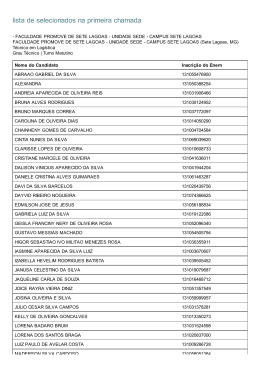
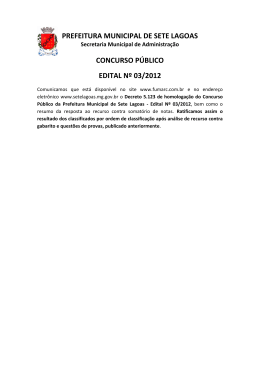
Prof. Denize Dias de Carvalho Laboratório de Tecnologia Ambiental Departamento de Eng. Bioquímica /UFRJ Etapa de Exploração e Produção – efluentes gerados A produção de petróleo e gás normalmente é acompanhada de significativa produção de água. Esta água pode receber as seguintes denominações: Água de Produção, Água de Formação, Água Associada ao Petróleo ou Efluente Salino. A Água de Produção consiste basicamente de água de formação, naturalmente presente no reservatório, águas previamente injetadas no reservatório, e/ou, no caso de produção de gás, águas de condensação. Um esquema geral do sistema de produção indicando o fluxo dos materiais é apresentado na Figura 1. produtos químicos gás óleo p/ oleoduto produtos químicos reservatório O/G W/S bombas e válvulas O/G W/S separador: gás óleo e água O/W S O W tratamento do óleo S W O O/W tanque de estocagem W O separador gravimétrico O óleo/água W S W O LEGENDA produtos químicos G = gás W = água O = óleo S = sólidos unidade de flotação p/ polimento S água p/ o mar Figura 1 - Esquema geral do fluxo de materiais Esta água é produzida tanto em operações onshore quanto nas offshore e é considerada o rejeito de maior volume em todo o processo de exploração e produção do petróleo. Segundo dados da literatura, durante a vida econômica de um campo petrolífero 0,6 litros de Água de Produção, em média, são produzidos por litro de óleo obtido. Outros autores já mencionam que este volume pode exceder até 10 vezes o volume de óleo produzido. Trabalhando-se com volumes dessa magnitude, a disposição final desta água, torna-se importante, tanto por razões operacionais como ambientais. Em muitas áreas onshore ao redor do mundo, o óleo é separado da Água de Produção em separadores por gravidade e a água é descartada em reservatórios superficiais para evaporação e/ou reinjetada em poços desativados. Este procedimento representa uma séria ameaça ao meio ambiente, podendo inclusive, contaminar as águas subterrâneas. Este problema tem sido registrado em vários Estados dos EUA, tais como: Louisiana, Texas, Dakota do Norte Kentucky e Utah. Em outras áreas onshore e offshore a Água de Produção é descartada diretamente no meio ambiente. O descarte de grandes volumes pode causar sérios danos à fauna e flora da região. Na Bacia de Campos, principal pólo produtor de petróleo do país, estima-se que sejam geradas vazões de 150 m³. h-1 de Água de Produção para tratamento. Apresentando salinidade, expressa em termos de íon cloreto, na faixa de 40 a 150 g.L-1 e composição química bastante complexa, o tratamento desse efluente constitui-se em apreciável desafio técnico visto que deve ser encontrada solução que permita enquadrá-lo nas normas ambientais. Composição A composição da Água de Produção pode variar amplamente, dependendo da origem, qualidade do óleo e do procedimento de extração. Sua temperatura pode variar de 10 a 105°C. Os componentes básicos da Água de Produção podem ser agrupados da seguinte forma: * óleo * metais pesados * sal * produtos químicos * compostos radioativos Óleo Neste caso o termo óleo é aplicado para exemplificar matéria orgânica dispersa e/ou dissolvida na Água de Produção. A quantidade de material disperso (material insolúvel) depende da influência dos seguintes fatores: densidade do óleo, forma e tamanho das gotas de óleo e tensão interfacial entre a água e o óleo. Esses fatores influenciam na eficiência dos processos gravimétricos de separação e/ou de flotação que são normalmente empregados. A fração insolúvel em água é constituída principalmente de hidrocarbonetos alifáticos de alto peso molecular e de hidrocarbonetos cíclicos e aromáticos de alto peso molecular. Dados da literatura mencionam que na composição das Águas de Produção de campos petrolíferos do Novo México, tem-se em média 60 mg.L-1 de n-alcanos na faixa de C10 a C30. 3000000 2500000 2000000 1500000 1000000 500000 0 -500000 10 20 30 40 50 60 70 80 90 100 Figura 2 – Cromatograma tipico de uma amostra de Água de Produção (CarcalhoD.D., 1999) O impacto causado pelo descarte de águas contendo óleo disperso em um corpo receptor, depende da localização do ponto de descarga, da profundidade e das características de escoamento deste corpo d'água. As características de escoamento influenciarão fortemente as taxas de diluição dos componentes da Água de Produção no ambiente, estas características dependem da velocidade de corrente, da altura da coluna d'água, do volume total e das taxas de circulação de água. É consenso que a toxicidade aguda da Água de Produção é desprezível fora da zona de mistura imediata à saída da descarga. Entretanto, a toxicidade crônica (efeitos a longo prazo) é mais difícil de ser quantificada e os efeitos sub-letais que podem existir não devem ser negligenciados. A fração solúvel em água, por sua vez, é constituída principalmente de compostos aromáticos voláteis, hidrocarbonetos alifáticos, ácidos orgânicos, compostos fenólicos e compostos aromáticos polinucleados. Metais pesados A existência de vários metais pesados na Água de Produção tem sido reportada na literatura. As concentrações desses metais são geralmente maiores do que as concentrações que ocorrem naturalmente na água do mar. Cádmio, cujas concentrações atingem valores de até 98 ppb neste tipo de efluente, apresenta toxicidade em níveis de 0,2 ppb. Não existem registros de concentrações elevadas destes metais em águas ao redor de plataformas situadas no Golfo do México, no entanto, elevados níveis têm sido registrados nos sedimentos ao redor destas regiões produtoras. Sais Em geral, a Água de Produção é caracterizada como uma salmoura, devido à sua elevada salinidade. A quantidade de sais minerais dissolvidos na Água de Produção pode variar numa faixa de 10 a 300.000 mg.L-1. A elevada salinidade das Águas de Produção apresenta desafios ao emprego de tratamentos biológicos para degradação de seus contaminantes orgânicos, porém alguns trabalhos publicados na literatura vem mostrando que com adequada aclimatação pode-se obter uma biomassa capaz de degradar tais contaminantes. A literatura cita que a biodegradação de hidrocarbonetos pode atingir níveis de 60-70%, se for realizada uma aclimatação adequada dos microrganismos. Produtos Químicos A Água de Produção pode também conter algumas partículas sólidas provenientes das areias do reservatório, alguns produtos de corrosão, produtos químicos injetados nos poços de produção para conter processos de corrosão e crescimento microbiano, assim como alguns emulsificantes. Vários produtos químicos são adicionados durante o processo de produção de petróleo. Estes produtos desempenham importantes funções, que podem ser classificadas em três categorias: quanto à produção, quanto ao processamento de gás e quanto à estimulação e manutenção do poço. Em relação à produção, podem ser citados inibidores de corrosão, anti-incrustantes, biocidas, antiemulsionantes e anti-espumantes. Em relação ao processamento de gás, tem-se os desidratantes e por último, em relação à estimulação e manutenção citam-se os ácidos, as salmouras e os aditivos apropriados. A quantidade e o tipo de produtos químicos requeridos variam consideravelmente de plataforma para plataforma. Enquanto que alguns desses produtos são compostos puros (por exemplo, metanol), outros consistem de um coquetel de componentes ativos dissolvidos em um solvente e possivelmente um co-solvente . É muito difícil prever com precisão o destino desses produtos, considerando que alguns deles são consumidos no próprio processo de produção. Além disso, alterações, ou seja, concentrações insuficientes ou excessivas dessas substâncias, podem causar distúrbios nos processos, aumentando os níveis de outros componentes que serão descarregados junto com a Água de Produção. Metanol, etanol, etilenoglicol, propilenoglicol e combinações entre estas substâncias são adicionadas aos dutos como anticongelantes, na etapa de produção de petróleo. Os biocidas mais usuais são compostos de aminas e amônio quaternário. Estes compostos são empregados para reduzir a população de bactérias, principalmente as redutoras de sulfato, que convertem os íons sulfato em íons sulfeto, que irão corroer os tubos de metal e os vasos de estocagem. Por outro lado, os íons sulfato são produzidos pela ação das bactérias oxidantes que atuam sobre o enxofre elementar. Em resumo, a toxicidade da Água de Produção é difícil de quantificar. Enquanto a toxicidade de componentes individuais pode dar uma idéia da toxicidade global do efluente, possíveis efeitos sinérgicos e/ou aditivos não devem ser ignorados. Apesar dos efeitos tóxicos agudos das descargas de Água de Produção serem baixos, os efeitos letais crônicos, como o impacto no comportamento de organismos marinhos, devem ser considerados. Tais efeitos ocorrem a concentrações inferiores à da sua toxicidade aguda. Compostos radiotivos Existem poucos trabalhos sobre a presença de compostos radioativos em Águas de Produção. Alguns estudos realizados em poços petrolíferos localizados em Oklahoma, no Texas e no Golfo do México, indicam a presença de 226Ra na faixa de 0,1 a 1620 pCi.L-1 e de 228Ra na faixa de 8,3 a 1507 pCi.L-1. O risco ambiental associado a presença de compostos radioativos na Água de Produção pode ser pequeno, visto que a quantidade de radioatividade natural em alguns líquidos de uso cotidiano é bem superior, como por exemplo, leite (1240 pCi.L-1), cerveja (390 pCi.L-1) e água potável (2 a 7 pCi.L-1). Tabela 1 apresenta as concentrações de alguns dos principais componentes encontrados na Água de Produção proveniente do Terminal de Cabiúnas (Bacia de Campos/RJ). Tabela 1 - Caracterização da Água de Produção Bacia de Campos (Carvalho D.D.,1999) parâmetro (mg.L-1) Médio Mínimo Máximo CONAMA – 20/86 Artg. 21 SST 580 350 780 SSV 32 20 52 SDT 52.100 35.000 72.300 SDV 10.000 7.900 16.000 óleo e graxas 100 32 283 20 mg.L-1 COT 450 86 530 DQO 2.000 1.000 3.200 250 DBO 700 400 2.200 cloretos 49.500 17500 52.200 fenóis 2,7 0,9 4,3 0,5 mg.L-1 pH 7,2 6,5 8,1 5–9 alcalinidade (HCO3 ) 350 150 717 amômia 150 60 314 5 mg.L-1 N sulfatos 45 35 50 fósforo total 7 3.5 19 zinco 1.2 1.1 1.7 5,0 mg.L-1 Zn alumínio bário cromo total cádmio 0.2 30 0,2 0,003 0.12 2 0.0 0,002 0.6 45 1.2 0,004 5,0 mg.L-1 Ba 0,5 mg.L-1 Cr+6 0,2 mg.L-1 Cd A relação DQO/COT em média, se manteve em torno de 4,4 , valor este que está na faixa encontrada para efluentes da indústria petroquímica (2,0 – 5,0). Tecnologias de Tratamento da Água de Produção Algumas tecnologias vêm sendo desenvolvidas para tentar resolver o problema da disposição final da água de produção. Cientistas americanos desenvolveram uma técnica em que a água de produção é fonte de alimento para um grupo de plantas selecionadas naturalmente. As plantas devem ter grandes folhas e serem tolerantes ao sal. A técnica consiste em fazer das plantas filtros biológicos nos quais a água de produção entra pelas raízes, é filtrada pela planta e a deixa na forma de vapor d’água puro através das folhas. Embora não comentado pelos proponentes, essa técnica exige um adequado manejo e disposição final desses vegetais. Vários autores vêm estudando tecnologias para o tratamento da água de produção originada em reservatórios de óleo e de gás, tais como: troca iônica para remoção de metais pesados, adsorção em zeólitas sintéticas, filtração em membrana, arraste por gás ou vapor, adsorção com o uso de carvão ativado (com regeneração do carvão por oxidação com ar úmido) e tratamento biológico para remover a matéria orgânica dissolvida. Um resumo desses tratamentos está apresentado a seguir: Troca Iônica Para remover íons de metais pesados da água de produção, usou-se uma coluna de troca iônica com uma resina catiônica. Após a saturação da coluna, a regeneração da mesma foi feita com ácido clorídrico seguida de lavagem com hidróxido de sódio. A eficiência do processo pode ser afetada por baixas concentrações de metais pesados e pela presença de complexos organo-metálicos; pelo teor de sal; pela presença de outros compostos dissolvidos (orgânicos ou produtos químicos); presença de óleo suspenso ou disperso; pelo pH e pela alta temperatura. Adsorção em Zeólitas Sintéticas As zeólitas, que normalmente são usadas como resinas de troca iônica, foram empregadas para adsorver compostos orgânicos através de “pellets” hidrofóbicos. Após saturação das colunas, a regeneração das mesmas foi feita por oxidação com ar úmido. Neste processo, é necessário um pré-tratamento para retirar sólidos em suspensão e óleo disperso, assim como um pré-resfriamento da água de produção a aproximadamente 20 oC. Filtração em Membrana Embora uma grande variedade de tipos de membranas possa ser utilizada, poucos foram os sistemas de membranas capazes de remover quantidades significativas de compostos dissolvidos. Teoricamente, somente os nanofiltros ou unidades de osmose inversa são capazes de remover com eficiência tais compostos. Já para fração insolúvel, técnicas de micro e ultrafiltração vem sendo testadas para remoção da fração mais recalcitrante. Arraste por Gás ou Vapor O arraste é usado para transferir um composto volátil de uma mistura líquida da fase líquida para a fase gasosa. Ar, nitrogênio, gás natural ou vapor podem ser usados como agente de arraste. Algumas variáveis do processo são: temperaturas das fases líquida e gasosa e propriedades físicas e químicas dos componentes a serem removidos. Adsorção com o Uso de Carvão Ativado Leitos fixos de carvão ativado com uma alta área superficial por unidade de massa foram utilizados para remover compostos orgânicos da água de produção. Após saturação da coluna, a regeneração da mesma é feita através de oxidação com ar úmido. Este ar faz com que os hidrocarbonetos aderidos à coluna sejam transformados em CO2 e água. Tratamento Biológico Dentre os dois tipos de tratamento biológico conhecidos, aeróbio e anaeróbio, o tratamento biológico aeróbio é o que vem sendo mais empregado devido à sua taxa de degradação dos poluentes. E entre os diferentes tratamentos aeróbios, o sistema de lodo ativado, principalmente, o reator batelada sequencial vem sendo estudado como uma alternativa para o tratamento de efluentes salinos. Porém, em função da complexidade da água de produção, sugere-se que novas propostas de tratamento sejam estudadas, incluindo a combinação de tratamento físicos e/ou químicos (separação por membranas e oxidação química por exemplo) e biológicos. Tais processos combinados podem reduzir o consumo de energia e aumentar a eficiência de separação, mostrandose assim uma alternativa interessante, principalmente, no que tange ao atendimento das crescentes exigências ambientais. Etapa de Refino Refino Anualmente, a indústria de petróleo vem gerando quantidades significativas de emissões nas suas diversas atividades - exploração, produção, refino e comercialização. No caso das refinarias de petróleo, as correntes geradas nos diversos processos de produção de produtos de petróleo (GLP, gasolina, óleo combustível etc.) – emissões atmosféricas, efluentes líquidos e resíduos sólidos – necessitam de tratamento adequado para eliminar os riscos ao meio ambiente. As refinarias de petróleo diferem em tamanho, complexidade, pelos processos existentes e pelo tipo de petróleo processado. Condições ambientais e de localização das refinarias (ilha ou região costeira, por exemplo) influenciam a natureza e quantidade das emissões e o seu impacto no meio ambiente. Descrição De Uma Refinaria Produtos e Processos de uma Refinaria A função básica de uma refinaria de petróleo é produzir produtos e intermediários a partir do petróleo cru. O petróleo é constituído de várias centenas de compostos orgânicos. Esses podem ser divididos em: hidrocarbonetos alifáticos (alcanos, alcenos e cíclicos); hidrocarbonetos aromáticos; asfaltenos (fenóis, ácidos graxos, cetanos, ésteres, etc.); resinas; e compostos polares (piridina, quinolinas, carbazóleo, amidas, tiofeno, etc.). A Figura 3 mostra algumas das estruturas químicas encontradas no petróleo. Uma refinaria típica produz uma grande variedade de produtos de diferente especificação: Combustíveis: - Gás combustível - Gás liqüefeito de petróleo (GLP) - Gasolinas (automotiva e de aviação) - Querosenes (para iluminação, de aviação etc.) - Óleo diesel (automotivo e marinho) - Óleos combustíveis leves (óleo de aquecimento destilado, entre outros) - Óleos combustíveis pesados - Combustível bunker marinho Matérias-primas para as Petroquímicas: - Nafta, gasóleo, etileno, propileno, benzeno, tolueno, xilenos etc. Outros Produtos: - Óleos lubrificantes, graxas e parafinas - Óleos brancos (spindle) - Betumem - Coque de petróleo - Enxofre Figura 3 – Estruturas químicas de compostos encontrados no petróleo. Para produzir os produtos finais de petróleo, também chamados de derivados, a partir de suas cargas, uma refinaria realiza diversos processos. Esses processos são realizados em unidades ou plantas industriais, cada uma com uma função própria, cujas saídas podem fornecer a alimentação de outras unidades, como também o próprio produto final. Essas instalações são apoiadas por outras unidades que suprem utilidades para toda a refinaria – vapor, força, água, hidrogênio etc. Como a maioria dos processos em uma refinaria necessita de muita energia, a maioria das refinarias tem programas de aproveitamento de calor e de economia de energia. As principais categorias de instalações de uma refinaria estão listadas abaixo (CONCAWE, 1999; USEPA, 1995): Processos de Separação Físicos: - Destilação atmosférica - Destilação a vácuo - Destilação a alta pressão - Extração de aromáticos (Extração por solventes) - Desparafinação/Desasfaltação - Planta de separação de gás - Desoleificação Processos com Conversão Química: - Isomerização - Alquilação - Eterificação - Reforma catalítica - Craqueamento catalítico fluido (FCC) - Hidrocraqueamento catalítico - Craqueamento térmico/Visco-redução - Coqueamento de petróleo - Geração de hidrogênio Processos de Purificação ou Tratamento: - Dessalgação - Hidrotratamento (HDT)/Hidrodessulfurização (HDS)/Hidro-acabamento - Remoção de gás ácido - Tratamento caustico - Recuperação de enxofre de sulfeto de hidrogênio - Tratamento de águas ácidas Refino de Óleo Lubrificante Utilidades e Facilidades em Geral: - Suprimentos de vapor e/ou força - Sistema de combustível líquido/gasoso - Sistema de flare para disposição de gases de escape - Suprimentos de água, ar, hidrogênio e nitrogênio - Sistemas de resfriamento de água - Tratamento de efluentes líquidos e de slop Sistemas de Mistura, Estocagem e de Carregamento Controles Ambientais: - Tratamento de efluentes aquosos - Controles de combustão e outras emissões gasosas - Disposição de resíduos sólidos - Controle de odores e ruído Tipos de Refinaria As refinarias de petróleo variam muito em complexidade, isto é, no número de diferentes operações existentes. O tipo mais simples de refinaria, chamada de “básica”, emprega praticamente só processos físicos de separação como a destilação, com um número limitado de processos de conversão química, tais como o hidrotratamento brando e a reforma catalítica. Assim, essas refinarias produzem poucos produtos de conversão química. Isso significa que os tipos e quantidades de produtos são amplamente determinados pela composição química do petróleo cru processado. A Figura 4 mostra o fluxograma de uma refinaria básica. Topo Nafta Óleo Cru Hidrotratamento Reforma catalítica Destilação Atmosférica Gasóleo Hidrodesulfurização M i s t u r a d e P r o d u t o s GLP Nafta Gasolina automotiva Querosene Gasóleo Óleo diesel Óleo combustível Figura 4 – Fluxograma esquemático de uma refinaria de petróleo do tipo básico. Atualmente, existe um dilema entre a necessidade de se produzir combustíveis mais limpos e a redução de emissões atmosféricas nas refinarias. Processos adicionais e mais severos de conversão produzem produtos mais limpos, mas em contra partida aumentam as emissões atmosféricas da própria refinaria (principalmente CO2). Há também um aumento de consumo de energia na refinaria. Os efluentes líquidos das refinarias O refino é o coração da indústria do petróleo, não só em termos estratégicos, como na geração de poluentes. As refinarias são grandes consumidoras de água, gerando em contrapartida grandes quantidades de despejos líquidos, alguns de difícil tratamento. Apesar disso, os equipamentos e técnicas utilizados pela maior parte das refinarias ao redor do mundo são rústicos e não têm mudado muito ao longo das últimas décadas. Uma refinaria típica, com capacidade de processamento de 100.000 barris/dia, produz em torno de 37 milhões de litros de despejos líquidos por dia (vide Tabela 2). Isso corresponde a cerca de dois litros de despejos a serem tratados por cada litro de petróleo processado. Esta relação pode parecer favorável quando comparada, por exemplo, à relação entre despejos e produção na fabricação de álcool a partir de cana-de-açúcar. Nas refinarias de açúcar, para cada litro de álcool produzido temos, em média, a produção de doze a treze litros de vinhoto. Numa refinaria típica, para cada litro de derivado processado, temos, dois litros de despejos gerados (desprezando, aqui, a parte de auto-consumo que se situa em torno de 6%). Porém, enquanto o maior problema do vinhoto é a carga de DBO (que pode chegar até 25.000 mg/l), nos despejos das refinarias estão presentes contaminantes tóxicos como fenóis, sulfetos, amônia, cianetos, metais pesados, etc. Tabela 2. Relação entre a idade da refinaria e volume gerado de despejos líquidos, para uma capacidade de processamento de 100.000 barris/dia. IDADE VAZÃO (EFLUENTE) DBO DBO 6 10 l/dia Kg/dia mg/l efluente Antiga 87,3 5680 65 Típica 37,4 2450 65,5 Nova 17,0 1900 111,8 O contaminante característico dos despejos de uma refinaria, entretanto, é o óleo. A perda de óleo para as águas que vão sofrer tratamento pode chegar em “refinarias antigas” a 4%. Porém, o padrão está em torno de 0,1 a 0,4%. Nas refinarias onde os despejos sofrem tratamento biológico, a quantidade de óleo presente nos despejos, antes dessa etapa, deve estar em torno de 10 ppm, pois acima deste nível de concentração pode inviabilizar o tratamento. Além do óleo, os aromáticos como o fenol, os naftóis, o tiofenol, etc. inibem o crescimento biológico e estão sempre presentes nos despejos. As fontes principais destes compostos, são as águas de lavagem cáustica dos produtos, onde estão presentes combinados com a soda. Estes aromáticos, mesmo em pequenas concentrações, dão mau gosto e mau cheiro à água, bastando concentrações da ordem de 50 a 100 ppb de fenol, por exemplo, para que sua presença seja percebida na água. Também o enxofre e seus compostos sempre estão presentes nos despejos. São removidos no processo desde a destilação atmosférica ao tratamento cáustico dos produtos. Estes compostos têm por característica principal a avidez por oxigênio, combinando-se rapidamente quando lançados nos rios. Outros contaminantes, como a amônia e os cianetos, não estão presentes originalmente no petróleo, mas são gerados no processamento. A amônia e os cianetos são produzidos a partir dos compostos nitrogenados presentes no petróleo, como a piridina, por quebra de moléculas, devido à alta temperatura do processo. A amônia, além do mau cheiro, é portadora de nitrogênio, que pode causar a eutrofização dos rios, favorecendo o crescimento de algas. O cianeto, por sua vez, além de ser altamente tóxico, pode dar origem ao gás cianídrico (HCN), que é altamente tóxico. Nas Tabelas 3, 4 e 5 estão apresentados valores característicos de alguns parâmetros encontrados nos efluentes de refinarias de petróleo. Tabela 3 - Características dos efluentes das refinarias LIMITES PARÂMETRO Mínimo Máximo o Temperatura ( C) 22 41 pH 6,2 10,6 DBO (mg/l) 17 280 DQO (mg/l) 140 3340 Sulfetos (mg/l) 0,0 38 Dureza como CaCO3 (mg/l) 139 510 Alcalinidade como CaCO3 (mg/l) 77 356 Óleo (mg/l) 23 200 Fósforo (mg/l) 0,0 97 NH3 (mg/l como N) 0,0 120 Cloretos (mg/l) Sulfatos (mg/l) Fonte: Braile, P.M. (1999) Tabela 4 - Características dos efluentes das refinarias PARÂMETRO Sulfetos Amônia Fenóis Cianetos Hidrocarbonetos Fonte: Piras, P.F.(1993) 19 0,0 1080 182 TEOR (mg/l) 50 - 10.000 50 - 9.000 10 - 1.200 < 1 - 20 50 - 300 Tabela 5 - Compostos tóxicos normalmente encontrados nos efluentes das refinarias de petróleo Composto tóxico Concentração média (mg/l) Limite de toxidez para os peixes (mg/l) Cádmio 0,04 0,10 Cromo 0,28 0,70 Cobre 0,07 0,15 Chumbo 0,23 2,50 Níquel 0,11 1,50 Fenol 154 40 Sulfetos (como H2S) 24 4 Zinco 0,17 1 Fonte: Braile, P.M. O tratamento dos efluentes líquidos Com o fim de proporcionar maior economia e maior efetividade ao tratamento dos despejos, eles são divididos em diversas correntes, segundo suas características. Desse modo, podemos ter uma corrente de águas isentas de óleo, como as águas de purga das caldeiras, ou águas do sistema de ar condicionado; uma corrente de águas oleosas, como o vapor condensado das torres de destilação, ou dos trocadores de calor água/produtos, onde sempre existe a possibilidade de vazamentos; e um corrente de esgotos sanitários, dos banheiros e cozinhas da refinaria (Figura 5). Por outro lado, podemos ter vários tipos de tratamento, que geralmente são classificados, conforme já visto anteriormente neste curso, em primários, secundários e terciários. Uma vez que as águas isentas de óleo são descartadas, geralmente sem qualquer tipo de tratamento, e o esgoto sanitário pode ser enviado à rede pública de coleta, vamos nos ater ao tratamento das águas oleosas. O tratamento primário característico, sempre presente nas refinarias, é a separação, por diferença de densidade, entre sólidos, água e óleo. Esta primeira separação não consegue eliminar os sólidos dissolvidos nem o óleo em emulsão dos despejos. Esses despejos quase sempre seguem para os separadores por gravidade, de modo a se evitar uma maior quantidade de óleo emulsionado, o que certamente ocorre quando os despejos são bombeados. O equipamento típico, de muitas refinarias ao redor do mundo, utilizado nesse tipo de tratamento é o separador água e óleo (SAO) tipo API. O SAO consta, basicamente, de uma caixa retangular por onde passam os despejos a uma velocidade baixa, com escoamento laminar. Com isto, as gotículas de óleo sobem à superfície e os sólidos decantam, se depositando no fundo. O óleo, à saída do SAO, é recolhido da superfície, e a borra do fundo, levada a uma canaleta por raspadores, é bombeada para fora. Atualmente há outros tipos de separadores por gravidade mais aprimorados que o tipo API, como o separador de placas paralelas (PPI - Parallel Plate Interceptor) ou Corrugadas (CPI - Corrugated Plate Interceptor). Este separador se compõe basicamente de uma caixa de concreto, onde está alojado um recheio formado por placas, através das quais fluem os despejos em regime laminar. As placas aceleram a formação de grandes gotas de óleo, em sua superfície, aumentando a efetividade da separação e diminuindo o tamanho do separador. Este separador vem sendo cada vez mais utilizado em refinarias européias. Enquanto o separador API consegue fornecer efluentes com 40 a 150 ppm de óleo, o separador de placas é capaz de fornecê-los com 20 ppm. Entretanto, o SAO API é cerca de três vezes mais barato e, por isso, muitas vezes preferido. Além desse, outros tratamentos são o biológico e o químico. Este último faz uso de oxidantes fortes como permanganatos, ozônio, cloro, etc. no saneamento dos despejos. São, entretanto, caros e geram outros tipos de poluição, de modo que o tratamento biológico, sempre que há disponibilidade de espaço na refinaria, é o preferido. Geralmente o tratamento secundário, deve ser precedido de métodos mais apurados para a eliminação do óleo que o disponível no SAO. À vista disso, após o separador de água e óleo, os efluentes sofrem mais um tratamento, a flotação. Aqui, ar é injetado na corrente a ser tratada, formando bolhas muito pequenas, envolvendo as gotículas de óleo, aumentando sua flutuabilidade. A separação contínua sendo, portanto, por gravidade. Com esse método, é possível conseguir os 10 ppm de óleo, limite desejável para o tratamento biológico, como visto anteriormente. Nas refinarias, o tratamento biológico aeróbio é o tratamento secundário mais disseminado. O processo anaeróbio, por ser incompleto, não levando os compostos orgânicos a CO2 e H2O, raramente são utilizados. Outros tipos de tratamento, tais como incineração, injeção em poços profundos e lançamento no mar, longe da costa são pouco utilizados e, alguns, como incineração e injeção em poços profundos condenados por diversos autores. Um dos tratamentos biológicos mais difundidos em refinarias de petróleo é o uso de lagoas, onde os compostos orgânicos presentes nos despejos são decompostos, após um certo tempo de permanência. As lagoas podem ser de aeração forçada ou de aeração natural. No primeiro tipo, o oxigênio é fornecido ao despejo de forma mecânica com agitadores, borbulhadores, cascatas, etc. ao passo que nas lagoas de aeração natural, o oxigênio se difunde na massa líquida a partir da superfície livre. Outra fonte complementar de oxigênio é o que é produzido por fotossíntese pelas algas. O que limita o uso dessas lagoas é o espaço requerido para sua instalação. Devido a este inconveniente, as lagoas de aeração forçada, apesar do custo inicial e do custo de operação mais altos, têm um emprego maior. A carga de DBO aplicada às lagoas naturais deve estar entre 200 e 300 Kg/ha.dia, dependendo das condições locais, temperatura, etc.. Assim, para uma refinaria processando 100.000 barris por dia, produzindo 37 milhões litros por dia de efluentes com uma carga de DBO de 2450 kg/dia, a área requerida para uma lagoa de aeração natural, supondo o caso mais favorável, seria de: 2450 Kg/dia = 300 Kg/ha.dia 8,5 ha = 85.000 m2 Uma outra técnica de tratamento biológico empregada é a de lodos ativados. Aqui o número de equipamentos envolvidos é ainda maior. Como já vimos, o processo é o mesmo das lagoas de aeração forçada, porém com maior concentração de microrganismos, acelerando o processo de assimilação da matéria orgânica. Neste tratamento, a corrente líquida a ser tratada, antes de entrar na lagoa de aeração forçada, passa por um decantador primário, onde os sólidos suspensos são retirados. Aí, então, os despejos recebem uma carga de lodo, vindo do clarificador secundário. Os despejos seguem para a bacia de aeração e para o decantador secundário, onde termina o processo. Como há produção contínua de lodo, parte é descartada e segue para um processo de tratamento e disposição adequados. A seguir serão descritos os principais tipos de tratamento de efluentes utilizados na industria de petróleo. PRINCÍPIOS DE TRATAMENTO DE EFLUENTES No tratamento dos efluentes líquidos podemos ter as seguintes etapas: pré-tratamento, tratamento primário, tratamento secundário e tratamento terciário. Pré-tratamento O pré-tratamento tem como objetivo a proteção dos equipamentos de um planta de tratamento. O pré-tratamento tem pouco efeito na redução da DBO5 (5-25%). Implica apenas na redução de sólidos em suspensão e no acondicionamento das águas residuais para posterior tratamento Etapas: • • • • • gradeamento peneiras trituração desarenadores equalização Gradeamento É usado para remover sólidos grosseiros em suspensão e corpos flutuantes, tais como: madeira, plásticos, latas, que poderiam danificar as bombas, válvulas e registros. Figura 6: Sistema de gradeamento Espaço das barras: 50-150µm. Um dos principais problemas operacionais em um sistema de gradeamento está na limpeza da grade. É controlado através da perda de carga (acúmulo de resíduo na superfície) A limpeza pode ser mecânica ou manual. Outro fator de grande importância no controle do processo de gradeamento é o controle da velocidade através da grade. A eficiência está intimamente relacionada com a velocidade do fluxo de líquido na grade. Se for muito alta poderia causar o arraste de materiais, enquanto que velocidades muito baixas facilitariam a deposição de sólidos no canal. Faixa de velocidade: 0,40 a 0,90m/s. Peneiras Processo mecânico que separa as partículas por tamanho. Tipos de peneiras: estática, vibratória e rotativa. ex.: Uso em indústrias de alimento e papel. Desarenadores ou caixa de areia Retirada de areia e outros materiais abrasivos (entulhos, carvão, pedras, etc) do fluxo principal. O princípio de funcionamento das caixas está na ação da força de gravidade (processo de sedimentação discreta) sobre as partículas. O uso dos desarenadores protege as bombas contra abrasão; entupimento e obstáculos em dutos e válvulas, formação de depósitos de materiais inertes aos decantadores, tanque de aeração, etc... Tipos : Os mais comuns são: a de fluxo horizontal ou de velocidade controlada e a aerada. • Fluxo horizontal O fluxo passa através da câmara em uma direção horizontal e a velocidade do fluxo é controlada pelas dimensões da unidade ou por um vertedor em uma saída. A velocidade horizontal é em torno de 0,30m/s. Se a velocidade for menor poderíamos ter depósito de matéria orgânica provocando odores. Se esta for maior, poderíamos ter redução de eficiência devido ao arraste de material. • Aerados Tanques longos de seção retangular. Ao longo de um dos lados injeta-se ar difuso, com o que a água toma um movimento helicoidal (movimento em parafuso). Equalização Na verdade, não se trata de um processo de tratamento, e sim de uma técnica que pode ser utilizada para melhorar a eficiência dos tratamentos tanto secundários como terciários. Devido as possíveis variações tanto do pH, vazão ou da carga orgânica (DQO) na corrente a ser tratada é recomendável o uso de um tanque de equalização para se evitar choques na unidade de tratamento. A equalização consiste de um tanque provido de aeração e agitação para se evitar odores (aerobiose) e deposição de sólidos. O uso de um tanque de equalização pode melhorar a performance de uma planta já existente e até aumentar a sua capacidade útil. Em plantas novas, o uso da equalização pode reduzir o tamanho e o custo de uma unidade de tratamento. Localização do sistema de equalização: • anteriormente à descarga do despejo no corpo receptor; • anteriormente ao sistema de coleta dos esgotos • anteriormente ao tratamento químico ou biológico. Tratamento Primário Promove a remoção de sólidos dissolvidos, sólidos em suspensão, óleos e graxas dos efluentes. Pode-se remover de 50 a 60% dos sólidos em suspensão e cerca de 35% da DBO5. Tipos de processos mais utilizados: • Coagulação e floculação • Sedimentação • Flotação Coagulação e Floculação Definições Coagulação define-se como o processo de desestabilização de colóides e Floculação como o processo de agregação e neutralização de colóides, mas, geralmente estes processos ocorrem simultaneamente chamando-se assim processo de coagulação-floculação. Os processos de coagulação e floculação, geralmente, são utilizados para remover materiais em suspensão ou colóides. Os colóides são partículas com tamanho entre 1 a 0,1 nm, apresentam-se tanto na forma hidrofóbica como hidrofílica. Os colóides hidrofóbicos não apresentam afinidade por meios líquidos e desestabilizam na presença de eletrólitos - coagulação. Os colóides hidrofílicos exibem uma forte afinidade por água, ficando dispersos em solução. A água que é absorvida por estes colóides retarda a floculação. Os colóides possuem propriedades elétricas que criam uma força de repulsão e impedem a aglomeração e sedimentação estas partículas serem muito pequenas, e se não sedimentam facilmente, não podem ser removidas por processos de tratamentos físicos convencionais. Quando a sedimentação torna-se ineficiente, devido à velocidade de sedimentação/flotação ser muito pequena, emprega-se o processo de coagulação. A Tabela 6 apresenta alguns coagulantes químicos usados nos processos de coagulação e floculação. Tabela 6– Representação de alguns coagulantes e floculantes químicos comumente usados. Processo Faixa de pH Observações químico dosagem (mg/L) Cal 150-500 9,0-11,0 Para coagulação de colóides e remoção de fósforo. Efluentes com baixa alcalinidade, e alta e variável concentração de Fósforo. Alumínio 75-250 FeCl3 e FeCl2, FeSO4.7H2O 35-150 70-200 4,5-7,0 Para coagulação de colóides e remoção de fósforo. Efluentes com alta alcalinidade, baixa e estável concentração de Fósforo. 4,0-7,0 Para coagulação de colóides e remoção de fósforo. 4,0-7,0 Efluentes com alta alcalinidade, baixa e estável concentração de Fósforo. Polímeros Catiônicos 2-5 Não muda Polímeros Aniônicos e não-Iônicos 0,25-1,0 Não muda Para coagulação de colóides e pata ajudar a coagulação com metal. Onde o acúmulo de um produto químico inerte deve ser evitado. Usado como um auxiliador na floculação para aumentar a velocidade de floculação e sedimentação e para flocos ruins para filtração. “ Weighting aids” e Argilas 3-20 Não muda Usado para suspensões coloidais diluídas para tornar mais densa. muito Adaptado de Eckenfelder, (2000) Sedimentação Sedimentação é o processo no qual as partículas em suspensão sedimentam pela ação da gravidade . A classificação do processo de sedimentação é feita, geralmente, considerando o tipo dos sólidos a serem removidos ou, mais comumente, através da forma que o processo ocorre. Pode-se classificar em dois tipos os sólidos sedimentáveis: Partícula granular e partícula mais ou menos floculadas, sendo que a primeira segue o tipo de sedimentação discreta e a segunda, dependendo as características do material floculado pode se sedimentação floculenta ou sedimentação em zonas. No tratamento primário de um efluente industrial ou esgoto sanitário, o tanque de sedimentação pode ser utilizado como um passo preliminar para o tratamento posterior, denominado de decantador ou sedimentador primário. Tipos de tanques de sedimentação: • Tanques retangulares • Tanques circulares Os decantadores circulares, implicam em menor aproveitamento da área disponível, porém tem seus mecanismos de remoção de lodo mais simples e eficientes. SEPARADORES DE ÁGUA-ÓLEO Função principal: separar óleo livre da água residuária. Parte do óleo acumula na superfície da lâmina líquida por possuir gravidade específica menor que a da água. Os sólidos encharcados com óleo sedimentam no fundo do separador. Estas unidades não separam substâncias solúveis, nem devem ser utilizadas para separar o óleo emulsionado.Em geral, são projetados para a remoção de partículas de óleo com diâmetro superior a 150 mm. Partículas menores de óleo e sólidos em suspensão muito finos, encharcados de óleo, têm densidade próxima a da água e passam pelos separadores. Separadores de óleo API ( American Petroleum Institute):separação do óleo por diferença de densidade (gravidade) adequado para glóbulos de óleo livre com f maior que 0,015 cm (150 mm) operado adequadamente remove de 50 a 70 % do óleo. Separadores de Placas Paralelas (PPI - Parallel Plate Interceptor) ou Corrugadas (CPI Corrugated Plate Interceptor):separação de glóbulos de óleo com f maior que 0,006 cm (60 mm) recuperação adicional de 10-30 mg/L de óleo produz efluentes ainda com 10 mg/L de óleo não emulsionado separa também parte da matéria sólida (CPI). A eficiência de um separador depende de fatores como: tipo e características do óleo contido no efluente, características da vazão do efluente e dimensionamento da unidade. Efluente do separador API contem partículas de óleo com diâmetro menor ou igual a 150 m constituindo, assim, uma emulsão particularmente estável e de difícil separação. Seleção de dispositivo para separação destas partículas depende, essencialmente, das características da emulsão cujos parâmetros relevantes são: diâmetro das partículas da fase dispersa (d) viscosidade dinâmica da fase contínua (mc) diferença de densidade entre as 2 fases líquidas tensão interfacial presença de agentes tensoativos (rD) Separadores de óleo API ( American Petroleum Institute): •separação do óleo por diferença de densidade (gravidade) •adequado para glóbulos de óleo livre com f maior que 0,015 cm (150 m) •operado adequadamente remove de 50 a 70 % do óleo Separadores de Placas Paralelas (PPI - Parallel Plate Interceptor) ou Corrugadas (CPI Corrugated Plate Interceptor): •separação de glóbulos de óleo com f maior que 0,006 cm (60 m) •recuperação adicional de 10-30 mg/L de óleo •produz efluentes ainda com 10 mg/L de óleo não emulsionado •separa também parte da matéria sólida (CPI) -A eficiência de um separador depende de fatores como: -tipo e características do óleo contido no efluente -características da vazão do efluente -dimensionamento da unidade Dimensionamento de separadores API: •Baseado nos procedimentos preconizados no "Manual on Disposal of Refinery Wastes" editado pelo American Petroleum Institute •Estudos sobre SAO iniciaram em 1948 na Engineering Experiment Station of the University of Wisconsin Flotação A flotação é um processo de separação sólido-líquido ou líquido-líquido onde se faz uso da diferença da massa específica entre os sólidos ou gotículas e o líquido no qual estão em suspensão. O processo de flotação, ao contrário do processo de sedimentação, é somente aplicado para remoção de partículas cuja Massa Especifica Real-MEA1 ou Massa Específica Aparente-MEA2 seja menor que o do líquido na qual se encontra em suspensão. A principal vantagem da flotação sobre a sedimentação é o tempo de remoção das partículas que sedimentam lentamente, partículas com densidade próxima a da fase líquida. Tipos de Processos Flotação. A flotação pode ser dividida em dois tipos: Flotação Espontânea e Flotação Estimulada, que por sua vez se divide em: Flotação por Ar Induzido – FAI, e Flotação por Ar Dissolvido – FAD. Flotação Espontânea - FE Este processo opera baseando-se na diferença entra as Massas Específicas Real –MER, de duas substâncias específicas. Quando a massa específica da substância x a ser eliminadas é menor do que a da substância y, a substância flota naturalmente podendo ser retirada da superfície através de mecanismos raspadores “skimmers”. Este tipo de flotação é, geralmente, utilizada para remoção de óleo ou sólidos que apresentem massa específica menor que da água e, por conseqüência, flotam naturalmente. 1 2 Massa específica real -MER – Massa específica apenas da substância. Massa específica aparente - MEA – Massa especifica do sistema, no caso da flotação partícula+ bolha Um exemplo de flotação espontânea é o separador água/óleo. Nestes separadores o óleo, por apresentar densidade menor do que 1 (um) flutua. A Figura 7 representa um esquema de flotador espontâneo. Flotado x Efluente Bruto x Efluente tratado y y Figura 7–Esquema de um Sistema de Flotação Espontânea. Flotação Estimulada A Flotação Estimulada baseia-se na facilidade de alguns líquidos ou sólidos de se agregarem com gás, geralmente bolhas, formando assim, um sistema partícula-bolha de massa específica aparente MEA menor que a do líquido na qual se encontra em suspensão. Este processo se classifica em dois outros tipos de processos: Flotação por Ar Induzido e Flotação por ar Dissolvido. Flotação por Ar Induzido –FAI Neste processo, a massa específica aparente – partícula-bolha é menor que a massa específica do líquido no qual está suspensa. Na FAI, a obtenção do sistema partícula-bolha é dado através do borbulhamento de micro bolhas de ar ou gás na solução com as substância em suspensão, assim o sistema é carreamento para a superfície do líquido, promovido pelo aumento da força de empuxo, provocado pela fixação de bolhas de gás ou ar. Este sistema apresenta menor eficiência de remoção de matéria, em relação ao sistema de ar induzido, devido ao maior tamanho do diâmetro médio das bolhas de ar ou gás formados. A Figura 8 representa um esquema de um sistema de flotação por ar Induzido Flotado Efluente bruto Efluente tratado ar Figura 8 – Esquema de um sistema de flotação por ar induzido. Flotação por Ar Dissolvido (FAD). O principio da FAD é o mesmo da FAI sendo que o processo de obtenção do sistema partícula bolha é diferente. A flotação por ar dissolvido consiste na saturação de ar solúvel no líquido através do aumento de pressão. O processo de flotação por ar dissolvido pode ser desenvolvido de várias formas as principais são: Flotação por ar dissolvido sem reciclo – FAD sem reciclo: Neste sistema uma bomba recalca o efluente a um tanque de retenção onde o ar é aplicado a uma pressão absoluta acima de 2 atm. Do tanque de retenção o líquido, contendo ar dissolvido, é lançado em um tanque de flotação, controlado por uma válvula controladora de pressão. Dentro do tanque de flotação a pressão é ambiental (1 atm.). Com a redução de pressão, o ar que se encontrava dissolvido no líquido, tende a desprender do líquido, formando microbolhas que aderem à matéria em suspensão arrastando-as à superfície. A Figura 9 representa o esquema da Flotação por ar dissolvido sem reciclo. Tanque de retenção Válvula redutora de Ar Raspad Flotad Efluente Bruto Efluente tratado Figura 9 - Flotação por Ar Dissolvido sem Recirculação Flotação por ar dissolvido com reciclo – FAD com reciclo: O processo de FAD com reciclo é semelhante ao FAD sem reciclo diferenciando-se apenas no efluente de entrada que entra no tanque de flotação sem ar dissolvido. O ar é dissolvido em uma corrente recirculada de dentro do tanque de flotação. O processo aplicado para saturar ar no líquido é o mesmo empregado no FAD sem reciclo. A Figura 10 representa o esquema da Flotação por ar dissolvido com reciclo. Tanque de retenção Efluente bruto Raspador Flotado Ar Efluente tratado Válvula redutora de pressão Reciclo Figura 10- Flotação por Ar Induzido com Recirculação O processo de Flotação geralmete é precedido de uma etapa de coagolação-floculação, através da adição de agentes coagulantes, que provocam o a formação de flocos ou coagulos que melhoram a eficiência do processo de flotação. A flotação pode ser usada nas seguintes condições: • Separar graxas, óleos, fibras e outros sólidos de baixa densidade (tratamento primário). • Espessar o lodo procedente de um decantador primário. • Espessar o lodo procedente de uma unidade de lodo ativado TRATAMENTO SECUNDÁRIO – PROCESSOS AERÓBIOS O termo tratamento secundário engloba todos os processos biológicos de tratamento de despejos tanto aqueles de natureza aeróbia quanto os de natureza anaeróbia e visam, essencialmente, converter matéria orgânica dissolvida (solúvel) nos efluentes (águas residuárias) em sólidos inorgânicos (sulfatos, hidróxidos, etc..) e material biológico sedimentável, que podem ser removidos em tanques de sedimentação. Na maioria das vezes, esses processos são empregados em conjunto com processos físicos e químicos que são utilizados no pré-tratamento e tratamento primário do efluente. Os processos biológicos aeróbios mais utilizados são: Lodos Ativados, , Lagoas Aeradas e Lagoas de Estabilização. Lodos Ativados Introdução É um processo biológico de tratamento de águas residuais que utiliza principalmente microrganismos aeróbios (bactérias e outros), na presença de oxigênio (necessita de aeração) para oxidar a carga orgânica. As bactérias usam as substâncias orgânicas do efluente como fonte de alimento (substrato), transformando-a em energia, novas células, CO2 e H2O, NH3 e outros produtos. A Tabela 7 fornece, de forma resumida, os produtos da degradação aeróbia de algumas classes de substâncias bem como os agentes dessa degradação. Tabela 7– Produtos da degradação aeróbia Classe de substratos Classe de enzimas Proteínas Proteínase Cabohidratos Lipídeos Carbohidrase Lipase Produtos finais Alcoóis, ácidos, NH4+, NO2-, NO3-, CO2, H2O Alcoóis, ácidos, CO2, H2O Glicerol, ácidos, CO2, H2O O termo lodo ativado (Activated sludge) provém da aglomeração dos microrganismos com a matéria orgânica em suspensão no tanque de aeração, formando flocos biológicos que chegam ao decantador secundário tendo atravessado uma fase em que consumiram grande parte de sua massa, por respiração endógena. A descrição microbiana do Sistema de Lodos Ativados é bastante semelhante para os outros sistemas (filtros biológicos, as lagoas aeradas e os valos de oxidação) e é composta por um conjunto extremamente complexo de microrganismos, constituído predominantemente de bactérias, alguns fungos e protozoários. Na Figura 11 temos uma foto de um floco de lodo ativado aumentado 100 vezes e no centro a presença de um protozoário. Figura 11 Na Tabela.8 e9estão apresentados, respectivamente, alguns exemplos de gêneros bacterianos e de protozoários presentes nos sistemas de Lodos Ativados. Tabela 8 – Exemplos de gêneros bacterianos presentes nos sistemas de lodos ativados Bactérias heterótrofas Pseudomonas sp, Zooglea ramigera, Achromobacter sp, Flavobacterium sp, Bdellovibrio sp, Mycobacterium sp, Alcaligenes sp, Arthrobacter sp e Citromonas sp. Bactérias filamentosas Sphaerotillus natans, Beggiatoa sp, Thiothrix, Leucothrix sp, Microthrix parvicella, Norcadia sp, Nostocoida limicola, Haliscomenobacter hydrossos, Flexibacter sp. Bactérias nitrificantes Nitrossomonas sp e Nitrobacter sp. Fonte: Vazoller et al (1989), Jenkis et al (1993) Tabela 9 – Alguns exemplos de protozoários presentes no sistema de lodos ativados Filo protozoário Exemplos Classe Sarcodina Amebas – Arcella discoides, Amoeba sp Classe Ciliata Ciliados livre-natantes e sésseis – Aspidisca costata, Trachelophyllum sp, Paramecium sp, Didinium sp, Chilodenella sp Classe Mastigophora Flagelados – Spiromonas sp, Bodo sp, Euglena sp, Monas sp, Cercobodo sp. Fonte: Vazoller et al (1989) Enquanto as bactérias são responsáveis pela degradação da matéria orgânica, os protozoários e micrometazoários (rotíferos e nematóides) são apontados como clarificadores do meio. As bactérias constituem a base nutricional dos protozoários, e estes, em conjunto com as próprias bacterías são consumidos pelos micrometazoários. A presença de grandes números de ciliados em ETE’s está relacionada com a produção de um efluente clarificado de boa qualidade. A súbita proliferação de espécies tolerantes e redução das espécies de ciliados podem ser utilizadas como indicadores de alterações na composição do afluente ou das condições operacionais da ETE. A presença de certos filamentos podem indicar as causas do intumescimento do lodo, como por exemplo: OD baixo, pH baixo, aumento na concentração de sulfetos, deficiência de nutrientes. Os constituintes básicos do processo de lodos ativados são os seguintes: • • Tanque de aeração: é no seu interior que ocorrem as reações bioquímicas, que conduzem a metabolização dos compostos bio-transformáveis. Deve contar com suprimento de ar (oxigênio) e dispositivos que proporcionem adequada mistura, mantendo-se os flocos biológicos em suspensão. Decantador secundário: como na sequencia de tratamentos, o tratamento biológico é em geral, precedido de decantação primária, o decantador acoplado ao tanque de aeração é, geralmente, denominado de decantador secundário. Sua função é separar o lodo proveniente da tanque de mistura. É munido de um raspador giratório, que direciona o lodo para seu fundo. Para melhor eficiência da oxidação da matéria orgânica deve-se manter alta a concentração de microrganismos no tanque de aeração, isto é obtido através do retorno de lodo ao sistema (sistema de reciclo – utilização de bombas). Como os novos microrganismos estão sendo continuamente produzidos, o excesso tem que ser removido do sistema, após atingido o equilíbrio para manter a concentração no tanque de aeração constante, uma parte do lodo é retirado do processo, usando uma derivação ou um sistema de bombeamento independente, sendo destinado a um sistema de tratamento de lodos. É o mais versátil tratamento biológico pois, pode ser moldado de maneira a lidar com uma larga variedade de despejos. Porém, o funcionamento do processo está condicionado pela capacidade de decantação do lodo. Para esgotos domésticos a literatura, relativamente abundante, permite indicar faixas operacionais do processo, que asseguram boa sedimentabilidade do lodo, viabilizando, desse modo, o próprio processo. Para efluentes industriais, devido à sua especificidade, um trabalho Variações do sistema de Lodo Ativado O processo de lodos ativados permite uma série de variações em relação ao seu esquema básico, que visam sua otimização quando aplicados a diferentes casos. Essas variações foram introduzidas muitas vezes pela necessidade de expansão do tratamento, isto é, a necessidade e tratar mais despejos no mesmo espaço. Outras variações apareceram em função da natureza do despejo, principalmente para o caso de despejos industriais. São apresentados a seguir alguns exemplos dessas variações. Processo de alta capacidade (High Hate) A aeração é mais acentuada e é menor a concentração de sólidos suspensos no tanque de aeração. O tempo de detenção é curto e é alta a relação F/M visando manter a cultura microbiana na fase log de crescimento. Ampla aplicação. Reator de mistura completa. Aeração derivada (Tapered Aeration) O ar é injetado em quantidades decrescentes ao longo do tanque, partindo-se, do princípio que, à medida que o substrato é degradado, são necessárias menores quantidades de oxigênio. Reator tipo plug-flow. Alimentação escalonada (Step Aeration) O despejo é adicionado aos poucos ao longo do tanque de aeração. O lodo recirculado entra no início do tanque de aeração. Reator. Aplicável a uma grande variedade de despejos. Reator tipo plug-flow. Aeração prolongada ou Oxidação Total (Extend Aeration) Opera na fase endógena de curva de crescimento, produzindo assim pequena quantidade de excesso de lodo. Longos tempos de aeração. Indicado para pequenas comunidades, plantas compactas e flexíveis. Reator de mistura completa. Valo de oxidação (Oxidation Dicth) É uma variante do processo de aeração prolongada. Estabilização por contato (Contact Stabilization) É recomendado quando a maior fração da matéria orgânica presente no despejo está na forma de suspensão (não removível por sedimentação ou por flotação) ou na forma de colóide (não removível por tratamento físico – hidrociclone) ou tratamento físico-químico – coagulação – floculação). Reator tipo plug-flow. Oxigênio puro (Pure-oxigen) Indicado para despejos com carga orgânica elevada e também quando a pouca disponibilidade de área. Reator de mistura completa. Reator de batelada sequencial (RBS) O processo consiste de um reator de mistura completa onde ocorrem todas as etapas do tratamento. A duração de cada ciclo pode se alterada em função das variações da vazão afluente, das necessidades do tratamento e das características do despejo e da biomassa no sistema. Indicado para pequenas comunidades, locais com pouca disponibilidade de área. É um processo flexível e pode remover nitrogênio e fósforo. A escolha de um dos processos acima mencionados depende de fatores, tais como: qualidade do despejo, área disponível, custo de implantação, custos de operação e manutenção, mão de obra especializada, qualidade do efluente final, corpo receptor, localização e zoneamento, os últimos três fatores, definem a % de remoção DBO/N/P a ser estabelecido pelo órgão de Controle Ambiental. Aeradores - características Difusores: São peças cerâmicas ou de vidro, metal sinterizado, tubos perfurados ou outros tipos Arranjos: •uniformemente distribuídos no fundo do tanque •distribuição longitudinal, de um só lado do tanque Aeradores superficiais: São rotores que parcial ou totalmente imersos provocam a agitação do meio e a formação de uma coroa de emulsão (gás-líquido no seu entorno). Os aeradores de eixo vertical são empregados em Lodos Ativados e Lagoas. Os de eixo horizontal tem aplicação em valos de oxidação Lagoas Aeradas Introdução Além do processo de lodos ativados, outros sistemas biológicos de cultura suspensa são disponíveis para o tratamento de águas residuárias, sendo as bacias ou lagoas o sistema mais comum. O processo de lagoas aeradas é essencialmente o mesmo empregado nos sistemas de lodos ativados com aeração extendida, exceto que uma bacia escavada em terra (com profundidade variando de 2,5 - 5,0 m) é usada como reator, o oxigênio requerido para o processo pode ser fornecido por aeradores de ar difuso (sistema de ar comprimido, em alguns casos raros) ou de superfície (aeração mecânica). Para encontrar os padrões para tratamento secundário estabelecidos pela Agência de Proteção Ambiental dos Estados unidos (EPA), muitas lagoas são usadas atualmente em conjunto com unidades de sedimentação e incorporam o reciclo de sólidos biológicos. A microbiologia do processo é essencialmente a mesma do processo de lodos ativados. Alguma diferença pode surgir devido à grande área superficial das lagoas, o que pode levar a efeitos mais significantes da temperatura. O grau de nitrificação depende das condições operacionais e de projeto e da temperatura da água residuária. Geralmente, com temperaturas mais elevadas e cargas mais baixas (tempo de retenção de lodo aumentado), graus mais elevados de nitrificação podem ser conseguidos. Regimes de mistura para lagoas aeradas As lagoas são classificadas de acordo com o grau de mistura mecânica ou de turbulência fornecido. Lagoas completamente misturadas (lagoas aeradas aeróbias) É assim denominada quando a energia fornecida é suficiente para manter todo o conteúdo, inclusive os sólidos, misturado e aerado. Um sistema de separação de sólidos em suspensão à jusante da lagoa aerada aeróbia é necessário para que se obtenha um bom efluente final. Os tempos de retenção são usualmente menores que 3 dias e o consumo de energia é superior a 5 Watts/m3 (o consumo de energia em um sistema de lodos ativados se situa em torno de 50 Watts/m3). A suposição de mistura completa, que até mesmo para unidades de lodos ativados é uma aproximação idealizada, é questionável para lagoas aeradas. Por outro lado, esta suposição sempre é feita, conduzindo a um modelo matemático simples para as lagoas. Utilizando-se fatores de segurança apropriados, este caminho idealizado pode ser útil. Lagoas aeradas facultativas Quando a energia fornecida é suficiente apenas para misturar a parte líquida e introduzir na massa líquida o oxigênio necessário ao processo, porém não é suficiente para impedir a sedimentação de boa parcela dos sólidos em suspensão. Em consequência disto, parte dos sólidos em suspensão afluentes à lagoa e parte dos novos sólidos em suspensão produzidos na lagoa pela utilização da matéria orgânica tende a sedimentar no fundo (em áreas de menor turbulência) onde sofrem decomposição anaeróbia. Os tempos de retenção são usualmente maiores que 6 dias e o consumo de energia fica entre 0,8 - 5,0 Watts/m3. A seleção do regime de mistura é o resultado de um balanço econômico entre consumo de energia (maior em um regime de mistura completa) e custo de terreno (mais terreno é requerido para as lagoas facultativas). Sistemas de aeração O grau de mistura obtido nas lagoas aeradas, pelo uso de aeradores mecânicos, depende além da densidades de potência (normalmente expressa em Watts/m3), do número e tamanho dos aeradores escolhidos, da sua distribuição na lagoa e da profundidade desta. Uma observação comum é a de que um maior número de aeradores de menor tamanho promove melhor mistura do que um número menor de aeradores maiores, para uma mesma densidade de potência. Lagoas de Estabilização Podem ser definidas como um corpo de água , construído pelo homem, e destinado a armazenar resíduos líquidos de natureza orgânica - esgoto sanitário bruto e sedimentado, despejos industriais orgânicos e oxidáveis ou águas residuárias oxidadas. Seu tratamento é feito através de processos naturais: físicos, biológicos e bioquímicos, denominados autodepuração ou estabilização. Esses processos naturais, sob condições parcialmente controladas, são os responsáveis pela transformação de compostos orgânicos putrescíveis em compostos minerais ou orgânicos mais estáveis. Tipos de lagoas de estabilização: Quanto à atividade biológica predominante, as lagoas podem ser classificadas em: aeróbias, facultativas, de maturação e anaeróbias. Lagoas de estabilização aeróbias Na sua forma mais simples, as lagoas de estabilização aeróbias são grandes e rasas bacias escavadas em terra que são usadas para o tratamento de águas residuárias por processos naturais envolvendo bactérias e algas. Este processo só é possível quando grandes áreas de terra estão disponíveis a um custo baixo e um efluente de elevada qualidade não é exigido. Uma lagoa de estabilização aeróbia contem bactérias e algas em suspensão, e condições aeróbias prevalecem em toda a sua profundidade. Existem dois tipos básicos de lagoas aeróbias. No primeiro tipo, o objetivo é maximizar a produção de algas. Estas lagoas tem geralmente profundidades da ordem de 15 a 45 cm. No segundo tipo, o objetivo é maximizar a quantidade de oxigênio produzida, e profundidades de até 1,5 m são usadas. Em ambos os tipos, oxigênio, além, do produzido pelas algas, penetra no líquido por difusão atmosférica. A diferença básica entre lagoas aeradas e as lagoas de estabilização aeróbias é que raramente algum equipamento de aeração é empregado nas últimas. O oxigênio necessário para as lagoas é fornecido por aeração superficial natural e pelas algas, que produzem oxigênio por fotossíntese. Exceto pela população de algas, a comunidade biológica presente nas lagoas de estabilização é semelhante àquela presente no lodo ativado. O oxigênio liberado pelas algas como um resultado da fotossíntese é utilizado pelas bactérias para a degradação aeróbia de matéria orgânica. Os produtos desta degradação (CO2, amônia, fosfatos) são, por sua vez, utilizados pelas algas. Esta relação simbiótica cíclica está representada na Figura 2. Animais superiores, tais como rotíferos e protozoários, estão também presentes nas lagoas, e sua principal função é polir o efluente. algas novas algas energia solar CO2,NH3 PO4,H2O O2 matéria orgânica novas bactérias bactérias Representação esquemática da relação simbiótica entre algas e bactérias em uma lagoa de estabilização. Um grupo particular de algas, animais ou espécies bacterianas presentes em qualquer seção de uma lagoa aeróbia depende de fatores tais como carga orgânica, grau de mistura, pH, nutrientes, luz solar e temperatura. A temperatura tem um efeito significativo sobre a operação de lagoas aeróbias, particularmente em regiões com invernos mais frios. A eficiência de remoção de DBO em lagoas aeróbias é elevada, chegando até 95%; contudo, devese lembrar que, embora a DBO solúvel do afluente tenha sido removida, o efluente da lagoa conterá uma concentração equivalente ou até maior de algas e bactérias que exercem uma DBO considerável, podendo ser até maior que a do resíduo original. Vários meios de se remover as algas da água residuária tratada serão discutidos mais tarde. Devido a uma série de variáveis não controláveis envolvidas, as lagoas são projetadas usando-se fatores de carga derivados de estudos em plantas piloto e de observações de sistemas em operação. Lagoas facultativas São lagoas em que a estabilização do resíduo é conseguida mediante a ação em conjunto de bactérias aeróbias , anaeróbias e facultativas. Existem três zonas em uma lagoa facultativa: (1) uma zona superficial onde bactérias aeróbias e algas habitam numa relação simbiótica, como apresentado anteriormente; (2) um zona de fundo anaeróbia onde os sólidos acumulados são decompostos pelas bactérias anaeróbias; e (3) uma zona intermediária, parcialmente aeróbia e parcialmente anaeróbia, onde a decomposição dos resíduos orgânicos é feita por bactérias facultativas. A matéria orgânica que entra numa lagoa de estabilização constitui-se de sólidos sedimentáveis e não-sedimentáveis, coloidais ou em solução. Enquanto a matéria sedimentável e a matéria coloidal floculada sedimentam principalmente nas proximidades da entrada para formar a camada de lodo, a matéria restante permanece na meio líquido. Na camada de lodo, os sólidos orgânicos sedimentados são estabilizados por bactérias (formadoras de ácidos e de metano) que, em condições anaeróbias, liberam gases (CO2, H2S e CH4) para a atmosfera e compostos solúveis para o meio líquido. Sob determinadas condições de temperatura e quantidade de matéria orgânica aplicada na lagoa, a gaseificação pode ser responsável por uma redução de 20% a 30% da carga de DBO aplicada na lagoa. A matéria orgânica solúvel resultante dessa decomposição acarreta, todavia, um acréscimo de DBO no meio líquido. A fração de matéria orgânica no meio líquido correspondente aos sólidos não sedimentados e aos compostos solúveis da realimentação da camada de lodo é decomposta por bactérias aeróbias e facultativas usando o oxigênio produzido por algas que crescem abundantemente próximas à superfície. O dióxido de carbono produzido na oxidação orgânica serve de fonte de carbono para as algas. Na prática, o oxigênio é mantido na camada superior das lagoas facultativas pela presença de algas (em maior proporção) e pela reaeração superficial. Em alguns casos, aeradores superficiais tem sido usados mas, com o cuidado de não misturar completamente todo o conteúdo da lagoa ou os benefícios oriundos da camada anaeróbia podem ser perdidos. A comunidade biológica existente na camada superior ou aeróbia é semelhante à de uma lagoa aeróbia. Os microrganismos na camada inferior ou de fundo são facultativos e anaeróbios, na camada aeróbia, a respiração também ocorre em presença de luz solar; contudo, a reação líquida é a produção de oxigênio. As equações abaixo representam reações bioquímicas simplificadas para a fotossíntese e respiração. luz solar Fotossíntese: CO2 + 2H2O → ( CH2O) + O2 + H2O novas células de algas Respiração: CH2O + O2 → CO2 + H2O Figura – Construção de uma lagoa de estabilização Fatores que afetam o funcionamento das lagoas de estabilização: NATURAIS NÃO-CONTROLÁVEIS: Os parâmetros ou fatores não-controláveis pelo homem são constituídos pelos fenômenos meteorológicos e por variáveis locais, como infiltração e características dos efluentes que receberão tratamento. Ventos Desvantagens: Nas lagoas com espelho de água superiores a 10 ha, a formação de ondas, pela ação dos ventos, pode provocar erosão nos taludes internos. A turbulência provocada pelo vento pode também favorecer a formação de curtos-circuitos nas lagoas. Recomenda-se que, na localização dos dispositivos de entrada e saída dos fluxos, a direção dos ventos predominantes ocorra do efluente para o afluente. Vantagens: A ação dos ventos contribui para introduzir oxigênio do ar e para a homogeneização da massa líquida permitindo um maior contato do esgoto afluente com os microrganismos existentes nas lagoas. Auxiliam a movimentação das algas, principalmente aquelas espécies desprovidas de movimento próprio e consideradas grandes produtoras de oxigênio, como as algas verdes do gênero Chlorella. Temperatura A temperatura relaciona-se com a radiação solar e afeta tanto a velocidade da fotossíntese quanto a do metabolismo das bactérias responsáveis pela depuração. Desvantagens: A atividade biológica decresce à medida que cai a temperatura, podendo-se prever que uma queda de 10oC na temperatura reduzirá a atividade microbiológica pela metade. A temperatura influencia diretamente no predomínio de uma espécie de alga sobre outra e, em consequência, sobre o oxigênio fotossintético produzido. Vantagem: Em temperaturas mais baixas, a concentração de oxigênio dissolvido na massa liquida das lagoas tende a ser maior. Precipitações pluviométricas A precipitação da água de chuva diretamente na área do espelho de água não tem provocado efeitos duradouros ou prejuízos mensuráveis nas lagoas de estabilização. Todavia, a admissão de águas pluviais nas redes coletoras de esgotos quase sempre provoca uma diluição das águas residuárias, diminuição do tempo de detenção, mudanças súbitas na temperatura da massa líquida, arrastes significativos da população das algas, carreamento de materiais inorgânicos (argila) e, consequentemente, uma redução ou até anulação temporária do rendimento de uma lagoa. Evaporação A evaporação intensa da água de uma lagoa de estabilização poderá teoricamente, produzir um aumento da salinidade no meio, com efeitos nocivos aos processos osmóticos nas paredes celulares dos microrganismos e, consequentemente, ao equilíbrio biológico. No entanto, no Brasil, verificase que a influência da evaporação na eficiência do funcionamento das lagoas pode ser considerada desprezível, à exceção de regiões quentes e áridas localizadas no nordeste do país. Radiação solar A energia solar é indispensável para a operação efetiva das lagoas de estabilização, uma vez que contribui para a produção de oxigênio através da fotossíntese. Para baixas intensidades luminosas, a luz é o fator limitante para a produção de oxigênio de uma lagoa, ao passo que, para intensidades luminosas elevadas - sol quente durante várias horas - a temperatura passa a ser o fator condicionante para a ação fotossintética. A profundidade de penetração da radiação solar determina qual o volume da lagoa que participa na produção de oxigênio e, portanto, qual a profundidade ótica de operação. FATORES FÍSICOS Estes fatores estão, de um modo geral, relacionados com o projeto das lagoas e podem ser controlados pelo homem. Área superficial Principalmente nas lagoas facultativas, a área de espelho de água adotada no projeto é definida pela carga de efluentes nela aplicada. No início do funcionamento de uma lagoa facultativa, quando a vazão de efluente é pequena, o sistema opera com baixas taxas de aplicação superficial e, em consequência, grandes tempos de detenção são disponíveis. Nesse período, normalmente, a lagoa apresenta: excelentes rendimentos na remoção de DBO e diversificação da população de seres vivos. Por outro lado, uma lagoa facultativa excessivamente carregada permite um crescimento rápido de bactérias, implicando num aumento da demanda de oxigênio que pode não ser suprida pela ação das algas ou do vento. Disso decorre a morte das algas e o declínio do O.D., condições estas que levam à anaerobiose da lagoa, à produção de odor e à redução da eficiência global do sistema. Com base nessas condições, pode-se concluir pela necessidade do estabelecimento da máxima carga orgânica superficial em uma lagoa de estabilização facultativa para que fique assegurada que a operação se processe sem desprendimento de maus odores e que a qualidade do efluente, obtida numa primeira lagoa, determine o tamanho da lagoa subsequente, isto é, quanto menos eficiente for a remoção de DBO na célula primária, maior será o tamanho de uma ou das demais lagoas subsequentes. Altura da lâmina líquida A profundidade da lâmina líquida numa lagoa de estabilização é definida previamente no projeto e não existem razões e rotinas para que seja alterada. Nas lagoas facultativas, a profundidade mínima recomendada é de 1 m. Nas lagoas de maturação, como se intenciona tirar maior benefício da radiação solar na destruição de organismos patogênicos e não permitir, praticamente, a deposição de lodo, a altura mínima e a máxima da lâmina de água oscila em torno de 1 m. Em lagoas anaeróbias, a tendência atual é construir unidades profundas (mínimo de 2 m), minimizando-se a emanação de odores, mantendo-se mais calor na massa líquida e dificultando-se a difusão do ar atmosférico na lagoa. Mistura A distribuição dos efluentes em uma lagoa, qualquer que seja o seu tipo, deve ser a mais uniforme possível para que se possa utilizar, da melhor maneira, todo o volume da lagoa, aproximando-se, assim, a detenção real daquela teoricamente prevista em projeto. Esse procedimento serve para evitar o surgimento de correntes preferenciais, curto-circuitos (o líquido permanece na lagoa menos tempo que o necessário) e zonas mortas (regiões inativas em que o esgoto fica parado). Nas grandes lagoas, especialmente nas facultativas, cortinas de lona plástica podem ser instaladas para se obter melhor tratamento, dirigindo-se o fluxo de água afluente cuidadosamente através da lagoa e aumentando-se, em consequência, a utilização da área de espelho de água. FATORES QUÍMICOS Os principais fatores químicos que afetam a operação normal de uma lagoa são: pH, materiais tóxicos e O.D.. pH As lagoas necessitam de um ambiente ligeiramente alcalino para melhor desempenho do processo. O pH de uma lagoa facultativa varia ao longo do dia e a causa desta contínua variação é o consumo de gás carbônico realizado pelas algas. A elevação do pH em decorrência da atividade fotossintética das algas, tanto produz efeitos benéficos, tais como a precipitação de certos compostos - o fosfato de cálcio, por exemplo - , quanto efeitos adversos, como a dissociação do nitrogênio na forma de NH4+, tóxico para alguns macroinvertebrados (Daphnias) e peixes. Materiais tóxicos Comparadas aos sistemas convencionais de tratamento biológico de efluentes, as lagoas de estabilização tem demonstrado suportar cargas elevadas de substâncias tóxicas, principalmente se não são lançadas bruscamente, isto é, quando ocorre um período de aclimatação dos microrganismos presentes na lagoa. Nutrientes Tanto as bactérias quanto as algas necessitam de uma fonte de nutrientes para crescerem e se multiplicarem. Vários elementos são necessários, porém o nitrogênio, o fósforo e o carbono são requeridos em maior quantidade. Para as bactérias aeróbias, uma relação de DBO/nitrogênio/fósforo de 100:5:1 tem sido considerada suficiente. As algas necessitam para o seu desenvolvimento e reprodução de 106 átomos de carbono e 15 átomos de nitrogênio para cada átomo de fósforo. Oxigênio dissolvido A principal fonte de OD, utilizado pelos microrganismos nas suas funções respiratórias e de estabilização da matéria orgânica, provem do oxigênio fotossintetizado pelas algas. O oxigênio atmosférico, que pode difundir-se no meio líquido, só é considerado uma fonte importante em grandes lagoas de estabilização (maiores que 10 ha), com tempos de detenção superiores a 20 dias. Os valores que o OD pode alcançar numa lagoa de estabilização variam, amplamente, dependendo da carga aplicada, das condições climáticas e de todos aqueles fatores que afetam as atividades das algas. Em certas horas do dia, o oxigênio fotossintético - em grande parte encapsulado em finas bolhas - pode chegar às camadas superficiais em concentrações superiores a 35 mg/l. De madrugada, as concentrações de OD caem a valores de 0,5 a 2 mg/l. Discos biológicos rotativos (RBC - rotating biological contactors) Introdução As primeiras unidades de RBC foram implementadas na Alemanha (1960). Os RBC’s consistem numa série de discos de polipropileno, que hora estão submersos no efluente, hora estão em contato com o ar. É um exemplo de reator de biomassa fixa, pois sobre os discos é formado um biofilme. O movimento rotativo dos discos atua na transferência de oxigênio e mantém a biomassa em condições aeróbias, além de remover o excesso de sólidos do biofilme, estes sólidos são mantidos em suspensão e são retirados num clarificador. Geralmente os RBC’s possuem uma melhor performance que os outros tipos de sistemas de biomassa fixa, devido a baixa carga orgânica por unidade de biomassa (F/M), tempo de detenção e melhor controle de curto circuitos. No projeto dos sistemas de discos biológicos rotativos devemos levar em consideração o número de estágios, o critério de carga, as características do efluente e necessidade de um tanque de sedimentação. No tratamento secundário de efluentes normalmente são empregados três ou mais estágios, estágios adicionais podem ser utilizados de modo a obter a nitrificação do efluente e se desejarmos realizar a desnitriticação os discos devem ficar totalmente submersos, garantindo uma condição anóxica do sistema. Figura 5. Correntes dos efluentes gerados em uma refinaria TIPOS DE DESPEJO ORIGEM Isento de óleo Águas pluviais Purga de torres de resfriamento Água de condensação (turbinas) Água de condensação condicionado) Drenagem dos tetos Purga de caldeira Água de lavagem de filtros Contaminado (óleo) Águas pluviais (sem controle) Dessalgadora Drenagem dos tanques Água de condensação das torres Tratamento de derivados Sanitário Cozinhas e banheiros COLETA TRATAMENTO Esgoto (ar pluvial Águas de processo Esgoto sanitário SAO API TRAT. SECUNDÁRIO Planta de esgotos da refinaria Planta municipal Corpo receptor REFERÊNCIAS BIBLIOGRÁFICAS AMERICAN PETROLEUM INSTITUTE, 1991, The generation and management of wastes and secondary materials in the petroleum refining industry: 1987-1988. Washington. API Publication 4530. ATLAS, R. M. 1984, Petroleum Microbiology. McMillan Publishing Co. New York. 1984. AZEVEDO, E., B., 1998, “Fotocatálise: Uma Abordagem Para Tratamento de Água de Produção de Petróleo”, Tese de M.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. AZEVEDO, E., B., 1998, “Fotocatálise: Uma Abordagem Para Tratamento de Água de Produção de Petróleo”, Tese de M.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. BOYAJIAN, E. AND GLUECKSTEIN, L.J., (1987), Activated sludge – manual of pratice no. OM-9, Water Environment Federation, Alexandria, U.S.A. CAMPOS, J., C., 2000, “Processos Combinados Aplicados ao Tratamento de Água de Produção de Petróleo”, Tese D.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. CAMPOS, J., C., 2000, “Processos Combinados Aplicados ao Tratamento de Água de Produção de Petróleo”, Tese D.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. CHERNICHARO C.A.L. (1997). Princípios do tratamento biológico de águas residuárias. Vol. 5. Reatores Anaeróbios. DESA/UFMG. DAVIS, M. L. AND CORNWELL, D. A., (1991) - Introduction to Environmental Engineering, 2 ed. McGraw-Hill, Inc. FREIRE, D., D., C., 1999, “Tratamento Aeróbio de Efluentes de Alta Salinidade”, Tese D.Sc. PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. FREIRE, D.D.C. E CAMMAROTA, M. C., Notas de aula – Controle Ambiental no setor de petróleo e gás/TBQ/EQ/UFRJ FREIRE, D.D.C. E CAMMAROTA, M. C., Notas de aula – Tratamento de Biológico de Resíduos/DEB/EQ/UFRJ HANSEN, B., R., DAVIES, S., R., H., 1994, “Review of Potencial Technologies for the Removal of Dissolved Components from Produced Water”, Trans IchemE, v.72, Part A, pp. 176-188. JENKINS, D., RICHARD, M.G. AND DAIGGER, G.T. (1993) – Manual on the causes and control os activated sludge bulking and foaming, 2 ed. KELLNER, E. E PIRES, E.C. (1998) – Lagoas de estabilização: projeto e operação, ABES LIMA, C., A., 2001, “Tratamento Biológico de Água de Produção Microfiltrada”, Tese M.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. METCALF & EDDY, 1991, Wastewater Engineering, Treatment, Disposal and Reuse, 3ed., McGraw-Hill, Inc. NÓBREGA, R. LAGE, L.E.C., AGUIAR, A.L., MERÇON, F. E CABRAL, L.M., (1998), Membranas: uma tecnologia alternativa para tratamento de efluentes, FEEMA, RJ. PIRAS, P., R., F., 2000, “Estudos Sobre Nitrificação de Efluentes de Refinaria em Biorreatores Trifásicos”, Tese D.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. PIRAS,P.,R,.F., 1993, “Tratamento biológico de efluentes de refinarias”, Tese M.Sc., PEQ/COPPE/UFRJ, Rio de Janeiro, RJ, Brasil. RAMALHO, R.S., (1991) - Tratamento de aguas residuales, editorail Reverté, S.A. SILVA, T.C.R. (2000) – Análises microbiológicas de uma estação experimental de tratamentos de esgotos pelo processo de lodods ativados, dissertação de mestrado, EQ/UFRJ. SPEECE R.E. (1996). Anaerobic biotechnology by industrial wastewaters. Archae Press. USA. STRONACH S.M. et al. (1986). Anaerobic digestion processes in industrial wastewater treatment. Springer-Verlag. Berlin. Germany. UEHARA, M.Y. E VIDAL, W.L., (1989), Manual técnico sobre operação e manutenção de Lagoas anaeróbias e facultativas, CETESB – séries Anuais. VAZOLLER, R.F., GARCIA, M.A.R., GARCIA, A.D. E CONCEIÇÃO NETO, J., (1989) - Manual técnico sobre microbiologia de lodoas ativados, CETESB – séries Anuais. VON SPERLING, M. (1997) – Lodos Ativados – DESA/UFMG – Belo Horizonte.
Baixar