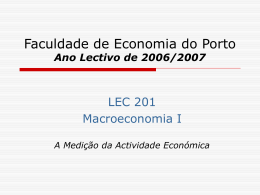
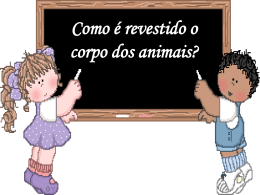
Pós para metalização A sua melhor escolha Por que metalização? A metalização é um método eficaz e econômico para alcançar propriedades de alta performance em superfícies metálicas expostas à desgastes. Um objeto de metal pode ter revestida a superfície da área exposta para alcançar maior resistência à corrosão e ao desgaste. A metalização também pode ser usada para reparar partes danificadas. Não será necessária a substituição total das peças e esse reparo aumenta a sua vida útil. As técnicas de metalização são, hoje em dia, uma prática comum para muitas aplicações em uma grande variedade de indústrias: •Agrícola •Automobilística •Química • Geração de energia • Moldes de vidro 2 • Veículos pesados motorizados •Naval •Papel •Petroquímica • Moldes de plástico • Reparos e substituições • Fabricação de aço O denominador comum de todas essas aplicações é a necessidade de obter uma maior resistência ao desgaste, à corrosão, à abrasão e aos impactos. Esta combinação de propriedades necessita uma fórmula equilibrada de pó metálico, uma vez que é específica para cada aplicação. Os nossos pós atomizados são particularmente adequados para as necessidades das técnicas de metalização, tais como a soldagem a pó, aspersão e fusão, plasma spray, HVOF (High Velocity Oxy-Fuel, PTA (Plasma de Arco Transferido), revestimento a laser e cold spray. Ampliando o campo de aplicações A Höganäs é um fabricante de pós que fornece uma gama completa de pós para os processos de aspersão térmica. Uma ampla variedade de pós de alta qualidade de base de níquel, cobalto e ferro aumenta o potencial para aplicações industriais de metalização. O desenvolvimento contínuo tem o objetivo de ampliar as propriedades e as técnicas de aplicação para obter novas soluções e ampliar a variedade de aplicações. Vantagens exclusivas do Pó Metálico Höganäs Partícula esférica sem satélites é o principal diferencial da Höganäs para todas as fórmulas de pó oferecidas à indústria da metalização. Isso proporciona a chave para fórmulas otimizadas, quando a morfologia se combina com um sistema de ligas correto e uma distribuição do tamanho das partículas. Benefícios para o cliente: • Excelente fluxo de suprimento de pó • Menos sensibilidade à umidade • Maior taxa de deposição • Menor porosidade • Menor consumo de gás (exemplo na página 4) Compromisso com o meio ambiente Sabemos que o compromisso com o meio ambiente é tão importante quanto a capacidade operacional do produto. Os produtos da Höganäs proporcionam energia e soluções ambientalmente eficientes para os nossos clientes. Os nossos processos de produção se caracterizam por seu eficiente uso dos recursos de energia natural e pela geração de uma quantidade mínima de resíduos. Os objetivos ambientais e os objetivos relacionados com a energia e seus planos de ação utilizam a norma ISO 14001 de gestão ambiental como uma ferramenta nas instalações de produção da Höganäs. As embalagens racionais e completamente recicláveis minimizam os custos de transporte e o impacto no meio ambiente. vez, obtemos um controle mais rígido dos parâmetros do processo, com o uso de controle estatístico de parâmetros (SPC). Os benefícios para o cliente do SPC nas aplicações: • A qualidade consistente do pó minimiza o tempo de ajuste do equipamento do cliente • A consistência entre lotes transforma o tempo de ajuste dos equipamentos em tempo de produção • Cada lote produzido é submetido a um ensaio de revestimento com o equipamento adequado antes de sua entrega Suporte técnico completo Os clientes têm o total suporte das instalações de nosso laboratório. O serviço de pesquisa para os clientes compõe-se de nossos equipamentos de laboratório, de aplicações com aspersão térmica, soldagem a pó, PTA e o revestimento a laser. Os dados científicos necessários são gerados em nossos laboratórios de metalografia. Os nossos técnicos competentes executam e interpretam os resultados para chegar a soluções aplicáveis ao caso concreto de cada cliente. Conhecimento e cooperação O desenvolvimento de nosso pó metálico tem como objetivo o estímulo ativo do crescimento da indústria de metalização. O conhecimento é a chave do sucesso e a perícia metalúrgica da Höganäs é a base do desenvolvimento do pó. O foco do sucesso do pó metálico são os amplos recursos de produção que prevêem às necessidades do mercado e respondem a elas. A nossa reputação consolidada como provedor de confiança de pós para metalização é uma sólida base para a cooperação. Qualidade O programa de certificação de qualidade Höganäs cumpre os requisitos de ISO 9001 e TS 16949. Isto assegura que os nossos clientes terão uma qualidade de produtos consistentes através do tempo. A cada 3 Produtos avançados laboratórios de aplicações para assegurar os melhores resultados. Uma ampla variedade de pós está disponível, dividida de acordo com um grande intervalo de tamanhos de partículas, em conformidade com as recomendações de vários fabricantes de equipamentos de metalização. A Höganäs é uma fornecedora exclusiva de pó metálico cuja finalidade é a excelência na fabricação. Os processos de atomização usados em nossas instalações produzem pós que são submetidos a rígidos controles em cada fase do processo. A confirmação final da qualidade é o depósito de material em nossos Matéria prima Processos Produtos Atomização Vertical Níquel Cobalto Ferro Fusão Peneiramento Pós para revestimento Atomização Horizontal Os requisitos de sua aplicação determinarão o tipo de pó que deverá ser utilizado e o processo a empregar. Uma superfície acabada de alta qualidade é o nosso selo de qualidade Com o objetivo de obter a mais alta qualidade no acabamento superficial do revestimento, recomenda-se o uso de pó de alta qualidade da Höganäs. Uma superfície lisa, com menos porosidade e um acabamento limpo requerem menos esforço à hora de polir. Uma alta taxa de deposição pode aumentar a produtividade e o volume aportado. Uma ligação uniforme entre o revestimento e a base assegura um menor número de partes defeituosas. Os parâmetros do equipamento consistentes depois da mudança de lotes reduzem o tempo de ajuste do equipamento. Estas são as características que foram levadas em conta no momento de desenvolver os pós oferecidos à indústria de metalização. Vantagens exclusivas do Pó Höganäs Os nossos pós combinam uma excelente morfologia com uma grande variedade de sistemas de liga e distribuição de tamanho de partículas. As partículas esféricas sem satélites são a característica morfológica da Höganäs. Quando aplicados isto resulta em maior taxa de deposição, menor porosidade e ligação uniforme. O baixo teor de oxigênio de nossos pós também contribui para um acabamento mais limpo da superfície. O fluxo de pó esférico requer menos gás para o transporte da mesma quantidade de pó. No caso da soldagem a pó, é necessária uma menor pressão de gás com as partículas 4 esféricas. Uma pressão menor significa que se consome menos gás durante o processo de revestimento. No caso da soldagem PTA, é possível quantificar a redução e se observou até 25% de redução no consumo de gás. A geometria das partículas esféricas tem a menor relação entre superfície e volume que qualquer outra forma. Isso quer dizer que a absorção de umidade é menor do que com qualquer outra morfologia. A umidade absorvida na superfície do pó é uma preocupação a menos. Como fabricantes independentes, oferecemos uma variedade de pós adequados para todos os equipamentos. As plantas de produção certificadas segundo as normas ISO e TS garantem que as propriedades químicas e físicas estejam em conformidade com as especificações. Isso assegura a ciência, mas a confirmação final da realidade está no revestimento. Cada lote produzido é submetido a um ensaio de revestimento com o equipamento adequado antes da entrega ao cliente. Pós metálicos para metalização A linha de defesa escolhida contra a corrosão, o desgaste e os rápidos ciclos térmicos nos moldes, nas forminhas e nos fundos para a indústria de fabricação de garrafas. Reduz o desgaste e a corrosão nas válvulas. Os tubos de caldeira da calefação conseguem suportar ciclos de temperatura, ambientes corrosivos, e níveis de partículas flutuantes. Superfície altamente resistente ao desgaste aplicada em coroas e punções para fabricação de garrafas. Revestimento HVOF de cilindros para prensas. Protege as válvulas de esfera da indústria petroquímica da corrosão e do desgaste mecânico. Rendimento do pó e dos processos A variedade de equipamentos de metalização e os tipos de pós metálicos foram evoluindo à medida que crescia a indústria de revestimento térmico. Produzimos uma completa gama de pós atomizados à base de níquel, ferro e cobalto. Esses materiais foram desenvolvidos especificamente para cada tipo de equipamento de metalização e aplicação. Entre as técnicas de revestimento que os nossos pós abrangem se incluem: • • • • • • O revestimento extremamente duro de carbetos de tungstênio conserva as lâminas afiadas na indústria de papel. Os rolos de aço ganham durabilidade, precisão e eficiência na produção. Soldagem a pó Aspersão e Fusão Plasma Spray HVOF (High Velocity Oxy-Fuel) PTA (Plasma Transferred Arc) welding Revestimento a laser 5 são de 2 a 8 kg/hora, e a espessura do revestimento é de 0,1 a 2,5 mm. Soldagem a pó emprega um maçarico de oxi-acetileno padrão, em que o pó é alimentado diretamente na chama proveniente de um reservatório acoplado ao maçarico. Normalmente este método é usado para moldes de vidro, peças pequenas e reparos. Especialmente indicado para o reparo de ferro fundido e peças mecanizadas. A soldagem a pó proporciona um revestimento liso e denso, com uma aderência por difusão à base. As taxas de deposição são de 0,5 a 2,5 kg/hora, e a espessura do revestimento é de 0,2 a 12 mm. HVOF (High Velocity Oxy-Fuel) spraying combina velocidades de até 700 m/s/ com temperaturas moderadas. Este processo proporciona um revestimento muito denso (> 97%). As taxas de deposição são de até 9 kg/hora, e a espessura do revestimento é de 0,05 a 2,5 mm. PTA (Plasma Transferred Arc) welding a soldagem PTA é um processo que pode ser altamente automatizado. Utiliza uma combinação arco/jato de plasma para formar uma área de fusão limitada sobre a superfície da peça de trabalho. O resultado é uma baixa diluição do metal base com uma pequena zona afetada pelo calor e um revestimento denso e uniforme. Este processo encontrou uma grande utilidade em aplicações de grande volume e automatizadas, como a metalização de válvulas de escape. É possível obter taxas de deposição de até 12 kg/hora e a espessura do revestimento é de 1 a 6 mm. Aspersão e Fusão O pó é alimentado diretamente numa chama oxiacetilênica ou oxi-hidrogênio e projetado em direção ao metal base. O material semifundido forma uma união mecânica que, quando fundida com a peça de trabalho, cria uma união metalúrgica. A aspersão e fusão é ideal para o revestimento de peças cilíndricas. As ligas de elevada dureza e mesclas de carbetos de tungstênio podem ser usadas com vantagem. As taxas de deposição são de 1 a 9 kg/ hora, e a espessura do revestimento é de 0,1 a 3 mm. Plasma Spray emprega uma técnica essencialmente similar à da aspersão e fusão, com a diferença de que a dispersão de plasma conta com um plasma eletricamente estimulado de alta velocidade e temperatura (~15 000°K). Isto permite um revestimento mais denso (95-98%). As taxas de deposição Revestimento a laser é concentrado e controla o calor e a profundidade do revestimento, proporcionando uma limpa união metálica com uma diluição mínina, uma pequena zona afetada pelo calor e uma estrutura de grão fino. As taxas de deposição são de até 8 kg/hora, e a espessura do revestimento varia de 0,5 a mais de 4 mm. Como escolher o tipo de pó adequado BAIXA Níquel CrMo ALTA Ligas a base de Cobalto Níquel CrSiB Ferro CrMoWVC HSS Ferro CrNi Austenítico SS ALTA FeCr Alto C Ferro Cr Martensítico SS BAIXA ALTA 6 Resistência à abrasão Resistência ao calor Fatores a considerar A composição química e a porosidade determinam a resistência à abrasão, ao calor, à corrosão e ao impacto da superfície metalizada. A distribuição do tamanho das partículas pode afetar a forma do depósito e é frequentemente específica para cada equipamento. Estes são os principais fatores usados para determinar o pó adequado para cada aplicação específica. Este diagrama e as tabelas nas páginas seguintes auxiliam na definição do pó adequado. A dureza do depósito depende, em grande parte, da eficiência de deposição. Resistência ao impacto BAIXA Tipos de pós para Soldagem a Pó Base níquel Tamanho das partículas (µm) C% Si % B% Fe % Cr % Ni % Mo % 1015-00 20-106 0,03 2,0 1,1 0,5 – Bal. – 1020-00 20-106 0,03 2,4 1,4 0,4 – Bal. Outros % Dureza Recomendações de uso/ Características/ Comentários HRC HV30 Cu=20,0 15* 210** Reparos de ferro fundido, por exemplo, blocos de motor. – – 20* 230** Trabalhos de soldagem em superfícies novas de ferro fundido. Reparos de falhas de usinagem. Reparos de blocos de motor, rolamentos, roscas, bombas e prensas. Maior fluidez, diminuição do ponto de fusão. Fácil manuseio. Pode ser preenchido à mão. 1021-10 20-106 0,03 2,0 0,65 0,3 3,0 Bal. – P=2,0 21* 250** 1623-05 10-53 0,04 2,5 1,6 0,4 – Bal. – – 23* 270** 1025-40 20-106 0,05 2,7 1,8 0,4 – Bal. – – 28* 295** 1031-10 20-106 0,03 2,2 0,9 0,3 3,0 Bal. – P=2,2 28* 290** Maior fluidez, diminuição do ponto de fusão. 1035-40 20-106 0,32 3,7 1,2 3,0 7,0 Bal. – – 35* 360** 1135-40 20-71 Reparos e reconstrução de pequenos punções e forminhas na indústria de fabricação de vidro. 1036-40 20-106 0,15 2,8 1,2 0,4 4,5 Bal. 2.5 P=1,9 36* 375** Maior fluidez, diminuição do ponto de fusão. 1040-00 20-106 0,25 3,5 1,6 2,5 7,5 Bal. – – 40* 425** 1045-00 20-106 0,35 3,7 1,8 2,6 8,9 Bal. – – 47** 500** Reparos e reconstrução de peças desgastadas para moldes, válvulas, rolamentos, sulcos, juntas de vedação, vávulas tipo porta bombas de água e engrenagens. Boa fluidez. 1050-00 20-106 0,45 3,9 2,3 2,9 11,0 Bal. – – 52** 580** 1060-00 20-106 0,75 4,3 3,1 3,7 14,8 Bal. – – 62** 810** * Valor indicado ** Valor medido Todas as aplicações com alta demanda de resistência ao desgaste e à corrosão, por exemplo, rolamentos, válvulas de motores diesel, vávulas tipo porta, parafusos de alimentação, pás de ventilador, fusos têxteis, pistões, eixos de bombas, braços e lâminas de misturadores agrícolas. É possível conseguir um aprimoramento ainda maior por meio da mescla com carbetos. Recomendações de uso Características Comentários Soldagem a Pó - Efeito do tamanho das partículas sobre o perfil do depósito. Tamanho médio das partículas (micras) Efeito de B+Si sobre a fluidez e a dureza % B+Si HRC 1060 90 60 7 70 50 40 6 1050 5 1040 4 20 50 40 1020 20 3 10 2 Fluidez da poça Perfil do depósito Perfil do depósito 7 Tipos de pós para Aspersão e Fusão Base níquel 1240-00 Tamanho das partículas (µm) 36 -106 1340-00 45 -125 1245-00 36 -106 1345-00 45 -125 1250-00 36 -106 1350-00 45 -125 1355-20 C% Si % B% Fe % Cr % Ni % Mo % Outros % Dureza HRC HV30 0.25 3.5 1.6 2.5 7.5 Bal. – – 38* 380** 0.35 3.7 1.8 2.6 8.9 Bal. – – 44** 450** 0.45 3.9 2.3 2.9 11.0 Bal. – – 51** 570** 45 -125 0.55 4.0 3.4 2.7 16.0 Bal. 3.0 Cu=3.0 57** 700** 0.75 4.3 3.1 3.7 14.8 Bal. – – 61** 790** 820** 1260-00 36 -106 1360-00 45 -125 1360-20 45 -125 0.90 4.3 3.3 4.2 16.3 Bal. – – 62** 72-M-40 45 -125 0.35 3.1 1.7 3.2 9.9 Bal. – – 37 72-W-40 36 -106 74-M-60 45 -125 0.58 4.1 2.9 4.4 13.6 Bal. – – 58 74-W-60 36 -106 76-M-50 45 -125 0.55 3.7 2.4 4.1 13.3 Bal. – – 50 76-W-50 36 -106 76-M-50-S 45 -125 0.37 3.9 2.2 4.2 12.9 Bal. – – 45 76-W-50-S 36 -106 75-M-62 45 -125 0.71 4.5 3.2 4.5 14.0 Bal. – – 63 80-M-60 45 -125 0.60 4.2 2.9 4.6 14.0 Bal. 2.5 Cu=2.4 58 80-W-60 36 -106 82-M-60 45 -125 0.58 4.3 3.0 4.7 15.4 Bal. 3.2 Cu=2.0 59 Metco 5P/6P Oxigênio Colmonoy J Uni Spray Jet Acetileno Pó Bar * Vazão Bar * Vazão Vazão 1.7 34 1.0 34 17 Terodyn 2000 Castodyn 8000 Aplicação de camadas em punções na fabricação de garrafas onde se exija boa usinabilidade. Também em rolamentos, cabeças de psitão, eixos de laminadores, pás de ventiladores, válvulas gaveta, buchas de bombas e rotores de bombas. Rolamentos, válvulas de motores diesel. assentos de válvulas, rolos para trens de laminação, eixos de bombas, manguitos de bomba, vedações, varetas de pistões, válvulas de vapor, transportadores sem fim, moldes para tijolos e cerâmica, lâminas misturadoras, lâminas de corte, etc. É possível conseguir um aprimoramento ainda maior por meio da mescla com carbetos de tungstênio. Veja também os tipos de carbretos. Usado extensivamente em aplicações de Óleo e Gás, varetas polidas, camisas, pistões, acoplamentos e tubos de perfuração. Aplicações com alta demanda de resistência à corrosão. Recomendações de uso Características Comentários * Valor indicado ** Valor medido Maçarico Recomendações de uso/ Características/ Comentários 35 4 2.0 4 Tamanho das Ar Bar * Vazão 45 - 125 36 - 106 45 - 106 48 0.7 50 1.0 0.5 30 7 212 partículas µm 36 - 106 45 - 106 125 106 1.7 55 36 - 106 45 - 106 0 0.5 36 - 106 45 - 106 5 150 3 0 2 2-01 μm * Bar = Pressão 1 71 6-05 63 6 53 45 6-02 6-01 36 20 A aspersão e fusão é um processo de duas etapas, que produz um revestimento denso e uma união metalúrgica. O processo pode empregar ligas de elevada dureza e até mesmo mesclas que contenham carbetos de tungstênio. A técnica pode ser facilmente automatizada e adaptada às metalizações de peças cilíndricas. 8 10 Soldagem a pó Soldagem PTA Aspersão e Fusão Laser cladding HVOF Tipos de pós para Plasma Spray e HVOF Base níquel Tamanho das partículas (µm) C% Si % B% Fe % Cr % Ni % Mo % Outros % Dureza 625 20-53 ≤ 0,03 0,4 – 0,75 21,5 Bal. 9,0 Nb=3,6 200** IN 625 C276-m 20-53 0,12 0,5 – 3,0 15,5 Bal. 16,0 W=4,5 Mn=1,2 V=0,5 260** C 276 1616-02 20-53 0,20 1,0 – 0,5 20,0 Bal. – Mn=0,75 280* Base para revestimentos cerâmicos. 1660-02 20-53 0,75 4,3 3,1 3,7 14,8 Bal. – – 780* Ligas para revestimento das lâminas de turbinas de gás ou vapor ou para outras aplicações que exijam revestimentos por plasma spray extremamente densos. 1660-22 20-53 0,90 4,3 3,3 4,2 16,3 Bal. – – 820** O revestimento por tornar-se completamente denso com aplicação de calor. Base cobalto Tamanho das partículas (µm) C% Si % Fe % Cr % Ni % Co % Mo % W% 2628-02 20-53 0,25 0,9 1,5 27,0 2,5 Bal. 5,5 – 300** Stellite 21 2637-02 20-53 1,1 1,0 1,5 28,5 1,5 Bal. – 4,4 380* Stellite 6 2641-02 20-53 1,4 1,1 1,0 28,5 1,5 Bal. – 8,0 420* Stellite 12 HB400 15-45 ≤ 0,05 2,8 0,5 9,7 0,5 Bal. 29,5 – 500** Triballoy 400 Base ferro Tamanho das partículas (µm) C% Si % Fe % Cr % Ni % Mo % Mn % Outros % 316L 20-53 ≤ 0,03 0,8 Bal. 17,0 12,0 2,5 1,5 410L 20-53 ≤ 0,03 0,5 Bal. 12,5 – – 0,1 3650-02 20-53 1,75 1,3 Bal. 28,0 16,0 4,5 0,8 HRC HV30 Dureza HRC HV30 Dureza HRC – – * Valor indicado ** Valor medido HV30 Recomendações de uso/ Características/ Comentários 1) 1) Recomendações de uso/ Características/ Comentários 2) 2) 2) 2) Base cobalto para resistência à corrosão e oxidação. Melhores valores de dureza à quente que os obtidos com base níquel. Recomendações de uso/ Características/ Comentários 160** 316L 3) 220* 410L 3) 500** Recomendações de uso Características Comentários Caracteristicas Dispersão por chama Dispersão HVOF Dispersão por plasma Temperatura do gás (°C) 3000 2600-3000 12000-16000 Taxa de deposição (kg/h) 1-9 1-9 2-8 Velocidade das partículas (M/s) >50 >700 >450 Tensão de união (MPa) Photo courtesy of Praxair HVOF é o método de revestimento que deve ser escolhido quando for necessário o revestimento extremamente denso. Este processo pode ser facilmente automatizado e requer pouco trabalho posterior. 7-83 + fused 48-80 14-48 Espessura do revestimento (mm) 0,1-3 0,05-2,5 0,1-2,5 Dureza (HRC) 20-60 20-60 20-60 Porosidade (%) metalizado à frio 10-15 >3 2-5 Porosidade (%) fundida ~1-2 <3 ~1-2 9 Tipos de pós para PTA e Laser Base níquel 1535-30 Tamanho das partículas (µm) C% Si % B% Fe % Cr % Ni % Mo % Outros % 53-150 0,25 3,0 1,0 2,4 5,6 Bal. – Al=1,0 Dureza HRC HV30 32* Recomendações de uso/ Características/ Comentários 310** Para revestimento em ferro fundido e bronze. Para revestimento em ferro fundido e bronze. Base de níquel para soldagens médias a duras, como por exemplo, para as válvulas de motor diesel e diversos tipos de juntas. 1540-00 53-150 0,25 3,5 1,6 2,5 7,5 Bal. – – 40** 425* 1550-00 53-150 0,45 3,9 2,3 2,9 11,0 Bal. – – 52** 580* 1560-00 53-150 0,75 4,3 3,1 3,7 14,8 Bal. – – 62** 810* 1559-40 53-150 ≤0,06 3,0 2,9 0,2 – Bal. – – 49** Adequado para revestimentos resistentes ao desgaste Contém WC. 1759-40 63-212 625 53-150 ≤0,03 0,40 – 1,4 21,5 Bal. 9,0 Nb=3,8 200** IN 625 C276-m 53-150 0,12 0,5 – 3,0 15,5 Bal. 16,0 W=4,5 Mn=1,2 V=0,5 210** C276 Base cobalto Tamanho das partículas (µm) C% Si % Fe % Cr % Ni % Co % Mo % W% 2528-00 53-150 0,25 1,0 1,5 27,0 2,8 Bal. 5,5 – 2537-00 53-150 1,1 1,0 1,5 28,5 1,5 Bal. – 4,4 2737-00 63-212 2537-10 53-150 2737-10 63-212 Stellite 6 2) 2) 1,3 1,0 1,5 28,5 1,5 Bal. – 4,4 Dureza HRC HV30 340** 41** 43** 1) 1) Recomendações de uso/ Características/ Comentários Stellite 21 Stellite 6 2) Stellite 6 2) Stellite 6 2) Base cobalto para resistência à corrosão e oxidação. Melhores valores de dureza à quente que os obtidos com base níquel. 2) 2540-00 53-150 1,7 1,2 1,2 25,7 22,8 Bal. – 12,5 42** Stellite F 2741-00 63-212 1,4 1,1 1,0 28,5 1,5 Bal. – 8,0 44** Stellite 12 2748-00 63-212 2,4 1,1 – 30,0 – Bal. – 12,5 56** Stellite 1 HB400 53-150 ≤0,05 2,8 0,5 9,7 0,5 Bal. 29,5 – 53** Triballoy 400 Dureza HRC HV30 Recomendações de uso/ Características/ Comentários Base ferro Tamanho das partículas (µm) C% Si % Fe % Cr % Ni % Mo % Mn % Outros % 3533-00 53-150 1,75 1,3 Bal. 28,0 16,0 4,5 0,8 – 33** 3733-00 63-212 42** 3533-10 53-150 2,1 1,2 Bal. 28,0 11,5 5,5 1,0 – 316L 53-150 ≤0,03 0,8 Bal. 17,0 12,0 2,5 1,5 – 160** 316L 3) 410L 53-150 ≤0,03 0,5 Bal. 12,5 – – 0,1 – 220** 410L 3) M2 53-150 1,0 0,3 Bal. 4,0 – 5,0 0,3 V=2,0 63** 2) 2) 2) aço inoxidável. Resistência à abrasão e ao desgaste. W=6,2 Recomendações de uso Características Comentários Todos os tipos podem ser pedidos com malha de 53-150 micras, 63-212 micras e 45-125 micras. * Valor indicado ** Valor medido Revestimento com PTA é ideal para aplicações automatizadas de grande volume, como a metalização de válvulas de escape. Esta técnica oferece uma série de vantagens, como a baixa diluição do metal base e uma ampla gama de materiais, entre outras. Diluição % 25 6 kg/hora, 4 l/min. 20 10 kg/hora, 4 l/min. 15 Níveis típicos de 10 diluição 5-15% 6 kg/hora, 1 l/min. 5 10 0 150 200 250 300 350 400 450 500 550 Corrente do Arco Principal (A) Tipos de carbetos Base tungstênio Tamanho das partículas (µm) C% Co % W% 4370 45-125 4,0 – Bal. 4070 36-106 4670 20-53 W2C/WC fundido. Para ser mesclado com os pós autofundentes 1060 ou 1660 para proporcionar revestimentos com resistência ao desgaste. 4580 53-150 6,1 Bal. Carbeto de Tungstênio (WC) Macro cristalino. Principalmente para ser mesclado com ligas autofundentes com base de níquel para proporcionar revestimentos resistentes ao desgaste com uma maior estabilidade térmica. 5,5 12,0 Bal. Pó aglomerado WC-Co. Para ser mesclado com pós de aspersão e fusão. As partículas esféricas conferem uma distribuição mais uniforme do carbeto na matriz. Também para plasma spray e HVOF. 5,7 7,5 Bal. Forma angular. Para mesclar com ligas autofundentes com base de níquel. Adequado para HVOF. 44712-10 4) 53-106 46712-10 4) 20-53 46712-12 4) 15-45 5) PA 2 45-106 PA 2 -45 Recomendações de uso/ Características/ Comentários Produtos especiais e embalagem A Höganäs está desenvolvendo produtos em muitas áreas de aplicação. Nossa experiência em pó metálico e nossa grande capacidade de produção permitem que a Höganäs ofereça uma ampla gama de pós adequados a aplicações específicas de metalização. A Höganäs também oferece pós autofundentes e pós de carbetos já mesclados segundo as especificações do cliente. Quando há viabilidade de volume potencial, produtos personalizados são focados numa parceria com o cliente final. Embalagem Os pós para metalização são fornecidos em garrafas de plástico com capacidade para 5 quilos. A técnica de embalagem assegura uma distribuição uniforme do tamanho dos grãos. O transporte pode provocar uma relativa segregação, motivo pelo qual se recomenda misturar bem o pó antes de sua utilização. Quando assim for solicitado, os pós também estarão disponíveis em baldes de metal com capacidade de 25 quilos. Todos os materiais das embalagens são recicláveis. Designações de pós 1 6 20 – 1 1 ABC–DE A: Base da liga 1 = Níquel (Ni) 2 = Cobalto (Co) 3 = Ferro (Fe) 4 = Carbeto de tungstênio (WC) B: Faixa padrão de tamanho das partículas 0 = 20 – 106 µm 1 = 20 – 71 µm 2 = 36 – 106 µm 3 = 45 – 125 µm 5 = 53 – 150 µm 6 = 15 – 53 µm 7 = 63 – 212 µm C: Dureza média: Rockwell C D: Composição química: 1–9 = modificada E: Faixa de tamanho das partículas 1–9 = modificada Notas de rodapé 1) Marca registrada Inco Corp. 2) Marca registrada Kennametal Stellite 3) Norma A.I.S.I. 4) Partículas esféricas 5) Esta malha é especialmente projetada para HVOF 11 Sweden Höganäs AB Höganäs Phone +46 42 33 80 00 [email protected] A tecnologia dos pós metálicos tem poder para abrir um mundo de possibilidades. As propriedades inerentes aos pós metálicos fornecem possibilidades únicas para adequar soluções e atender suas necessidades. Isso é o que chamamos de Power of Powder (o poder do pó), um conceito que constantemente se expande e amplia a gama de aplicações dos pós metálicos. Com a sua posição de liderança na tecnologia em pós metálicos, a Höganäs está perfeitamente posicionada para ajudar a explorar essas possibilidades como sua parceira de aplicação de projetos. Power of Powder está sendo aplicado muito além de seu papel tradicional na produção de componentes para veículos. O Pó de ferro é usado na fortificação de alimentos para combater a anemia. Pós de níquel são ingredientes vitais para revestimentos de válvulas melhorando a resistência ao desgaste. Especialmente formulados, pós à base de ferro oferecem novas soluções para alta temperatura de brasagem. Compósitos magnéticos móles com propriedades magnéticas 3D, estão abrindo o caminho para motores elétricos inovadores. De fato, a tecnologia em pós metálicos gera possibilidades praticamente infinitas. Para saber como você pode aplicar o Power of Powder, por favor entre em contato com o escritório Höganäs mais próximo. China Höganäs (China) Co. Ltd Shanghai Phone +86 21 670 010 00 [email protected] France Höganäs France S.A.S. Villefranche-sur-Saône Cedex Phone +33 474 02 97 50 [email protected] Germany Höganäs GmbH Düsseldorf Phone +49 211 99 17 80 [email protected] India Höganäs India Pvt Ltd Pune Phone +91 20 66 03 01 71 [email protected] Italy Höganäs Italia S.r.l. Rapallo (Genoa) Phone +39 0185 23 00 33 [email protected] Japan Höganäs Japan K.K. Tokyo Phone +81 3 3582 8280 [email protected] Rep. of Korea Höganäs Korea Ltd Seoul Phone +82 2 511 43 44 [email protected] Russia Höganäs East Europe LLC Saint Petersburg Phone +7 812 334 25 42 [email protected] Spain Höganäs Ibérica S.A. Madrid Phone +34 91 708 05 95 [email protected] Taiwan Höganäs Taiwan Ltd Taipei Phone +886 2 2543 1618 [email protected] United Kingdom Höganäs (Great Britain) Ltd Tonbridge, Kent Phone +44 1732 377 726 [email protected] United States North American Höganäs, Inc. Hollsopple: PA Phone +1 814 479 3500 [email protected] www.hoganasthermalspray.com | www.hoganas.com/brazil © Höganäs AB, August 2014. 0876HOGPT Power of Powder™ Brazil Höganäs Brasil Ltda Mogi das Cruzes Phone +55 11 4793 7711 [email protected]
Baixar