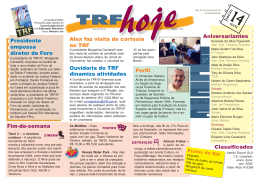
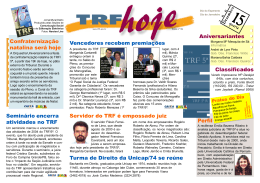
XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 Aplicação da metodologia global de implementação da Troca Rápida de Ferramentas em uma empresa industrial do setor metal mecânico André Seidel (UNISINOS) [email protected] José Antonio Valle Antunes Júnior (UNISINOS) [email protected] Marcelo Klippel (UNISINOS) [email protected] Rodrigo Pinto Leis (UFRGS) [email protected] Resumo O presente artigo tem por objetivo apresentar uma análise e descrição do caso que foi utilizado para a construção da Metodologia Global de Implementação da Troca Rápida de Ferramentas em uma empresa industrial do ramo metal mecânico. Durante o desenvolvimento do trabalho, os autores descrevem os eventos históricos importantes que constituem as fases de evolução, apontando as principais questões que influenciaram o rumo da construção da TRF da Empresa. A título de conclusão, o artigo evidencia as reais contribuições provenientes da aplicação da metodologia proposta, através da evolução um conjunto de indicadores de desempenho adotados na Empresa. Palavras chave: STP; TRF; Setup 1. Introdução O presente artigo foi desenvolvido em uma empresa industrial do ramo metal mecânico que produz semi-eixos homocinéticos para o mercado nacional desde 1974. De 1974 a 2000 a empresa constitui-se de uma joint-venture entre uma companhia americana e uma inglesa. Desde 2000 a companhia inglesa possui 100% de participação na empresa estudada. A companhia inglesa é o maior fabricante mundial de semi-eixos homocinéticos e detém tecnologia para a produção desde a década de 20. Na década de 70 a diversificação de produção era mínima, de forma que o maquinário necessário para a produção se encontrava em uma mesma Divisão da empresa. Com o crescimento do mercado automobilístico nacional nos anos 80 a empresa tornou as várias divisões independentes e foi criada uma empresa específica para a produção de semi-eixos homocinéticos. O artigo apresenta inicialmente os principais conceitos associados a Troca Rápida de Ferramentas. Posteriormente, apresenta o método utilizado para a realização da pesquisa. Finalmente, descreve e discute criticamente as fases que representam a evolução da introdução dos conceitos da TRF na Empresa. 2. Referencial Teórico A TRF (Single Minute Exchange of Die and Tools – SMED) é um elemento central no contexto do Sistema Toyota de Produção (Produção Enxuta/Lean Production). Esta afirmação pode ser sustentada a partir da verificação de quatro vantagens (ANTUNES & RODRIGUES, 1993): i) a redução dos tempos de preparação torna possível a diminuição do tamanho dos lotes de produção, tornando possível a redução dos estoques em processo e acabados; ii) a adoção da TRF pode auxiliar na diminuição dos problemas associados à ajustes em ferramentas, dispostivos e máquinas (HARMON & PETERSEN, 1991); iii) as técnicas assciadas com a TRF podem auxiliar no aumento da capacidade produtiva das máquinas. O método da TRF envolve estágios conceituais (SHINGO, 2000): i) Estágio Preliminar: os conceitos de preparação interna e externa não são distinguidos. Desta forma, algumas XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 preparações externas são realizadas com as máquinas paradas o que implica em aumentar o tempo de preparação desnecessariamente; ii) Estágio 1 - Separação da preparação interna da externa; iii) Estágio 2 - Conversão das preparações internas em externas; iv) Estágio 3 Simplificar os passos das preparações tanto internas como externas. Os estágios 2 e 3 geralmente são realizados de forma simultânea e não sequencial. Cabe ressaltar que enquanto o estágio 1 depende essencialmente de melhorias organizacionais, os estágios 2 e 3 dependem de melhorias tecnológicas que, potencialmente, envolvem custos superiores aos do estágio 1. Para obter eficácia nos passos do método SMED, é importante conhecer de forma detalhada as técnicas tradicionais de Tempos e Métodos. Isto é especialmente verdadeiro no estágio 1 que envolve a separação da preparação externa da interna. As técnicas tradicionais de Tempos e Métodos podem também ser utilizadas como elemento de análise nos estágios 2 e 3 do método SMED. Nos estágios 2 e 3 os conhecimentos ligados a Engenharia de forma geral (por exemplo, o estudo detalhado dos elementos de fixação) e dos processos de fabricação específicos da Empresa em análise (por exemplo, injeção de plástico, conformação, soldagem, etc.) tornam-se os elementos centrais para a realização das melhorias. Segundo Monden (1984) reduzir o tempo de Troca de Ferramentas pode ser considerado o caminho mais fácil para introduzir o Sistema Toyota de Produção. A TRF minimiza os riscos relacionados às flutuações de demanda e à introdução de novos produtos. Além disso, permite a diminuição do tempo de atravessamento na Fábrica, melhorando a dimensão estratégica rapidez de entrega dos produtos no mercado. De um ponto-de-vista prático é preciso diferenciar o grau de complexidade tecnológica/organizacional envolvido nos processos de Troca de Ferramentas. Esta análise pode ser feita sob dois prismas inter-relacionados. O primeiro diz respeito à relação investimento envolvido e os tempos necessários para as mudanças e os resultados obtidos. Segundo Black (1998) a primeira fase, correspondente às inovações organizacionais (cujo exemplo típico é a separação entre as preparações internas e externas), os tempos de preparação podem ser reduzidos em um tempo muito curto com investimentos irrisórios. Na segunda fase, correspondentes a alguns aspectos dos estágios 2 e 3 propostos por Shingo, as soluções envolvem, em geral, um investimento reduzido. Porém, os tempos de preparação podem cair para menos de 10 minutos em um curto-prazo de tempo. A terceira fase pode envolver aspectos tais como: mudanças de projeto, padronização ampla de ferramentas, matrizes, operações, máquinas. Outro corte importante refere-se ao nível da tecnologia utilizada na Fábrica. Por exemplo, aplicar o sistema SMED com resultados efetivos em um Fábrica metal-mecânica tradicional onde o nível de precisão das peças não compromete os resultados (por exemplo, máquinas agrícolas) pode ser feito de forma muito mais rápida, fácil e barata do que aplicar o sistema SMED em uma Empresa que necessita utilizar Mecânica de Precisão para atingir as tolerâncias necessárias. Uma vez resolvidos os problemas organizacionais, que são similares para Empresas que se utilizam de diferentes níveis de tecnologias e máquinas, torna-se necessário atacar de forma sistemática os estágios 2 e 3. Estes estágios envolvem investimentos e tecnologias distintas para Fábricas cujas tecnologias, e por conseqüência processos de fabricação, são diferenciados. Os métodos utilizados para desenvolver trabalhos de redução dos Tempos de Preparação seguem, com variações pouco significativas, o Método proposto por Shingo (KANNENBERG, 1994; KANNENBERG e ANTUNES, 1995b). O Método proposto por Shingo não se preocupa em definir ações no campo estratégico e tático, o que é facilmente explicável devido ao fato do SMED estar inserido dentro do contexto mais amplo do STP. Kannenberg (1994) desenvolveu um trabalho visando dotar o sistema SMED de uma perspectiva estratégica e tática no âmbito da Empresa para o ambiente brasileiro. Kannenberg e Antunes (1995a) propuseram uma organização sistemática das diferentes Técnicas aplicadas XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 em cada passo do método proposto. No contexto deste artigo a idéia consiste em estudar de um prisma prático a introdução de um Programa de Troca Rápida de Ferramentas em uma Empresa do Ramo Metal-Mecânico. A perspectiva do estudo envolve uma abordagem de cunho histórico envolvendo a totalidade da Organização. Na seqüência apresenta-se o Método utilizado para a realização do trabalho. 3. Método O método utilizado para a elaboração do presente trabalho foi o Estudo de Caso (YIN, 2001). O método do estudo de caso realizado procurou compreender a evolução do Programa de TRF de uma Empresa Metal-Mecânica a partir de uma perspectiva histórica. As fontes utilizadas para a elaboração da pesquisa foram: i) pesquisa documental – foram analisados em detalhes documentos e registros que tratam da problemática da TRF na Empresa; ii) Pesquisa Bibliográfica; iii) Pesquisa de Campo – foi estudada toda a estrutura física e de recursos humanos disponibilizados pela empresa para a implantação da TRF; iv) Entrevistas – foram realizadas entrevistas não estruturadas dirigidas as pessoas chaves que participaram do processo de implantação da TRF. Para a construção do presente artigo foram levantados datas e incidentes críticos que permitem reconstituir criticamente a história da TRF na empresa estudada. 4. O Caso: Uma Visão Histórica e Metodológica A seguir serão apresentados os fatos históricos que permitiram construir a linha histórica da Troca Rápida de Ferramentas na empresa analisada. A partir da análise da evolução da TRF no âmbito da empresa, os autores propõem a divisão da construção do Programa de Troca Rápida de Ferramentas em 4 Fases distintas. A seguir estas Fases são descritas e nominadas. Fase 1 – A Introdução da Troca Rápida de Ferramentas (1988 – 1992) Em relação à Fase 1 inicia-se pela apresentação dos contextos históricos observados na época. Basicamente, podem-se relacionar as seguintes questões: i) a filosofia de produção adotada era a Just-In-Case; ii) os operadores somente alimentavam a máquina. Havia preparadores e inspetores de qualidade; iii) pequena diversificação na produção; iv) produção em grandes lotes com máquinas dedicadas; v) utilização 100% das máquinas; vi) administração da manutenção centralizada; vii) a empresa detinha o monopólio do setor (Preço = Custo + Lucro, onde a margem de lucros se mantinha sob qualquer custo). A Troca Rápida de Ferramentas na empresa teve como ponto de partida a divulgação das técnicas japonesas de fabricação através de um curso intitulado “Excelência em Manufatura” promovido pela companhia americana. A idéia central consistia em transformar a organização em uma empresa de classe mundial. Um grande número de gerentes da corporação americana de todas as partes do mundo fez este curso de "Excelência em Manufatura". O objetivo do curso consistia em apresentar e disseminar as técnicas de produção japonesas desenvolvidas principalmente na Toyota Motor Company. O objetivo final do programa era tornar a empresa flexível nos moldes da Toyota do Japão. Durante o programa do curso de “Excelência em Manufatura” foram visitadas 15 fábricas no Japão, realizando-se palestras com duração de três horas aproximadamente, com um dos especialistas japoneses. A segunda etapa consistiu na criação de grupos internos de melhoria abrangendo a introdução das técnicas do STP, dentre os quais constava a TRF. O módulo de TRF introduzia conceitos básicos de setup, de tempo de setup, atividades internas e atividades externas. A partir deste curso foram introduzidas várias técnicas da TRF na empresa, tais como os furos em forma de XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 pêra, os encaixes rápidos em forma de rabo-de-andorinha, entre outros. As análises dos setups realizados nesta época apontaram como principal causa dos tempos altos de setup a falta de organização com os ferramentais de setup. Todos os ferramentais de setup estavam dispersos na fábrica sem a devida organização, tanto no que tange a armazenagem como para análise ou reposição. Assim sendo, a atividade marcante da TRF na época constitui-se em providenciar armários de metal localizados ao lado das máquinas com todos os ferramentais necessários para a execução do setup. Uma análise crítica desta fase de desenvolvimento pôde apontar algumas deficiências na visão conceitual adotada: i) não foi levado em conta o grau de atualização dos desenhos dos ferramentais; ii) não se determinou de que maneira seria feito o gerenciamento dos ferramentais; iii) os operadores não foram devidamente envolvidos e treinados para que a organização inicial adotada fosse mantida. O resultado final foi que todos os armários, em pouco tempo, estavam desorganizados. Problemas com ferramentais, tais como reposição, análise, revisão de projeto e inclusive falta de alguns e quantidade excessiva de outros, permaneceram. Não foram alcançados os resultados práticos destas primeiras iniciativas da TRF na empresa. Porém, as “sementes” para o desenvolvimento futuro de um programa amplo de TRF foram lançadas. Fase 2 – Formalização de uma estrutura para a TRF (1992 – 1994) Em relação à Fase 2 os contexto observado na época eram os seguintes: i) os estoques em processo não eram controlados; ii) surgiam os primeiros estudos para a implantação de layout celular; iii) as montadoras possuíam estoques de peças prontas; iv) pequenos problemas de qualidade não repercutiam na empresa. Os inspetores de qualidade foram abolidos e a responsabilidade da qualidade do produto foi transferida aos operadores; v) haviam apenas quatro montadoras instaladas no Brasil; vi) a produção continuava 100% empurrada. Ao final de 1991, foi tomada uma primeira iniciativa no sentido de melhorar a organização dos ferramentais de setup – foi criado o setor de Preset (local específico para a realização das atividades técnicas que antecedem os setups. Estas atividades compreendem as pré-montagens e pré-ajustes. Por exemplo, havia na época máquinas furadeiras multi-fusos cujas ferramentas de produção com especificações diferentes (brocas) deveriam ser trocadas com uma freqüência grande. As brocas após o uso ou ao apresentarem problemas, eram separadas para serem encaminhadas ao setor de Afiação de Ferramentas, que após serem reafiadas eram disponibilizadas ao operador. O operador deveria desmontar um conjunto com brocas gastas e substituí-las por brocas afiadas e então fixá-las no cabeçote específico. Este processo gerava um conjunto de Perdas, tais como: em função de quebras de cabeçote, montagens erradas de brocas, quebras freqüentes por mau uso, problemas de qualidade, falta de brocas, entre outras. Além disso, como a montagem e desmontagem dos conjuntos de brocas eram realizadas pelo operador, ocorriam grandes paradas de produção, refletindo diretamente na eficiência. Em função deste quadro de desorganização foi determinado que o setor de Preset faria toda a manutenção dos cabeçotes, com a compra de componentes para reposição, bem como a administração de todas as brocas Esta foi a primeira iniciativa visando separar amplamente na Empresa as atividades de set-up internas das externas. Devido à rápida melhoria nos resultados obtidos nas furadeiras o conceito de Preset passou a ser considerado relevante e novos desafios foram lançados. Conforme análise de capacidades das mini-fábricas existentes na época, foi percebido que a situação de uma dada mini-fabrica em particular era crítica e que um dos principais elementos problemáticos eram precisamente os altos tempos de setup. Aliado a esta constatação, o corpo diretivo da Empresa determinou que a TRF fosse implementada em profundidade na Empresa. Reproduzindo o mesmo diagnóstico de anos atrás, foram priorizadas as ações de organização dos ferramentais de setup. Todos os ferramentais da mini-fábrica considerada crítica estavam desorganizados XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 dentro dos armários implementados durante a Fase 1 da TRF, dentro de gavetas nos Postos de Trabalho ou ainda nas caixas de ferramentas dos operadores. O aprendizado em termos de organização de ferramentais de setups da Fase 1 revelou-se importante pois os erros cometidos há alguns anos atrás não poderiam ser repetidos. Paralelamente a estas ações técnicas todo um ambiente favorável para a TRF estava em construção. As principais ações tomadas foram: i) Reuniões freqüentes entre técnicos do Preset e lideranças da mini-fábrica (supervisor e mestres de produção); ii) Cursos de TRF abordando os conceitos básicos de tempo de setup, atividades externas e atividades internas de um setup; iii) Palestras de conscientização para os operadores; iv) Reuniões informais e freqüentes entre preparadores de máquina da mini-fábrica crítica e técnicos de Preset. No inicio de 1992 o supervisor de Preset participou de um treinamento sobre TRF. Neste curso foram apresentados os conceitos básicos, tais como: a definição, tempos, atividades internas e externas, passos básicos da metodologia de Shingo (1996) para a redução dos tempos de setup. A partir deste curso o supervisor se tornou o instrutor in company da TRF. Foi elaborado um curso interno baseado neste curso realizado externamente. Não havia qualquer referência bibliográfica para o estudo da TRF, apenas a apostila do curso e uma tradução simplificada de alguns capítulos do livro de Shingo (1996). As ações eram tomadas várias vezes de forma empírica sem o devido respaldo teórico. Somente a partir de 1992, os tempos de setup começaram a serem medidos. O registro de setup consistia de uma planilha onde o operador registrava o tempo de setup, a data de realização do setup, a peça que saiu da máquina e a peça que entrou na máquina. Estes registros dependiam exclusivamente do operador e para tal, os conceitos de setup e tempo de setup deveriam estar bem claros aos operadores. Estes registros de setup começaram a serem utilizados na mini-fábrica crítica. Ao mesmo tempo foram iniciadas as análises de setup segundo a metodologia de Shingo (1996). Foram realizadas cronoanálises, que depois eram analisadas visando separar as atividades entre internas e extenas. Uma proporção do tempo das atividades externas que estavam sendo realizadas com a máquina parada sobre o tempo total de setup serviu de forte argumentação para que os esforços visando a implementação da TRF fossem ampliados. As análises da época apontaram que 58% do tempo total do setup eram desperdiçados. A partir do final de 1992, o setor de Preset passou a ser priorizado na organização. O setor foi reformulado, passando a ser tratado de forma diferenciada. Na seqüência da mini-fábrica crítica, na centralização no setor de Preset dos ferramentais de setup, vieram as outras minifábricas da empresa. Nesta fase foram priorizadas a organização dos ferramentais e a conscientização por parte da produção em solicitar os ferramentais com antecedência para que a máquina não ficasse parada aguardando o ferramental necessário para o setup. Todo e qualquer setup da fábrica deveria ser solicitado ao setor de Preset. Depois do setup ser realizado o ferramental deveria ser devolvido ao setor de Preset. Como ponto positivo desta fase observou-se a introdução de uma preocupação incipiente com a TRF na empresa. Fase 3 – Descentralização da estrutura de TRF (1994 – 1999) Em relação à Fase 3 os contextos históricos observados na época foram: i) início do processo de aumento de diversificação na produção; ii) introdução das normas de qualificação; iii) aumento das exigências dos clientes (qualidade e prazos de entrega); iv) mudanças na administração dos inventários, custos e qualidade; v) mudanças nas normas de concorrência; vi) abertura de mercado nacional; vii) instalação de novas montadoras. Em meados de 1994 foi tomada a decisão de devolver a administração dos ferramentais e os ferramentais de setup às mini-fábricas. Entendia-se que as mini-fábricas já estariam preparadas para receber os ferramentais. Esta preparação compreende a conscientização da gerência da área, da estruturação e administração do Preset especifico da área, do treinamento XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 dos técnicos do Preset e dos operadores de máquina. A primeira mini-fábrica a receber os seus ferramentais de volta foi a mini-fábrica crítica. Esta, mesmo sendo pioneira na introdução de técnicas importantes de Engenharia de Produção, entre elas, TPM, TRF e CEP, não estava totalmente preparada para receber os ferramentais, pois se encontraram muitas dificuldades em definir a área física no layout para a estrutração do Preset. A gerência da área da mini-fábrica crítica deu apoio total às atividades de TRF, determinando que estas seriam uma das prioridades da área. A partir de então, foram priorizadas todas as ações visando à eliminação dos tempos externos nos setups, como: solicitação e entrega dos ferramentais antecipadamente, programação antecipada dos setups, comunicação mais eficiente entre operadores e chefia de produção, etc. Percebeu-se na época uma despadronização das atividades desenvolvidas pelos Presets. A TRF deixou de ser um programa suportado pela alta administração e a continuidade de todas ações realizadas até então passaram a serem dependentes do gerenciamento local. Fase 4 – Criação de uma metodologia ampla para a TRF (1999 – 2002) O contexto histórico do final do período 1994 até 1999 da TRF foi o combustível para a mudança de rumo da utilização da ferramenta na empresa. A diversificação de itens saltou de 57 em 1997 para mais de 100 em 1999 - Figura 1. A pressão por entregas diárias nos clientes nas respectivas "janelas" de tempo de entrega passa a ser cada vez maior. Os inventários de produtos acabados e em processo necessitam ser reduzidos sistematicamente. Assim sendo, os lotes de produção diminuíram de tamanho e a freqüência dos setups tornou-se cada vez maior. Itens 350 306 300 246 250 176 200 138 150 100 150 57 50 0 1997 1998 1999 2000 2001 2002 Figura 1 - O aumento da diversificação na empresa (Fonte: Autores) A partir deste momento a necessidade de se reduzir os tempos de setup deixa de ser uma atividade comum para se transformar na prioridade da empresa na busca da flexibilização. A Divisão Industrial propõe a implantação de um amplo Programa TRF. Como primeira ação foi designado um coordenador com dedicação integral para a implementação do Programa TRF. Como primeira medida, foi determinado que a fábrica deveria ser flexibilizada como um todo, implicando na construção de um Programa Global para toda a empresa. O desafio do coordenador era flexibilizar a fábrica via redução dos tempos de setup, com a prioridade nos recursos críticos. Isto era difícil porque o parque fabril continha em torno de 500 máquinas. O acompanhamento diário dos setups das máquinas de todas as máquinas simultaneamente era inexequível. O foco do trabalho de análise dos setups era: i) nos recursos gargalos; ii) nos relatórios gerais das mini-fábricas. Entre as diferenciações em relação fases anteriores é possível citar: i) a coordenação da TRF vinculada à Produção; ii) a função do coordenador era administrativa e não operacional. As modificações introduzidas na gestão do Programa TRF tiveram as seguintes implicações práticas: i) as resistências à implantação das melhorias vinculadas à TRF no chão-de-fábrica XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 foram gradualmente quebradas na medida em que o Diretor Industrial dava sustentação direta às ações; ii) as atividades de Administração Global do Programa - responsabilidade do coordenador - passaram a ter prioridade, permitindo o planejamento das ações a serem realizadas no chão-de-fábrica; iii) a responsabilidade pela execução das ações passaram a ser dos gerentes das Unidades de Manufatura, o que facilitou a implantação das ações de TRF. O conceito adotado para realizar o trabalho era o de Shingo (2000). No intuito de divulgar as melhores práticas de TRF na empresa foi criado um seminário denominado "Dia do Setup". Neste seminário cada mini-fábrica deveria apresentar as melhores práticas aos gerentes e supervisores de fábrica. Em um destes Seminários foi apresentada uma cronoanálise realizada por um técnico de Preset, seguida da separação dos elementos internos e externos e das melhorias necessárias para a conversão dos elementos internos e externos. Como resultado foi apresentado um padrão para a realização do setup de forma seqüenciada, denominada de roteiro de setup, que descreve o passo a passo para a realização padronizada do setup. Esta análise e o roteiro de setup passaram a serem considerados como os padrões de análise para as equipes de TRF. Como as equipes estavam se desenvolvendo de maneira não padronizada, equipes avançadas em relação às outras, surgiu a necessidade de transformar a metodologia de TRF em um sistema passo-a-passo simples e operacional. Desta metodologia surgiram os roteiros de setup e todos os elementos necessários para confecção dos manuais de setup. Paralelamente ao desenvolvimento da Metodologia era necessário analisar os resultados. Em uma das análises dos relatórios de setup das mini-fábricas foi feita uma distribuição em faixas de tempo. A partir desta análise surgiu um novo conceito: a anomalia de setup, definida como toda e qualquer interferência que determine que o tempo de setup “fuja” do padrão planejado. Anomalias podem ser de caráter organizacional (exemplo: falta de comunicação) ou técnico (exemplo: quebra de ferramental). A análise dos tempos de setup em faixas de tempo mostrou que uma parcela significativa dos setups era maior que 90 minutos (20% dos setups) e a influência destes era grande (70%) sobre o tempo total gasto em setup. Este também passou a ser um indicador das mini-fabricas, em conjunto com o tempo médio de setup. O reconhecimento da importância da estrutura dos Presets permitiu que os problemas de ferramental começassem a diminuir. Como resultado da política de administração dos ferramentais reduziu-se o inventário de ferramental. Os relatórios padrão contendo tempos médios e anomalias por mini-fabrica eram gerados e analisados gerencialmente. Sistematicamente os tempos de setup foram reduzidos como mostra a Figura 2: Figura 2 - A evolução dos tempos de setup na empresa analisada. Fonte (Autores) O inventário de itens em processo (WIP – Work-In-Process) teve um acréscimo relacionado ao aumento na diversificação, mas em níveis menores aos aumentos de itens na produção. Estes resultados têm relação direta com a redução dos tempos de setup na empresa no período. A empresa estudada é referência mundial da companhia em termos de WIP. XXV ENEGEP Porto Alegre, RS, Brasil, 29 de Outubro a 01 de Novembro de 2005 A ênfase na Fase 4 foi criar um modelo de gestão visando perpetuar a TRF. Foi priorizado a estruturação do Preset e explicitado sua relação com os resultados da TRF. Criaram-se um modelo padrão de análise de setup e um relatório gerencial para análise dos setups. Um ponto chave para a consolidação da importância da TRF foi a implementação do TPM (Total Productive Maintenance), introduzindo-se a medida de eficiência das máquinas A influência do tempo de setup nos índices de eficiência determinou de forma clara e objetiva que o único caminho para a melhoria nos resultados da fábrica passariam pela implementação da TRF. 5. Considerações Finais O artigo explicitou a adoção da Metodologia de Troca Rápida de Ferramentas em uma indústria metal mecânica. Assim, adotou uma perspectiva histórica visando detalhar de forma crítica – apresentando as dificuldades e obstáculos práticos - a evolução do Programa TRF. Na descrição das fases torna-se clara a relação entre as modificações das necessidades de atendimento ao mercado, no sentido histórico da flexibilização, e as transformações necessárias na Metodologia de Troca Rápida de Ferramentas adotada pela Empresa. A maturidade da Metodologia, alcançada na Fase 4, implicou na adoção do acompanhamento das ações através de um sistema de indicadores de desempenho relacionados à TRF. Pode-se observar nesta fase que o grau de complexidade da situação produtiva e do mercado aumentou gradativamente ao passo que o tempo médio de setup diminui. Desta maneira, parece ser de fundamental importância esforços direcionados para a implementação de metodologias de TRF, principalmente em ambientes produtivos com grande variedade de peças. O ponto essencial para o sucesso da TRF parece ser a adoção de uma metodologia ampla na Empresa, levando-se em consideração o ambiente produtivo dinâmico no qual as empresas industriais nacionais se deparam atualmente. Este processo de melhorias contínuas nos tempos médios de set-up pressupõe, então, a adoção de uma metodologia robusta, capaz de padronizar e estruturar as ações no âmbito de todo o sistema produtivo da Empresa. Referências ANTUNES, J.A.V. & RODRIGUES, L.H. (1993) - A Teoria das Restrições como Balizadora das Ações Visando a Troca Rápida de Ferramentas. Revista Produção, Porto Alegre, v. 3, n. 1, p.73-86. BLACK, J.T. (1998) - O Projeto da Fábrica com Futuro. Editora Bookman, Porto Alegre. HARMON, R. & PETERSEN, L.D. (1991) - Reinventando a Fábrica - Conceitos Modernos de Produtividade Aplicados a Indústria. Editora Campus, Rio de Janeiro. KANNENBERG, G. (, 1994) - Proposta de uma Sistemática para Implantação de Troca Rápida de Ferramentas. Porto Alegre, PPGEP/UFRGS (Dissertação de Mestrado em Engenharia de Produção). KANNENBERG, G. & ANTUNES, J. A. V. (1995a) - Técnicas de Operacionalização de uma Sistemática de Implantação de Troca Rápida de Ferramentas em Empresas Brasileiras. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, XV, São Carlos/São Paulo, v. 3, p. 1568-1573. KANNENBERG, G. & ANTUNES, J.A.V. (1995b) - Proposta de uma Sistemática de Implantação da Troca Rápida de Ferramentas para Indústrias de Forma no Brasil. Revista Produção, Porto Alegre, v. 5, n. 1, p. 23-43. MONDEN, Y. (1984) - Sistema Toyota de Produção. Editora do IMAM, São Paulo. OHNO, Taiichi. (1997) – O Sistema Toyota de Produção. Bookman. Porto Alegre. SHINGO, Shigeo (2000) – O Sistema de Troca Rápida de Ferramentas. Editora Bookman. Porto Alegre. SHINGO, Shigeo. (1996a) – O Sistema Toyota de Produção – Do ponto de vista da Engenhara de Produção. Editora Bookman. Porto Alegre. SHINGO, Shigeo. (1996b) – Sistemas de Produção com Estoque Zero – o Sistema Shingo para melhorias contínuas. Editora Bookman. Porto Alegre. YIN, R. (2001) - Estudo de Caso: Planejamento e Métodos. Porto Alegre: Bookman.
Baixar