CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE MINAS GERAIS
CAMPUS TIMÓTEO
Processos Industriais - Módulo Aço
O processo do alto-forno e a produção de aço
Prof. Armin Isenmann
1. O Ferro e suas ligas
1.1.
História do ferro
Ferro se conhece há 6000 anos, quando foi descoberto em meteoritos. Desde 3000 ante Cristo o ferro foi produzido
pelo homem, por aquecimento de minérios junto ao carvão da lenha - semelhante ao processo moderno de hoje.
A produção mundial de ferro e aço hoje é superior a 1000 milhões de toneladas por ano, desta forma o Fe
representa o mais importante metal de uso técnico.
1.2.
Propriedades físicas e químicas do ferro
Ferro quimicamente puro é um metal de aparência prateada, é relativamente mole e dúctil e de considerável
reatividade química. Por exemplo, é facilmente oxidado a Fe2+: ε0(a pH 0)= -0,4 V; ε0(a pH 14)= -0,88V). Sua
densidade é de 7,873 g⋅cm-3, ele existe em três modificações sólidas, funde a 1539 °C e ferve a 3070 °C.
Fe-α
(ccc)
906 °C
Fe-γ
(cfc)
1401 °C
Fe-δ
(ccc)
1539 °C
Fe fundido
O ferro-α, igual ao Ni e Co, é ferromagnético. Sua temperatura de Curie é de 768 °C, acima da qual perde o
ferromagnetismo, ficando apenas o paramagnetismo. O magnetismo de ferro puro se perde após retirar o campo
magnético externo. Certas ligas do ferro, porém, mantêm uma polarização permanente. Isto vale, por exemplo, para
o aço onde se tem uma liga com carbono e outros metais. Antigamente, acreditava-se na formação de uma outra
forma cristalina ("Fe-β") logo acima de 768 °C, mas não: o Fe continua na modificação α até 906 °C.
O ferro dispõe do núcleo mais estável de todos os elementos. Isto explica, em partes, a abundância deste elemento
no universo. Toda a matéria do universo tem a tendência de converter-se em ferro e níquel, por serem os elementos
aproximadamente no meio de todos os elementos estáveis. Isso acontece ou por fusão dos núcleos mais leves, ou
57
por cisão dos núcleos mais pesados. O ferro natural consiste dos isótopos 2654 Fe (5,8%), 2656 Fe (91,7%), 26
Fe (2,2%)
e
58
26
Fe (0,3%).
1.3.
O uso do ferro
O ferro quimicamente puro tem relativamente pouca importância técnica, enquanto as ligas com carbono são
bastante espalhadas na indústria, na construção civil, automobilística, etc.
Os tipos mais importantes destas ligas são (para a discussão mais aprofundada das ligas Fe-C, ver p. 14):
1
Ferro fundido cinzento: contém segregações de grafita; é de dureza média, quebradiço, não amolece aos
poucos, portanto não é possível transformá-lo por forjamento ou soldagem. É usado em artigos baratos de
pequenas dimensões (ferragens, guarnições, peças decorativas,... tudo produzido por moldagem simples).
Ferro fundido branco: contém cementita; é bastante duro, não pode ser soldado ou forjado. É usado para
artigos de massa de elevada performance mecânica (martelos, chaves, parafusos, fundamentos...)
Os ferros fundidos contêm de 2 a 4% de C e servem para produzir peças em dimensões exatas (por exemplo:
torneiras, chapas de fogão, peças de máquinas...), via fundição.
Aço de ferramenta: contém 0,4 a 1,7% de C (para molas, ferramentas, facas, cabos de aço, trilhos de
trem,...) e é geralmente feito a partir do ferro fundido branco.
Aço doce: contém < 0,4% de C, usado na construção civil e para carrocerias de carros (latas, chapas finas,
pregos, fios de solda, tubos, vigas, aços de casco de navios, carrocerias...)
1.4.
Exemplos de ligas importantes
Geralmente usam-se aços com outros metais ou semi-metais que formam ligas com qualidades especiais. Os
materiais mais importantes contêm Ni, Cr e W. Também importantes são os elementos Si, Ti, P, V, Mo, Mn.
O níquel aumenta especialmente a tenacidade do aço. Uma peça com 25% de Ni pode ser esticada, sem romper,
até o dobro do seu comprimento. Um aço com 36% de Ni mostra a particularidade de quase não dilatar-se no calor.
Este "aço de invar" é, portanto, muito utilizado em instrumentos e ferramentas de precisão.
Cromo deixa o aço mais duro. Especialmente a combinação Fe - Ni - Cr se destaca por ser uma liga extremamente
dura e ao mesmo tempo tenaz. É utilizado para rodas da ferrovia, armas e tanques de guerra, eixos,...
O aço "V2A", por exemplo, contém 71% Fe, 20% Cr e 8% Ni, além de Si, C e Mn (0,2% cada). Destaca-se, além
de ser muito duro, por ter alta resistência química, em contato com ar, água salgada ou ácidos diluídos. Portanto é
muito usado em equipamentos da indústria química.
O aço "WT4" é um aço de invar com pouco cromo e tem o mesmo coeficiente de dilatação que vidro. Sendo assim,
pode ser usado na fabricação de lâmpadas, substituindo a mais cara platina, a ser fundido junto com o vidro.
Tipos de aço com teor elevado de tungstênio (por exemplo, 15-18% W, 2-5% Cr e 1-3% V) não amolecem mesmo ao ser aquecidos até ao rubro. Assim, servem como pontas de ferramentas do torno rápido. O molibdênio e
vanádio têm um efeito semelhante ao do tungstênio.
Aços com cobalto e W se destacam por ter qualidades magnéticas excelentes, então servem para ímãs
(permanentes) em motores elétricos. Exemplo: 50% Fe, 40% Co, 7% W, 2,5% Cr, 0,5% C.
Um conteúdo de 10 a 13% de silício aumenta bastante a resistência do aço contra ácidos. Assim servem para
equipamentos da indústria de química inorgânica. Além disso, são usados pela própria indústria siderúrgica,
grandes volumes de "ferrossilício", onde funciona como agente desoxidante do ferro gusa.
Especialmente desvantajosa, para a maioria das aplicações, é a presença de N em forma de nitretos de ferro
(exceção: nitretação superficial, para aumentar a dureza e resistência química), o enxofre em forma de sulfetos e o
hidrogênio em forma de hidretos de ferro. Esses elementos deixam o material demasiadamente quebradiço, já que
impedem uma boa aderência na beirada dos grãos metálicos.
2. Produção de ferro no alto-forno
2.1. Equipamento do alto-forno
Altura ~30 m.
Diâmetro interior: ~10 m (no local do anel de suporte)
Conteúdo: 500 a 800 m³
Operação ininterrupta (24 horas, durante 10 anos)
2
Produção: cerca de 1 milhão de toneladas de Fe por ano,
Consumo: 3,5.106 t de matéria prima sólida.
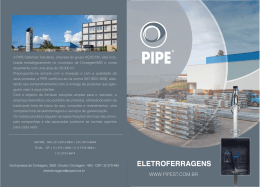
Fig. 1.
Estrutura do alto forno, junto às temperaturas operacionais.
O alto-forno é um processo de redução carbotérmica através do qual se produzem diversos metais, a partir dos
seus minérios oxídicos: além do Fe, isto são Mn, Cr, Sn, Pb e Zn. Por outro lado, este processo não serve para
produzir os metais Ta, Ti, V, Hf, Nb, Zr e Be, pois estes mostram afinidade elevada para o carbono e/ou
endotermia exagerada. Com estes óxidos formam-se exclusivamente os carbetos metálicos, em vez dos metais
livres. Também desvantajosos são quaisquer minérios de natureza sulfídica, pois os gases de escapamento têm
elevado impacto ao meio-ambiente, além de mostrar balanço energético desvantajoso da formação dos compostos
voláteis contendo enxofre. Isto são, em particular, os compostos CS2 e SO2, por sua vez bem menos estáveis do que
o CO2. Embora a redução do minério de ferro seja um processo endotérmico, a combustão do carvão libera energia
o suficiente para desidratar e aquecer o minério (na parte superior da cuba) e derreter o ferro gusa (na parte inferior
do alto-forno). O calor é excessivo, portanto o fundamento até a zona mais larga do forno (altura do anel de suporte
no qual se assenta a cuba), tem que ser resfriado por água circulando. A cuba mesmo, por outro lado, é apenas
resfriada por ar que posteriormente é injetado pré-aquecido, pelos bicos na altura da zona de fusão.
3
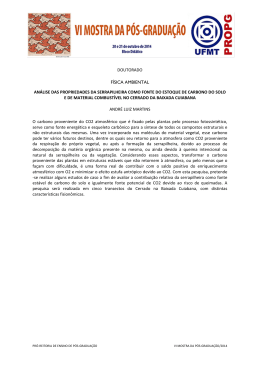
Fig. 2.
Esquema do alto forno junto aos meios de transporte de matérias primas e produtos.
O carregamento do alto-forno ocorre pela extremidade superior, via um sistema de eclusa em forma de cones
móveis. A carga geralmente forma camadas alternadas, coque e [minério misturado com aditivo],
aproximadamente nas proporções em peso de 1 a 2. Cada uma das camadas tem uma espessura de cerca de 50 cm.
Ascender um alto-forno é uma etapa demorada, complicada e cara: o forno cheio até cerca de 1/3 da sua altura
toda, contendo aproximadamente 4 camadas de coque / minério, é tratado com um chato de ar pré-aquecido a 1300
°C (!). Somente nessas condições o coque se abrasa. Após o estabelecimento das reações a cuba é cuidadosamente
completada pelas demais camadas de coque e [minério+aditivo].
Reagentes e produtos do alto-forno, em relação a uma tonelada de ferro gusa:
Reagentes: 2 t de minério; 1 t de coque; ½ t de aditivo; 5½ t de "vento".
Produtos: 1 t de gusa; 1 t de escória; 7 t de gases de escapamento.
2.2.
Discussão das reações na camada do coque (ou no carvão)
O carvão (coque) tem basicamente 4 funções no alto-forno, das quais as primeiras duas sejam discutidas em
detalhe a seguir:
4
1) sua combustão (= reação com oxigênio) fornece energia para as altas temperaturas, necessárias para as reações
e a fusão dos materiais sólidos (ferro e escória).
2) é a fonte do agente redutor principal, o monóxido de carbono, cujo papel é a liberação do ferro metal dos seus
óxidos.
3) Por manter as dimensões sob altas temperaturas, o coque (aplicado em britas de 5 a 10 cm de diâmetro)
estabiliza vazios ao longo de toda cuba. Estes pequenos canais são essenciais para deixar passar os gases
redutores e os gases de descarga.
4) O carbono é um elemento de liga que se incorpora no metal produzido ("ferro gusa"; ver discussão da
cementita na p. 10), desta maneira abaixa o ponto de fusão e modifica as propriedades mecânicas do produto.
Fonte de energia por combustão
Combustões:
Reações com umidade:
C + 0,5 O2 → CO + 110,6 kJ
CO + 0,5 O2 → CO2 + 283,2 kJ
C + O2 → CO2 + 393,8 kJ
131,4 kJ + C + H2O (g) → CO + H2
CO + H2O (g) → CO2 + H2 + 41,2 kJ
90,2 kJ + C + 2 H2O (g) → CO2 + 2 H2.
As combustões fornecem muita energia que levam o forno a mais de 1500 °C, perto dos bicos injetores de ar até
2300 °C. Logicamente, as combustões exotérmicas acontecem nas camadas do coque (ou carvão). Note que o calor
da combustão completa (2a reação) é muito mais alto do que da combustão incompleta. Explicação: para formar o
CO (gasoso) cada carbono tem que ser solto da rede da grafita onde está fixado muito firme (energia de
atomização: +717 kJ.mol-1), então custa energia. Já o CO2 (g) forma-se a partir do CO (g), então não há consumo de
energia para soltar um átomo da estrutura sólida. Portanto, a unificação do carbono com o segundo oxigênio libera
mais energia do que a primeira.
Além do efeito secador, o calor das combustões é suficiente para decompor a água liberada da matéria prima. Essas
reações ocorrem em todas as camadas; são endotérmicas e produzem hidrogênio e os óxidos do carbono. Sob certas
condições o hidrogênio produzido por essa via pode funcionar como redutor: são necessárias temperaturas baixas
assim que a presença de traços catalíticos de Ni, Pd ou Pt. No alto-forno, porém, as condições geralmente não
permitem uma redução do minério por H2 em larga escala. Sua presença - embora de ser inevitável - é então
desvantajosa para o processo, já que pode levar à liga, hidreto de ferro que confere má qualidade mecânica ao
material. Única vantagem: o H2 aumenta o valor energético dos gases de escapamento que são utilizados em outros
processos da própria indústria metalúrgica (caldeiras, pré-aquecedores do ar, coqueria...). Lembre-se que a
combustão do hidrogênio, conforme H2 + ½ O2 → H2O(g) + 242 kJ, fornece muita energia!
A composição dos gases de escapamento varia entre:
50 a 55% de N2, 25 a 30% de CO, 10 a 16% de CO2, 0,5 a 5% de H2 e 0 a 3% de CH4,
Assim, a mistura representa uma importante fonte de energia. Sua combustão fornece cerca de 4000 kJ⋅m-³.
Produção do redutor, CO.
O equilíbrio de Boudouard é uma reação de CO2 com carbono (em excesso), na ausência de oxigênio.
172,6 kJ + CO2 + C → 2 CO
Boudouard
Tarefa 1: Derive o calor do equilíbrio de Boudouard, via lei de Hess, a partir das reações de combustão do
carbono.
5
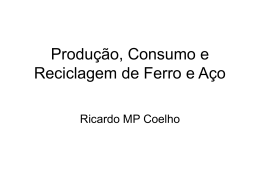
Note que esta reação é bastante endotérmica, então seu equilíbrio pode ser deslocado para o lado direito,
aumentando a temperatura (Princípio de LeChatelier).
Fig. 3.
Monóxido de carbono e dióxido de carbono em equilíbrio térmico (seg. Boudouard).
Atenção:
O equilíbrio de Boudouard não se estabelece na presença de ar, nem na insuficiência de carbono. Sob estas
condições têm-se apenas as reações de combustão (ver acima). Uma possível conversão de CO2 em CO, sob
condições "oxidantes", também podemos levar em consideração: 283,17 kJ + CO2 → CO + ½ O2 . Porém, a
alta endotermia desta reação faz com que a posição deste equilíbrio fique totalmente ao lado esquerdo - até mesmo
sob as maiores temperaturas atingidas no alto-forno. Em outras palavras: a preponderância do CO2 no equilíbrio
CO2
CO + ½ O2 é estabelecida em quase todos os processos industriais que ocorrem abaixo de 2200 °C.
O equilíbrio de Boudouard tem importância em processos industriais onde substratos com alto número de oxidação
devem ser reduzidos por um excesso de carvão a temperaturas elevadas (> 1000 °C).
Um óxido de metal, MO, quando pode ser reduzido a temperaturas relativamente baixas, se converte ao metal e o
subproduto CO2:
2 MO + C → 2 M + CO2
(isto é a resumida equação da "redução direta", mencionada na p. 7).
Uma redução a temperaturas significativamente mais altas, por outro lado, leva à produção de grandes partes de
monóxido de carbono:
MO + C → M + CO (variação da "redução direta").
O problema em ambas essas equações é o fato de que os dois reagentes são sólidos, sendo assim de baixa
mobilidade. Podemos esperar reações bastante lentas - inaceitável para a maioria dos processos industriais. Melhor
funciona, por este motivo, um redutor gasoso, em nosso caso representado pelo monóxido de carbono:
MO (s) + CO (g) → M + CO2.
A temperaturas médias, como estão realizadas na produção de ferro gusa no alto-forno, obtém-se, além do ferrogusa, uma mistura de CO e CO2 (ver composição do gás de escapamento em baixo).
A relação entre CO e CO2 se desloca, como pode ser visto na Fig. 3, para o lado do CO2 ao abaixar as temperaturas.
No entanto, não devemos esquecer que existe um impedimento cinético (= alta barreira de ativação) da reação de
CO para CO2, na ausência de catalisadores (= princípio do "catalisador" nos carros, para reduzir as emissões do
tóxico monóxido de carbono). No caso do monóxido de carbono em nosso ambiente, é melhor falar de "durável"
6
ou "meta-estável", em vez de "estável", porque deveria decompor-se imediata e completamente em C e CO2,
conforme a reversa da reação de Boudouard. Sua existência à temperatura ambiente tem somente explicação
cinética, mas não termodinâmica. Bem conhecidas são as intoxicações de pessoas por CO, ao ser expostas a
incêndios, motores ligados em ambiente fechado etc.
2.3.
Resumo das reações de redução que acontecem nas camadas do minério
Na zona inferior, "zona de fusão", a mais quente do alto-forno, se discute uma "redução direta" do ferro, pois partes
do minério se liquefazem e entram em contato com o coque que funciona como redutor. Essa reação entre o
minério e carbono elementar é altamente endotérmica, então está promovida pelas altas temperaturas (>>1500 °C)
que existem perto das entradas do ar. A reação
2 Fe2O3 + 3 C → 4 Fe + 3 CO2 ,
ao mesmo tempo, pode ser vista como "resumo" bastante simplificado de todos os processos que ocorrem no altoforno, já que os ingredientes principais são minério e coque e os produtos principais são ferro e gás carbônico.
Todavia, a redução direta não é considerada sendo a reação principal, pelo fato que os dois reagentes são em
maiores partes sólidos (= imobilidade) que se encontram em locais distantes.
Grande quantidade do calor produzido está sendo gasto para a fusão do material, produzindo ferro-gusa líquido e
escória líquida. O material líquido está gotejando através do coque em brasa (sempre sólido) e acumula-se no
reservatório do fundamento ("cadinho"). Como a densidade da escória fica inferior à do ferro-gusa, então a escória
funciona como camada protetora para o metal que, por sua vez, acumula-se no fundo do cadinho e não está suposto
ao ar injetado no forno, diretamente acima do reservatório. Sendo assim, não se corre o perigo de re-oxidar o
produto metálico.
Note que, pela penetração do carbono no ferro, o ponto de fusão abaixa-se, de 1539 °C do ferro puro a 1100 - 1200
°C (o abaixamento do ponto de congelamento em misturas é um dos fenômenos conhecidos na termodinâmica
como "efeitos coligativos", ver justificativa para o acréscimo de aditivo fundente, p. 8).
Na zona menos quente da cuba (500 a 900 °C), chamada de "zona de redução", não há fusão da matéria prima.
Ainda, o equilíbrio de Boudouard (ver p. 5) não se estabelece com velocidade suficiente, então a redução do
minério ocorre pelo CO contido na mistura CO/CO2, dentro dos gases em fluxo ascendente. Estabeleceu-se a
expressão "redução indireta" para o conjunto das reações mostradas a seguir. Nota-se que na sequência hematita
→ magnetita → wüstita, o teor em oxigênio decresce, isto é, a porcentagem em ferro aumenta. Sendo assim, uma
matéria prima rica em Fe2+ é sempre uma vantagem para o processo redutor. No entanto, a hematita (só Fe3+) é o
mineral mais abundante e barato no território brasileiro, portanto o mais usado:
3 Fe2O3 + CO → 2 Fe3O4 + CO2 + 47,3 kJ
36,8 kJ + Fe3O4 + CO → 3 FeO + CO2
FeO + CO → Fe + CO2 + 17,2 kJ.
Tarefa 2: Calcule a energia envolvida na redução da hematita ao ferro metal, usando o redutor monóxido
de carbono.
(Resposta: Fe2O3 + 3 CO → 2 Fe + 3 CO2 + 26,2 kJ)
O agente redutor é, em qualquer uma destas reações, o monóxido de carbono. Todas as etapas de redução nesta
altura da cuba decorrem somente levemente exo ou endotérmicas. Junto com a decomposição do aditivo (ver
7
abaixo) pode-se afirmar um balanço endotérmico na camada do minério. Portanto, a temperatura dentro de uma
camada de minério cai e o monóxido de carbono torna-se instável, quer dizer, reativo no sentido das três equações
dadas acima.
Na sua subida o gás reagido (principalmente CO2) entra na próxima camada de coque onde a temperatura é mais
alta, devido às combustões, e o teor de CO nos gases é novamente aumenta, conforme o equilíbrio de Boudouard
(ver p. 5).
Nas camadas mais altas ainda (temperaturas no topo da cuba: 250 - 400 °C) não ocorrem mais reações químicas.
Lá, o material é apenas pré-aquecido e pré-secado. O monóxido de carbono que chega nesta altura não é convertido
em CO2, devido à velocidade insuficiente da reação. Então escapa junto com os demais gases.
2.4.
Material de partida: minério de ferro e aditivo fundente
Magnetita, Fe3O4 (= FeO ⋅ Fe2O3; estrutura cristalina de espinelo inverso). Este mineral contém 45 a 70% de Fe;
têm-se grandes depósitos na Escandinávia, África do norte e nos Estados Unidos.
Hematita, Fe2O3 ⋅ x H2O, é de aparência marrom-vermelho. O maior depósito mundial se encontra na Lagoa
Superior nos Estados Unidos, de onde vêm ¾ da produção norte-americana de ferro e aço. Também a Espanha tem
grandes depósitos. Este mineral é o mais abundante e contém até 60% de Fe.
Minério oxídico mais rico em ferro (mas menos abundante) é a wustita, "FeO", cuja composição é
aproximadamente de Fe0,95O devido ao fato que Fe2+ na natureza é sempre acompanhado por certa quantidade de
Fe3+. Para manter a eletro-neutralidade dentro do cristal, o Fe deve ser sub-representado. Um modelo da estrutura
cristalina deficitária da wustita é mostrada a seguir:
Fonte secundária de ferro é a siderita, FeCO3 que contém entre 25 e 40% de Fe. Contém argilas em quantidades
consideráveis. O desprendimento de CO2 diminui a cristalinidade deste mineral e assim facilita o processo da
fusão.
A pirita (= FeS2; grandes depósitos principalmente na Espanha), não é apropriada para a produção de ferro, mas é
útil para a produção de ácido sulfúrico. Por dois motivos os sulfetos são inapropriados para o processo
carbotérmico:
1) A formação de CS2 é bem menos exotérmica do que a formação do CO2. Desta maneira, não sustentará a alta
temperatura, necessária para o funcionamento do processo.
2) A eliminação do CS2 é problemática e pode causar impactos ambientais.
Qualquer minério com destino alto-forno e produção de ferro deve ser torrado antes da sua aplicação, para eliminar
o enxofre ao máximo possível. Além disso, o enxofre e também o fósforo prejudicam o equipamento da fábrica,
além disso fornecem materiais de performance mecânica inferior. O mesmo motivo é seguido na coqueria, onde o
tratamento do carvão mineral tem por objetivo retirar os compostos voláteis (principalmente compostos aromáticos
da fração de nafta) e os compostos com enxofre.
Tarefa 3: Calcule, através da lei de Hess, o calor da reação global do alto-forno.
Calcule igualmente o calor da redução direta da magnetita, Fe3O4 e da wustita, FeO.
(Dados: Entalpias de formação dos óxidos: ∆H 0f (FeO) = -266 kJ.mol-1, ∆H 0f (Fe2O3) = -823 kJ.mol-1;
∆H 0f (Fe3O4) = -1120 kJ.mol-1)
8
Resposta:
A partir da hematita obtém-se:
464 kJ + 2 Fe2O3 + 3 C → 4 Fe + 3 CO2 ,
ou seja, ∆H = +116 kJ a cada mol de Fe produzido.
A partir da magnetita como matéria prima calcula-se:
332 kJ + Fe3O4 + 2 C → 3 Fe + 2 CO2 ,
ou seja, ∆H = +110 kJ a cada mol de Fe produzido.
A partir da wustita:
138 kJ + 2 FeO + C → 2 Fe + CO2;
ou seja, ∆H = +69 kJ a cada mol de Fe produzido.
Vimos que todas essas reações são endotérmicas. Também era de esperar que na redução da α-hematita se gasta
mais energia do que nos outros minérios, já que o cristal da hematita é mais estável que os outros óxidos. Também
podemos argumentar que a taxa do oxigênio dentro da hematita é maior do que nos outros minérios. Pelos
mesmos argumentos a redução da wustita requer a menor energia destas três reações.
Para a maioria dos minérios usados no Brasil conta-se com aproximadamente ∆H = +140 kJ a cada mol de Fe
produzido. Os valores de energia realmente gasta, no entanto, são consideravelmente mais altos do que os teóricos
- devido às perdas de calor para o ambiente e à umidade contida nas matérias primas.
Para que serve o "aditivo fundente"?
Para facilitar a liquefação da escória. A escória é o subproduto sólido neste processo; é produzida em maior
volume do que o próprio ferro-gusa. A escória provém dos silicatos, carbonatos e aluminatos que acompanham
todo minério. Sua estrutura é má definida (isto é, grande parte amorfa ou micro-cristalina) e a composição varia
consideravelmente. Todavia, observam-se composições favoráveis, x CaO ⋅ y Al2O3 ⋅ z SiO2 , nas quais o ponto de
fusão é especialmente baixo ("eutéctico"). Dado como exemplo, a composição química média da escória de altoforno da ArcelorMittal em Tubarão (Valores de Referência em massa)
FeO
SiO2
Al2O3
CaO
MgO
TiO
0,45%
33,65%
12,42%
41,60%
7,95%
0,73%
Na maioria dos casos o minério é rico em argila e areia (Al2O3 e SiO2), então requer da adição de calcário, barrilha
ou dolomita (CaCO3, (Na,K)2CO3 ou MgCa(CO3)2, respectivamente), para acertar uma relação x : y : z otimizada.
O uso do calcário tem vantagens e desvantagens:
A decomposição do calcário é endotérmica, então uma reação que consome energia. Além disso, libera CO2, um
subproduto sem valor:
9
178,44 kJ + CaCO3 → CaO + CO2
Ao mesmo tempo, a "cal queimada", CaO, produto da queima do calcário, aumenta o valor dessa escória para a
indústria cimenteira - certamente um aspecto que supera todos os argumentos negativos. Além disso, é vantajoso
abaixar a temperatura na camada de minério, já que uma temperatura mais baixa desestabiliza o CO e então
fornece o argumento termodinâmico para sua reatividade como redutor.
Já em casos mais raros o minério é rico em carbonato/óxido de cálcio. Daí se adiciona um aditivo rico em alumínio
ou silicato, tal como feldspato ou ardósia.
A escória do alto-forno, produzida em toneladas aproximadamente iguais ao ferro gusa, é em geral um material de
baixo valor agregado. Sua densidade baixa e estrutura irregular permitem seu uso em construções leves de
concreto, como material de calçamentos, além de ser componente principal, na produção do cimento Portland tipo
III, como já mencionado acima.
2.5.
O produto principal do alto-forno: Ferro gusa
O que resulta do processo de alto-forno é um ferro rico em carbono (entre 2,5 e 4% de C; "Ferro gusa") que não
pode ser soldado (por não amolecer aos poucos, mas fundir de repente) nem forjado (torna-se tenso e quebradiço
ao esfriar). Para superar estas inconveniências, o teor de C no Fe é reduzido abaixo de 1,7%, daí se tem o material
para produzir aço.
A composição média do gusa é, além do Fe:
Carbono 2,5 - 4%; silício 0,5 - 3%; manganês 0,5 - 6%; fósforo 0 - 2%; enxofre 0,01 - 0,05%.
A cada 3 ou 4 dias o ferro gusa é tirada do reservatório (na Usiminas: a cada 4 horas), através de um buraco que foi
feito na parte inferior do cadinho, logo acima da pedra do fundo. A maioria deste gusa, ainda líquido, é levada em
"carros torpedo" para a aciaria onde está sendo refinada. Após a saída completa do gusa segue a escória que é
direcionada a um outro reservatório ou ao pátio para resfriamento e britagem. Depois da retirada o buraco deve ser
imediatamente selado por tijolos refratários especiais.
Quando o resfriamento do ferro gusa é feito em leitos de areia, a temperatura cai suficientemente lenta para que
grandes partes do carbono separem-se da solução com o ferro, no qual a solubilidade máxima é apenas de 2,1%
(ver discussão do diagrama das fases, na p. 14). Além disso, o Fe3C conhecido como cementita, se decompõe aos
poucos por ser um composto endotérmico:
21,8 kJ + 3 Fe + C → Fe3C.
A temperaturas mais baixas a cementita torna-se instável e, devido à baixa barreira de ativação, esta reação se
inverte liberando ferro α e grafita. A aparência escura da grafita se percebe na superfície dos grãos metálicos, em
áreas frescas do material quebrado. Portanto o material é denominado de ferro fundido cinzento (Tfus ≈ 1200 °C).
Uma outra condição para a excreção da grafita é um teor mínimo de Si, em relação ao Mn (> 2% Si e < 0,2% Mn).
Devido a sua consistência rala no estado fundido este material é usado preferencialmente para artigos em massa
(barato, ver p. 1).
Quando, por outro lado, o resfriamento é feito rapidamente (em formas de ferro chamadas de "coquilhas"), a
separação da grafita fica ausente e todo o carbono fica soluto em forma de cementita. Este material é denominado
de ferro fundido branco (Tfus ≈ 1100 °C), seu quase único destino é a aciaria. Esta vez é favorável ter um alto teor
de manganês que opõe à tendência do carbono separar-se: < 0,5% Si e > 4% Mn. Ao se ter um material muito rico
em Mn ("Ferro espelho" de 5 - 30% Mn ou "ferromanganês" de 30 - 80% Mn), a solubilidade do carbono no metal
10
é especialmente alta. Estas ligas têm duas finalidades: a re-carbonização de aço doce produzido na aciaria e como
agente desoxidante:
FeO + Mn → Fe + MnO.
3. Produção de aço - "Aciaria"
3.1.
Processos oxidantes da aciaria
A remoção do carbono do ferro-gusa ocorre hoje quase exclusivamente por técnicas oxidantes, usando oxigênio
nas seguintes formas:
1. Ar (Processo de Thomas, ultrapassado), através de centenas de orifícios no fundo do convertedor.
2. Oxigênio puro (Processo LD 1 , processo moderno), de 5 a 7 bar, através de uma lança introduzida de cima
e ajustável na sua altura.
3. Sucata (= ferro velho ferrujado) ou
4. Novamente minério de ferro, sendo fontes de oxigênio.
Os dois primeiros processos ocorrem sob desenvolvimento violento de calor, devido à exotermia das reações
descritas a seguir; a perda de calor devido ao sopro de ar frio (ou oxigênio), é mais do que compensada, então o
ferro é mantido líquido e ralo, de fácil manipulação. Os aditivos neste processo são os metais de liga desejados e a
cal que tem o papel de fixar os fosfatos e sulfatos em forma de escória.
Reações de oxidação nos processos LD e Thomas:
Si + O2 → SiO2 + 911,6 kJ
P + 1,25 O2 → 0,5 P2O5 + 746,5 kJ
C + O2 → CO2 + 393,8 kJ
Mn + 0,5 O2 → MnO + 385,5 kJ
Como pode ser visto nas equações, a combustão do Si e do P fornecem a maior parte de energia no processo
oxidante da aciaria. Sob este aspecto um teor suficientemente alto nestes elementos (> 1,5% e > 1,0%,
respectivamente) é até necessário para o bom funcionamento deste processo.
A seqüência das combustões depende de vários fatores:
As queimas geralmente começam com Si e Mn, depois segue o C que se percebe com um barulho típico de trovão
e pela luz extremamente clara da sua chama. O fósforo e o enxofre 2 queimam depois do C ("pós-queima"). A
presença destes últimos elementos requer um convertedor de revestimento alcalino, como será descrito mais em
baixo, que facilita sua remoção em forma de escória. Os produtos desta etapa oxidante bóiam em forma de "escória
de Thomas" em cima do metal fundido (pequena parte escapa do convertedor em forma dos gases voláteis, SO2 e
P2O5).
Embora seja mais caro usar oxigênio puro do que simplesmente ar, o processo LD tem certas vantagens acima do
processo de Thomas. O nitrogênio e a umidade contidos no ar podem levar à formação de nitretos e hidretos
metálicos. Estes compostos reduzem a tenacidade e tornam o aço mais quebradiço e difícil a ser soldado.
1
LD = Linz-Donawitzer, inventado na Áustria.
Um teste rápido para estimar o teor em enxofre é a "Tiragem de Baumann": Um papel fotográfico que foi mergulhado em um ácido
sulfúrico ou clorídrico (diluídos), é apertado por 30 s na superfície lapidada do corpo de prova. O ácido libera os sulfetos contidos na liga,
em forma de H2S. Imediatamente este gás se une com a prata do papel, formando Ag2S (marrom escuro). Após a fixação, conhecida da
fotografia, a intensidade das manchas é comparada com padrões onde o teor de S foi calibrado.
2
11
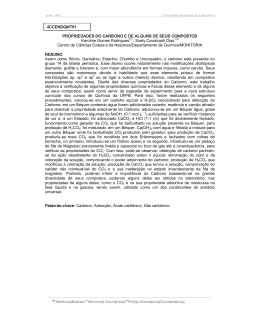
Fig. 4.
Convertedores dos processos oxidativos da aciaria.
Quando o carbono se esgota, isto é após cerca de 15 minutos, o processo é encerrado. As peras são viradas e a
escória removida da superfície por um rodo. Como não é possível parar os processos de Thomas e LD a um
definido teor de C, então o produto primário é "aço doce", quer dizer 0% carbono. Para recolocar a quantidade
desejada de C, pode-se misturar o ferro líquido-ralo com a quantidade controlada de ferro gusa do alto-forno, com
ferro-espelho (= liga de Fe/Si) ou ferromanganês - dependendo da finalidade do aço. Junto ao componente que
provoca a re-carbonização são adicionados nesta etapa os metais de liga desde que estejam desejados no produto
acabado (aditivos mais usados, especialmente em aço inoxidável: Cr, Ni, Mn, Mo, W).
Finalmente o metal líquido é derramado em uma forma retangular, resfriado e transportado, via esteiras de rolos
resfriadas, para a lingotaria. Lá, o aço sai de maneira contínua em forma de barra grossa ("lingote", espessura 40
cm; largura 1,50 m, cortado por uma chama quente no comprimento de ~15 m).
Como visto acima, os processos LD e Thomas somente funcionam por que as "impurezas" do ferro gusa queimam
mais rapidamente do que o próprio ferro. Mesmo assim, se perdem inevitavelmente 10 a 12% do Fe nestes
processos, em forma de óxido de ferro que fica boiando em cima do metal fundido e é removido junto com os
outros componentes da escória. Em partes o ferro oxidado pode ser recuperado pela presença de manganês que tem
o papel de desoxidante 3 (ver acima).
Tarefa 4: Procure a energia envolvida na oxidação do próprio ferro metálico, para wustita, FeO, e para
hematita, Fe2O3 (reações paralelas e indesejadas na aciaria!). Indique as energias relacionadas
a 1 mol de ferro.
(Resposta: Fe + 1/2 O2 → FeO + 266 kJ; Fe + 3/4 O2 → 1/2 Fe2O3 + 412 kJ)
A veemência das reações com o oxigênio exige aos convertedores que sejam equipados com um material de
revestimento interno extraordinariamente resistente. Ao se ter tipos de gusa com alto teor em fósforo, o refratário
do convertedor é feito de preferência de óxidos de Ca e Mg, por mostrarem propriedades básicas 4. Além disso,
deve-se adicionar cal queimada (CaO) o suficiente à gusa. Todas essas medidas têm por objetivo a fixação do
óxido de fósforo, P4O10, o anidrido do ácido fosfórico, por óxidos básicos. Sua fixação em forma de fosfato de
cálcio previne a inversão da sua formação (= redução) que iria liberar novamente fósforo, sob a influência redutiva
do ferro.
3
Outros elementos com efeitos desoxidantes frente o FeO são: Al, Ti, Zr, Cr, Si. Todos são aplicados ao aço doce, em forma de suas ligas
com o ferro.
4
Informe-se num site de produtor de tijolos industriais, por exemplo: http://www.magnesita.com.br
12
Tipos de gusa sem notável teor em P, por outro lado, podem ser tratados também em convertedores com
revestimento "ácido". Isto é um material de clínquer feito de quartzo e argila.
Ao contrário da escória do alto-forno, a escória de Thomas é um material procurado e altamente valorizado.
Devido à sua solubilidade em água e seu alto teor em cálcio e fósforo (10 a 25%), essa escória é moída e
comercializada como "Farinha de Thomas", um fertilizante na agropecuária. Um dos seus componentes principais
(nem todos foram identificados) é a silica-carnotita, Ca5(PO4)2[SiO4] (= "5 CaO ⋅ P2O5 ⋅ SiO2").
Com os processos dos pontos 3 e 4 da lista acima, se consegue uma remoção "direta" do carbono. Por serem mais
controlados e devagar, esses processos permitem a retirada da porcentagem necessária de carbono, para fornecer
diretamente a matéria prima para o aço.
Mais conhecido é o processo de Siemens-Martin, onde a oxidação está provocada por gases quentes contendo
oxigênio. São conduzidos devagar em cima de ferro fundido de 1500 °C. O efeito oxidante é apoiado pela adição
de sucata (= ferro velho enferrujado) ou minério de ferro, sendo ambos fontes de oxigênio. Suas porcentagens na
mistura com o gusa são consideráveis: 65 - 80% e 20%, respectivamente. Igualmente necessário neste processo é a
adição de calcário, para remover o excesso de fósforo.
Em vez da produção química do calor que é necessário neste processo, pode-se usar também energia elétrica. Este
método, o forno a arco elétrico produzindo "aço-elétro", porém, é reservado a países com energia hidroelétrica em
abundância, entre eles o Brasil. Altas temperaturas (até 3500 °C!) podem ser atingidos, ao estabelecer um arco
entre os elétrodos de grafita e a mistura de ferro gusa, sucata, minério, ligas desoxidantes e o aditivo cal, para
segurar as impurezas não desejadas. A mistura se aquece então, torna-se inteiramente líquida e pode ser aditivada
por metais cujos pontos de fusão são elevadas (pro exemplo, W e Mo). Sendo assim, o teor em carbono pode ser
acertado de forma direta, já que o processo elétrico é menos violento do que LD e Thomas e dura em torno de 30
minutos. Este processo é especialmente adequado para produzir valiosos aços inoxidáveis e especiais.
Fig. 5.
Aquecimento elétrico no forno de Siemens-Martin.
O conteúdo de um convertedor de Siemens-Martin fica entre 100 e 500 t, os convertedores de Thomas e LD (que
são enchidos somente por 1/7 do seu conteúdo total) têm uma capacidade em torno de 400 ton.
13
Existe uma série de métodos mais raros, tal como o processo de Puddel, onde o ferro-gusa é aquecido num
convertedor revestido por óxidos de ferro, até próximo do seu ponto de fusão, e mexido com barras de metal. O
efeito oxidante neste processo vem do próprio revestimento e dos gases de combustão do aquecimento.
A têmpera serve para converter pequenos objetos de ferro fundido, produzidos em altos números (chaves,
dobradiços de janelas, ...), em aço. O objetivo é evidentemente melhorar o alto quebradiço do ferro utilizado na
fundição. Por fim de retirar o carbono do artigo prontamente formado, é necessário colocá-lo num leito de minério
em pó e depositá-lo por 4 a 6 dias numa mufla de 850 - 1000 °C. Sob estas condições o carbono consegue difundir
com velocidades suficientes através do Fe sólido e queimar na superfície por juntar-se com o oxigênio do minério.
A geometria e a superfície trabalhada do artigo não sofrem mudança, enquanto seu caráter quebradiço melhora
bastante. A profundidade da migração do carbono é de alguns milímetros. A vantagem deste processo é a dispensa
do trabalhoso forjamento manual do artigo.
O processo inverso da têmpera é a cementação, onde o artigo feito de aço doce é carbonizado. Para este fim é
aquecido num leito de grafita. Temperaturas e tempos necessários são semelhantes aos da têmpera. A carbonização
endurece a superfície do artigo e então aumenta a sua durabilidade, enquanto o miolo fica elástico-macio.
Aproveitam da cementação: pequenas peças de máquinas, engrenagens,....
3.2.
Discussão do diagrama das fases ferro-carbono 5
A solubilidade de C em Fe-α é muito baixa: < 0,018% (este valor é atingido a 738 °C). Bem mais carbono é
solúvel em Fe-γ: até 2,1%, o que acontece a 1153 °C. Em ferro fundido a solubilidade do C é de < 4,3%; ela ainda
aumenta com a temperatura.
A questão prioritária a ser respondida pelo conhecimento do diagrama das fases é: o que acontece na estrutura do
aço ao resfriá-lo?
Ao resfriar muito devagar o ferro fundido saturado em carbono, com teor de C > 4,3%, a grafita pode-se separar
do conjunto, para deixar atrás uma solução de 4,3% em carbono (linha tracejada superior). Finalmente a mistura
congela a 1153 °C, sob formação de um eutéctico feito de [Fe-γ / C] e grafita (linha tracejada horizontal). Como a
separação do carbono fica cada vez mais lenta ao aproximar-se à temperatura de fusão do eutéctico, o sistema entra
facilmente num estado de supersaturação (isto é, fora do equilíbrio termodinâmico, situação irreversível das
transformações; isto também significa que o sistema está fora dos limites das fases, estabelecidos pelo gráfico logo
abaixo). A partir destas soluções supersaturadas pode formar-se, ao lado da grafita ou até em vez da grafita, a
cementita, Fe3C (linhas contínuas, em vez das tracejadas, no gráfico abaixo).
Uma mistura Fe / C (com C > 4,3%) que não foi resfriada muito devagar, produz então cementita até chegar a uma
porcentagem de 4,3% em carbono. Finalmente a mistura solidifica sob formação de uma fase conhecida como
"ledeburita" (= mistura eutéctica, isto é, cristais mistos de Fe-γ e cementita onde a porcentagem em C é de 4,3%) e
cementita (linha horizontal a 1147 °C). Como resultado têm-se domínios de cementita, em uma matriz de mistura
microcristalina e quase-homogênea de Fe-γ e cementita.
5
Uma discussão mais aprofundada, ver artigo "Entender o diagrama das fases do aço".
14
Fig. 6.
Parte tecnicamente relevante do diagrama das fases do sistema Fe-C. As linhas contínuas valem
para a separação de Fe3C (ferro fundido branco), as linhas tracejadas para a separação de grafita (ferro
fundido cinzento).
Resfriamos, por outro lado, uma mistura líquida que contém menos de 4,3% de C, então cristaliza desta uma
solução sólida de Fe-γ e C ("austenita"). Isto acontece tanto tempo quanto a solução precisa para atingir novamente
um teor de 4,3% de C - que por sua vez se transforma em ledeburita a 1147 °C. Como resultado se obtêm domínios
de austenita, em uma matriz de ledeburita.
Podemos distinguir mais um caso: o resfriamento de uma austenita saturada em carbono (2,1%), quando levada
abaixo de 1147 °C, provoca a cristalização de cementita. Uma conseqüência é o empobrecimento da austenita em
carbono. A partir do momento em que a austenita somente contém de 0,8% de C ela se transforma em uma fase
com estrutura lamelar - sua vez indesejada e desvantajosa para as propriedades mecânicas. É a chamada de
"perlita" e pode ser reconhecida por seu brilho parecido a madrepérola, com dureza e quebradiço bastante altos que
torna-se forjável apenas a temperaturas suficientemente altas. A perlita é uma mistura de Fe-α / C ("ferrita") e
cementita (linha contínua a 723 °C).
A geometria das linhas de saturação, ao redor do ponto [723 °C / 0,8 % de C], é semelhante à do ponto eutéctico
que a gente estabeleceu para a formação da ledeburita (1147 °C / 4,3% de C). Porém, no caso da perlita trata-se de
uma transformação de fases sólida em outra fase sólida, então não é um ponto eutéctico, na sua definição clássica.
É denominado, portanto, de ponto eutectóide, (~óide significa: semelhante a...; neste caso: um ponto semelhante ao
ponto eutéctico).
Somente por um resfriamento choque (100 °⋅s-1 ou mais) pode-se evitar a separação de Fe3C da austenita, isto é,
impedir a formação da perlita. Em vez desta acontece uma transformação do Fe-γ em Fe-α cuja rede cúbica foi
distorta no sentido tetragonal.
15
Esta fase, C soluto em Fe-α, é meta-estável e se conhece como martensita. A martensita é altamente valorizada
como material duro e tenaz.
Pergunta: Qual é a diferença, então, entre a ferrita (= Fe-α + C) e a martensita (= Fe-α + C)?
Resposta: Enquanto a ferrita é uma fase termodinamicamente estável, a martensita contém carbono além do limite
de solubilidade, ou seja, é uma fase termodinamicamente metaestável. Portanto, a martensita não consta do
diagrama das fases, já que os diagramas de fases sempre se referem às transformações perfeitamente equilibradas,
tudo reversível.
O teor de carbono mais vantajoso para a produção de aços de baixa liga fica entre 0,4 e 1,7%. O material amolece
aos poucos, em vez de fundir de repente. Além disso, um resfriamento choque permite o congelamento de fases
que se formaram a altas temperaturas. Sendo assim, uma peça que foi aquecida a 800 °C e resfriada tipo choque
(mergulhada em água fria) se destaca por ser mais dura, mesmo assim ficar tenaz. As ferramentas são produzidas a
partir deste tipo de material.
O endurecimento do metal pode ser entendido a base do diagrama das fases de Fe-C. Enquanto um aço não tratado
contém finos cristalitos ("grãos") de cementita, Fe3C, e ferrita (= ferro na modificação α), um tratamento com
temperaturas acima de 750 °C produz uma solução sólida de carbono em ferro γ, a austenita. O resfriamento
rápido deste pode congelar seus rearranjos irregulares ou amorfos, somente permitindo uma leve modificação na
rede cristalina, do Fe-γ para Fe-α. Uma solução meta-estável de carbono em Fe-α é denominada de martensita
que se destaca por ser mais duro e elástico do que o ferro forjável. Ao aquecer essa peça de novo e submetê-la a um
resfriamento lento, o processo se reverte; a segregação dos grãos (cementita + ferrita) reforma a boa forjabilidade e
a baixa resistência mecânica do material original - características da perlita. Sendo assim, a maioria das exigências
que se tem ao material de ferramentas, tais como tenacidade, dureza e resistência mecânica, são atendidas pela
martensita - muito mais do que pela perlita.
Certos metais de liga, tais como Ni, Mn, Cr, Mo ou W, quando adicionados em pequenas partes, desaceleram
bastante qualquer transformação entre as fases de Fe3C, Fe-γ e Fe-α. Sendo assim, basta um resfriamento da peça
no ar, para manter a estrutura da martensita. Em casos extremos conserva-se até a estrutura da austenita, até chegar
a temperatura ambiente.
Podem-se atingir estados intermediários, entre aço forjável e a martensita. Basta aquecer o material a temperaturas
perto de 700 °C que tem o efeito de permitir em partes a estabilização da solução meta-estável, por segregação
parcial dos cristais. O processo é chamado de "revenido" e serve para aliviar tensões internas. Além disso, permite
ajustar as propriedades mecânicas, dureza e tenacidade, entre as dos extremos, (cementita + ferrita) e martensita,
respectivamente.
Um aço quando produzido com < 0,4% de C não pode ser endurecido por resfriamento choque. Porém, é um
material mais flexível (quer dizer: você pode dobrar o fio / chapa / barra - sem quebrar ou rachar a peça), então
serve no setor de construção civil (grades forjadas, ferraduras, vergalhões, arames, pregos, chapas), na
automobilística (carrocerias) e em muitos outros setores que aproveitam de embalagens em forma de latas. Os aços
de tão baixo teor de carbono consistem principalmente de ferrita e são denominados de "aços doces".
Fonte:
Holleman, G., Wiberg, E., Lehrbuch der Anorganischen Chemie, Walter deGruyter Berlin 1985
Monografia disponível no CEFET:
L.H.VanVlack, Princípios de Ciência dos Materiais, Edgard Blücher São Paulo 1970.
16
Baixar