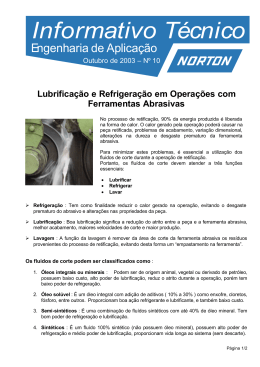
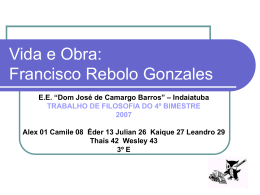
GUSTAVO SAMULEWSKI OTIMIZAÇÃO DO PROCESSO DE RETIFICAÇÃO DE PEÇAS PRISMÁTICAS CURITIBA 2006 GUSTAVO SAMULEWSKI OTIMIZAÇÃO DO PROCESSO DE RETIFICAÇÃO DE PEÇAS PRISMÁTICAS Monografia apresentada como requisito parcial à obtenção do Grau de Engenheiro Mecânico, do Setor de Ciências Exatas e Tecnológicas do Centro Universitário Positivo. Orientador: Prof. Pablo Deivid Valle CURITIBA 2006 SUMÁRIO LISTA DE FIGURAS................................................................................................. IIV LISTA DE TABELAS.................................................................................................. VI LISTA DE SÍMBOLOS .............................................................................................. VII RESUMO.............................................................................................................VIIVIII 1 INTRODUÇÃO ........................................................................................................ 1 1.1 OBJETIVOS DO TRABALHO ............................................................................... 3 1.2 JUSTIFICATIVAS ................................................................................................. 4 1.3 METODOLOGIA E RESULTADOS ESPERADOS ............................................... 5 2 REVISÃO BIBLIOGRÁFICA .................................................................................... 6 2.1 PROCESSOS DE USINAGEM ............................................................................. 6 2.2 PROCESSO DE RETIFICAÇÃO .......................................................................... 7 2.3 REBOLOS – COMPOSIÇÃO E PROPRIEDADES ............................................... 8 2.3.1 GRÃO ABRASIVO............................................................................................. 9 2.3.2 LIGANTES ....................................................................................................... 11 2.3.3 POROSIDADE................................................................................................. 12 2.3.4 GRANULOMETRIA ......................................................................................... 12 2.3.5 DUREZA .......................................................................................................... 14 2.3.6 ESTRUTURA................................................................................................... 15 2.4 ESPECIFICAÇÃO DE REBOLOS ...................................................................... 15 2.5 TIPOS DE RETIFICAÇÃO.................................................................................. 17 2.5.1 RETIFICAÇÃO PLANA .................................................................................... 17 2.5.2 RETIFICAÇÃO CILÍNDRICA ........................................................................... 18 2.5.3 RETIFICAÇÃO SEM CENTROS ..................................................................... 19 2.6 DRESSAGEM..................................................................................................... 20 2.6.1 DRESSADORES ............................................................................................. 20 2.6.2 PROCESSO DE DRESSAGEM....................................................................... 21 2.7 DESGASTE DO REBOLO.................................................................................. 25 2.8 RUGOSIDADE.................................................................................................... 26 2.9 EFEITOS DA TEMPERATURA NA RETIFICAÇÃO ........................................... 27 ii 2.10 PRINCIPAIS VARIÁVEIS E PARÂMETROS ENVOLVIDOS NO PROCESSO DE RETIFICAÇÃO PLANA....................................................................................... 31 2.11 DELINEAMENTO DE EXPERIMENTOS .......................................................... 32 2.11.1 TÉCNICAS DE DELINEAMENTO DE EXPERIMENTOS .............................. 33 2.11.1.1 EXPERIMENTOS ISOLADOS .................................................................... 33 2.11.1.2 EXPERIMENTOS FATORIAIS COMPLETOS ............................................ 33 2.11.1.3 EXPERIMENTOS FATORIAIS FRACIONADOS ........................................ 34 3 METODOLOGIA .................................................................................................... 35 3.1 MATERIAL DE ENSAIO ..................................................................................... 35 3.2 CORPOS DE PROVA......................................................................................... 36 3.3 MÁQUINA RETIFICADORA ............................................................................... 36 3.4 PLANEJAMENTO DO EXPERIMENTO ............................................................. 38 3.4.1 ESCOLHA DOS PARÂMETROS..................................................................... 38 3.4.1.1 TAMANHO DO GRÃO ABRASIVO............................................................... 39 3.4.1.2 AVANÇO TRANSVERSAL ........................................................................... 39 3.4.1.3 VELOCIDADE DA MESA ............................................................................. 39 3.4.1.4 VELOCIDADE DE DRESSAGEM................................................................. 40 3.4.1.5 RETIRADA DE MATERIAL........................................................................... 40 3.4.2 PREPARAÇÃO DAS AMOSTRAS .................................................................. 41 3.4.3 PREPARAÇÃO DO EXPERIMENTO .............................................................. 42 3.4.4 DEFINIÇÃO DAS RODADAS EXPERIMENTAIS ............................................ 42 3.5 EXECUÇÃO DO EXPERIMENTO ...................................................................... 43 3.6 MEDIÇÃO DAS PEÇAS E AVALIAÇÃO METALOGRÁFICA ............................. 44 3.7 RESULTADOS ESPERADOS ............................................................................ 45 3.8 ANÁLISE DOS RESULTADOS........................................................................... 46 3.9 ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DO PROCESSO .................. 48 3.9.1 ANÁLISE DA RUGOSIDADE .......................................................................... 48 3.9.2 ANÁLISE DA QUEIMA .................................................................................... 49 3.9.3 ANÁLISE DA RETÊMPERA ............................................................................ 51 4 CONCLUSÃO........................................................................................................ 52 5 SUGESTÕES PARA PRÓXIMOS TRABALHOS................................................... 53 REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 54 iii LISTA DE FIGURAS FIGURA 1 – CAVACO DE RETIFICAÇÃO ................................................................. 7 FIGURA 2 – DISTRIBUIÇÃO DE ENERGIA DURANTE A RETIFICAÇÃO ................ 8 FIGURA 3 – COMPOSIÇÃO DO REBOLO ................................................................ 8 FIGURA 4 – COMPARTIVO DE DUREZAS ENTRE ABRASIVOS ............................ 9 FIGURA 5 – GRÃO DE ÓXIDO DE ALUMÍNIO CINZA ............................................ 10 FIGURA 6 – GRÃO DE ÓXIDO DE ALUMÍNIO CERÂMICO.................................... 10 FIGURA 7 – GRÃO DE CARBETO DE SILÍCIO PRETO ......................................... 11 FIGURA 8 – ESTRUTURA DOS REBOLOS ............................................................ 15 FIGURA 9 – ESPECIFICAÇÃO DE ABRASIVOS CONVENCIONAIS...................... 16 FIGURA 10 – ESPECIFICAÇÃO DE SUPERABRASIVOS ...................................... 17 FIGURA 11 – RETIFICADORA PLANA.................................................................... 18 FIGURA 12 – RETIFICADORA CILÍNDRICA ........................................................... 18 FIGURA 13 – RETIFICAÇÃO CENTERLESS .......................................................... 19 FIGURA 14 – TIPOS DE DIAMANTES..................................................................... 21 FIGURA 15 – RELAÇÃO DE VELOCIDADES: REBOLO E DRESSADOR.............. 23 FIGURA 16 – AÇÃO DO GRAU DE RECOBRIMENTO ........................................... 24 FIGURA 17 – MECANISMOS DE DESGASTE DO GRÃO ABRASIVO ................... 25 FIGURA 18 – GRAO ABRASIVO DESGASTADO ................................................... 26 FIGURA 19 – RUGOSIDADE MÉDIA....................................................................... 27 FIGURA 20 – INTENSIDADE DO FLUXO DE CALOR............................................. 28 FIGURA 21 – PROFUNDIDADE DA SUPERFÍCIE RETIFICADA ............................ 29 FIGURA 22 – TEMPERATURA X TEMPO ............................................................... 30 FIGURA 23 – MATERIAL COM QUEIMA E RETÊMPERA ...................................... 30 iv FIGURA 24 – RELAÇÕES DO PROCESSO DE RETIFICAÇÃO ............................. 31 FIGURA 25 – TENDÊNCIA DA INFLUENCIA DE PARÂMETROS EM DOE’S ........ 34 FIGURA 26 – ESTRUTURA METALOGRÁFICA DOS CORPOS DE PROVA ......... 35 FIGURA 27 – CORPO DE PROVA - DIMENSIONAL............................................... 36 FIGURA 28 – MÁQUINA RETIFICADORA............................................................... 37 FIGURA 29 – SISTEMA DE REFRIGERAÇÃO........................................................ 38 FIGURA 30 – PREPARAÇÃO DAS AMOSTRAS ..................................................... 41 FIGURA 31 – MICROESTRUTURA APÓS RETÍFICAÇÃO CORPO DE PROVA 1. 47 FIGURA 32 – MICROESTRUTURA APÓS RETÍFICAÇÃO CORPO DE PROVA 6. 47 FIGURA 33 – INFLUÊNCIA DOS PARAMETROS PARA RUGOSIDADE ............... 48 FIGURA 34 – INFLUÊNCIA DOS PARAMETROS PARA QUEIMA ......................... 50 FIGURA 35 – INFLUÊNCIA DOS PARAMETROS PARA RETÊMPERA ................. 51 v LISTA DE TABELAS TABELA 1 – GRANULOMETRIA PARA ABRASIVOS CONVENCIONAIS................13 TABELA 2 – PADRONIZAÇÃO INTERNACIONAL DE GRANULOMETRIA DE DIAMANTE E NITRETO DE BORO CUBICO....................................... 14 TABELA 3 – EXPERIMENTO FATORIAL COMPLETO............................................. 34 TABELA 4 – PROCEDIMENTO EXPERIMENTAL.....................................................43 TABELA 5 – RESULTADOS ESPERADOS............................................................... 45 TABELA 6 – RUGOSIDADE OBTIDA........................................................................ 46 TABELA 7 – AVALIAÇÃO METALOGRÁFICA...........................................................46 TABELA 8 – PARÂMETROS DE CORTE INDICADOS PARA RUGOSIDADE......... 49 TABELA 9 – PARÂMETROS DE CORTE – RODADA EXPERIMENTAL 1............... 52 TABELA 10 – SUGESTÃO DE PARÂMETROS PARA RETIFICAÇÃO PLANA........53 vi LISTA DE SÍMBOLOS mm µm HRC rpm Rz kp mm² ºC qd Vr Vsd Ud bd Sd milímetro micrometro dureza hockwell escala C rotações por minuto rugosidade média dureza knopp milímetro quadrado graus escala Celsius relação entre as velocidades do rebolo e da peça velocidade periférica do dressador velocidade periférica do rebolo grau de recobrimento largura do dressador avanço por rotação vii RESUMO Os processos de usinagem têm grande participação nos custos da indústria, gerando um grande potencial de melhoria e racionalizações de custo, exigindo dos profissionais de engenharia conhecimentos mais profundos e técnicas de trabalho que minimizem o tempo de resposta e maximizem os resultados. Processos de usinagem com geometria indefinida possuem incontáveis gumes de corte e muitas variáveis de influência, sendo bastante complexas as análises e como os parâmetros de corte irão interagir, proporcionando à peça-obra as tolerâncias exigidas. Esta monografia enfoca o processo de usinagem de retificação, as tecnologias envolvidas neste processo, ferramentas utilizadas, suas variações e aplicações, além de uma metodologia estatística que visa reduzir o tempo e o número de experimentos, buscando o melhor resultado possível para um determinado processo. Posteriormente é apresentada uma análise do processo de retificação plana, objetivando evidenciar os parâmetros de maior influência na qualidade superficial da peça, sem danos à microestrutura do material, otimizando o processo. viii 1 INTRODUÇÃO O processo de retificação é largamente utilizado atualmente na indústria em função do bom resultado quanto a tolerâncias dimensionais e de formas. Tem-se conhecimento deste processo desde a pré-história, onde o homem afiava suas ferramentas utilizando pedras abrasivas, este processo de usinagem é provavelmente o mais antigo de nossa história. Não seria possível afiar ferramentas de torneamento, fresamento ou furação sem o processo de retificação. Segundo MICOLLI (2004), atualmente de 20 a 25% dos custos de operações de usinagem são gerados pelo processo de retificação, pois este processo normalmente está no final das cadeias produtivas, onde o custo agregado ao produto já é grande e cada peça fora de especificação gera o refugo que onera ainda mais estes custos. Quando se usina aços endurecidos, os processos que utilizam ferramentas com geometria definida são bastante onerosos, possuem tempos de ciclo altos e não conseguem garantir pequenas tolerâncias geométricas como circularidade, cilindricidade e batimento. Neste caso o emprego do processo de retificação se faz ainda mais necessário, pois através de ferramentas com geometria não definida consegue-se uma boa relação custo-benefício, atendimento dos requisitos do projeto da peça e tempos de ciclo compatíveis com as demandas atuais de produção. Para atingir os resultados ótimos, possíveis com o processo de retificação é preciso conhecimentos sobre vários dos fatores que influenciam no processo, o que o torna complexo tendo em vista as muitas variáveis envolvidas, diversidade de opções quanto à especificação de grãos abrasivos, ligantes, dureza entre outros. A especificação incorreta de ferramentas e fluidos de corte na retificação pode gerar inúmeros problemas na execução da peça. Um problema bastante crítico é, sem dúvida a geração de queima e retêmpera superficial. Este problema só pode ser identificado através de exames metalográficos, exame destrutivo e que demanda equipamentos, tecnologia e mão de obra qualificada. Uma peça com queima e retêmpera tem grande possibilidade de apresentar redução na sua vida útil pela redução de sua resistência à fadiga e desgaste, podendo chegar ao colapso total. 2 Esta complexidade de ajuste do processo, problemas que podem ocorrer de ordem metalográfica e geométrica gera inúmeros potenciais para otimizações, reduções de custo, aumento de produtividade, melhoria da qualidade da peça-obra e outros ganhos indiretos. Segundo MALKIN (1988) “de todos os processos em uso, a retificação é sem dúvida o menos entendido e mais negligenciado na prática. Pela multiplicidade de pontos de corte e geometria indefinida, alta velocidade de corte e pequenos espaços entre cada grão abrasivo, analisar os mecanismos do processo de retificação parece uma tarefa impossível. Talvez a faísca que salta do rebolo adicione ainda mais mistério ao processo”. 3 1.1 OBJETIVOS DO TRABALHO Este trabalho tem por objetivo avaliar a influência dos parâmetros de corte e ferramenta na retificação plana visando verificar quais são os parâmetros de maior influência no processo e seus limites para garantir, além de qualidade dimensional e geométrica, a integridade metalúrgica da peça-obra. Serão avaliados danos metalúrgicos à peça obra, como queima e retêmpera e também a rugosidade superficial, objetivando a menor rugosidade possível sem danos térmicos ao material. Para retificação plana existem vários parâmetros de corte que podem ser avaliados. Para execução deste estudo foram escolhidos os parâmetros principais, baseados na literatura e nas condições da máquina retificadora. Os parâmetros que serão avaliados são: 1) velocidade de oscilação da mesa; 2) avanço transversal do rebolo contra a peça; 3) retirada de material; 4) velocidade de dressagem; 5) granulometria do rebolo. Em um experimento comum, fixando 4 dos 5 fatores e variando um deles, seriam necessárias 32 rodadas experimentais para avaliação de todos os parâmetros, variando cada um a dois níveis, ou seja, 25. Utilizando a ferramenta estatística de delineamento de experimentos (DOE), a quantidade de rodadas experimentais é significativamente reduzida, o que possibilita um tempo menor para o experimento, menor custo e um resultado satisfatório, já comprovado na prática em experimentos do mesmo tipo. Utilizando DOE o experimento será reduzido para 8 rodadas (25-2), variando parâmetros a dois níveis e avaliando a influência principal de cada parâmetro escolhido para uma ou mais variáveis de saída, que no caso serão a rugosidade da peça e a presença ou não de queima e retêmpera na microestrutura do material. Para criação da Tabela com os fatores definidos e seus níveis de variação, será utilizado o software estatístico Minitab, que possibilita também a criação dos gráficos para análise dos resultados. 4 1.2 JUSTIFICATIVAS Apesar do processo de retificação ser um dos mais antigos processos de usinagem conhecidos, existem poucas literaturas que demonstram e conceituam os vários parâmetros de corte envolvidos e também as conseqüências da variação e ajuste destes parâmetros na peça-obra. Cada material possui propriedades mecânicas que podem ser influenciadas pela retificação e uma escolha inadequada dos parâmetros de corte, ferramental e máquina podem ter conseqüências desastrosas para o produto final, desde um desgaste mais acelerado até mesmo o colapso total da peça ou produto. A rugosidade é definida como as imperfeições ou irregularidades em uma superfície. Quanto mais lisa a superfície, ou seja, quanto menor o número de imperfeições menor será o valor da rugosidade. Dependendo da função do produto ou componente a rugosidade terá importância fundamental na sua utilização. A superfície de um componente com rugosidade alta tem a tendência de um desgaste mais acentuado do que uma superfície mais lisa, para elementos rotativos como eixos, ou de vedação como válvulas a rugosidade indicará o bom ou mau funcionamento, e influenciará na durabilidade do componente. As propriedades mecânicas do material podem ser otimizadas por processos de tratamento térmico, como a têmpera. Este processo que endurece o material pode ser altamente influenciado pelo posterior emprego da retificação. Um dano térmico de queima e retêmpera cria no material duas camadas de durezas diferentes que podem causar um desgaste prematuro, nucleação de trincas e conseqüentemente a quebra do material. Em um processo de retificação consegue-se resultados de rugosidade em torno de 1µm, porém a integridade metalúrgica do material pode ser comprometida, gerando riscos de mal funcionamento ou quebra do componente usinado. Os motivadores para execução de um experimento no processo de retificação são justamente otimizações dos parâmetros de corte para atingir baixos níveis de rugosidade e garantir a integridade do material. 5 1.3 METODOLOGIA E RESULTADOS ESPERADOS Para execução do experimento serão utilizados corpos de prova com dimensões de: 60 mm de comprimento, 40 mm de largura e 20 mm de altura, confeccionados em aço carbono SAE 5160, tratado termicamente por têmpera, alcançando dureza próxima de 60 HRC. Este aço atinge um bom acabamento superficial depois de retificado. A máquina que será utilizada para execução dos testes é uma retífica Plana, disponibilizada pela UnicenP, com mesa magnética, dressagem manual, utilizando rebolo convencional com rotação máxima de 2225 rpm. Serão utilizados dois rebolos com diferentes granulometrias, grãos 46 e 60, ambos em óxido de alumínio, por serem os tipos de grãos mais utilizados na indústria, terem baixo custo e com tecnologia suficiente para retificação do material escolhido. 6 2 REVISÃO BIBLIOGRÁFICA Neste capítulo serão abordados alguns conceitos sobre processos de usinagem e principalmente sobre o processo de retificação, incluindo suas particularidades, tipos de abrasivos utilizados e conceitos sobre seus fundamentos. 2.1 PROCESSOS DE USINAGEM A usinagem, segundo FERRARESI (1970) caracteriza-se por um processo de fabricação que confere à peça forma, dimensões, acabamento ou ainda uma combinação destes três itens, pela retirada de material da peça, ou seja, há geração de cavacos, que são retirados por uma ferramenta de corte e parâmetros de usinagem definidos. Segundo STEMMER (1995), pode-se dividir os processos de usinagem em três grandes grupos: - Processo com ferramentas de geometria definida; - Processo com ferramentas de geometria não-definida; - Processos especiais. São exemplos de processos de usinagem com ferramentas de geometria definida, segundo STEMMER (1995): torneamento, furação, fresamento, mandrilamento que utilizam ferramentas como insertos, brocas, fresas, brocas canhão, escareadores, entre outras. Para processos de usinagem com ferramentas de geometria não-definida podemos citar a retificação, brunimento, lapidação, eletroerosão, hidroerosão e as ferramentas utilizadas são rebolos, brunidores, pasta de lapidação, eletrodos que na sua maioria são formados por materiais abrasivos. As ferramentas com geometria definida têm dimensão, forma e geometria bem definidas e podem ser reproduzidas em grande escala. A geometria da ferramenta é característica chave no processo, pode ser estudada e os parâmetros de processo são definidos de acordo com esta geometria. 7 Já as ferramentas com geometria não definida têm inúmeros gumes de corte, cada um com forma e dimensão diferentes, atuando simultaneamente no material que está sendo usinado formando infinitos pontos de formação de cavaco. 2.2 PROCESSO DE RETIFICAÇÃO Segundo MALKIN (1988) a retificação é utilizada quando são necessárias tolerâncias finas e superfícies lisas, por este motivo são utilizadas geralmente no final das linhas de produção. O processo ocorre pela retirada de material da peçaobra através de uma ferramenta nomeada rebolo, que será estudada em capítulo específico desta monografia. A força exercida pelos grãos abrasivos da ferramenta na peça executa um arrancamento de material, gerando cavacos, que quando comparados com o processo de usinagem com ferramentas de geometria definida têm dimensões muito menores, porém forma e aspecto semelhantes como mostrado na Figura 1. FIGURA 1 – CAVACO DE RETIFICAÇÃO FONTE: BADGER, 2003 8 Segundo BERTALAN (1997), há basicamente 4 regiões onde a energia mecânica introduzida no processo é transformada em calor. A Figura 2 mostra a atuação de um grão abrasivo durante o processo de usinagem, onde o gume do grão abrasivo retira material por cisalhamento, gerando atrito e conseqüentemente calor. O atrito no flanco dos grãos desgastados e a deformação plástica do material retificado geram a maior parte do calor, que é dissipado por três elementos do processo: o próprio grão abrasivo, o cavaco e o fluido refrigerante. FIGURA 2 – DISTRIBUIÇÃO DE ENERGIA DURANTE A RETIFICAÇÃO FONTE: BERTALAN, 1997 2.3 REBOLOS – COMPOSIÇÃO E PROPRIEDADES Os rebolos utilizados em retificação são formados basicamente por 3 componentes, ilustrados na Figura 3: FIGURA 3 – COMPOSIÇÃO DO REBOLO Grão abrasivo Ligante Porosidade FONTE: BADGER, 2003 9 2.3.1 GRÃO ABRASIVO O grão abrasivo consiste num material duro com propriedades específicas e possui uma geometria não definida. Esta dureza deve ser superior a do material que será usinado; trata-se de um material frágil, tem tamanho estabelecido por normas específicas e após seu processo de extração são moídos e peneirados de forma a separá-los em tamanho determinado, que será importante na composição do rebolo e especificação da ferramenta para execução do processo de retificação. Existem vários tipos de abrasivos que são classificados conforme sua dureza, que é a característica fundamental para medirmos a resistência ao desgaste da aresta de corte. Conforme o catálogo do fabricante WINTER (2000), os grãos abrasivos devem apresentar tenacidade para suportar os choques mecânicos da operação de corte interrompido sem se fraturar prematuramente, mas devem apresentar friabilidade, ou seja, o grão abrasivo deve fraturar a medida que o desgaste arredonda as arestas de corte. De acordo com a dureza do grão abrasivo, que é medida em Knoop (kp/mm²), pode-se classificar os abrasivos em convencionais e superabrasivos. A Figura 4 compara os diversos tipos de abrasivos com relação a sua dureza. FIGURA 4 – COMPARTIVO DE DUREZAS ENTRE ABRASIVOS FONTE: CATÁLOGO DE REBOLOS WINTER, 2000 10 São considerados abrasivos convencionais e mais utilizados o Óxido de Alumínio (Al2O3) e o Carbeto de Silício (SiC), já para os superabrasivos podemos citar o CBN (Nitreto de Boro Cúbico ou em inglês Bornitrid) e o Diamante. Conforme o catálogo de abrasivos do fabricante ALCAR (1999) o óxido de alumínio é o mais versátil, pois alterando sua característica físico-química pode-se produzir tanto um grão com alta tenacidade quanto um grão altamente friável. Os materiais usados adicionados durante a fusão da bauxita normalmente são o cromo e zircônio. Existem vários tipos de óxidos de alumínio como, óxido de alumínio marrom, branco, rosa, rubino, cinza e cerâmico. As Figuras 5 e 6 mostram dois tipos de grãos abrasivos em óxido de alumínio. FIGURA 5 – GRÃO DE ÓXIDO DE ALUMÍNIO CINZA FONTE: O AUTOR – MICROSCÓPIO NIKKON AMPLIADO 30X FIGURA 6 – GRÃO DE ÓXIDO DE ALUMÍNIO CERÂMICO FONTE: O AUTOR – MICROSCÓPIO NIKKON AMPLIADO 30X 11 O Carbeto de Silício é caracterizado por ter dureza elevada e ruptura frágil e é indicado para retificação de materiais com baixa resistência a tração. Dentre os tipos de carbeto de silício pode-se citar o carbeto de silício preto e verde. A Figura 7 mostra o grão abrasivo de carbeto de silício preto. FIGURA 7 – GRÃO DE CARBETO DE SILÍCIO PRETO FONTE: O AUTOR – MICROSCÓPIO NIKKON AMPLIADO 30X Segundo BADGER (2003) o Nitreto de Boro Cúbico possui altíssima dureza e ótima condutibilidade térmica, utilizado em altas velocidades de corte obtêm-se ótimos resultados no processo com emprego deste tipo de grão. O CBN pode ser aplicado para todo tipo de aço, mas principalmente em aços endurecidos. O Diamante é o abrasivo mais duro conhecido, tem alta condutibilidade térmica e é utilizado para retificação de metal-duro, quartzo, cristal e reafiação de outros diamantes. Também é possível a retificação de aços com rebolos de diamante, porém o alto custo do processo torna sua utilização inviável, pois existem ferramentas abrasivas convencionais mais baratas que garantem boa qualidade para este tipo de material. 2.3.2 LIGANTES Segundo o fabricante de abrasivos SAINT-GOBAIN (1998) a liga ou aglutinante tem como função manter a união dos grãos abrasivos, formando a ferramenta abrasiva. Pode-se classificar as ligas em 3 tipos: - Vitrificadas; - Resinóides; - Borracha. 12 As ligas vitrificadas possuem sua composição materiais como quartzo, feldspato, argila, que são combinados quimicamente e após serem submetidos a alta temperatura (aproximadamente 1200ºC) garantem rigidez, porém fragilidade quanto a impactos e grandes pressões de trabalho. A maior aplicação deste tipo de liga é para retificações de precisão e retificação de peças complexas, pois se consegue uma boa manutenção do perfil da ferramenta. Ligas resinóides ou orgânicas conferem à ferramenta abrasiva elevada resistência ao impacto, esta característica é conseguida através do processo de polimerização. O fato desta liga ser orgânica exige alguns cuidados especiais quanto ao uso e armazenagem, pois pode reagir com fluidos refrigerantes e de corte podendo se degradar com o tempo. É empregada para operação de desgaste, abertura de canais e rebarbação. Ligas de borracha possuem também grande resistência ao impacto, sua aplicação se restringe basicamente a rebolos de arraste para retificação centerless. Sua composição é borracha natural, sintética e elementos vulcanizadores. 2.3.3 POROSIDADE Conforme explica o catálogo de abrasivos de fornecedor SIVAT (1990), a porosidade de uma ferramenta abrasiva nada mais é que um vazio entre os grãos abrasivos e a liga inerente ao processo de fabricação dos rebolos. A função principal desta porosidade é o escoamento de cavacos, mas também favorece a dissipação de calor gerado no processo. 2.3.4 GRANULOMETRIA Após a fabricação dos grãos abrasivos, estes são classificados de acordo com suas dimensões. Segundo o catálogo de abrasivos do fabricante SAINTGOBAIN (1998) o número que identifica o tamanho do grão mostra o número de malhas por polegada linear da última peneira pela qual o grão abrasivo passa durante a classificação. Quanto maior a numeração, menor o tamanho dos grãos. 13 De forma geral os grãos abrasivos são classificados pela numeração de 8 até 2000, sendo a granulometria 8, 10, 12, 14, 16, 20, 24, 30 e 36 considerados grossos, 46, 54, 60, 70, 80 e 100; médios, 120, 150, 180 e 200; finos e os extrafinos de 240 a 2000. Esta nomenclatura é válida para abrasivos convencionais, já os superabrasivos possuem padronização diferenciada. A Tabela 1 mostra o tamanho de grãos abrasivos divididos em classes desde finas até grossas e o diâmetro médio do grão abrasivo em milímetros. TABELA 1 – GRANULOMETRIA PARA ABRASIVOS CONVENCIONAIS Consideração da granulometria Grosso Médio Fino Muito fino Tamanho do grão abrasivo 10 12 14 16 20 24 30 36 46 60 80 100 120 150 180 220 240 280 400 500 Diâmetro do grão abrasivo em milímetros 1,52 1,27 1,09 0,95 0,76 0,63 0,51 0,42 0,33 0,25 0,19 0,15 0,13 0,1 0,08 0,07 0,06 0,05 0,04 0,03 FONTE: BADGER, 2003 Para superabrasivos existe outra normalização quanto ao tamanho dos grãos abrasivos, indicado na Tabela 2. 14 TABELA 2 – PADRONIZAÇÃO INTERNACIONAL DE GRANULOMETRIA DE DIAMANTE E NITRETO DE BORO CÚBICO Granulações por peneiração Diamante Nitreto de boro Comparação: US Grandeza Standart Standart Stand. ASTM nominal Estreito Largo Estreito Largo Estreito Largo B1182 16/20 D1181 D1182 B1181 16/16 1180/1000 D1001 B1101 18/20 1000/850 D852 B852 20/30 D851 B851 20/25 850/710 D711 B711 25/30 710/600 D602 B602 30/40 D601 B601 30/35 600/500 D501 B501 35/40 500/425 D427 B427 40/50 D426 B426 40/45 425/355 D356 B356 45/50 355/300 D301 B301 50/60 300/250 D252 B252 D251 B251 60/70 250/212 D213 B213 70/80 212/180 D181 B181 80/100 180/150 D151 B151 100/120 150/125 D126 B126 120/140 125/106 D107 B107 140/170 106/90 D91 B91 170/200 90/75 D76 B76 200/230 75/63 D64 B64 230/270 63/53 D54 B54 270/325 53/45 D46 B46 325/400 45/38 FONTE: WINTER, 2000 Comparação: DIN 848 – FEPA Estreito Largo D1100 D900 D700 D500 D550 D450 D350 D250 D280 D220 D150 D180 D140 D100 D110 D90 D70 D65 D55 D50 D45 D35 D25 D30 2.3.5 DUREZA Conforme explicado no catálogo de abrasivos do fabricante SAINT-GOBAIN (1998), a dureza é a característica do rebolo dada pela força que a liga mantém os grãos abrasivos unidos entre si. A quantidade e qualidade da liga determinam qual será a dureza do rebolo e quanto maior a dureza maior a capacidade de retenção dos grãos abrasivos. A designação da dureza é dada pelas letras do alfabeto em ordem crescente de E até X, ou seja, um rebolo com dureza S é mais duro que um rebolo com dureza J. 15 2.3.6 ESTRUTURA Segundo BERTALAN (1997), a estrutura de um rebolo define a distância entre os grãos abrasivos. A Figura 8 mostra a disposição dos grãos abrasivos na estrutura de um rebolo, e conforme a distância entre os grãos é aumentada, a estrutura do rebolo é considerada aberta, e quanto menor a distância entre os grãos, a estrutura é considerada fechada. O volume total do rebolo é a soma dos volumes de liga, grãos abrasivos e porosidades, combinando estes volumes temos estruturas abertas ou fechadas, indicadas por números que variam conforme o fabricante da ferramenta. Normalmente são utilizados os números de 1 a 12 para indicação da estrutura, e quanto maior o número mais aberta é a estrutura e maior a distância entre os grãos abrasivos. FIGURA 8 – ESTRUTURA DOS REBOLOS Pequena distância entre os grãos Grande distância entre os grãos FONTE: ADAPTADO DO CATÁLOGO DE ABRASIVOS DO FABRICANTE ALCAR, 1999 2.4 ESPECIFICAÇÃO DE REBOLOS A especificação de uma ferramenta abrasiva é definida pelo conjunto dos fatores citados anteriormente: tipo de grão, granulometria, dureza, estrutura e liga. Há formas distintas de especificação para abrasivos convencionais e para superabrasivos. A Figura 9 indica a forma de especificação de rebolos para abrasivos convencionais. O tipo de grão abrasivo é identificado por uma letra e um número, a letra refere-se ao tipo de grão e o número por uma variação do fabricante. O óxido de alumínio é indicado pela letra A e o carbeto de silício pela letra C. Na Figura 9 é 16 mostrada uma especificação de rebolo em óxido de alumínio, com granulometria 60 (média), dureza J, estrutura 6 e liga vitrificada, as letras XB45 indicam a liga do fabricante. FIGURA 9 – ESPECIFICAÇÃO DE ABRASIVOS CONVENCIONAIS Tipo de Abrasivo Tamanho de Grão Dureza Estrutura Tipo de liga Nomenclatura do fabricante FONTE: BADGER, 2003 17 Para rebolos superabrasivos a identificação é um pouco mais complexa, conforme mostrado na Figura 10. FIGURA 10 – ESPECIFICAÇÃO DE SUPERABRASIVOS FONTE: CATÁLOGO DE ABRASIVOS DO FABRICANTE WINTER, 2000 2.5 TIPOS DE RETIFICAÇÃO 2.5.1 RETIFICAÇÃO PLANA Segundo KÖNIG (1989) na retificação plana, a peça é presa a uma placa magnética, fixada à mesa, durante a usinagem, a mesa desloca-se em um movimento retilíneo da direita para a esquerda e vice-versa, fazendo com que a peça ultrapasse o contato com o rebolo. O deslocamento transversal da mesa, juntamente com o movimento longitudinal, permitem a usinagem de toda superfície da peça. A Figura 11 mostra uma retificadora plana e seus principais componentes e comandos. 18 FIGURA 11 – RETIFICADORA PLANA FONTE: KÖNIG, 1989 2.5.2 RETIFICAÇÃO CILÍNDRICA Na retificação cilíndrica externa ou interna, conforme BERTALAN (1997), a peça é fixada em uma placa com castanhas ou pinça expansiva que a rotaciona. O rebolo em movimento de rotação entra em contato com a peça removendo material. Uma retificadora cilíndrica externa é mostrada na Figura 12. FIGURA 12 – RETIFICADORA CILÍNDRICA FONTE: KÖNIG, 1989 19 2.5.3 RETIFICAÇÃO SEM CENTROS Conforme o catálogo de retificação do fabricante SIVAT (1990), a retificação sem centros, também chamada de retificação Centerless é bastante utilizada na produção em série na retificação de diâmetros. O sistema é composto por dois rebolos, um de arraste e um de corte, a peça movimenta-se entre os rebolos apoiada em uma régua inclinada, retirando material da peça. O rebolo de arraste tem baixa rotação e inclinação de 3 a 5 graus de forma a girar a peça e fazê-la movimentar-se do início para o final da régua, enquanto o rebolo de corte proporciona a usinagem. Na Figura 13 pode-se visualizar um esquema da retificação centerless, com os rebolos de corte, arraste, régua de apoio, peça e sentidos de rotação destes componentes. FIGURA 13 – RETIFICAÇÃO CENTERLESS FONTE: KÖNIG, 1989 20 2.6 DRESSAGEM A dressagem ou dressamento, segundo KÖNIG (1989) é a remoção mecânica do volume do rebolo, dando nova forma aos grãos abrasivos. A ferramenta utilizada para dressagem é denominada dressador e pode ser classificada em dois tipos: dressadores estáticos e dressadores rotativos. O catálogo de abrasivos do fabricante WINTER (2000) resume a dressagem em eliminar grãos abrasivos gastos, cavacos de material encrustados entre os grãos, devolvendo a agressividade ao rebolo. 2.6.1 DRESSADORES Dressadores são as ferramentas utilizadas para produzir no rebolo a topologia necessária de acordo com as necessidades de acabamento para a peça obra. São constituídos geralmente de uma base de aço onde são depositados diamantes, que efetivamente realizam a dressagem. Os diamantes naturais monocristalinos são bastante utilizados na fabricação destas ferramentas, mas já existem tecnologias mais avançadas que produzem melhores resultados, principalmente quanto ao custo x benefício da operação. Dressadores estáticos são normalmente chamados de Fliesen, porém este é um tipo específico de dressador composto por pequenos diamantes aglomerados em uma liga metálica, que permite a dressagem de rebolos com abrasivos convencionais com alta precisão. Segundo o catálogo de abrasivos do fabricante WINTER (2000) o fliesen pode ser utilizado para retificadoras centerless, planas e cilíndricas. 21 Novas tecnologias em dressagem utilizam variados tipos de diamantes. Além dos diamantes naturais monocristalinos, são utilizados dressadores sintéticos e diamante policristalinos com ou sem ligante. Cada um destes tipos de diamantes, seus formatos e durezas são levados em consideração na definição de um processo de dressagem (Figura 14). Fabricantes deste tipo de ferramentas têm suas indicações baseados em estudos realizados em laboratório. FIGURA 14 – TIPOS DE DIAMANTES FONTE: ODEBRECHT, 2000 2.6.2 PROCESSO DE DRESSAGEM A dressagem irá definir a topologia do rebolo, que segundo BERTALAN (1997), caracteriza a agressividade do rebolo, que proporcionará diferentes rugosidades na peça dependendo do nível de agressividade alcançado pelos efeitos da dressagem. BERTALAN (1997) explica que o macroefeito da dressagem é a formação de uma rosca na superfície do rebolo, produzindo uma grande agressividade, esta característica dependerá principalmente da área do dressador em contato com a peça e pelo avanço longitudinal durante a dressagem. Já o microefeito da dressagem é causado pela fratura dos grãos de rebolo, criando novos gumes de corte e promovendo também agressividade ao rebolo. 22 Para os dressadores estáticos pode-se fazer uma analogia ao processo de torneamento, onde o dressador é fixo em um dispositivo e o rebolo ou o próprio dressador se desloca longitudinalmente com uma profundidade e avanço definidos, proporcionando a dressagem. Na dressagem com dressadores rotativos além do movimento longitudinal entre rebolo e dressador, também há a rotação do dressador que influenciará na agressividade do rebolo e conseqüentemente na qualidade final da peça-obra. Esta relação de velocidades entre rebolo e dressador é definida como qd. Segundo BERTALAN (1997) qd é o quociente entre as velocidades periféricas do dressador e do rebolo. O fator qd será positivo quando o dressamento for concordante, ou seja, quando as velocidades do dressador e do rebolo tiverem o mesmo sentido. Para sentidos contrários, o dressamento é dito discordante e qd será negativo. qd = Vr Vsd (1) Onde Vr é a velocidade periférica do dressador e Vsd a velocidade periférica do rebolo. Conforme BERTALAN (1997), o ângulo de encontro entre os grãos do rebolo e do dressador na dressagem concordante, é muito maior, exigindo uma alta carga compressiva para fratura dos grãos abrasivos, o que gera gumes mais vivos. Desta forma a dressagem concordante gera uma superfície bastante rugosa no rebolo, promovendo grande agressividade ao mesmo. Em contra partida, na dressagem discordante o número de grãos cisalhados é muito maior que o número de grãos fraturados, assim a superfície do rebolo ficará mais lisa, ou seja, com menor agressividade. A agressividade do rebolo é inversamente proporcional a rugosidade desejada para peça, uma vez que um rebolo agressivo tem grãos bastante afiados e com gumes vivos, gerando maior arrancamento de material da peça obra e conseqüentemente, rugosidade maior. 23 A Figura 15 mostra a previsão de rugosidade em função da relação de velocidades no dressamento (qd), e da direção de corte entre o rebolo e o disco dressador. À esquerda do gráfico pode-se visualizar que a dressagem corcondante produz maior rugosidade, esta aumentando quanto maior a relação de velocidades qd. À direita do gráfico indica a direção de corte concordante, e menor variação de rugosidade em função da relação de velocidades. FIGURA 15 – RELAÇÃO DE VELOCIDADES: REBOLO E DRESSADOR FONTE: BERTALAN, 1997 Para caracterizar a agressividade do rebolo, BERTALAN (1997) indica o cálculo do grau de recobrimento Ud, que é a relação entre a largura do dressador bd e o avanço por rotação Sd: Ud = bd Sd (2) 24 O conceito do grau de recobrimento é bastante utilizado por considerar simultaneamente o avanço por rotação, a profundidade de dressagem e a geometria do dressador, sendo a geometria também fator de grande impacto na topologia do rebolo. Considerando um dressador de largura constante, ou seja, bd constante, e variando o avanço por rotação Sd, visualiza-se na Figura 16 a topologia do rebolo conforme o grau de recobrimento Ud, utilizado na dressagem. Quanto maior o grau de recobrimento, menor a distância entre cada passagem do dressador, gerando menor agressividade na superfície do rebolo. Em contrapartida, diminuindo o grau de recobrimento através de um maior avanço por rotação, a agressividade do rebolo aumenta. FIGURA 16 – AÇÃO DO GRAU DE RECOBRIMENTO FONTE: BERTALAN, 1997 25 2.7 DESGASTE DO REBOLO Conforme MALKIN (1988), são três os tipos de desgastes que sofre um rebolo durante o processo de retificação: por atrito, fratura do grão e fratura do ligante. Estes desgastes ocorrem de forma simultânea em maior ou menor grau. Na Figura 17 estão indicadas as formas de desgaste do rebolo, iniciando com o desgaste da ligação, desgaste do grão por achatamento, micro fissuras e rachaduras do grão e posterior rompimento tanto dos grãos abrasivos quanto da ligação entre eles. FIGURA 17 – MECANISMOS DE DESGASTE DO GRÃO ABRASIVO FONTE: KÖNIG, 1989 26 Quando há desgaste do grão abrasivo, forma-se um platô na superfície do grão, conforme a Figura 18, aumentando as forças de corte, o atrito e a temperatura na região de corte, o que pode gerar problemas metalúrgicos ao material. Quando os grãos abrasivos se desgastam pela ação da usinagem, é necessária uma nova dressagem para proporcionar ao grãos abrasivos do rebolo, novos gumes de corte. FIGURA 18 – GRAO ABRASIVO DESGASTADO FONTE: BADGER, 2003 2.8 RUGOSIDADE Rugosidade é definida como o conjunto de irregularidades, pequenas saliências e reentrâncias que caracterizam uma superfície. O comportamento de componentes mecânicos é bastante influenciado pela rugosidade. Dentre estas influências podemos destacar: - qualidade de deslizamento; - resistência ao desgaste; - resistência à corrosão e à fadiga; - vedação; - possibilidade de ajustes de montagem com maior precisão; - aparência. 27 Existem vários parâmetros para medição de rugosidade, Ra, Rz e Rmax são os mais utilizados. Segundo ROSA (2004), o Rz corresponde à média aritmética dos cinco valores de rugosidade parcial. Conforme mostrado na Figura 19, a rugosidade parcial (Zi) é a soma dos valores absolutos dos pontos de maior afastamento, acima e abaixo da linha média, em todo o comprimento de amostragem. Este parâmetro de rugosidade também é conhecido como rugosidade média. FIGURA 19 – RUGOSIDADE MÉDIA FONTE: ROSA, 2004 O comprimento de medição da rugosidade é chamado de cutt-off e segundo ROSA (2004), deve-se tomar o perfil efetivo de uma superfície a ser medida e o valor do cutt-off é determinado por uma expectativa de rugosidade. Assim o valor do cutt-off utilizado deve ser testado, convergindo para um valor de rugosidade esperado, pois como o perfil apresenta rugosidade e ondulação, o comprimento de amostragem (cutt-off) filtra esta ondulação. 2.9 EFEITOS DA TEMPERATURA NA RETIFICAÇÃO Queima de retífica é um termo usado para descrever qualquer tipo de dano térmico ocorrido na peça obra durante a retificação, porém existem diversos defeitos e cada um ocorre em situações diferentes que influenciam de várias formas a qualidade final da peça. 28 Estes danos térmicos ao material durante a retificação são gerados em função das altas temperaturas da região de corte, pelo grande atrito dos grãos abrasivos do rebolo com a peça-obra. Na Figura 20 pode-se verificar a distribuição da temperatura na região de corte, que muitas vezes não consegue ser resfriada adequadamente pelo fluido, podendo gerar problemas metalúrgicos para o componente retificado. FIGURA 20 – INTENSIDADE DO FLUXO DE CALOR Intensidade do Fluxo de Calor Distribuição do Impacto de Calor Rebolo de Corte q vs ae Isotermas vft Peça X1 l X2 FONTE: BADGER, 2003 A queima associada à retêmpera é o dano mais comum, podendo causar desde uma redução na vida útil até mesmo o colapso total do componente retificado. O dano térmico de queima e retêmpera, segundo BADGER (2003), ocorre quando a peça obra é afetada pela temperatura quando esta chega a níveis superiores ao de têmpera do material. Com ação do fluido refrigerante o material é resfriado de forma rápida em sua superfície e mais lentamente no interior da peça. Desta forma a queima simples é mais interna, causada pelo resfriamento lento da região, gerando uma superfície menos dura que a original e a região mais externa é retemperada, atingindo dureza acima da original. A Figura 21 mostra esquematicamente a diferença de durezas após um dano térmico de retificação. 29 FIGURA 21 – PROFUNDIDADE DA SUPERFÍCIE RETIFICADA D u r e z a Região Retemperada Região com queima Região não afetada Profundidade da superfície retificada FONTE: BADGER, 2003 Na Figura 22 é mostrado um gráfico da temperatura gerada na região de corte em função do tempo. Para valores de temperatura acima da temperatura de transformação de fase do material (TTF) e após um resfriamento rápido gerado pelo fluido de corte ou refrigerante queima. tem-se a retêmpera, e com resfriamento lento a 30 FIGURA 22 – TEMPERATURA X TEMPO °C Queima ± 1500º ± 800º Ttf Retêmpera segundos FONTE: BADGER, 2003 A identificação dos defeitos de queima e retêmpera só podem ser visualizadas através de um exame metalográfico destrutivo. O material deve ser cortado, embutido, polido, atacado quimicamente e posteriormente visualizada em um microscópio a sua micro-estrutura. Uma diferença de colocação na microestrutura do material indica a presença ou não de queima e retêmpera. A Figura 23 mostra uma peça com danos metalúrgicos desse tipo. FIGURA 23 – MATERIAL COM QUEIMA E RETÊMPERA FONTE: O AUTOR 31 2.10 PRINCIPAIS VARIÁVEIS E PARÂMETROS ENVOLVIDOS NO PROCESSO DE RETIFICAÇÃO PLANA Existem relações muito fortes entre as variáveis de entrada e saída do processo de retificação que devem ser verificadas antes da usinagem. Para um resultado satisfatório deve-se distinguir as variáveis de entrada da máquina e entradas do processo. Segundo HELLMEISTER (2004) os parâmetros típicos de entradas das máquinas retificadoras são: taxa de avanço, velocidade do rebolo e da peça, profundidade de dressagem e tempo de centelhamento (sparkout). A Figura 24 mostra as relações do processo de retificação, as entradas e saídas do processo. FIGURA 24 – RELAÇÕES DO PROCESSO DE RETIFICAÇÃO FONTE: HELLMEISTER (2004) 32 2.11 DELINEAMENTO DE EXPERIMENTOS O delineamento de experimentos, também chamado de planejamento de experimentos ou DOE (Design of Experiments), é uma técnica estatística extremamente útil para descobrir as variáveis chave que influenciam as características de qualidade de interesse em determinados processos. Segundo ANDERSON (1998), o delineamento de experimentos proporciona informações sobre quais fatores de um determinado processo têm influência em uma variável de saída deste processo, indicando a melhor combinação de fatores para obter melhores resultados. Conforme MONTGOMERY (1991) o delineamento de experimentos possibilita uma investigação de um processo utilizando mínimos recursos, ou seja, menor número de testes, reduzindo o custos dos experimentos e reduzindo o tempo de análise. TAGUCHI (1990) explica que esta técnica tem como objetivo reduzir ao máximo a variabilidade do processo e direcionar seus parâmetros maximizando o resultado. Esta metodologia estatística define alguns termos que são empregados e devem ser conhecidos para melhor entendimento dos conceitos: • Fator: parâmetro do processo que pode ser variado em níveis. Por exemplo: temperatura, pressão, velocidade; • Nível: valor atribuído ao fator, que pode ser avaliado e submetido a variações durante os experimentos. Por exemplo: temperatura de 30ºC e 15ºC, pressão de 10MPa e 20MPa, velocidade de 35m/s e 60m/s; • Variável resposta ou de saída: resultado do processo. Por exemplo: tolerâncias de forma, tolerâncias dimensionais, cor, características mecânicas do material, acabamento superficial; • Rodada experimental: teste utilizando os fatores controlados em níveis. 33 2.11.1 TÉCNICAS DE DELINEAMENTO DE EXPERIMENTOS Existem várias técnicas de delineamentos de experimentos que podem ser empregadas, segundo TAVEIRA (1997) estas técnicas podem ser divididas em três grandes grupos: • Experimentos isolados • Experimentos fatoriais completos • Experimentos fatoriais fracionados Segundo MONTGOMERY (1991), é necessária uma análise preliminar do processo que será estudado, coletando informações deste processo e solicitando ajuda de especialistas para selecionar os fatores de possível influência. É necessária também uma idéia clara de qual ou quais serão as variáveis de resposta para a partir destes conhecimentos iniciais, definir qual será o método de estudo aplicado. 2.11.1.1 EXPERIMENTOS ISOLADOS Segundo TAVEIRA (1997), os experimentos isolados são realizados de forma desordenada, variando um parâmetro de cada vez e avaliando isoladamente a sua influência. Este tipo de experimento exige um grande número de testes e não avalia a influência de vários fatores simultaneamente. 2.11.1.2 EXPERIMENTOS FATORIAIS COMPLETOS Este tipo de experimento envolve dois ou mais fatores, variados em dois níveis simultaneamente. MONTGOMERY (1991) explica que os projetos fatoriais completos podem ter seu número de rodadas experimentais calculadas por 2n, onde n significa o número de fatores que serão variados ao mesmo tempo. Desta forma um experimento fatorial completo com 5 fatores terá 32 rodadas experimentais (25=32). Pode-se desta forma avaliar as influências de todos os fatores e analisar em quais níveis estes fatores devem ser utilizados para maximizar o resultado do processo. A Tabela 3 mostra um exemplo de um experimento fatorial completo, envolvendo 3 fatores a 2 níveis, totalizando 8 rodadas experimentais. 34 TABELA 3 – EXPERIMENTO FATORIAL COMPLETO Rodadas experimentais Rodada 1 Rodada 2 Rodada 3 Rodada 4 Rodada 5 Rodada 6 Rodada 7 Rodada 8 FONTE: O AUTOR Fator 1 Nível 1 Nível 1 Nível 1 Nível 1 Nível 2 Nível 2 Nível 2 Nível 2 Fator 2 Nível 1 Nível 2 Nível 1 Nível 2 Nível 1 Nível 2 Nível 1 Nível 2 Fator 3 Nível 1 Nível 1 Nível 2 Nível 2 Nível 1 Nível 1 Nível 2 Nível 2 2.11.1.3 EXPERIMENTOS FATORIAIS FRACIONADOS Experimentos fatoriais fracionados, segundo MONTGOMERY (1991) são utilizados quando há um grande número de fatores para avaliação, que elevam o número de rodadas experimentais e conseqüentemente o tempo e custo destes experimentos. Conforme TAVEIRA (1997), este tipo de experimento deixa de analisar todas as combinações possíveis entre os fatores, porém indica uma tendência de qual fator possui maior influência no processo e em qual nível deve ser utilizado para atingir o resultado esperado. O arranjo fatorial, ou combinação dos fatores em rodadas experimentais é realizado de forma aleatória, deixando algumas combinações fora do experimento. A Figura 25 mostra um exemplo do resultado utilizando DOE. O parâmetro A tem grande influência na variável resposta, já o parâmetro B possui pouca influência. FIGURA 25 – TENDÊNCIA DA INFLUENCIA DE PARÂMETROS EM DOE’S Parâmetro A Parâmetro B Variável de saída Variável de saída Nível 1 FONTE: O AUTOR Nível 2 Nível 1 Nível 2 35 3 3.1 METODOLOGIA MATERIAL DE ENSAIO O material utilizado para execução dos experimentos será o aço SAE 5160, que tem entre suas características boa temperabilidade, alta resistência à tração e à fadiga. Na condição temperado, sua dureza varia de 55 a 63 HRC. É um dos melhores aços para aplicação em cutelaria fina e propicia bom acabamento final. O aço SAE 5160 possui em sua composição de 0,56 a 0,64% de carbono, 0,7 a 0,9% de cromo e 0,75 a 1% de manganês. A partir de uma barra de perfil retangular, foram cortadas 20 peças nas dimensões descritas no capítulo 3.2, tratadas termicamente pelo processo de têmpera apresentando dureza de 57,5 HRC, microestrutura de martensita revenida, perlita e austenita retida 10%. A Figura 26 ilustra a microestrutura do material após exame metalográfico. A área em marrom indica a martensita revenida, os pontos em preto a perlita e os pontos brancos a austenita retida. FIGURA 26 – ESTRUTURA METALOGRÁFICA DOS CORPOS DE PROVA FONTE: O AUTOR 36 3.2 CORPOS DE PROVA A retificação plana tem certas restrições quanto a geometria do componente que será retificado, pois não possui dispositivos especiais de fixação, somente mesa magnética com movimento longitudinal e transversal. Analisando-se as condições da máquina, foi definida a utilização de corpos de prova retangulares com dimensões conforme ilustra a Figura 27. FIGURA 27 – CORPO DE PROVA - DIMENSIONAL 20mm 40mm 60mm FONTE: O AUTOR 3.3 MÁQUINA RETIFICADORA A máquina utilizada será uma retificadora plana, disponibilizada pelo UnicenP, com mesa magnética de 580 mm de comprimento e 250 mm de largura. Possibilita utilização de rebolos convencionais com rotação máxima de 2250 rpm, dressagem manual com dressador estático e refrigeração com óleo solúvel. A máquina em questão possibilita um avanço transversal (avanço do rebolo lateralmente sobre a peça) entre 0,002 e 1 milímetro, velocidade de oscilação da mesa variável, porém sem escala e rotação fixa do rebolo. A Figura 28 indica as partes principais da máquina e seus eixos de atuação. 37 FIGURA 28 – MÁQUINA RETIFICADORA Direção da retirada de material Cabeçote PortaRebolo Peça-obra Mesa magnética Avanço transversal FONTE: O AUTOR Direção de oscilação da mesa A refrigeração durante a usinagem é realizada com sistema estilo bico de pato, que gera um fluxo turbulento e com pressão insuficiente para vencer a velocidade de corte do rebolo, ou seja, não penetra na região de corte devido à bolsa de ar gerada pela rotação do rebolo, que desvia o jato de fluido da área de corte. Uma alternativa a esta falta de pressão seria um dispositivo fixo no cabeçote porta rebolos, para quebra da barreira aerodinâmica, porém este dispositivo também não está disponível. Desta forma pode-se concluir que a refrigeração é ineficiente, pois não atinge a área de corte impossibilitando a retirada de calor durante a retificação. A Figura 29 mostra o sistema de refrigeração e sua atuação durante a usinagem. 38 FIGURA 29 – SISTEMA DE REFRIGERAÇÃO Rebolo Fluxo turbulento Bico de Refrigeração (Bico de Pato) FONTE: O AUTOR 3.4 PLANEJAMENTO DO EXPERIMENTO 3.4.1 ESCOLHA DOS PARÂMETROS Os parâmetros escolhidos para verificação de suas influências quanto a rugosidade da peça-obra e danos metalúrgicos ao material, foram baseados nas condições disponíveis do equipamento utilizado e na literatura técnica disponível. Desta forma os parâmetros que serão avaliados, objetivando conhecer suas influências na qualidade da peça foram: tamanho de grão abrasivo, avanço transversal, velocidade da mesa, velocidade de dressagem e retirada de material. Para escolha de cada um destes parâmetros remeteu-se à literatura, buscando uma explicação científica que pudesse contribuir no objetivo do experimento, respeitando as limitações da máquina utilizada. 39 3.4.1.1 Tamanho do grão abrasivo Na especificação de um rebolo, pode-se fixar a estrutura, dureza, liga e tipo de grãos abrasivos. Neste trabalho utilizou-se óxido de alumínio branco variando o tamanho dos grãos abrasivos, 46 e 60, pois quanto menor o tamanho destes grãos, menor será a distância entre eles e menor a área de contato de cada grão com a peça, possibilitando um corte menos agressivo, atingindo uma rugosidade menor. Desta forma foi definida a especificação de dois rebolos para aplicação no experimento, ambos fornecidos pelo fabricante Saint-Gobain, marca Norton, especificação 38A46L6VH e especificação 38A60L6VH. 3.4.1.2 Avanço transversal Na retificação plana, a cada oscilação da mesa, a máquina avança o rebolo contra a peça numa medida definida no botão de ajuste da máquina e quanto maior o avanço transversal maior será o volume de material removido durante a usinagem, que também pode influenciar na qualidade superficial da peça em função de um maior ou menor desgaste do rebolo. Assim foram definidos dois avanços experimentais: 0,02mm e 0,2mm. 3.4.1.3 Velocidade da mesa A velocidade da mesa indicará a velocidade com que a peça irá passar pelo rebolo retirando material. Na retificadora disponível para o ensaio não há valor definido para este velocidade, somente um potenciômetro com regulagem imprecisa. Esta velocidade também pode ser definida como a velocidade da retirada de material, uma vez que o rebolo e cada grão abrasivo ficará mais ou menos tempo em contato com a peça. Considerando a limitação do equipamento e o potencial de influência deste parâmetro para o objetivo do experimento, foi definido que será utilizado a velocidade lenta ou rápida da mesa, indicada no potenciômetro da máquina em máximo e uma oscilação lenta marcada aleatoriamente no painel da máquina. 40 3.4.1.4 Velocidade de dressagem Os parâmetros de dressagem são muito importantes no processo de retificação, pois através da dressagem é possível dar ao rebolo diferentes condições de corte conforme discutido no capítulo 2.6. A máquina de ensaio possui várias limitações quanto à dressagem do rebolo como o tipo de diamante utilizado e avanço de dressagem, mas devido a grande importância deste fator determinou-se a utilização da velocidade de dressagem como uma variável do experimento, pois pode proporcionar ao rebolo uma maior ou menor agressividade que terá influência relevante na qualidade final da peça. O dressador disponível para ensaio é um dressador estático, diamante monocristalino tipo ponta única e a máquina não possui controle da velocidade de dressagem, ou seja, esta é dada manualmente pelo operador. Devido a este limitante definiu-se a utilização de velocidades de dressagem lenta e rápida, não tendo precisão quando a sua velocidade, mas esta será calculada em função do tempo e da largura do rebolo. 3.4.1.5 Retirada de material A retirada de material, também chamada de sobrematerial ou sobremetal, é definida como a quantidade linear de material que será usinada da peça, dada em milímetros. Esta retirada de material determinará além da medida final da peça, qual o volume de material removido pelo rebolo, podendo influenciar no acabamento final. Como neste requisito a máquina tem precisão de milésimos de milímetros, definiu-se dois níveis de variação, normalmente utilizados no processo de retificação plana, 0,02 mm e 0,08 mm. 41 3.4.2 PREPARAÇÃO DAS AMOSTRAS As amostras com o dimensional informado na seção 3.2 tiveram uma preparação para que tivessem a mesma medida no início dos experimentos, visando equalizar a retirada de material das peças para que a diferença de sobrematerial não interferisse no resultado do experimento. Para a preparação das amostras foi realizada a retificação de todas as 8 peças necessárias para o experimento de uma só vez. Todas foram colocadas na mesa magnética e realizou-se a retirada de 0,8 mm de material em 8 passes de 0,08mm, dos dois lados da peça, sem a preocupação com a qualidade final, uma vez que tratavasse de uma operação de desbaste visando sua preparação para o experimento. A Figura 30 mostra a retificação para preparação das amostras. FIGURA 30 – PREPARAÇÃO DAS AMOSTRAS FONTE: O AUTOR 42 3.4.3 PREPARAÇÃO DO EXPERIMENTO Para verificação da influência real dos parâmetros escolhidos para o ensaio serão necessárias várias rodadas experimentais, variando um parâmetro por vez e fixando os demais para avaliar qual deles nos dará como resultado a peça com menor rugosidade e sem danos metalúrgicos de queima e retêmpera. Utilizando o cálculo fatorial pode-se dimensionar a quantidade de rodadas experimentais, pois será preciso variar 5 parâmetros a dois níveis cada um, desta forma tem-se 2 elevado a 5ª potência (25) que tem como resultado 32 rodadas experimentais. Um experimento longo, demorado e oneroso. Realizando um paralelo com a indústria atual, um experimento deste porte raramente poderia ser executado, pois a disponibilidade de equipamentos para testes em uma produção em série é difícil de ser conseguida, assim como o custo envolvido, pois há possibilidade da produção de peças fora das tolerâncias de projeto. Visando reduzir a quantidade de rodadas experimentais e conseqüentemente o tempo e custo envolvidos no experimento, será utilizada a ferramenta estatística de DOE – Delineamento de Experimentos, descrita no capítulo 2.11. Com o delineamento de experimentos o ensaio será reduzido a 8 rodadas experimentais, ou seja, dois elevado a cinco menos dois (25-2). Serão calculadas as médias do resultado de cada rodada para cada parâmetro envolvido e plotados os gráficos de cada parâmetro. Desta forma se algum dos parâmetros variados têm influência na variável resposta e qual o melhor nível de trabalho dentre os níveis utilizados nos experimentos. 3.4.4 DEFINIÇÃO DAS RODADAS EXPERIMENTAIS Após definição dos parâmetros, níveis em que serão variados e o tamanho do experimento, pode-se definir as rodadas experimentais que serão executadas para avaliação das variáveis de saída. O arranjo fatorial que mostra os níveis em que os parâmetros serão variados a cada rodada experimental podem ser definidos manualmente ou com auxilio de um software. 43 Neste caso será utilizado o software MiniTab. Este software estatístico contém a ferramenta necessária para definição do arranjo fatorial depois de serem inseridos os dados preliminares, ou seja, os parâmetros de usinagem e seus níveis de variação. A Tabela 4 mostra o arranjo fatorial fracionado para o experimento que será executado. TABELA 4 – PROCEDIMENTO EXPERIMENTAL Rodadas experimentais Rodada 1 Rodada 2 Rodada 3 Rodada 4 Rodada 5 Rodada 6 Rodada 7 Rodada 8 Grão abrasivo 46 46 46 46 60 60 60 60 Avanço transversal 0,02 0,2 0,02 0,2 0,02 0,2 0,02 0,2 Velocidade da mesa Rápida Rápida Lenta Lenta Rápida Rápida Lenta Lenta Velocidade de dressagem Lenta Rápida Lenta Rápida Rápida Lenta Rápida Lenta Retirada de material 0,08 0,04 0,04 0,08 0,08 0,04 0,04 0,08 FONTE: O AUTOR 3.5 EXECUÇÃO DO EXPERIMENTO Para execução do experimento deve-se considerar alguns fatores que podem influenciar no resultado final, porém estes fatores não serão avaliados ou controlados. Desta forma deve-se estabelecer alguns critérios visando minimizar a influência destes fatores que não serão controlados e outros que não podem ser controlados. Para tanto, os experimentos serão realizados todos no mesmo dia, em seqüência, minimizando o efeito da temperatura ambiente, umidade do ar ou características do óleo refrigerante que possam ser influenciadas por estes fatores ou possam sofrer alterações de um dia para o outro. 44 Para que se tenha uma padronização no experimento, será definido um procedimento, que será seguido do início até o fim do experimento: 1) Montar o rebolo grão 46 na flange, balanceá-lo e montá-lo na máquina; 2) Posicionar o dressador na mesa magnética da máquina e dressar o rebolo conforme definição do arranjo fatorial da rodada experimental a ser executada; 3) Posicionar a peça na mesa magnética da máquina e ajustar os parâmetros da máquina conforme estabelecido no arranjo fatorial da rodada experimental a ser executada; 4) Após execução da peça, retirá-la da máquina e identificá-la de acordo com o número da rodada experimental; 5) Repetir o procedimento do item 2 ao 4 até a quarta rodada experimental; 6) Retirar o rebolo grão 46 da máquina, retirá-lo da flange, montar o rebolo grão 60, balanceá-lo e montá-lo a máquina; 7) Repetir o procedimento do item 2 ao 4 até o final do experimento (oitava rodada experimental). 3.6 MEDIÇÃO DAS PEÇAS E AVALIAÇÃO METALOGRÁFICA A avaliação de rugosidade das peças será realizada com rugosímetro disponível no laboratório de usinagem da UnicenP, de marca Mitutoyo, modelo SJ240, sobre uma bancada nivelada. Esta medição será avaliada com o parâmetro de rugosidade Rz, com cutt-off de 2,5mm. A avaliação metalográfica será realizada no laboratório metalográfico da Robert Bosch Ltda. Esta avaliação será feita com o corte e embutimento da peça e após ataque químico, avaliação da estrutura metalográfica do material, verificando a presença ou não de queima e retêmpera e em qual profundidade. 45 3.7 RESULTADOS ESPERADOS De acordo com os parâmetros de usinagem definidos para o experimento e suas variações, espera-se estabelecer quais destes parâmetros tem influência na rugosidade final da peça e na presença ou não de queima e retêmpera, e em quais níveis estes parâmetros devem ser utilizados para otimização do processo. A Tabela 5 mostra quais são os resultados esperados. TABELA 5 – RESULTADOS ESPERADOS Parâmetros Grão abrasivo Avanço transversal Velocidade da mesa Velocidade de dressagem Retirada de material FONTE: O AUTOR Melhor condição para rugosidade baixa 60 0,002 Lenta Lenta Sem influência Melhor condição para isenção de queima e retêmpera 46 0,002 Rápida Rápida 0,04 46 3.8 ANÁLISE DOS RESULTADOS Após execução do experimento e identificação das peças, iniciou-se o processo de medição de rugosidade conforme descrito no capítulo 3.6. A Tabela 6 indica os resultados de rugosidade obtidos nas peças de 1 a 8, respectivamente ao número da rodada experimental. TABELA 6 – RUGOSIDADE OBTIDA Corpo de Prova 1 2 3 4 5 6 7 8 FONTE: O AUTOR Rugosidade Rz (µm) 1,05 8,03 3,00 4,12 4,40 2,86 2,17 2,40 Após medição da rugosidade as peças foram encaminhadas para avaliação metalográfica conforme procedimento descrito no capítulo 3.6. O resultado desta avaliação com relação à queima e retêmpera é indicado na Tabela 7. TABELA 7 – AVALIAÇÃO METALOGRÁFICA Corpo de Prova 1 2 3 4 5 6 7 8 FONTE: O AUTOR Queima (µm) 0 0 100 80 90 140 0 100 Retêmpera (µm) 0 0 23 20 20 60 0 14 A retificação do material alterou sua microestrutura, eliminando a austenita retida, porém mantendo a estrutura de martensita revenida e perlita. A Figura 31 mostra a microestrutura do material do corpo de prova 1, evidenciando além da microestrutura, ausência de queima e retêmpera no material. 47 FIGURA 31 – MICROESTRUTURA APÓS RETÍFICAÇÃO – CORPO DE PROVA 1 FONTE: O AUTOR Os corpos de prova 3, 4, 5, 6 e 8 apresentaram queima e retêmpera em sua microestrutura, a Figura 32 evidencia o dano metalúrgico no corpo de prova 6, onde a profundidade de queima foi de 140µm e de retêmpera 60µm. FIGURA 32 – MICROESTRUTURA APÓS RETÍFICAÇÃO – CORPO DE PROVA 6 Queima FONTE: O AUTOR Retêmpera 48 3.9 ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DO PROCESSO Após medição dos corpos de prova foram calculados, com auxilio do software MiniTab, a influência de cada parâmetro avaliado no processo, e em qual nível o parâmetro pode ser utilizado para alcançar a menor rugosidade sem danos metalúrgicos ao material. A análise foi realizada separadamente para as 3 variáveis de saída: rugosidade, queima e retempera. 3.9.1 ANÁLISE DA RUGOSIDADE Para rugosidade, a Figura 33 mostra os resultados da influência dos 5 parâmetros de corte avaliados quanto à rugosidade. Através da bibliografia sobre delineamento de experimentos pode-se concluir que todos parâmetros avaliados tiveram influência na rugosidade, tendo inclinação significativa entre os dois níveis de variação, indicando que pode-se conseguir resultados diferenciados utilizando combinações diferentes destes parâmetros. FIGURA 33 – INFLUÊNCIA DOS PARAMETROS PARA RUGOSIDADE Menor rugosidade FONTE: O AUTOR 49 Apesar de todos os fatores apresentarem influência na rugosidade da peça, a velocidade de dressagem e o avanço transversal são os maiores responsáveis por uma rugosidade alta ou baixa. Ainda na Figura 34 observa-se uma grande diferença no valor da rugosidade utilizando uma velocidade de dressagem rápida ou lenta e um avanço transversal de 0,2 mm ou 0,02 mm. Objetivando uma menor rugosidade da peça-obra, a utilização da velocidade de dressagem lenta e um avanço transversal de 0,02 mm seriam mais indicados. Em resumo, para reduzir a rugosidade da peça-obra em um processo de retificação plana, pode-se utilizar os parâmetros de corte indicados na Tabela 8. TABELA 8 – PARÂMETROS DE CORTE INDICADOS PARA RUGOSIDADE Parâmetro Avanço transversal Velocidade da mesa Rebolo Retirada de material Velocidade de dressagem FONTE: O AUTOR Nível de utilização indicado 0,02 mm Lenta Grão 60 0,08 mm Lenta Com auxílio da bibliografia, pode-se concluir que um avanço transversal mais baixo, retira menos material da peça-obra a cada passe do rebolo, propiciando uma melhor condição de corte. Já a velocidade de dressagem lenta, produz na superfície do rebolo uma menor agressividade, e como conseqüência um melhor acabamento superficial com rugosidade mais baixa. 3.9.2 ANÁLISE DA QUEIMA A análise da influência dos parâmetros do processo para ocorrência de queima na peça apresentou três fatores de maior destaque, onde a diferença entre os níveis de variação foi mais significativa. Na Figura 34 pode-se observar uma diferença maior na profundidade de queima para os fatores: avanço transversal, rebolo e velocidade de dressagem. 50 FIGURA 34 – INFLUÊNCIA DOS PARAMETROS PARA QUEIMA Menor profundidade de queima encontrada FONTE: O AUTOR Através da análise pode-se concluir que os menores índices de queima são conseguidos através de uma granulometria de rebolo maior combinado com uma velocidade de dressagem rápida, ou seja, um rebolo com maior agressividade. Com um avanço transversal mais baixo, o volume de material removido da peça a cada passe do rebolo é menor, gerando menor temperatura na região de corte, o que interfere diretamente na presença de queima. 51 3.9.3 ANÁLISE DA RETÊMPERA Observa-se na Figura 35 os gráficos de análise para retêmpera, indicando os níveis em que as menores profundidades foram encontradas. Pode-se observar também que os parâmetros de maior influência foram o avanço transversal, a granulometria do rebolo e a velocidade de dressagem. FIGURA 35 – INFLUÊNCIA DOS PARAMETROS PARA RETÊMPERA Menor profundidade de retêmpera encontrada FONTE: O AUTOR Assim como para queima, utilizando menor avanço transversal, maior granulometria do rebolo e velocidade de dressagem rápida, obtêm-se menor profundidade de retêmpera, pois a agressividade do rebolo utilizando estes parâmetros é maior, gerando menos calor na região de corte em função de gumes mais afiados no rebolo. 52 4 CONCLUSÃO Analisando separadamente cada uma das três variáveis de saída avaliadas têm-se os parâmetros de maior influência para cada uma, porém os parâmetros velocidade de dressagem e granulometria do rebolo, atuam de forma diferenciada para a rugosidade, queima e retêmpera. Desta forma deve-se avaliar também os parâmetros com menor influência individual que podem interagir com os de maior influência, chegando a uma condição otimizada de rugosidade e isenção de queima e retêmpera. Na rodada experimental número 1, atingiu-se o menor valor de rugosidade sem a presença de danos metalúrgicos ao material. A Tabela 9 indica quais foram os níveis utilizados para cada parâmetro. TABELA 9 – PARÂMETROS DE CORTE – RODADA EXPERIMENTAL 1 Grão abrasivo 46 FONTE: O AUTOR Avanço transversal 0,02 Velocidade da mesa Rápida Velocidade de dressagem Lenta Retirada de material 0,08 Apesar da menor rugosidade atingida (1,05 µm) ser proveniente dos parâmetros utilizados na rodada experimetal 1, a velocidade de dressagem lenta tende a gerar queima e retêmpera no material e a utilização do grão abrasivo 46, associado a uma velocidade rápida da mesa foram, provavelmente, determinantes para isenção deste tipo de dano metalúrgico. De acordo com a análise apresentada no capitulo 3.9, a velocidade de dressagem lenta tem grande influência na presença de queima e retempera no material, porém a utilização de um rebolo com grão abrasivo 46 inibe esta conseqüência se associado a uma retirada de material maior e uma velocidade rápida da mesa. Os parâmetros retirada de material e velocidade da mesa, apresentam pouca influência quanto à queima, porém quanto a rugosidade e retêmpera mostraram certa influência, que apesar de baixa deve ser levada em consideração na análise conjunta das três variáveis de saída. Desta forma podemos concluir que utilizando velocidade de dressagem alta tende-se a eliminar a possibilidade de queima e retempera no material. Para 53 velocidades de dressagem baixas a rugosidade tende a diminuir, porém o tamanho do grão abrasivo deve ser maior, reduzindo a agressividade do rebolo. A Tabela 10 mostra os parâmetros do processo de retificação plana sugeridos, esperando-se um resultado compatível com as exigências da peça-obra. TABELA 10 – SUGESTÃO DE PARÂMETROS PARA RETIFICAÇÃO PLANA Grão abrasivo 60 FONTE: O AUTOR Avanço transversal 0,02 Velocidade da mesa Rápida Velocidade de dressagem Rápida Retirada de material 0,08 Analisando o contexto industrial onde a produtividade das operações impacta no custo do produto, uma retirada de material de 0,08 mm e velocidade rápida de oscilação da mesa seriam mais indicadas, reduzindo o tempo de execução da peça. Para obtenção de menores rugosidades sem danos metalúrgicos ao material deve-se utilizar altas velocidades de dressagem associadas a um grão abrasivo mais fino, desta forma o processo seria otimizado quanto ao acabamento superficial e seriam reduzidas as possibilidades de problemas metalúrgicos ao material mantendo a produtividade em níveis competitivos. 5 SUGESTÕES PARA PRÓXIMOS TRABALHOS Dada a complexidade do processo de retificação e das diversas variáveis possíveis para análise, pode-se ampliar os conhecimentos no processo utilizando o delineamento de experimentos também para outros tipos de retificação. Como sugestão para próximos trabalhos podem ser analisados os seguintes processos: - Análise da interação entre os fatores da retificação plana; - Análise dos avanços de desbaste, acabamento e centelhamento na retificação cilíndrica externa; - Análise da retilineidade e circularidade na retificação centerless de mergulho; - Análise da influência da velocidade de dressagem e velocidade de oscilação na retificação cilíndrica interna. 54 REFERÊNCIAS BIBLIOGRÁFICAS 1 ANDERSON, Mark J. Success with DOE. 1998. 2 ALCAR. Catálogo de Abrasivos, 1999. 3 BERTALAN, Claudio, Retificação com rebolos de nitreto de boro cúbico em máquinas-ferramenta convencionais. Florianópolis, 1997. Dissertação de Mestrado pela Universidade Federal de Santa Catarina. 4 BADGER, Jeff, Grinding of High Speed Steel. Erasteel, 2003. 5 FERRARESI, Dino. Usinagem dos Metais. Editora da Universidade de São Paulo. São Paulo, 1970. 6 HELLMEISTER, Carmen, Monitoramento da dressagem na retificação através do sinal puro de emissão acústica. Bauru, 2004. Dissertação de Mestrado pela Faculdade de Engenharia de Bauru. 7 KÖNIG, Wilfried. Fertigungsverfahren Band 2: Schleifen, Honen, Läppen. 2. Auflage Auflage. Düsseldorf: VDI-VERLAG, 1989. 8 MALKIN, Stephen, Grinding Technology, Dearborn, Michigan, 1988. 9 MICOLLI, Wilson. Sistematizaçăo das metodologias atuais de gerenciamento de projetos nas indústrias de grande porte da grande Curitiba: um estudo de multi-casos. Dissertação de Mestrado pela UFPR, 2004. 10 MONTGOMERY, D.C. Design and analysis of experiments. Arizona. Currier Companies, 1991. 11 ODEBRECHT, Oliver. Dressagem de Rebolos Convencionais. Dissertação de Mestrado pela UFSC, 2000. 12 ROSA, Luiz Carlos. Acabamento de Superfícies. 2004. 13 TAGUCHI, G. Robust Quality. Hardward Business Review, 1990. 14 TAVEIRA, Ricardo Ayer. Uma metodologia para aperfeiçoamento da mudança para um sistema de produção Just-in-Time em uma indústria Metalúrgica, usando simulação discreta e técnicas de projeto de experimentos de Taguchi. Dissertação de Mestrado pela UFSC, 1997. 15 SAINT-GOBAIN. Catálogo de Ferramentas Abrasivas, 1998. 16 SIVAT. Ferramentas Abrasivas. Apostila e catálogo, 1990. 55 17 STEMMER, Caspar Erich. Ferramentas de Corte II. Edição 2. Editora da UFSC, Florianópolis, 1995. 18 WINTER. Catálogo de Rebolos Superabrasivos, 2000.
Baixar