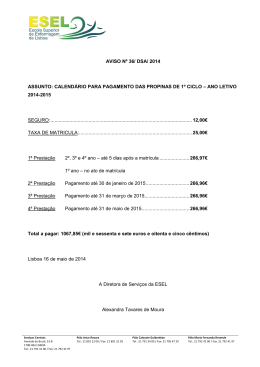
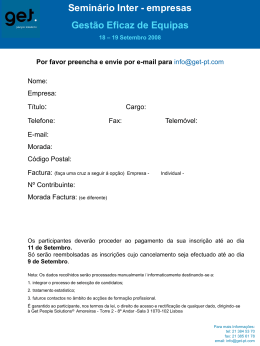
Relatório Prático Caixa de transferência do Estirador Empresa: Thyssen Krupp Steel Europe AG Kaiser-Wilhelm-Straße 100 47166 Duisburg Ramo: Siderúrgica Instalação: Caixa de transferência (entrada e saída) Estirador Laminação a frio 1 - decapagem Imagem 1: Produção REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 1 Objetivo da aplicação: A caixa de transmissão do estirador apresenta danos macroscópicos, erosão e micro-corrosão na superfície. Com a adição do revestimento REWITEC® DuraGear® 100 na caixa de transmissão, pretende-se comprovar os efeitos do produto. A avaliação é feita antes, e após 100 horas da aplicação do produto, mediante moldagens das superfícies de alguns flancos de dentes de engrenagem escolhidos. Os pontos da moldagem são marcados com uma tinta resistente ao óleo, para que mais tarde o local possa ser determinado com exatidão novamente. Uma evidência de que o revestimento da superfície com silicato ocorreu, é também a medição da resistência elétrica da superfície antes e depois. Informações básicas: A caixa de transmissão da Trefilaria (entrada e saída) está instalada na fábrica “Laminação a frio – decapagem”, onde as chapas metálicas são estiradas, formando fissuras em suas superfícies. Em seguida as impurezas das superfícies são decapadas. Como as engrenagens trabalham em sentidos opostos, cargas relativamente elevadas se formam, podendo levar ao maior desgaste do material. Imagem 2: Detalhes da produção REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 2 Dados técnicos da transmissão do estirador da Trefilaria: Quantidade de óleo: Tipo de óleo: Ultimas revisões: aproximadamente 2.200 litros CLP 220 Agosto e Dezembro de 2013 Aplicação As duas engrenagens do estirador foram examinadas em 2 de Abril de 2014. Escolheu-se e marcou-se em ambas as engrenagens um flanco de dente. Transmissão de saída: - Desgastes maciços (“pitting”) no flanco do dente (círculo amarelo) Superfície do dente muito áspera (círculo preto) Resistência elétrica mensurável de até 20 Ω Imagem 3: Área da moldagem da transmissão de saída antes do tratamento REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 3 Transmissão de entrada: - Desgastes maciços (“pitting”) no flanco do dente (círculo amarelo) Superfície do dente muito áspera (círculo preto) Resistência elétrica mensurável de até 15Ω Imagem 4: Área da moldagem da transmissão de saída antes do tratamento Foi feito uma moldagem de cada flanco de dente. Depois adicionou-se o REWITEC® DuraGear® 100 à transmissão. REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 4 Avaliação: Em 28/05/2014, a planta foi inspecionada novamente. Devido as diferentes relações de velocidade no sistema de transmissão, ao desligar a planta só a transmissão de saída pôde ser trazida para a posição correta marcada, razão pela qual a segunda moldagem só pôde ser feita na transmissão de saída. Transmissão de saída: - Os pontos ásperos na base do dente estão palpavelmente mais suaves (círculo amarelo). Além disto, na base (circulo vermelho) uma faixa cinza (revestimento) é visível. A resistência eléctrica aumentou até 170Ω. Os flancos dos dentes aparentam uma melhora geral. Imagem 5: Área da moldagem da transmissão de saída depois do tratamento REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 5 Avaliação das moldagens: Para avaliar a estrutura da superfície macroscópica, as imagens a seguir foram fotografadas a partir dos moldes, antes e depois do tratamento: Imagem 6: Molde macroscópico antes do tratamento Imagem 7: Molde macroscópico depois do tratamento - Diferença significativamente visível na estrutura da superfície Clara redução da erosão e da micro-corrosão (“pitting”) nas superfícies dos dentes REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 6 Os seguintes moldes foram analisados sob um microscópio ótico com ampliação de 200 vezes, em diferentes pontos dos dentes. Imagem 8: Antes do tratamento - Fissuras mais compridas nos flancos do dente Estrutura da superfície áspera Imagem 9: Depois do tratamento - Redução de erosões. Estão parcialmente fechadas Estrutura superficial melhorada REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 7 Resultados: Com base nas avaliações dos moldes da superfície antes, e após 8 semanas de tratamento feito com REWITEC®, e dos conhecimentos adquiridos, pode-se afirmar o seguinte resultado: - Comprovou-se uma melhora significativa na estrutura e rugosidade da superfície dos flancos de dentes (superfície de contato, padrão de contato), resultando em grande e importante diminuição de tensão sobre os componentes. Sulcos, erosões, micro-corrosões (“pittings”) e gripagens foram reduzidos, alguns foram até fechados completamente. A resistência eléctrica aumentou de 20Ω para aproximadamente 170Ω, confirmando a dispersão apassivadora de silicato nas superfícies metálicas. O objetivo do tratamento REWITEC® foi atingido, ou seja, a melhora significativa das estruturas danificadas das rodas dentadas (ou engrenagens??). Com essa significativa melhora da estrutura d superfície dos dentes e dos rolamentos, a vida útil da transmissão é substancialmente aumentada. Os resultados práticos confirmam os estudos científicos da Universidade de Mannheim, da Universidade de Giessen e de vários fabricantes de lubrificantes. Um pós-tratamento com REWITEC® (1-2 anos) com uma dose reduzida é recomendado! REWITEC GmbH Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau Tel. +49 (0)6441 44599-0 Fax +49 (0)6441 44599-25 www.rewitec.com [email protected] página 8
Download