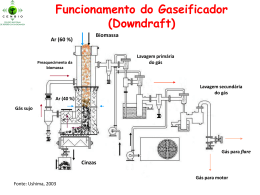
Capítulo 6 Gaseificação E PIRÓLISE para A CONVERSÃO DA BIOMASSA EM eletricidade e biocombustíveis Electo Eduardo Silva Lora Rubenildo Vieira Andrade Juan Daniel Martínez Ángel Marco Antonio Haikal Leite Mateus Henrique Rocha Cristina Apª. Vilas Bôas de Sales Mónica Andrea Gualdrón Mendoza Doris del Socorro Obando Coral ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 412 BIOCOMBUSTÍVEIS 6.1 Introdução A biomassa geralmente é utilizada como fonte de calor e para geração de eletricidade a partir da sua combustão em fornos e caldeiras acoplados ou não a turbinas a vapor, como descrito no capítulo 2. A gaseificação de biomassa consiste na conversão da biomassa em um gás combustível, possibilitando a sua utilização em equipamentos como Turbinas a Gás (TG), Motores Alternativos de Combustão Interna (MACI) aplicados a conversão de potência. A partir da biomassa também é possível obter hidrocarbonetos com características semelhantes aos combustíveis líquidos comerciais, tais como a gasolina e o diesel (capítulo 7). Geralmente este gás é chamado de gás de biomassa, gás pobre ou producer gas. Para fins práticos, o gás obtido através da gaseificação da biomassa será denominado de gás de síntese nos próximos itens deste capítulo. Existem duas rotas de conversão da biomassa lignocelulósica em biocombustíveis, a rota termoquímica e a rota bioquímica, conforme mostrado na figura 6.1. A rota bioquímica (hidrólise + fermentação), que apresenta, ainda, sérios desafios tecnológicos, será discutida posteriormente no capítulo 8. A rota termoquímica através da pirólise e/ou a gaseificação da biomassa, passa pela obtenção do gás de síntese, seguido da síntese catalítica ou da fermentação, o que torna possível a obtenção de hidrocarbonetos, álcoois, hidrogênio, amônia e GNS (Gás Natural Sintético) entre outros compostos. Os processos da rota termoquímica são conhecidos como processos BTL (Biomass to Liquid). Esta rota, também em desenvolvimento, apresenta uma série de desafios na etapa de gaseificação propriamente dita, que serão analisados a seguir. Figura 6.1 Rotas de conversão da biomassa em biocombustíveis. Reproduzida de Jenkins (2007). Bioenergy, biofuels, and potentials for sustainable development, energy lecture series. Department of Biological and Agricultural Engineering. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 413 6.2 Gás de síntese: definição e requisitos de qualidade Gás de síntese é o nome dado a uma mistura de hidrogênio (H2) e monóxido de carbono (CO) que pode ser produzido a partir de gás natural, carvão, petróleo, biomassa e até mesmo a partir de resíduos orgânicos. A disponibilidade e flexibilidade da base de recursos são as chaves para os usos atuais e futuros do gás de síntese e de seus componentes em separado. O gás de síntese representa uma fonte potencialmente crescente de combustíveis limpos e também para a síntese de produtos químicos, sendo um combustível importante para a produção de eletricidade isenta de poluentes atmosféricos, tais como óxidos de enxofre (SOx) e óxidos de nitrogênio (NOx) (WENDER, 1996). O mesmo tem aplicação em processos industriais de produção de hidrogênio para células combustíveis, metanol e de vários produtos químicos, tais como a amônia, conforme apresentado na figura 6.2. Figura 6.2 Principais aplicações do gás de síntese. Reproduzido com permissão de Wender (1996). Reactions of synthesis gas. Fuel Processing Technology, 48(3):189-297. Copyright Elsevier, 1996. Quando o processo de gaseificação é realizado com ar, o gás de síntese tem um teor considerável de nitrogênio (N2), o qual deve ser removido quando se visa à produção de compostos químicos. Alguns autores diferenciam um gás de síntese de menor qualidade, ou seja, com baixo poder calorífico (5,0 MJ/Nm³ em média), passível de ser utilizado diretamente em Motor Alternativo de Combustão Interna (MACI), Turbinas a Gás (TG) ou para a queima direta em fornos e caldeiras. A poligeração consiste no uso do gás obtido por gaseificação, tanto para processos de síntese como para a geração de eletricidade numa única planta. No caso da via bioquímica de conversão, existe a opção de gaseificar os resíduos de lignina. Todas as aplicações do gás de síntese estabelecem determinados requisitos de qualidade do gás no que diz respeito ao seu poder calorífico, concentração dos componentes principais e de impurezas. Para a sua utilização em MACI e TG existe uma série de requisitos que visam à proteção dos acionadores primários, de forma a evitar entupimentos, deposições, corrosão e erosão. As principais impurezas, cujo teor está limitado nestas aplicações, são: as partículas, alcatrão, sulfeto de hidrogênio e metais alcalinos. A Tabela 6.1 mostra estes requisitos, incluindo também o caso das células a combustível. Estas requerem tratamentos de limpeza muito mais rigorosos, devido principalmente às complicações provocadas por algumas impurezas no cátodo (maiores detalhes no Capitulo 9). Porém, embora a qualidade do gás produzido em gaseificadores dependa de diferentes fatores, tais como: ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 414 BIOCOMBUSTÍVEIS • O tipo de reator. • Parâmetros de operação. • Agentes de gaseificação. Existe sempre uma diferença considerável entre os teores de impurezas e composição do gás sujo, é o que se requer para um equipamento ou processo determinado. Assim, são necessários processos de limpeza e condicionamento antes da utilização do gás, como mostrado na figura 6.3, para o caso específico do processo de obtenção de biocombustíveis através da síntese Fischer-Tropsch (FT). Tabela 6.1 Requisitos do gás de biomassa para a sua utilização como combustível em diferentes acionadores primários. Adaptada de (KALTSCHMITT e HARTMANN, 2001; NREL, 2001) Impurezas Unidades MACI TG Célula a combustível mg/Nm³ < 50 < 30 – μm <3 <5 – Alcatrão mg/Nm³ < 100 – <1 Álcalis mg/Nm³ – <0,25 – NH3 mg/Nm³ < 55 – < 0,1 H2S mg/Nm³ < 1150 – <1 HCl ppm – – <1 SiO2 mg/Nm³ – – <1 Partículas * O teor total permissível de enxofre de acordo com diferentes fabricantes de motores fica na faixa de 715 a 2 200 mg/Nm³ CH4 (Environment Agency, 2004). Figura 6.3 Etapas do processo de obtenção de combustíveis pela rota termoquímica (tecnologias BTL). Adaptado de Jenkins (2007). Bioenergy, biofuels, and potentials for sustainable development, energy lecture series. Department of Biological and Agricultural Engineering. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 415 Os processos de síntese de combustíveis apresentam uma série de requisitos com relação à pressão, temperatura no reator, tipo de catalisador e relação H2/CO no gás de síntese (tabela 6.2). A relação H2/CO pode ser ajustada durante o condicionamento do gás utilizando-se a reação de gás–água (reação de shift). Tabela 6.2 Parâmetros de operação e relação H2/CO para alguns processos de síntese de combustíveis. Reproduzida de Zuberbulher et alii (2006). Gasification of biomass – an overview on available technologies. 1st European Summer School on Renewable Motor Fuels, Stuttgart, Alemanha Pressão Temperatura Produto Produto Catalisador H2/CO (bar) (ºC) CH4 1-30 300-400 Ni 3/1 CH3OH 50-100 250-280 Cu/ZnO 2/1 Biocombustíveis Líquidos – CH2 – 3-25 190-240 Co 2/1 Biocombustíveis Líquidos – CH2 – 3-25 250-300 Fe 2/1 Gás Natural Sintético Metanol Outro fator importante é a qualidade do gás no que diz respeito aos teores de H2S e outros compostos sulfurosos, particulados, alcatrão e compostos alcalinos (tabela 6.3). A qualidade requerida do gás depende de qual é o processo que utiliza o gás de síntese como matéria-prima. Tabela 6.3 Características requeridas do gás de síntese para a produção de combustíveis sintéticos, metanol e hidrogênio. Reproduzida de Ciferno e Marano (2002). Benchmarking biomass gasification technologies for fuels, chemicals and hydrogen production. U.S. Department of Energy (DOE). National Energy Technology Laboratory Combustíveis Produto Sintéticos Metanol Hidrogênio 0,6a ~ 2,0 Alto CO2 Baixo Baixo Irrelevanteb Hidrocarbonetos Baixod Baixod Baixod N2 Baixo Baixo Baixo H2O Baixo Baixo Altoe Enxofre <1 ppm Enxofre <1 ppm Enxofre <1 ppm Baixos particulados Baixos particulados Baixos particulados Irrelevantef Irrelevantef Irrelevantef FT Gasolina e Diesel H2/CO Contaminantes Poder calorífico Pressão, bar Temperatura, °C ~ 20-30 c ~ 50 (Fase líquida) ~ 140 (Fase vapor) 200-300g 300-400 100-200 ~ 28 100-200 (a) Depende do tipo de catalisador. Para catalisador de ferro, o valor mostrado é satisfatório; para catalisador de cobalto, um valor próximo de 2,0 deve ser usado. (b) A reação de deslocamento água/gás terá de ser utilizada para converter CO em H2; o CO2 no syngas pode ser retirado simultaneamente com o CO2 gerado pela reação de deslocamento água/gás. (c) Alguma quantidade de CO2 pode ser tolerada se a relação H2/CO for superior a 2,0 (como pode ocorrer com a reforma de vapor de gás natural); se excesso H2 é disponível, o CO2 será convertido em metanol. (d) O metano e os hidrocarbonetos mais pesados devem ser retirados e/ou convertidos para a conversão do gás de síntese e representam a ineficiência do sistema. (e) A água é necessária para a reação de deslocamento água/gás. (f) Enquanto a relação H2/CO e os níveis de impurezas estão preenchidos, o poder calorífico não é crítico. (g) Depende do tipo de catalisador; os catalisadores de ferro geralmente operam em temperaturas mais elevadas que os catalisadores de cobalto. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 416 BIOCOMBUSTÍVEIS Em geral, as características e condicionamento do gás de síntese são mais críticas para as aplicações de síntese de combustíveis e produtos químicos que para as aplicações em máquinas térmicas (MACI e TG). A alta pureza do gás de síntese é extremamente benéfica para a síntese de combustíveis e produtos químicos, uma vez que reduz substancialmente o tamanho e o custo dos equipamentos a jusante. No entanto, as especificações fornecidas na tabela 6.3 não devem ser interpretadas como exigências rigorosas. Diferentes equipamentos, por exemplo, purificadores, compressores, refrigeradores, etc., podem ser utilizados para condicionar o gás de síntese e conseguir que ele cumpra com os requisitos de qualidade, embora, acrescentando complexidade e custo. A tabela 6.4 apresenta requisitos mais detalhados para o caso da síntese de metanol. Os requisitos em relação à quantidade máxima de impurezas no gás de síntese para o caso dos processos FT são mostrados na tabela 6.5. Tabela 6.4 Parâmetros de qualidade do gás de síntese na síntese de metanol. Reproduzida de Zuberbulher et alii (2006). Gasification of biomass – an overview on available technologies. 1st European Summer School on Renewable Motor Fuels, Stuttgart, Alemanha Componente Concentração permissível, mg/Nm³ H2S e outros compostos sulfurosos < 0,1 Partículas <0,1 Alcatrão <1,0 Compostos alcalinos <0,25 Tabela 6.5 Especificações do gás de síntese para processos FT. Reproduzida de Bolhar-Nordenkampf et alii (2004). Analysis and evaluation of the production of Fischer-Tropsch-fuels from biomass. 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-134 May 2004, Rome, Italy, p. 1.151-1.154 Compostos CO2 Valores da literatura FT de baixa temperatura, leito fixo, Catalisador de Cobalto (Co) 5 % em volume 5% em volume Cinzas < 0,1 mg/Nm³ N (HCN, NH4) < 20 ppbv <1 ppmv S (H2S, COS) Metais alcalinos Cl (HCl) Br, F Alcatrão < 10 ppbv < 10 ppbv < 10 ppbv <1 ppmv <10 ppbv <10 ppbv <10 ppbv < Condensação H2/CO, Reator TFBR (Tubular Fixed Bed Reactor) H2/CO, Reator SBCR (Slurry Bubble Column Reactor) < Condensação – – ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA >2 Para catalisadores de Co min – 0,6 Para catalisadores de Fe Ótimo 2,15 Para catalisadores de Co Ótimo > 1,35 Para catalisadores de Fe CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 417 6.3 Tecnologias e processos de produção de gás de síntese a partir da biomassa (pirólise e gaseificação) 6.3.1 Pirólise A pirólise é um processo de degradação termoquímica que ocorre quando se aplica calor a uma substância ou material, em ausência total de oxidante. Neste sentido, a pirólise é um processo endotérmico que precisa de uma fonte externa de energia (calor) para seu desenvolvimento. Este processo permite a transformação da biomassa em três frações: sólida, gasosa e líquida (esta última considera os gases condensáveis da fração gasosa). A fração sólida consiste principalmente em cinzas e carbono (dependendo da temperatura empregada no processo), que podem ser utilizados como combustível ou na fabricação de carvão ativado por meio da sua posterior ativação com CO2 e/ou vapor de água. A fração gasosa é também combustível, sendo composta por H2, CO, CO2, CH4, e outros hidrocarbonetos. Segundo Méier e Faix (1999) a fração líquida, também chamada de óleos pirolíticos, ou bio-óleo, é uma mistura complexa de componentes aromáticos e alifáticos oxigenados. De modo geral, é possível afirmar que os óleos pirolíticos são alcatrões (hidrocarbonetos) que possuem igualmente um importante conteúdo energético, e podem ser aproveitáveis em câmaras de combustão, motores diesel e turbinas entre outros (CHIARAMONTI et alii, 2007). As características dos produtos da pirólise em termos de quantidade e qualidade dependem das condições de operação do processo. Neste sentido, a temperatura, a granulometria do material, a velocidade ou taxa de aquecimento, o tempo de residência, o fluxo do fluido de trabalho (geralmente nitrogênio) e as características próprias da biomassa são variáveis importantes no desempenho do processo. Segundo Zabaniotou et alii (2008), a temperatura é a variável que possui o maior efeito sobre a pirólise. De acordo com estas características, a pirólise recebe diferentes denominações, como indicado na tabela 6.6. Tabela 6.6 Características das tecnologias de pirólise. Reproduzida de Nogueira e Lora (2003). Dendroenergia: Fundamentos e Aplicações, 2a ed. Rio de Janeiro, Interciência, 199 p. Tecnologia Tempo de residência Taxa de aquecimento Temperatura máxima Produto principal Carbonização Horas – dias Muito pequena 400 Carvão Convencional 5-30 min Pequena 600 Gás e líquido Rápida 0,5-5 s Intermediária 650 Gás e líquido Flash <1s Alta < 650 Gás e líquido < 0,5 s Muito alta 1 000 Gás e líquido 2-30 s Intermediária 400 Gás e líquido Ultrarrápida A vácuo Algumas dificuldades nas rotas de obtenção de gás de síntese a partir da biomassa, principalmente no que diz respeito à limitação na capacidade dos gaseificadores existentes, podem ser evitadas se a mesma é convertida primeiramente num líquido através da pirólise (VAN SWAAIJ et alii, 2004). A gaseificação em reator de leito arrastado (de correntes ascendente e descendente) dos óleos produzidos numa etapa prévia de pirólise de biomassa é um processo que permite a produção de um gás ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 418 BIOCOMBUSTÍVEIS de síntese livre de alcatrão. Inicialmente este processo de gaseificação foi desenvolvido para aplicações com coque de petróleo e carvão mineral em sistemas IGCC (integrated gasification combined cycle) por a mesma pode ser transportada a Shell e a Texaco, e ocorre a temperaturas da ordem de 1 200°C. A principal vantagem da pirólise como tratamento preliminar é o aumento da densidade energética da biomassa e a facilidade com que a mesma pode ser transportada e armazenada, da mesma maneira que o petróleo, podendo ser manuseada mais facilmente que a biomassa sólida. A pirólise rápida é um processo relativamente novo, que ainda não atingiu o estágio comercial. Neste processo, partículas de biomassa relativamente pequenas (< 6 cm) são rapidamente aquecidas até temperaturas em torno de 650ºC e pressões ligeiramente superiores à atmosférica (BIOMASS, 2011). A figura 6.4 mostra o mecanismo e a formação dos produtos durante a pirólise rápida e as frações típicas de cada um (MÉIER, 2006). Figura 6.4 Mecanismo e distribuição dos produtos no processo de pirólise rápida. Reproduzido de Méier (2006). Aktuelle Enwicklungen auf dem Gebiet der Flash Pyrolise zur Verflussigung von Biomasse. Flensburg, 16 March 2006. Na figura 6.5, são apresentados quatro tipos de reatores utilizados em processos de pirólise rápida, com algumas de suas características (HENRICH, 2005). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 419 Figura 6.5 Esquemas dos reatores utilizados para processos de pirólise rápida. Reproduzida de Henrich (2005). Clean syngas from biomass by pressurized entrained flow gasification slurries from fast pyrolysis. Second Generation Automotive Biofuel Conference, 18-20 May, 2005, Stockholm, Sweden. A tecnologia de pirólise rápida da empresa BTG é baseada em um reator cônico rotativo, que permite um bom contato entre as fases sólidas e gasosas presentes na reação. Na figura 6.6 é apresentado um esquema geral do equipamento o qual foi desenvolvido pela Universidade de Twente, na Holanda. Partículas de biomassa à temperatura ambiente e partículas de areia (ou qualquer outro material inerte) à alta temperatura são introduzidas pela parte inferior do cone, onde os sólidos são misturados e transportados até o topo mediante à ação de rotação do recipiente. Neste tipo de reator, pode-se conseguir um aquecimento rápido e um tempo de residência da fase gasosa pequeno. A tabela 6.7 resume as propriedades e características dos óleos obtidos por pirólise rápida da madeira (BRIDGWATER, 2004). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 420 BIOCOMBUSTÍVEIS Figura 6.6 Reator cônico rotativo. Biomass (2011). Tabela 6.7 Propriedades e características típicas dos óleos obtidos a partir da madeira por pirólise rápida. Reproduzida com permissão de Bridgwater (2004). Biomass Fast Pyrolysis. Thermal Science, 8(2):21-49. Copyright Thomson Reuters, 2004 Propriedade ou característica Teor de umidade pH Densidade Análise elementar Cinzas Poder Calorífico Superior (PCS) Valor típico 25% 2,5 1,2 kg/l Comentários A água vem da umidade na biomassa e das reações de pirólise e não pode ser separada. Valores na faixa de 15-35% O pH baixo é consequência dos ácidos orgânicos Muito alta, de aproximadamente 1,2 kg/l, comparada com a do óleo combustível leve de aproximadamente 0,85 kg/l. O bio-óleo tem aproximadamente 40% do poder calorífico do óleo combustível em base mássica, e mais de 60% em relação ao volume Tipicamente: C: 57%, H: 0,6%, O: 37%, N e cinza, traços em dependência do teor de coque residual 0% 18 MJ/kg Toda a cinza está associada com o coque Valor considerando um teor de umidade de 25% Viscosidade (49ºC e 25% de água) 50 cp A viscosidade pode mudar entre 20 cSt e 100 cSt (medida a 40ºC) dependendo da matéria-prima, teor de umidade, luz e envelhecimento Sólidos (coque) 0,2% 0,1% de base úmida é um bom valor, mas é possível encontrar 1% com frequência Resíduo da destilação por vácuo 50% Não pode ser completamente vaporizado. O aquecimento até 100°C provoca a formação de um resíduo sólido em torno de 50%, e o destilado contém orgânicos voláteis e água Aparência Líquido de cor marrom-escura que escoa livremente Odor Característico à fumaça Miscibilidade A adição de água até 35% de base úmida pode ser tolerada. O bio-óleo é miscível com solventes polares, como metanol, mas completamente imiscível com combustíveis derivados de petróleo cp: Centipoise e cST: CentiStoke. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 421 A pirólise rápida da biomassa impede a formação de quantidades expressivas de carvão vegetal. Deste modo, tem-se como média produtos de bio-óleo na faixa de 75 e 25% de carvão vegetal e gás. A remoção rápida dos vapores de produtos de pirólise do reator à alta temperatura assegura que menos de 10% do bio-óleo é perdido devido às reações de craqueamento. Em aplicações de obtenção de biocombustíveis, tais como o processo BTL, propõe-se a utilização de um reator de pirólise com parafuso duplo. Neste caso, a pirólise da biomassa acontece por contato da mesma com areia ou outro material inerte à alta temperatura, com uma relação mássica areia–biomassa na faixa de 1/10. As unidades de pirólise rápida em estágio-piloto e em demonstração, no mundo, são as seguintes (BRIDGWATER, 2004; MÉIER, 2006): • BiothermTM, leito fluidizado borbulhante, Dynamotive, Canadá, capacidade 100 t/dia. • RTPM, leito fluidizado, Ensyn, Canadá, capacidade 70 t/dia. • Cone rotativo, BTG, Holanda, capacidade 50 t/dia. • Bioliq, FZK, Alemanha, capacidade 12 t/dia. • BTO, PYTEC, Alemanha, capacidade 6 t/dia. • Fortum, Finlândia, operou até 2003. • ENEL, Itália, capacidade 15 t/dia, operação intermitente. A Iowa State University vem realizando um detalhado trabalho de caracterização dos óleos pirolíticos, assim como o estudo das causas e soluções para a degradação deles durante a armazenagem. Os principais aspectos que limitam a utilização direta dos óleos obtidos por pirólise rapida como biocombustíveis são (RADLEIN, 2010): • Resquícios de carvão no bio-óleo. • Presença de multifases líquidas. • Envelhecimento. • Alto índice de acidez. • Variabilidade das propriedades físico-químicas. • Estabilidade térmica e durante o armazenamento. 6.3.2 Gaseificação A gaseificação pode ser definida como o processo de conversão termoquímica de um material sólido ou líquido (que contém carbono na sua composição) em um combustível gasoso, através da oxidação parcial a temperaturas elevadas (reações termoquímicas numa faixa de temperaturas de 800 a 1 100°C), e em pressões atmosféricas ou maiores, até 33 bar. Utiliza-se um agente de gaseificação que pode ser ar, vapor de água, oxigênio ou uma mistura destes, em quantidades inferiores à estequiométrica (mínimo teórico para a combustão). Segundo Warnecke (2000), a gaseificação pode ser definida como um processo termoquímico localizado em uma região paramétrica entre a combustão e a pirólise. Neste sentido, este processo é entendido como o tratamento termoquímico que, diferentemente da combustão, não permite a oxidação completa do carbono e do hidrogênio presentes no combustível em CO2 e H2O, respectivamente, dando origem a compostos combustíveis, tais como CO, H2 e CH4. Além dos gases mencionados anteriormente, o gás produzido também inclui produtos típicos de combustão: CO2, H2O, O2 (em quantidades mínimas) e N2 (quando o agente gaseificador é ar), assim como teores menores de hidrocarbonetos, tais como o eteno (C2H4), o etano (C2H6), entre outros. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 422 BIOCOMBUSTÍVEIS A figura 6.7 mostra um esquema das etapas do processo de gaseificação de biomassa. A pirólise constitui a primeira fase do processo, na qual se forma carvão vegetal, alcatrão e gases. Em paralelo, uma fração pequena da biomassa é oxidada, a fim de elevar a temperatura de reação até valores compreendidos entre 800 e 1 200ºC, dependendo principalmente da quantidade e do tipo de agente de gaseificação fornecido. Assim, é possível atingir o nível de temperatura adequado, tanto para o desenvolvimento da etapa de pirólise como para a gaseificação propriamente dita dos produtos gerados na pirólise. Figura 6.7 Principais etapas da gaseificação da biomassa. Reproduzida com permissão de Knoef (2002). Review of small-scale biomass gasification. Pyrolysis and Gasification of Biomass and Waste Expert Meeting, Strasbourg, France, 2002. O gás produzido num gaseificador, cujo agente de gaseificação é o ar, apresenta um poder calorífico inferior (PCI) entre 3 e 6 MJ/Nm3, como consequência do efeito de diluição pelo nitrogênio. O mesmo é conhecido como gás pobre, devido ao seu poder calorífico ser consideravelmente menor que o do gás natural (quase 10 vezes). Quando se utiliza O2 puro como agente de gaseificação, ou uma mistura O2 e vapor, é possível obter um gás com PCI na faixa de 10 e 19 MJ/Nm³. O oxigênio tem um custo entre 40,00-60,00 US$/t, e normalmente é utilizado numa taxa de 0,25-0,3 kg/kg de biomassa, a um custo equivalente a US$10-20 por tonelada de biomassa (WYMAN et alii, 1992). Os fatores que afetam o desempenho do sistema de gaseificação são: • A razão de equivalência (comumente conhecida como fator de ar). • O tipo de agente de gaseificação. • O tempo de residência, o qual é limitado pela velocidade de fluidização quando o processo é realizado em reatores de leito fluidizado, e para o caso dos reatores de leito fixo, principalmente pelo projeto e pela operação da grelha. • As características da biomassa em termos físico-químicos e energéticos. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 423 • A utilização ou não de catalisadores. Uma descrição das variáveis a considerar no processo de gaseificação é apresentada a seguir. 6.3.2.1 Variáveis envolvidas no processo de gaseificação Considerando-se que a gaseificação é um processo de oxidação parcial que é determinado pelas quantidades de ar e combustível introduzidas ao reator, é possível afirmar que são precisamente estas as principais variáveis envolvidas no processo. Porém, os diferentes tipos de reatores onde o processo é desenvolvido, e suas características construtivas, adicionam outros fatores que igualmente exercem influência no desempenho do processo de conversão termoquímica. Assim, as variáveis de maior influência sobre a gaseificação de biomassa em leito fixo e fluidizado são: 1. Fator de ar: De acordo com várias pesquisas sobre gaseificação em leito fixo e fluidizado, o fator de ar, também conhecido como razão de equivalência, é uma das variáveis operacionais mais importantes na gaseificação com ar (NARVÁEZ et alii, 1996; DOGRU et alii, 2002). Esta variável corresponde ao valor da relação ar–combustível real utilizada durante o processo, dividida pela relação ar–combustível teórica ou estequiométrico, como mostrado na equação 6.1. Desta maneira, o fator de ar define a proporção de combustível queimado (combustão completa) com relação à quantidade gaseificada (oxidação parcial e/ou redução). García-Bacaicoa et alii (1994) apresentam o fator de ar como a porcentagem do quociente entre a relação oxigênio–combustível real e a relação oxigênio–combustível estequiométrica. Tinaut et alii (2006) e Hernandez et alii (2006) definem o fator de ar como o quociente entre a relação ar–combustível real e a estequiométrica. F.A = (R ) (R ) A/C real A/C est (6.1) Onde: (R ) (R ) A/C real A/C est :Relação ar–combustível estequiométrica : Relação ar–combustível real A relação ar–combustível estequiométrica em m³ a condições normais de pressão e temperatura por kg de biomassa, pode ser expressa em função dos dados da análise elementar do combustível (em base úmida), como apresentado na equação 6.2. (RA/B)est = 0,0889 × (Cu + 0,375 × Su) + 0,265 × Hu – 0,0333 × Ou (6.2) Valores típicos da análise elementar e da relação ar–combustível estequiométrica para eucaliptos, considerando-se uma umidade de 15% (em base úmida) são apresentados na tabela 6.8. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 424 BIOCOMBUSTÍVEIS Tabela 6.8 Análise elementar e relação estequiométrica para madeira de eucaliptos com 15% de umidade em base de trabalho Análise elementar (base de trabalho) Biomassa (R ) C Hu Ou Nu Su Pedaços de madeira 48,03 5,98 45,67 0,08 0,00 4,33 Eucaliptos 45,97 5,81 44,42 0,30 0,00 4,15 Blocos de madeira 49,07 5,09 43,45 0,48 0,02 4,26 u A/C est Também, e de acordo com Wander et alii (2004), valores típicos para a relação ar–combustível real, em unidades pequenas de gaseificação de madeira em leito fixo, estão em torno de 2 e 2,4 kg/kg. De igual forma, Dogru et alii (2002), para experimentos com biomassa em leito fixo, reportam valores para a relação ar–biomassa na faixa 1,37 e 1,47 Nm³/kg. Segundo Narváez et alii (1996), fatores de ar convencionais em gaseificação de biomassa em leito fluidizado estão compreendidos na faixa de 0,2 e 0,4, o que equivale a dizer que, no processo de gaseificação, cada quilograma de combustível precisa de 20 a 40% da quantidade de ar estequiometricamente necessária para a combustão. Em reatores de leito fixo a relação ar–combustível (neste caso, biomassa) depende principalmente da capacidade de processamento, e, portanto, das características físicas do reator. O fator de ar pode ser calculado a partir da quantidade total de biomassa consumida no teste, a vazão volumétrica do ar e o tempo total do teste, conforme mostrado na equação 6.3. (R ) A/C • = real Var × t (6.3) mbiomassa Por outro lado, outros autores apresentam como fator-chave a velocidade superficial do agente de gaseificação (definida como o quociente entre a vazão volumétrica de gás produzida e a área transversal do reator), para a gaseificação desenvolvida em reatores de leito fixo. Reed e Das (1988) ressaltam a influência desta variável no comportamento, controle e conteúdo energético do gás produzido. 2. Temperatura: Do ponto de vista termodinâmico, a temperatura deve estar condicionada principalmente pelas quantidades de ar e combustível que participam na reação, isto é, pelo fator de ar utilizado. Também, a composição elementar e as características imediatas (voláteis e carbono fixo principalmente) do combustível a ser gaseificado têm um efeito considerável sobre esta variável. Em todos os casos, durante o processo, deve-se garantir que a temperatura tenha o valor adequado para que o carbono presente no combustível seja transformado por completo e não se acumule nas cinzas, o que constitui uma “perda” de energia no sistema. A temperatura tem um efeito considerável sobre a concentração dos compostos combustíveis no gás produzido no processo de transformação termoquímica. Altas temperaturas favorecem a concentração de H2 e CO, enquanto, a concentração de metano diminui. O anterior está justificado pelo princípio de Lê Chatelier, segundo o qual maiores temperaturas favorecem os reagentes nas reações exotérmicas, enquanto nas reações endotérmicas são favorecidos os produtos. No caso de gaseificadores de leito fixo (tipo cocorrente e contracorrente), a temperatura no interior do reator pode variar numa ampla faixa (pela heterogeneidade decorrente das reações do processo) dando ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 425 origem a regiões de alta temperatura. Assim, a temperatura do processo pode alcançar valores até de 1 200ºC (BELGIORNO et alii, 2003). No caso dos reatores de leito fluidizado, a temperatura de operação está limitada pela temperatura de sinterização das partículas que compõem a mistura (inerte, cinzas), a qual geralmente não supera os 950ºC. 3. Capacidade de produção de gás: Este parâmetro expressa em Nm³ a vazão de gás gerado por unidade de massa de combustível alimentado ao sistema. A produção de gás tem uma relação diretamente proporcional com o fator de ar (NATARAJAN et alii, 1998; ZAINAL et alii, 2002) e o tempo de residência dos gases na zona de redução (GARCÍA-BACAICOA et alii, 1994). Valores típicos de produção de gás, em reatores de leito fixo, estão em torno de 2 Nm³/kg de biomassa, para o caso dos leitos fluidizados na faixa de 1,8 e 2,5 Nm³/kg. 4. Composição e poder calorífico do gás produzido: Em geral o gás produzido na gaseificação de biomassa é composto por CO2, CO, CH4, H2O, H2, N2 e poucas quantidades de alcatrão. Assim mesmo, pode conter também algumas quantidades de O2. As concentrações de CO, H2 e CH4 estão condicionadas ao desenvolvimento das reações envolvidas na gaseificação. Dessa forma, o agente de gaseificação utilizado tem uma influência considerável na composição e no poder calorífico do gás produzido. 5. Eficiência da gaseificação: Este parâmetro pode ser calculado de duas maneiras: a quente e a frio. A eficiência a quente corresponde ao quociente do somatório entre a energia sensível e química do gás produzido, e a energia química (poder calorífico) do combustível gaseificado. A eficiência a frio refere-se somente ao quociente entre a energia química do gás e a energia química do combustível. Para efeitos de comparação de rendimentos entre gaseificadores, a maioria dos autores prefere considerar a eficiência a frio, porque esta evita a obtenção de valores equivocados influenciados pelo valor do calor sensível do gás, que na realidade não é o objetivo mais importante do processo. Também é preciso considerar o efeito da composição das cinzas no processo de transformação termoquímica, devido ao caráter catalítico dos minerais presentes nela. Segundo Kirubakaran et alii (2007), a existência de traços de metais nas cinzas resulta em alterações da temperatura de decomposição térmica da biomassa. Outro parâmetro importante no desempenho de gaseificadores de leito fixo é o projeto da placa ou grelha, que sustenta a biomassa em conversão e permite retirar as cinzas produzidas no processo. Segundo García-Bacaicoa et alii (1994), a grelha permite controlar o tempo de residência da biomassa no gaseificador, assim como regular a taxa de remoção das cinzas. Sendo assim, muitos gaseificadores utilizam mecanismos de vibração acoplados à grelha, os quais são operados numa sequência programada. Finalmente, as características próprias do combustível, tais como a granulometria e a umidade, têm efeitos igualmente importantes no processo de gaseificação. Portanto, a umidade pode afetar consideravelmente a composição do gás combustível dada à redução da temperatura no interior do reator, por causa da energia requerida para a vaporização da água presente no combustível. Teores de umidade no combustível inferiores a 20% podem ter uma influência positiva na gaseificação ao intensificar a reação gás/água. Segundo Jayah et alii (2003), a diminuição da temperatura no reator decorrente da evaporação da umidade do combustível, reduz a velocidade de reação e também a eficiência do processo. Midilli et alii (2001) e Dogru et alii (2002) recomendam umidades no combustível inferiores a 25%. Por outro lado, e segundo Jayah et alii (2003), o tamanho da partícula tem relação diretamente proporcional com o comprimento da zona de gaseificação (ou de redução). Gaseificadores com ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 426 BIOCOMBUSTÍVEIS comprimento pequeno da zona de reação precisam de menores tamanhos de partículas. Tamanhos de partícula menores de 2 mm favorecem o predomínio da reação química no processo de gaseificação, e não existe uma influência considerável dos fenômenos de transferência de massa e energia (KIRUBAKARAN et alii, 2007). Ao mesmo tempo, partículas de maior granulometria apresentam menores taxas de volatilização e uma maior transferência de calor entre as mesmas e as partículas próximas (RYU et alii, 2006). Igualmente, tamanhos de partícula maiores favorecem a formação de espaços entre as partículas do leito, assim como o desenvolvimento de canais preferenciais e pontes, que dão origem a flutuações e heterogeneidade na temperatura do reator que levam à formação de altos teores de alcatrão. Neste contexto e para o caso dos reatores de leito fixo, a granulometria do combustível deve ser o mais uniforme possível (WARNECKE, 2000). 6.3.2.2 Aspectos cinéticos do processo de gaseificação Geralmente, durante a modelagem do processo de gaseificação dentre as principais variáveis de entrada para a realização dos balanços de massa e energia incluem-se: a composição físico-química do insumo e do agente de gaseificação, a temperatura do meio ambiente e dos insumos preaquecidos, e a relação ar–combustível a fixar no processo. O balanço de massa da reação química define a composição de equilíbrio para a reação global. As variáveis de saída podem ser: a composição e o poder calorífico do gás produzido, eficiência a frio e a quente do processo e vazão e potência térmica do gás, entre outras. O processo de gaseificação pode ser descrito por um conjunto de reações químicas sendo que estas ocorrem em diferentes regiões do gaseificador (para o caso dos reatores de leito fixo) ou simultaneamente em todo o volume do mesmo (para o caso dos reatores de leito fluidizado). Nas equações 6.4 a 6.13 são apresentadas as principais reações químicas de cada uma das etapas do processo de gaseificação. I. Pirólise Biomassa + Calor Þ Coque + Gases + Alcatrão + Condensáveis (6.4) II. Oxidação do carbono 1 C+ O2 Û CO (Reação rápida) (6.5) C + O2 Û CO2 (Reação rápida) (6.6) 2 III. Gaseificação • Reações heterogêneas Reação de Boudouard C + CO2 Û 2CO (6.7) Reação de gás–água ou reação carbono–vapor C + H2O Û CO + H2 ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA (6.8) CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 427 Reação de formação de metano C + 2H2 Û CH4 (6.9) • Reações homogêneas Reação de shift, água/gás CO + H2O Û CO2 + H2 (Reação rápida) (6.10) CH4 + H2O Û CO + 3H2 (6.11) IV. Craqueamento do alcatrão Alcatrão + vapor + calor Þ CO + CO2 + CH4 + H2 + H2O (6.12) V. Oxidação parcial dos produtos da pirólise (CO + CH4 + H2) + O2 Û CO2 + H2O (6.13) O agente oxidante é utilizado na combustão de parte do carbono contido na biomassa como mostra a equação 6.5. As equações 6.8 e 6.10 são favorecidas com a utilização de vapor de água como agente de gaseificação ou acontecem num posterior processo de reforma. A equação 6.12, o craqueamento térmico da biomassa, explica por que reatores com maior temperatura de operação se caracterizam por menores teores de alcatrão no gás. A secagem da biomassa, até valores de 10-15%, é importante para uma alta eficiência de gaseificação. Caso contrário, parte da energia liberada pela equação 6.6 seria consumida na secagem. De acordo com Cousins (1978), o estudo teórico da gaseificação pode ser realizado a partir de duas abordagens: a termodinâmica (estequiométrica) e a cinética. A primeira abordagem permite obter informação sobre a concentração do gás produzido (e outras variáveis, como poder calorífico, potência, eficiência, etc.), a partir de dados referentes à composição do combustível e do agente de gaseificação. A segunda abordagem permite o cálculo da velocidade das reações envolvidas e a determinação das taxas de formação dos produtos. Susanto et alii (1996), Zainal et alii (2001) e Melgar et alii (2007) reportam resultados de estudos teóricos da modelagem do processo de gaseificação em leito fixo tipo cocorrente, desenvolvidos a partir da abordagem termodinâmica. Geralmente, estes modelos consideram um esquema zero dimensional (caixa preta), baixo critério de equilíbrio químico e de minimização da energia livre de Gibbs. Os reatores de leito fluidizado (borbulhantes e circulantes), que por sua vez podem ser atmosféricos ou pressurizados, são mais complexos na sua modelagem. Vale a pena destacar os trabalhos do Professor Márcio de Souza-Santos do Departamento de Engenharia Mecânica da Universidade Estadual de Campinas no desenvolvimento do simulador CSFMB (Comprehensive Simulator of Fluidized and Moving Bed Equipments). Outras alternativas são a utilização do ASPEN PLUS™ e técnicas de mecânica dos fluidos computacional (CFD), como ferramentas para a modelagem destes sistemas. De acordo com Susanto et alii (1996), a abordagem termodinâmica deve incluir a modelagem das reações homogêneas e heterogêneas que ocorrem na gaseificação. Segundo Levenspiel (1987), um sistema homogêneo é aquele onde todas as sustâncias envolvidas na reação se encontram numa fase só: gasosa, ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 428 BIOCOMBUSTÍVEIS líquida ou sólida, enquanto o sistema heterogêneo considera a presença de duas fases. Na tabela 6.9 são apresentadas as reações químicas e as equações para a determinação das constantes de equilíbrio (a partir dos parâmetros cinéticos) utilizadas no modelo da gaseificação (considerando uma pressão no reator igual à pressão de referência). Segundo Cousins (1978) existe um número considerável de reações possíveis entre os gases formados na zona de reação do gaseificador (CO, CO2, CH4, H2, H2O e N2), embora as reações heterogêneas de Boudouard, shift e de formação de metano apresentem uma representatividade considerável na descrição do processo. Cousins (1978) determinou aplicando o modelo heterogêneo mostrado na tabela 6.9 incluindo dados referentes à análise elementar da biomassa, balanços de massa e uma série de considerações iterativas, a composição do gás produzido (CO, CO2, CH4, H2, N2) em função da temperatura de reação. Isto para o caso da gaseificação de madeira em leito fixo cocorrente (figura 6.8). Tabela 6.9 Modelos termodinâmicos e constantes de equilíbrio químico. Reproduzido de Susanto e Beenackers (1996). A moving-bed gasifier with internal recycle of pyrolysis gas. Fuel, 75(11):1.339-1.347. Copyright Elsevier 1996 Modelo homogêneo Modelo heterogêneo C + CO2 Û 2CO kB = Reação de Boudouard kB = 1,222 × 109 × e O + H2O Û CO2 + H2 Reação homogênea de gás d’água ou reação de shift ks = 1 C + H2O Û CO + H2 Reação heterogênea de gás d’água ou reação de shift ks = 2 ks = 3,098 × 107 × e 2 ks = 0,0265 × e 1 C + 2H2 Û CH4 Reação de formação de metano k = M kM = 1,472 × 10–6 × e ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA ×P CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 429 Figura 6.8 Efeito da temperatura de reação na composição do gás combustível utilizando um modelo heterogêneo. Reproduzida de Cousins (1978). A theoretical study of wood gasification processes. New Zealand Journal of Science, 21(2):175-183. Zainal et alii (2001), seguindo a mesma metodologia de equilíbrio químico apresentada por Cousins (1978), porém considerando unicamente a reação de formação de metano e a reação homogênea de gás d’água ou reação de shift, predisseram a composição do gás num gaseificador de leito fixo tipo cocorrente para diferentes biomassas, em função da sua umidade e da temperatura de reação. A figura 6.9 mostra o efeito do conteúdo de umidade na composição dos gases. Figura 6.9 Efeito da umidade na gaseificação de madeira em leito fixo tipo cocorrente a uma temperatura de reação de 800ºC. Reproduzido com permissão de de Zainal et alii (2001). Prediction of performance of a downdraft gasifiers using equilibrium modeling for different biomass materials. Energy Conversion and Management, 42(12):1.4991.515. Copyright Elsevier, 2001. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 430 BIOCOMBUSTÍVEIS Por outro lado, Melgar et alii (2007), considerando a diminuição da energia livre de Gibbs, e levando em conta apenas a reação homogênea de gás d’água e a reação de formação de metano, obtiveram bons resultados na predição das concentrações dos gases gerados na gaseificação de biomassa em leito fixo cocorrente. Neste caso, a temperatura de reação foi determinada mediante um balanço de energia, sendo a composição do gás determinada em função da relação combustível–ar. Na figura 6.10 é apresentado o efeito da relação combustível–ar na composição do gás (teores de CO, CO2, H2 e CH4). Geralmente, durante a modelagem e predição da composição do gás de gaseificação em um reator de leito fixo tipo cocorrente, é desprezada a formação dos compostos de alcatrão dado às baixas concentrações dos mesmos no gás neste tipo de reatores. De igual forma assume-se que o tempo de reação é o suficiente para estabelecer o equilíbrio químico. Também é considerada a conversão total do carbono presente no combustível, desprezando-se a formação de coque no processo. Figura 6.10 Efeito da relação combustível–ar na gaseificação de madeira em leito fixo tipo concorrente com 18% de umidade. Reproduzido com permissão de Melgar et alii (2007). Thermochemical equilibrium modelling of a gasifying process. Energy Conversion and Management, 48(1):59-67. Copyright Elsevier, 2007. 6.3.2.3 Tipos de gaseificadores O gaseificador é o reator no qual acontece a conversão termoquímica da biomassa em gás. De um modo geral, é possível afirmar que existem seis tipos principais de gaseificadores: de leito fixo contracorrente, de leito fixo cocorrente, de leito fixo tipo fluxo cruzado, de leito fluidizado borbulhante (LFB), de leito fluidizado circulante (LFC) e de leito arrastado. Ao mesmo tempo todos eles podem ser de aquecimento direto ou indireto. A classificação baseia-se na direção relativa do fluxo de biomassa e do agente de gaseificação, e na forma de fornecimento de calor ao reator. A tabela 6.10 resume as características das configurações mais comumente usadas. A figura 6.11 mostra esquemas dos diferentes tipos de gaseificadores. As faixas de potências térmicas de aplicação dos diversos tipos de reatores são diferentes, ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 431 como mostrado na figura 6.12, atendendo às suas características construtivas e de operação, assim como a possibilidade e a facilidade de escalonamento de cada tecnologia. Tabela 6.10 Classificação dos diferentes tipos de reatores para o desenvolvimento da gaseificação. Adaptada de Ciferno e Marano (2002). Benchmarking biomass gasification technologies for fuels, chemicals and hydrogen hydrogen production. U.S. Department of Energy (DOE). National Energy Technology Laboratory Tipo de reator Direção de fluxo Fonte de calor Combustível Gases Leito fixo contracorrente (Updraft) Descendente Ascendente Combustão do resíduo de carbono Leito fixo cocorrente (Downdraft) Descendente Descendente Combustão parcial dos voláteis Leito fluidizado borbulhante e circulante Ascendente Ascendente Combustão parcial dos voláteis e do resíduo de carbono a) b) d) e) c) f) Figura 6.11 Tipos de gaseificadores: a) Contracorrente (updraft); b) Cocorrente (downdraft); c) De duplo estágio; d) Fluxo Cruzado Cross-flow; e) Leito fluidizado borbulhante; f) Leito Fluidizado Circulante. Adaptado de McKendry (2002); Bhattacharya et alii (1999); Olofsson (2005). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 432 BIOCOMBUSTÍVEIS Figura 6.12 Faixas de potência térmica características dos diferentes tipos de gaseificadores. Reproduzida com permissão de Altener (2002). The future for biomass pyrolysis and gasification: status, opportunities and policies for Europe. Gaseificadores em leito fixo A gaseificação em leito fixo também é chamada de gaseificação em leito móvel devido ao fato de que em operação contínua, na medida em que o combustível é alimentado e as cinzas retiradas, o leito move-se do topo para o fundo do reator. A mesma pode ser classificada de acordo com o movimento relativo do fluxo gasoso através do reator em corrente ascendente (updraft) ou descendente (downdraft). Também pode ser classificada de acordo com a direção relativa do fluxo do combustível a ser transformado (neste caso, biomassa) e o do gás gerado. Sendo assim, o processo pode ser considerado como gaseificação em contracorrente, cocorrente e em fluxo cruzado (cross-flow). Porém, é comumente aceito que a gaseificação em correntes ascendente e descendente seja chamada de contracorrente e cocorrente, respectivamente. Em geral, os reatores de leito fixo são eficientes trabalhando com combustíveis de alta densidade e granulometria grossa. Nos gaseificadores de leito cruzado, o combustível é fornecido pela parte superior do reator, enquanto o agente de gaseificação é alimentado por uma das paredes laterais. O gás gerado sai por um duto localizado na parede oposta. As zonas de combustão e gaseificação (ou redução) estão próximas à entrada do ar e à saída do gás. As cinzas são removidas pela parte inferior do reator. O equipamento possui relativa simplicidade de construção. Porém, o gás gerado apresenta um teor considerável de alcatrão sendo a produção de energia térmica sua aplicação mais adequada. No gaseificador contracorrente, o fluxo de gás gerado escoa em sentido contrário à alimentação de biomassa, a qual é feita pela parte superior do reator. O combustível a ser gaseificado é submetido aos processos de secagem, pirólise, redução e combustão, enquanto os gases gerados são direcionados à saída do reator localizada na parte superior do mesmo. Esta configuração se caracteriza pelo fato dos gases gerados terem um alto teor de alcatrão, sendo assim considerável a eficiência térmica do processo. Geralmente a aplicação deste tipo de reatores concentra-se na produção de energia térmica por meio da oxidação dos gases gerados na gaseificação. Na gaseificação em leito fixo tipo cocorrente, o combustível é fornecido pela parte superior e o agente de gaseificação se movimenta em sentido descendente, podendo ser alimentado por dutos localizados nas paredes laterais do reator ou pela parte superior do mesmo. A principal vantagem deste tipo de reator é o baixo teor de alcatrão no gás produzido, devido ao craqueamento do mesmo ao passar pelas regiões de alta temperatura do processo (zona de combustão). As características construtivas deste tipo de reator têm efeitos adicionais na qualidade do gás combustível. Sendo assim, o reator pode ter uma redução do diâmetro interno (garganta) na região da zona ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 433 de combustão, que favorece o craqueamento do alcatrão. Nesta zona se posicionam os injetores de ar, arranjados de maneira a distribuir o oxidante da forma mais uniforme possível e poder garantir que seja atingida uma temperatura adequada em toda a seção, para o craqueamento dos alcatrões. Segundo García-Bacaicoa et alii (1994), o projeto da garganta e em geral da zona de combustão, pode ser realizado a partir do fluxo superficial de biomassa na faixa de 0,05 a 1 kg/s.m2. Usualmente o gaseificador de leito fixo cocorrente com garganta é conhecido pelo termo Imbert, em homenagem a seu criador Georges Imbert no ano 1920. Por outro lado, é possível encontrar modelos de gaseificador cocorrente sem redução do diâmetro interno, nos quais o conteúdo de alcatrão no gás gerado é maior em comparação com o reator com garganta. Neste caso, a probabilidade na formação de canais preferenciais, pontes internas e/ou vácuos, quando se utilizam combustíveis de baixa massa específica, diminui. Além disso, quando o fornecimento do ar é efetuado pela parte superior do reator, mantendo aberto o topo do mesmo, o sistema é comumente conhecido pelos termos em inglês, Specific Gasification Rate. Para este tipo de configuração, alguns autores apresentam como variável importante de otimização e de escala, a relação entre a vazão mássica de combustível e a área do reator, à qual dão o nome de taxa específica de gaseificação ou SGR por suas siglas em inglês: specific Gasification Rate. Jain e Goss (2000) encontraram como valor ótimo 192,5 kg/h.m2 (0,0534 kg/s.m2), para a gaseificação de casca de arroz em leito fixo tipo cocorrente. Da mesma forma, Singh et alii (2006), em experimentos com castanha de caju, encontraram como valor ótimo 167 kg/h.m2 para uma eficiência de gaseificação de 70%. Como principais desvantagens dos gaseificadores tipo cocorrente estão as limitações de escala (segundo REED e DAS, 1988) devido às dificuldades na distribuição homogênea do agente gaseificante na zona de oxidação de reatores de grande diâmetro e à decorrente não homogeneidade da temperatura. A capacidade máxima permissível reportada na literatura é bastante heterogênea, com valores desde 1 MWt (KLEIN, 2002) e 1,5 MWt (MANIATIS, 2001) até 5,0 MWt (KNOEF, 2002). Para reatores com garganta, Beenackers (1998) indica uma capacidade máxima de 1 MWe. O combustível a ser gaseificado também precisa de tamanhos de partículas adequados, com o intuito de evitar dificuldades com a circulação e o aumento da queda de pressão no interior do reator. Drogru et alii (2002) recomendam como tamanho de partícula máximo a ser usado num gaseificador tipo cocorrente, o correspondente a um oitavo do diâmetro da garganta do reator. De modo geral, é possível afirmar que os reatores de leito fixo apresentam uma considerável eficiência e podem trabalhar com combustíveis de alta massa específica e granulometria grosseira. Embora os reatores co-correntes sejam considerados por muitos, como a tecnologia de gaseificação mais satisfatória para a obtenção de energia mecânica, quando acoplados a MACI, devido aos baixos teores de alcatrão no gás (JAIN e GOSS, 2000; TINAUT et alii, 2006). Segundo Bhattacharya et alii (2001), a concentração de alcatrão no gás produzido a partir da gaseificação de biomassa em leito fixo, está na faixa de 10 a 100 g/m3 e de 50 a 500 mg/m3 para gaseificadores tipo contracorrente e cocorrente, respectivamente. Gaseificadores de duplo estágio A gaseificação com dois estágios pode fazer referência a dois processos com características diferentes. Segundo Devi et alii (2003), ambas as definições fazem parte de um método primário a fim de prevenir a formação ou converter o alcatrão no gaseificador em produtos gasosos. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 434 BIOCOMBUSTÍVEIS O primeiro tipo de gaseificador de duplo estágio, em contraste com os gaseificadores de leito fixo cocorrente (com e sem garganta) e de leito cruzado, onde a pirólise e a gaseificação propriamente dita são desenvolvidas num único reator, possui duas câmaras de reação separadas. Assim, no primeiro estágio é promovida a liberação dos voláteis contidos na biomassa (pirólise) por meio de aquecimento externo, e no segundo estágio ocorre a gaseificação do carbono (coque) obtido na etapa inicial. Os voláteis produzidos no estágio de pirólise podem ser oxidados para fornecer o calor necessário do processo, ou também ser direcionados para o estágio de gaseificação a fim de serem parcialmente oxidados. Na figura 6.13, apresenta-se um esquema geral do processo. Segundo Devi et alii (2003), este método foi inicialmente desenvolvido e amplamente estudado pela Universidade Técnica da Dinamarca (Technical University of Denmark). Figura 6.13 Esquema geral da gaseificação com duplo estágio de reação. A gaseificação com duplo estágio pode também fazer referência à alimentação do agente de gaseificação em dois pontos diferentes do reator. Sendo assim, num primeiro estágio, o agente de gaseificação é alimentado a fim de queimar parcialmente o combustível sólido a ser transformado. Desta forma, é gerada a energia para as etapas de secagem e pirólise que ocorrem acima da zona de combustão, assim como para as reações endotérmicas da gaseificação. O segundo estágio de fornecimento de ar tem como principal finalidade a oxidação do alcatrão a fim de reduzir sua concentração até um valor mínimo permissível, assim como o desenvolvimento de algumas reações de reforma catalítica de vapor de H2O e CO2. Geralmente, o primeiro estágio está localizado na parte superior do reator, enquanto o segundo se situa na parte central do mesmo. Na figura 6.14, apresenta-se um esquema geral da gaseificação com duplo estágio de alimentação do agente de gaseificação. Este processo foi amplamente estudado no Instituto Asiático de Tecnologia (Asian Institute of Technology ), na Tailândia. Também é objeto de pesquisa do Núcleo de Excelência em Geração Térmica e Distribuída (NEST) da Universidade Federal de Itajubá (UNIFEI). Segundo Devi et alii (2003), o bom desempenho deste tipo de gaseificador depende fortemente da estabilidade da zona de pirólise, a qual é controlada pelo balanço entre o movimento descendente do sólido e a propagação ascendente da chama da zona de combustão. Se as partículas de biomassa se movimentam mais rápido que a chama, a zona de pirólise alcança o segundo ponto de fornecimento de ar fazendo com que todo o sistema se comporte como um gaseificador convencional. O controle da propagação da chama é realizado ajustando-se o fluxo de ar fornecido no segundo estágio (DEVI et alii, 2003). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 435 Figura 6.14 Esquema geral da gaseificação com duplo estágio de alimentação do agente de gaseificação. Gaseificadores de leito fluidizado Este tipo de gaseificador não apresenta zonas diferenciadas de reação como nos reatores de leito fixo. Os reatores de leito fluidizado têm um leito isotérmico que opera usualmente em temperaturas na faixa de 700-900oC. Os principais tipos de gaseificadores de leito fluidizado são: de leito borbulhante (bubbling bed) e de leito circulante (circulating bed) e podem ser atmosféricos ou pressurizados (BELGIORNO et alii, 2003; KLEIN, 2002). Segundo Ramírez e Martínez (2007), a fluidização é uma operação em que um sólido é colocado em contato com um fluxo de gás, de tal forma que o mesmo adquire características similares às dos fluidos. Um reator de leito fluidizado consiste em uma câmara de reação que contém partículas inertes suportadas por uma placa distribuidora e mantidas em suspensão por um fluido que atravessa o reator em sentido ascendente. No caso especial da gaseificação de combustíveis sólidos, utilizam-se exclusivamente compostos gasosos como meio fluidizante. Para a biomassa, um gaseificador operando em condição de leito fluidizado apresenta vantagens consideráveis, dentre as quais pode-se destacar à alta taxa de conversão de carbono em gás energético devido às elevadas eficiências dos mecanismos de transferência de calor e massa, além da uniformidade da temperatura ao longo do reator. As principais vantagens e desvantagens de um sistema de gaseificação em leito fluidizado borbulhante para biomassa se apresentam na tabela 6.11. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 436 BIOCOMBUSTÍVEIS Tabela 6.11 Vantagens e desvantagens da gaseificação de biomassa em leito fluidizado. Reproduzida com permissão de Ramírez e Martínez (2007). Experimentos de gasificación con cascarilla de arroz colombiana en lecho fluidizado. Colección Monografias y Tesis, Medellín Editorial Universidad Pontificia Bolivariana, 183 p. Vantagens Desvantagens • Alta flexibilidade em relação à taxa de alimentação do • A temperatura do leito está limitada pela temperatura combustível de sinterização das cinzas • Alta capacidade volumétrica • Pode existir alta concentração de partículas no gás • Fácil controle da temperatura do leito • Baixas emissões de NOx e SOx • Operação com ampla variedade na composição do combustível (alto conteúdo de cinzas e umidade) produzido com altos teores de carbono nas cinzas • Possíveis problemas com o alcatrão durante o resfriamento do gás até temperaturas relativamente baixas Gaseificadores de leito fluidizado borbulhante são típicos de aplicações de escala mediana. Por outro lado, os gaseificadores de leito fluidizado circulante são de fácil escalonamento e típicos de grandes capacidades, tanto para aplicações de gaseificação como de combustão. A tabela 6.12 apresenta algumas questões importantes que devem ser consideradas durante o projeto e operação destes tipos de equipamentos. Tabela 6.12 Considerações de projeto e operação de gaseificadores de leito fluidizado Tipo de gaseificador Considerações Leito fluidizado borbulhante – Altura do leito em gaseificadores em operação, geralmente na faixa de 500-600 mm (deve-se ter cuidado com fenômenos fluido-dinâmicos como o escoamento vertical em regime de bolhas (slugging) – Alimentação de biomassa um pouco acima da placa distribuidora – Granulometria do inerte na faixa de 300-500 μm – Fator de ar: 0,2-0,4 Leito fluidizado circulante – – – – – Ar secundário injetado acima do leito denso na base (20 %) Fator de ar: 0,2-0,3 Velocidade superficial do gás: 5-8 m/s Altura do riser: 6-12 metros Granulometria do inerte na faixa de 300-500 μm Gaseificadores de leito arrastado Foram inicialmente desenvolvidos para aplicações de gaseificação de coque de petróleo e carvão mineral em plantas IGCC (Integrated Gasification Combined-Cycle) de grande capacidade. Os gaseificadores já testados foram projetados pelas Empresas Destec, Lurgi, Shell e Texaco (figura 6.15). Estes equipamentos geralmente utilizam o combustível na forma de gás, pó ou em estado líquido (lama, slurry em inglês), exigindo a adequação da biomassa a uma granulometria muito fina ou inclusive a estado líquido por meio de uma pirólise prévia. Segundo Olofsson et alii (2005), o combustível é usualmente transportado por uma mistura de O2 e vapor de H2O, e gaseificado em temperaturas superiores a 1 200oC e pressão acima de 20 bar. O processo de gaseificação ocorre durante o transporte pneumático dos materiais que compõem a mistura, que pode ser tanto em sentido ascendente (quando o combustível é fornecido pelos extremos laterais do reator), como em sentido descendente (quando o combustível é fornecido pelo topo do reator). A cinza é removida em estado líquido e o alcatrão é completamente craqueado garantindo a produção de um gás de síntese de alto poder calorífico e sem hidrocarbonetos pesados. Os gaseificadores de leito arrastado apresentam potencialidade na transformação termoquímica dos resíduos líquidos provenientes da indústria do papel (licor negro). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 437 Figura 6.15 Tecnologias de gaseificação em leito arrastado: a) DESTEC; b) LURGY; c) SHELL; d) TEXACO. Reproduzida de Berger (2003). Gasification of biomass to generate renewable hydrogen – conventional and new approaches. Sino-German Workshop on Energy Utilization of Biomass, Beijing, 2003. A maior dificuldade na utilização deste tipo de tecnologia com biomassa está no alto custo da trituração da mesma até a granulometria requerida (por causa da baixa densidade da biomassa e alto consumo de energia). O gás possui também uma grande quantidade de calor sensível (devido às altas temperaturas do processo), necessitando-se de caldeiras de recuperação e de turbinas a vapor, com o intuito de aproveitar a energia remanescente e garantir uma maior eficiência global do sistema. As soluções propostas são a torrefação antes da moenda ou a conversão da biomassa em bio-óleo e/ou coque (a partir da pirólise) a fim de garantir a granulometria requerida de partículas ou gotas na entrada do gaseificador. Do ponto de vista da fonte de calor utilizada para sustentar termicamente o processo, pode-se ter gaseificadores de aquecimento direto (autotérmicos) ou de aquecimento indireto (alotérmicos), como mostrado na figura 6.16. No caso do aquecimento direto, parte da biomassa é queimada para fornecer o calor que requer a etapa inicial de pirólise e, por isso, trabalha-se em condições subestequiométricas com um fator de ar de 0,2 a 0,4. A elevada temperatura da zona de combustão permite o craqueamento do alcatrão, porém quando utiliza-se o ar como agente de gaseificação, o N2 do mesmo dilui o gás resultante, levando à redução do seu poder calorífico. O processo alotérmico pode ser considerado na sua essência como uma variante do processo de pirólise, devido ao fato de o calor ser fornecido de forma indireta. Os gaseificadores e o gás resultante do processo possuem características específicas dependendo da tecnologia empregada. A aplicação do produto final, as condições operacionais e a qualidade requerida do gás são fatores que determinam o tipo de gaseificador que deve ser empregado. A tabela 6.13 apresenta algumas características operacionais para cinco tipos de gaseificadores. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 438 BIOCOMBUSTÍVEIS Figura 6.16 Classificação dos gaseificadores atendendo à forma de fornecimento de calor. Reproduzida com permissão de Hofbauer (2008). Fischer-tropsch-fuels and bio-SNG. Central European Biomass Conference, 16 a 19 de janeiro de 2008. Tabela 6.13 Condições operacionais dos gaseificadores. Adaptada de Olofsson (2005). Initial review and evaluation of process technologies and systems suitable for cost-efficient medium-scale gasification for biomass to liquid fuels. University of Umeå. Março de 2005 Tipo de gaseificador Biomassa Limite para scale up (t biomassa/dia) base seca Leito fixo Leito fluidizado Contracorrente Cocorrente Fluxo cruzado Madeira Madeira Madeira Borbulhante Madeira Circulante Madeira Na realidade não existe limitações para o scale up. A faixa de potência depende da viabilidade econômica do projeto 3,5 a 5 (ar), e 5-13 (O2 e 4 a 7 (ar) vapor) <10 <15 <1 4 a 5 (ar) 5 (ar) – Conteúdo de alcatrão no gás (mg/Nm3) 35 000 500-1 000 Alto Agente de gaseificação Usualmente ar Ar, oxigênio, vapor Usualmente ar Atmosférica Atmosférica Atmosférica 1 a 35 1 a 19 300-1 000 300-1 000 300-1 000 650-950 800-1 000 PCI (MJ/Nm3) Pressão, bar Temperatura, C o 13 500 Baixo Ar, oxigênio, vapor de água Outro parâmetro importante a considerar no projeto e seleção de um gaseificador é a pressão de operação do mesmo. Altos valores deste parâmetro, opção preferencial em sistemas de alta capacidade, levam ao acréscimo do poder calorífico do gás como consequência do favorecimento das reações que acontecem com redução do número de moles, como é o caso da reação de formação do CH4. Outro fator a considerar é que não se precisa de compressor a jusante do gaseificador (booster), para a pressurização do gás até a pressão requerida pelos processos de síntese ou conversão energética. Por outro lado, o custo do ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 439 equipamento aumenta para sistemas de pequena escala. Um elemento crítico em sistemas pressurizados é a alimentação da biomassa ao reator. As tabelas 6.14 e 6.16 resumem informações sobre a influência do tipo de agente de gaseificação na composição do gás obtido e o desempenho do gaseificador. A figura 6.16 mostra os dados da composição do gás de síntese quando utiliza-se ar como agente de gaseificação, observando-se apenas pequenas variações para diferentes tipos de gaseificadores (tabela 6.16). Nos gaseificadores cocorrentes (leito fixo), o craqueamento do alcatrão na garganta do mesmo leva à produção de um gás de melhor qualidade. Tabela 6.14 Vantagens e dificuldades técnicas da gaseificação com diferentes agentes de gaseificação. Adaptada de Wang et alii (2008); Tijmensen (2000) Agentes de Vantagens Dificuldades técnicas gaseificação – Baixo custo. É o mais barato – Combustão parcial da biomassa para fornecimento da energia necessária ao Ar processo – Baixo poder calorífico do gás – Teor de particulados e de alcatrão moderados dependentes do tipo de gaseificador – Requer fornecimento de calor externo (gerador de vapor) – Alto poder calorífico do gás Vapor – Acrescimento do teor de alcatrão no gás produzi– Alto teor de H2 no gás do e necessidade de limpeza catalítica – O gás de síntese não é diluído por ni– Necessidade de planta de separação de ar trogênio – Altas temperaturas de gaseificação (a mistura – Ausência do alcatrão no gás produzido com vapor pode-se usar para controlar o valor da Oxigênio como consequência das altas temperamesma no processo) turas de operação – Geralmente o uso de oxigênio puro é considerado – Permite a gaseificação de biomassa em apenas em gaseificadores de leito arrastado estado líquido – Requer aquecimento indireto Dióxido de – Altos valores do poder calorífico do gás – Requer limpeza catalítica do gás – Requer altas temperaturas para que o CO2 possa – Altos valores de H2 e CO no gás carbono ter reatividade – Limpeza do gás in situ. A maior parte do CO2 e de outros poluentes como H2S, Água NH3 e HCl ficam retidos na fase líquida – Tecnologia recente, ainda precisa de muito esfor– Alto teor de hidrogênio no gás (> 50%) ço de Pesquisa e Desenvolvimento (P&D) supercrítica – Permite a gaseificação de biomassa em estado líquido Tabela 6.15 Composição do gás de síntese para diferentes tipos de agente de gaseificação. Adaptada de Berger (2003); Leible et alii (2007); Paisley et alii (2004); Stahl et alii (2004); GUO (2007) Aquecimento 80% O2 O2 + O2, Leito Água 1 indireto ou Componente Ar1 Vapor arrastado4 supercrítica5 + ar1 vapor2 3 alotérmico CO, % em vol. 10-20 40-50 25-47 38,0 47,0 45-47 1 H2, % em vol. 9-20 9-17 35-50 28,0 18,0 20-22 40 CH4, % em vol. 1-8 <1 14-25 8,6 14,9 < 0,1 10 CO2, % em vol. 10-20 19-25 9-15 21,2 14,3 18-20 43 N2, % em vol. 40-55 15-30 2-3 – – 14-16 – PCI, MJ/Nm , base seca 4-6,5 7-9 12-17 3 16,8 1 – Berger (2003); 2 – Leible et alii (2007); 3 – Paisley et alii (2004) (C2H6=1,1 e C2H4=4,7%); 4 – Stahl et alii (2004); 5 – GUO (2007). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 440 BIOCOMBUSTÍVEIS Tabela 6.16 Composição do gás de síntese para diferentes tipos de gaseificadores de biomassa que utilizam ar como agente de gaseificação. Reproduzida de Kaltschmitt e Hartmann (2001). Energie aus Biomassa Leito fixo contracorrente Leito fixo cocorrente Leito fluidizado circulante CO, % em vol. 15-20 10-22 13-15 H2, % em vol. 10-14 15-21 15-22 CH4, % em vol. 2-3 1-5 2-4 CO2, % em vol. 8-10 11-13 13-15 3,7-5,3 4,0-5,6 3,6-5,9 Parâmetro PCI, MJ/kg Base seca Altos teores de H2 e CO são possíveis apenas quando se utiliza vapor e/ou oxigênio ou água supercrítica ou ainda em gaseificadores de aquecimento indireto. A gaseificação com água supercrítica (pressão acima de 221 bar e temperatura superior a 374ºC) é uma nova tecnologia ainda em desenvolvimento que permite a obtenção de um gás com alto teor de hidrogênio. A mesma acontece sem a participação de oxidantes e os produtos gasosos são facilmente separados da água por resfriamento (BTG, 2008). 6.4 TECNOLOGIAS E PROCESSOS DE LIMPEZA E CONDICIONAMENTO PARA GÁS DE SÍNTESE Segundo Devi et alii (2003), atualmente as pesquisas no tema de limpeza de gases para o gás proveniente da gaseificação de biomassa estão centralizadas na remoção do material particulado e dos alcatrões igualmente gerados no processo de transformação termoquímica. Estes últimos são definidos como uma mistura complexa de hidrocarbonetos condensáveis, que por suas características químicas e físicas, não são admissíveis em aplicações diretas em máquinas térmicas (MACI e/ou TG). Segundo Devi et alii (2003), na reunião para a discussão do protocolo de medição do teor de alcatrão, celebrada em Bruxelas em 1998, foi definido como alcatrão todo aquele poluente orgânico com peso molecular maior do que o benzeno (C6H6), isto é, maior do que 78 g/mol. Em geral, a tolerância na presença de alcatrões no gás produzido depende da utilização posterior do gás. Por exemplo, quando a produção de gás tem como único fim a geração de calor por combustão direta, a limpeza não é necessária (FERNANDES, 2004). Para aplicações em MACI, é indispensável a utilização de dispositivos de limpeza a fim de remover ou transformar os alcatrões e o material particulado presente na mistura gasosa. Desta forma, é possível garantir o adequado funcionamento da máquina térmica (o alcatrão pode obstruir as válvulas de injeção do motor, assim como erodir e corroer as paredes do pistão, entre outros). A natureza e o teor das impurezas presentes no gás de síntese dependem das características do processo de gaseificação (principalmente do tipo de reator) e do tipo de biomassa utilizada (biomassas com alto teor de voláteis podem favorecer uma maior formação de alcatrão). Como mencionado, processos de limpeza e condicionamento devem ser implementados para adequar as características e a qualidade do gás de síntese à sua utilização prevista. Os gaseificadores do tipo cocorrente produzem um gás com menor teor de alcatrão se comparado aos do tipo contracorrente e aos de leito fluidizado, como mostra a tabela 6.17. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 441 Tabela 6.17 Qualidade do gás em função do tipo de gaseificador. Reproduzida de Stevens (2001). Hot gas conditioning: recent progress with larger-scale biomass gasification systems. Update and Summary of recent Progress. National Renewable Energy Laboratory (NREL) Particulados (g/Nm3) Tipo de gaseificador Alcatrão (g/Nm3) Mín. Máx. Faixa representativa Mín. Máx. Faixa representativa 0,01 10 0,1-0,2 0,04 6 0,1-1,2 0,1 3 0,1-1,0 1 150 20-100 Leito fixo Cocorrente Leito fluidizado Borbulhante 1 100 2 a 20 <0,1 23 1 a 15 Circulante 8 100 10 a 35a <1 30 1 a 15a Contracorrente A escolha do sistema de limpeza dos gases depende de uma série de fatores, tais como a eficiência de remoção requerida, o custo operacional e de investimento, o espaço disponível e as características do gás produzido (temperatura e pressão), entre outros. A tabela 6.18 mostra as principais impurezas a remover durante o processo de limpeza, assim como alguns problemas decorrentes e os mecanismos de controle. A figura 6.17 apresenta um resumo dos diferentes métodos de limpeza do gás, catalisadores e filtros utilizados em dependência do tipo de impureza que se pretende remover e da temperatura do gás. Incluem-se também diferentes tipos de gaseificadores e acionadores primários para a geração de eletricidade com o gás de síntese. Resumindo, existem duas rotas tecnológicas: limpeza úmida à baixa temperatura e limpeza a seco à alta temperatura. Estas rotas tecnológicas são descritas a seguir. Tabela 6.18 Presença de impurezas no gás produzido, problemas decorrentes e mecanismos de controle Impurezas Mecanismos de controle e /ou mitigação Fonte Possíveis problemas Particulados Cinza, carbono, material do leito Erosão, aglomerações e incrustações, e poluição ambiental Filtragem, lavagem do gás Metais alcalinos (sódio e/ ou potássio nas cinzas) Cinzas Corrosão Resfriamento, condensação, filtragem, adsorção Compostos nitrogenados (NOx, NH3, HCN) Reação do nitrogênio do ar e do combustível Compostos de enxofre e cloro (HCl, H2S) Reação do enxofre e do cloro presente no combustível Alcatrão (mistura complexa de hidrocarbonetos) Baixa temperatura no processo, quantidade considerável de voláteis no combustível Corrosão, poluição ambiental Corrosão, aglomerações e incrustações, efeitos sobre a saúde ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA Tratamento com substâncias de caráter básico, utilização de oxigênio puro no processo Lavagem, captura com CaCO3, MgCO3 Remoção, craqueamento 442 BIOCOMBUSTÍVEIS Figura 6.17 Resumo dos métodos e catalisadores para limpeza do gás de síntese, atendendo às impurezas e à temperatura do processo. Reproduzida de Skoblia et alii (2005). Hot gas clearing for biomasa gasification in clean gas production. International Freiberg Conference on IGCC & XtL Technologies, Technische Universitat, Bergakademie Freiberg, 2005. A figura 6.18 mostra a eficiência de diferentes dispositivos convencionais para o tratamento de material particulado produzido no processo, em função da sua granulometria. Para o controle do material particulado, recomenda-se a utilização de multiciclones, precipitadores eletrostáticos, filtros cerâmicos (candle) e/ou de manga. Figura 6.18 Eficiências de remoção de partículas em sistemas de limpeza convencionais. Reproduzido com permissão de Hasler e Nussbaumer (1999). Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass and Bioenergy, 16(6):385-395. Copyright Elsevier, 1999. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 443 Hasler et alii (1999) afirmam que o alcatrão pode ser removido por leitos de material inerte, como, por exemplo, areia, lavadores de gases (scrubbers) e/ou filtros de carvão ativado ou coque de lignito para sua adsorção. Na tabela 6.19 são apresentadas as porcentagens de eficiência de diferentes sistemas de limpeza na remoção de partículas e de alcatrão. Tabela 6.19 Eficiência da remoção de partículas e alcatrão em vários sistemas de limpeza. Reproduzido com permissão de Hasler e Nussbaumer (1999). Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass and Bioenergy, 16(6):385-395. Copyright Elsevier, 1999 Remoção de partículas (%) Remoção de alcatrão (%) Leito de areia 70-99 50-97 Precipitador eletrostático > 99 0-60 Separador de partículas 85-90 30-70 – 50 Sistema Filtro de adsorção A remoção de alcatrão é um dos aspectos mais importantes no acondicionamento dos gases de gaseificação. De acordo com Devi et alii (2003), as tecnologias de remoção de alcatrão podem ser divididas em: tratamentos no interior do gaseificador (método primário) e limpeza a quente do gás a jusante do gaseificador, isto é, fora do equipamento (método secundário). As figuras 6.19 e 6.20 apresentam um esquema geral de cada conceito. Figura 6.19 Remoção de alcatrão segundo o método primário. Reproduzido com permissão de Devi et alii (2003). A review of the primary measures for tar elimination in biomass gasification processes. Biomass and Bioenergy, 24(2):125-140. Copyright Elsevier, 2003. Figura 6.20 Remoção de alcatrão segundo o método secundário. Reproduzido com permissão de Devi et alii (2003). A review of the primary measures for tar elimination in biomass gasification processes. Biomass and Bioenergy, 24(2):125-140. Copyright Elsevier, 2003. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 444 BIOCOMBUSTÍVEIS Segundo Devi et alii (2003), os métodos primários são definidos como todos aqueles procedimentos realizados conjuntamente com o processo de gaseificação a fim de converter o alcatrão produzido em gases. As medidas levadas em consideração no método são as seguintes: • Seleção adequada das condições de operação: Ajuste das vazões de ar e combustível (fator de ar) a fim de que a temperatura de reação apresente valores elevados (geralmente da ordem de 800oC) para que aconteça um efetivo craqueamento do alcatrão. • Uso de aditivos ou catalisadores durante a gaseificação: O uso de catalisadores promove a gaseificação do carbono resultante do processo, assim como mudanças na composição do gás produzido e redução no teor de alcatrão. Os catalisadores mais conhecidos e utilizados são as rochas calcárias, tais como a calcita (CaCO3) e a dolomita CaMg(CO3)2, os minerais que contêm alumino-silicatos (zeolitas), e os catalisadores metálicos como os compostos à base de Ferro (Fe) ou Níquel (Ni). Porém, segundo Zhang et alii (2004), os catalisadores metálicos utilizados durante o processo de gaseificação apresentam tempos de ativação reduzidos. • Projeto adequado do gaseificador: O projeto do reator tem um efeito considerável no processo de gaseificação, em termos de eficiência, poder calorífico e formação de alcatrão. Os projetos de gaseificação em dois estágios permitem reduções importantes no teor de alcatrão produzido. Por outro lado, e de acordo com Devi et alii (2003), os tratamentos de limpeza de gás depois da saída do gaseificador (método secundário) são bastante efetivos na redução de alcatrão, porém em alguns casos não são economicamente viáveis. 6.4.1 Limpeza úmida de gases à baixa temperatura Um esquema geral do processo de limpeza úmida do gás de síntese é apresentado na figura 6.21. Figura 6.21 Limpeza úmida de gases à baixa temperatura. Reproduzido com permissão de Hamelinck e Faaij (2002). Future prospects for production of methanol and hydrogen from biomass. Journal of Power Sources, 111(1):1-22. Copyright Elsevier, 2002. Após a remoção das impurezas sólidas num ciclone, o gás de síntese é resfriado até o ponto de orvalho antes de passar por um filtro de mangas, a fim de condensar os componentes mais pesados do alcatrão. Trata-se de uma nova geração de filtros com mangas de fibra de vidro e temperatura de operação do gás da ordem de 260oC. Nesta temperatura os particulados e os álcalis podem ser removidos com a eficiência requerida (CONSONNI e LARSON, 1994; TIJMENSEN, 2000). Depois o gás de síntese é lavado com água para retirar as partículas residuais (cinzas e alguns compostos alcalinos), espécies químicas em fase de vapor (alcatrão não reagido, condensados orgânicos, traços de outros elementos), gases halogênicos e alguns compostos nitrogenados. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 445 Da mesma forma, leitos de ZnO, de calcário (CaCO3 ) ou também de dolomita CaMg(CO3 )2 podem mostrar excelentes resultados na remoção dos compostos de enxofre presentes no gás produzido. Um leito de ZnO é suficiente para diminuir a concentração de enxofre até valores inferiores a 0,1 ppm. Embora o ZnO seja conhecido como um efetivo adsorvente, sua regenerabilidade está restringida pela perda de área superficial a elevadas temperaturas e pela formação de sulfato de zinco (RAMIREZ, 1999). Se for necessária também a remoção do CO2 , um processo de absorção com solvente pode ser usado, por exemplo, com Rectisol ou Sulfinol (TIJMENSEN, 2000). H2S e COS (sulfeto de carbonila) são reduzidos até concentrações menores que 0,1 ppm e todo ou parte do CO2 é separado. O enxofre no gás ácido, na saída do sistema de limpeza, é concentrado até ácido sulfúrico ou como enxofre elementar pelo processo Claus. A limpeza úmida pode remover até 50% do alcatrão presente no gás, e, quando seguida por um lavador venturi, a eficiência de remoção do alcatrão aumenta para 97%. Os resíduos do processo de lavagem do gás precisam de tratamento através de um sistema composto por: câmera de sedimentação, filtro de areia e filtro de carvão ativado. O método úmido à baixa temperatura tem um consumo de energia alto e requer tratamento do efluente gerado, mas atualmente é mais eficiente que a limpeza a seco de gases à alta temperatura (CARDENAS, 2006). 6.4.2 Limpeza a seco dos gases à alta temperatura O processo de limpeza a seco consegue remover o material particulado presente na mistura gasosa com alta eficiência. O alcatrão pode ser também removido por meio de reatores secundários onde são desenvolvidas reações de catálise. Alcatrão e óleos não são removidos durante a passagem pela unidade de limpeza seca de gases, porque estes não condensam em temperaturas altas (TIJMENSEN, 2000). A remoção das partículas de cinza é feita em ciclones, lavadores de gases, ou filtros cerâmicos de alta temperatura. Os ciclones podem ser utilizados para o controle primário das partículas, mas não seria possível satisfazer com ele as especificações de qualidade do gás para MACI ou TG. O sistema cerâmico de filtragem à alta temperatura pode ser utilizado para remover partículas em níveis aceitáveis para estas aplicações. Os filtros cerâmicos podem suportar a temperaturas da ordem de 800oC. Seu uso permite reduzir consideravelmente as perdas de calor relacionadas com o resfriamento, limpeza do gás e posterior compressão até a pressão requerida pelo acionador primário ou processo. Um esquema geral do processo é apresentado na figura 6.22. Figura 6.22 Limpeza a seco dos gases à alta temperatura. Reproduzido com permissão de Hamelinck e Faaij (2002). Future prospects for production of methanol and hydrogen from biomass. Journal of Power Sources, 111(1):1-22. Copyright Elsevier, 2002. Catalisadores base níquel têm demonstrado alta eficiência para a decomposição do alcatrão a temperaturas em torno de 900ºC. Porém, o enxofre pode envenenar estes catalisadores (TIJMENSEN, 2000). Os halogênios são removidos utilizando-se adsorventes pulverizados baseados em Na e Ca. Estes são injetados no fluxo de gás e removidos nos separadores de particulados (VERSCHOOR et alii, 1991). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 446 BIOCOMBUSTÍVEIS 6.4.3 Tecnologias para a remoção de material particulado A eficiência requerida para a remoção do material particulado, como já foi visto, depende do uso final do gás. Dentre as tecnologias existentes para a remoção de material particulado destacam-se: ciclones, filtros, filtros eletrostáticos e lavadores de gases (wet scrubbers). 6.4.3.1 Ciclones Estes equipamentos são muito utilizados como primeira etapa do processo de limpeza do gás, devido ao seu baixo custo, alta eficiência na remoção das partículas mais grosseiras. Essa tecnologia permite a remoção de 90% do material particulado com partículas de até 5 μm de diâmetro (STEVENS, 2001). Como o ciclone pode operar sob altas temperaturas é possível conservar o calor sensível do gás, quando este se encontra devidamente isolado. 6.4.3.2 Filtros Os filtros são constituídos de elementos porosos, tais como leitos granulares, materiais cerâmicos e placas metálicas, que permitem a passagem dos gases, mas impedem a passagem do material particulado. Para temperaturas acima de 400ºC a remoção das partículas deve ser realizada em filtros de leito granular fino, filtros de cerâmica (candle) ou placas de metal sinterizado. As duas últimas tecnologias podem operar em temperaturas acima de 720oC com eficiências superiores a 99,8% para partículas de 2-7 μm (KATOFSKY, 1993). Ainda segundo White et alii (1992), podem ser utilizados filtros cerâmicos para a remoção simultânea de SOx, NOx e particulados. Os processos de remoção de álcalis a elevadas temperaturas (750-900oC) ainda estão em desenvolvimento. A temperaturas menores que 600oC, os metais alcalinos condensam-se formando partículas e podem ser mais facilmente removidos com filtros (KATOFSKY, 1993). A limpeza dos filtros é periódica e se realiza passando um jato de gás limpo através dos mesmos na direção contrária ao fluxo normal de gás. Os filtros são instalados logo após os ciclones a fim de reduzir a saturação dos mesmos com partículas grosseiras e garantir melhores condições de operação. Também, alguns sistemas de gaseificação utilizam filtros de mangas, o que exige o controle da temperatura do gás na entrada do dispositivo. 6.4.3.3 Precipitador eletrostático Tecnologia amplamente utilizada em vários sistemas de limpeza de gases que exigem alta pureza em termos de particulados. Os precipitadores eletrostáticos operam de acordo com o princípio da força eletrostática, produzida pela geração de cargas elétricas opostas entre as partículas e a superfície dos eletrodos. O precipitador eletrostático é um equipamento de alto custo recomendado para plantas de grande capacidade. 6.4.3.4 Lavador de gases (scrubbers) Os lavadores de gases utilizam geralmente água e o material particulado é removido principalmente pelo mecanismo de colisão das partículas com as gotas de líquido. O lavador mais comum em aplicações de alta eficiência é o do tipo Venturi. A velocidade do gás na garganta do lavador venturi varia entre 60-125 m/s. A eficiência da remoção é proporcional à queda de pressão. Para pressões entre 2,5 e 25 kPa os ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 447 scrubbers podem remover 99,9% das partículas maiores que 2 μm e até 95-99% das partículas maiores que 1 μm (STEVENS, 2001). Suas maiores limitações estão na necessidade de tratamento da água utilizada na lavagem e consideráveis requerimentos de potências dadas às perdas de carga no interior do equipamento. 6.4.4 Tecnologias para a remoção do alcatrão Os alcatrões são hidrocarbonetos polinucleares, que podem causar incrustações e corrosão em MACI e TG, diminuindo a eficiência dos mesmos e incrementando a frequência de manutenção. Além disso, estes hidrocarbonetos pesados interferem na síntese de combustíveis e produtos químicos, reduzindo a vida útil dos catalisadores empregados nos processos de síntese. Segundo Zhang et alii (2004), o tratamento do alcatrão presente no gás gerado, pode ser realizado por métodos físicos, térmicos e/ou catalíticos. Os primeiros utilizam mecanismos de interface gás/sólido ou gás/líquido, a fim de conseguir sua separação. Exemplos destes mecanismos são: os filtros e os lavadores de gás (scrubbers). Nestes últimos não ocorre uma transformação do alcatrão e a disposição do mesmo pode representar um impacto ambiental considerável. Na tabela 6.20 apresenta-se a eficiência de remoção de alcatrão para diferentes tecnologias de tratamento do gás. No processos térmicos, precisa-se de altas temperaturas, a fim de craquear o alcatrão. Tabela 6.20 Eficiência na remoção de alcatrão com diferentes tecnologias. Reproduzido com permissão de Hasler e Nussbaumer (1999). Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass and Bioenergy, 16(6):385-395. Copyright Elsevier, 1999 Tecnologia Eficiência na remoção Torres de lavagem 11-25% de alcatrão pesado 40-60% hidrocarbonetos poliaromáticos 0-60% fenóis Lavador venturi 50-90% Venturi + torre de lavagem 83-99% material condensável Ciclone + demister 93-99% material orgânico condensável Lavador tipo vórtex 66-78% resíduos evaporativos 6.4.4.1 Craqueamento catalítico do alcatrão Os métodos catalíticos operam a temperaturas menores que os processos térmicos, evitando o uso de materiais caros na construção dos reatores de craqueamento. Também, e dependendo do tipo de catalisador, é possível eliminar a necessidade de aquecimento ou resfriamento do gás produzido na gaseificação (ZHANG et alii, 2004). O fato da transformação do alcatrão numa mistura gasosa evita os problemas associados à disposição de resíduos, quando aplicados outros métodos de tratamento. O processo de destruição catalítica do alcatrão tem sido um método usual na remoção de alcatrão do gás de gaseificação. A decomposição do alcatrão é realizada a temperaturas superiores a 900oC na presença de catalisadores que podem, em princípio, estar localizados nos mesmos reatores onde é realizada a gaseificação (catálise in situ), ou em reatores secundários de leito fixo ou de leito fluidizado (catálise a jusante). As condições de temperatura e pressão do craqueamento usualmente coincidem ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 448 BIOCOMBUSTÍVEIS com as do gaseificador (SUTTON et alii, 2001). Assim, à medida que o gás entra em contato com a superfície do catalisador, os alcatrões são reformados em presença do vapor, CO2 ou uma mistura de ambos, a fim de produzir CO e H2, conforme se apresenta nas equações 6.14 e 6.15. CnHm + nH2O Û nCO + CnHm + nCO2 Û 2CO + ( ) m n + H2 2 ( ) m H 2 2 (6.14) (6.15) De acordo com Sutton et alii (2001), os catalisadores mais conhecidos e utilizados até o momento são: a dolomita CaMg(CO3 )2, alguns sais de metais alcalinos (como o carbonato de potássio (K2CO3 ) ou o carbonato de sódio (Na2CO3 ) e base de Níquel (Ni). As pesquisas com metais alcalinos consistem na avaliação da biomassa impregnada com o catalisador, isto é, na remoção do alcatrão de acordo com o método primário, encontrando-se custos consideráveis e dificuldades na recuperação dos metais. Os resultados também têm permitido o desenvolvimento de pesquisas sobre o efeito catalítico das cinzas da gaseificação de biomassa, dadas as concentrações de metais alcalinas nelas encontradas. Também e segundo Sutton et alii (2001), a dolomita com maior conteúdo de óxidos de ferro (Fe2O3) e maior distribuição de tamanho dos poros, apresenta melhor eficiência na remoção dos hidrocarbonetos. Sua principal vantagem está relacionada com seu baixo custo e as altas taxas de remoção dos hidrocarbonetos mais pesados do gás de gaseificação. Pesquisas têm sido realizadas com diferentes tipos de catalisadores (tabela 6.21). O mecanismo do processo consiste na quebra do alcatrão em pequenas moléculas quando em contato com a superfície do catalisador. O fluxo turbulento e a alta temperatura em gaseificadores de leito fluidizado (borbulhante e circulante) favorecem o atrito e a rápida desativação do catalisador. Também, e para o caso de gaseificadores de leito fixo (principalmente cocorrentes) o contato entre a superfície do catalisador e os gases algumas vezes não é o melhor resultando numa decomposição incompleta do alcatrão. As figuras 6.23 e 6.24 mostram um exemplo de aplicação da reforma catalítica do alcatrão para a limpeza do gás produzido num reator de leito fluidizado circulante. O catalisador foi desenvolvido pela Fraunhofer Umsicht e Gas Energietechnologie GmbH, e instalado numa planta-piloto em Oberhausen (ISING et alii, 2004). Os autores deste trabalho testaram a utilização conjunta de catalisadores in situ (material inerte) e a jusante do gaseificador (catalisador monolítico à base de níquel), concluindo ser esta última a melhor opção. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 449 Tabela 6.21 Catalisadores mais utilizados nos processos de reforma de alcatrão. Reproduzido com permissão de Wang et alii (2008). Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production. Biomass and Bioenergy, 32(7):573-581. Copyright Elsevier, 2008 Tipo de catalisador Catalisador representativo Vantagem principal Catalisadores de origem natural Dolomita Olivina Argila Zeolitas Baixo custo Álcalis e sais KOH KHCO3 K2CO3 – Alta eficiência de reforma – Acréscimo do teor de hidrogênio no gás de síntese NiO/Al2O3 – Alta eficiência de reforma. Ni/CeO2/Al2O3 RhCeO2SiO2 LaNi0,3Fe0,7O3 – Acréscimo do teor de hidrogênio no gás de síntese Metais estáveis com suporte de óxidos Desafio tecnológico – Eficiência de reforma moderada – Erosão e ruptura fáceis – Dolomita: baixa eficiência < 850ºC – Entupimento e desativação incrementada à alta temperatura – Os metais estáveis são caros – Os metais se desativam facilmente pelo coque, sofrem envenenamento por H2S – Materiais de suporte resistentes à água Figura 6.23 Teor de alcatrão no gás de síntese após o reformador catalítico e descrição dos processos que acontecem no catalisador. Reproduzida com permissão de Ising et alii (2004). Cogeneration with biomass gasification by producer gas driven block heat and power plants. 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-13 Maio, Roma, Italia, p. 801-804, 2004. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 450 BIOCOMBUSTÍVEIS Figura 6.24 Teor de alcatrão na saída do gaseificador, na saída do reformado catalítico e após o separador de partículas (filtro de mangas) na planta-piloto da Fraunhofer UMSICHT em Oberhausen. Reproduzida com permissão de Ising et alii (2004). Cogeneration with biomass gasification by producer gas driven block heat and power plants. 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-13 Maio, Rome, Italy, p. 801-804, 2004. Por outro lado, o catalisador também apresenta atividade na reação de gás d’água ou reação de shift, favorecendo o aumento no conteúdo de hidrogênio no gás produzido, visando à sua adequação para células combustíveis e outras aplicações, como a produção de H2 puro. A fim de retardar a desativação do catalisador é conveniente a remoção das partículas de coque contidas no gás. Assim, os sistemas catalíticos precisam de dispositivos de limpeza a quente para garantir maiores eficiências e tempos de operação. Filtros cerâmicos de alta temperatura testados num gaseificador pressurizado atingiram 8 000 h de operação. A Universidade de Delft está testando filtros da empresa Pall Schumacher com limpeza por pulsos de pressão, tendo obtido eficiências de separação de 99,999%. O NEST/UNIFEI junto com a Termoquip Energia Alternativa Ltda. testaram um sistema de limpeza catalítica à base de Ni, acoplado a um gaseificador de fluxo cruzado. Os resultados do estudo são apresentados no item 6.10.1. 6.4.4.2 Destruição térmica do alcatrão É possível realizar a decomposição do alcatrão sem utilizar catalisadores, entretanto o método pode ser aplicado apenas em reatores com zonas de alta temperatura. A faixa de temperatura adequada ao processo está relacionada com o peso molecular do alcatrão formado nos sistemas de gaseificação, podendo variar entre 900 e 1 300oC. Por motivos econômicos e operacionais o craqueamento térmico não é atrativo para sistemas de gaseificação em grande escala. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 451 6.5 ACondicionamento do gás de síntese Consiste na adaptação do gás de síntese aos requerimentos dos processos FT, GNS ou outros a jusante, como mostrado na tabela 6.22. Tabela 6.22 Requisitos e soluções referentes à etapa de condicionamento do gás de síntese. Reproduzida com permissão de Bridgwater (2007). Gasification progress for liquids fuels from biomass. SYNBIOS II. Stockholm 23-24 Maio, 2007 Requisito Solução Nitrogênio Deve ser evitado utilizando-se oxigênio, misturas oxigênio/vapor ou vapor como agentes de gaseificação Teor de metano e relação H/C Processo de reforma Relação CO/H2 Ajuste através da reação de shift Remoção de CO2 Diferentes processos de remoção 6.6 Gaseificação para a geração de eletricidade A geração de eletricidade em pequena escala a partir da biomassa foi objeto de diferentes estudos e projetos nos períodos posteriores às primeira e segunda crises do petróleo. Estes projetos eram voltados principalmente para a geração em regiões isoladas e em comunidades de baixa renda. Estes foram os anos dos grandes projetos de gaseificação na Índia, China e Tailândia. Nos anos 1980 o Banco Mundial encomendou um estudo visando esclarecer as causas de fracassos e sucessos nos projetos implementados naqueles anos. Mais recentemente esse tema voltou a tomar força num cenário de preços do petróleo superiores a 100 dólares por barril. Porém, o desenvolvimento tecnológico dos equipamentos relacionados com a geração de eletricidade a partir da gaseificação de biomassa não tem atingido, na maioria dos casos, o estágio comercial como é mostrado na tabela 6.23. Nesta tabela a seguinte nomenclatura é utilizada: MACI (Motores Alternativos de Combustão Interna), MS (Motores Stirling), MTG (Microturbina a Gás), TG (Turbinas a Gás), CC (Células a Combustível), CV (Ciclo a Vapor), ORC (Ciclo Orgânico Rankine), BIG-GT (Sistema Integrado de Gaseificação de Biomassa com Turbinas a Gás). Os dados referem-se a três faixas de potências: a microgeração (2-200 kW), típica de pequenas comunidades isoladas, a minigeração (200-1 000 kW), típica de pequenas e médias indústrias, e a geração em escala industrial com potências superiores a 1 000 kW. A tabela 6.23 inclui também a avaliação de tecnologias relacionadas com a combustão de biomassa, tais como os ciclos a vapor, os ciclos Rankine com fluidos orgânicos, as microturbinas a gás e os motores Stirling acoplados a fornalhas para a combustão da biomassa. Em geral a faixa de potências correspondente à microgeração se caracteriza pela quase total ausência de tecnologias comerciais. O Programa “Luz para Todos” do Ministério de Minas e Energia do Brasil junto com CNPq “Conselho Nacional de Pesquisas” financiaram uma série de projetos demonstrativos visando à implementação das tecnologias de gaseificação/MACI, Motor Stirling acoplado à fornalha à biomassa e uso de óleos vegetais in natura em MACI. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 452 BIOCOMBUSTÍVEIS Tabela 6.23 Maturidade tecnológica e viabilidade comercial de diferentes tecnologias para a geração de eletricidade a partir da biomassa (A – Alta, M – Média, B – Baixa) Faixa de potência, kWe Tecnologia Maturidade tecnológica A Gaseificação/MACI 5-200 M M Comentários B Poucas ofertas comerciais e projetos de sucesso X Gaseificação/MS X X P&D Gaseificação/MTG X X P&D Combustão/MS X X Alguns projetos demonstrativos Combustão/MTG (queima externa) X X P&D X P&D X Biodiesel/MACI X Combustão/CV X Gaseificação/MACI X X Gaseificação/CC Combustão/CV > 1 000 A X Gaseificação/CC 200-1 000 B Disponibilidade comercial X X Comercial X Comercial, baixa eficiência X Poucas ofertas comerciais e projetos de sucesso X X P&D Comercial ORC – Ciclo Orgânico Rankine X X Unidades demonstrativas e comerciais, alto custo Gaseificação/TG (BIG-GT) X X Unidades demonstrativas abandonadas X P&D Gaseificação-CC X Os resultados obtidos mostram que as tecnologias de geração através da gaseificação são, junto aos ciclos a vapor, as tecnologias mais promissoras. Vale destacar as perspectivas dos sistemas fornalha/motor Stirling na faixa de potências correspondentes à microgeração e a necessidade do desenvolvimento de protótipos nacionais. O NEST/UNIFEI realiza atualmente os testes de um sistema motor Stirling / fornalha de 9 kWe de potência. No capítulo 2, item 2.13 apresentam-se os detalhes deste projeto. As tentativas de implementação do ciclo a vapor para potências inferiores a 1 000 kWe esbarram nas limitações físicas de alturas mínimas das palhetas das turbinas, o que leva a eficiências extremamente baixas. 6.6.1 Análise técnico-econômica da geração de eletricidade a partir da gaseificação de biomassa Uma avaliação técnico-econômica de diferentes sistemas de geração de eletricidade a partir de gaseificação de biomassa foi realizada por Sales (2007). Neste estudo foram avaliadas as opções tecnológicas relacionadas com gaseificadores de leito fixo, acoplados a MACI, MTG, MS e CC, para potências de 50, 100 e 500 kW, utilizando biomassa de Eucaliptus e Pinus como combustível (figura 6.25a). A tecnologia de gaseificação em leito fluidizado foi também avaliada para potências maiores: 500 kW, 1 MW e 3 MW, e para combustíveis polidispersos, como a casca de arroz, o bagaço de cana e a serragem. Neste caso as ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 453 tecnologias consideradas para os acionamentos primários foram os MACI, as TG e as CC. A figura 6.25b mostra estas opções. a) b) Figura 6.25 Opções tecnológicas e tipos de biomassa avaliadas na análise técnico-econômica da geração de eletricidade a partir da gaseificação. Os dados relacionados aos custos dos equipamentos, custos de sistemas auxiliares de operação e manutenção, assim como os dados assumidos para diferentes variáveis econômicas e de operação no estudo de viabilidade são apresentados nas tabelas 6.24, 6.25 e 6.26. Os principais resultados do estudo são mostrados nas figuras 6.26 a 6.28. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 454 BIOCOMBUSTÍVEIS Tabela 6.24 Faixa de variação dos custos específicos dos equipamentos individuais assumida durante o estudo Investimento específico Equipamento Valor Unidade Gaseificador de leito fixo 400-600 Gaseificador de leito fluidizado 360-540 Motor alternativo de combustão interna 300-900 Microturbina a gás US$/kWt 700-1 300 Turbina a gás 400-650 Motor Stirling 2.000-5.000 Célula a combustível 3.000-6.000 US$/kWe Tabela 6.25 Custos de operação e manutenção, sistemas auxiliares e instalação Custos específicos Custos Valor Unidade O&M MACI a gás 0,007-0,015 O&M MACI a Diesel 0,005-0,010 O&M Microturbinas a gás 0,005-0,016 O&M Motor Stirling 0,017-0,028 O&M Célula a combustível 0,005-0,010 O&M Gaseificador US$/kWh 6 Sistema de limpeza de gases 30 % custo do equipamento Instalação dos equipamentos 20 % custo capital Tabela 6.26 Dados assumidos durante o cálculo econômico Dados de entrada Unidade Valor Taxa de câmbio R$/US$ 2,02 Taxa de juros % 12 Taxa mínima de atratividade (TMA) % 15 Tempo de operação anual h 6 570 MJ/kg 5,6 Relação gás–biomassa – 2,5 Fator de capacidade % 75 PCI do gás gerado ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 455 a) b) Figura 6.26 Investimento específico nos sistemas gaseificador/acionador primário: a) Sistemas com gaseificador de leito fixo; b) Sistemas com gaseificador de leito fluidizado. a) b) Figura 6.27 Taxa interna de retorno para os sistemas com gaseificador de leito fixo (a); fluidizado (b). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 456 BIOCOMBUSTÍVEIS a) b) Figura 6.28 Custo de geração para as diferentes tecnologias avaliadas no caso de gaseificadores: a) de leito fixo; b) de leito fluidizado. As principais conclusões do estudo de Sales (2007) foram: • A maior atratividade econômica corresponde ao conjunto gaseificador/MACI. Essa tecnologia apresentou maior Taxa Interna de Retorno (TIR), menor custo de geração e investimento específico. • O conjunto gaseificador/MTG apresentou valores favoráveis dos indicadores técnico-econômicos aproximando-se dos valores obtidos para o MACI. • As tecnologias MS e CC não apresentaram viabilidade econômica por se tratar de tecnologias cujo custo específico e custo de geração são, ainda, muito elevados. Para que estas tecnologias sejam competitivas faz-se necessário que o valor de comercialização da energia elétrica seja muito superior ao valor atual. • Deve-se considerar que várias tecnologias incluídas neste estudo estão em desenvolvimento e até o momento não estão disponíveis em escala comercial. A tendência decorrente do desenvolvimento tecnológico e da produção em grande escala é a redução do custo desses equipamentos. • Num período de 10 a 15 anos o custo específico das tecnologias como MS e CC devem estar em torno de 1.500 U$/kW, o que ainda possibilita um tempo de retorno de 7 a 9 anos para o valor atual de tarifa de energia. • A análise de sensibilidade mostrou que o parâmetro que mais influencia a viabilidade do investimento é o custo específico de investimento seguido da tarifa de energia elétrica. • As tecnologias avaliadas devem ser consideradas como uma alternativa ambiental, que além de propiciar a diversificação na matriz energética reduz a dependência de combustíveis fósseis. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 457 6.7 Estado-da-arte da gaseificação para a geração de eletricidade no mundo A geração de eletricidade a partir da biomassa encontra-se num estágio demonstrativo pré-comercial. Alguns casos de sucesso podem ser comentados sem pretender com isto esgotar o amplo universo de empresas, universidades e centros de pesquisas que trabalham nesta temática. Os casos a comentar são: • IISC (Indian Institute of Science) em Bangalore, Índia: Desenvolveram gaseificadores cocorrentes de topo aberto (stratified ou open top gasifier). A eficiência de projeto do gaseificador é de 80%, e o PCI do gás produzido em torno de 4,7 MJ/Nm³. O teor de alcatrão presente no gás encontra-se na faixa de 50 e 80 mg/Nm3. O Centro Nacional de Referência de Biomassa (CENBIO) e o Instituto de Pesquisas Tecnológicas de São Paulo (IPT), adquiriram e testaram um gaseificador do IISc, visando à sua utilização num projeto-piloto na Amazônia. A figura 6.29 mostra o esquema principal da instalação e a figura 6.30 a composição do gás obtido (COELHO et alii, 2004). Figura 6.29 Esquema do gaseificador projetado no Indian Institute of Science e testado pelo Instituto de Pesquisas Tecnológicas de São Paulo. Reproduzida de Coelho et alii (2004). Tests presentation results of the imported gasification system from the Indian Institute of Science. 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-13 Maio de 2004, Rome, Italy, pp. 2.516-2.519, 2004. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 458 BIOCOMBUSTÍVEIS Figura 6.30 Composição do gás gerado pelo gaseificador do IISc durante os testes realizados no IPT. Reproduzida de Coelho et alii (2004). Tests presentation results of the imported gasification system from the Indian Institute of Science. 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-13 Maio de 2004, Rome, Italy, pp. 2.516-2.519, 2004. • Xyllowatt, empresa belga: A figura 6.31 mostra o arranjo geral e o balanço energético destes gaseificadores e a tabela 6.22 os resultados dos testes do sistema. Figura 6.31 Esquema geral e balanço térmico do conjunto gaseificador/motor da Xylowatt. Reproduzida de Laborelec et alii (2004). Cost effective biomass gasification in small-scale CHP power plants. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 459 Tabela 6.27 Resultados dos testes do sistema gaseificador/motor da Xylowatt (Ryckmans et alii, 2001) Parâmetro Valor Vazão de gás produzido 600 Nm3/h PCI do gás produzido 5,2 MJ/Nm3 CO 25% H2 14% CH4 2% CO2 10% Potência elétrica Potência térmica 150 a 1 500 kWe 300 a 3 000 kWth Eficiência elétrica 25% Eficiência do gaseificador 70-80% • Instituto Catalão de Energia, Espanha: Gaseificador ENAMORA (leito fluidizado borbulhante) instalado em Móra d´Ebre, Tarragona, Espanha. O gás produzido é fornecido a um MACI de 750 kWe, apresentando uma eficiência do sistema entre 21 e 22%. • Planta de gaseificação em Gussing, Áustria: Composta por um gaseificador de aquecimento indireto e um MACI a gás marca Jenbacher J620 GS de 2 MWe. O PCS do gás produzido está em torno de 12 MJ/Nm3, enquanto a eficiência global do sistema reporta valores de 30%. • Biomax 15, Estados Unidos: Conjunto gaseificador/motor de 10-25 kWe desenvolvido pela Community Power Corporation (CPC) e o National Renewable Energy Laboratory (NREL). O consumo específico de biomassa 1,5 kg/kWh e o investimento específico 1.200 US$/kW. • Ankur Scientific Energy Technologies Pvt Ltd, Índia: A empresa Ankur, é um dos fabricantes de gaseificadores mais antigos na Índia. Contam com uma extensa experiência de operação contínua e a sua tecnologia é considerada robusta e madura. Vários destes equipamentos têm sido exportados aos Estados Unidos para testes operando acoplados a MTG com queima catalítica do gás. Um destes sistemas foi modificado pela equipe do Centro de Pesquisas e Ambiente da Universidade de Dakota do Norte, incluindo um sistema de alimentação de aparas de madeira (na Índia estes gaseificadores funcionam com madeira em pedaços), e automatizaram alguns elementos do sistema. A figura 6.32 mostra um esquema do gaseificador WB6-200 da Ankur operando em conjunto com um MACI e os detalhes do sistema de limpeza. Na tabela 6.28 apresentam-se os resultados dos testes do gaseificador modificado (ZYGARLIKE e SCHMIDT, 2005). A fração média de substituição de diesel foi de 56%. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 460 BIOCOMBUSTÍVEIS Figura 6.32 Esquema tecnológico do sistema de geração de eletricidade a partir da gaseificação da biomassa da Ankur Scientific. Tabela 6.28 Resultados dos testes de um gaseificador WB6-200 da Ankur Scientific. Reproduzida com permissão de Zygarlicke e Schmidt (2005). Development of an industrial-scale biomass gasification power plant Especificação da Ankur Valor médio dos testes Consumo de madeira, kg/h 164 105 Teor de umidade, % 30,0 25,2 Vazão de ar, kg/h 296 241 Vazão de gás úmido, kg/h 395 310 Composição do gás, % H2 CO CO2 CH4 O2 N2 18,3 19,6 10,6 1,0 0,0 50,5 13,3 13,9 14,3 1,8 1,5 55,3 0,9 1,0 4 836,3 3 854,9 76,0 68,4 Parâmetro H2/CO PCS do gás, kJ/m 3 Eficiência da gaseificação ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 461 • Energy Research Centre of the Netherlands (ECN), Holanda: O gaseificador Bivkin, testado no Centro de Pesquisas em Energia na Holanda, é um reator de leito fluidizado circulante de 500 kWt, que inclui o sistema OLGA para a remoção do alcatrão (lavagem com óleo) e o sistema GASREIP (quench) para a remoção da umidade ou da amônia presentes no gás produzido (figuras 6.33 e 6.34). O gás limpo é utilizado em um MACI MAN tipo E0826E de seis cilindros, que gera uma potência de 45 kWe. A tabela 6.29 mostra a composição do gás de síntese antes e depois do sistema de limpeza. Figura 6.33 Esquema do gaseificador BIVKIN com o sistema de limpeza. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 462 BIOCOMBUSTÍVEIS Figura 6.34 Esquema da unidade Olga com o ciclone e precipitador eletrostático. Reproduzida com permissão de Koneman et alii (2007). Olga tar removal technology: 4 MW commercial demostration. 15th European Biomass Conference & Exhibition, 7-11 Maio de 2007, Berlim, Alemanha. Tabela 6.29 Composição do gás antes e depois do sistema de limpeza no gaseificador BIVKIN do ECN. Reproduzida com permissão de Koneman et alii (2007). Olga tar removal technology: 4 MW commercial demostration. 15th European Biomass Conference & Exhibition, 7-11 Maio de 2007, Berlim, Alemanha Compostos Unidades Saída do gaseificador Na entrada do MACI H2 % vol. % seco 7,2 7,4 CO % vol. % seco 17,4 17,4 CH4 % vol. % seco 4,6 4,6 CO2 % vol. % seco 15,5 15,5 C2H2 % vol. % seco 0,2 0,2 C2H4 % vol. % seco 2,0 1,9 C2H6 % vol. % seco 0,1 0,1 N2 % vol. % seco 51,3 52,0 H2O % vol. % seco 14,6 1,9 Benzeno ppmv seco 3511 2424 Tolueno ppmv seco 448 158 NH3 ppmv 160 10 H2S ppmv 10 10 Alcatrão total mg/Nm3 seco 16 855 91 Naftaleno mg/Nm3 seco 4 023 35 Fenóis mg/Nm3 seco 386 <2,5 Aerossóis de alcatrão mg/Nm3 seco – <5 ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 463 • Carbona Inc, Finlândia: Desenvolveu a tecnologia de gaseificação em leito fluidizado circulante pressurizado a partir de uma licença adquirida do Gas Technology Institute (GTI). O agente de gaseificação utilizado é uma mistura de ar e vapor. A tecnologia da Carbona Inc está sendo utilizada atualmente no projeto demonstrativos da planta de cogeração Skive BGGR, na Dinamarca. A planta Skive tem uma potência elétrica de 5,5 MW, além de 11,5 MW de potência térmica para aquecimento distrital. A eficiência de projeto é de 28% (elétrica) e 87% (cogeração). O projeto e teste do sistema de reforma do alcatrão foram realizados pela VTT e como acionadores primários foram escolhidos três MACI Jenbacher JMS620GS, desenvolvidos para a operação com gás de baixo poder calorífico. Uma planta IGCC foi projetada para ser instalada em Andhra Pradesh, na Índia (PATEL e SALO, 2004). Este projeto de 12,5 MWe de capacidade e uma eficiência líquida elétrica de 37% nunca chegou a ser implementado. O consumo estimado anual de biomassa era de 80 000 toneladas. O gaseificador pretendia alimentar duas turbinas Typhoon de 4,7 MWe e uma turbina a vapor em ciclo combinado de 4 MWe. A limpeza do gás estava prevista para ser realizada com filtros cerâmicos da empresa Pall. 6.8 GASEIFICAÇÃO PARA A PRODUÇÃO DE GÁS DE SÍNTESE Embora o objetivo principal neste caso seja a obtenção de gás de síntese como matéria-prima para a síntese de biocombustíveis, o fato de dispor de um gás de maior poder calorífico resulta na possibilidade do mesmo ser utilizado em TG e MACI sem as modificações que requer o uso do gás pobre, como se faz com o biogás. A poligeração, como já foi dito, prevê esta possibilidade, ou seja, o uso do gás de síntese para a geração de eletricidade e a produção de biocombustíveis numa mesma unidade. A síntese de biocombustíveis mostra bons indicadores de viabilidade econômica apenas quando é utilizada em larga escala (alguns estudos indicam valores > 1 700 MW térmicos de energia da biomassa, outros se referem a 5´106 toneladas de biomassa por ano como mínimo econômico). Isto faz com que os gaseificadores de leito fixo e alguns de leito fluidizado borbulhante, típicos de capacidades térmicas pequenas não sejam perspectivos para projetos industriais de produção de gás de síntese para biocombustíveis. Além disso, as plantas de produção de O2 apresentam custos relativos desproporcionais para plantas de pequena capacidade. Como mostrado na tabela 6.3, a maioria dos processos de síntese de biocombustíveis acontece a altas pressões, portanto é natural que se prefira a opção da gaseificação pressurizada. É possível concluir que a gaseificação de biomassa visando à produção de gás de síntese deve cumprir com os seguintes requerimentos: • Capacidades de processamento superiores a 5´106 toneladas de biomassa por ano. • Teor reduzido de impurezas no gás. • Teor máximo de H2 e CO (altos teores de H2). • Uso de oxigênio como agente de gaseificação, a fim de evitar a presença de N2 no gás de síntese. • Injeção de vapor, que serve para a reforma e como moderador de temperatura. • Simplicidade de processo e baixos custos de operação e manutenção. A figura 6.35 mostra quais são as tecnologias de gaseificação que, a princípio poderiam evoluir com o intuito de cumprir com os requisitos na produção de gás de síntese para a produção de biocombustíveis. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 464 BIOCOMBUSTÍVEIS Figura 6.35 Opções tecnológicas da gaseificação para a produção de gás de síntese. Reproduzida com permissão de Lora (2008). Projeto Programa de Pesquisa em Políticas Públicas. Painel 3: Gaseificação de Biomassa. Outros detalhes que devem ser considerados são: • Os gaseificadores de leito arrastado, embora facilmente escaláveis, exigem uma granulometria muito fina da biomassa, encarecendo os custos dado o alto consumo de potência. O pré-tratamento por torrefação facilita o processo de redução granulométrica. Por este motivo, e também para reduzir os custos de transporte da biomassa in natura, propõe-se pirolisar previamente a biomassa para sua posterior gaseificação. As altas temperaturas de operação levam à fusão das cinzas, baixo teor de metano e ao craqueamento completo do alcatrão, descartando da reforma catalítica do mesmo (figura 6.36). Figura 6.36 Opções tecnológicas da gaseificação para gás de síntese. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 465 • A gaseificação utilizando misturas de oxigênio e vapor de água permite atingir concentrações de H2 e CO, aproximadas de 40%. O custo do processo de separação de ar para a obtenção do O2 necessário para o processo de gaseificação de biomassa é um fator a ser considerado, além do necessário ajuste da relação H2/CO do gás produzido. • A gaseificação com vapor produz um gás com teores consideráveis de CO2 que deve ser removido por adsorção utilizando CaO/CaCO3 como reagente (Processo AER: Absortion Enhanced Reformer). • Os gaseificadores com aquecimento indireto produzem um gás com teor de hidrogênio variando de 40 a 43% e CO variando de 15 a 30% (gaseificadores da Deutsche Montan Technologie – DMT e FICFB – Fast Internally Circulating Fluidized Bed). Porém, a utilização do material do leito como portador de calor complica a construção e operação do equipamento, já que o inerte circula entre o reator de gaseificação e o de combustão. Alguns exemplos de gaseificadores com potencial de utilização para a produção de gás de síntese são: • Renugas (GTI): Leito Fluidizado Borbulhante, vapor + O2. • Carbo V (pirólise + gaseificação): Leito fluidizado borbulhante, O2. • HTW (High Temperature Winkler): O2 + vapor. • DMT: aquecimento indireto (vapor como portador de calor). • Batelle/Ferco: Duplo leito fluidizado de aquecimento indireto. • FICFB: Planta de Gussing na Áustria. • Processo AER: gaseificação a vapor com absorção do CO2 a fim de que o gás apresente altos teores de hidrogênio, superiores a 70%. • Gaseificadores de leito arrastado da Shell, Siemens, Lurgi e Texaco. Atualmente, as pesquisas estão encaminhadas no desenvolvimento de tecnologias de gaseificação que apresentem melhores desempenhos e qualidades do gás, a fim de ser implementadas nos processos de produção de gás de síntese. 6.8.1 Produção e custo do oxigênio A maioria das opções de produção de biocombustíveis pela rota termoquímica a partir do gás de síntese prevê a utilização de agentes de gaseificação sem nitrogênio, a fim de ter um gás com maiores teores de CO e H2. O custo de oxigênio é um “gargalo” para a utilização em grande escala destas tecnologias. Existem dois tipos de tecnologias para a produção de oxigênio, a criogênica (destilação à baixa temperatura), a qual apresenta maior viabilidade para grandes volumes de O2, e as não criogênicas, baseadas nas diferenças de propriedades entre diferentes compostos gasosos, tais como estrutura molecular, tamanho e massa dos compostos gasosos. Usualmente, esta tecnologia, utiliza dois mecanismos: a adsorção e as membranas. A produção de oxigênio por meio desta tecnologia é preferida quando não se requer uma alta qualidade do produto e/ou um volume pequeno (< 100 t/dia). Na figura 6.37 apresenta-se uma comparação dos custos de investimentos e de operação dos sistemas de separação de ar. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 466 BIOCOMBUSTÍVEIS Figura 6.37 Comparação de custos de investimento e de operação nos sistemas convencionais e avançados de separação do ar. Imagem cortesia de Air Products. © Air Products and Chemicals, Inc All Rights Reserved. Oxygen Production Technologies: Cryogenic and ITM. Em 2001 o preço do O2 para grandes volumes era 0,21 US$/kg (dependendo do custo da energia). Uma nova tecnologia: ITM (Ion Transport Membrane), Membrana de Transporte de Íons está em desenvolvimento. Neste processo são utilizadas membranas cerâmicas condutoras não porosas, as quais, e a partir de altas temperaturas no fluxo gasoso (800-900oC), facilitam a migração íons de oxigênio através da membrana (figura 6.38). Espera-se uma redução no custo de produção de O2 em torno de 30% (FOGASH, 2007). Figura 6.38 Princípio do processo ITM Oxygen. Imagem cortesia de Air Products. © Air Products and Chemicals, Inc All Rights Reserved. Oxygen Production Technologies: Cryogenic and ITM. Requisitos de potência para a produção de oxigênio (FOGASH, 2007): • Processo criogênico: 235 kWh/t (capacidade da planta: 3 200 t/dia). • ITM Oxygen: 147 kWh/t (capacidade da planta: 3 400 t/dia). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 467 A Air Products testou entre 2006 e 2007 um módulo de membranas de 0,5 t/dia, obtendo O2 com mais de 97% de pureza. Está prevista a construção de uma planta de 2 000 t/dia. 6.9 ESTADO-DA-ARTE DA GASEIFICAÇÃO PARA GÁS DE SÍNTESE NO MUNDO Atualmente não existem tecnologias de gaseificação com limpeza e condicionamento do gás que, atendendo à capacidade, indicadores de desempenho e qualidade do gás obtido, possam ser utilizadas em plantas comerciais para a síntese de biocombustíveis. O desenvolvimento da tecnologia de gaseificação para gás de síntese se realiza em dois níveis: o aperfeiçoamento em plantas demonstrativas de alguns modelos de gaseificadores já testados em anos anteriores, visando avaliar a possibilidade de ser escalonado para plantas comerciais; e a realização de testes em plantas-piloto localizadas em centros de pesquisas e universidades de novos sistemas de gaseificação, filtros e sistemas de limpeza, tecnologias de condicionamento do gás e novos processos de síntese. Os detalhes de algumas tecnologias de gaseificação com potencial de utilização para a produção de gás de síntese no mundo são apresentadas a seguir. • Renugas (GTI): Leito Fluidizado Borbulhante vapor + O2 O processo Renugas® desenvolvido pelo GTI (figura 6.39) foi escalado partindo de um processopiloto de 12 t/dia de biomassa até uma planta demonstrativa de gaseificação de bagaço de 100 t/dia em Maui, Hawaii, USA. Os testes realizados nesta planta tinham como objetivo avaliar o desempenho da gaseificação pressurizada de bagaço de cana com ar. Graves problemas foram encontrados nas tecnologias de manuseio e alimentação de biomassa de baixa densidade (BABU e LEADER, 2006). O projeto foi interrompido em 1997. Figura 6.39 Processo RENUGAS. Reproduzida com permissão de Babu e Leader (2006). Perspectives on Biomass Gasification. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 468 BIOCOMBUSTÍVEIS • Tecnologia Carbo V (pirólise + gaseificação): Leito arrastado com O2 A Empresa Choren Industries GmbH utiliza a tecnologia de gaseificação em leito arrastado para a produção de combustíveis líquidos a partir do processo Fisher-Tropsh. Como dito anteriormente, os reatores de leito arrastado são de fácil escalonamento e garantem a produção de um gás livre de alcatrões e cinzas, como consequência da alta temperatura de operação no interior do mesmo. O fato de se utilizar oxigênio como agente de gaseificação garante um alto poder calorífico ao gás. O processo de gaseificação Carbo-V® da CHOREN é composto por três etapas (RUDLOFF, 2005). Na primeira etapa a biomassa é submetida à oxidação parcial à baixa temperatura (em torno de 500oC), produzindo gases com alcatrão e coque. A segunda etapa consiste na oxidação dos produtos gasosos obtidos na primeira etapa (gás e alcatrões) a uma temperatura em torno de 1 400oC. A terceira etapa consiste na gaseificação em fluxo arrastado do resíduo de carbono restante e outros componentes. A temperatura do processo é aproximadamente a 800oC. O gás de síntese livre de alcatrão passa à etapa de conversão em combustível líquido por meio do processo FT (figura 6.40). Em 2007 começou a construção em Freiberg, Alemanha, de uma planta demonstrativa para a produção de 15 000 t/ano de combustíveis e produtos químicos. Figura 6.40 Processo CHOREN Carbo-V®. Reproduzida com permissão de Babu e Leader (2006). Perspectives on Biomass Gasification. • HTW (High Temperature Winkler): O 2+ vapor O processo High Temperature Winkler (HTW) foi desenvolvido pela Rheinische Braunkohlenwerke AG, na Alemanha, e consiste num reator de leito fluidizado pressurizado que utiliza oxigênio/ar e vapor como agentes de gaseificação (figura 6.41). O processo é realizado a pressões superiores a 10 bar e temperaturas na faixa de 800-1 000oC. O gaseificador foi extensivamente testado com lignito como combustível, e relações de fornecimento (vapor + oxigênio)/lignita de 0,41 kgvapor + 0,36 Nm3O2 por kg de lignito. A conversão do carbono mostrou valores de 96% e um rendimento monóxido de carbono + hidrogênio de 1,4 Nm3/kg de lignito (MEYER, 2006). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 469 Figura 6.41 Esquema do processo de gaseificação em leito fluidizado (ZUBERBÜHLER, 2006). As principais características do processo são: (I) possibilidade de ser escalado para grandes capacidades; (II) gás de alta pureza satisfatória para a síntese do metanol; (III) flexibilidade para uma grande variedade de combustíveis (lignita, madeira, biomassa, etc.); e (IV) a flexibilidade para a produção de compostos químicos e outros combustíveis (gás de síntese, hidrogênio, combustíveis gasosos e líquidos). Uma planta de demonstração foi construída em 1986 em Wesseling, Alemanha, com uma capacidade de produção de 37 000 Nm3/h de gás de síntese para a produção de metanol (14 t/h) a partir de lignita. A composição esperada do gás para os casos de gaseificação de madeira e palha, obtida por modelagem, é mostrada na tabela 6.30. Tabela 6.30 Composição do gás produzido no gaseificador-piloto HTW, obtida por modelagem. Reproduzida com permissão de Meyer (2006). HTW Gasification Technology for BtL-Fuels, Synthetic Biofuels – Techniques, Potentials, Perspectives Parâmetros Unidades Madeira Palha kg/h 2 170 2 432 Vazão mássica de combustível m3/h (STP) 650 265 Nm3/h 4 453 4 236 Vazão mássica de gás kg/h 4 528 4 405 Potência térmica do gás MWt 8,6 8,5 ºC 900 900 5,7 33,1 30,6 30,1 0,03 0,4 90 0 770 4,9 33,9 31,3 27,8 0,1 0,8 120 2290 770 Vazão volumétrica de gás Temperatura do gás Composição do gás CH4 CO CO2 H2 H2S N2 NH3 HCl C6H6 Eficiência a frio Vazão mássica de cinzas %, %, %, %, %, %, vol. seco vol. seco vol. seco vol. seco vol. seco vol. seco ppm ppm ppm % 81 82 kg/h 17,0 93,3 ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 470 BIOCOMBUSTÍVEIS • Gaseificador DMT: Aquecimento indireto Este gaseificador de aquecimento indireto com vapor como agente de gaseificação foi desenvolvido pela DMT, na Alemanha. Neste processo o calor requerido para a gaseificação da biomassa é fornecido mediante a combustão de parte do gás de síntese. Em contraste com outros processos alotérmicos, os produtos da combustão, utilizados como agentes de gaseificação misturados com vapor, não são separados do gás de síntese. Caso se queira evitar a presença de nitrogênio no gás de síntese deve-se utilizar oxigênio puro na combustão da parcela de gás de síntese. A gaseificação acontece num reator de leito fluidizado estacionário com pressão de 4 bar e temperatura de 850oC. O gás quente passa através de um ciclone, a fim de retirar as partículas maiores presentes no gás e posteriormente por um trocador de calor, onde é gerado o vapor requerido pelo processo. Finalmente o gás é filtrado e direcionado para um quench com água e um segundo filtro de leito fixo. A composição do gás varia em dependência da utilização de oxigênio ou de ar como agentes de combustão. A composição típica do gás produzido utilizando oxigênio como agente de combustão é apresentada na tabela 6.31. Tabela 6.31 Composição do gás produzido no gaseificador DMT. Reproduzida de Zuberbühler et alii (2006). Gasification of Biomass – An Overview on Available Technologies Gás % em vol. H2 37,5 CO 15,9 CO2 34,9 CH4 9,2 C2H4 2,2 N2 0,3 O uso de vapor como portador de calor em comparação com um reator de aquecimento direto, gera um gás de síntese com uma alta concentração de hidrogênio e baixo teor de sólidos e alcatrão. Como já dito, uma parte do gás produzido é queimada com ar ou oxigênio a fim de fornecer calor na zona de gaseificação. O PCI do gás produzido varia em torno de 10,5 MJ/Nm3, se o oxigênio for usado para o processo de combustão. Nos anos 1980, uma planta-piloto com 500 kg/h de capacidade foi testada e operada por 27 000 horas (ZuberbÜhler et alii, 2006). Um esquema do processo de gaseificação da DMT é mostrado na figura 6.42. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 471 Figura 6.42 Esquema do Processo DMT. Reproduzida de Zuberbühler et alii (2006). Gasification of Biomass – An Overview on Available Technologies. • Batelle/Ferco: leito fluidizado duplo de aquecimento indireto A empresa Batelle/FERCO realizou o processo de gaseificação em leito fluidizado duplo SilvaGas partindo de uma planta-piloto de 10 t/dia para uma planta de demonstração de 200 t/dia, a qual está localizada em McNeil perto de Burlington, Vermont, USA. No final de 2000, foi demonstrada a possibilidade de operação contínua da planta com taxas de alimentação superiores a 320 t/dia. O gás de síntese produzido tem um poder calorífico na faixa 11-14 MJ/Nm3 e a eficiência de conversão de carbono no gaseificador atingiu uma média de 80% (PAISLEY et alii, 2004). Atualmente a FERCO prossegue ativamente com o programa de comercialização do processo SilvaGas. Um esquema do gaseificador é mostrado na figura 6.43 e os resultados da composição e poder calorífico do gás na tabela 6.32. Na tecnologia SilvaGas operam em paralelo dois sistemas de leito fluidizado, um combustor e um gaseificador. A areia à alta temperatura é transportada do combustor ao gaseificador, constituindo o portador de calor. Ao combustor retorna uma mistura de areia e coque provenientes do gaseificador. A combustão do coque constitui a fonte de calor de todo o processo. O agente de gaseificação utilizado é o vapor. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 472 BIOCOMBUSTÍVEIS Figura 6.43 Processo SilvaGas, Batelle/FERCO. Reproduzida de Paisley et alii (2004). FERCOS’S Silvagas biomass gasification process commercialization opportunities for power, fuels and chemicals. Tabela 6.32 Composição e PCS do gás na unidade-piloto e na planta de Vermont. Reproduzida de Paisley et alii (2004). FERCOS’S Silvagas biomass gasification process commercialization opportunities for power, fuels and chemicals % do composto Composto Unidade-piloto 10 t/dia Planta de Vermont 100 t/dia H2 17,5 22,0 CO 50,0 44,4 CO2 9,4 12,2 CH4 15,5 15,6 C2H4 6,0 5,1 C2H6 1,1 0,7 18,5 17,3 PCS do gás (MJ/Nm3) • Gaseificador FICFB (Fast Internally Circulating Fluidized Bed): Planta de Gussing na Áustria A Universidade Técnica de Viena (TUV) desenvolveu o processo Fast Internally Circulating Fluidized Bed (FICFB), que emprega aquecimento indireto na gaseificação da biomassa com vapor para produzir gás de síntese. Este sistema de gaseificação foi implementado numa usina de 8 MWt, localizada em Burgenland, Gussing na Áustria. A mesma produz 2 MWe e 4,5 MWt para aquecimento distrital. Outros dados de proARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 473 jeto desta planta são mostrados na tabela 6.33. Recentemente uma planta BTL e outra para a produção de GNS foram acopladas ao gaseificador a jusante do sistema de limpeza. O poder calorífico do gás de síntese é 12-14 MJ/Nm3. A figura 6.44 mostra o esquema geral da planta. Tabela 6.33 Dados de projeto e de operação da planta Gussing. Reproduzida de http://www.ficfb.at Parâmetros Dados de projeto Partida do gaseificador Novembro 2001 Partida do MACI Combustível Dados de operação Abril 2002 Aparas de madeira Aparas de madeira 15% 25-40% Potência térmica de entrada 8 000 kW 8 500-9 500 kW Potência elétrica de saída 2 000 kW 2 000 kW Potência térmica de saída 4 500 kW 4 500 kW Eficiência elétrica 25,0% 20-23% Eficiência térmica 56,3% 45-53% Eficiência total 81,3% 65-76% Umidade do combustível Figura 6.44 Diagrama do processo da usina em Burgenland, Gussing. Reproduzida com Permissão de Rauch e Hofbauer (2003). Wirbelschicht-Wassendampf-Vergasung in der Anlagen Gussing: Betriebserfahrungen aus zwei Jarhen Demonstrationsbetrieb. O sistema de gaseificação FICFB consiste na operação conjunta de dois reatores de leito fluidizado: um de combustão e outro de gaseificação com vapor. No reator de combustão, com uma temperatura de 1 000oC aquece-se o inerte, que posteriormente à separação num ciclone irá propiciar a gaseificação da biomassa com vapor no reator de gaseificação. A figura 6.45 mostra um esquema do princípio de funcionamento do FICFB e um esquema do sistema propriamente dito. Na tabela 6.34 são apresentados os ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 474 BIOCOMBUSTÍVEIS principais componentes do gás e o teor de impurezas antes e depois do sistema de limpeza, composto por um resfriador de gás, um filtro de mangas e um lavador que utiliza óleo vegetal como fluido de trabalho. Os resíduos sólidos e líquidos dos sistemas de limpeza são injetados no reator de combustão. Um esquema da planta-piloto BTL acoplada ao gaseificador é mostrado na figura 6.46. (a) (b) Figura 6.45 Gaseificador de leito fluidizado com recirculação interna da Planta Gussing: a) Princípio de funcionamento; b) Esquema do reator. Adaptada de Pfeifer et alii (2007); Rauch e Hofbauer (2003). Tabela 6.34 Componentes principais e impurezas no gás no gaseificador da planta de Gussing. Reproduzida de Bolhar-Nordenkampf e Hofbauer (2004). Gasification demonstration plants in Austria Componente Unidades Faixa de variação H2 % em, vol. 35-40 CO % em vol 20-30 CO2 % em vol 15-25 CH4 % em vol 8-12 N2 % em vol 3-5 Alcatrão* mg/Nm3 1 500-4 500/10-40 Partículas* mg/Nm3 5 000-10 000/<5 Amônia* ppm 1 000-2 000/< 400 H2S* ppm Não medido/20-40 * Gás sujo/Gás limpo. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 475 Figura 6.46 Esquema da unidade BTL acoplada ao gaseificador da planta de Gussing. Reproduzida com permissão de Hofbauer (2008). Fischer-Tropsch-Fuels and Bio-SNG. 6.9.1 Pesquisas em gaseificação para a produção de gás de síntese Os principais centros de pesquisa no mundo que atualmente estão trabalhando no tema do desenvolvimento de gaseificadores, sistemas de limpeza e catalisadores para a produção de gás de síntese com a qualidade requerida são: • Universidade de Delft na Holanda, Divisão de Energia e Processos: gaseificação em leito fluidizado circulante com vapor e oxigênio. • ECN (Energy Research Centre of Netherlands) na Holanda: gaseificador BIVKIN tipo LFC, e um outro de leito arrastado. Destaca-se o desenvolvimento da tecnologia OLGA para limpeza do gás. • CIEMAT (Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas) na Espanha: planta de gaseificação de biomassa em leito fluidizado circulante com ar. • VTT (Technical Research Centre of Finland) na Finlândia: gaseificação em leito fluidizado pressurizado com misturas de O2 e vapor (figura 6.50). • FZK (Forschungszentrum Karlsruhe GmbH) na Alemanha: gaseificação de misturas de óleos de pirólise de coque num gaseificador-piloto de leito arrastado. • TUV na Viena, coordena os projetos de pesquisa relacionados com o sistema FICB e a obtenção de biodiesel e GNS a partir do gás de síntese. • FRAUNHOFER UMSICHT (Institute for Environmental, Safety and Energy Technology UMSICHT) em Oberhausen, Alemanha. Planta-piloto de gaseificação em leito fluidizado circulante de 500 kWe acoplada a um MACI através de um sistema catalítico de limpeza dos gases (Ising et alii, 2004). • Centro de gaseificação de biomassa Värnamo – Vaxjo: projeto CHRISGAS da União Europeia. A seguir são apresentados os detalhes e resultados preliminares dos projetos em andamento na Universidade de Delft e no Centro de Gaseificação de Biomassa Värnamo – Vaxjo (Projeto CHRISGAS). • Universidade de Delft Descrição da planta-piloto de gaseificação de biomassa em leito fluidizado circulante (SIEDLECKI et alii, 2007): ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 476 BIOCOMBUSTÍVEIS • • • • • • • • • Tipo de gaseificador: Leito fluidizado circulante. Capacidade térmica: 100 kWt. Taxa de alimentação de biomassa: 20 kg/h. Tipo de agente de gaseificação: Oxigênio e vapor. Diâmetro do reator: 83 mm. Altura do reator: 5,5 m. Material inerte: areia com diâmetro médio de partícula de 386 μm. Sistema de partida: aquecimento externo com resistências. Filtro cerâmico com temperatura de operação de 450oC. Trata-se de um gaseificador de pequena capacidade para fins de pesquisa onde se buscam aperfeiçoar todos os seus parâmetros operacionais e conhecer a sua relação com as características do gás gerado. A figura 6.47 apresenta um esquema da planta. A variação da composição do gás em função do coeficiente estequiométrico λ (fator de ar) é mostrada na figura 6.48. Apresenta-se também a composição do gás para diferentes tipos de biomassa (tabela 6.35) e a sua comparação com os resultados de testes de gaseificação de biomassa em misturas vapor/oxigênio realizados por outros autores (tabela 6.36). A granulometria das partículas sólidas presentes no gás de síntese é mostrada na figura 6.49. Figura 6.47 Esquema geral do gaseificador de LFC da Universidade de Delft. Reproduzida de Siedlecki et alii (2007). Characterization of gaseous and condensable components in the product gas obtained during steam-oxygen gasification of biomass in a 100 KWTH CFB gasifier. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 477 Figura 6.48 Composição do gás em função do fator de ar no gaseificador do LFC da Universidade de Delft. Reproduzida de Siedlecki et alii (2007). Characterization of gaseous and condensable components in the product gas obtained during steam-oxygen gasification of biomass in a 100 kWth CFB gasifier. Tabela 6.35 Parâmetros de operação e composição dos gases no gaseificador de LFC da Universidade de Delft. Reproduzida de van der Nat et alii (2005). Particle size characterization of particles present in the producer gas of a steam and oxygen blown biomass circulating fluidized bed gasifier Propriedade Madeira A Madeira B Mistura Temperatura,ºC 816 802 746 Coeficiente estequiométrico 0,53 0,52 0,48 CO2, % em, vol. 37,1 30,8 36,7 CO, % em vol. 21,9 19,2 22,5 H2, % em vol. 15,1 14,0 13,9 N2, % em vol. 18,6 17,0 21,2 CH4, % em vol. 6,5 5 6,5 H2O, % em vol. 50 52 53,5 Tabela 6.36 Comparação de composição do gás obtida em testes de gaseificação de biomassa de diferentes autores, utilizando misturas oxigênio/vapor como agente de gaseificação. Reproduzida de Siedlecki et alii (2007). Characterization of gaseous and condensable components in the product gas obtained during steam-oxygen gasification of biomass in a 100 kWth CFB gasifier Componente Delft Uil (2004) Gil, 1997 CO, % em vol., seco 36-42 27 30-50 H2, % em vol., seco 17-20 32 13-29 CH4, % em vol., seco 9-11 8 5-7,5 CO2, % em vol., seco 21-27 29 14-37 Alcatrão, g/Nm 18-23 11 2-50 H2O, % em vol., gás sujo 50-57 28 32-60 3 ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 478 BIOCOMBUSTÍVEIS Figura 6.49 Granulometria das partículas sólidas contidas no gás de síntese. Reproduzida de van der Nat et alii (2005). Particle size characterization of particles present in the producer gas of a steam and oxygen blown biomass circulating fluidized bed gasifier. O centro de pesquisas VTT (Technical Research Center) da Finlândia possui uma planta-piloto de gaseificação em leito fluidizado pressurizado, cujo esquema é mostrado na figura 6.50. Figura 6.50 Esquema da planta-piloto de gaseificação em leito fluidizado pressurizado do VTT (Finlândia) para a obtenção de gás de síntese (NIEMINEN, 2008). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 479 • O Projeto Clean Hydrogen-Rich Synthesis Gas – CHRISGAS Este projeto tem como objetivo a produção de gás de síntese rico em hidrogênio que possa ser usado como matéria-prima na produção de combustíveis para o setor de transporte (figura 6.51). O projeto CHRISGAS está sendo implementado na planta de gaseificação em Värnamo, Suécia (figura 6.52), sob a coordenação da Universidade Växjö da Suécia, e com o apoio financeiro da União Europeia. Participam deste projeto cientistas da Universidade de Delft, KTH, CIEMAT e outras instituições. A planta de Värnamo (figura 6.52) será reconstruída a fim de instalar um novo sistema de fornecimento de vapor e oxigênio, um novo filtro a quente para a limpeza do gás e um reformador catalítico à alta temperatura (figura 6.53). Figura 6.51 Processo Clean Hydrogen-Rich Synthesis Gas – CHRISGAS. Imagem cortesia de Chrisgas. Figura 6.52 Planta IGCC de Värnamo, Suécia. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 480 BIOCOMBUSTÍVEIS Figura 6.53 Diagrama do processo da planta IGCC de Värnamo, Suécia, com as modificações propostas. Imagem cortesia de Chrisgas. Os objetivos do projeto CHRISGAS são: • Testar novos sistemas de secagem e alimentação. • Conduzir testes de gaseificação e obter dados operacionais com uma vazão de biomassa de 3-4 t/h. • Avaliação de catalisadores, filtros, sistemas de limpeza do gás, etc. A planta de Värnamo foi projetada inicialmente para gerar 6 MW de eletricidade e 9 MW de calor para aquecimento distrital. O combustível utilizado é madeira, a qual é secada até a umidade de 5-20%. O combustível seco e triturado é alimentado no gaseificador de LFC. O agente de gaseificação e fluidização é ar, e a temperatura de operação reporta valores na faixa de 950 e 1 000°C enquanto a pressão é aproximadamente de 18 bar. Cerca de 10% do ar é extraído de um sistema compressor–turbina a gás, em seguida comprimido num compressor booster e, finalmente, injetado na base do gaseificador. O gás de síntese precisa ser condicionado antes da sua utilização como matéria-prima para a produção de biocombustíveis, sendo previstas etapas de reforma por vapor para a conversão do metano e do alcatrão em CO e H2, e uma etapa de conversão do CO em CO2 e H2, pela reação do deslocamento da água (figura 6.54). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 481 Figura 6.54 Condicionamento do gás de síntese. Depois do gaseificador, o gás produzido passa para um trocador de calor de resfriamento e um filtro de gás quente. O gás é queimado em uma câmara de combustão e expandido em uma turbina a gás, gerando 4,2 MW de eletricidade. Os gases de exaustão da turbina a gás passam por uma caldeira de recuperação gerando vapor superaquecido. O qual é utilizado em uma turbina a vapor (40 bar, 455oC), gerando 1,8 MWe. 6.10 Pesquisas em gaseificação DE BIOMASSA no Núcleo de Excelência em Geração Termelétrica e Distribuída – NEST da Universidade Federal de Itajubá – UNIFEI Os tipos de gaseificadores testados nos laboratórios do NEST/UNIFEI são: de leito fixo de fluxo cruzado, de leito fixo tipo cocorrente com duplo estágio de fornecimento de ar e de leito fluidizado borbulhante, todos utilizando ar como agente de gaseificação e operando a pressão atmosférica. Os resultados obtidos permitem comparar diferentes aspectos, tais como a qualidade do gás, o impacto dos métodos internos e externos de limpeza, as dificuldades de operação do equipamento, etc. Os instrumentos utilizados para a determinação do conteúdo de alcatrão e partículas no gás foram projetados com base em informações e dados publicados pela ECN por van Paasen (2007). ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 482 BIOCOMBUSTÍVEIS 6.10.1 Leito fixo de fluxo cruzado Este gaseificador foi adquirido para a montagem de um módulo gerador mediante seu acoplamento a um motogerador à gasolina, cujo esquema é mostrado na figura 6.55. Um dos principais objetivos do estudo experimental foi avaliar o desempenho de um sistema catalítico de limpeza do gás composto por elementos de níquel, mediante a determinação da sua eficiência na conversão do alcatrão em moléculas de menor tamanho. O gaseificador tem uma capacidade térmica de 46,5 kW. O gás gerado se caracteriza por ter um PCI de aproximadamente 3 MJ/Nm³ (considerando só as concentrações de CO, CH4 e o H2). Alguns dos principais problemas observados foram: travamento da biomassa no reator, o que afeta o seu movimento descendente e seu consumo, altos teores de alcatrão, instáveis valores do poder calorífico do gás. Figura 6.55 Diagrama esquemático do módulo gerador gaseificador de leito cruzado/motogerador à gasolina. 6.10.2 Leito fixo tipo cocorrente com duplo estágio de fornecimento de ar Este gaseificador foi projetado e construído pela Empresa Termoquip Energia Alternativa Ltda. localizada na cidade de Campinas, Estado de São Paulo, Brasil (figura 6.56). Em cooperação com a equipe do NEST foram realizadas duas sessões de testes neste tipo de gaseificador nas instalações da própria empresa. Trata-se de um gaseificador de tipo cocorrente com capacidade de gerar até 90 Nm³/h de gás a partir de um consumo médio de 30 kg/h de lenha. A eficiência térmica de projeto é de 70%. A gaseificação com duplo estágio é um método primário de controle do teor de alcatrão no gás (BHATTACHARYA et alii, 1999). Isto é devido à criação de uma zona adicional de oxidação que permite o craqueamento dos hidrocarbonetos pesados, isto é, o rompimento das moléculas de alcatrão para gerar moléculas de menor tamanho. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 483 Figura 6.56 Fotografia do gaseificador cocorrente com duplo estágio de gaseificação. 6.10.3 Leito fluidizado borbulhante Este gaseificador foi construído pela Termoquip Energia Alternativa Ltda. tendo como base os resultados da sua modelagem usando o software CSFB-Comprehensive Simulator of Fluidized Bed (de SOUZA-SANTOS, 1989), a qual foi conduzida por especialistas do NEST (VAN DEN ENDEN e LORA, 2004). Trata-se de um reator de 6 metros de altura e 990 mm de diâmetro externo (figura 6.57). O sistema de alimentação é composto por um silo inferior, um transportador de rosca até o silo superior, uma válvula rotativa e um alimentador de rosca sem-fim de velocidade variável, usado para introduzir a biomassa no leito (figura 6.58a). A partida é realizada utilizando um queimador (figura 6.58b) que fornece gases à alta temperatura para o aquecimento inicial do leito. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 484 BIOCOMBUSTÍVEIS Figura 6.57 Esquema do sistema de gaseificação em leito fluidizado borbulhante do NEST. Figura 6.58 Sistema de alimentação de biomassa (a); queimador de partida (b). O problema mais sério que apresentou o gaseificador está relacionado com a alimentação da biomassa. Foi necessário projetar e construir uma rosca sem-fim com uma união Cardan, a qual permite deslocamentos no sentido radial num ponto do eixo, garantindo seu funcionamento com possibilidades mínimas de travamento. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 485 6.10.4 Resultados dos testes nos diferentes tipos de gaseificadores 6.10.4.1 Leito fixo de fluxo cruzado Durante os experimentos o gás resultante da gaseificação foi dividido em duas correntes. A primeira foi queimada na câmara de combustão anexa ao gaseificador a fim de garantir a temperatura necessária para a operação do sistema de limpeza catalítica (800-850oC). A segunda corrente foi tratada no catalisador e utilizada para acionar um motogerador à gasolina de 10 kWe de potência. O poder calorífico do gás foi determinado a partir da sua composição química e apresentou valores médios entre 3 e 3,7 MJ/Nm3, antes e depois do sistema de limpeza catalítica do gás, respectivamente. A tabela 6.37 apresenta os dados da composição química média do gás para os dois casos. É possível observar que o teor de hidrogênio é praticamente duplicado como consequência do craqueamento catalítico do alcatrão. Tabela 6.37 Composição química do gás gerado no gaseificador Ponto de amostragem de gás CO, % vol H2, % vol CH4, % vol Antes do sistema de limpeza 13,8 3,14 2,40 Após o sistema de limpeza 16,3 7,07 2,3 6.10.4.2 Leito fixo e de fluxo cocorrente com duplo estágio de fornecimento de ar Os resultados obtidos nos testes em relação à composição do gás são apresentados na tabela 6.38. Observa-se um acréscimo da concentração de CO no gás quando se opera com duplo estágio de fornecimento de ar, assim como a redução da concentração de hidrogênio e de metano. O poder calorífico do gás passou de 4,32 para 4,36 MJ/Nm³. A redução da concentração de alcatrão no gás com a implementação de um segundo estágio foi de 92%. Tabela 6.38 Composição química e concentração de alcatrão no gás durante a operação do gaseificador com um e dois estágios de fornecimento de ar CO, % H2, % CH4, % Alcatrão [mg/Nm3] Partículas sólidas [mg/Nm3] Simples estágio 16,5 13,36 2,22 1434,0 309,0 Duplo estágio 21,5 12,68 0,78 107,1 100,0 Tipos de gaseificadores cocorrentes 6.10.4.3 Leito fluidizado borbulhante Nos testes realizados com este gaseificador os melhores resultados corresponderam a um fator de ar de 0,22. A composição do gás pobre obtido nesta condição foi de 17,8% de monóxido de carbono, 4,5% de metano e 1,71% de hidrogênio. Para esta composição corresponde um PCI de 4,04 MJ/Nm³. A figura 6.59 mostra a variação da composição do gás com o fator de ar. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 486 BIOCOMBUSTÍVEIS Figura 6.59 Variação da concentração de CO, CH4 e H2 no gás em relação ao fator de ar para a gaseificação de casca de arroz em leito fluidizado borbulhante. A concentração média de alcatrão e de partículas sólidas no gás foi de 11 260 e 1 180 mg/Nm3, respectivamente, durante a operação com casca de arroz. Com bagaço de cana os resultados foram de 2 640 e 9 460 mg/Nm3, respectivamente. 6.10.4.4 Análise comparativa dos resultados nos gaseificadores testados A avaliação dos resultados nos três gaseificadores (figura 6.60) permite concluir: Figura 6.60 Qualidade do gás nos gaseificadores testados. Reproduzida com permissão de Andrade (2007). Gaseificação de biomassa a uma análise teórica e experimental. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 487 A limpeza catalítica do gás permite melhorar a qualidade do gás de gaseificação como consequência do craqueamento do alcatrão. Os testes realizados num gaseificador de leito fixo de fluxo cruzado mostraram um acréscimo do poder calorífico de 23%. A gaseificação em duplo estágio permite uma redução significativa da concentração de alcatrão no gás de gaseificação. Nos testes realizados esta redução foi de 92%. O poder calorífico do gás obtido nos gaseificadores testados foi: gaseificador de leito fixo de fluxo cruzado: 3,0-3,7 MJ/Nm3; gaseificador de leito fixo de fluxo cocorrente com duplo estágio de fornecimento de ar: 4,32-4,36 MJ/Nm3; e gaseificador de leito fluidizado borbulhante: 4,0-4,34 MJ/Nm3. Estes valores, apesar de serem obtidos para biomassas e condições de operação diferentes, permitem obter conclusões sobre as dificuldades de atingir uma boa qualidade do gás em gaseificadores de leito fixo de fluxo cruzado, e as potenciais vantagens neste sentido dos gaseificadores com duplo estágio de fornecimento de ar. O gaseificador de leito fluidizado apresenta uma concentração de alcatrão e de particulados menor se comparado ao gaseificador com duplo estágio de fornecimento de ar. 6.10.5 Testes de um conjunto gaseificador de duplo estágio / motor de combustão interna Foi realizado o projeto, montagem e testes de um sistema modular de microgeração que inclui um gaseificador de biomassa de leito fixo tipo cocorrente com duplo estágio de fornecimento de ar e um motogerador diesel convertido à ignição por centelha de 10 kWe. • Gaseificador O gaseificador cocorrente é do tipo duplo estágio, fabricado pela Empresa Termoquip Energia Alternativa Ltda, em aço-carbono com revestimento interno de material refratário. A altura total do equipamento é de 2,20 m, o diâmetro externo é 0,5 m e o diâmetro interno de 0,30 m. A fim de evitar possíveis problemas com a movimentação da biomassa e a formação de canais preferenciais do gás, o gaseificador é equipado com dois vibradores (VI), um localizado no fundo do silo de biomassa e o outro na parte inferior do gaseificador para a movimentação da grelha. Ambos os vibradores são acionados por temporizadores. As características técnicas do gaseificador são apresentadas na tabela 6.39. Tabela 6.39 Características do gaseificador Denominação Potencia térmica Potencia térmica específica Valor 50 kWt 1200±500 kWt Consumo de biomassa (base seca) 10 kg/h Consumo de biomassa (base úmida) 12 kg/h Tamanho da biomassa 2-6 cm Fator de ar ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 0,35 488 BIOCOMBUSTÍVEIS • Termopares Ao longo do gaseificador foram instalados 6 termopares que registram a temperatura no interior do reator em diferentes pontos (T1, T2, T3, T4, T5, T6) e a temperatura do gás (T9), o que permite a regulação e controle das condições de operação do mesmo (figura 6.61). Figura 6.61 Desenho esquemático e fotografia do gaseificador • Fornecimento de ar ao reator O reator oferece a possibilidade de trabalhar com dois estágios de fornecimento de ar; o controle do fluxo de ar e da temperatura é realizado por duas placas de orifícios calibrados (TT, FT) e um termopar foi instalado na linha de fornecimento de ar (T10). O ar é fornecido por um compressor de alta pressão (SO), passando primeiro por um trocador de calor de gases/ar antes de entrar no reator (TC1). • Sistema de limpeza do gás O gás gerado sai pela parte inferior do reator, passando através da zona de gaseificação e da grelha, o que favorece a limpeza do mesmo. A remoção de material particulado contido no gás é realizada através de um ciclone (CI), após o qual ele é conduzido a uma chaminé com um flare onde é queimado durante o aquecimento do reator ou para um reator de reforma catalítica (RRC). O reator de reforma catalítica, composto de elementos de níquel e opera a uma temperatura entre 800-900ºC, tem o objetivo de transformar o alcatrão que não foi destruído no gaseificador. A temperatura no reator é obtida pela queima de uma parte do gás gerado misturado com uma fração do ar alimentado pelo ventilador. Este ar é controlado por uma válvula solenoide que é ativada em função da temperatura do gás. A temperatura do gás na saída do reator é medida por um termopar. Depois que o gás sai do reator, passa por um segundo trocador de calor (TC2) (água/gás), um removedor de condensado, e segue para o filtro de mangas (FM), onde são separados os sólidos finos não coletados no ciclone. Finalmente, o gás é armazenado em um tanque pulmão com um selo de água (GA), que ajuda a condensar o alcatrão remanescente no gás e mitiga as demandas súbitas de gás, quando se alimenta um motor de combustão interna. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 489 • Motor de combustão interna A máquina utilizada é um motor diesel de quatro tempos marca YANMAR BTD 22, modificado para uso com gás, adicionando a ele um mecanismo de dosagem e variando o ponto de ignição em 15ºBTDC (figura 6.62). Figura 6.62 Foto do motogerador Yanmar modificado pela CET para a operação com gás. O gráfico da figura 6.63 apresenta o comportamento do gaseificador relacionado às temperaturas das principais zonas desde a condição a frio até atingir a condição correspondente ao regime de gaseificação. Também é possível verificar o comportamento das temperaturas medidas ao longo do gaseificador. Os termopares são posicionados e identificados de acordo com as zonas de reação. Dessa forma, é possível observar o comportamento operacional de cada uma delas. Figura 6.63 Gráfico de partida do gaseificador desde a temperatura ambiente. Fazendo uma análise dos resultados obtidos nos testes experimentais com base na estabilidade da operação, composição do gás gerado, eficiência e potência térmica do gaseificador e poder calorífico do gás, observa-se que a condição mais adequada para a alimentação do gás ao motor é a correspondente a uma vazão de gás de 20 Nm3/h, uma velocidade superficial de 0,16 Nm3/s, uma taxa específica de gaseificação de 200 kg/m2.h. e Ra= 80%. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 490 BIOCOMBUSTÍVEIS Para esta condição foi obtido um fator de ar de aproximadamente 0,35, uma temperatura, na zona de combustão, de 820°C, um teor de monóxido de carbono de 19 e 0,8% de metano, um poder calorífico do gás de 4,55 MJ/Nm3, uma eficiência ao frio do gaseificador de 71% para uma potência térmica de 50 kWt (figuras 6.64 e 6.65). O baixo teor de metano propicia menor teor de alcatrão. Figura 6.64 Fator de ar e PCIg para Ra = 80%. Figura 6.65 Eficiência a frio e potência térmica do gás para Ra = 80%. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 491 A avaliação do conjunto gaseificador/motor incluem dois aspectos: • A perda de potência ou dearating que alcançou um valor de 40%. • A concentração de poluentes nos gases de exaustão do motor. Nos testes preliminares do motor funcionando com gás de biomassa, a perda de potência com relação à potência nominal do motor era grande, tendo-se atingido um valor de potência em torno de 3 kWe. Dessa forma, foi necessário fazer ajustes e modificações no motor. Um dos principais itens que foram modificados foi o avanço da ignição para que o motor pudesse melhorar a sua eficiência trabalhando com gás de biomassa. O avanço ficou em 24o APMS, valor para o qual o motor pode operar em carga máxima de 5,64 kWe. As emissões de CO foram relativamente altas, conforme mencionado por outros autores (Uma et alii, 2004; Ahrenfeldt et alii, 2010), principalmente quando se levam em consideração os limites impostos por órgãos ambientais, como os da Alemanha, a qual possui regulamentação para motores de combustão interna, seja de compressão ou centelha, operando com gás pobre. Foram obtidos valores de 2 749 a 3 822 mg/Nm³ para 5% O2. Nesse caso seria aconselhável a adoção de um catalisador para converter o CO e baixar a sua concentração, a fim de deixá-lo em níveis adequados à legislação. Essa solução pode ser interessante, mas deve-se observar que a umidade presente nos gases de exaustão é alta podendo ocasionar problemas ao catalisador podendo interferir no seu funcionamento. (a) Emissões de CO em ppm e mg/Nm³ do motor em função da potência elétrica. (b) Emissão de CO em g/kWh em função da potência elétrica Figura 6.66 Emissões de CO em função da potência elétrica. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 492 BIOCOMBUSTÍVEIS Para os testes realizados a melhor condição de operação, em relação à composição do gás obtido, foi 21% de CO, 16% de H2 e 1,8% de CH4, o que fornece um gás de poder calorífico de 5 MJ/Nm³. A operação do conjunto gaseificador/motor é facilitada quando se mantém um nível constante do reservatório pulmão, o que permite ao motor operar sem flutuações e de forma estável. A potência máxima obtida com o motor operando com gás foi de 5,64 kWe, todavia foram registrados picos de 6 kWe. 6.10.6 Projetos em andamento e planos futuros As principais atividades em andamento ou planejadas para serem realizadas em curto prazo no NEST/UNIFEI relacionadas com o tema de gaseificação de biomassa são: • Projeto, a partir da modelagem utilizando o software CSFB, de um gaseificador de leito fluidizado circulante para a obtenção de gás de síntese, usando misturas de oxigênio/vapor como agentes de gaseificação. • Modelagem matemática e testes de um conjunto gaseificador/célula de combustível de óxido sólido. • Avaliação técnico-econômica e análise do ciclo de vida da obtenção de diferentes biocombustíveis a partir do gás de síntese, produto da gaseificação da biomassa. • Projeto de sistemas de limpeza de gases para reatores de gaseificação de biomassa. • Modelagem dos processos de conversão do gás de síntese em combustíveis líquidos. • Teste de gaseificação de biomassa utilizando misturas oxigênio/vapor como fluido de gaseificação. 6.11 Conclusões As principais diferenças entre os gaseificadores existentes para a produção do gás de síntese, a partir de biomassa, são: (i) teor de componentes menores no gás de síntese (impurezas); (ii) teor de componentes maiores (H2, CO, etc.); (iii) a necessidade de uma usina de separação do ar para a produção de oxigênio. Não existe uma tecnologia de gaseificação que cumpra com todos os requisitos para produzir gás de síntese através de uma única etapa do processo. Gaseificadores com aquecimento direto com ar como agente de gaseificação não são adequados para a geração de gás de síntese devido à alta concentração de nitrogênio no gás. Gaseificadores de leito fixo não estão qualificados para a geração de gás em escala industrial devido principalmente à limitada capacidade (< 5 MWt). Gaseificadores alotérmicos, o de aquecimento indireto, têm a grande vantagem de apresentar alto teor de hidrogênio no gás, mas a desvantagem é o alto conteúdo de hidrocarbonetos (metano e alcatrão). Para superar isto e obter gás de síntese de boa qualidade são necessárias unidades de reforma do gás. A gaseificação da biomassa chegou a um ponto de desenvolvimento onde as primeiras aplicações, tais como queima associada e a cogaseificação, estão se tornando comerciais, embora nenhum dos processos tenha operado o suficiente para fornecer dados reais de desempenho de processo e custos. As principais atividades de pesquisa nesta área de biomassa para gás de síntese são: ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 493 (I) o desenvolvimento de tecnologias de gaseificação incluindo a influência das propriedades de diferentes tipos de biomassa; (II) limpeza de gases e condicionamento, incluindo impurezas específicas da biomassa, como alcatrão e álcalis. Conclui-se que o desenvolvimento em escala comercial para a tecnologia de produção de gás de síntese pela rota termoquímica ainda requer pesquisas intensivas. 6.12 Referências Ahrenfeldt, J.; Jensen, T. K.; Henriksen, U.; Schramm, J.; Gobel, B. CO emissions from engines operating on biomass producer gas. Disponível em <http://orbit.dtu.dk/getResource?recordId=155729&objectId=1&versionId=1>. Acesso em 25/02/2010. ALTENER. The future for biomass pyrolysis and gasification: status, opportunities and policies for Europe, Coord. A.V. Bridgwater, Aston University, November 2002. Downloaded from: http://ec.europa.eu/energy/res/publications/doc1/ report_p536_v2.pdf. ANDRADE,V. R. Gaseificação de biomassa, uma análise teórica e experimental. Tese de Doutorado de Engenharia Mecânica, Universidade Federal de Itajubá, 2007. BABU, S. P.; Leader, T. Work Shop no 1: Perspectives on Biomass Gasification, IEA Bioenergy Agreement, Task 33: Thermal Gasification of Biomass, 2006. Beenackers A. A. C. M. Biomass gasification in moving beds, a review of European Technologies. Renewable Energy, vol. 16, p. 1 180-1 886, 1999. Belgiorno, V. et alii. Energy from gasification of solid wastes. Waste Management, 23, p. 1-15, 2003. Belgiorno, V.; De Feo, G.; Della Rocca, C.; Napoli R. M. A. Energy from gasification of solid wastes. Waste Management, vol. 23, p. 1-15, 2003. BIOMASS, Conversion of Biomass to Bio-Oil, acessado em 25 de julho de 2011, Downloaded em: http://blogs.princeton. edu/chm333/f2006/biomass/bio_oil/02_chemistryprocessing_the_basics/02_processing. Berger, R. Gasification of biomass to generate renewable hydrogen – conventional and new approaches, Sino-German workshop on energy utilization of biomass, Beijing, 2003. BhattacharyA, S. C.; Hla, S. S.; Pham, H. L. A study on a multi-stage hybrid gasifier-engine system. Biomass and Bioenergy, vol. 21, p. 445-460, 2001. BHattacharya, S. C.; Siddique, A. H.; Md., Pham, H. L. A study on wood gasification for low-tar gas production. Energy, 24, p. 285-296, 1999. Bolhar-Nordenkampf, M.; Hofbauer, H. Gasification demonstration plants in Austria. IV International Slovak Biomass Forum, Bratislava, February 9-10, p. 227-230, 2004. BolhAr-Nordenkampf, M.; Vogel, A.; Hofbauer, H.; Kaltschmitt, M. Analysis and evaluation of the production of Fischer-Tropsch-fuels from biomass, 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-134 May 2004, Rome, Italy, p. 1 151-1 154, 2004. Bridgwater, A. V. Biomass fast pyrolysis. Thermal Science, 12, p. 21-49, 2004. Downloaded from: http://thermalscience. vin.bg.ac.yu/pdfs/2004-2/TS22004Cl2.pdf. Bridgwater, T. Gasification progress for liquids fuels from biomass, SYNBIOS II- Stockholm 23-24 May 2007. Downloaded from: http://www.ecotraffic.se/SYNBIOSII/presentations/23/TonyBridge.pdf. BTG. Biomass gasification in superctritical water. Downloaded from http://www.btgworld.com/technologies/supercriticalgasification.html. Acessado em 7 de maio de 2008. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 494 BIOCOMBUSTÍVEIS BTG. http://www.btgworld.com/technologies/pyrolysis.html. Acessado em 28 de fevereiro de 2008. Cardenas, D. C. Methanol and Hydrogen Production. Energy and Cost Analysis. Dissertação de Mestrado, Department of Applied Physics and Mechanical Engineering, Lulea University of Technology, 2006. Chiaramonti, D.; Oasmaa, A.; Solantausta, Y. Power generation using fast pyrolysis liquids from biomass. Renewable and Sustainable Energy Reviews (11), p. 1 056-1 086, 2007. Chrisgas. http://www.chrisgas.com/. Acessado em 3 de março de 2008. Ciferno, J. P.; Marano, J. J. Benchmarking Biomass Gasification Technologies for Fuels, Chemicals and Hydrogen Production, U.S. Department of Energy National Energy Technology Laboratory, 2002. Coelho, S. T.; Velazquez, S. M. S. G.; Martins, O. S.; Ushima, A. H.; dos Santos, S. M. A. Tests presentyation results of the imported gasification system from the Indian Institute of Science, 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-134 May 2004, Rome, Italy, p. 2 516-2 519, 2004. Consonni, S.; LARSON, El. Biomass-gasifier/aeroderivative gas turbine combined cycles. Part A: Technologies and Performance modeling. Part B: Performance Calculations and Economic Assessment, in Proceeding of Mechanical Engineers, 8th Congress on Gas Turbines in Cogeneration and Utility, Industrial and Independent Power Generation, Portland, Oregon, 1994. COUSINS, W. J. A theoretical study of wood gasification processes. New Zeland Journal of Science, vol. 21, p. 175-183, 1978. DEVI, L.; Ptasinski, K. J.; Janssen, F. J. J. G. A review of the primary measures for tar elimination in biomass gasification processes. Biomass and Bioenergy, vol. 24, p. 125-140, 2003. DINJUS, E.; Henrich, E.; Schingnitz, M. Syngas from the gasification of biomass slurries – a progress report, 14th European Conference, 17-21 October, 2005, Paris, France, p. 1 663-1 666, 2005. Dogru, M.; Howarth, C. R.; Akay, G.; Keskinler, B.; Malik A. A. Gasification of hazelnut shells in a downdraft gasifier. Energy, vol. 27, p. 415-427, 2002. Environment Agency. Guidance on gas treatment technologies for landfill gas engines, 2004. Downloaded from: www.environment-agency.gov.uk. Evans, J. Monóxido de Carbono, Química Nova na Escola, Belo Horizonte, maio de 1999 (http://sbqensino.foco.fae.ufmg. br/qnesc_09). Acessado em 22 de fevereiro de 2008. FAO. Food and Agriculture Organization of The United Nations, Wood gas as engine fuel. Forestry Department, 1986. <http://www.fao.org/docrep/t0512e/t0512e00.htm>. FERNANDES, M. C. Investigação experimental de gaseificação de biomassa em leito fluidizado. Tese de Doutorado, Universidade Estadual de Campinas, Faculdade de Engenharia Mecânica, 130 p, 2004. Fogash, K. Oxygen Production Technologies: Cryogenic and ITM, 2nd Workshop International Oxy-combustion Research Network, Hilton Garden Inn, Windsor, CT, USA, 2007. Downloaded from: http://www.co2captureandstorage.info/ docs/oxyfuel/MTG2Presentations/Session%2003/16%20-%20K.%20Fogash%20(Air%20Products).pdf. García-bacaicoa, P.; Bilbao, R.; Arauzo, J.; SALVADOR, M. L. Scale-Up of Downdraft Moving Bed Gasifers (25-300 kg/h) – Desing, Experimental Aspects and Results. Bioresource Technology, vol. 48, p. 229-235, 1994. Guo, L. J.; Lu, Y. J.; Zhang, X. M.; Ji, C. M.; Guan, Y.; Pei, A. X. Hydrogen production by Biomass gasification in supercritical water: A Systematic experimental and analytical study. Catalysis Today, vol 129, p. 275-286, 2007. Hamelinck, C.; FAAIJ, A. Future prospects for production of methanol and hydrogen from biomass. Journal of Power Sources, 111, no 1, p. 1-22, 2002. Hasler, P.; Nussbaumer, Th. Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass & Bioenergy, 16, p. 3 485-3 495, 1999. Henrich, E. Clean syngas from biomass by pressurized entrained flow gasification slurries from fast pyrolysis. Second Generation Automotive Biofuel Conference, 18-20 May, 2005, Stockholm, Sweden. Downloaded from: http://www. nykomb.se/pdf/SYNBIOS_HENRICH_Edmund.pdf. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 495 Hernandez, J. J.; SERRANO, C.; Perez, J. Prediction of the autoignition delay time of producer gas from biomass gasification. Energy & Fuels, vol. 20, p. 532-539, 2006. Hofbauer, H. CFB – Steam Gasification, 14th European Conference, 17-21 October, 2005, Paris, France, p. 11-15, 2005. Hofbauer, H. Fischer-Tropsch-Fuels and Bio-SNG. Central European Biomass Conference, 16 a 19 de janeiro de 2008. Downloaded from: www.biomassaverband.at/biomasssa?cid=27598. HTTP://www.ficfb.at. Ising, M.; Gil, J.; Unger, C. Gasification of Biomass in a Circulating Fluidized Bed with Special Respect to Tar Reduction, 1st World Conference and Exhibition on Biomass for Energy and Industry, Sevilla, España, Junho 5-9, p. 1 775-1 778, 2000. Ising, M.; Unger, C.; Althaus, W. Cogeneration with biomass gasification by producer gas driven block heat and power plants, 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-13 May, Rome, Italy, p. 801-804, 2004. Jain, A. K.; Goss, J. R. Determination of reactor scaling factors for throatless rice husk gasifier. Biomass and Bioenergy, vol. 18, p. 249-256, 2002. Jayah, T. H.; Aye, L.; Fuller, R. J.; Stewart, D. F. Computer simulation of a downdraft wood gasifier for tea drying. Biomass and Bioenergy, vol. 25, pp. 459-469, 2003. Jenkins, B. M. Bioenergy, Biofuels, and Potentials for Sustainable Development, Energy Lecture Series, Department of Biological and Agricultural Engineering, 14 de março, 2007. Downloaded from: http://bioenergy.ucdavis.edu/materials/ Presentations/Jenkins%20031407%20-%20EnergyLecture_Biofuels.pdf. Kaltschmitt, M.; Hartmann, H. Energie aus Biomassa: Grundlagen, Techniken und Verfahren, Spinger Verlag, 2001. Katofsky, R. E. The Production of Fluid Fuels from Biomass, Princeton, N. J., 1993. Kirubakaran, V.; Sivaramakrishnanb, V.; Nalinic, R.; Sekard, T.; Premalathae, M.; Subramaniane, P. A review on gasification of biomass. Renewable and Sustainable Energy Reviews (2007), InPress: doi:10.1016/j.rser.2007.07.001. Klein, A. Gasification: An Alternative Process for Energy Recovery and Disposal of Municipal Solid Wastes, Department of Earth and Environmental Engineering, Fu Foundation School of Engineering and Applied Science, Columbia University, 2002. Knoef, H. Review of small-scale biomass gasification, Pyrolysis and Gasification of Biomass and Waste Expert Meeting, Strasbourg, France, 2002. Download from: http://www.ienica.net/usefulreports/pyrolysis3.pdf. Koneman, H. W. J.; Van Passen, S. V. B. Olga tar removal technology: 4 MW commercial demostration, 15 th European Biomass Conference & Exhibition, 7-11 May 2007, Berlin, Germany. Downloaded from: http://www.ph8.nl/upload/ catalog/388/337177/6/Paper%20presented%20at%2015th%20European%20Biomass%20Conference%202007.pdf. Laborelec, Y. R.; Bourgois, F.; Sintzoff, I. Cost effective biomass gasification in small-scale CHP power plants, 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-134 May 2004, Rome, Italy, p. 1 737-1 740, 2004. Leible, L.; Kälber, S.; Kappler, G.; Lange, S.; Nieke, E.; Proplesch, P.; Wintzer, D.; FüurniSS, B.; Kraftstoff. Strom und Wärme aus Stroh und Waldrestholz – Eine systemanalytische Untersuchung – Wissenschaftliche Berichte, FZKA 7170, Forschungszentrum Karlsruhe GmbH, Karlsruhe, 2007. Levenspiel, O. Chemical Reaction Engineering, 2nd edition, New York, 634 p., 1987. LORA, E.E.S. Projeto Programa de Pesquisa em Políticas Públicas. Painel 3: Gaseificação de Biomassa, Workshop de Tecnologias BTL (Biomass to Liquid), São Paulo, Fevereiro 26, 2008. Maniatis, K. Progress in biomass gasification: An overview, European Commission, Technical Report, 2001; http:// europe.eu.int/comm/energy/res/sectors/doc/bioenergy/km_tyrol_tony.pdf. Mckendry, P. Energy production from biomass (part 3): gasification technologies. Bioresource Technology, 83, Issue 1, p. 55-63, 2002. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 496 BIOCOMBUSTÍVEIS MÉier, D. Aktuelle Enwicklungen auf dem Gebiet der Flash Pyrolise zur Verflussigung von Biomasse, Fachtung, “Thermochemishe Umwandlung von Biomasse”, Flensburg, 16 March 2006. Méier, D.; Faix, O. State of the art of applied fast pyrolysis of lignocellulosic materials a review. Bioresource Technology (68), p. 71-77, 1999. Melgar, A.; Pérez, J. F.; Laget, H.; Horillo, A. Thermochemical equilibrium modelling of a gasifying process. Energy Conversion and Management, vol. 48, p. 59-67, 2007. Meyer, B. HTW Gasification Technology for BtL-Fuels, Synthetic Biofuels – Techniques, Potentials, Perspectives, 2nd International BtL Congress, Berlin, 12th and 13th October, 2006. Midilli, A.; DOGRU, M.; Howarth, C. R.; Ayhana, T. Hydrogen production from hazelnut shell by applying airblown downdraft gasification technique. International Journal of Hydrogen Energy, vol. 26, p. 29-37, 2001. Narváez, I.; Orío, A.; Aznar, M. P.; Corella, J. Biomass gasification with air in an atmospheric bubbling fluidized bed. Effect of six operational variables on the quality of the produced raw gas. Ind. Eng. Chem. Res, vol. 35, p. 2 110-2 120, 1996. Natarajan, E.; Nordin, A.; Rao, A. N. Overview of combustion and gasification of rice husk in a fluidized bed reactors. Biomass and Bioenergy, vol. 14, p. 533-546, 1998. NIEMINEN, M. Gasification of Biomass and Waste Derived Fuels for Industrial Applications. VTT (Technical Research Centre of Finland). Business from Technologies. In: Gasification – production technologies and application. Malmö, Suécia, 9-10 outubro, 2008. NOGUEIRA, L. A. H.; LORA, E. E. S. Dendroenergia: Fundamentos e Aplicações, 2a ed. Rio de Janeiro, Interciência, 199 p., 2003. NREL. Vision 21 Technology Roadmap, 2001. Olofsson, I.; Nordin, A.; SÖDERLINDU. Initial Review and Evaluation of Process Technologies and Systems Suitable for Cost-Efficient Medium-Scale Gasification for Biomass to Liquid Fuels, University of Umeå, março, 2005. Downloaded from: http://www.biofuelregion.se/dokument/5_95.pdf. Paisley, M. A.; Overend, R. P.; Welch, M. J.; Igoe, B. M. FERCOS´S Silvagas biomass gasification process commercialization opportunities for power, fuels and chemicals, 2nd World Conferences on Biomass for Energy, Industry and Climate Protection, 10-14 May 2004, Rome, Italy, p. 1 665-1 668, 2004. Parikh, J.; Channiwala, S. A.; Ghosal, G. K. A correlation for calculating HHV from proximate analysis of solid fuels. Fuel, 84(5):487-494, 2005. Patel, J.; Salo, K. Demonstration of a new gasification technology, 2nd World Conference on Biomasss for Energy, Industry and Climate Protection, 10-14 May 2004, Rome, Italy, p. 44-47, 2004. Perry, R.; Green, D.; MalonEY, J. Perry`s Chemical Handbook, sexta edição, McGraw-Hill Book Co, 1987. Pfeifer, C.; HOLFBAUEr, H.; Unger, C.; Schulzke, T.; Ising, M. Dual fluidized bed steam biomass gasification combined with catalytic gas cleaning, 15th European Conference, 7-11 May, 2007, Berlin, Germany, p. 860-867, 2007. Radlein, D. The Past and Future Of Fast Pyrolysis For The Production Of Bio-Oil . Symposium on Thermal and Catalytic Sciences for Biofuels and Biobased Products. USA, September 21-23, 2010. RAMÍREZ BEHAINNE, J. J. Diminuição de H2S na gaseificação de carvão mineral mediante adição de dolomita em reator de leito fluidizado. Dissertação de Mestrado, Universidade Estadual de Campinas, Faculdade de Engenharia Mecânica, 143 p., 1999. Ramírez, J. J.; Martínez, J. D. Experimentos de gasificación con cascarilla de arroz colombiana en lecho fluidizado. Colección Monografias y Tesis, Medellín Editorial Universidad Pontificia Bolivariana, 183 p., 2007. Rauch, R.; Hofbauer, H. Wirbelschicht-Wassendampf-Vergasung in der Anlagen Gussing: Betriebserfahrungen aus zwei Jarhen Demonstrationsbetrieb, 9 Internationale Fachtagung “Energetische Nutzung nachwachsander Rohstoffe”, 4-5 september 2003, Freiberg, Deutchland, 2003. Reed, T. B.; Das, A. Handbook of biomass downdraft gasifier engine systems. The Biomass Energy Foundation Press, 1988. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA CAPÍTULO 6 § GASEIFICAÇÃO E PIRÓLISE PARA A CONVERSÃO DA BIOMASSA... 497 Rudloff, M. The case of Choren Carbo V gasifier, 1st European Summer School on Renewable Motor Fuels, Birkenfeld, Germany, 29-31, 2005. RYCKMANS, Y.; SINTZOFF, I.; BOURGOIS, F. Cost Effective Biomass Gasification Small-Scale CHP Power Plants. In: Marin, C.; Zervos, A.; Alves, L. (eds). 100% Res A Challenge for Island Sustainable Development, 14-16, junho de 2001, p. 265-272. Ryu, C.; Yang, Y. B.; Khor, A.; Yates, N. E.; Sharifi, V. N.; SWITHENBANK, J. Effect of fuel properties on biomass combustion: Part I. Experiments-fuel type, equivalence ratio and particle size. Fuel, vol. 85, p. 1 039-1 046, 2006. Sales, C. A. V. B. Avaliação Técnico Econômica da Conversão da Biomassa em Eletricidade utilizando Tecnologias de Gaseificação. Dissertação de Mestrado, Instituto de Recursos Naturais, UNIFEI, 2007. Siedlecki, M.; Simeone, E.; de Jong, W.; Verkooijen, A. H. M. Characterization of gaseous and condensable components in the product gas obtained during steam-oxygen gasification of biomass in a 100 KWTH CFB gasifier, 15th European Biomass Conference & Exhibition, 7-11 May 2007, Berlin, Germany, p. 1 120-1 127, 2007. Singh, R. N.; Jena, U.; Patel, J. 11. B. and Sharma, A. M. Feasibility study of cashew nut shells as an open core gasifier feedstock. International Journal of Renewable Energy Vol. 31(4): 481-487, 2006. Skoblia, S.; Malecha, J.; Koutsky., B.; Buryan, P. “Hot gas clearing for biomasa gasification in clean gas production, International Freiberg Conference on IGCC & XtL Technologies, Technische Universitat, Bergakademie Freiberg, 2005. Downloaded from: http://www.tu-freiberg.de/~wwwiec/conference/conference_05/pdf/30_Skoblia.pdf. Souza-Santos, M. L. Comprehensive Modelling and Simulation of Fluidized-Bed Boilers and Gasifiers. Fuel, 68, p. 1 507-1 521, 1989. Stahl, R.; Henrich, E.; Kögel, A.; Raffelt, K.; Steinhardt, J.; Weirich, F.; Dinjus, E. Pressurized entrained gasification of slurries from biomass, 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-14 May 2004, Rome, Italy, 813-816, 2004. Stevens, D. J. Hot Gas Conditioning: Recent Progress with Larger-Scale Biomass Gasification Systems, Update and Summary of recent Progress. NREL – National Renewable Energy Laboratory, 2001. Susanto, H.; Beenackers, A. A. C. M. A moving-bed gasifier with internal recycle of pyrolysis gas. Fuel, vol. 75, p. 1 339-1 347, 1996. Sutton, D.; KELLEHER, B.; Ross, J. R. H. Review of literature on catalyst for biomass gasification. Fuel Processing Technology, 73, p. 155-173, 2001. Tijmensen, M. J. A. The production of Fisher Tropsh liquids and power through biomass gasification. Ph.D thesis, Utrech University, 2000. Tinaut, F. V.; Melgar, A.; Horrillo, A.; Díez de la rosa, A. Method for predicting the performance of an internal combustion engine fuelled by producer gas and other low heating value gases, Fuel Processing Technology, vol. 87, p. 135-142, 2006. Turn, S. Q.; Kinoshita, C. M.; Ishimura, D. M.; Zhou, J.; Hiraki, T. T.; Masutani, S. M. A review of sorbent materials for fixed bed alkali getter systems in biomass gasifier combined cycle power generation applications. Journal of the Institute of Energy, 71, p. 163-177, 1998. Uma, R.; Kandpal, T.C.; Kishore, V. V. N. Emission Characteristics of an eletricity generation system in diesel alone and dual fuel modes. Biomass and bioenergy, v. 27, p. 195-203, 2004. VAN DEN ENDEN, P.J.; LORA, E.E.S. Design approach for a biomass fed fluidized bed gasifier using the simulation software CSFB. Biomass and bioenergy, 26(3):281-287, 2004. Van der Nat; SIEDLECKI, M.; de Jong, W.; Woudstra, N.; Verkooijen, A. H. M. Particle size characterization of particles present in the producer gas of a steam and oxygen blown biomass circulating fluidized bed gasifier, 14th European Biomass Conference, 17-21 October, 2005, Paris France, p. 642-645, 2005. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA 498 BIOCOMBUSTÍVEIS Van Paasen, S. Advanced Gas Cleaning, Energy Research Centre of the Netherlands, 2007. Downloaded from: http://www.ecn.nl/fileadmin/ecn/units/bio/Producten_en_diensten/PDF/Sweden_Advanced_gas_cleaning.pdf. Van Swaaij, W.; Kersten, S.; Van den Aarsen, F. Routes for Metanol from biomass, Int. 2-day Business Conference on Sustainable Industrial Developments, Delfzijl, Netherlands, April, 2004. Verhoeff, F.; Rabou, L. P. L. M.; van Paasen, S. V. B.; Emmen, R.; Buwalda, R. A.; Klein, H. Voorbereiding BioWKK: 1000uurtest Duurtest met integrale biomassa. Vergassingsinstallatie, ECN-E--06-044, December 2006. Verschoor, M., Melman, A. G. System Study High-Temperature Gas Cleaning at IGCC Systems, Summary of a system study by ECN, Kema, Stork Boilers and TNO as part of the Netherlands Clean Coal Programme, Novem brochure SO2.28 91.06, 1991. Wander, P. R.; Altafini, C. R.; Barreto, R. M. Assessment of a small sawdust gasification unit. Biomass and Bioenergy, vol. 27, p. 467-476, 2004. Wang, L.; Weller.C. L.; Jones, D. D.; Hanna, M. A. Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production. Biomass and Bioenergy, vol. 32, p. 573-581, 2008. Warnecke, R. Gasification of biomass: comparison of fixed bed and fluidized bed gasifier, Biomass and Bioenergy, vol. 18, p. 489-497, 2000. Wender, I. Reactions of synthesis gas. Fuel Processing Technology, vol. 48, p. 189-297, 1996. White, L. R.; Tompkins, T. L.; Hsieh, K. C.; Johnson, D. D. Ceramic Filters for Hot Gas Cleanup, International Gas Turbine and Aeroengine Congress and Exposition, Cologne, Germany, 8, 1992. Wyman et alii. In: Renewable Energy, Sources for fuels and electricity, Island Press, Washington D. C., 1992. Wyman C. E.; Bain, R. L.; Hinman, N. D.; Stevens DJ. Ethanol and Methanol from Cellulosic Biomass, in eds., Johansson T. B.; Kelly H.; Reddy A. K. N.; Williams R. H. Renewables for Fuels and Electricity, Island Press, Washington, D. C. p. 865-924, 1992. Zabaniotou, A.; Ioannidou, O.; Antonakou, E.; Lappas, A. Experimental study of pyrolysis for potential energy, hydrogen and carbon material production from lignocellulosic biomass. International Journal of Hydrogen Energy (2008). In-Press: doi:10.1016/j.ijhydene.2008.02.080. Zainal, Z. A.; ALI, R.; Lean, C. H.; Seetharamu, K. N. Prediction of performance of a downdraft gasifiers using equilibrium modeling for different biomass materials. Energy Conversion and Management, vol. 42, p. 1 499-1 515, 2001. Zainal, Z. A.; Rifau, A.; Quadir, G. A.; Seetharamu K. N. Experimental investigation of a downdraft biomass gasifier. Biomass and Bioenergy, vol. 23, p. 283-289, 2002. Zhang, R.; Brown, R. C.; Suby, A.; Cummer, K. Catalytic destruction of tar in biomass derived producer gas. Energy Conversion and Management, 15, p. 995-1 014, 2004. ZUBERBÜHLER, U.; Specht, M.; Bandi,. A. Gasification of Biomass – An Overview on Available Technologies. 1st European Summer School on Renewable Motor Fuels, Stuttgart, Alemanha, 2006. Downloaded from: http://www.zswbw.de/topics/fuel/REGbiomassconversion/renew_zu_en.pdf. Zwart, R.; van der Drift, B. 2nd generation biofuels from imported biomass. Large-scale production of FischerTropsch diesel and/or Synthetic Natural Gas, ECN – Energy Research Center of the Netherlands, 2006. Zygarlicke, C. J.; Schmidt, D. D. Development of an industrial-scale biomass gasification power plant, 14th European Biomass Conference, 17-21 October, 2005, Paris, France, p. 662-665, 2005. ARQUIVO DE RESPONSABILIDADE DO PROFESSOR ELECTO SILVA LORA
Download