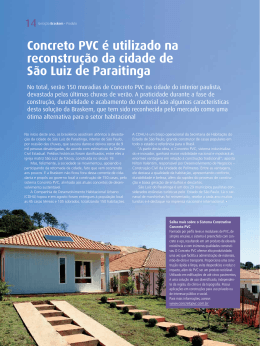
O que é PVC Expandido O PVC é o mais versátil dentre os plásticos, devido a necessidade de a resina ser ser formulada mediante a incorporação de aditivos. O PVC pode ter sua característica alterada dentro de um amplo espectro de propriedades em função da aplicação final. O PVC expandido está disponível em chapas em diversas cores. Tem excelente acabamento superficial, proporcionando um resultado excelente em praticamente todos os tipos de processos produtivos para comunicação visual, seja serigrafia ( SilkS creen), aplicação de vinil adesivo e imagem digital (U.V),além de aplicações na indústria da construção civil e moveleira. Como surge o PVC A partir do sal: por eletrólise, se produz cloro, soda cáustica e hidrogênio. Eletrólise é a reação química resultante da passagem de uma corrente elétrica por água salgada-salmoura. A partir do petróleo: por refinação se obtém etileno. Cloro e etileno são gases que, ligados quimicamente, geram novo gás, o MVC ( Monômero de Cloreto de Vinila). Submetidas a outro processo químico, as moléculas de MVC se ligam e compõem uma molécula gigante com milhares de monômeros. Essa molécula, conhecida como polímero, é o PVC, um pó muito fino de cor branca. Esse pó, misturado com aditivos ( plastificantes, estabilizantes e pigmentos), e através de processos de transformação, origina o composto de PVC. Aplicações Características Baixo Peso; Facilidade no manuseio; Fácil de cortar, furar, fresar e perfurar; Suporta parafusos, pregos, rebites, moldagem e termoformagem; Auto extinguível ( não propaga fogo); Baixa absorção de umidade; Excelente acabamento superficial; Excelente adesão da superfice Aplicações Sinalização de Segurança Propaganda em geral; Placas, displays, brindes; Cenografia; Revestimento de divisórias; Móveis Decoração de vitrines e ambientes; Montagem de stands; Setor náutico; PDV´s Forros e paredes; Revestimento de bancada para manutenção de produtos químicos; Vantagens em usar o PVC Expandido Menor custo de transformação Pode ser curvado, dobrado ou termoformado a temperaturas menores. Aquece e resfria mais rapidamente Fabricação em geral mais rápida Resiste a limpeza com diversos solventes Não necessita lixar ou aplicar primers antes de pintar Material leve, facilita o transporte em todas as fases de produção Excelente superfície para serigrafia Reciclável. Montagem de fotos. Propriedade Espessura da chapa Física Absorção de água Densidade Mecanica Esforço de tensão Alongamento até ruptura Resistencia a flexão Modulo de flexão Resistência a impacto sharp Térmica Temperatura de serviço Temperatura de deflexão de calor Temperatura de amolecimento VICAT Coeficiente de dilatação térmica linear Condutividade térmica Elétrica Resistencia da superfície Resistencia de volume Condições Método ASTM Unidades-SI Valor Valor 3,00mm 10mm 10 mm 24h @ 23°C D-570 % g/cm³( lb/ft³) 0,5 0,65-0,7 (3438) 0,8 0,55-0,6(3438) 10mm/min(0,4in./min ) 10mm/min(0,4in./min ) 10mm/min(0,4in./min ) 10mm/min(0,4in./min ) 23°C D-638 Mpa(psi) 16(1,600) 11(1,600) D-638 % 30 20 D-790 Mpa(psi) 28(3,200) 22(3,200) D-790 Mpa(psi) 900(130,500) 900(130,500) D-256 J/m(ft.lb/in) 29(0,54) 17(0,32) -1 °C -10 a 55°C C 63 (145) 63 (145) D-648 °C 75 (167) 75 (167) D-1525 105cm/cm°C(3,7) 6,7 (3,7) 6,7 (3,7) D-696 W/mk(Btuin/hr-ft²-F°) 0,07(0,49) 0,07(0,49) D-257 Ohm 5x1015 5x1015 D-257 Ohm-cm 2x1016 2x1016 Load : 1,85Mpa(264 psi) Load: 11kg ( 2,2 lb) D-257 Manual de Aplicação PVC Expandido é uma chapa rígida de espuma homogênea de células fechadas que estabelece os padrões industriais com um desempenho consistente e capacidade de confecção inigualáveis.•Corte, desbaste e estampagem •Perfuração •Fresa •Acabamento das bordas •Aparafusar, pregar e rebitar •Colagem •Dobragem a quente •Termoformagem •Impressão •Pintura e Verniz •Laminação •Flocagem eletrostática Corte, Desbaste e Estampagem PVC Expandido, com até 3mm de espessura, pode ser facilmente cortado com uma faca ou um estilete. Pode-se obter melhores resultados cortando em um ângulo entre 10º e 30º. Espessuras maiores podem ser cortadas com uma serra manual ou elétrica. Tesouras elétricas ou guilhotinas não dão ótimo acabamento, porque o material fica submetido a forte compressão durante o processo. O resultado pode ser bordas mal acabadas. Peças planas de PVC Expandido podem ser estampadas usando estampas de lâmina de aço, da mesma forma que com outros plásticos sólidos. Pode-se obter melhores resultados otimizando a afiação do corte e ajustando corretamente a ferramenta. Bordas perfeitas e lisas podem ser obtidas aquecendo-se levemente o material antes do corte. Serrar O PVC Expandido pode ser cortado com serras manuais, circulares, serra de fita, serra ticotico ou serrote. Serras de arco com dentes finos, não são recomendadas, porque o pequeno espaçamento entre os dentes cria um atrito excessivo e uma borda mal acabada. Para melhores resultados, em todos os casos, use lâmina de serra, discos ou fitas próprias para cortar plásticos. Geometria Ótima de Dente Dentes em configuração tripla, própria para plásticos Espaços arredondados entre os dentes Ângulo de inclinação entre 5º e 10º (y) Ângulo livre entre 10º e 20º (a) Distância entre os dentes entre 5 e 13mm Condições Para Cortes Velocidade de corte entre 2.900 a 3.000m/min Alimentação até 29 a 30m/min. Causas de Bordas Irregulares Ferramenta não afiada, Base de suporte inadequada, Oscilação da lâmina, resultante da serra mal ajustada, Vibração da ferramenta, Temperatura elevada pelo atrito na superfície do corte, Tipo de lâmina inadequado. Perfuração O PVC Expandido pode ser perfurado com brocas convencionais, hélice longa com ponta de carbeto (aço duplo). A rápida remoção das aparas pode ser feita através de rotação elevada, alimentação lenta e elevação ocasional da furadeira. Ar comprimido pode ser utilizado para remover aparas da área de trabalho. Furadeiras menores devem ser utilizadas em maior velocidade do que furadeiras maiores. A pressão deve ser diminuída quando a perfuração estiver quase completa. As brocas devem estar afiadas para evitar um mal acabamento e furos menores que o esperado. Geometria Correta da Ferramenta Ângulo da ponta entre 100º e 110º (d) Ângulo de passo da hélice de aproximadamente 30º Condições de trabalho Velocidade de perfuração de 45 à 300m/min. Fresa/ Acabamento das Bordas O PVC Expandido pode ser trabalhado em fresadoras universais, horizontais ou verticais. Para evitar marcar a superfície ao prendê-la, procure colocar pedaços planos de madeira ou plásticos entre o PVC Expandido e os grampos. Geometria Correta da Ferramenta Ângulo de inclinação: 5º a 20º (y) Ângulo livre: 10º a 25º (a) Condições de Trabalho Velocidade de corte 900 a 1.000m/min Alimentação de 0.20 a 0.50m/min ACABAMENTO DAS BORDAS Quando o PVC Expandido é cortado durante a fabricação, as células ou antes das bordas ficam abertas e expostas. Bordas lisas podem ser obtidas com uma lima, plaina ou lixa. O uso de um solvente de PVC irá colapsar quimicamente as células ou antes da pintura, uma massa de enchimento irá produzir uma borda semelhante à textura da superfície da placa Aparafusar, Pregar e Rebitar Para aplicação em interiores, o PVC Expandido pode ser pregado em diferentes superfícies. Diferente de muitos outros plásticos, ele pode ser pregado até a 25mm da borda, sem que o material se rompa.Para aplicação em interiores, parafusos para madeira ou plástico irão garantir uma fixação segura do PVC Expandido.Para aplicação em interiores, O PVC Expandido também pode ser rebitado em bases de metal. Recomenda-se rebites cegos com haste de alumínio. A cabeça do rebite deve estar junto à superfície para evitar marcar o material. Quando aparafusar o PVC Expandido, deve-se usar arruelas, as maiores possíveis, para distribuir a carga da compressão. Quando o PVC Expandido é usado corretamente, dentro dos métodos mecânicos de fixação, também é adequado para uso externo. O PVC Expandido com 6 mm de espessura ou mais irá garantir uma excelente base à prova d'água para serigrafia, pintura ou aplicação de grafismos em vinil. Para aplicação em exteriores, os furos dos parafusos deverão ser maiores que suas hastes para permitir a expansão e contração térmicas. O uso de arruelas irá distribuir a pressão quando os parafusos e porcas forem apertados. Nunca aperte demais, isto vai apenas enfraquecer a fixação. Colagem O PVC Expandido pode ser colocado da mesma forma que a maioria dos PVC Rígidos. Deve-se tomar as mesmas precauções: para uma colagem sem defeitos, as superfícies devem estar limpas e secas, livres de oleosidade ou graxa e niveladas entre si.Há vários fatores a se considerar na escolha de um adesivo: •A superfície onde o PVC Expandido será colado •Resistência necessária - estrutural x não estrutural •Variação da temperatura esperada •Dilatação e contração •Facilidade dos métodos de aplicação, tempos de cura •Eficiência de custo •Consideração de segurança e meio ambiente Para colar o PVC Expandido nele mesmo, os mesmos adesivos do tipo solvente que são usados no PVC Rígido dão excelentes resultados. Os mais usados são os de base THF (Tetrahidrofurano), Ciclohexanonoou MEK (Metil-EtilCetona). Para colar o PVC Expandido a outros substratos, adesivos dissolvidos em solventes formulados para colar o PVC podem ser usados, como a maioria, a base de neoprene. Para fixação temporária, durante o trabalho de instalação ou em situações de aplicações não estruturais, fitas de pressão com dupla face adesiva podem ser usadas. Colagem Para se obter uma ótima aderência, a superfície do PVC Expandido deve ser corretamente preparada. As superfícies a serem unidas devem estar limpas, secas e sem oleosidades. Para uma boa adesão com colas de dispersão, fitas de pressão e letras auto-adesivas, aconselha-se um tratamento prévio da superfície do PVC Expandido. Quando usando cola de poliuretano de componente duplo, o tratamento prévio é absolutamente necessário. O procedimento de tratamento prévio consiste em: 1. Embeba um tecido branco no álcool isopropílico e passe na superfície a ser colada. 2. Quando a superfície estiver seca, inicie a aplicação do adesivo. Para garantir uma colagem perfeita, as duas superfícies devem estar niveladas entre Dobragem a quente. Uma das muitas vantagens do PVC Expandido é que pode ser facilmente dobrado usando um aquecimento localizado. É possível cortar as lâminas nas dimensões finais e fazer alguma usinagem antes de dobrar a quente. Pintura com spray, estamparia, usinagem, colagem e ajustes podem ser executados após a dobragem a quente. Quando o processo está terminado, a peça pode ser usada em mostruários POP, sinalização, vitrines, feiras ou em qualquer aplicação onde uma peça leve e curva for necessária. Outras aplicações incluem cantos, calhas e tubos. O PVC Expandido pode ser facilmente dobrado usando o procedimento normal com o equipamento convencional para dobragem a quente. O material deve ser aquecido de maneira uniforme e então, mantido na posição escolhida até esfriar. Em geral, o PVC Expandido requer menos tempo que a maioria dos materiais sólidos de PVC. Termoformagem Apesar do PVC Expandido ser um material moderadamente expandido, graças à sua estrutura celular fechada, pode ser facilmente termoformado . Técnicas de moldagem convencionais como a moldagem à vácuo (vacuumforming), à pressão e outras combinações podem ser usadas com o PVC Expandido. Para configurações superficiais, praticamente todas as técnicas e equipamentos convencionais de termoformagem vão produzir resultados satisfatórios. Quando são desenhos profundos e complexos é necessário usar um equipamento com aquecedores superior e inferior. Como o PVC Expandido é um material moderadamente expandido, reage de modo diferente dos plásticos sólidos. O ciclo de trabalho geralmente é mais curto do que para materiais sólidos e o raio e a profundidade do desenho, em geral, são limitados ao grau de extensibilidade da superfície do PVC Expandido. Temperatura de Moldagem 1.Variação termo-elástico de aproximadamente 126º a 135ºCA boa extensibilidade do material e definição dos contornos são limitados. A lisura original da superfície do PVC Expandido se mantém. Razão máxima de desenho recomendada h:d =aproximadamente 1:1,25. 2. Variação termo-plástico de aproximadamente 135º a 160ºC A extensibilidade média e a definição do contorno são excelentes. A superfície adquire uma aparência granulada, devido a uma leve pós-expansão da superfície. Lâminas maiores necessitam de apoio para evitar uma envergadura excessiva. Um controle exato da temperatura é essencial pois um superaquecimento acima de 176ºC causa decomposição do material. Ciclo de Aquecimento Com fontes radiantes de calor, os ciclos de aquecimento são bem mais curtos do que para materiais sólidos e dependem do tipo de equipamento usado. Aquecedores infravermelhos do tipo cerâmico são os mais adequados para se utilizar com o PVC Expandido. Aquecedores duplos (tipo sanduíche) são especialmente recomendados para lâminas mais grossas. Ciclos de aquecimento aproximado para aquecedores simples de cerâmica Temperatura do aquecedor: 450ºC Densidade de potência: 172 watts/m² Espessuras das lâminas (mm): 2 3 4 5 6 Ciclo de aquecimento(seg) 40 60 80 110 140-150 Ciclos de aquecimento aproximado para aquecedores duplos de cerâmica Temperatura do aquecedor: Superior 450ºC / inferior 380ºC Densidade de Potência: Superior e inferior 344 watts/m²Espessura das lâminas: 2 3 4 5 6 Ciclo de aquecimento (seg) 10-15 25-35 45 60 80 Dicas Adicionais de Termoformagem Desde que o PVC Expandido seja armazenado internamente ou coberto adequadamente, não necessita passar por secagem antes da moldagem. Diferente do ABS e de policarbonatos, o PVC Expandido não absorve umidade. Cavilha auxiliar de moldagem, usando equipamento normal, é essencial para formas mais complicadas. Devido à baixa resistência ao calor do PVC Expandido, materiais de baixa condutividade devem ser usados para a cavilha. Os moldes devem ser projetados para facilitar a saída rápida da peça. Deve-se evitar bordas afiadas e relevos estreitos. Os raios não devem ser menores que 1,5 a 2,0 vezes que a espessura original da lâmina. Quando aquecida acima de 100ºC, a lâmina encolhe levemente na direção de extrusão (longitudinal). Garanta a fixação adequada do PVC Expandido ou um controle de encolhimento. Recomenda-se uma pré-extensão para moldagem mais complexa ou negativa, mas o calor, temperatura e a quantidade de tempo em que o material é pré-aquecido deve ser cuidadosamente monitorado e controlado para uma termoformagem bem sucedida. A temperatura do molde deve ser mantida entre 43ºC e 52ºC antes e durante o processo de moldagem. A temperatura ideal da chapa antes da moldagem deve ser entre 135ºC e 143ºC. Impressão / Pintura e Verniz IMPRESSÃO O PVC Expandido tem excelente superfície para impressão. Métodos de serigrafia dão ótimos resultados em recobrimentos claros, precisos e coloridos . A maioria das tintas para impressão normalmente usadas para PVC Rígidos dão bons resultados. PINTURA E VERNIZ A adesão da tinta à superfície do PVC Expandido é excelente. A preparação não é necessária quando se usa tintas compatíveis com PVC. A superfície do PVC Expandido deve ser limpa previamente com álcool isopropílico. Entre as tintas recomendadas estão: vinílicas, lacas acrílicas, poliuretanos de dois componentes e outros tipos de tintas adequadas ao PVC.
Download