UNIVERSIDADE FEDERAL DE ITAJUBÁ
Valmir Zacarias de Souza
OTIMIZAÇÃO DOS PARÂMETROS DE
CONTROLE DE UM PROCESSO DE
FABRICAÇÃO DE LATAS: UMA
ABORDAGEM 6 SIGMA
Dissertação
submetida
ao
Programa
de
Pós-
Graduação em Engenharia de Produção como
requisito parcial à obtenção do título de Mestre em
Engenharia de Produção
Orientador: Pedro Paulo Balestrassi
Itajubá, outubro de 2002
S584c
SOUZA, Valmir Zacarias de
Otimização dos parâmetros de controle de um processo de
fabricação de latas / Valmir Zacarias de. – Itajubá: EFEI, 2002.
76p.
Dissertação (mestrado) – Universidade Federal de Itajubá,
2002.
Orientador: Pedro Paulo Balestrassi
1. Projeto de Experimentos – 6 Sigma – Processo de
Fabricação de Latas
I.Balestrassi, Pedro Paulo. II. Universidade Federal de Itajubá
III.Título
CDD 658.5
ii
UNIVERSIDADE FEDERAL DE ITAJUBÁ
Valmir Zacarias de Souza
OTIMIZAÇÃO DOS PARÂMETROS DE
CONTROLE DE UM PROCESSO DE
FABRICAÇÃO DE LATAS: UMA
ABORDAGEM 6 SIGMA
Dissertação aprovada por banca examinadora em 04 de outubro de 2002, conferindo
ao autor o título de Mestre em Engenharia de Produção
Banca Examinadora:
Prof. Pedro Paulo Balestrassi (Orientador)
Prof. Sebastião Carlos da Costa
Prof. Luiz Fernando Barca
Prof. Roberval Rhymer
Itajubá, outubro de 2002
iii
DEDICATÓRIA
Dedico este trabalho aos meus familiares, pelo
incentivo e cumplicidade, nas horas mais precisas. Em
especial, aos meus pais, que me deixam o exemplo da
perseverança e do caminho do crescimento pessoal, quando
empenho minhas esperanças por uma sociedade que busque
a qualidade de vida, acima de tudo.
iv
AGRADECIMENTOS
Em primeiro lugar, à minha esposa Márcia, pelo apoio constante.
Às minhas filhas, Júlia, Érica e Letícia, pelas horas em que estive ausente.
Aos meus pais, por acreditar e obter o sonho realizado.
À empresa Latasa S.A., pela oportunidade de realizar os experimentos e possibilitar o
confronto entre teoria e prática, em prol do crescimento científico e tecnológico.
À Universidade Federal de Itajubá e a todos os colegas que compartilharam a busca de
conhecimentos e a satisfação do aprimoramento profissional.
Ao Prof. Dr. Pedro Paulo Balestrassi, pelo acompanhamento constante, competência e,
principalmente, pela seriedade do trabalho acadêmico.
Aos professores do Departamento DPR pelo companheirismo e troca de experiências
durante a pesquisa realizada.
A todos os pesquisadores brasileiros que se empenham em atingir a qualidade
necessária para que o respeito à vida possa garantir uma humanidade mais solidária e
saudável.
v
SUMÁRIO
Dedicatória
Agradecimentos
Resumo
Abstract
Lista de tabelas
Lista de figuras
1. INTRODUÇÃO
1.1
Introdução
1.2
Descrição do Problema
1.3
Objetivo Principal
1.4
Objetivos Secundários
1.5
Organização do Trabalho
2. REVISÃO BIBLIOGRÁFICA
2.1
Introdução
2.2
Metodologia 6 Sigma
2.3
Implantação do 6 Sigma
3. DMAIC
3.1
Fase Definir
3.2
Fase Medir
3.2.1 Fluxograma do Processo
3.2.2 Mapeamento de Processo
3.2.4 Análise de Capabilidade do Processo
3.2.5 Medição do Nível Sigma do Processo
3.2.6 Desdobramento da Função Qualidade
3.2.7 Análise do Modo e dos Efeitos de Falha
3.2.8 Avaliação do Sistema de Medição
3.2.9 Análise do Sistema de Medição de uma Variável do Processo
3.3
Fase Analisar
3.3.1 Análise de Correlação
3.3.2 Regressão Múltipla
3.3.3 Análise de Variância
3.3.4 Análise Multi-Vari
3.4
Fase Melhorar
3.4.1 Projetos de Experimentos
3.4.2 Metodologia de Superfície de Resposta
3.4.3 RSM – Pontos Centrais Compostos
3.4.4 RSM – Box-Behnken
3.4.5 Planejamento do Experimento Box- Behnken
3.4.6 Procedimento Experimental
3.4.7 Resultados do Experimento
3.5
Fase Controlar
3.5.1 Controle Estatístico do Processo
3.5.2 Cartas de Controle
3.5.4 CEP das Variáveis Otimizadas
4. CONCLUSÕES
4.1
Análise dos Resultados
4.2
Limitações do Trabalho
iii
iv
vii
viii
ix
x
1
1
2
2
2
2
4
4
4
7
12
12
15
15
16
18
19
23
25
27
30
32
33
33
34
37
39
39
41
42
47
52
54
54
59
59
61
63
67
67
67
vi
4.3
Principais Dificuldades
4.4
Recomendações a Trabalhos Futuros
ANEXO A – O processo de fabricação de latas de alumínio
ANEXO B – A Latasa
REFERÊNCIAS BIBLIOGRÁFICAS
68
68
69
72
73
vii
RESUMO
Esta pesquisa teve como objetivo principal estudar a Otimização do Controle do
Processo de Fabricação de Latas Empregando a Abordagem 6 Sigma. Partindo da revisão
teórica de autores da referida metodologia e motivado pelo trabalho de Rasis, Gitlow e
Popovich (2002), do qual seguiu-se o roadmap, acompanhou-se a aplicação prática de um
projeto 6 Sigma onde a utilização do método DMAIC direciona-se para a otimização do
dimensional da lata, evitando problemas no cliente. Verificou-se que a solução ótima foi
alcançada através da RSM, na fase Improve do DMAIC. O projeto de experimentos foi
realizado através do procedimento Box-Behnken, onde foram estabelecidos um ponto
intermediário com limites superiores e inferiores para as variáveis e produzido um lote
experimental de latas de acordo com as combinações de variáveis sugeridas pelo
procedimento Box-Behnken para um nível de experimentação de 3 variáveis e 3 fatores. O
resultado do experimento foi coletado simultaneamente durante o envase de latas na
envasadora, onde foram coletados os dados de maior ou menor rejeição de acordo com a
combinação de variáveis e fatores. Para análise dos resultados, utilizou-se o software
estatístico Minitab 13.31, que forneceu os dados para análise da influência de cada variável no
processo e os valores que deixam o processo otimizado para evitar rejeição de latas no
cliente. Almeja-se com o estudo generalizar o modelo apresentado, envolvendo projeto 6
Sigma para outras indústrias. A pesquisa mostrou que as variáveis de entrada no processo de
fabricação de latas, que influenciavam diretamente na rejeição durante o envase, tiveram seus
valores otimizados possibilitando à empresa evitar futuros problemas no cliente,
comprovando a eficácia da metodologia 6 Sigma.
viii
ABSTRACT
This research had as its main goal to study the optimization of aluminum can
manufacturing process control using a six-sigma approach. Starting from theory review from
a number of authors of the above mentioned approach and motivated by the Rasis’ work,
Gitlow and Popovich (2002), in which the “roadmap” was followed this study accompanied
the implementation of a six sigma project in which the utilization of the method DMAIC is
used to accomplish the optimization of the dimensional specification of the two piece
aluminum can, and with that avoid any customer insatisfaction. It was verified that the
optimal solution was accomplished through the use of RSM, in the phase “improve” of the
DMAIC method. The project’s experiments were done using the “Box-Behnken” procedure,
where an intermediary point was established in between the upper control limit and the lower
control limit for the chosen variables. A lot of aluminum cans were manufactured as a sample
by using the suggested variable combination gotten from the “Box-Behnken” procedure
according to the 3 variable 3 factors level of experimentation. The result of the experiment
was collect simultaneously from the can filling process at the filling plant, were data was
collected from the highest and lowest rejection points according to the combination of
variables and factors suggested in the “Box-Behnken” procedure. For the data analysis the
software Minitab 13.1 was used, and through it the values for the influencing variables, which
would optimize the process, were identified. The main goal of this study is to generalize the
developed model, based on the six-sigma approach, in order to allow it to be used by other
industries. This study demonstrated that input variables in the two piece aluminum can which
had an influence in the rejection level of the filling process were optimized therefore making
it possible for the can company to avoid any future problems at the client, and with that
proving the effectiveness of the six-sigma approach.
ix
Lista de Tabelas
Tabela 2.1 – História da Implementação do 6 Sigma
7
Tabela 2.2 – Treinamento Recomendado para Black Belt.
8
Tabela 3.1 – Cronograma do Projeto 6 Sigma.
14
Tabela 3.2 – Responsabilidade de Cada Membro da Equipe 6 Sigma.
14
Tabela 3.3 – Brainstorming para Verificação das Causas Especiais.
17
Tabela 3.4 – DPMO de Curto e Longo Prazo.
21
Tabela 3.5 – Conversão de ppm para Nível Sigma.
23
Tabela 3.6 – Matriz Causa e Efeito.
24
Tabela 3.7 – FMEA do Processo.
27
Tabela 3.8 – Medidas da Largura de Flange com duas Repetições por Operador
31
Tabela 3.9 – Análise de Variância com Interações Operador & Peça.
32
Tabela 3.10 – ANOVA das Fontes de Variação do MSA para Largura de Flange.
32
Tabela 3.11 – Dados do Processo para Análise de Multi-Vari.
38
Tabela 3.12 – Análise de Regressão: Latas Rejeitadas versus Rótulo, Turma e Mês.
38
Tabela 3.13 – Arranjo Ortogonal.
43
Tabela 3.14 – Arranjo Ortogonal com 02 Variáveis.
43
Tabela 3.15 – Adição de Pontos Centrais no Projeto.
45
Tabela 3.16 – Planejamentos de Experimentos de 3 Níveis.
49
Tabela 3.17– Matrix Box-Behnken 3 Níveis e 3 Variáveis Codificadas.
53
Tabela 3.18 – Resultado dos Ensaio na Linha de Produção do Cliente.
55
Tabela 3.19 – Análise de Variância para a Rejeição com Coeficientes Codificados.
55
Tabela 3.20 – Análise de Variância para Rejeição.
56
Tabela 3.21 – Coeficiente de Regressão não Codificados.
58
Tabela 3.22 – Dados de Medição das Variáveis Otimizadas.
63
x
Lista de Figuras
Figura 2.1 – Metodologia 6 Sigma
6
Figura 2.2 – Fatores de Sucesso para Implementação do 6 Sigma.
9
Figura 3.1 – Processo de Recravação da Tampa na Lata.
13
Figura 3.2 – Fluxograma do Processo
16
Figura 3.3 – Mapeamento do Processo para Análise da Rejeição.
18
Figura 3.4 – Processo 6 Sigma Centrado.
20
Figura 3.5 – Processo 6 Sigma a Longo Prazo.
21
Figura 3.6 – Capacidade a Curto e Longo Prazo.
22
Figura 3.7 – Desenho da Lata com Indicação das Variáveis Selecionadas pelo FMEA.
30
Figura 3.8 – Gráfico Multi-Vari Análise das Latas Rejeitadas.
39
Figura 3.9 – Modelo Genérico de um Processo ou Sistema.
41
Figura 3.10 – Função para 2x2 Projeto Ortogonal.
44
Figura 3.11 – Projeto de Experimentos com Pontos Centrais Compostos.
45
Figura 3.12 – Pontos Centrais Compostos.
47
Figura 3.13 – Projeto de Blocos Incompletos Balanceados para 4 Variáveis em 6 Blocos.
48
Figura 3.14 – Indicação das Variáveis de Entrada para o Projeto Box-Behnken.
54
Figura 3.15 – RSM: Ângulo do Flange x Largura do Flange para Rejeição.
56
Figura 3.16 – RSM: Diâmetro do Plugue x Largura do Flange para Rejeição.
57
Figura 3.17 – RSM: Diâmetro do Plugue x Ângulo do Flange para Rejeição.
57
Figura 3.18 – RSM: Otimização das Variáveis de Entrada.
58
Figura 3.19 – Carta de Controle X R.
61
Figura 3.20 – Carta de Controle do Diâmetro do Plugue.
64
Figura 3.21– Histograma do Diâmetro do Plugue.
64
Figura 3.22 – Carta de Controle da Largura do Flange.
65
Figura 3.23 – Histograma da Largura do Flange.
65
Figura 3.24 – Carta de Controle da Ângulo do Flange.
66
Figura 3.25 – Histograma da Ângulo do Flange.
66
Figura A1 – Etapas do Processo de Fabricação de Latas.
70
Figura A2 – Planta Interna de uma Fábrica de Latas.
71
Introdução – Capítulo 1
1.
1
Introdução
1.1 Introdução
Com a globalização e, conseqüentemente com a competição acirrada entre as
corporações, tornou-se necessário reduzir custos e melhorar a lucratividade. Uma das formas
de redução de custos é obtida através da melhoria de desempenho de uma linha de produção,
redução de tempo de ciclo e melhoria na qualidade dos produtos, buscando a anulação dos
defeitos. Para alcançar isto, muitas empresas estão buscando um nível de qualidade
denominado 6 Sigma, que corresponde a 3,4 defeitos por milhão de oportunidades (DPMO).
Alcançar este nível requer metodologia focalizada no processo, que deve ser aplicada com o
apoio da alta administração. O sucesso depende da incorporação e treinamento, da
padronização, de mudança de cultura, medições do desempenho e melhoria contínua. Tudo
deve ser feito num determinado período para alcançar uma meta organizacional
preestabelecida. Geralmente as empresas operam entre 3 e 4 sigma. O custo da qualidade
tipicamente representa entre 10% e 15% do faturamento. Assim, cada melhoria representa
uma redução exponencial de defeitos. Para conseguir a redução de variabilidade do processo,
o 6 Sigma utiliza-se de várias ferramentas estatísticas, como o simples gráfico de Pareto,
análise de variância e projeto de experimentos (DOE) (Harry, 1988).
Esta pesquisa utiliza-se da aplicação de algumas ferramentas da metodologia 6 Sigma,
com o intuito de reduzir defeitos no processo de fabricação de latas de alumínio. Este
processo de fabricação é recente no Brasil: iniciou-se em 1989 com a chegada do grupo
americano Reynolds, este fundou em Pouso Alegre a primeira fábrica de latas de alumínio do
Brasil, a Latasa. A partir de 1997, vieram as concorrentes como Ball Metal, Crow Cork e
Rexam. A tecnologia é similar, porém os equipamentos são diferentes, de modo que vários
parâmetros do processo de fabricação nem sempre são aplicáveis indistintamente em todas
elas.
Este trabalho visa oferecer métodos alternativos para os parâmetros de controle
para otimizar o processo de fabricação nas indústrias de latas de alumínio; entre os
métodos, destaca-se o DOE utilizado na fase “I” do DMAIC: Define, Measure, Analyse,
Improve and Control (Definir, Medir, Analisar, Melhorar e Controlar); que é algo
inexistente na maioria das indústrias. A otimização de vários parâmetros de controle pode
ser conseguida facilmente através do DOE, pois o método é de fácil aplicação, requerendo
apenas um prévio conhecimento do processo e observações diárias.
Introdução – Capítulo 1
2
Com um bom conhecimento do processo e a correta utilização das ferramentas
estatísticas, pode-se reduzir o número defeitos de fabricação, garantindo grande melhoria na
qualidade. O DOE é uma das principais ferramentas estatísticas para esse fim, estabelecendo
limites de controle para as variáveis do processo de fabricação.
1.2 Descrição do Problema
As indústrias de latas de alumínio no Brasil desperdiçam muito tempo com várias
tentativas de acertos e de correção de erros para tentar controlar os parâmetros de seus
processos de fabricação. Não há metodologia definida para as experimentações na linha de
produção.
1.3 Objetivo Principal
O trabalho tem como objetivo principal utilizar a Otimização do Controle do
Processo de Fabricação de Latas Utilizando a Técnica DOE. A pesquisa foi realizada
através de dados colhidos na linha de produção de latas e da observação do resultado no
envase das latas na linha do cliente.
1.4 Objetivos Secundários
Os objetivos secundários deste trabalho são:
1. Revisar a Metodologia 6 Sigma e o Projeto de Experimentos no contexto de um processo
de fabricação de latas.
2. Descrever um Projeto 6 Sigma desenvolvido em um processo de fabricação de latas.
3. Generalizar o modelo apresentado, envolvendo projeto 6 Sigma para outras indústrias.
1.5 Organização do Trabalho
A principal ferramenta estatística utilizada nesta dissertação foi o DOE, o qual, por sua
vez, emprega a Metodologia de Superfície de Resposta (RSM) para a obtenção de um valor
otimizado para as variáveis do processo. As amostras foram casualmente estratificadas, com
observação sistemática de acordo com os princípios estatísticos adequado para o trabalho.
A primeira parte do trabalho consiste em apresentar o problema e apontar seus
objetivos. No capítulo 2, é feita uma revisão bibliográfica sobre a metodologia e implantação
do 6 Sigma.
No capítulo 3 são descritas as fases da metodologia 6 Sigma seguindo o
modelo americano DMAIC, onde é desenvolvido o projeto 6 Sigma, que divide-se em cinco
fases:
Introdução – Capítulo 1
3
•
Fase Definir – Definição do Projeto e Mapeamento do Processo.
•
Fase Medir – Matriz Causa e Efeito, Análise do modo e dos efeitos de falha
(FMEA) e Análise do Sistema de Medição (MSA).
•
Fase Analisar – Estudo de Análise de Multi-Vari e Regressão.
•
Fase Melhorar – DOE-RSM: Box-Behnken e Pontos Centrais Compostos.
•
Fase Controlar – Controle Estatístico do Processo.
O quarto capítulo é dedicado às conclusões obtidas com o modelo e sua
aplicação, limitações desse trabalho, principais dificuldades e recomendações para
novos trabalhos.
Revisão Bibliográfica – Capítulo 2
2.
4
REVISÃO BIBLIOGRÁFICA
2.1 Introdução
O resultado da implantação da metodologia 6 Sigma na indústria tem sido um sucesso.
Por exemplo, em 1999 a Companhia General Eletric, gastou cerca de meio bilhão de dólares
em iniciativas de implantação da metodologia e teve como retorno cerca de dois bilhões de
dólares em benefícios fiscais no ano. Enquanto o 6 Sigma tem feito grande impacto nas
industrias, a comunidade acadêmica ficou para trás, pois há poucos trabalhos acadêmicos de
pesquisa nesta área, no que diz respeito ao entendimento teórico dos métodos. (Linderman,
Schoreder, Zaheer e Choo, 2002).
Linderman, Schoreder, Zaheer e Choo (2002) mostraram vários objetivos do 6 Sigma
dando uma perspectiva teórica, na qual analisou os conceitos da metodologia, sugerindo
algumas propostas para futuras pesquisas, estimulando assim o desenvolvimento científico.
Em um dos poucos trabalhos científicos, Hoerl (2001) descreveu sobre a eficácia do
treinamento dos especialistas desta metodologia, distinguindo a diferença entre os vários
níveis hierárquicos do programa. Rasis, Giltlow e Popovich (2002), deram exemplo de um
projeto 6 Sigma em seu trabalho de Estudo de Caso.
Neste capítulo procurou-se fazer uma revisão da metodologia 6 Sigma abordando o
processo de sua implantação, preparando para compreensão do DMAIC que se desenvolve no
capítulo 3.
2.2 Metodologia 6 Sigma
A metodologia 6 Sigma teve origem na Motorola, que adotou para manter-se
competitiva. Quando uma empresa japonesa assumiu a direção de uma fabrica da Motorola,
que fabricava aparelhos de televisão nos Estados Unidos em meados de 1970, estabeleceu de
imediato mudanças drásticas na maneira pela qual a fábrica operava (Harry 1988).
Sob gestão japonesa, a fábrica passou a produzir aparelhos de televisão com número
de defeitos bem inferior aos índices da gestão anterior. Os novos empreendedores garantiram
essa mudança com o auxílio da mesma equipe, tecnologia e equipamentos, deixando claro
que o problema estava na gestão da Motorola. Em meados de 1980, a empresa decidiu
implantar a metodologia 6 Sigma. Naquela época, o diretor presidente da Motorola, Bob
Galvin, implantou o programa 6 Sigma e tornou-se, por extensão, símbolo de negócios tanto
quanto de resultados, considerando-se as metas atingidas no controle de qualidade da
Motorola (Harry, 1998).
Revisão Bibliográfica – Capítulo 2
5
Bill Wiggernhorn (apud Breyfogle, 1999) disse que:
“o início do 6 Sigma foi um exemplo de pioneirismo, coragem, intelectualidade e
visão da realidade do pai do 6 Sigma, o engenheiro sênior e cientista, Bill Smith,
que desenvolveu a estatística original e as fórmulas que iniciaram a cultura da
metodologia. Ele teve a idéia, e passou para nosso diretor presidente, Bob Galvin;
Bob pôde ver a força da concepção e acreditou na idéia. Ele perguntou para Bill o
que seria necessário para montar a cultura de 6 Sigma na Motorola.”
Atualmente, a Motorola é conhecida mundialmente como líder em qualidade e
lucratividade. Depois que obteve o Prêmio Nacional de Qualidade Malcolm Baldrige, em
1988, o segredo do seu sucesso tornou-se público e a revolução do 6 Sigma teve início.
Ajudando as empresas a oferecer melhores produtos e serviços, de maneira mais
rápida e com menor custo, o 6 Sigma tradicionalmente visa à prevenção de defeitos, redução
de tempo de ciclo e custos. Diferente de negligentes programas de redução de custos que
reduzem valor e qualidade, o 6 Sigma identifica e elimina custos que não oferecem valor
agregado. Para empresas que não utilizam o 6 Sigma, esses custos são extremamente altos.
Aquelas que operam com 3 ou 4 sigma gastam tipicamente entre 25% a 40% de sua receita
solucionando problemas. Isso é conhecido como custo inútil da qualidade, ao passo que
empresas que operam com o 6 Sigma gastam menos do que 5%. A General Electric estima
que o intervalo entre 3 e 4 sigma estava custando-lhes entre 8 bilhões e 12 bilhões de dólares
por ano (General Electric Annual Report, 2001).
O objetivo da metodologia 6 Sigma é busca atingir níveis de 3,4 ppm dos CTQs
(críticas para a qualidade). Um dos maiores impulsos das empresas, que aplicam a
metodologia 6 Sigma, tem sido o desenvolvimento de especialistas altamente treinados, ao
longo de determinado período, para organizar equipes e trabalhar em projetos de melhoria. A
estrutura do 6 Sigma foi criada na Motorola para designar especialistas na aplicação das
ferramentas estatísticas (Harry 1994 a):
•
Champion – Representante da alta administração, tal gerente da planta ou vice-presidente-
executivo, estes utilizam o 6 Sigma no seu dia a dia e transmitem a mensagem de 6 Sigma
em todas as oportunidades.
•
Master Black Belts – É o nível mais alto de proficiência técnica e organizacional, estes
oferecem liderança, devem conhecer tudo que o Black Belts sabem, bem como entender a
teoria matemática na qual os métodos estatísticos são baseados. Os Master Black Belts
devem estar aptos a acompanhar Black Belts na aplicação correta dos métodos em
situações incomuns.
Revisão Bibliográfica – Capítulo 2
•
6
Black Belts – Os candidatos podem vir de uma extensa linha de disciplinas e não precisam
ser engenheiros ou estatísticos formalmente treinados. Os Black Belts trabalham para
extrair conhecimento litigioso do armazenamento de informações da organização. Para
assegurar o acesso às informações necessárias, as atividades do 6 Sigma devem ser
estritamente integradas com os sistemas de informações da organização.
•
Green Belts – São executores de projeto 6 Sigma capazes de formar e facilitar equipes de
6 Sigma e administrar os projetos do conceito à conclusão.
•
Team Members – Representante do chão de fábrica responsável na coletagem de dados do
processo de produção, seguindo orientação do Green Belt ou Black Belt.
Na execução dos projetos as ferramentas são aplicadas dentro de um modelo simples
de controle de desempenho, conhecido como DMAIC (figura 2.1):
Ferramentas
Propósito
Fase : Definir
Projeto
Mapeamento do Processo
Matriz de Críticas
Identificar os clientes
Definir o escopo do projeto
Definir time
Mapeamento do Processo
Causa e Efeito
FMEA
Análise do Sistema de
Medição
Técnicas Gráficas
Identificar as variáveis de entrada
Identificar as variáveis de saída
Verificar a evolução da medição e
possíveis erros
Avaliar desempenho do processo
Mapeamento do Processo
Teste de Hipótese
Análise de Variância
Regressão
Correlação
Analisar por Técnicas
Gráficas, Influências dos X
sobre o(s) Y
Mapeamento do Processo
DOE
Técnicas de Otimização
Otimizar as variáveis criticas
de entrada
Determinar Y = F (X,X2...)
Planos de Controle
CEP
Manutenção Preventiva
Poke Yoke
Institucionalizar a melhoria
Implantar Controle Contínuo
Manter os Ganhos
Fase : Medir
Fase : Analisar
Fase : Melhorar
Fase : Controlar
Figura 2.1 – Metodologia 6 Sigma
Fonte: Harry (1998).
Revisão Bibliográfica – Capítulo 2
7
O 6 Sigma possui métodos verdadeiros e testados ao longo de décadas. Assim, esta
metodologia descarta a muita complexidade, característica da Gestão de Qualidade Total
(GQT). Segundo os especialistas, havia 400 ferramentas e técnicas de GQT, enquanto o 6
Sigma adota um número menor de métodos testados e treina os líderes técnicos para que estes
atinjam alto nível de proficiência para aplicação destas técnicas (Godfrey 2000).
2.3 Implantação do 6 Sigma
A implantação do 6 Sigma é executada por uma equipe de especialistas nos processos,
capacitados a pensar estatisticamente, a fim de encontrarem a solução para a causa dos
problemas. Esta equipe atua como agente de mudança na organização, aplicando e
disseminando o uso das ferramentas estatísticas e da qualidade no aprimoramento dos
projetos. Uma vez que o processo apresenta-se maduro na organização, pode-se compartilhar
projetos com clientes e fornecedores. Uma excelente oportunidade, junto a fornecedores, é a
realização de projetos conjuntos para aumento da qualidade de insumos relevantes para a
organização, compartilhando os treinamentos para o mesmo (Godfrey, 2000).
Usualmente, os projetos com clientes visam melhorar o desempenho do produto final,
na sua utilização pelo cliente, pois aumentam a fidelidade. A GE auxiliou a realização de
1.200 projetos em companhias aéreas e mais de 1.000 projetos junto a hospitais, gerando
economias superiores a US$ 400 milhões para seus clientes (Hahn, Hill e Zinkgraf, 1999).
A estratégia de implementação recebeu contribuições importantes de organizações
como IBM, Xerox, Texas Instruments, AlliedSignal (atualmente Honeywell) e GE, onde o
processo de melhoria DMAIC foi padronizado como o principal método de aprimoramento
para atingir a qualidade 6 Sigma, a tabela 2.1 mostra que o 6 Sigma teve maior adesão a partir
de 1995 com a entrada da GE.
Empresa
Motorola
Texas Instruments
IBM
ABB- Asea Brown Boveri
AlliedSignal e kodack
General Electric
Whirpool, PACCAR, Invensys e Polaroid
Ford, American Express, DuPont, LG, Sony
Samsung, Johnson & Johnson.
Ano
1987
1988
1990
1993
1994
1995
1996/98
1999
1999
Tabela 2.1 – História da Implementação do 6 Sigma.
Fonte: Snee (2000).
Revisão Bibliográfica – Capítulo 2
8
Um aspecto crítico, na implantação do 6 Sigma, é a capacitação dos agentes de
mudança, pois na maioria das vezes, são especialistas de processos, que usam pouco ou até
desconhecem as ferramentas estatísticas que serão aplicadas. A Motorola pioneira na
implantação do 6 Sigma, define suas características em dois níveis: o gerencial, onde cada
pessoa da organização é responsável pela melhoria da qualidade de seus processos, produtos e
serviços; e o operacional, utilizando-se das ferramentas estatísticas para controle. As empresas
bem sucedidas com o 6 Sigma têm grandes problemas para integrar sua implementação à
outras iniciativas corporativas, estratégias de negócios e métricas de desempenho. Para esta
finalidade a AlliedSignal estendeu o uso de ferramentas e abordagens do 6 Sigma fora da
produção, para as operações de suporte de serviços de escritórios. Isso está sendo aplicado
para melhorar os processos de desenvolvimento do produto, como por exemplo, colocar
produtos no mercado mais rapidamente. Ocorre quase o mesmo na GE, na qual articulou-se
três estratégias corporativas principais da empresa para o futuro previsível: globalização,
serviços e 6 Sigma. A tabela 2.2 mostra os tópicos básicos recomendados para o treinamento
do Black Belt, com duração de quatro semanas e carga horária de 160 horas (Hoerl, 2001).
S em an a
1ª
2ª
3ª
4ª
F erram en tas
Introdução ao S eis S igm a
C usto da Q ualidade
D efinição dos C T Q s
V oz do C liente- V O C
A nálise S IP O C
M apeam ento do P rocesso
P lano de C oleta de D ados
E statística D escritiv a
A nálise de C apabilidade do P rocesso
QFD
FMEA
A nálise do S istem a de M edição
E statística B ásica U tilizando o M initab
A nálise M ulti-V ari
A nálise gráfica de dados
T eorem a do Lim ite C entral
Interv alo de C onfiança
T este de H ipóteses
A nálise de R egressão e C orrelação
ANOVA
A nálise de R egressão M últipla
DFSS
DOE
RSM
P adronização
M étodos de C ontrole de P rocesso
CEP
P lano de C ontrole
D ispositiv os a P rov a de F alha
F AS E
D efin ir
M ed ir
An alisar
M elh o rar
C o n tro lar
Tabela 2.2 – Treinamento Recomendado para Black Belt.
Fonte: Hoerl (2001).
Revisão Bibliográfica – Capítulo 2
9
Este treinamento visa a formação de Black Belts, que é o líder do time para
implantação dos projetos com dedicação integral aos mesmos. O treinamento utiliza as fases
do DMAIC, agrupadas em quatro módulos. O objetivo é capacitar a equipe com o
conhecimento de métodos estatísticos voltados para a metodologia 6 Sigma. O treinamento é
baseado em certificação e pressupõe-se que os participantes atuem em um projeto de interesse
da organização que será desenvolvido ao longo de 6 meses, para a aplicação prática da
metodologia apresentada, facilitando o entendimento e proporcionando um resultado imediato
(Snee, 2000).
O sucesso da melhoria do desempenho que deve começar na alta administração, que
deve também fazer uso das ferramentas para que possam preparar sua organização para atingir
os objetivos. Utilizando o conhecimento adquirido, os líderes direcionam o desenvolvimento
de uma infra-estrutura de gestão para apoiar o 6 Sigma. Simultaneamente os passos são
obtidos para estabilizar a organização e cultivar um ambiente para inovação e criatividade.
Isso envolve a remoção de barreiras entre os níveis hierárquicos organizacional e uma
variedade de outras mudanças projetadas para facilitar o processo de implantação. A figura
2.2 ilustra as ações necessária para o sucesso do 6 Sigma (Harry, 1988).
Comprometimento da
liderança
Integração com a estratégica
de alto nível
Estrtura do processo de
negócios
Rede de inteligência do
mercado e clientes
Os projetos produzem
economia ou rendas reais
Líderes da equipe 6 sigma
em período integral
Incentivo para todos
Figura 2.2 – Fatores de Sucesso para Implementação do 6 Sigma.
Fonte: Harry (1988)
Finalmente para que a implementação continue madura, os próximos passos deverão
ser seguidos:
Revisão Bibliográfica – Capítulo 2
10
1. Auditoria Organizacional: Primeiramente, com base nas entrevistas com líderes de
unidades de negócios e equipes-chave, onde é determinado o que a empresa sabe sobre seus
clientes e concorrentes. As questões a serem feitas para indivíduos de cada unidade de
negócio incluem:
•
Os processos dos negócios são planejados?
•
Quais medições são feitas atualmente?
•
Os proprietários do processo têm sido designados?
•
O que atualmente é conhecido sobre os clientes da empresa em diferentes segmentos de
mercado?
•
Quais os CTQs ?
•
A empresa está preparada para atender esses a requisitos de medição?
•
Qual informação competitiva é necessária, e para onde o mercado está se direcionando?
•
Há alguém na equipe responsável pela medição, análise e que tenha conhecimentos de
contabilidade?
Com base nessas discussões, a equipe determina quais unidades de negócios e
indivíduos são provavelmente fortes intercessores e apoiadores dos esforços do 6 Sigma e
onde permanecem as áreas de resistência. A equipe de implementação analisa cuidadosamente
os danos de auditoria na preparação para o próprio passo.
2. Reuniões de Planejamento da Ação Executiva: Segundo estágio em que há uma sessão
de dois dias entre o Diretor Presidente e a equipe de alta administração da empresa para
desenvolver uma visão de como o 6 Sigma pode ajudar a empresa a atender seus objetivos de
negócios.
Nessa reunião, os diretores enfatizam que o 6 Sigma será a ferramenta fundamental pela
qual a empresa permanece conectada a seus clientes e mercados. Além disso, isso fornece
uma linguagem comum para desenvolver uma cultura de melhoria contínua e integrar outras
iniciativas de melhoria. Após a visão ser acordada, a equipe executiva passa o tempo
conhecendo as ferramentas e os métodos do 6 Sigma e cuidadosamente fazendo o
planejamento estratégico. O acordo é alcançado sobre as economias líquidas, crescimento, e
melhoria de satisfação do cliente nos cinco dias seguintes, discutindo também a auditoria
organizacional.
3. Reuniões para Melhoria: Direcionadas para que as pessoas familiarizem-se com o
método e a estratégia do 6 Sigma, e saibam como serão integrados dentro do plano existente
Revisão Bibliográfica – Capítulo 2
11
de negócios para direcionar ao desempenho aprimorado e custos mais baixos. O foco de
atividades está em auditar as necessidades do cliente, fazer benchmarking, e conhecer o
processo dentro da unidade de negócio. Isto harmoniza melhor as mudanças das necessidades
do cliente e desenvolve mecanismo para contato permanente com o mercado facilitando o
desenvolvimento de novos projetos (Blakeslee, 2000).
DMAIC – Capítulo 3
3.
12
DMAIC
3.1 Fase Definir
Na fase definir, são identificados os projetos 6 Sigma que serão desenvolvidos na
empresa, com objetivo garantir a VOC (voz do cliente), identificando os CTQs, satisfazendo
as expectativas, em termos de qualidade, preço e prazo de entrega. A habilidade das
organizações em atender a essa expectativa está intimamente ligada à variação de seus
processos. A variação de processos tem um impacto direto nos resultados financeiros da
empresa em termos de custo, tempo de ciclo e número de defeitos, falhas e erros que afetam a
satisfação do cliente. A identificação de projetos 6 Sigma permite às organizações
reconhecerem como os seus processos afetam sua lucratividade, permitindo definir quais
desses processos são críticos para o negócio da empresa (Breyfogle, 1999).
Baseado no estudo de caso de Rasis, Gitlow e Popovich (2002), a seguir é citado um
questionário para melhor definição do projeto 6 Sigma, direcionando para as próximas fases:
1) Qual o nome do processo?
Resposta: O processo a ser estudado é a fabricação de embalagens metálicas (latas de
alumínio) para bebidas.
2) Qual o objetivo deste processo?
Resposta: O objetivo deste processo é a produção de latas que atendam as exigência das
envasadoras .
3) Qual a redução de custo estimado com este projeto?
Resposta: Espera-se reduzir na ordem de 5 a 8% do faturamento anual.
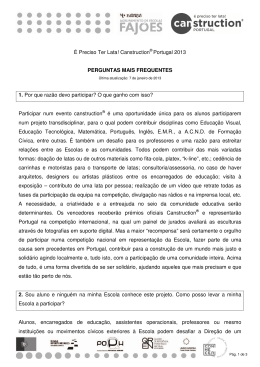
4) Qual a descrição do problema?
Resposta: A empresa estava com alto índice de rejeição de latas em seu cliente externo.
Durante o processo de recravação de latas na envasadora (figura 3.1), muitas das mesmas
apresentavam defeitos, sendo imediatamente rejeitadas pelo equipamento do cliente, gerando
alto índice de refugo. A proposta do projeto 6 Sigma foi a realização de experimentos
utilizando a metodologia de superfície de resposta para otimizar o processo de produção e
evitar altos custos de produção de latas.
DMAIC – Capítulo 3
13
Figura 3.1 – Processo de Recravação da Tampa na Lata.
5) Qual o objetivo deste projeto?
Resposta: Esperar-se reduzir o índice de latas rejeitadas na linha de envase de latas de
alumínio.
6) Quais os limites do projeto?
Esta questão é respondida com as seguintes sub questões:
6a) Quais os limites do processo?
Resposta: O processo a ser estudado inicia-se com a fabricação dos copos pela prensa de
copos e termina com a reclavação da tampa na lata pela reclavadora.
6b) Qual o custo estimado para este projeto?
Resposta: Este projeto terá um acréscimo de 3% na folha salarial com horas extras.
6c) Quem aprovará as despesas?
Resposta: Todas as despesas serão aprovadas pelo champion (gerente da planta).
6d) Pode-se gastar além do orçado?
Resposta: Não.
6e) Quais os obstáculos deste projeto?
Resposta:
1. O cliente aceitar a execução dos teste em sua linha de produção.
2. Cumprir o orçamento e o tempo para execução do projeto dentro do prazo determinado.
6f) Qual o horário de reuniões da equipe do projeto?
DMAIC – Capítulo 3
14
Resposta: A reunião para discussão do projeto será de segunda à sexta após a reunião de
produção, quando houver qualquer problema será feito após o horário de trabalho em horas
extras.
6g) Qual o cronograma deste projeto?
Resposta: A tabela 3.1 mostra o cronograma deste projeto.
Fase
Responsável
Definir
Medir
Analisar
Controlar
Melhorar
Valmir
Valmir
Valmir
Valmir
Valmir
Semana
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Tabela 3.1 – Cronograma do Projeto 6 Sigma.
7) Quais são os benefícios do projeto?
Resposta: Este projeto visa reduzir o custo de retrabalho e garantir a qualidade do
produto, fazendo com que o mesmo tenha maior aceitação no mercado.
8) Quais são as funções e responsabilidades de cada membro da equipe?
Resposta: A tabela 3.2 mostra a hierarquia de cada membro dentro da metodologia 6
Sigma e os prazos de execução das etapas do projeto.
Nome do projeto: Redução de latas rejeitadas na envasadora
Função
Responsável Assinatura Data Assinatura da supervisão
Champion
A
Jul/00
L
L
Black Belt
B
Jul/00
L
L
Green Belt
C
Ago/00
L
L
Team Member 1
D
Set/00
L
L
Team Member 2
E
Out/00
L
L
Team Member 3
F
Nov/00
L
L
Team Member 4
G
Dez/00
L
L
Tabela 3.2 – Responsabilidade de Cada Membro da Equipe 6 Sigma.
DMAIC – Capítulo 3
15
3.2 Fase Medir
A fase medir consiste no estudo dos CTQs, abrangendo ações relacionadas à
mensuração do desempenho dos processos e à quantificação da sua variabilidade. Através de
consenso entre integrantes da equipe 6 Sigma, são identificadas as “Variáveis Chaves de
Entrada do Processo” (KPIV) e as “Variáveis Chaves de Saída do Processo” (KPOV). São
utilizadas as ferramentas básicas, como, por exemplo, as métricas do 6 Sigma, MSA, FMEA e
o Desdobramento da Função Qualidade (QFD) (Mastro, 1998).
Nesta fase as principais ações são:
•
Identificar as variáveis chaves de entrada do processo(KPIV);
•
Identificar as variáveis chaves de saída do processo (KPOV);
•
Implementar plano de coletas de dados;
•
Fazer estudo da repetitividade e reprodutividade do instrumento de medição;
•
Medir a capacidade do processo;
•
Estabelecer metas de redução de defeitos.
3.2.1 Fluxograma do Processo
O fluxograma representa graficamente a seqüência de operações constituintes do
processo produtivo, e é utilizado para analisar o problema em diversos níveis e sob diferentes
aspectos. O estudo global dá diretrizes para ações detalhadas, com integração harmônica e
eficiente para que se possa analisar as partes das etapas do processo, revelando os pontos
sujeitos a problemas e então o Controle Estatístico do Processo (CEP) tem uma boa base para
determinar os limites necessários (Schmidt, Kiemele e Berdine, 1997).
No projeto em questão o fluxograma foi a primeira ferramenta da fase medir utilizada
pela equipe 6 Sigma, o mesmo foi útil para que se tivesse uma visão global de como seria a
implementação da metodologia 6 Sigma, e a partir daí, obtivesse o detalhamento do processo
para conhecimento das causas especiais. Foi feito o mapeamento considerando todo o
processo de fabricação até o envasamento das latas pela enchedora. O processo de fabricação
pode ser visto a seguir (figura 3.2):
DMAIC – Capítulo 3
16
Lubrificador
Desbobinador
Prensa de
Copos
Lavadora
Aparador de
Latas
Prensa de Latas
Impressora
Envernizadora
de Topo
Envernizadora
de Fundo
Forno de
Esteira
Aplicador de
Verniz Externo
Forno de Pinos
Lubrificador de
Topo
Flangeador 01
Flangeador 02
Paletizadora
Inspeção
Automática 01
Inspeção
Automática 01
Envasadora
Figura 3.2 – Fluxograma do Processo
3.2.2 Mapeamento de Processo
Após o fluxograma de processo, foi feito um brainstorming (tabela 3.3) com os
operadores de vários turnos e dos equipamentos identificados como provável causa especial, a
finalidade seria o direcionar o mapeamento do processo e identificação dos variáveis de
entrada. Para tanto, listou-se tudo o que poderia influenciar na rejeição de latas na envasadora.
No brainstorming foi respeitadas as opiniões de cada participante, não havendo preocupação
em correlacionar o raciocínio lógico.
DMAIC – Capítulo 3
17
BRAINSTORMING
Variáveis de Entrada
Variáveis de Saída
Amassamento na Base da Lata
Rugosidade do Ferramental do Flangeador 01
Rugosidade do Ferramental do Flangeador 02
Espessura da Parede da Lata
Resistência de Coluna
Altura da Lata Acabada
Mobilidade do Verniz Externo
Excesso de Verniz no Topo da Lata
Quantidade de óleo Mineral no Pescoço da Lata
Excesso de Camada de Verniz Externo
Manutenção do Flangeador 02
Excesso de Camada de Tinta
Resistência da Base da Lata ao Estufamento
Largura do Flange da Lata
Profundidade do Painel do Fundo da Lata
Perfil do Painel do Fundo da Lata
Rejeição de Latas
na
Envasadora
Temperatura do Flangeador 02
Qualidade de Metal Utilizado
Ângulo do Flange da Lata
Resistência da Lata ao Abaulamento
Raio Externo do Fundo da Lata
Dimensional do Pescoço no Flangeador 01
Largura do Flange da Lata
Temperatura do Forno de esteira
Temperatura do Forno de Pinos
Espessura do Flange na Prensa de Latas
Qualidade do Verniz Externo
Diâmetro do Plugue da Lata
Distância da Base x Ferramenta da Estações do Flangeador 01
Tabela 3.3 – Brainstorming para Verificação das Causas Especiais.
Com os dados dos brainstorming, colocou-se de maneira organizada no mapa do
processo as variáveis de entrada (X’s) que poderiam estar afetando o processo, tendo como
varíavel de saída (Y) a rejeição de latas na envasadora, como mostra a figura 3.3:
DMAIC – Capítulo 3
18
Variáveis de Entrada
Prensa de Latas
Impressora
Fornos
Variáveis de Saída
Resistência de Coluna
Profundidade do Painel do Fundo da Lata
Perfil do Painel do Fundo da Lata
Resistência da Base da Lata ao Estufamento
Qualidade de Metal Utilizado
Espessura do Flange da Lata na Prensa de Latas
Resistência da Lata ao Abaulamento
Raio Externo do Fundo da Lata
Excesso de Camada de Verniz Externo
Qualidade do Verniz Externo
Excesso de Verniz no Topo da Lata
Mobilidade do Verniz Externo
Temperatura do Forno de Pinos
Temperatura do Forno de Esteira
Rejeição de Latas:
ENVASADORA
Flangeador 01
Mesas de
Transporte
Flangeador 02
Dimensional do Pescoço no Flangeador 01
Quantidade de óleo Mineral no Pescoço da Lata
Não reclavação
Vazamento
Tombamento
Lata enroscada
Amassamento na Base da Lata
Largura do Flange da Lata
Distância da Base x Ferramenta da Estações
do Flangeador 02
Manutenção do Flangeador 02
Ângulo do Flange da Lata
Diâmetro do Plugue da Lata
Figura 3.3 – Mapeamento do Processo para Análise da Rejeição.
3.2.4 Análise de Capabilidade do Processo
Não é sugerido que as organizações utilizem todas as métricas utilizadas no 6 Sigma
(Harry 1994a), e sim as de acordo com os tipos de projetos a serem realizados. Algumas
DMAIC – Capítulo 3
19
organizações calculam seu nível sigma através do DPMO e os converte para o nível sigma
considerando o deslocamento e 1,5 sigma (Schmidt e Launsby 1997).
O 6 Sigma utiliza as seguintes nomenclaturas:
•
Número de operações do processo = m
•
Defeitos = D
•
Unidade = U
•
Oportunidade por um defeito = O
•
Rendimento = Y
As relações básicas são:
•
Total de oportunidades: TOP = U X O
•
Defeitos por unidade: DPU = D/U
•
Defeitos por uma oportunidade: DPO = DPU/O = D/U X O
•
Defeitos por milhão de oportunidade: DPMO = DPO X 106
(3.1)
Relações de Rendimento do Processo:
•
Rendimento de primeira vez: YTP = e –DPU
•
Defeitos por unidade: DPU = - ln(Y)
•
Total de Defeitos por unidade: TDPU = ln(YRT)
•
Rendimento Normalizado: Ynorm = (YRT)1/m
(3.2)
Distribuição Normal para Relações de Z
•
Zequiv ≈ Z ~ N(0;1)
•
Z”longo prazo”: ZLT = Zequiv
•
Z “curto prazo” (ZST) = ZLT + 1,5 desvio padrão
•
Z Benchmark: Zbenchmark = ZYnorm + 1,5
(3.3)
3.2.5 Medição do Nível Sigma do Processo
A avaliação da capacidade do processo possibilita às organizações predizerem seus
verdadeiros níveis de qualidade para todos os processos e serviços. Isto guia a estimativa
inicial do nível sigma de um produto ou processo; assim para determinar a capacidade para
uma saída variável, deve-se (Blakeslee, 2000):
1. Verificar a especificação do produto ou processo;
2. Tomar uma amostra (curto prazo ou longo prazo);
3. Calcular o nível z;
DMAIC – Capítulo 3
20
4. Deslocar o nível z de 1,5 se apropriado;
5. Converter o nível z no índice desejado(ppm, ou Cp, Cpk, Pp, Ppk)
A transformação “z” converte qualquer distribuição normal (dada uma média amostral e
um desvio-padrão amostral) em uma distribuição normal padrão que tem uma média igual a 0
e um desvio-padrão igual a 1. Pode ser medida em unidades de milímetros, polegada, pés, psi,
volts, etc., a distribuição transformada terá sempre média = 0 e desvio padrão = 1.
O valor z indica quão longe um número particular de interesse, x, está longe da média da
amostra em unidades de desvio-padrão. Por exemplo, se z = 2, então o particular número de
interesse, x, está 2 desvios-padrão longe da média da amostra. Ao predizer-se níveis de
defeitos, (ou estimar rendimento), deve-se substituir o limite inferior de especificação (LIE) e
o limite superior de especificação (LSE) por x. Assim, pode-se calcular a proporção de
produtos fora da especificação baseada na média e desvio-padrão de uma amostra. O escore z
é calculado pela seguinte fórmula (Harry, 1998):
(3.4)
Em que:
µ = média do processo
x = média da amostra
= Estimativa da média
σ = desvio padrão do processo
S = estimativa do desvio padrão
A figura 3.4 ilustra um processo 6 Sigma centrado (curto prazo).
Um processo
6 Sigma centrado
Capacidade
do processo
0.001
ppm
0.001
ppm
LIE
T
± 6σ
Figura 3.4 – Processo 6 Sigma Centrado.
Fonte: Breyfogle (1999).
LSE
DMAIC – Capítulo 3
21
O processo 6 Sigma, a longo prazo, pode ser representado pela figura 3.5:
Figura 3.5 – Processo 6 Sigma a Longo Prazo.
Fonte: Harry (1998).
De acordo com o nível sigma, tem-se determinado o DPMO, assim à medida que se
eleva o nível sigma de um processo, diminui-se o número de defeitos. No entanto, o número
de defeitos a curto prazo é menor que a longo prazo, pois há um deslocamento de 1,5 desvios
padrão de curto para longo prazo, como pode ser visto na tabela 3.4, que mostra os valores do
nível sigma em relação ao processo centralizado (DPMO de curto prazo) e processo
decentralizado (DPMO de longo prazo) (Harry, 1998):
Tabela 3.4 – DPMO de Curto e Longo Prazo.
Fonte: Blakeslee, 2000.
O nível sigma resultante descreve o desempenho do processo a longo prazo. Isto inclui
todas as causas assinaláveis que impactam na centralização do processo. Por exemplo: turno
de produção, operador, máquina, desgaste de ferramenta, programação de manutenção, reparo
por quebra, calibração, temperatura, umidade, matéria prima, mudança de requisitos dos
clientes, etc. A figura 3.6 ilustra a capacidade a curto e longo prazo.
DMAIC – Capítulo 3
22
Figura 3.6 – Capacidade a Curto e Longo Prazo.
Fonte: Harry, 1998.
Assim, Cp é a capacidade potencial do processo supondo que o mesmo esteja
centrado. Esta métrica é também chamada de “titulação de processo” ou o melhor
desempenho que se pode esperar do processo a curto prazo. A fim de calcular esta métrica
deve-se fazer uma aproximação para o desvio-padrão de curto prazo. Já o Cpk e Ppk usam a
média, não somente a faixa de tolerância, para estimar a capacidade. O termo “min (Cpk(I),
Cpk(S))” é posto como a menor distância numérica entre a média e o limite de especificação
mais próximo (Hradesk, 1988).
Neste projeto os dados disponíveis são do tipo atributos, onde foram consideradas
todas as latas não reclavadas na envasadora. O cálculo do nível sigma foi realizado através da
fração de produtos defeituosos:
•
número de produtos defeituosos antes da atuação no processo = 0,80%;
•
0,80% = 8.000 ppm.
Consultando a tabela 3.5, que faz a conversão dos defeitos em partes por milhão,
considerando o processo a longo a prazo, ou seja deslocado 1,5 sigma, tem-se um processo
com número de defeituoso de 8000 ppm, o que eqüivale a nível sigma de 3,9.
Após o término deste projeto deverá ser calculado o novo nível sigma, assim poderá
acompanhar como está o processo em reação à excelência ou seja nível 6 Sigma.
DMAIC – Capítulo 3
Nível
Sigma
Longo
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2
2.1
2.2
2.3
2.4
2.5
2.6
23
Defeitos
ppm:1.5
Sigma
697672.15
660082.92
621378.38
581814.88
541693.78
501349.97
461139.78
421427.51
382572.13
344915.28
308770.21
274412.21
242071.41
211927.71
184108.21
158686.95
135686.77
Nível
Sigma
Longo
2.7
2.8
2.9
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
4.3
Defeitos
ppm:1.5
Sigma
115083.09
96809.10
80762.13
66810.63
54801.40
44566.73
35931.06
28716.97
22750.35
17864.53
13903.50
1074.14
8197.56
6209.70
4661.23
3467.03
2555.19
Nível
Sigma
Longo
4.4
4.5
4.6
4.7
4.8
4.9
5
5.1
5.2
5.3
5.4
5.5
5.6
5.7
5.8
5.9
6
Defeitos
ppm:1.5
Sigma
1865.88
1349.97
967.67
687.20
483.48
336.98
232.67
159.15
107.83
72.37
48.12
31.69
20.67
13.35
8.55
5.42
3.40
Tabela 3.5 – Conversão de ppm para Nível Sigma.
Fonte: Breyfogle, 1999.
3.2.6 Desdobramento da Função Qualidade
A matriz QFD é simples para enfatizar a importância de se entender os requisitos do
cliente. É usada para relacionar e priorizar X’s e Y’s do cliente através de ordenação
numérica, usando como fonte primária, o mapa do processo. Os Y’s são avaliados pela
importância para o cliente e os X’s pelo relacionamento com as saídas. O resultado é o Pareto
dos X’s que podem ser usados como ponto de partida na avaliação do FMEA e plano e
controle (Carvalho, 1997).
Na tabela 3.6 tem-se a matriz causa e efeito, que foi elaborada primeiramente listandose as variáveis de saída (subconjunto da lista do mapa do processo). Depois foi avaliada, em
uma escala arbitrária de 1 a 10, a saída mais importante, a qual recebeu o número mais alto. O
próximo passo foi o de identificar todas as entradas, que poderiam ter impacto nos vários Y’s.
Avaliou-se as correlações numericamente e o efeito de cada X em cada Y dentro do corpo da
matriz. Isto também foi baseado na experiência do grupo, de acordo com os seguintes
critérios para o índice de importância para o cliente:
•
0 = Nenhuma correlação;
•
1 = O requisito do processo afeta só remotamente o requisito do cliente;
•
4 = Esta variável de entrada tem um requisito moderado no requisito do cliente;
•
9 = Esta variável de entrada tem um efeito direto e forte no requisito do cliente.
DMAIC – Capítulo 3
24
4
Enroscamento
3
Total
9
9
9
9
4
4
4
4
4
4
1
4
4
4
1
0
1
0
1
1
1
0
9
9
4
4
9
9
4
1
9
1
1
1
0
1
4
0
0
0
1
1
1
0
1
4
4
4
4
4
4
9
0
0
9
1
4
0
0
4
4
4
0
0
0
4
4
1
4
4
1
1
9
9
0
4
1
1
0
0
0
4
1
1
0
0
0
0
104
101
85
85
76
76
75
70
65
37
31
30
28
25
25
20
16
11
10
10
10
8
135
2
Tombamento
1
128
3
Vazamento
Flangeador 01
Flangeador 01
Flangeador 02
Flangeador 02
Flangeador 02
Flangeador 02
Prensa de Latas
Impressora
Prensa de latas
Impressora
Prensa de Latas
Flangeador 02
Prensa de Latas
Prensa de Latas
Prensa de Latas
Impressora
Prensa de Latas
Impressora
Forno de Pinos
Forno de Esteira
Flangeador 01
Prensa de Latas
2
345
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
5
Não reclavação
Etapa do Processo
5
390
Índice de importância para o cliente
Variáveis de Entrada
Dimensional do Pescoço no Flangeador 01
Distância de Base X Ferramenta
Largura do Flange da Lata
Ângulo do Flange da Lata
Altura da Lata Acabada
Diâmetro do Plugue da Lata
Resistência da Base da Lata ao Estufamento
Mobilidade do Verniz Externo
Espessura do Flange da Lata na Prensa de Latas
Excesso de Verniz na Boca da Lata
Raio Externo do Fundo da Lata
Manutenção do Flangeador 02
Perfil do Painel do Fundo da Lata
Qualidade do Metal Utilizado
Resistência da Lata ao Abaulamento
Qualidade do Verniz Externo
Resistência de Coluna
Excesso de Camada de Verniz Externo
Temperatura do Forno de Pinos
Temperatura do Forno de Esteira
Quantidade de Óleo Mineral no Pescoço da lata
Profundidade do Painel do Fundo da Lata
Total
Tabela 3.6 – Matriz Causa e Efeito.
Através da matriz causa e efeito obteve-se as supostas variáveis, que de acordo com a
experiência da equipe que participou da elaboração da mesma, estavam influenciando na
rejeição de latas no cliente. Assim por esta matriz foram escolhidas as nove primeiras
variáveis que tiveram maior correlação com a rejeição de latas:
1. Dimensional do Pescoço no Flangeador 01;
2. Distância de Base X Ferramenta;
3. Largura do Flange da Lata;
4. Ângulo do Flange da Lata;
5. Altura da Lata Acabada;
6. Diâmetro do Plugue da Lata;
7. Estufamento na Base da Lata;
DMAIC – Capítulo 3
25
8. Mobilidade do Verniz Externo;
9. Espessura do Flange da Lata.
É importante observar que as variáveis selecionadas pela matriz causa e efeito não são
a resposta final para priorizar a atuação no processo. É preciso analisá-las primeiramente
através da planilha do FMEA.
3.2.7 Análise do Modo e dos Efeitos de Falha
O FMEA é uma ferramenta para analisar e priorizar as falhas, que providencia uma
estrutura para a análise da causa e efeito, esta ferramenta requer um time experiente que saiba
quantificar o relacionamento dos modos de falhas, efeitos, causas, controles atuais, e
recomendações atuais. Lutz e Woodhouse (apud Signor, 2000), definiram o modo falha como
física ou manifestação funcional da falha. No projeto 6 Sigma, o FMEA tem os seguintes
benefícios:
•
Melhoramento do produto em termos de funcionalidade e robustez;
•
Redução de custos;
•
Redução gradativa dos problemas de manufatura;
•
Melhoramento na segurança dos produtos e implementação dos processos;
•
Redução de problemas de venda.
Durante o desenvolvimento do FMEA também é importante a participação de um
grupo de pessoas treinadas, que entrará com a experiência e conhecimento do processo para
montagem e estruturação da ferramenta. È necessário identificar maneiras pelas quais o
produto ou processo pode falhar e eliminar ou reduzir o risco de falha a fim de proteger o
cliente, em resumo o FMEA pode capturar o processo inteiro e identificar as maneiras pelas
quais o produto ou processo pode falhar, facilitando a documentação de um plano para
prevenir estas falhas. Conforme descreveu Breyfogle (1999) e Signor (2000), existem
diferentes conceitos importantes entre FMEA de Produto e de Processo:
•
FMEA de Produto – Usado para analisar projetos de produto antes deles serem liberados
para a produção;
•
FMEA de Processo – Usado para analisar fabricação, montagem ou qualquer outro
processo. Focado nas entradas do processo.
DMAIC – Capítulo 3
26
A terminologia seguida pelo manual de FMEA do Automotive Industry Action Group
(AIAG, 1995 c), são:
•
Modo de Falha: Uma descrição de uma “não-conformidade” em uma particular etapa
do processo (também conhecido como um defeito do chão da fábrica).
•
Efeito da Falha: O efeito que um modo de falha particular terá no cliente (tentar
quantificar em relação aos Y’s).
•
Severidade (do efeito da falha, escala de 1 a 10): Uma avaliação da seriedade do
efeito da falha no cliente. O cliente pode ser o cliente final e/ou a operação seguinte do
processo.
•
Causa da falha: Algo que pode ser corrigido ou controlado (X) que descreve “como o
modo de falha pode ter ocorrido”.
•
Ocorrência (da causa da falha, escala de 1a 10): Uma avaliação da freqüência com
que a causa da falha ocorre. “Com que freqüência este X falha de uma maneira
específica”?
•
Detecção (da causa da falha ou modo de falha, escala de 1a 10): Uma avaliação da
chance (ou probabilidade) de que seus controles atuais vão detectar quando o X falha ou
quando o modo de falha ocorre.
•
RPN (Número de Prioridade de Risco): Severidade x Ocorrência x Detecção – Usado
para priorizar ações recomendadas. Consideração especial deve ser dada a altas taxas de
Severidade mesmo se Ocorrência e Detecção forem baixas.
Neste projeto a montagem do FMEA tornou-se necessária para identificar as maneiras
pelas quais o processo poderia falhar, estimar o risco associado a causas específicas, e assim
priorizar as ações que deveriam ser tomadas para reduzir o risco e avaliar o plano de
validação do projeto.
As variáveis de entrada selecionadas, conforme a tabela 3.7 (FMEA), foram as que
tiveram maior RPN :
¾ Largura do Flange da Lata;
¾ Ângulo do Flange;
¾ Diâmetro do Plugue
DMAIC – Capítulo 3
27
Pode-se notar que as variáveis selecionadas pelo FMEA foram respectivamente a
terceira, quarta e sexta variável da matriz causa e efeito, o peso maior que determinou a
seleção das mesmas através do FMEA foi o desconhecimento dos parâmetros ideais, isto
durante o processo de fabricação no Flangeador 02.
Etapa do
Processo
Entrada Chave Modo Potencial
do Processo
de Falha
S
Efeito
Potencial da E
V
Falha
Causas
Potenciais
O
D
C Controles Atuais E
C
T
R
P
N
Acões
Recomendadas
Flangeador 02
Largura do flange
Medida fora de
Encaixe da tampa Não reclavação 7
da lata
especificação
São
6 desconhecidos os 7 294
parâmetros ideais
DOE
Flangeador 02
Medida fora de
Ângulo do flange
Encaixe da tampa Não reclavação 7
especificação
da lata
São
7 desconhecidos os 5 245
parâmetros ideais
DOE
São
5 desconhecidos os 4 140
parâmetros ideais
DOE
Flangeador 02
Diâmetro do
plugue da lata
Prensa de
Latas
Espessura do
flange da lata
Flangeador 01
Distância de base
X ferramenta
Flangeador 02
Altura da Lata
Acabada
Transportador Resisistência da
de Latas
base da lata
Impressora
Flangeador 01
Encaixe da tampa Não reclavação 7
Rachadura de
Flange
Encaixe da
Tampa
Lata Maior
Lata parada no
transportador
Vazamento
8
Não reclavação 7
Tombamento
5
Esroscamento 5
Mobilidade do
Atrito da lata
Tombamento
verniz externo durante transporte
5
Medida fora de
especificação
Desalinhamento
da Prensa de 4
Latas
Inspeção
Automática
2
64
Nenhuma
Medida fora de
especificação
4
Manutenção
periódica
2
56
Nenhuma
Medida Fora de
4
Especificação
Parâmetros
Testados
2
40
Nenhuma
Medidor de
abaulamento
2
40
Nenhuma
Instrumento de
medição de
camada
2
30
Nenhuma
Manutenção
periódica
2
28
Nenhuma
Parede fina
4
Camada de
3
verniz muito fina
Dimensional do
Medida fora de
pescoço no
Encaixe da tampa Não reclavação 7
especificação
flangeador 01
2
Tabela 3.7 – FMEA do Processo.
3.2.8 Avaliação do Sistema de Medição
As organizações têm observado constantemente o impacto de não terem qualidade em
seus sistemas de medição. Muitas organizações que avaliam suas medições nem sempre
podem estar exatas e se precipitam em muitas conclusões a respeito de seus processos.
SegundoDeming (1986),
“o que se registra ao final de uma determinada operação de medição, é o último
produto de uma longa série de operações, desde a matéria prima até a operação de
DMAIC – Capítulo 3
28
medição propriamente dita. A medição é, pois, a parte final deste processo. Assim,
do mesmo modo como é vital controlar estatisticamente o processo de medição;
caso contrário, não há medida que tenha significado comunicável.”
As decisões envolvidas no gerenciamento dos processos produtivos de uma empresa
são baseadas em dados, muitas vezes resultantes da realização de medições. No entanto, é
importante observar que a obtenção das medidas de alguma variável ou característica de
interesse associada a um processo de produção de bens ou de fornecimento de serviços,
também se constitui em um processo, estando sujeita à atuação de diversas fontes de variação
(Werkema, 2000). No processo de medição, as características da qualidade da peça, são as
possíveis fontes de variação envolvidas em cada etapa do processo de medição. Pode-se dizer
que os principais fatores responsáveis pela variabilidade associada aos processos de medição
são:
•
Desgaste de componentes do instrumento de medição;
•
Posição em que o item a ser medido é colocado no aparelho;
•
Condições ambientais;
•
Emprego de procedimentos de medição inadequados;
•
Falta de calibração do aparelho de medição.
Para verificar se um sistema de medição é aceitável, são avaliadas a repetitividade e a
reprodutividade:
• Repetitividade – é a variabilidade inerente do dispositivo de medição, isto é, a variação
nas medidas obtidas quando um operador utiliza o instrumento para medir repetidas vezes
as características de interesse dos mesmos itens, é estimada pelo desvio-padrão agrupado
(médio) da distribuição de medições repetidas (AIAG, 1995a). A repetitividade é
geralmente menor que a variação total do sistema de medição. Também conhecida como
erro de teste-reteste; usado como estimativa da variação da medição de curto prazo. A
variação que ocorre quando são feitas medições repetidas da mesma variável sob
condições semelhantes.
• Reprodutividade – é a diferença na média das medições feitas por diversas pessoas usando
o mesmo ou instrumentos variados para medir característica idêntica na mesma peça; é
DMAIC – Capítulo 3
29
estimada pelo desvio-padrão das médias das medições sob condições diferentes de
medição (AIAG, 1995a). A reprodutividade de um instrumento de medição é a variação
que resulta quando condições diferentes são usadas para fazer as mesmas medições. A
variação média das medidas obtidas quando diferentes operadores utilizam o instrumento
para medir repetidas vezes a característica de interesse dos mesmos.
As etapas realizadas no estudo de avaliação do instrumento de medição para avaliar o
sistema de medição é utilizado, são (Werkema, 2000):
•
Variância do Sistema de Medição – Saída primária do R&R analítico para determinar se
o sistema de medição é adequado para uma certa aplicação, é necessário comparar a
variação da medição com a variação do produto/processo. A variabilidade total presente
em um conjunto de dados gerados por um processo produtivo e medida por meio de algum
instrumento de medição pode ser dividida em duas parcelas (AIAG, 1995a):
¾ Variabilidade inerente ao processo produtivo.
¾ Variabilidade (precisão) inerente ao instrumento e medição.
Sendo:
σ2total = variância total calculada para o conjunto de dados;
σ2pp = variância devida ao processo produtivo;
σ2im = variância devida ao instrumento de medição.
Assim: σ2total = σ2pp + σ2im
•
(3.5)
Comparação da Repetitividade com a Tolerância (P/T) – A relação P/T é a estimativa
mais comum da precisão do sistema de medição. Esta estimativa é apropriada para avaliar
quão bem o sistema de medição pode atuar em relação à especificação. Especificações
entretanto, podem ser muito apertadas ou muito folgadas. Geralmente, a relação P/T é
uma boa estimativa quando o sistema de medição é usado somente para classificar
amostras de produção, mesmo se a capabilidade do processo (Cpk) não for adequada, a
relação P/T pode dar uma falsa sensação de segurança.
•
Comparação da reprodutividade com a Variação do Produto/Processo (P/VT): A
relação P/VT (%R&R) é a melhor medida para MSA. Ela estima quão bem o sistema de
DMAIC – Capítulo 3
30
medição atua em relação à variação global do processo. A porcentagem de R&R é a
melhor estimativa-se ao desenvolver estudos de melhoria do processo.
As diretrizes da AIAG (1995a) para variação de medição (baseado no desvio-padrão)
em comparação com a variação total são dadas como porcentagem da Tolerância:
¾ Ideal: 10% ou menos;
¾ Aceitável:10-20% e
¾ Marginal: 20-30% (depende da aplicação)
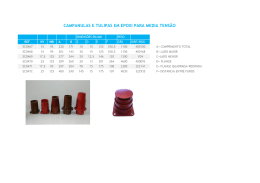
3.2.9 Análise do Sistema de Medição de uma Variável do Processo
Após análise realizada sobre todas as variáveis de entrada e de saída do processo que
apresentaram alto RPN observado através do FMEA, decidiu-se realizar análise do sistema de
medição para a largura do flange:
•
Comprovação do monitoramento do departamento de metrologia sobre o sistema de
medição, sendo que o instrumento que faz a medição do flange é similar ao das outras
variáveis com saída pelo software estatístico utilizado pela empresa;
•
Tem-se como objetivo através desta análise contribuir para outros trabalhos em que for
necessário analisar o sistema de medição.
A figura 3.7 mostra as variáveis selecionadas pelo FMEA com a indicação da largura
do flange para realização da análise do sistema de medição.
Figura 3.7 – Desenho da Lata com Indicação das Variáveis Selecionadas pelo FMEA.
DMAIC – Capítulo 3
31
A seqüência para coleta de dados para análise da medição da largura do flange foi
baseado no trabalho de Raffaldi e Ramsier (2000), que relaciona os métodos utilizados
durante os 20 anos da indústria automobilística, citando o método utilizado pela AIAG
(1995a) como ideal. Assim foram coletadas 10 amostras de latas que representavam toda a
amplitude de variação de longo prazo do processo e identificados três operadores (A, B e C)
que usavam este instrumento diariamente:
1. Verificou-se se o instrumento de medição de largura do flange estava dentro do prazo de
validade da calibração;
2. Coletou-se os dados,
3. O primeiro operador mediu todas as amostras uma vez, em ordem aleatória. Foi usada
uma amostragem cega, na qual o operador não sabia a identidade de cada peça, para
reduzir o viés humano;
4. Foi pedido ao segundo e terceiro operador que também fizessem as medições, como
determinado ao primeiro operador. Assim, todas as medições foram feitas com duas
repetições para cada operador;
5. Os dados (tabela 3.8) e a informação da tolerância(2,083 +/- 0,203 mm)foram
introduzidos no Minitab.
Amostra
1
2
3
4
5
6
7
8
9
10
Operador 2
Operador 3
Operador 1
1ª medição 2ª medição 1ª medição 2ª medição 1ª medição 2ª medição
2,159
2,159
2,159
2,159
2,159
2,134
2,007
2,007
2,007
2,032
2,007
2,007
2,083
2,083
2,108
2,083
2,083
2,083
1,930
1,956
1,956
1,956
1,93
1,930
2,286
2,286
2,261
2,235
2,286
2,286
2,108
2,108
2,134
2,108
2,108
2,108
2,184
2,184
2,159
2,159
2,159
2,184
2,057
2,057
2,083
2,057
2,083
2,057
2,083
2,083
2,032
2,057
2,083
2,083
2,159
2,159
2,134
2,159
2,184
2,159
Tabela 3.8 – Medidas da Largura de Flange com duas Repetições por Operador
É possível observar através da análise de variância (tabela 3.9) que as peças foram de
fácil medição, sem erros consideráveis no sistema de medição (p >0,05).
DMAIC – Capítulo 3
32
Fonte
Peça
Operador
Operador.Peça
Repitibilidade
Total
DF
9
2
18
30
59
SS
0.0004978
0.000271
0.006632
0.003878
0.468811
MS
0,0000553
0.0001354
0.0003685
0.0001293
F
138.117
0.368
2.851
P
0.00000
0.69753
0.00543
Tabela 3.9 – Análise de Variância com Interações Operador & Peça.
Fonte
Var. Comp.
Total Gage R&R
Repetibilidade
Reprodutibilidade
Operador
Operador.Peça
Peça-para-Peça
Variância Total
2.49E-04
1.29E-04
1.20E-04
0.00E+00
1.20E-04
8.42E-03
1,22E-05
%Contribuição Desvio Padrão Var. Estudo % Var. Estudo
% Tolerância
da Var. Comp.
(SD)
(5,15*SD)
(%SV)
20.00
2.87
1.58E-02
1.58E-02
16.94
14.42
1.29E-04
1.14E-02
0.058549
12.21
13.87
1.38
1.09E-02
0.056324
11.75
0.00
0,00
0,00E+00
0,00E+00
0.00
13.87
1.38
1.09E-02
0.056324
11.75
116.40
67,70
9.18E-02
0.472584
98.55
118.11
100,00
9.31E-02
0.479517
100.00
Tabela 3.10 – ANOVA das Fontes de Variação do MSA para Largura de Flange.
A relação P/T (coluna “%tolerância”) para R&R é de 20%. De acordo com as
diretrizes da AIAG (1995a), a relação com valores de 10 a 20% para o instrumento de
medição é considerada aceitável.
A repetitividade e a reprodutividade do sistema de medição foram verificadas através
da percentagem de R&R total para a contribuição da variância dos componentes, que é 2,87%,
podendo ser considerado um índice ideal, segundo AIAG, 1995a. A relação P/VT, que estima
quão bem o sistema de medição atua em relação à variação global do processo, foi obtida
também na tabela 3.10, na coluna “%SV%”, cujo valor é 16,91%; trata-se, assim, de um
sistema de medição aceitável.
3.3 Fase Analisar
Nesta fase são identificados os efeitos das variáveis X’s nos CTQs, analisados os
dados relativos aos processos estudados, com objetivo principal de se conhecer as relações
causais e as de fontes de variabilidade e desempenho insatisfatório de tais processos, visando
à melhoria
destes. Explorando toda a metodologia, pode ser utilizadas as seguintes
ferramentas (Hoerl, 2001):
•
Análise de Mult-Vari;
•
Intervalo de Confiança;
DMAIC – Capítulo 3
•
Teorema do Limite Central;
•
Correlação e Regressão;
•
Teste de Hipótese e
•
Análise Variância (ANOVA).
33
Neste trabalho utilizou-se análise de multi-vari, correlação e regressão, decidiu-se
mostrar também ANOVA, pois é uma ferramenta muito explorada na análise dos resultados
do DOE.
3.3.1 Análise de Correlação
A correlação é uma medida da relação entre duas ou mais variáveis. O tipo mais usado
de coeficiente de correlação é o de Pearson (r), chamado também de correlação linear ou do
produto do momento. As escalas das medidas usadas devem ser as mesmas escalas do
intervalo, mas outros coeficientes de correlação estão disponíveis para assegurar outros tipos
de dados. Os coeficientes de correlação podem variar de -1,00 a +1,00. O valor de -1,00
representa uma correlação negativa perfeita enquanto que um valor de +1,00 representa uma
correlação positiva perfeita. Um valor de 0,00 representa uma ausência da correlação (Kendall
e Gibbons, 1990).
O coeficiente de correlação é uma medida do grau de relacionamento linear entre duas
variáveis. Pode-se obter um p-value para testar se há uma evidência suficiente que o
coeficiente de correlação não seja zero. Um coeficiente de correlação parcial é o coeficiente
de correlação entre duas variáveis ao tender para os efeitos de outras variáveis.
Para as duas variáveis x e y, onde o sx é o desvio médio padrão das amostras para a
primeira amostra, e sy é o desvio médio padrão da amostra para a segunda amostra, a
correlação é dada pela seguinte equação (Kendall e Gibbons, 1990):
(3.6)
3.3.2 Regressão Múltipla
A finalidade geral da regressão múltipla (o termo foi usado primeiramente por
Pearson, 1908) é descobrir mais sobre o relacionamento entre as diversas variáveis
independentes e uma variável dependente, ou do critério que as mesmas estão relacionadas
entre si. A equação da regressão é linear em um espaço bidimensional, sendo por (Kahane,
2001):
DMAIC – Capítulo 3
34
y = a+b.x;
(3.7)
Onde:
¾ A variável de y pode ser expressada nos termos de uma (a) constante e uma inclinação (b)
cronômetra a variável de x;
¾ A constante é consultada também como a intersecção, e a inclinação como ao coeficiente
da regressão ou ao coeficiente de b.
No caso da regressão múltipla, quando há mais do que uma variável independente, a
linha de regressão não pode ser visualizada no espaço bidimensional, mas pode ser computada
facilmente. Em geral, os procedimentos da regressão múltipla estimarão uma equação linear
da seguinte forma (Miles e Shevlin, 2001):
(3.8)
y = a + b1.x1 + b2.x2 + ... + bp.xp
Nesta equação, os coeficientes da regressão (ou os coeficientes de b) representam as
contribuições independentes de cada variável independente à predição da variável dependente.
A correlação também pode ser expressa com a variável x1 correlacionado com a variável y,
após controlar para todas variáveis independentes restantes. Este tipo de correlação é
consultado também como a uma correlação parcial (Kahane, 2001).
3.3.3 Análise de Variância
A análise de variância (ANOVA) é usada para descobrir os efeitos principais e as
interações das variáveis independentes (X’s) e uma variável dependente do intervalo (Y). A
versão (GLM) modelo linear geral de ANOVA suporta também um número maior de
variáveis dependentes (Y’s). Um efeito principal é o efeito direto de uma variável
independente na variável dependente. Um efeito de interação é o efeito comum a duas ou
mais variáveis independentes na variável dependente (Turner e Thayer, 2001).
A ANOVA é similar à regressão que é usada para investigar e modelar o
relacionamento entre uma variável dependente com uma ou mais variáveis independentes.
Entretanto, este método difere da regressão em duas maneiras: as variáveis independentes são
qualitativas, e nenhuma suposição é feita sobre a natureza do relacionamento (isto é, o modelo
não inclui coeficientes para variáveis). De fato, a ANOVA estende o teste t de duas amostras
para testar a igualdade de duas médias da população a uma hipótese nula mais geral de
comparar a igualdade de mais de duas médias. Diversos procedimentos de ANOVA permitem
modelos
com
variáveis
qualitativas
e
quantitativas.
As
potencialidades
incluem
DMAIC – Capítulo 3
35
procedimentos e modelos com dados coletados de um número de projetos diferentes para
testar variações iguais e gráficos de efeitos e de interações principais (Cole, Maxwell, Arvey e
Salas, 1993). Os principais tipos de ANOVA são:
• ANOVA de Fator Único – Testa diferenças em uma variável dependente (Y) do único
intervalo entre dois, três, ou mais grupos dados pelas categorias de uma única variável
independente (X’s). Testa se os grupos que deram forma pelas categorias da variável
independente se parecem similares (especificamente esse tem o mesmo teste padrão da
dispersão que medido comparando estimativas de variações do grupo). Se os grupos
parecerem diferentes, então se conclui que a variável independente tem um efeito na
variável dependente.
Há três possibilidades de soma de quadrados: soma dos quadrado entre grupos (SSA),
dentro do grupo ou soma do erro dos quadrados (SSs/A) e soma total dos quadrados (SST).
A soma total dos quadrados pode ser dividida entre a soma dos quadrados e dentro da soma
dos quadrados, representando a variação devido diferenças individuais na contagem
respectivamente (Jackson e Brashers, 1994):
SST = SS A + SS s / A
(3.9)
A soma entre grupos dos quadrados examina as diferenças entre as médias do grupo,
calculando a variação de cada média em torno da média maior.
SS A = ∑ s (YA − YT )
2
(3.10)
onde, s é o número de observações em cada grupo (célula ou fator de nível A).
A soma de dentro dos grupos dos quadrados verifica a variação do erro ou a variação
de contagens individuais em torno de cada média do grupo. Esta é a variação nas contagens
não é devido ao tratamento (ou à variável independente):
SS s / A = ∑∑ (Y − YA )
2
(3.11)
A soma total dos quadrados pode ser calculada adicionando-se o SSA e o SSs/A.
Cada SS têm um grau de liberdade diferente associado com df A = a − 1 , df s / A = n − a , e
DMAIC – Capítulo 3
36
iguais ao número dos grupos (ou dos níveis da variável independente), e de n é
o número total das observações no estudo.
Os quadrados médios são computados dividindo os SS pelo df. Este é calculado pela
variação da amostra que divide a soma dos quadrados por graus de liberdade. Na fórmula,
. Na relação de F é calculada uma relação da variação entre os grupos e dentro
dos grupos:
F=
MS A
MS s / A
(3.12)
• ANOVA de Dois Fatores – Analisa uma variável dependente do intervalo (Y) em relação
a duas variáveis independentes (X’s). Este método testa se os grupos formados pelas
categorias das variáveis independentes tem centróide similares. Este tipo de análise é
menos sensível do que ANOVA de fator único, pois detecta as violações moderadas da
suposição da homogeneidade das variações através dos grupos (Girden, 1992).
• ANOVA Fatorial – Este tipo de ANOVA incorporam as variáveis independentes de n.
fatores. Deve-se notar que enquanto o número de variáveis independentes aumenta, o
número de interações potenciais prolifera. Duas variáveis independentes têm uma única
interação de primeira ordem (AB). Três variáveis independentes tem três primeiras
interações da ordem (AB, AC, BC) e uma interação de Segunda ordem (ABC), ou 04 no
total. Quatro variáveis independentes tem seis primeiras ordem (AB, AC, BC, BC), três
segunda ordem (ABC, ACD, BCD), e uma interação (ABCD) terceira ordem, ou 10 no
total. Enquanto o número das interações aumenta, torna-se cada vez mais difícil interpretar
o modelo. Assim um projeto fatorial completo com 2 variáveis dependentes A e B cada um
do predicador com 2 níveis cada um seria chamado um projeto 2 x 2 fatorial completo.
Usando a codificação, a matriz de X para esta análise será (Cortina e Nouri, 2000):
(3.13)
DMAIC – Capítulo 3
37
Nota-se que X1 e as colunas X2 representam os contrastes principais do efeito para
uma variável, (isto é, A e B, respectivamente). A coluna X3 representa um contraste entre
combinações diferentes dos níveis A e B. Nota-se também de que os valores para X3 são
produtos dos valores correspondentes para X1 e variáveis do produto de X2, tais como X3
representa os efeitos multiplicados ou da interação de seus fatores, assim que X3 estaria
representando a interação de dois sentidos de A e relacionamento de B, que indicam as
influências interativas dos fatores nas respostas (isto é, influências independentes do efeito
principal). Assim, os
projetos fatoriais fornecem
mais
informação
sobre
os
relacionamentos entre variáveis dependentes do que os correspondentes projetos de fator
único ou de efeitos principais (Girden, 1992). Neste trabalho utilizou-se a análise de
variância
na fase Improve do DMAIC, onde através do software Statístico Minitab
calculou-se o nível descritivo (p-value), onde:
•
Notação: α̂ = nível descritivo, onde p (F>F0) = α̂ .
•
Valores “pequenos” de p – value → indicam rejeição da hipótese nula.
•
Valores “ grandes” de p – value → indicam aceitação da hipótese nula.
3.3.4 Análise Multi-Vari
•
Multi-vari é uma ferramenta gráfica que através de agrupamentos lógicos, analisa os
dados históricos do processo de produção para identificar correlação entre as múltiplas
fontes de variações, que impactam nas variáveis de saída, estas se classificam em
(Breyfogle, 1999):
•
Posicionais – variação dentro da peça;
•
Cíclicas – variação de peça a peça consecutivas;
•
Temporais – turno, dia, semana, etc...
Na tabela 3.11 tem-se os dados históricos de produção de latas, onde consta:
¾ Variáveis de Entradas do Processo (X’s): diferentes produções entre turnos, rótulos, e
meses.
¾ Variáveis de Saída do Processo (Y): número de latas rejeitadas na envasadora.
DMAIC – Capítulo 3
38
Amostra Rotúlo
1
1
2
1
3
1
4
1
5
2
6
2
7
2
8
2
9
3
10
3
11
3
12
3
13
1
14
1
15
1
16
1
17
2
18
2
19
2
20
2
21
3
22
3
23
3
24
3
Turma
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
Mês
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
2
2
2
2
2
2
2
Latas Rejeitadas
29
37
29
54
45
24
35
32
25
52
43
28
48
33
47
18
20
15
19
39
40
29
28
42
Tabela 3.11 – Dados do Processo para Análise de Multi-Vari.
A tabela 3.12 mostra que não há correlação entre as variáveis: rótulos, turma e mês,
pois p>0,05.
Termo
Constante
Rotúlo
Turma
Mês
S = 11.53
Coef
40.460
-0.500
0.483
-4.583
SE Coef
10.790
2.883
2.105
4.707
R-Sq = 4.9%
T
3.75
-0.17
0.23
-0.97
P
0.001
0.864
0.821
0.342
R-Sq(adj) = 0.0%
Tabela 3.12 – Análise de Regressão: Latas Rejeitadas versus Rótulo, Turma e Mês.
A figura 3.8 ilustra graficamente a não correlação entre as variáveis.
DMAIC – Capítulo 3
39
.
Turma
1
3
2
4
1
2
3
4
Rotúlo
55
1
2
Latas Rejeitadas
3
45
35
25
15
1
2
Mês
Figura 3.8 – Gráfico Multi-Vari Análise das Latas Rejeitadas.
3.4 Fase Melhorar
A fase otimizar consiste fundamentalmente em descobrir as relações entre os CTQs e
as variáveis X’s “pouco vitais”, para tal desenvolve -se DOE, com objetivo de se conhecer a
fundo cada processo, através da mudança estrutural de níveis de operação de diversos fatores
simultaneamente do processo em estudo. A informação obtida com o DOE auxilia a
identificar o ajuste das variáveis–chaves para modificar e otimizar o processo.
3.4.1 Projetos de Experimentos
Sir Ronald A. Fisher, cientista britânico, foi o inovador no uso dos métodos
estatísticos e da análise de dados no Rothamsted Agricultural Experiment Station, de Londres,
em 1920. Fisher desenvolveu o primeiro uso da análise e variância, assim como os primeiros
métodos de estatística no DOE. Em 1933, Fisher levou seu trabalho para a Universidade de
Londres. Além da contribuição de
Fisher, houve muitas outras para a literatura DOE,
incluindo-se as de F. Yates, R.C.Bose, W. G. Cochram, R. H. Myers, J. S. Hunter, e G. E . P.
Box (Motgomery, 1997).
O método DOE foi aplicado na agricultura e na ciência biológica, tendo alcançado
enorme sucesso. A primeira aplicação prática ocorreu em 1930, na British Textile (Schmidt e
Case, 2001). Depois da Segunda Guerra mundial, o método foi introduzido na indústria
DMAIC – Capítulo 3
40
química e em outros processos industriais de empresas nos Estados Unidos e Europa.
Recentemente, os métodos são largamente utilizados em pesquisas e set up industriais, às
vezes por diferentes propósitos. Na indústria, o objetivo principal é extrair o máximo de
informação para determinar quais fatores afetam o processo produtivo; similarmente na
aplicação científica, onde as técnicas de análise de variância e regressão são usadas para
determinar se existe significância entre as variáveis de entrada no processo sobre as variáveis
de saída, com intuito de descobrir possíveis correlações entre os fatores pesquisados, e assim
determinar a origem de diferentes mudanças no processo, ou seja, as causas especiais de
variação do processo (Halbleib e Crowder, 2001).
Box (1960) disse que é praticamente impossível achar o que está acontecendo a um
sistema quando simultaneamente se está interferindo no mesmo. Através do DOE é possível
detectar as causas especiais por ser uma técnica que promove a interação das variáveis de
entrada para analisar os efeitos sobre as variáveis de saída. O DOE não apenas revela o
rendimento e a significância dos testes do nível de fator, mas também fornece um modelo de
resposta. Estes experimentos podem ser combinados, segundo todas as variáveis (fatorial
completo) ou com as combinações parciais (fatorial fracionário). Koselka (1996) listou várias
aplicações com resultados positivos obtidos através do DOE:
•
Redução de defeitos em uma sensível escala computacional de 25% para menos de 1%
dentro de um mês;
•
Manutenção da qualidade de uma usina de papel com menor custo de madeira;
•
Redução nos riscos de erros de medicamentos errados para os pacientes num hospital,
implantando a padronização de procedimentos, com técnicas à prova de erro;
•
Impacto nas vendas de calçados com utilização do arranjo de cores para impressionar os
clientes;
•
Redução de defeitos de impregnação de carbono nos carimbos de uretane em 85 %.
•
Redução nos erros de ordens de serviço;
•
Aumento da vida útil de um rolamento em até cinco vezes.
A utilização do DOE na investigação das causas especiais de variação do processo,
tem por conseqüência o desenvolvimento de um processo robusto, pois elimina o método de
tentativa e erro. A figura 3.9 ilustra as variáveis de um processo (Montgomery, 1997):
DMAIC – Capítulo 3
41
Fatores Controláveis
X1
X2
...
Xp
Saídas
Entradas
Materiais
Controles
Máquinas
etc...
O que se mede
para avaliar o sucesso
do processo
Processo
...
Z1
Z2
Zp
Fatores Incontroláveis (ruído)
Figura 3.9 – Modelo Genérico de um Processo ou Sistema.
Fonte: Montgomery (1997).
A definição da função de transferência do DOE pode ser descrita assim:
y = f ( x1,x2,... xn) ;
(3.14)
onde:
y = variável dependente do experimento ou saída do processo;
xi = variáveis independentes ou entrado do processo;
f = função matemática gerada para cada variável resposta.
Esta função matemática determina que os efeitos das variáveis incontroláveis (Z1, Z 2
...Zp ) sejam minimizados.
3.4.2 Metodologia de Superfície de Resposta
A RSM transformou-se em uma ferramenta importante no processo e no
desenvolvimento de produtos, esta metodologia consiste em técnicas matemáticas e
estatísticas de otimização, que são usadas para melhorar e desenvolver processos. Em ambas
situações, a metodologia pode ser usada para obter parâmetros de processos otimizados que
resultam em um melhor produto final. As aplicações da RSM podem ser encontradas em
DMAIC – Capítulo 3
42
muitos ajustes industriais onde diversas variáveis influenciam no resultado desejado (Borror e
Montgomery, 2000).
Segundo Breyfogle (1999), a RSM tem uma grande vantagem, pois podem ser
utilizados vários fatores para analisar vários problemas com poucos ensaios. Isto sem dúvida
viabiliza os experimentos no processo industrial, pois os set up tem custo elevado.
3.4.3 RSM – Pontos Centrais Compostos
A equação linear para dois fatores com efeito principal, sem considerar as interações,
pode ser escrita da seguinte forma:
y=b0+b1 x1+b2x2
(3.15)
Onde y é a resposta, b0 é a intersecção axial, e (b1,b2) são coeficientes dos fatores. O
balanceamento do experimento é feito por dois fatores que são considerados por x1 e x2,
respectivamente pela equação –1 e +1, sendo que os coeficientes b1 e b2 são equivalentes à
metade dos efeitos de b0, e é a medida para todas as respostas. Para se ter a resposta, os
programas computacionais utilizam as técnicas de análise de regressão (Piepel, 1988).
Quando são consideradas as interações, a equação tem a seguinte forma:
y=b0+b1 x1+b2x2 + . . . +bk xk +ε
(3.16)
O número de termos na equação descreve o número mínimo de ensaios necessários
para determinar o modelo, sendo ε o erro observado na resposta. Pontos centrais podem ser
adicionados para dois níveis de fatorial fracionário designado para determinar o modelo linear
assumido. Quando usado o programa e a regressão nos efeitos, os níveis de fatorial
fracionário devem assumir uma simetria de valor ao redor de zero. Para determinar se a
linearidade assumida é válida, a resposta média dos pontos centrais pode ser comparada com a
medida média das tentativas de experimento com fatorial fracionado de dois níveis
(Cornell,1981).
Se há uma curvatura no sistema, então o polinômio de alto grau pode ser escrito assim:
y = b0 +b1.x1 +...+bk. xk + b12.x1.x2 +b13.x1.x3 +...
+bk-1,k.xk-1 xk + b11.x1² +...+bkk.xk²
(3.17)
Nesta equação, podem ser observadas as variáveis dependentes da resposta y, que
inclui (1) efeitos principais por fator x1 , ..., xk, (2) suas interações (x1x2, x1x3, ... ,xk-1xk), e (3)
DMAIC – Capítulo 3
43
seus componentes quadráticos (x12, ..., xk2). Não estão assumidos os níveis dos fatores, que
podem ser analisados pelo valor contínuo dos fatores (Box e Draper, 1987).
Os principais efeitos e interações estimadas são independentes, por exemplo, supondose ter um experimento com dois fatores, tem-se um experimento ortogonal, conforme arranjo
da tabela 3.13.
A
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
B
1 1
1 1
-1 -1
-1 -1
Tabela 3.13 – Arranjo Ortogonal.
Para os dois primeiros fatores (A e B), ambos têm valor maior (+1). Nos dois últimos
ensaios, ambos têm valor baixo (-1). Assim, pode-se estimar a contribuição independente dos
fatores A e B e o efeito de cada variável no experimento.
Para assegurar a contribuição independente dos dois fatores, o nível do fator nível nos
quatro ensaios pode ser trocado, formando um arranjo ortogonal, usado pela primeira vez por
Yates (apud Cornell, 1990a). Pode-se ilustrar este arranjo da seguinte forma (tabela 3.14):
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
A
1
1
-1
-1
B
1
-1
1
-1
Tabela 3.14 – Arranjo Ortogonal com 02 Variáveis.
Onde A e B são colunas ortogonais. Assim é estimado o efeito principal por comparação de
A, com maior valor de A dentro de cada nível de B, e com menor valor de A dentro de cada
nível de B; o efeito principal de B pode também ser estimado da mesma maneira.
Uma segunda consideração é relatada para o primeiro requerimento, em que este
também tem como extrair a máxima quantidade de informação do experimento, ou
especificamente, da região experimental de interesse; Box e Draper (1987) demostraram que o
erro padrão para previsão do valor das variáveis dependentes é proporcional a:
(1 + f(x)' (X'X)¨¹ f(x))½
(3.18)
DMAIC – Capítulo 3
44
Onde f(x) padrão para cada fator do respectivo modelo (f(x) é um vetor, f(x)’ é a imagem deste
vetor, e X é a matriz designada para o experimento, que é codificada por fator e efeito para
todos os ensaios; (X’X)-1 é o inverso do cruzamento do produto da matriz. A incerteza no
valor das variáveis dependentes está sujeita à variabilidade e à distribuição dos pontos nos
ensaios).
Estes pontos podem ser escolhidos para extrair o máximo de informações das variáveis
dependentes e níveis de quantidade de incerteza para predizer valores futuros. A equação
seguinte quantifica a informação, que é o inverso da incerteza normalizada. Para um
experimento com quatro testes ortogonal a informação é:
Ix = 4/(1 + x1² + x2²)
(3.19)
Onde x1 e x2 são padrão para cada fator A e B, respectivamente (Box e Draper, 1987).
Inspeções desta função em uma plotagem demonstram que esta é uma constante sobre
círculos centrados na origem. Assim, algum tipo de rotação dos pontos do planejamento
original será gerado com igual quantidade de informação, e para igual informação da função.
Portanto, o projeto ortogonal 2x2 de quatro ensaios, é conhecido como rotacional (figura
3.10).
Figura 3.10 – Função para 2x2 Projeto Ortogonal.
Para que o experimento seja do tipo rotacional, são adicionados pontos estratégicos
chamados de “pontos estrelas”, (tanto no quadrado ou cubo) para um projeto fatorial de 2
níveis. A matriz de experimento na tabela 3.15 mostra a adição destes pontos:
DMAIC – Capítulo 3
45
A
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
Ensaio 5
Ensaio 6
Ensaio 7
Ensaio 8
Ensaio 9
Ensaio 10
1
1
-1
-1
-1.414
1.414
0
0
0
0
B
1
-1
1
-1
0
0
-1.414
1.414
0
0
Tabela 3.15 – Adição de Pontos Centrais no Projeto.
Os cincos primeiros ensaios do experimento são de pontos quadráticos ou cúbicos; os
ensaios de 5 a 8 são chamados de pontos estrelas ou pontos axiais, nos testes 9 e 10, são
pontos centrais (figura 3.11). A informação da função para este projeto é um modelo
rotacional de segunda ordem (quadrática); este é constante nos círculos ao redor da origem.
Figura 3.11 – Projeto de Experimentos com Pontos Centrais Compostos.
As duas características discutidas dos pontos centrais compostos (ortogonalidade e
rotacionalidade) dependem da distância dos pontos axiais (α), sendo que a distância dos
pontos axiais aos pontos centrais é padrão (1.414). (Box e Draper, 1987). Então o
experimento é rotacional se:
α = ( nc )¼
Onde nc é padrão para número de pontos cúbicos.
(3.20)
DMAIC – Capítulo 3
46
Um projeto é ortogonal de pontos compostos, se uma distancia axial escolhida for:
α = {[( nc + ns + n0 )½ - nc½]² nc/4}¼
(3.21)
Onde:
nc é o número de pontos cúbicos no experimento;
ns é o número de pontos axiais no experimento;
n0 é o número de pontos centrais no experimento.
Para se realizar os experimentos aproximadamente ortogonal e rotacional, primeiro
deve-se escolher a distância axial para rotacional e então adicionar pontos centrais (Piepel,
1988), portanto:
n0 = 4nc½ + 4 - 2k
(3.22)
Onde k é padrão para o número de fatores no experimento.
A seguinte fórmula sintetiza a distância axial, e a maioria dos contornos razoáveis da
função da informação, isto é, contornos que são perto de esféricos (Box and Draper, 1987):
α = [k(l+ns0/ns)/(1+nc0/nc)]½
(3.23)
Onde:
ns0 é o número de pontos centrais na porção axial do experimento;
ns é o número de pontos não centrais na porção axial do experimento;
nc0 é o número de pontos na porção cúbica do experimento;
nc é o número de pontos não centrais na porção cúbica do experimento.
Os Projetos de Experimentos de Pontos Centrais Compostos são geralmente
construídos sobre a forma 2(k-p) para a porção cúbica do experimento, que é adicionado
pontos centrais. Box e Draper (1987) listaram um número de experimento semelhante. A
forma de plotagem da resposta pode ser mais bem resumida em gráficos e pode-se gerar
ambos contornos da plotagem da superfície de resposta (figura 3.12).
DMAIC – Capítulo 3
47
Figura 3.12 – Pontos Centrais Compostos.
3.4.4 RSM – Box-Behnken
Box e Behnken (1960) descreveram uma classe de projetos de experimentos fatoriais
incompletos de nível 3 para a estimativa de coeficientes em um polinômio de segundo grau.
Estes projetos satisfazem aproximadamente o critério de rotatibilidade e, em sua maioria,
podem ser bloqueados ortogonalmente.
No desenvolvimento de projetos Box-Behnken, delimita-se as variáveis para gerar
projetos rotatórios de segunda ordem.. Supondo-se que a codificação dos níveis seja feita em
unidades padronizadas, de forma que os 3 valores alcançados por cada uma das variáveis x1 ,
x2 , · · ·xk sejam –1, 0 e 1, e supondo também que o polinômio graduado de segundo grau
providenciado pelo método dos menores quadrados é:
k
k
k
yˆ = b0 + ∑ bixi +∑∑ bijxixj
k
i =1 j = i
(3.24)
Um planejamento rotativo de segunda ordem é tal que a variação de ŷ é constante para
todos os pontos eqüidistantes do centro do projeto — ou seja, para todos os pontos para os
DMAIC – Capítulo 3
48
quais ρ = ∑i (x2i)1/2 seja constante. Dentre a classe de projetos rotativos, seleciona-se aqueles
para os quais a variação de ŷ, (função de ρ), é razoavelmente constante na região do espaço-k
coberta pelo experimento. A exigência de rotatibilidade é introduzida para assegurar uma
geração simétrica de informação no espaço das variáveis definidas e graduadas, até certo
ponto correntemente pensadas de modo mais apropriado pelo experimentador.
Os projetos Box-Behnken são formados pela combinação de projetos fatoriais de 2
níveis com projetos de blocos incompletos de uma maneira particular. Isso é ilustrado na
figura 3.13, onde é mostrado um projeto de blocos incompletos balanceados para o ensaio dos
variáveis k = 4 em blocos b = 6 de tamanho s = 2.
x1
1 ⎡ ∗
⎢
2 ⎢
⎢
3 ⎢ ∗
⎢
4 ⎢
⎢
⎢
5 ⎢
⎢
6 ⎣⎢ ∗
x2
x3
∗
∗
∗
∗
∗
∗
x4
⎤
∗ ⎥⎥
⎥
⎥
∗ ⎥
⎥
⎥
⎥
∗ ⎥
⎥
⎦⎥
Figura 3.13 – Projeto de Blocos Incompletos Balanceados para 4 Variáveis em 6 Blocos.
Fonte: Box-Behnken (1960).
Os dois asteriscos em todas as linhas do projeto de blocos incompletos são substituídos
pelas colunas s = 2 do projeto de nível 22. No lugar onde não tem asterisco, deve-se substituir
por zero. O projeto é completado pela adição de um número de pontos centrais (0, 0, 0, 0),
sendo desejável essa combinação.
Na tabela 3.16, são mostrados vários números de projetos Box-Behnken como
apropriados para a pesquisa de 3, 4, 5, 6, 7, 9, 10, 11, 12, e 16 variáveis. Nessa tabela, exceto
se indicado de outra forma, o símbolo ( ±1, ±1, · · · , ±1) quer dizer que todas as combinações
de mais e menos níveis podem ser ensaiadas. Sempre que um fatorial obtido não confundir os
principais efeitos e duas interações de fator uns com os outros, ele pode ser usado em
substituição ao fatorial inteiro. Por exemplo, no projeto número 8, s é equivalente a cinco e,
como indicado na tabela, ao invés de usar um fatorial inteiro 25, para estes pode-se alcançar o
resultado desejável com ½ replicação.
DMAIC – Capítulo 3
49
N.º do
Planejamento
Número
de
Variáveis
1
3
2
4
3 blocos de 9.
BIB (uma Classe
associada).
3
5
2 blocos de 23.
BIB (uma classe
associada).
4
6
2 blocos de 27.
1ª Associação:
(1, 4); (2, 5); (3
6).
5
7
2 blocos de 31.
BIB (uma classe
associada)
Matriz do Planejamento
N.º de
Ensaios
Blocos e
Esquema de
Associação
Blocagem não
ortogonal.
BIB (uma classe
associada).
(a) 5 blocos de
26.
(b) 10 blocos de
13.
6
9
Tabela 3.16 – Planejamentos de Experimentos de 3 Níveis.
1ª associação:
(1, 4); (1, 7); (4,
7); (2, 5); (28);
(5, 8; (3, 6); (3,
9); (3, 9).
DMAIC – Capítulo 3
N.º do
Planejamento
7
50
Número
de
Variáveis
Matriz do Planejamento
N.º de
Ensaios
10
Blocos e
Esquema de
Associação
2 blocos de 85.
2º Associação:
(1, 8); (1, 9); (1,
10); (2, 6); (2,7);
(2, 10); (2, 5);
(3, 7); (3, 9); (4,
5); (4, 6); (4, 8);
(5, 10); (6, 9);
(7, 8).
25 fracionado
em x1x2x3x4x5.
8
11
Blocagem não
ortogonal.
BIB (uma
classe
associada).
2 blocos de
102.
9
12
1ª Associação:
(1, 7); (2, 8);
(3, 9); (4, 10);
(5, 11); (6, 12).
(a) 6 blocos de
66.
(b) 12 blocos
de 33.
10
16
Tabela 3.16 – Planejamentos de Experimentos de 3 Níveis
Fonte: Box e Behnken (1960)- Continuação.
1ª Associação:
(1, 5); (1, 9);
(1, 13); ( 5, 9);
(5, 13); (9, 13);
(2, 6); (2, 10),
2, 14); (6, 10);
(6, 14}; (10,
14); (3, 7); (3,
11); (3, 15); (7,
11); (7, 15);
(11, 15); (4, 8);
(4, 12); (4, 16);
(8, 12); (8, 16);
(12, 16).
DMAIC – Capítulo 3
51
Alguns projetos Box-Behnken são ensaiados em blocos, e para este, é desejável realizar
bloqueamento ortogonal, ou seja, combinar de forma que os contrastes sejam não-correlativos
com todas as estimativas dos coeficientes no polinômio. Se isso puder ser alcançado, a análise
poderá ser executada quase como se diferenças de blocos não existissem. A única
modificação necessária é que, na análise de variância, a soma de quadrados associados com
diferenças de blocos precisa ser subtraída da soma residual de quadrados. Assumindo-se que o
modelo seja adequado, a soma residual de quadrados assim ajustada pode então ser usada para
estimar a variação dentro-do-bloco e conseqüentemente os desvios padrão dos coeficientes.
Aplicando estes conceitos pode-se notar que:
1) Onde os “conjuntos de replicação” puderem ser encontrados na geração do projetos de
blocos incompletos, estes produzirão uma base para o bloqueamento ortogonal. Estes
conjuntos de replicação são subgrupos dentro dos quais cada variedade é testada o mesmo
número de vezes.
2) Onde os projetos fatoriais componentes puderem ser divididos em blocos que apenas
confundam interações com número maior que dois fatores, estes podem dar uma base para
o bloqueamento ortogonal.
As linhas pontilhadas (tabela 3.16) indicam as divisões apropriadas em conjuntos de
replicação. Usando estas divisões, o projeto número 2 pode ser dividido em 3 blocos, o
projeto número 3, em 2 blocos, o projeto número 6, em 5 blocos e o projeto número 10 em 6
blocos. Nestes esquemas de bloqueamento os pontos centrais precisam ser distribuídos
igualmente no meio dos blocos para reter a ortogonalidade.
O segundo método pode ser ilustrado com o projeto número 4, para o qual o primeiro
método não pode ser empregado. A base para o projeto consiste em 48 ensaios gerados a
partir de 6 projetos fatoriais 23. O projeto fatorial simples 23 pode ser executado em 2
conjuntos de 4 ensaios, confundindo a interação de 3 fatores com blocos. Ensaios com níveis
(1, 1, 1), (1, –1, –1), (–1, –1, 1), (–1, 1, –1) poderão ser incluídos em um conjunto
(denominado conjunto positivo) e ensaios com níveis (–1, –1, –1), (–1, 1, 1), (1, –1, 1), (1, 1,
–1), no outro (denominado conjunto negativo). O grupo completo de 48 ensaios pode ser
dividido em 2 blocos ortogonais de 24 por intermédio da alocação do conjunto um (ou
positivo ou negativo) a partir de todos os projetos fatoriais 23 no bloco 1, e o resto no outro.
Este método é usado onde o tamanho do bloco s > 2 e empregado para projetos 4, 5, 6,
7, 9, e 10. Nos projetos 7, 9, e 10 o fatorial básico é um projeto 24. Este é dividido em dois
DMAIC – Capítulo 3
52
conjuntos de tal forma que confunda a interação de fator quatro, o que vale dizer que ensaios
com níveis cujo produto seja positivo são alocadas no grupo um, e o resto no outro.
Em alguns casos, ambos os métodos podem ser usados simultaneamente. Dessa forma,
no projeto 6, o projeto de bloco básico incompleto contém 5 “replicações” indicadas pelas
linhas pontilhadas na tabela 3.16, dando uma base para a geração de 5 blocos de 24 ensaios.
Cada um desses blocos pode ser dividido em dois através da alocação dos conjuntos positivos
dos fatoriais componentes no bloco 1 e os conjuntos negativos, no outro. Obtem-se,
finalmente, uma combinação para geração de 10 blocos de 12 ensaios. Um procedimento
similar pode ser aplicado no bloqueamento do projeto número 10 (Box e Behnken, 1960).
3.4.5 Planejamento do Experimento Box- Behnken
No presente trabalho, a RSM foi utilizada adotando-se o procedimento Box- Behnken
com 3 fatores e 3 níveis, pois um fator importante que se deve considerar ao se planejar um
experimento, é a escolha correta do tipo de projeto que melhor se adapte às condições
experimentais específicas do problema em estudo (Custódio, Morais e Muniz, 2000). Segundo
Breyfogle (1999), os projetos Box- Behnken tem poucos ensaios, e isto é uma das principais
razões de ser escolhido sobre os de Pontos Centrais Compostos, ou seja, este projeto requer
somente 3 níveis para cada variável, sendo que o de Pontos Centrais Compostos requer 5
níveis para cada variável. Os projetos Box- Behnken são gerados por variáveis previamente
delimitadas (Box e Behnken, 1960).
Neste experimento teve-se como obstáculo, o alto custo de set up, sendo assim
procurou-se um tipo de RSM que tivesse menor número de ensaios, além das limitações de
ajustes do flangeador 02, pois o dimensional do produto a ser fabricado no mesmo não
poderia ultrapassar os limites de engenharia, sob o qual o mesmo foi projetado. Assim por
requerer poucos ensaios e os ajustes serem limitados o projeto Box-Behnken foi escolhido
para este experimento.
As variáveis independentes (KPIV’s), selecionadas pelas etapas anteriores do
programa 6 Sigma, como Matriz Causa e Efeito e FMEA, foram: Diâmetro do Plugue,
Largura do Flange e Ângulo do Flange. A variável dependente (resposta ou KPOV) foi o
número de latas rejeitadas na envasadora (cliente). A função assumida que vincula a resposta
com as variáveis independentes pode se aproximar com o polinômio de segunda ordem, que
tem a seguinte forma:
y = b0 +b1.x1 + b2.x2 + b3.x3 +b12.x1.x2 + b13.x1.x3
+ b23.x2.x3 + b11.x1² + b22.x2² + b33.x3²
(3.25)
DMAIC – Capítulo 3
53
Em que:
•
y é o nº de latas rejeitadas;
•
x1, x2, e x3, são o diâmetro do plugue, largura do flange e ângulo do flange,
respectivamente, expressos em forma codificada (que tomam os valores 1, 0 e –1
respectivamente);
•
b0, b1, b2, b3, b12, b13, b23, b11, b22, b33 são os coeficientes de regressão.
O projeto Box-Behnken composto de 3 variáveis e 3 níveis, com uma replicação é
representada pela tabela 3.17:
Ensaio
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Variáveis
x1
x2
x3
0
+
0
0
0
0
0
+
+
+
0
0
0
0
+
0
0
0
0
0
+
0
+
0
+
0
+
0
+
+
0
0
+
-
Tabela 3.17– Matrix Box-Behnken 3 Níveis e 3 Variáveis Codificadas.
Foram estabelecidos os limites mínimos e máximos para as variáveis pela capacidade
de ajuste do equipamento (Flangeador 02) e em função dos diâmetros mínimos e máximos
permitido na abertura de encaixe da tampa para reclavação da mesma na lata. Assim, teve-se
as seguintes medidas para nível mínimo, médio e máximo para as variáveis de entrada (figura
3.14):
x1 = Diâmetro do Plugue, mm, (52,298; 52,400; 52,502),
x2 = Largura do Flange, mm, (1,880; 2,083; 2,286);
x3 = Ângulo do Flange, grau, (-1, 0, +1).
DMAIC – Capítulo 3
54
Figura 3.14 – Indicação das Variáveis de Entrada para o Projeto Box-Behnken.
3.4.6 Procedimento Experimental
Foi produzido um lote com 8.000 peças, numeradas de 1 a 15, de acordo com a
combinação solicitada pela tabela 3.17, e inseridos os valores extremos e médio (-1, 0 1) para:
•
Variável 1= diâmetro do plugue;
•
Variável 2 = largura do flange e
•
Variável 3 = ângulo do flange.
As latas foram paletizadas aleatoriamente e enviadas para a envasadora do cliente. As
latas foram colocadas na linha de produção do cliente com acompanhamento dos técnicos de
produção, instruídos para coletar todas as latas que não completassem a reclavação da tampa,
e anotar, em uma planilha a numeração de todas.
3.4.7 Resultados do Experimento
Após o término do envase das latas, foram separadas as latas que apresentaram
problemas de não recravação (rejeição), obteve-se o resultado da rejeição para cada tipo de
combinação das variáveis de entrada, conforme mostra a tabela 3.18:
DMAIC – Capítulo 3
55
Ordem Ordem do Diâmetro Largura Ângulo N.º de Latas
Padrão Ensaio do Plugue do Flange do Flange Rejeitadas
12
1
52.400
2.286
1
26
13
2
52.400
2.083
0
6
2
3
52.502
1.880
0
15
15
4
52.400
2.083
0
6
8
5
52.502
2.083
1
14
1
6
52.298
1.880
0
40
9
7
52.400
1.880
-1
12
6
8
52.502
2.083
-1
6
14
9
52.400
2.083
0
6
5
10
52.298
2.083
-1
2
10
11
52.400
2.286
-1
1
4
12
52.502
2.286
0
2
3
13
52.298
2.286
0
2
7
14
52.298
2.083
1
11
11
15
52.400
1.880
1
26
Tabela 3.18 – Resultado dos Ensaio na Linha de Produção do Cliente.
As informações da tabela 3.18 foram introduzidas no software estatístico Minitab,
utilizando a RSM para projetos Box- Behnken. O Minitab estimou os coeficientes de regressão
de superfície de resposta para a rejeição versus diâmetro do plugue, largura de flange e ângulo
do flange, conforme tabelas 3.19 e 3.20, cuja análise realizada com os coeficientes
codificados, ou seja, sem os valores da variáveis inseridos. As variáveis significativas foram
largura de flange (95%) e ângulo do flange (92%).
Termo
Constante
Diâmetro
Largura
Ângulo do Plugue.Ângulo do plugue
Diâmetro.Diâmetro
Largura . Largura
Ângulo do Plugue.Ângulo do plugue
Diâmetro.Largura
Diâmetro.Ângulo do Plugue
Largura.Ângulo do Plugue
S = 8.815
Coef
6.000
-2.250
-7.750
7.000
0.375
8.375
1.875
6.250
-0.250
2.750
R-Sq = 77.8%
SE Coef
5.089
3.116
3.116
3.116
4.587
4.587
4.587
4.407
4.407
4.407
T
1.179
-0.722
-2.487
2.246
0.082
1.826
0.409
1.418
-0.057
0.624
P
0.291
0.503
0.055
0.075
0.938
0.127
0.700
0.215
0.957
0.560
R-Sq(adj) = 38.0%
Tabela 3.19 – Análise de Variância para a Rejeição com Coeficientes Codificados.
DMAIC – Capítulo 3
Fonte
Regressão
Linear
Quadrático
Interacão
Erro Residual
Falta de Ajuste
Erro Puro
Total
56
DF
9
3
3
3
5
3
2
14
Seq SS Adj SS Adj MS
1364.830 1364.833 151.648
913.000 913.000 304.333
265.080 265.083 88.361
186.750 186.750 62.250
388.500 388.500 77.700
388.500 388.500 129.500
0.000
0.000
0.000
1753.330
F
1.950
3.920
1.140
0.800
P
0.239
0.088
0.419
0.544
Tabela 3.20 – Análise de Variância para Rejeição.
Além das tabelas com resultados do experimento, o Minitab forneceu os gráficos
através dos quais a superfície de resposta para as variáveis de entrada no processo (ângulo do
flange, diâmetro do plugue e largura do flange) pôde ser analisada em relação à variável de
saída (rejeição). Pode-se então verificar quais foram os fatores e combinações que mais
influenciaram a rejeição de latas para o cliente.
A figura 3.15 mostra que a rejeição diminui à medida que o ângulo do flange assume
valor negativo e a largura de flange aumenta.
Figura 3.15 – RSM: Ângulo do Flange x Largura do Flange para Rejeição.
A figura 3.16 mostra que, quando o diâmetro do plugue aumenta, a rejeição diminui; e
que a variação da rejeição no ângulo do flange é maior em relação à variação do diâmetro do
plugue, indicando que o ângulo do flange tem maior influência sobre a rejeição.
DMAIC – Capítulo 3
57
Figura 3.16 – RSM: Diâmetro do Plugue x Largura do Flange para Rejeição.
Na figura 3.17, verifica-se que a menor rejeição ocorre quando o ângulo do flange tem
valor -1 e o diâmetro do plugue é menor, este porém com menor influência sobre a rejeição.
Figura 3.17 – RSM: Diâmetro do Plugue x Ângulo do Flange para Rejeição.
O Diâmetro do Plugue não influenciou no aumento de rejeição, pela análise de
regressão o índice descritivo (p value) é 47,4%; portanto, devemos rejeitar a hipótese de
DMAIC – Capítulo 3
58
correlação com a rejeição. No entanto, a largura de Flange e o Ângulo do Flange tem forte
correlação com a rejeição, pois verifica-se que p é 3,2 e 4,8%, respectivamente.
A figura 3.18 mostra os valores otimizados das variáveis, diâmetro do plugue, largura
de flange e ângulo de flange.
Figura 3.18 – RSM: Otimização das Variáveis de Entrada.
Conforme figura 3.18, a menor rejeição deve ocorrer quando:
x1 = Diâmetro do Plugue = 52,3891 mm
x2 = Largura de Flange = 2,1046 mm
x3 = Ângulo do Flange = -1º
Se substituirmos os valores de x1, x2 e x3 na equação 3.25 da página 52, utilizando os
valores de coeficientes de regressão da tabela 3.21, a resposta y (nº de latas rejeitadas) será
zero, comprovando assim que os parâmetros dimensionais para diâmetro de plugue, largura de
flange e ângulo de flange são otimizados:
Coeficiente
b0
b1
b2
b3
b12
b13
b23
b11
b22
b33
Valor Numérico
134037.000
-4428.200
-16701.500
107.213
36.044
203.232
1.875
301.845
-2.451
13.547
Tabela 3.21 – Coeficiente de Regressão não Codificados.
DMAIC – Capítulo 3
59
Assim:
y = b0 +b1.x1 + b2.x2 + b3.x3 +b12.x1.x2 + b13.x1.x3 + b23.x2.x3 + b11.x1² + b22.x2² + b33.x3² =>
y = 134037 + (-4428,2.x1)+(-16701,5.x2)+107,213.x3 +36,044.x1.x2 +203,23252,3891.x1.x3 +
1,875.x2.x3 + 301,845.x1² + (-2,451.x2²) + 13,547.x3² =>
y = 134037 + (-4428,2. 52,3891)+(-16701,5. 2,1046)+107,213.x3 +36,044. 52,3891. 2,1046
+203,23252,3891. 52,3891.(-1) + 1,875. 2,1046.(-1) + 301,845. 52,3891²
+ (-2,451.
2,1046²) + 13,547.(-1)² =>
y=0
3.5 Fase Controlar
Nesta fase são implementados diversos mecanismos para monitorar continuamente as
variáveis X’s que influenciam diretamente nos CTQs, mantendo desempenho do processo
estável. Entre as técnicas adotadas, destaca-se o controle estatístico do processo(CEP) (Hoerl,
2001), através do mesmo tem-se vários métodos para monitorar a qualidade de um processo
de produção. Entretanto, uma vez que um processo está sob controle é necessário manter o
desempenho do processo também a longo prazo com as exigências de engenharia. A maioria
dos procedimentos e os índices utilizados, foram introduzidos nos Estados Unidos
primeiramente pela Ford Motor Company (Kane, 1986).
3.5.1 Controle Estatístico do Processo
Em todos os processos de produção, há necessidade de monitoramento dos produtos
através de suas especificações. Há duas anomalias da qualidade do produto: (1) desvios das
especificações da média, e (2) variabilidade excessiva em torno das especificações. Durante
os estágios mais adiantados de se controlar o processo de produção, as experiências projetadas
são usadas freqüentemente para otimizar estas características da qualidade; os métodos
fornecidos no controle de qualidade são procedimentos para controle do monitoramento de
um processo de produção ( Shirland, 1993):
•
Capabilidade Potencial (Cp) - Este é o indicador mais simples e o mais direto da
potencialidade do processo. É definido como a relação da escala da especificação à escala
do processo; usando limites do sigma do ± 3σ:
Cp = (LSC-LIC)/6σ
(3.26)
DMAIC – Capítulo 3
60
Esta relação expressa a proporção da escala da curva normal que cai dentro dos limites da
especificação da engenharia.
Bhote (1988) relata o uso difundido de técnicas estatísticas do controle de qualidade
(antes de 1980), a qualidade normal de processos de manufatura dos Estados Unidos era
aproximadamente Cp = 0,67. Após 1988, somente 30% de processos dos Estados Unidos
estavam abaixo deste nível de qualidade. Na indústria de manufatura japonesa de 1980,
adotou-se como padrão Cp = 1,33. A potencialidade processo requerida para manufaturar
produtos é geralmente mais elevada do que esta; Minolta (Apud Bhote 1998, p.53)
estabeleceu um índice do Cp de 2,0 como seu padrão mínimo para seus fornecedores, pois
quando maior o Cp, indica menor variabilidade no processo e conseqüentemente menores
custos.
•
Processo não Centralizado Demonstração Excelente(Cpk): Um dos principais
defeitos do índice Cp é que pode dar informação errônea se o processo não estiver no
alvo. Primeiramente, os índices potenciais superiores e mais baixos da potencialidade
podem ser calculados para refletir o desvio da média observada no processo limites
presumidos de ± 3σ dos limites de controles superiores e inferiores. Obviamente, se
estes valores não forem idênticos, o processo não é centrado. A correção (k) para
corrigir o Cp para os efeitos de não centralizados, é dada pela seguinte expressão:
K=⏐(D - )⏐1/2
(3.27)
Onde
D = (LSC+LIC)/2.
(3.28)
Este fator da correção expressa a não centralização (especificação do alvo menos a
média) relativo à escala da especificação. Pode-se ajustar o Cp para o efeito:
Cpk = (1-k).Cp
(3.29)
Se o processo for centrado perfeitamente, k é igual a zero, e Cpk é igual ao Cp.
•
Capabilidade Potencial II (Cpm): Uma modificação recente (Chan, Cheng, e Spiring,
1988) ao Cp é dirigida em ajustar a estimativa do sigma para o efeito de não centralização
(aleatório). Especificamente, pode-se calcular o sigma alternativo (σ2) como:
σ2 = { (xi - TS)2/(n-1)}½
onde:
(3.30)
DMAIC – Capítulo 3
61
σ2 = estimativa alternativa do sigma
xi = valor da amostra
TS = são o alvo ou a especificação nominal
n = é o número das observações na amostra
Para a curva normal padrão, estes limites (z1 = -3σ e z2 = +3σ) traduzem o percentil
de 0,135 com 99,865%. No caso da distribuição não normal, os limites de “σ” bem como
as médias (zm = 0,0) podem ser substituídos pelos valores padrões correspondentes, dados
os mesmos percentis sob a curva não normal (Kane, 1986).
3.5.2 Cartas de Controle
As cartas de controle são úteis para seguir a estatística do processo ao longo do tempo
e detectar a presença de causas especiais. Uma causa especial resulta na variação que pode ser
detectada e controlada. A variação devido a causa comum é a variação que é inerente ao
processo, pois um processo está sob controle quando há somente causas comuns. As cartas de
controle por variáveis, controlam estatisticamente dados de medidas dos lotes de produção,
tais como o comprimento, a pressão, etc. As cartas do controle por atributos traçam dados da
contagem, tais como o número dos defeitos ou de unidades defeituosas (AIAG, 1995b).
As carta de controle mais utilizadas nos processos de fabricação são a carta X R e
Média das Amostras
X S, na figura 3.19 tem-se um exemplo de uma carta X R:
LSC=602,4
602
601
Média=600,2
600
599
LIC=598,1
598
Subgrupo
Amplitude das Amostras
1
1
603
0
10
9
8
7
6
5
4
3
2
1
0
20
LSC=7,866
R=3,72
LIC=0
Figura 3.19 – Carta de Controle X R.
DMAIC – Capítulo 3
62
Em ambas, a linha central horizontal representa as amostras diferentes; a linha central
vertical para a carta de X R representam as médias para a característica de interesse; a linha
central vertical para a carta de R (amplitude) representa as escalas. A linha central na carta da
X R representa o tamanho padrão desejado, enquanto que a linha central na carta de R
representa a escala aceitável; assim, esta última carta é uma carta da variabilidade do
processo. Além da linha central, uma carta típica inclui duas linhas horizontais adicionais para
representar os limites de controle superiores e inferiores (AIAG, 1995b).
Os tipos de cartas são classificados freqüentemente de acordo com o tipo de característica
da qualidade que são supostos para monitorar: cartas para variáveis e cartas do controle para
atributos. Especificamente, as seguintes cartas são construídas geralmente para variáveis
controlando (AIAG, 1995b):
•
Carta X R – Nesta carta as médias da amostra são traçados a fim controlar o valor médio
de uma variável (por exemplo, tamanho de anéis de pistão, de força dos materiais, etc.).
•
Carta R – Nesta carta, as escalas da amostra são traçadas a fim controlar a variabilidade
de uma variável.
•
Carta S – Nesta carta, os desvios padrão da amostra são traçados a fim controlar a
variabilidade de uma variável.
•
Carta S2 – Nesta carta, as variações da amostra são traçadas a fim controlar a
variabilidade de uma variável.
Para as características controlando da qualidade que representam atributos do produto, as
seguintes cartas são construídas (Kane, 1986):
•
Carta C – Nesta carta, traça-se o número dos defeitos (por grupo, por dia e por máquina,
por 100 pés da tubulação, etc.). Esta carta supõe que os defeitos do atributo da qualidade
são raros, e os limites de controle nesta carta são computados baseados na distribuição de
Poisson (distribuição de eventos raros).
•
Carta U – Nesta carta, traça-se a taxa dos defeitos, isto é, o número dos defeitos
divididos pelo número das unidades inspecionadas. Ao contrário da carta de C, esta carta
não requer um número constante das unidades, e pode ser usada por exemplo, quando os
grupos (amostras) são de tamanhos diferentes.
•
Carta Np – Nesta carta, traça-se o número dos defeitos (por o grupo, por o dia, por a
máquina) como na carta de C. Entretanto, os limites de controle nesta carta não são
DMAIC – Capítulo 3
baseados
63
na
distribuição
de
eventos
raros,
mas
na
distribuição
binomial.
Conseqüentemente, esta carta deve ser usada se a ocorrência dos defeitos não for rara (por
exemplo, ocorrem mais em de 5% das unidades inspecionadas). Por exemplo, pode-se
usar esta carta controlar o número das unidades produzidas com falhas menores.
•
Carta P – Nesta carta, traça-se a porcentagem dos defeitos (por o grupo, por o dia, por a
máquina, etc..) como na carta U. Entretanto, os limites de controle nesta carta não são
baseados na distribuição de eventos raros mas na distribuição binomial (das proporções).
Conseqüentemente, esta carta é a mais aplicável às situações onde a ocorrência dos
defeitos não é rara (por exemplo, espera-se a porcentagem dos defeitos ser maior que 5%
do número total das unidades produzidas).
3.5.4 CEP das Variáveis Otimizadas
O processo foi ajustado para que as variáveis diâmetro do plugue, largura do flange e
ângulo do Flange, que foram otimizadas através da RSM Box-Behken, mantivesse o mais
próximo do valor otimizado, conforme figura 3.18 da página 58. Na tabela 3.22, tem-se os
dados do monitoramento, onde diâmetro do plugue e largura do flange são medidas em
milímetro e o ângulo do flange é dado em grau.
H o ra
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
D iâm etr o d o P lug ue
1 º d ia 2 º d ia 3 º d ia
5 2 .3 7 6
5 2 .3 7 6
5 2 .4 2 2
5 2 .4 0 5
5 2 .3 6 6
5 2 .3 5 7
5 2 .3 9 3
5 2 .3 7 2
5 2 .3 9 4
5 2 .3 9 4
5 2 .3 9 9
5 2 .3 8 9
5 2 .3 7 9
5 2 .3 8 8
5 2 .4 1 7
5 2 .3 6 5
5 2 .3 7 4
5 2 .3 7 3
5 2 .3 8 1
5 2 .4 2 8
5 2 .3 9 9
5 2 .3 8 0
5 2 .4 1 3
5 2 .4 1 7
5 2 .3 4 5
5 2 .3 9 6
5 2 .4 1 9
5 2 .3 7 4
5 2 .3 7 4
5 2 .4 2 4
5 2 .4 1 7
5 2 .4 1 0
5 2 .3 8 5
5 2 .3 9 8
5 2 .3 7 9
5 2 .4 0 7
5 2 .4 0 3
5 2 .3 6 9
5 2 .4 0 6
5 2 .3 8 0
5 2 .3 6 6
5 2 .3 9 8
5 2 .3 8 4
5 2 .3 7 1
5 2 .3 7 0
5 2 .3 9 8
5 2 .4 1 7
5 2 .4 3 1
5 2 .4 0 2
5 2 .3 7 9
5 2 .3 9 6
5 2 .3 9 2
5 2 .3 9 7
5 2 .3 8 9
5 2 .4 0 2
5 2 .3 8 4
5 2 .3 9 3
5 2 .3 7 2
5 2 .3 7 9
5 2 .3 8 5
5 2 .3 6 4
5 2 .3 9 4
5 2 .3 7 9
5 2 .3 9 0
5 2 .3 9 9
5 2 .4 4 3
5 2 .3 8 1
5 2 .4 0 4
5 2 .3 9 7
5 2 .3 8 3
5 2 .4 2 5
5 2 .3 8 9
L a rg ura d o F lang e
1 º d ia 2 º d ia 3 º d ia
2 .1 3 3
2 .0 9 7
2 .1 2 6
2 .1 0 8
2 .0 8 9
2 .1 0 8
2 .0 6 4
2 .0 8 7
2 .1 2 0
2 .0 6 8
2 .0 8 4
2 .1 5 5
2 .1 2 6
2 .0 9 3
2 .1 3 4
2 .0 8 6
2 .1 1 1
2 .0 7 7
2 .1 0 2
2 .1 0 8
2 .1 3 3
2 .0 9 0
2 .0 5 2
2 .0 9 4
2 .0 7 6
2 .1 3 1
2 .1 3 9
2 .1 1 7
2 .1 4 1
2 .1 3 2
2 .1 1 2
2 .1 1 2
2 .1 1 3
2 .1 2 0
2 .1 3 6
2 .1 4 3
2 .1 1 5
2 .1 4 6
2 .0 8 5
2 .0 2 4
2 .1 0 6
2 .1 5 7
2 .0 7 7
2 .1 2 5
2 .1 1 0
2 .0 7 6
2 .1 2 5
2 .0 9 6
2 .1 5 0
2 .1 2 3
2 .0 9 0
2 .0 7 8
2 .1 1 3
2 .1 1 9
2 .1 2 3
2 .0 8 9
2 .1 1 3
2 .1 3 9
2 .1 0 5
2 .0 9 1
2 .0 6 5
2 .0 9 5
2 .0 8 7
2 .1 0 0
2 .1 0 4
2 .0 9 5
2 .0 9 6
2 .1 2 1
2 .0 9 1
2 .0 8 3
2 .0 9 3
2 .1 1 1
 ng u lo d o F lang e
1 º d ia 2 º d ia 3 º d ia
-0 .8 4
-0 .7 9
-1 .2 6
-0 .5 9
-1 .1 7
-0 .7 5
-1 .1 4
-0 .8 9
-0 .8 6
-0 .9 7
-1 .2 7
-0 .7 9
-0 .8 8
-1 .1 3
-0 .8 9
-1 .1 1
-1 .4 7
-1 .0 2
-0 .9 9
-0 .6 1
-0 .9 6
-0 .9 6
-0 .8 3
-0 .8 9
-0 .9 1
-1 .0 0
-1 .2 5
-1 .0 2
-1 .1 8
-0 .9 0
-1 .1 4
-0 .4 4
-0 .5 8
-0 .7 7
-1 .0 3
-0 .8 7
-0 .9 9
-0 .7 0
-1 .1 6
-0 .9 7
-1 .0 4
-1 .4 8
-0 .9 5
-1 .3 6
-1 .4 5
-0 .9 1
-0 .9 7
-0 .9 4
Tabela 3.22 – Dados de Medição das Variáveis Otimizadas.
-0 .7 6
-1 .0 2
-0 .9 2
-1 .3 6
-1 .1 2
-1 .1 4
-1 .1 8
-1 .1 0
-1 .3 9
-0 .8 6
-1 .3 5
-1 .0 7
-1 .0 5
-1 .2 2
-0 .9 8
-1 .2 0
-0 .9 3
-1 .3 0
-1 .1 8
-1 .2 6
-1 .1 5
-0 .7 5
-1 .0 5
-1 .3 8
DMAIC – Capítulo 3
64
Os dados da tabela 3.22 foram levados no Minitab e obteve-se as carta de controle e
histograma com índice de capabilidade, em todos: Cp >1.33, conforme mostras as figuras:
3.20; 3.21; 3.22; 3.23; 3.24 e 3.25.
LSC=52,43
Amplitude das Amostras
Média das Amostras
52,44
52,43
52,42
52,41
52,40
52,39
52,38
52,37
52,36
52,35
52,34
Subgrupo
Média=52,39
LCL=52,35
0
10
20
30
40
0,08
0,07
0,06
0,05
0,04
0,03
0,02
0,01
0,00
LSC=0,069
R=0,021
LIC=0
Figura 3.20 – Carta de Controle do Diâmetro do Plugue.
LIE
Process Data
USL
Alvo
52,490
LSL
52,299
Média
Nº de Amostras
52,392
LSE
52,389
Desvio Padrão
72
0,0187
Capabilidade
Cp
Cpk
1,69
1,64
52,30
52,35
52,40
52,45
Figura 3.21– Histograma do Diâmetro do Plugue.
52,50
DMAIC – Capítulo 3
65
UCL=2,158
Sample Mean
2,15
Mean=2,106
2,10
LCL=2,054
2,05
Subgroup
0
10
20
30
40
0,10
Sample Range
UCL=0,09085
0,05
R=0,02781
0,00
LCL=0
Figura 3.22 – Carta de Controle da Largura do Flange.
LSL
Process Data
LSE
2,228
Alvo
LIE
2,105
1,985
Média
2,106
Número de Amostras
Desvio Padrão
USL
72
0,0248
Capabilidade
Cp
Cpk
1,61
1,60
2,00
2,05
2,10
2,15
Figura 3.23 – Histograma da Largura do Flange.
2,20
2,25
Média das Amostras
DMAIC – Capítulo 3
-0,5
LSC=-0,50
-1,0
Média=-1,02
-1,5
LIC=-1,55
Subgrupo
Amplitude das Amostras
66
0
10
20
30
40
1,0
LSC=0,91
0,5
R=0,28
LIC=0
0,0
Figura 3.24 – Carta de Controle da Ângulo do Flange.
LIE
Dados do Processo
LSC
Alvo
LIC
Média
Nº de Amostras
Desv io Padrão
LSE
0,00
-1,00
-2,00
-1,02
72
0,2228
Capabilidade
Cp
Cpk
1,50
1,46
-2,0
-1,5
-1,0
-0,5
0,0
Figura 3.25 – Histograma da Ângulo do Flange.
Obedecendo aos valores otimizados das variáveis de entrada do projeto de
experimento utilizado, e controlando o processo através das cartas de controle, foi produzido
novo lote de latas. Ao serem testadas novamente as latas na linha do cliente, a rejeição caiu de
0,80 para 0,17%, ou seja 1700 ppm, o que eqüivale a um nível sigma aproximado de 4,46 de
acordo com a tabela 3.4 da página 21.
Conclusões – Capítulo 4
4.
67
CONCLUSÕES
4.1 Análise dos Resultados
Através do projeto 6 Sigma pode-se estabelecer novos controles para o processo de
fabricação, quebrando-se um paradigma que existia desde quando o equipamento “flangeador
2” entrou em operação, ou seja, a variável controlada com maior rigor sempre foi o diâmetro
do plugue; nenhuma importância era dada à largura de flange e ângulo do flange. Com o
controle também mais rigoroso desta variável em torno dos valores otimizados, produziu-se
produtos com melhores níveis de qualidade.
Este trabalho apresentou uma solução simples para resolver problemas de reclamação
de produtos acabados por parte do cliente de latas de alumínio. Foi proposta a utilização do
projeto de experimento, através da RSM para otimização das variáveis de entrada. A redução
de custo foi da ordem de 6% do faturamento da empresa.
O trabalho teve como objetivo utilizar a metodologia 6 Sigma, mostrando um exemplo
prático de aplicação da mesma. As variáveis de entrada no processo para o projeto de
experimento tiveram seus valores otimizados, possibilitando à empresa antecipar futuros
problemas com o cliente.
Com base no exposto acima, pode-se concluir que o objetivo geral do trabalho foi
atingido. Com relação aos objetivos secundários, várias constatações podem atestar o alcance
dos mesmos. Elas estão relacionadas a seguir:
•
A metodologia 6 Sigma foi utilizada seguindo-se o roadmap conforme o trabalho de
Rasis, Gitlow e Popovich, através da qual pode-se otimizar as variáveis de controle do
processo de fabricação;
•
O modelo de projeto de experimentos apresentado na fase Improve do DMAIC pode
ser facilmente aplicado em outras indústrias;
•
Os novos parâmetros de processo fornecido à indústria de latas de alumínio trouxeram
resultados satisfatórios.
4.2 Limitações do Trabalho
Existem algumas limitações nesta pesquisa que podem ser eliminadas em futuros
trabalhos:
•
A metodologia 6 Sigma foi aplicada parcialmente com utilização de algumas ferramentas;
Conclusões – Capítulo 4
•
68
Poderia ser feito outro DOE–RSM com os resultados obtidos na primeira rodada do
experimento, utilizando valores próximos ao ponto ótimo, pois os valores adotados através
desta rodada poderia não ser ideais, sendo assim deve-se confirmar os valores com mais
uma rodada de experimento, evitando assim assumir riscos. No entanto,
tornou-se
inviável, neste trabalho, devido ao alto custo de equipamento parado para execução dos
ensaios (set up). Sugiro que em novas aplicações da metodologia 6 Sigma seja calculado o
retorno financeiro no escopo do trabalho prevendo custo/ benefício do set up versus
processo otimizado.
4.3 Principais Dificuldades
As principais dificuldades encontradas para elaboração deste trabalho foram:
•
Poucos trabalhos acadêmicos nacionais que abrangem a metodologia 6 Sigma;
•
Alto custo para obtenção de artigos sobre 6 Sigma e RSM, por exemplo Box-Behnken um
artigo de 1960.
•
A oportunidades de experimentação na indústria é rara devido a urgência em se cumprir o
cronograma de produção;
4.4 Recomendações a Trabalhos Futuros
Este trabalho utilizou a metodologia 6 Sigma, porém de maneira resumida. A
exploração da metodologia 6 Sigma teve seu auge somente na fase Improve do DMAIC, onde
foi utilizado o projeto de experimento para otimização das variáveis de entrada no processo.
Assim, deve-se pesquisar de maneira mais intensa por meio do programa 6 Sigma, ou seja,
que se faça utilização de mais ferramentas contribuindo para melhoria da qualidade dos
produtos de fabricação nacional.
Anexos
69
ANEXO A – O processo de fabricação de latas de alumínio
As latas possuem estrutura que lhes confere grande resistência antes, durante e após
o envase. São formadas por duas peças básicas: corpo e tampa. Devido às suas características
geométricas, o fundo da lata se encaixa perfeitamente à tampa de uma outra lata, o que
propicia a um empilhamento perfeito no ponto de venda. A impressão do rótulo pode ser
feita em até oito cores, dependendo da solicitação do cliente. Com isso, o aspecto visual da
lata ganha destaque, atraindo a atenção do consumidor. A tampa de abertura Stay-on-Tab, de
fácil manuseio, e que retém o anel — reduzindo a poluição ambiental — é chamada de
ecológica (Morgan 1985).
No processo de fabricação, o alumínio, sob forma de grandes bobinas, é desenrolado
no desbobinador, que possui dois mandris, um para trabalho contínuo e outro para espera,
fazendo com que o set-up seja o mais reduzido possível (figura A1, 1). A prensa de copos
corta a chapa, pré-lubrificada no lubrificador em diversos discos, dando-lhes,
simultaneamente, a forma do copo (figura A1, 2). Os copos seguem para a prensa de latas,
onde suas paredes externas, sob grande pressão, vão diminuir de espessura e serão estiradas
para formar o corpo da lata (figura A1, 3). Na saída da prensa, as bordas superiores são
aparadas no aparador para que todas as latas fiquem da mesma altura (figura A1, 4). As latas
passam por seis banhos consecutivos na Lavadora, onde são retirados os resíduos de
orgânicos e inorgânicos; depois passam por um forno de secagem, o que garante sua total
assepsia e esterilização (figura A1,5). Após a lavagem, as latas recebem uma camada de tinta
branca (impressora de cobertura básica) como preparação para a litografia (figura A1, 6) e
logo depois são secas por um forno de corrente pinada , cujos componentes são chamados de
forno de pinos (figura A1, 7). Os rótulos são gerados em flexografia na impressora e podem
receber até seis cores simultaneamente (figura A1, 8). Após a litografia, as latas recebem
verniz no fundo pela envernizadora de fundo para reduzir o atrito nos transportadores da
envasadora e são secas novamente, por outro forno de pinos (figuras A1, 9 e A1, 10,
respectivamente). O interior das latas recebe um verniz especial que vai formar uma camada
de proteção extra (figura A.11); as latas seguem, então, para o forno de secagem do
revestimento aplicado (figura A1, 12). A última etapa de fabricação é a moldagem do
pescoço e do perfil da borda para o encaixe da tampa (figura A1, 13), que é realizada
sucessivamente no flangeadores 01 e 02; antes de ter moldado o pescoço, a lata recebe uma
camada de cera ou óleo mineral pelo aplicador de óleo . O pescoço da lata, além de lhe
conceder uma maior resistência de coluna, reduz o diâmetro da boca, o que permite o uso de
uma tampa menor, diminuindo o custo da embalagem. Depois de pronta, a lata passa pelo
Anexos
70
primeiro controle de qualidade, que é executado através de um teste de luz de alta
intensidade e câmara de vídeo (inspeção automática interna e externa respectivamente) que é
capaz de detectar qualquer eventual defeito na lata (figura A1,14). Finalmente, as latas são
paletizadas na paletizadora (figura A1, 15) para armazenagem e transporte De cada lote
produzido são retiradas amostras para o controle estatístico de qualidade(CEQ), (Turney,
1998).
As latas de alumínio têm muitas vantagens competitivas: ocupam menor espaço para
armazenamento; gastam menos energia para resfriamento por terem maior condutividade
térmica; têm o menor custo de transporte; maior giro de estoque e são 100% recicláveis.
Figura A1 – Etapas do Processo de Fabricação de Latas.
A figura A2 dá uma visão geral do processo de fabricação da lata, onde os itens
identificados são (Turney, 1998):
Anexos
71
¾ 1 – Desbobinador;
¾ 1b – Lubrificador;
¾ 2 – Prensa de Copos;
¾ 3 – Prensa de Latas;
¾ 4 – Aparador de Latas;
¾ 5 – Lavadora;
¾ 6 – Envernizadora de Cobertura;
¾ 7 – Forno de Pinos 01;
¾ 8 – Impressora;
¾ 9 – Envernizadora de Fundo;
¾ 10 – Forno de Pinos 02;
¾ 11 – Forno de Esteira;
¾ 12 – Forno de Esteira;
¾ 13a – Aplicadora de Óleo;
¾ 13b – Flangeador 01;
¾ 13c – Flangeador 02;
¾ 14a – Inspeção Automática Interna;
¾ 14b – Inspeção Automática Externa;
¾ 15 – Paletizafora;
¾ X – Reformador de fundo.
Figura A2 – Planta Interna de uma Fábrica de Latas.
Anexos
72
ANEXO B – A Latasa
A Latasa é a empresa líder na produção e comercialização de embalagens metálicas
para bebidas no Brasil, Argentina e Chile. Com capacidade anual de produção de 8 bilhões/
lata por ano.
A Latasa iniciou suas operações comerciais no Brasil no ano de 1990, através da
instalação da primeira fábrica da empresa, localizada no município de Pouso Alegre, Minas
Gerais. A partir daí, a Latasa levou adiante um agressivo processo de expansão de sua
capacidade instalada, abrindo cinco novas fábricas no período de sete anos.
Depois da unidade de Pouso Alegre, MG (Janeiro de 1990), foram construídas as
fábricas de Santa Cruz, RJ (Janeiro de 1995); duas novas fábricas na América Latina, em
Santiago, Chile (setembro de 1995) e Buenos Aires, Argentina (novembro de 1995); em
Jacareí, SP (outubro de 1996) e Recife, PE (setembro de 1997).
No final de 1998, o mercado brasileiro já contava com mais quatro concorrentes,
contabilizando no total oito fábricas produtoras de latas. Destas fábricas, quatro pertencem à
Latasa, que, sozinha, é responsável pela produção de 55,2% das latas de alumínio consumidas
pelo mercado.
Além das quatro fábricas, a Latasa também possui um Centro de Reciclagem de latas
de alumínio, localizado em Pindamonhangaba, no interior de São Paulo. Neste Centro, as latas
de alumínio usadas são derretidas e transformadas em matéria-prima para a produção de
chapas de alumínio, com as quais serão produzidas novas latas, reiniciando o processo de
reciclagem.
Devido à crescente preferência do consumidor brasileiro por bebidas em lata, no final
de 1998, as latas de alumínio já ocupavam mais de 30% do mercado de cervejas e
refrigerantes (Martins, 2000).
Referências Bibliográficas
73
REFERÊNCIAS BIBLIOGRÁFICAS
AIAG (1995 a), Automotive Industry Action Group, Measurement Systems Analysis MSA)
Reference Manual, Chrysler Corporation, Ford Motor Company, General Motors Corporation,
Detroit Michigan.
AIAG (1995 b), Statical Process Control (SPC) Reference Manual, Chrysler Corporation, Ford
Motor Company, General Motors Corporation, Detroit Michigan.
AIAG (1995 c), Potential Failure Mode and Effects Analysis (FMEA) Reference
Chrysler Corporation, Ford Motor Company, General Motors Corporation,
Michigan.
Manual,
Detroit
BHOTE, K. R. (1988), World class quality. New York: AMA Membership Publications.
BLAKESLEE, J. A. (2000), Achieving Quantum Leaps in Quality and competitiveness:
Congress
Implementing Six Sigma Solution in Your Company, ASQ’ S 53rd Annual Quality.
Proceeding, pages 495-496.
BORROR, C. M. and MONTGOMERY, D. C. (2000), Evaluation of Statistical Design for
Experiments Involving Nois Variables Variables, Journal of Quality Technology, Vol. 34.
Issue 1.
BOX, G. E. P. and BEHNKEN, D. W. (1960), Some new Three level Design for the Study of
quantitative Variable, Tecnometrics, Vol. 1, pp. 445-476.
BOX, G. E. P. and DRAPER, N. R. (1987), Empirical Model Building and Response
Wiley, New York.
Surfaces,
BREYFOGLE, F. W. (1999), Implementing Six Sigma : Smarter Solutions Using Statistical
Methods, John Wiley & Sons, Inc Texas.
CARVALHO, M. M.(1997), QFD- Uma Ferramenta de Tomada de Decisão em Projeto.
Universidade Federal e Santa Catarina.
CHAN, L. K., CHENG, S. W., & SPIRING, F. (1988), A New Measure of Process Capability:
Cpm. Journal of Quality Technology, 20, 162-175.
COLE, D. A., MAXWELL, S. E., ARVEY, R., & SALAS, E. (1993), Multivariate Group
Comparisons of Variable Systems: MANOVA and Structural Equation Modeling.
Psychological Bulletin, 114, 174-184.
CORNELL, J. (1981), Experiments with Mixtures, 2nd, John Wiley & Sons Inc New York.
CORNELL, J. A. (1990a), How to Run mixture Experiments for Product Quality. Milwaukee,
Wisconsin: ASQC.
Referências Bibliográficas
74
CORTINA, J. M. and NOURI H. (2000), Effect Size for ANOVA Designs. Thousand Oaks, CA:
Sage Publications. Quantitative Applications in the Social Sciences series no. 129.
CUSTÓDIO, T. N., MORAIS, A. R. e MUNIZ J. A(2000), Superfície de Resposta em
Experimento com Parcelas Subdivididas. Ciências Agrotécnica, Lavras, v.24, n.4, p.1008.
DEMING, W. F. (1986). Out of Crisis’s, Massachusetts Institute of Technology, Cambridge,
MA.
GE (2001),General Electric Company, Annual Report 2001.
GIRDEN, E. R. (1992), ANOVA Repeated Measures. Thousand Oaks, CA: Sage Publications.
Quantitative Applications in the Social Sciences series no. 84.
GODFREY, A .B.(2000), A Carreira dos Faixas Pretas, Banas Qualidade, Maio 2000.
HAHN. G. J., HILL, W. J., J., HOERL., R. W. and ZIKGRAF, S. A (1999), The Impact of Six
Sigma Improvement: A Glimpse Into the Future of Statistics, The American Statician 53, pp.
1-8.
HALBLEIB, L. L. and CROWDER, S. V. (2001), Teaching Design of Experiments Using a Job
Aid and Minitab, Sandia National Laboratories. [on line, http//
www.minitab.com/
resources/whitepapers/crowder.htm; capturado em 05/01/2002].
HARRY, M. J. (1988). The Nature of 6 Sigma Quality, Rolling Meadows, IL: Motorola
University.
HARRY, M. J. (1994 a), The Vision of Six Sigma: Tools and Methods for Breakthrough Sigma.
Published Company, Phoenix, Arizona.
HARRY, M. J. (1998), A Breakthrough Strategy for Profitability, Quality Progress, May: 60-64.
HOERL, R. W. (2001), Six Sigma Black Belts: What Do They Need to Know? Journal of Quality
Technology Vol. 33, N.º 4.
HRADESK, J. L. (1988), Productivity & Quality Improvement: A Practical Guide to
Implementing Statistical Process Control, McGraw - Hill, Inc. New York.
JACKSON, S. and BRASHERS, D. E. (1994), Random Factors in ANOVA. Thousand Oaks, CA:
Sage Publications. Quantitative Applications in the Social Sciences series no. 98. Thorough
coverage of random effect models, including SAS and SPSS code.
KAHANE, L. H. (2001), Regression Basics. Thousand Oaks, CA: Sage Publications.
KANE, V. E. (1986), Process Capability Indices. Journal of Quality Technology, 18, 41-52.
KENDALL, M. and GIBBONS, J. D. (1990), Rank Correlation Methods, Fifth Edition. NY:
Oxford Univ Press; ISBN: 0195208374.
KOSELKA, R. (1996), The New Manta: MTV, Forbes, March 11, 1996, pp. 114- 118.
Referências Bibliográficas
75
LINDERMAN, K., SCHROEDER, R. G., ZAHEER, S. and CHOO, A., (2002), Six Sigma: a
goal-theoretic perspective, Journal of Operations Management, (21) 193-203.
MARTINS, J. C. (2000), Quem Somos.[on line, http://www.latasa.com.br/index1.htm;
capturado em 12/01/2001].
MASTRO, C. A. (1998), Using Six Sigma to Optimize a Continuous Chemical Process at
AlliedSignal Inc, North Carolina State University.
MILES, J. and SHEVLIN, M. (2001), Applying Regression and Correlation. Thousand Oaks,
CA: Sage Publications. Introductory text built around model-building.
MINITAB (2000), Minitab Statistical Software, Release 13.31 for Windows.
MONTGOMERY, D. C. (1997), Design and Analysis of Experiments, John Wiley &
Inc New York.
Sons,
MORGAN, E. (1985), Tinplate and Modern Canmaking Technology, Pergamon Press, Inc
Oxford.
PIEPEL, G. F. (1988), Programs for Generating Extreme Vertices and Centroids of Linearly
Constrained Experimental Regions. Journal of Quality Technology, 20, 125-139.
RAFFALDI, J. and RAMSIER, S. (2000), 5 Ways to Verify Your Gages, Quality OnLine, March
capturado em
2000.[on line, http//www.qualitymag.com/articles/2000/marc00/0300f2.asp;
07/12/2001].
RASIS, D., GITLOW, H. S. and POPOVICH, E. (2002), Paper Organizers International: A
Fictitious Six Sigma Green belt Case Study I and II, Quality Engineering, 2002- Vol. 15, N.º
2.
SCHMIDT, S. and CASE, K. (2001), Communicating Design of Experiments (DOE) to
Nonstatisticians, Air Academy Associates and Oklahoma State University.[on line,
http//www.airacad.com/Papers/CommunicatingDOE.html; capturado em 10/01/2002].
SCHMIDT, S. R. and LAUNSBY, R. G. (1997), Understanding Industrial Designed
Experiments, Air Academy Press, Colorado Spring, CO.
SCHMIDT, S. R., KIEMELE. M.J., BERDINE, R. J. (1997), Knowledge Based Management.
Air Associates Press & Academy, Colorado Spring.
SHIRLAND, L. E. (1993), Statistical quality control with microcomputer applications. New
York: Wiley
SIGNOR, M. C. (2000), The Failure Analysis Matrix: A Usable Model for Ranking Solutions to
Failure in Information Systems, School of Computer and Information
Sciences Nova
Southeastern University, USA.
Referências Bibliográficas
76
SNEE, R. D. (2000), Six Sigma Improved Both Statistical Training and Process, Quality Progress
33(10), pp. 68-72.
TURNER, J. R. and THAYER, J. (2001), Introduction to Analysis of Variance. Thousand Oaks,
CA: Sage Publications. Focus on explaining different types of designs.
TURNEY, T. A. (1998), Canmaking: the Technology of Metal Protection and
Blankie Academic & Professional, Inc London.
Decoration,
WERKEMA, M. C. C. (2000), Avaliação da Qualidade de Medidas, Editora de
Desenvolvimento Gerencial, MG.
Download