e o componente retirado do banho de galvanização estiver recoberto por uma camada de zinco livre, o processo estará completo. Na realidade, não existe demarcação clara entre o aço e o zinco, mas uma transição gradual através de uma série de camadas de liga, que fornecem a ligação metalúrgica mencionada anteriormente. A Figura 6 ilustra, de forma esquemática, a composição do revestimento. Uma micro-seção do revestimento galvanizado se parecerá com o observado na Figura 7, mostrada a seguir. Figura 6: Seção esquemática de um revestimento galvanizado típico, mostrando as camadas de intermetálicos. Figura 7: Microestrutura de um típico revestimento galvanizado a fogo9. As espessuras do revestimento são normalmente determinadas pelas espessuras do substrato de aço. Assim, condições operacionais uniformes levam à constância na espessura dos revestimentos obtidos sobre substratos de diferentes espessuras. A Tabela I, retirada da Norma ISO 14618, ilustra esta relação. Existem três exceções à regra, a primeira produzindo revestimentos um pouco mais finos, e, as outras duas, aumentando-o. Revestimentos Galvanizados Centrifugados Este processo é descrito na Norma ISO 1461 e é utilizado na galvanização de produtos que contenham roscas (p.ex., parafusos) e outros componentes de pequenas dimensões. Os componentes, após a limpeza, são imersos em um banho de zinco fundido. Os componentes são suportados por uma cesta metálica perfurada. Após a formação da camada galvanizada, o conjunto é centrifugado, fazendo com que o excesso de zinco seja eliminado. Tabela I: Relação entre a espessura do aço e a espessura do revestimento, segundo a Norma ISO 14618. Espessura do metal base Massa média, minima, do revestimento, g/m2 Espessura do revestimento, µm ≥5mm 610 85 ≥2 <5mm 460 65 ≥1 <2mm 335 47 Ferros fundidos 610 85 Itens centrifugados 305 43 Espessuras maiores podem ser produzidas por um dos dois métodos: Aumento da Rugosidade Superficial do Componente Este é o meio mais comum para a obtenção de revestimentos mais espessos. O jateamento abrasivo, padrão comercial (Sa 2) com partículas angulares de aço (tamanho G24) cria uma rugosidade superficial que aumenta a área do aço em contato com o zinco líquido. Isto provoca, de modo geral, a massa por unidade de área do revestimento de zinco em até 50%. Qualquer componente de aço pode ser tratado desse modo, desde que tenha espessura suficiente para resistir ao jateamento, sem deformações. A Figura 8 ilustra esta situação. Pode não ser possível jatear a superfície interna de tubos e componentes parcialmente “fechados”, mas estas regiões são, de modo geral, as menos propensas à corrosão. Revestimentos mais espessos do que aqueles requeridos pela Norma ISO 1461 devem ser especificadas após a consulta a um galvanizador. Figura 8: Microestrutura de camada espessa, obtida por jateamento abrasivo do aço anterior à galvanização9. Figura 9: Microestrutura de camada espessa, obtida sobre um aço rico em silício9. Galvanização de Aços Reativos Uma camada galvanizada mais espessa será obtida se o componente a ser galvanizado for produzido em um aço reativo. Os constituintes do aço que tem maior influência na reação ferro/zinco são o silício, que é frequentemente adicionado ao aço como desoxidante durante sua produção, e o fósforo. O silício altera a composição das camadas de liga zinco-ferro, de modo que elas continuam a crescer com o tempo e a velocidade de crescimento não diminui conforme a camada se torna mais espessa9 (Figuras 9 e 10). Em menor grau, o fósforo exerce uma influência similar na formação da camada. Quando um componente feito de um aço reativo é removido do banho de zinco, a camada de zinco líquido adere à camada de intermetálicos como qualquer outro componente de aço. Entretanto, a velocidade de reação destes aços pode ser tão elevada que esta camada de zinco puro será transformada completamente em liga zinco-ferro antes que o componente tenha tido tempo para resfriar. O resultado é um revestimento de mesma espessura (ou maior) que pode ser muito mais escura na aparência. A alteração da aparência não altera a resistência frente à corrosão do revestimento. Figura 10: Relacionamento esquemático entre a espessura do revestimento e o teor de silício do aço, após 9 minutos de imersão à 460oC9. A Tabela I10 resume o efeito individual dos elementos de liga no desenvolvimento do revestimento galvanizado. 6. Como o Zinco Protege o Aço Estrutural As espécies químicas presentes na corrosão atmosférica do zinco podem ser descritas através dos diagramas potencial-pH e concentração-pH11. Estes diagramas, de fundamentação termodinâmica, permitem conhecer os domínios de estabilidade para as várias espécies contendo zinco, presentes como produtos de corrosão. O diagrama potencial-pH10, para o sistema Zn-CO2-H2O, à 25oC, está representado na Figura 11. Figura 11: Diagrama potencial-pH11 para o sistema Zn-CO2-H2O à 25oC. ([Zn] = 10-1M; [H2CO3] = 10-5M) O diagrama foi construído para uma concentração de ácido carbônico total ([H2CO3]total) de 10-5 mols/litro na película de umidade condensada, isto é, uma solução aquosa em equilíbrio com o teor de CO2 existente na atmosfera (ao redor de 0,03% em volume). Como pode ser observado, existe um domínio de estabilidade para o ZnCO3 na faixa de pH que vai de 6 a 7. Um diagrama suplementar, Figura 12(a), mostra como a largura do domínio de estabilidade para o ZnCO3 varia com a concentração de ácido carbônico. De acordo com a Figura, criada a partir de constantes de equilíbrio selecionadas por Hogfeldt e Sillén12, não existe domínio de estabilidade para o carbonato básico de zinco. A linha tracejada, que representa o equilíbrio entre [H2CO3]total na película úmida e o CO2 presente na atmosfera, indica que o ZnCO3 é o produto estável da corrosão do zinco. Tabela I: Efeito individual dos elementos de liga no desenvolvimento do revestimento galvanizado10. Elemento Efeito Ação Carbono <0,2% Sem efeito sobre o revestimento, em temperaturas normais de galvanização >0,2 <0,3% Camadas Zn-Fe mais espessas >0,3% Aumento adicional da velocidade de reação Redução da temperatura e/ou adição de pequenas quantidades de alumínio ao banho de zinco, para reduzir a velocidade de reação Silício <0,02% Nenhum ou pequeno efeito >0,02 <0,09% Aumento da velocidade da reação Znaço com o aumento da espessura das camadas de liga >0,09 <0,25% Diminuição da velocidade da reação, levando a revestimentos menos espessos >0,25% Reversão, levando a revestimentos mais espessos Cromo Até 0,6% Aumento da espessura do revestimento, em ferros fundidos >4% Diminuição da espessura Aços resistentes ao calor e à corrosão Comportamento semelhante ao dos aços carbono Níquel >5% Reduz ou mesmo elimina a habilidade de formar camadas Zn-Fe Manter abaixo de 5% Hidrogênio Causa rompimento do revestimento, pela saída de gás na interface Boas práticas na produção do aço Considerado normal Evite altos níveis em conjunção com o silício alto Aumenta a espessura nas áreas de segregação Evite a segregação nos aços Manganês 0,3 < 1,0% Enxofre e fósforo(*) (*)Somente importante quando aços contaminados ou refundidos são galvanizados Figura 12: Domínios de estabilidade para o carbonato de zinco e carbonato básico de zinco (a) e (b), sulfato básico de zinco (c) e cloreto básico de zinco (d) em soluções aquosas aeradas contendo teores variados de anions e valores de pH; 25oC, 10-1M Zn. A linha tracejada em (a) e (b) representa condições de equilíbrio do H2CO3 com o CO2 da atmosfera. Grauer e Feitknecht13, entretanto, selecionaram um valor um pouco mais elevado para o produto de solubilidade do ZnCO3; se este valor for utilizado, Figura 12(b), o diagrama apresentará, então, o domínio de estabilidade para o carbonato básico de zinco [Zn(OH)1,2(CO3)0,4]; a linha tracejada indica que esta espécie é o produto de corrosão estável do zinco em contato com a atmosfera. As Figuras 12(a) e 12(b) também diferem com respeito à variante Zn(OH)2: na Figura 12(a), temos o ε-Zn(OH)2 e, na Figura 12(b), o Zn(OH)2 amorfo. Este último, preferido por Grauer e Feitknecht, possui um produto de solubilidade maior do que o do ε-Zn(OH)2 que é, segundo os autores, metaestável. Os domínios de estabilidade do sulfato básico de zinco e do cloreto básico de zinco estão representados nas Figuras 12(c) e 12(d). Os produtos de corrosão encontrados sobre o zinco após a exposição à atmosfera14,15 estão em concordância com a termodinâmica descrita acima: óxido de zinco (ZnO), hidróxido de zinco (ε-Zn(OH)2 e β-Zn(OH)2), carbonatos básicos de zinco (ZnOH(CO3)0,5, Zn(OH)1,2(CO3)0,4, Zn(OH)1,5(CO3)0,25 e carbonato de zinco (ZnCO3). Aspectos Mecanísticos da Corrosão Atmosférica do Zinco O mecanismo de corrosão atmosférica do zinco parece ocorrer de acordo com o mecanismo descrito a seguir; ele é representado de forma global na Figura 13. Em atmosferas úmidas, o zinco é oxidado, com a formação de hidróxido de zinco: (1) 2 Zn +2 H2O + O2 → 2 Zn(OH)2 Esta reação é de natureza eletroquímica e envolve a redução catódica do oxigênio e a oxidação anódica do zinco: (2) Regiões anódicas: 2 Zn → 2 Zn++ + 4 e- (3) Regiões catódicas: O2 + 2 H2O + 4 e- → 4 OH- (4) Reação global: 2 Zn + O2 + 2 H2O → 2 Zn++ + 4 OH- → 2 Zn(OH)2 Figura 13: Produtos de corrosão formados sobre o zinco durante a exposição à atmosfera. O hidróxido de zinco assim formado reage com o os constituintes presentes no do ar, como os gases CO2 e SO2, ou o íon Cl-, formando os sais básicos de zinco correspondentes a cada constituinte na interface hidróxido/ar. Isto ocorre desde que o pH da umidade superficial seja suficientemente alto (Figura 12). Em atmosferas limpas, como aquelas encontradas nas áreas rurais, onde estão presentes o oxigênio, a água e o gás carbônico, teremos a formação do carbonato básico de zinco sobre o hidróxido de zinco formado: (5) Zn(OH)2 + 0,5 CO2 + H+ → ZnOH(CO3)0,5 + H2O Em atmosferas urbanas e industriais, contaminadas com SO2, teremos a formação do sulfato básico de zinco sobre o hidróxido de zinco formado: (6) Zn(OH)2 + 0,25 SO2 + 0,25 O2 + 0,5 H+ → ZnOH1,5(SO4)0,25 + 0,5 H2O Finalmente, em atmosferas marinhas, contaminadas com cloretos, teremos a formação do cloreto básico de zinco sobre o hidróxido de zinco formado: (7) Zn(OH)2 + 0,6 Cl- + 0,6 H+ → ZnOH1,4Cl0,6 + 0,6 H2O O hidróxido de zinco e os sais básicos formados, em conjunto chamados, por vezes, de “pátina do zinco”, protegem a superfície do ataque posterior. Eles são os agentes responsáveis pela proteção do zinco quando este é exposto à atmosfera. Se a umidade superficial, entretanto, atinge um pH baixo, ocasionalmente ou permanentemente (p.ex., devido à poluição com muito SO2, como aquela existente em algumas regiões industriais), então, nenhum hidróxido de zinco ou sais básicos serão formados. Mesmo os depósitos formados durante os primeiros estágios de exposição, em pH´s altos, serão dissolvidos: (8) Zn + SO2 + O2 → ZnSO4 (9) Zn(OH)2 + SO2 + ½ O2 → ZnSO4 + H2O (10) ZnOH(CO3)0,5 + SO2 + O2 + 2 H+ → ZnSO4 + 1,5 H2O + 0,5 CO2 O ZnSO4 é solúvel em água. Ele pode ser lavado pela chuva e, desse modo, não oferece proteção ao substrato de zinco. Como conseqüência, a velocidade de corrosão do zinco será elevada. Abrasão e erosão podem contribuir para a deterioração do revestimento protetor. As transformações possíveis de superfícies de zinco expostas a vários tipos de atmosferas estão resumidas na Tabela II16-19. Aspectos Cinéticos da Corrosão Atmosférica do Zinco A dependência da velocidade de corrosão do zinco com o tempo de exposição é função do ambiente e das condições de exposição. Em atmosferas rurais e urbanas, o zinco desabrigado, ou seja, exposto a céu aberto, tem sua taxa de corrosão normalmente linear com o tempo de exposição. Em condições abrigadas, esta taxa decresce com o tempo de exposição20. A Figura 14 ilustra, de forma esquemática, estas duas situações. Pode-se verificar que, após certo tempo de exposição, a velocidade de corrosão do zinco, em condições abrigadas, é menor do que aquela verificada em condições não-abrigadas. Esta diferença tem sua explicação: na superfície diretamente exposta à chuva, têm-se maiores velocidades de corrosão, pois a chuva lixivia parte dos produtos de corrosão formados, diminuindo sua ação protetora. Tal fato não se verifica em condições abrigadas. Tabela II: Resumo das transformações de superfícies de zinco em diferentes atmosferas16-19. Atmosfera rural Zn → Zn(OH)2 → ZnOH(CO3)0,5 Atmosfera urbana ou industrial Zn → Zn(OH)2 → ZnOH(CO3)0,5 Zn → Zn(OH)2 → ZnOH(CO3)0,5 → ZnSO4 Zn → Zn(OH)2 → ZnOH1,5(SO4)0,25 Zn → Zn(OH)2 → ZnOH1,5(SO4)0,25 → ZnSO4 Zn → ZnSO4 Atmosfera marinha Zn → Zn(OH)2 → ZnOH1,4Cl0,6 Figura 14: Taxa de corrosão do zinco em função do tempo de exposição em condições abrigadas e não-abrigadas. Comportamento típico verificado em atmosferas rurais e urbanas20. Em ambientes marinhos, tanto em condições abrigadas como desabrigadas, existe uma diminuição da velocidade de corrosão, sendo este efeito mais pronunciado para as condições abrigadas, conforme ilustrado na Figura 15. Este fato é devido à formação gradativa de cloretos básicos de zinco, de caráter protetor, que se formam sobre o zinco20. Figura 15: Velocidade de corrosão do zinco em função do tempo de exposição em condições abrigadas e não-abrigadas. Comportamento típico verificado em atmosferas marinhas20. Velocidades de corrosão atmosférica do zinco, descritas na Tabela III, foram publicadas para diferentes atmosferas21,22 ; as medidas foram realizadas na condição desabrigada. Tabela III: Velocidades de corrosão atmosférica do zinco21,22. Velocidade diferencial de corrosão (µm/ano) Durabilidade do revestimento, em anos, para uma espessura inicial de camada total de 85µm. Rural 0,2 a 2 425 a 43 Urbana e industrial 2 a 16 43 a 5 Marinha 0,5 a 8 170 a 11 Atmosfera A observação da Tabela II permite concluir que 85 µm de zinco, valor bem típico de espessura de camada depositada no processo de galvanização a fogo, promoverá a proteção do substrato de aço por períodos que variam de 5 anos (condição industrial extremamente agressiva) até 425 anos (condição rural não poluído). Uhlig e Revie1 apresentam uma comparação das velocidades de corrosão atmosférica para diferentes ligas em diferentes meios. A Tabela IV apresenta os resultados. Pode-se observar que as velocidades de corrosão do zinco, em diferentes ambientes, apresentam-se, de modo geral, menores do que aquelas apresentadas pelo aço (cerca de 1,5x a 10x menores). Tabela IV: Comparação das velocidades de corrosão atmosférica com as velocidades médias em água do mar e em solos1. Velocidade de Corrosão, g/m2.dia Ambiente Aço Zinco Cobre - 0,017 0,014 Atmosfera Marinha 0,29 0,031 0,032 Atmosfera Industrial 0,15 0,10 0,029 Água do mar 2,5 1,0 0,8 Solo 0,5 0,3 0,07 Atmosfera Rural Ensaios de campo mostram que pequenas adições de elementos de liga ao zinco (< 2%) não resultam em qualquer melhoria significativa de sua resistência frente à corrosão. Adições maiores de alumínio, entretanto, tem se mostrado favoráveis. A liga de zinco contendo 55%Al e 1,6%Si tem apresentado de duas a seis vezes maior resistência do que o zinco, quando utilizado como revestimento sobre o aço carbono23. A profundidade de penetração é geralmente descrita como sendo aproximadamente uma função linear do tempo de exposição em atmosferas rurais e urbanas. Legault e Pearson24, entretanto, encontraram que este fato somente é observado em superfícies desabrigadas, voltadas o céu, ensaiadas em atmosfera urbana (Figura 16). Superfícies voltadas para o solo, expostas em atmosfera urbana, e voltadas para o céu e solo em atmosfera marinha, mostraram relações não-lineares, que atendem a equação: (11) p = ktn onde os valores das constantes k e n variam com as condições de exposição. Figura 16: Curvas de previsão para a corrosão atmosférica do aço galvanizado22. Dados obtidos através da exposição durante 4 a 5 anos em atmosfera urbana (Chicago) e marinha (Kure Beach, 245 m distante do mar). Linha contínua = atmosfera urbana; linha tracejada = atmosfera marinha. Deve ser observado que a velocidade de corrosão revelou-se maior em superfícies voltadas para o céu do que em superfícies voltadas para o solo. A equação obtida pelos autores (eq. 11) deve ser avaliada com muito cuidado, pois a regressão foi desenvolvida com base em somente duas determinações experimentais de perda de massa, realizadas durante o período inicial de dois anos de exposição. Vários autores25-30 publicaram equações que correlacionam atmosférica do zinco ao teor de SO2 atmosférico, e, em um caso, a deposição de Cl-. As equações estão relacionadas na Tabela parte das equações, a perda de massa causada pela corrosão é do teor de SO2 (Figura 17). a corrosão também com IV. Na maior função linear As equações mostram que o tempo de umedecimento, a concentração de SO2 e cloretos são os fatores que mais influenciam a taxa de corrosão do zinco. Tempos de umedecimento elevados são especialmente prejudiciais ao zinco, pois podem determinar a formação da ferrugem branca. Tempos de secagem longos favorecem a formação de uma camada protetora mais efetiva, diminuindo, ou mesmo parando o processo corrosivo. Assim, em exposições com condição de ventilação adequada e ao sol, a secagem é rápida, o que não ocorre em condições abrigadas com pouca ventilação. Nesta última, a secagem é lenta, e, portanto, a intensidade da corrosão é significativa. A condição mais prejudicial ao zinco corresponde à presença de uma camada de água na superfície do metal e absorção de SO2 nesta camada, em níveis a tornar o eletrólito ácido. Nestas condições, não só a camada protetora se dissolve como também é impossível a formação de uma nova camada. A variação das constantes das equações pode ser devida às diferenças do tempo de umedecimento e temperatura dos sites para onde as equações foram determinadas. Em algumas das equações, tempo de umedecimento foi incluído como um parâmetro explícito. O nomograma representado na Figura 17 representa a função sugerida por Barton31 e permite uma estimativa rápida da velocidade de corrosão do zinco desde que os tempos de umedecimento e a concentração de SO2 possuam valores conhecidos. Figura 17: Velocidade de corrosão do zinco em função da concentração de SO2 da 6 atmosfera . A curva A representa um caso de estudo da Suécia32, a curva B é de Hudson e Stanners33, a curva C é de Haynie e Upham34 e a curva D de Guttman27. A título de ilustração, a Tabela VI apresenta valores estimados da taxa de corrosão do zinco para três diferentes graus de contaminação de atmosfera com SO2 e para três valores distintos de tempo de umedecimento33. Pode-se verificar que, em atmosferas tipicamente industriais, é possível a obtenção de valores de velocidades de corrosão comparáveis às obtidas para ambientes rurais, sendo dependente do tempo de umedecimento. Para o mesmo tipo de ambiente, a taxa de corrosão poderá variar em até 50 vezes para diferentes valores de tempo de umedecimento. As Tabelas VII34 e VIII35 trazem velocidades de corrosão do zinco, para diferentes ambientes brasileiros. Tabela VI: Valores estimados da taxa de corrosão do zinco para diferentes tempos de umedecimento e concentrações de SO2 atmosférico33. Velocidade de corrosão (µm/ano) Taxas de deposição τ=102h/ano τ=103h/ano τ =104h/ano 5 (ambiente rural típico) 0,02 0,15 1,0 50 (ambiente urbano típico) 0,10 0,17 5,0 110 (ambiente industrial típico) 0,2 1,5 9,0 (mg de SO2/(cm2.dia)) Referência Equação Barton et al.25 K = 0,00076tw0,50SO20,718 Haynie e Upham26 K = 0,001028(RH-48,8)SO2 Guttman27 K = 0,005461(tw)0,8152(SO2+0,02889) Atteraas et al.28 K = 0,22SO2 + 6,0 K = 0,27Cl- + 0,22SO2 + 4,5 Hudson e Stanners29 K = 0,16SO2 + 6,32 Knotkova et al.30 K = 0,17SO2 + 3,6 Parâmetros tw = tempo de umedecimento, isto é, o tempo total decorrido (h/dia) quando a umidade relativa é ≥ 80% e a temperatura ≥ 0oC SO2 = deposição de SO2, mg/m2.dia K = velocidade de corrosão, g/m2.dia SO2 = concentração média de SO2, µg/m3 RH = umidade relativa média, % K = velocidade de corrosão, µm/ano tw = tempo de umedecimento monitorado eletroquimicamente, h SO2 = concentração de SO2 quando os painéis estão umedecidos, ppm K = perda causada pela corrosão, g no painel (3” x 5”) SO2 = concentração de SO2, µg/m3 Cl- = deposição de cloretos, g/m2.ano K = velocidade de corrosão, g/m2.ano SO2 = concentração de SO2, µg/m3 K = velocidade de corrosão, g/m2.ano SO2 = deposição de SO2, mg/m2.dia K = velocidade de corrosão, g/m2.ano Tabela V: Resumo das transformações de superfícies de zinco em diferentes atmosferas. Figura 18: Nomograma para a determinação da velocidade de corrosão atmosférica (mm/ano) do zinco, a partir da deposição de SO2 (mg/m2.dia) e do tempo de umedecimento (h/ano)31. Tabela VII: Velocidades de corrosão do zinco exposto em diferentes ambientes brasileiros34. Velocidade de corrosão Tempo de exposição (µm/ano) (anos) Caratinga, MG 0,720 1 São Paulo, SP 1,190 1 Rio de Janeiro, RJ 2,160 1 Ipatinga, MG 1,090 1 Cubatão, SP 1,980 1 Arraial do Cabo, RJ 8,060 1 Ubatuba, SP 8,350 1 Ambiente Local de exposição Rural Urbano Industrial Marinho Tabela VIII: Velocidades de corrosão do zinco exposto em diferentes ambientes brasileiros35. Ambiente Urbano Rural Industrial Marinha Velocidade de corrosão média de 2 anos de exposição Vida útil, para revestimento de 50µm de espessura (µm/ano) (anos) Santana do Parnaíba, SP 0,9 55 Piratininga, SP 2,55 20 Paula Souza, SP 1,2 41 São José dos Campos, SP 1,1 45 Guarulhos, SP 1,3 38 Sorocaba, SP 0,7 71 Alto da Serra, SP 2,6 19 Baixada Santista, SP 2,3 21 Capuava, SP 2,5 19 Praia Grande, SP 1,6 31 Local de exposição A velocidade de corrosão de superfícies de zinco é também muito dependente das condições da atmosfera durante os primeiros estágios de exposição20. Chuvas continuadas ou umidade relativa de 100% - ou próximas disto - levam às maiores velocidades de corrosão, enquanto que condições mais secas levam a velocidades de corrosão menores. Após um período inicial, entretanto, a velocidade diferencial de corrosão se torna aproximadamente a mesma nos dois casos (Figura 19). Conforme já mencionado, a presença de NaCl também afeta a corrosão atmosférica do zinco. Ambientes marinhos, caracterizados por alta umidade relativa e contaminação com partículas de NaCl e ventos que carregam partículas de areia são agressivos ao zinco. Estes fatores fazem com que as taxas de corrosão do zinco, em atmosferas marinhas, sejam maiores do que em atmosferas rurais. De modo geral, no entanto, a intensidade de corrosão do zinco, em atmosferas tipicamente marinhas, é menor do que em atmosferas industriais. Figura 19: Efeito de memória na corrosão atmosférica de amostras de zinco expostas em 4 de agosto de 1947 (∆) e amostras expostas em 17 de fevereiro de 1948 (o)20. Existe certa correlação entre a taxa de deposição de NaCl e a taxa de corrosão do zinco. Dessa maneira, tanto maior a intensidade de corrosão, quanto maior a proximidade com o mar, podendo ser citados os resultados de ensaios conduzidos na Nigéria, em localidades cuja distância do mar variava de 45 a 50 km. O teor de cloreto de sódio variava de 300 mg/m2.dia a 7,5 mg/m2.dia. As correspondentes velocidades de corrosão do zinco, nesses extremos, eram de 39 µm/ano a 0,8 µm/ano36,37. Assim, são encontradas altas taxas de corrosão em atmosferas marinhas, em regiões muito próximas ao mar, o que, muito provavelmente, está relacionado com a natureza dos produtos de corrosão formados. Em regiões muito próximas ao mar, têm-se a formação de uma camada não-protetora (ferrugem branca), contendo cloreto de zinco solúvel, enquanto que, em regiões mais afastadas, devido às menores concentrações de íon cloreto e condições menos úmidas, têm-se a formação de cloretos básicos de zinco de caráter protetor. Obviamente, a presença concomitante de SO2 e NaCl (atmosfera marinha industrial) é uma condição muito agressiva ao zinco, pois poderão existir condições ácidas na superfície metálica, impedindo a formação de sais básicos, o que acelera a corrosão deste metal. Outro fator que deve ser considerado é a presença de frestas ou locais onde a retenção de água é favorecida. Esta condição é particularmente agressiva ao zinco, pois impede a formação de uma camada protetora e favorece a formação da ferrugem branca que, como já mencionado, não é protetora. Este fato é relacionado tanto ao tempo de molhamento excessivo, como à dificuldade do acesso de CO2 da atmosfera ao eletrólito contido na fresta. Pode-se concluir que não se podem fazer generalizações a respeito da intensidade de corrosão do zinco, pois muitos são os fatores que determinam a corrosividade de uma atmosfera. Assim, em atmosferas rurais, podem-se ter taxas de corrosão variando dentro de uma ampla faixa, o mesmo ocorrendo em atmosferas urbanas, industriais e marinhas. Estas afirmações são corroboradas pelos resultados obtidos experimentalmente, em várias localidades do mundo, para cada um dos tipos de atmosfera anteriormente citados. Quando não se dispõe de dados relativos à velocidade de corrosão do zinco para um ambiente particular, pode-se recorrer à classificação apresentada pela Norma ISO 9223:199238. Esta Norma fornece um guia indicativo das velocidades de corrosão do zinco para diferentes atmosferas; a Tabela IX reproduz estes valores. Tabela IX: Categorias de corrosividade atmosférica e exemplos de ambientes38 Perda de massa por unidade de superfície/perda de espessura (após um ano de exposição) Categoria de corrosividade Aço baixo-carbono Perda de massa Perda de espessura g/m2 µm Exemplos de ambientes típicos (informativo) Zinco Perda de massa g/m2 Perda de espessura Exterior Interior ≤ 0,1 - Edificações aquecidas, com atmosferas limpas (escritórios, lojas, escolas, Hotéis). > 0,1 a 0,7 Atmosferas com baixo nível de poluição. A maior parte das áreas rurais. Edificações sem aquecimento, onde a condensação é possível (armazéns, ginásios cobertos, etc.). > 0,7 a 2,1 Atmosferas urbanas e industriais com poluição moderada por dióxido de enxofre. Áreas costeiras de baixa salinidade. Ambientes industriais com alta umidade e alguma poluição atmosférica (lavanderias, cervejarias, laticínios, etc.). > 2,1 a 4,2 Áreas industriais e costeiras com salinidade moderada. Indústrias químicas, coberturas de piscinas, etc. > 4,2 a 8,4 Áreas industriais com alta umidade e atmosfera agressiva. Edificações ou áreas com condensação quase que permanente e com alta poluição. > 4,2 a 8,4 Áreas costeiras e offshore com alta salinidade. Edificações ou áreas com condensação quase que permanente e com alta poluição. µm C1 Muito baixa ≤ 10 ≤ 1,3 ≤ 0,7 C2 baixa > 10 a 200 > 1,3 a 25 > 0,7 a 5 C3 média > 200 a 400 > 25 a 50 > 5 a 15 > 50 a 80 >15 a 30 C4 alta > 400 a 650 C5-I muito alta > 650 a 1500 > 80 a 200 (industrial) >30 a 60 C5-M muito alta (marinha) > 650 a 1500 > 80 a 200 >30 a 60 7. Referências bibliográficas (1): H. H. Uhlig e R. W. Revie, Corrosion and Corrosion Control – An Introduction to Corrosion Science and Engineering, 3rd. Ed., John Wiley & Sons, New York, p.238 (1985). (2): L. Kenworthy e M. Smith, J. Inst. Metals, 70, p.463 (1944). (3): K. Logan, in Corrosion Handbook, ed. H. H. Uhlig, John Wiley & Sons, New York, pp. 460-462 (1948). (4): G. Schikorr, Trans. Electrochem. Soc., 76, p.247 (1039). (5): P. Roberge, Handbook of Corrosion Engineering, McGraw-Hill, New York, p. 788 (2000). (6): AAA Galvanizing Inc., What is Galvanizing? http://www.aaagalvanizing.com/gal.htm, 1998. (7): ISO 8501-1:1988 “Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings”, International Organization for Standardization (ISO), Geneva, Switzerland. (8): ISO 1461:1999 “Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods”, International Organization for Standardization (ISO), Geneva, Switzerland. (9): The Engineers & Architects´ Guide to Hot Dip Galvanizing. Galvanizers Association, 2002, West Midlands,UK. (10): M. J. Hornsby, Hot Dip Galvanizing – A guide to process selection and galvanizing practice, ITDG Publishing, Warwickshire, UK, p.10, 1995. (11): E. Mattsson, NACE Plenary Lecture – 1982, Mater. Perform., 21 (7): 9 (1982). (12): E. Hogfeldt e L. G. Sillén, Tentative Equilibrium Constants for 25oC (on Infinite Diluition Scale). The Royal Institute of Technology, Stockholm, 1966. (13): R. Grauer e W. Feitknecht, Corros. Sci., 7: 629 (1967). (14): K. Barton, Schutz gegen Atmosphärische Korrosion, Verlag Chemie, Weinheim, 1972. (15): R. W. Bailey e H. G. Ridge, Chem. Ind., 78: 1222 (1957). (16): T. Biestek e J. Niemec, Proc. Inst. Mech. Precyz., 14(2): 38 (1966). (17): K. B. Barton, em Intergalva´ 70 (Zinc Development Association, ed.), Industrial Newspaper Ltd., London, 1971, p. 199. (18): J. A. van Oeteren, in Korrosionsschutz durch Beschichtungsstoffe, vol.1, Carl Hauser Verlag, Munchen, 1980, pp.91-126. (19): C. J. Slunder e W. K. Boyd, Zinc: Its Corrosion Resistance, Zinc Institute Inc., New York, 1971. (20): V. Kucera e E. Mattson, Atmospheric Corrosion, in Corrosion Mechanisms. Marcel Dekker, New York, p. 221 (1987). Chemical Industries Series, no. 28. (21): C. J. Slunder e W. K. Boyd, Zinc: Its Corrosion Resistance, Zinc Institute Inc., New York, 1971. (22): E. Mattson, Tek. Tidskr., 98: 767 (1968). (23): T. Johnsson e V. Kucera, Proceedings of the Thirteenth International Galvanizing Conference, Portcullis Press, London, 1982, p. 47/1. (24): R. A. Legault e V. P. Pearson, in Atmospheric Factors Affecting the Corrosion of Engineering Metals, ASTM STP 646, American Society for Testing and Materials, Philadelphia, 1978, p.83. (25): K. Barton et al., Zasch. Met., 16: 387 (1980). (26): F. H. Haynie e J. B. Upham, Mater. Prot. Perform., 9(8): 35 (1970). (27): H. Guttman, in Metal Corrosion in the Atmosphere, ASTM STP 435, American Society for Testing and Materials, Philadelphia, 1968, p. 235. (28): L. Atteraas et al., in Proc. 8th Scand. Corros. Congr., Helsinki University of Technology, Helsinky, Finland, 1978. (29): J. C. Hudson e J. F. Stanners, J. Appl. Chem., 3: 86 (1953). (30): D. Knotkova et al., in 9th Intern. Congr. Metallic Corros., National Research Council Canada, Ottawa, 1984. (31): K. Barton, in Air Pollution Control (G. M. Bragg e W. Strauss, eds.), Wiley, New York, 1981. (32): Air Pollution Across National Boundaries – The Impact on the Environment of Sulfur in Air and Precipitation, Experiência Sueca apresentada na Conferência das Nações Unidas Sobre o Ambiente Humano, Royal Ministry of Agriculture, Stockholm, 1971. (33 ): Z. Panossian, Corrosão e Proteção Contra Corrosão em Equipamentos e Estruturas Metálicas, Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A. – IPT, vol. 2, pp. 436 – 443 (1993). (34): Z. Panossian et al., Corrosão Atmosférica de Metais no Estado de São Paulo, Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A., p. 73 (1991). (35): O. B. Ellis, Proc. ASTM, 49: 152 (1949). (36): Ambler, H.R.; Bain, W.K. Corrosion of Metals in the Tropics. Journal of Applied Chemistry, London, V.5, no.9, p.437 – 467, 1955. (37): Adam, A.M.M. de M. Corrosão atmosférica do zinco e revestimentos de zinco. In: Curso de zincagem por imersão a quente. São Paulo: ABM, 1976, p. 3.1-3.28. (38): ISO 9223:1992 “Corrosion of metals and alloys -- Corrosivity of atmospheres - Classification”, International Organization for Standardization (ISO), Geneva, Switzerland.
Baixar