☰
Explorar
Assinar em
Inscrever-se
Envio
×
Baixar
Sem categoria
Nota 2
Passo-a-passo da Submissão
Antaq celebra contrato de adesão com mais três
PPAP 4ª EDIÇÃO Processo de Aprovação das Peças
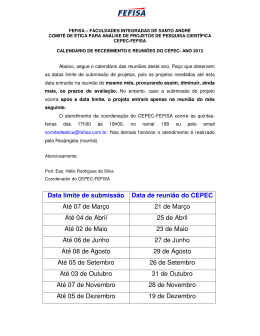
Data limite de submissão Data de reunião do CEPEC Até 07
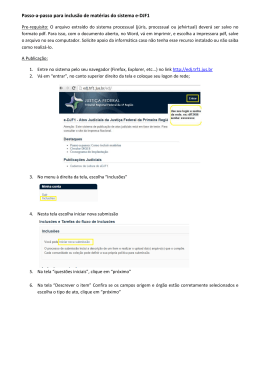
Passo-a-passo para inclusão de matérias do sistema e-DJF1
Leia a chamada de artigos completa.
Orientações para submissão dos trabalhos
Slide 1
Resumo de célula - Igreja Metodista Renovada