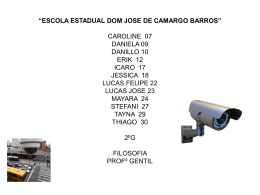
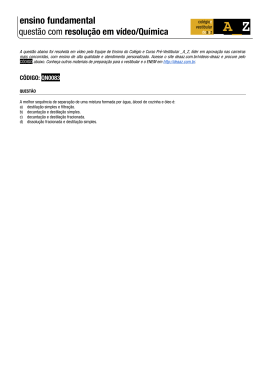
Sair 6ª Conferência sobre Tecnologia de Equipamentos CORROSÃO DO MONEL EM SISTEMA DE TOPO DE TORRE DE DESTILAÇÃO ATMOSFÉRICA Leandro de Mendonça Thurler 1 Hermano Cezar Medaber Jambo 1 Marcio Faria Moreira2 Marcelo Schultz Rocha1 Zelmir Fernandes de Souza1 1 PETROBRAS / REDUC / MANUTENÇÃO INDUSTRIAL / INSPEÇÃO DE EQUIPAMENTOS 2 PETROBRAS / RH / UNIVERSIDADE CORPORATIVA 6 ° COTEQ Conferência sobre Tecnologia de Equipamentos 22° CONBRASCORR – Congresso Brasileiro de Corrosão Salvador – Bahia 19 a 21 de agosto de 2002 As informa ções e opiniões contidas neste trabalho são de exclusiva responsabilidade dos autores. Sair 6ª Conferência sobre Tecnologia de Equipamentos SINOPSE Durante a Parada de Manutenção da Unidade 1510 (destilação atmosférica e a vácuo), foi verificada severa corrosão no topo da torre atmosférica, predominantemente nas bandejas e calhas construídas em monel da série 400. É notório que os aços inoxidáveis austeníticos estão sujeitos à corrosão sob tensão e à corrosão alveolar em presença de cloretos, principalmente no sistema de topo. A partir do exposto acima, o presente trabalho visa avaliar as condições de processamento que levaram à deterioração do monel, bem como alternativas para eliminação ou atenuação deste tipo de corrosão. Vale ressaltar que as condições físicas de tubulações construídas em aço inoxidável austenítico (AISI-304L), substituídas na parada anterior (Nov/96) em virtude da falta do monel, não sofreram nenhuma corrosão. Palavras-chave : Monel, Aço Inoxidável Austenítico, Sistema de Topo. Sair 6ª Conferência sobre Tecnologia de Equipamentos 1 – INTRODUÇÃO A Torre de Destilação Atmosférica T-5101 da REDUC, pressão de projeto de 3,4 kgf/cm2 e carga nominal de 8.000 m3 /d, sofreu parada de manutenção em janeiro de 2002 após um período de 60 meses de operação. Durante a manutenção foi verificado que diversas bandejas e calhas construídas em monel da série 400 (70Ni– 30Cu) desta torre estavam totalmente destruídas em virtude de severa corrosão do processo. Entretanto, as condições físicas de tubulações construídas em aço inoxidável austenítico (AISI-304L), substituídas na parada anterior (Nov/96) em virtude da falta do monel, não apresentaram nenhuma deterioração aparente. Como o controle de fracionamento dos produtos é realizado nas bandejas, torna -se necessária uma maior confiabilidade operacional, visto que o rendimento de um processo de destilação é diretamente dependente delas. Por isso, o presente trabalho tem por finalidade avaliar as condições de processamento que levaram à deterioração das bandejas constituídas em monel, e alternativas que eliminem ou atenuem este tipo de corrosão. Também ser á avaliado o porquê da não-deterioração física do aço inoxidável austenítico (AISI-304L), visto que este tipo de material nas condições normais de processamento é mais susceptível à corrosão que o monel. A partir daí pode-se prever um menor tempo de manutenção bem como um maior rendimento do processo. 2 – DESTILAÇÃO ATMOSFÉRICA A destilação atmosférica tem por finalidade separar os subprodutos do petróleo, de acordo com os seus respectivos pontos de ebulição. O petróleo é aquecido em um forno a ± 370ºC e levado a uma torre, sob forma de gás e líquido, onde seus subprodutos são separados. A torre de destilação ou fracionamento atmosférica é composta por uma série de bandejas (ou pratos) onde existem as válvulas de borbulhamento. A parte líquida, ou condens ada, desce e é retirada pelo fundo. A gasosa tende a subir. Isto ocorre porque a temperatura dentro da torre é mais alta no fundo, decrescendo à medida que se aproxima do topo. Cada bandeja possui uma temperatura diferente, e ali se condensam os hidrocarbonetos cujos pontos de ebulição (ou de condensação) forem inferiores à temperatura da bandeja. Os gases, subindo na torre, ajudados pelo vapor que também é injetado, passam através dos copos e borbulham no líquido ali condensado. Se o seu ponto de ebulição for inferior à temperatura do líquido, eles se condensam e permanecem na bandeja. Entretanto, se seu ponto de ebulição for superior, eles permanecem sob forma gasosa, continuam subindo, e passam pelas bandejas seguintes, até encontrarem a temperatura necessária para se condensarem. As bandejas possuem um retorno (refluxo) para a bandeja imediatamente inferior. Isto é necessário para que os hidrocarbonetos que deveriam ficar na bandeja inferior, e foram arrastados para cima, retornem ao seu devido lugar. Os hidrocarbonetos que desceram, mas que deveriam ficar na bandeja superior, ao atingirem a bandeja abaixo, cuja temperatura é maior que o ponto de ebulição, tornam-se gases novamente, e sobem para a bandeja de origem. As bandejas são mantidas a uma temperatura constante, e de algumas delas são, então, retiradas as frações desejadas. Sair 6ª Conferência sobre Tecnologia de Equipamentos Como o controle de fracionamento dos produtos é realizado nas bandejas, torna -se necessária uma maior confiabilidade operacional, visto que o rendimento de um processo de destilação é diretamente dependente delas. 2.1 - Torre de Destilação Atmosférica A torre de destilação atmosférica consiste em um grande equipamento que em alguns casos pode chegar a mais de 55 m de altura e mais de 250 t (Figura 1). Suas condições de operação são as seguintes: Fluido contido à Hidrocarbonetos, com alguma quantidade de compostos sulfurosos. Temperaturas (aproximadas) à Topo: 100ºC; Fundo 350ºC; Região de entrada de carga: 370ºC. Pressão à 1,5 kgf/cm2. Devido ao grande porte que possuem, é econômico dividir uma torre de destilação atmosférica em três seções quanto à seleção de materiais, sendo, portanto, geralmente, distribuída da seguinte maneira: Seção superior : Temperaturas abaixo do ponto de orvalho (em torno de 120ºC). Nestas temperaturas há a possibilidade de formação de HCl por hidrólise de sais e formação de ácidos. Os materiais mais indicados são: Casco à Aço-carbono + clad de metal monel Bandejas internas à Metal monel Seção média : Temperaturas acima do ponto de orvalho e abaixo de 300ºC. Os materiais mais indicados são: Casco à Aço carbono + sobreespessura para corrosão ( 4 a 6 mm). Bandejas internas à Aço inoxidável tipo AISI-405 ou AISI-410, devido ao ataque dos produtos sulfurosos (neste caso não é possível colocar sobreespessura de corrosão). Seção inferior: Os materiais indicados são: Casco à Aço carbono + clad de aço inoxidável tipo AISI-405, devido ao ataque intenso dos produtos sulfurosos para temperaturas acima de 300ºC. Bandejas internas à Aço inoxidável tipo AISI-405 ou AISI-410. Sair 6ª Conferência sobre Tecnologia de Equipamentos Figura 1 – Esquema simplificado de uma torre de destilação atmosférica. Região corroída Figura 2 – Desenho simplificado da torre T-5101 da U-1510, com indicação da região preferencialmente corroída. Sair 6ª Conferência sobre Tecnologia de Equipamentos 3 – PROCESSO CORROSIVO 3.1 – Dados de Projeto / operação Torre 5101 A torre de destilação atmosférica T-5101, localizada na unidade U-1510, apresenta em sua estrutura um total de 42 bandejas assim distribuídas: Região constituída em clad de monel 400 à As bandejas # 38 ao topo são de monel 400; Região de aço carbono à As bandejas # 12 a # 37 são de aço inoxidável AISI -410. Região do clad de AISI-405 à As bandejas do fundo a # 11 são de aço inoxidável AISI-410. Pressão de operação no topo da torre à 1,55 kgf/cm2; Pressão de operação no fundo da torre à 1,97 kgf/cm2; Temperatura de operação no topo da torre à 132ºC; Temperatura de operação no fundo da torre à 371ºC; Pressão de projeto à 3,4 kgf/cm2; Temperatura de projeto no topo da torre à 288ºC; Temperatura de projeto no fundo da torre à 400ºC 3.2 – Porcentagem de cada tipo de petróleo constituinte na carga total do processo A tabela 1 mostra o percentual em peso de cada petróleo na carga total do processo para os anos de 1993 a 2001. Também são mostrados o teor de nitrogênio total para cada tipo de petróleo, o teor total de nitrogênio do processo, o índice de acidez total de cada petróleo processado (IAT) e o BSW (Bottom Sediment Water). Nota-se que o teor total de nitrogênio durante os anos não sofreu mudança considerável. Durante os últimos três anos este teor praticamente foi o mesmo. Outro fato importante verificado foi o baixo índice de acidez total, que não prejudica o processamento bem como os equipamentos. Sair 6ª Conferência sobre Tecnologia de Equipamentos Tabela 1– Constituintes dos petróleos processados Ano Petróleo Árabe Leve Basrah Leve Medanito Árabe Extra Leve Condensado Argelino Rat. A960 Rat. Rabigh Reproces. Gasóleos Lubrif Outros Nitrogênio total do Processo (ppm) IAT total do processo 1993/96 1998 1999 2000 2001 BSW IAT 80,25 0,0 0,0 0,0 0,0 75,4 0,0 3,0 0,0 3,3 60,4 16,1 11,9 0,8 2,9 53,1 23,6 23,0 0,0 0,0 67,8 13,9 17,3 0,0 0,0 0,2% 0,2% 0,2% 0,2% 0,2% 0,06 0,08 0,08 0,02 0,01 Nitrogênio Total (ppm) 956 1000 977 327 <2 0,0 19,75 0,0 0,0 18,2 0,1 1,1 6,3 0,4 0,0 0,0 0,3 0,0 0,6 0.3 - 0,21 0,04 - 1600 1800 - 0,0 1122 0,0 1078 0,1 988 0,1 968 0,1 967 - - - 0,056 0,055 0,064 0,069 0,066 - - - Obs: Rat. A960 – Resíduo atmosférico oriundo do Árabe Extra Leve; Rat. Rabigh – Resíduo atmosférico oriundo do Árabe Leve; Reproces. Gasóleos Lubrif – Produto fora de especificação que é reprocessado; A figura 3 mostra a evolução do teor de nitrogênio durante os anos de 93 a 2001, bem como a carga processada. Verifica-se que de 1993 a 1996 eram processados 6.000 m3 /d de produto. A partir de 1998 este valor subiu para 8.000 m3/d. Pode -se perceber ainda que a variação do teor de nitrogênio não foi tão significativa a ponto de acarretar uma possível formação de produtos nitrogenados que pudessem contribuir para o processo corrosivo encontrado nas bandejas e demais componentes construídos em monel. 1200 1122 1078 988 1000 800 968 800 967 800 800 800 Nitrogênio (ppm) Carga ( x 10 m3/d) 600 600 400 200 0 1993/96 1998 1999 2000 2001 Ano Figura 3 – evolução do teor de nitrogênio e carga total processada Sair 6ª Conferência sobre Tecnologia de Equipamentos A figura 4 mostra a variação do índice de acidez total (IAT) com o seu respectivo BSW (bottom sediment water). Pode -se observar que o BSW é o mesmo em todos os anos analisados, pois apesar de a carga total ter sido diferente durante esses anos, os petróleos constituintes eram todos terrestres, o que mostra o baixo teor de cloreto presente. 0,250 IAT (%) BSW (%) 0,200 0,150 0,100 0,050 0,000 1993/96 1998 1999 2000 2001 Ano Figura 4 – variação do IAT e BSW para os anos de 1993 a 2001. Figura 5 A e B - Corrosão acentuada observada nos módulos da bandeja #42. B Figura 6 A e B - Corrosão severa observada no acumulador e prato de selagem da bandeja # 41. Sair 6ª Conferência sobre Tecnologia de Equipamentos A tubulação de 2” do dreno do fundo das calhas coletoras de água ácida da bandeja #40, era constituída em aço carbono e apresentava corrosão alveolar severa generalizada, com vários furos. Porém na parada de Nov/96 foram substituídas por AISI-304L. Pode se verificar pela foto abaixo que a corrosão durante esta última campanha foi desprezível. Figura 7 - Condições físicas da tubulação de 2” de dreno do fundo das calhas coletoras de água ácida da bandeja #40, fabricadas em AISI-304L. 4 – CONCLUSÕES 4.1 – Comparando-se os teores de nitrogênio, que poderiam contribuir para a corrosão das ligas constituintes de cobre (monel) verificamos que não houve um aumento significativo que pudesse explicar tal processo corrosivo. 4.2 – A não-corrosão da tubulação de 2” do dreno do fundo das calhas coletores de água ácida, pode ser explicada pelo baixo valor de BSW (bottom sediment water). Fato já esperado, posto que a totalidade da carga é de petróleo de origem terrestre. 4.3 – Acreditamos que o aumento da carga processada, de 6.000 para 8.000 m3 /d foi o fator determinante para o aumento significativo do processo corrosivo, visto que as ligas cúpricas são extremamente susceptíveis ao fenômeno de corrosão-erosão. 5 – REFERÊNCIAS BIBLIOGRÁFICAS TELLES, Pedro C. Silva: “Materiais para Equipamentos de Processo”. Editora Interciência, 5a Edição, 1994. NACE: “Corrosion Data Survey – Metals Section”. Sixth Edition, 1985. GENTIL, Vicente: “Corrosão”. LTC Editora, 3a Edição, 1996.
Baixar