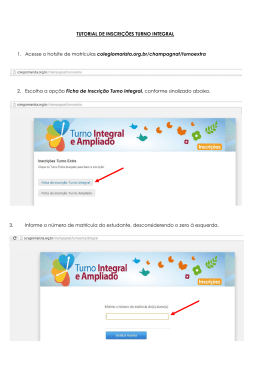
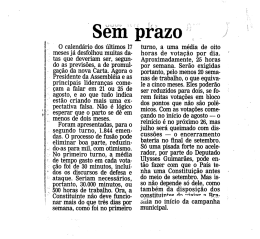
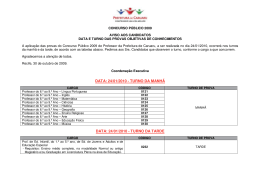
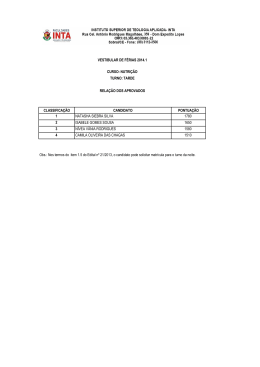
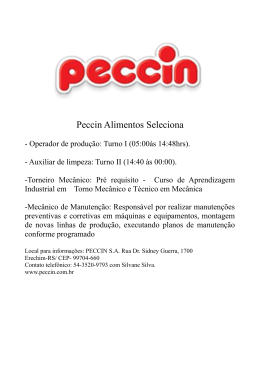
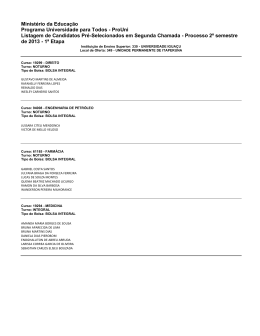
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão. Salvador, BA, Brasil, 06 a 09 de outubro de 2009 MODELAGEM DO TRABALHO HUMANO EM SISTEMAS DE MANUFATURA ATRAVÉS DA SIMULAÇÃO A EVENTOS DISCRETOS Tiago César Leal (UNIFEI) [email protected] Fabiano Leal (UNIFEI) [email protected] Dagoberto Alves de Almeida (UNIFEI) [email protected] A simulação a eventos discretos representa máquinas em um amplo nível de detalhes, enquanto representa a mão-de-obra como um simples recurso. Este problema se agrava quando se intensifica o uso de funcionários, como em uma linha de montagemm. A omissão de algumas relações pode afetar os resultados do modelo. Dentre estas relações destaca-se o comportamento e o desempenho das pessoas. Este artigo tem como objetivo principal desenvolver uma modelagem do trabalho humano em sistemas de manufatura através da simulação a eventos discretos. Pode-se ainda definir os seguintes objetivos específicos: modelar o trabalho humano através de técnicas de mapeamento de processo; comparar os resultados de produção do trabalho no decorrer dos turnos, através de modelagem no software de simulação Promodel®. Três cenários foram desenvolvidos nesta análise. Para a realização das propostas, foi utilizada uma célula de montagem de uma empresa do setor de transmissão e distribuição de energia. Os resultados gerados com a simulação demonstram o efeito do biorritmo na rotina de trabalho do funcionário. Palavras-chaves: Simulação a eventos discretos, modelagem de processos, tempo padrão XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 1. Introdução A simulação a eventos discretos é um assunto de interesse crescente no meio empresarial e acadêmico, com aplicabilidade em diversas áreas dos setores de serviços, de manufatura ou mesmo militar. Tal ferramenta possui um grande potencial para promover o entendimento de sistemas, gerando conclusões e recomendações fundamentais para sua otimização. De acordo com Chwif e Medina (2006), o modelo de simulação consegue capturar com grande fidelidade as características de natureza dinâmica e aleatória de um sistema real, procurando repetir em um computador o mesmo comportamento que o sistema apresentaria quando submetido às mesmas condições de contorno. O modelo de simulação é utilizado, particularmente, como uma ferramenta para se obter respostas a sentenças do tipo: “o que ocorre se...”. O foco deste artigo está no depoimento dos autores Baines et al. (2004), que afirmam que a simulação a eventos discretos representa máquinas em um amplo nível de detalhes, enquanto representa a mão-de-obra como um simples recurso. Nas ferramentas convencionais de simulação as pessoas são tratadas como um elemento pseudo-tecnológico e é esperado que se comportem da mesma maneira que um item de equipamento. Na prática, o comportamento de pessoas está longe disto, e isto poderia ajudar a explicar por que os modelos de simulação não modelam a realidade tão bem como esperado (BAINES et al., 2004). Este problema é especialmente agudo na modelagem de um sistema com uma proporção alta de trabalho manual, como uma linha de montagem. As pessoas que administram tais tarefas não se comportam na simulação da mesma maneira como as máquinas; elas são inerentemente instáveis, imprevisíveis, e capazes de ação independente (FURNHAM et al., 1999). O objetivo deste artigo é analisar a influência do trabalho humano (operadores em um processo de manufatura) nos resultados de um modelo de simulação. Para isso, será realizada a modelagem de um processo industrial com elevada proporção de trabalho manual e serão comparados os resultados de produção no decorrer dos turnos, através do uso do software de simulação Promodel®. 2. Simulação a eventos discretos A Simulação a Eventos Discretos é utilizada para modelar sistemas que mudam o seu estado em momentos discretos no tempo, a partir da ocorrência de eventos (CHWIF e MEDINA, 2006). Dado um sistema, podemos construir uma representação simplificada das diversas interações entre as partes desse sistema. Um modelo é uma abstração da realidade, aproximando-se do verdadeiro comportamento do sistema, mas sempre mais simples do que o sistema real. Os sistemas reais, geralmente, apresentam uma maior complexidade devida, principalmente, a sua natureza dinâmica (que muda seu estado ao longo do tempo) e a sua natureza aleatória (que é regida por variáveis aleatórias). O modelo de simulação consegue capturar com mais fidelidade essas características, procurando repetir em um computador o mesmo comportamento que o sistema apresentaria quando submetido às mesmas condições de contorno (CHWIF e MEDINA, 2006). No passado, a simulação era considerada uma técnica de último recurso, que deveria ser 2 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 utilizada quando “todas as técnicas possíveis falhassem”. Com o passar do tempo, no entanto, a simulação vem se tornando uma das técnicas mais utilizadas, como podem comprovar as pesquisas de campo (LAW e KELTON, 2000). Alguns autores propõem uma seqüência de etapas para a simulação de sistemas. Em seu trabalho, Chwif (1999) propõe um ciclo, envolvendo a concepção, implementação e análise, como mostra a figura 1. ANÁLISE E FORMULAÇÃO DO OBJETIVOS DEFINIÇÃO DO SISTEMA REDEFINIÇÃO RESULTADOS EXPERIMENTAIS MODELO MODELO ABSTRATO MODELO CONCEITUAL REPRESENTAÇÃO DO MODELO DADOS DE ENTRADA EXPERIMENTAÇÃO DO MODELO IMPLEMENTAÇÃO DO MODELO MODELO OPERACIONAL MODELO COMPUTACIONAL VERIFICAÇÃO E VALIDAÇÃO Figura 1 – Seqüência de passos para a simulação, segundo Chwif Fonte: Chwif (1999). Na etapa de concepção, o analista de simulação deve entender claramente o sistema a ser simulado e os seus objetivos, através da discussão do problema com especialistas. Questões como o nível de detalhe pretendido no modelo são discutidas. Ainda nesta etapa, o modelo que está na mente do analista (modelo abstrato) deve ser representado de acordo com alguma técnica de representação de modelo de simulação, a fim de torná-lo um modelo conceitual, de modo que outras pessoas possam entendê-lo. Os dados de entrada também devem ser coletados nesta fase. Na segunda etapa, o modelo conceitual é convertido em um modelo computacional através da implementação no computador, com a utilização de uma linguagem de simulação ou de um simulador comercial. Na terceira etapa, após a verificação e validação do modelo computacional, este está pronto para a realização dos experimentos, dando origem ao modelo experimental, ou como é chamado, modelo operacional. 3. Análise de tempos nas relações de trabalho O uso do tempo padrão como forma de analisar a capacidade produtiva de um sistema está inserido nos princípios e conceitos da Administração Científica, conhecida como Teoria X, que visa aumentar os níveis de produtividade a partir da racionalização do trabalho. De acordo com Toledo Junior (1989), tempo padrão é o tempo necessário para executar uma operação de acordo com um método estabelecido, em condições determinadas, por um operador apto e treinado, possuindo uma habilidade média, trabalhando com esforço médio, 3 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 durante todas as horas do serviço. Para o cálculo do tempo padrão, deve-se realizar o nivelamento dos tempos, pois alguns podem estar fora da rotina, indicando acontecimentos esporádicos, como queda de algum instrumento, interferência externa, etc. Estes tempos só passam a ser considerados caso estes acontecimentos sejam freqüentes, passando a ser uma característica do processo. Com os tempos nivelados, é calculada a média aritmética dos tempos para cada tarefa. Na próxima etapa, chamada de normalização dos tempos, os tempos médios de cada tarefa são corrigidos. De acordo com a observação de pessoas mais experientes no processo em análise, o operador pode ser classificado segundo a habilidade e o esforço demonstrado durante a fase de coleta de tempos. Esta classificação recebe o nome de avaliação de ritmo (SILVA e COIMBRA, 1980). Caso o ritmo do funcionário que desempenha a tarefa em análise esteja acima ou abaixo do normal, os tempos médios devem ser corrigidos através de coeficientes. O sistema Westinghouse (Silva e Coimbra, 1980) fornece uma tabela com valores numéricos para cada fator (Habilidade e Esforço). Estes valores numéricos são coeficientes que, multiplicados ao tempo médio cronometrado, normalizam o tempo. Não existe tarefa que não requeira certa dose de energia por parte do operador. Esta dose de energia liberada ocasiona o cansaço, que se caracteriza por um sentimento de fadiga. Os fatores considerados na compensação da fadiga são: esforço físico, esforço mental e monotonia. O esforço físico é o desgaste fisiológico devido a uma atividade muscular. O esforço mental é o desgaste fisiológico devido a uma atividade mental, na qual o trabalho que o operador executa requer atenção concentrada. A monotonia é o desgaste fisiológico devido ao uso constante do mesmo feixe muscular, com movimentos similares, em operações altamente repetitivas (SILVA e COIMBRA, 1980). 4. A influência do comportamento humano na modelagem de sistemas Segundo Baines et al. (2004), as simulações computacionais têm se focado tradicionalmente nos aspectos tecnológicos de sistemas (por exemplo máquinas, transportadores), e representado estes com dados determinísticos e estocásticos (EHRHARDT et al., 1994). Porém, tais simulações freqüentemente superestimam a capacidade produtiva de sistemas de manufatura. Isto pode causar problemas sérios quando o sistema proposto é implementado, e então não satisfaz as expectativas. Acredita-se que a diferença entre as predições e o desempenho atual está em grande parte devido a estes modelos que não incorporam adequadamente algumas relações fundamentais. Uma destas omissões é a relação entre o desempenho de uma pessoa e os fatores que incidem neste desempenho. Isto é particularmente aparente na modelagem de sistemas industriais que têm uma alta proporção de operações manuais (BERNHARDT e SCHILLING, 1997). Conseqüentemente, para melhorar a precisão da simulação é necessário representar as pessoas realisticamente, seu comportamento e seu subseqüente desempenho. O desempenho de um indivíduo variará dependendo de fatores como sua habilidade, treinamento e educação, junto com seus estados e características fisiológicos e psicológicos (FURNHAM et al., 1999). Além disso, o ambiente físico e organizacional criado pelo projetista também afetará seu desempenho. Segundo Baines et al. (2004), geralmente os engenheiros são insensíveis aos aspectos sociais, psicológicos e fisiológicos da força de trabalho. Em contrapartida, as ciências sociais possuem 4 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 uma quantidade desordenada de informações sobre trabalhadores e seus comportamentos. A inclusão de modelos de desempenho humano na simulação de eventos discretos proporciona esta oportunidade de melhoria. Para investigar a viabilidade e impacto de incorporar modelos existentes de desempenho humano em um modelo de simulação típico, é necessário identificar um modelo de simulação que contém uma variedade de componentes humanos e tecnológicos. Isto pode ser alcançado selecionando um modelo de linha de montagem que tem um número relativamente grande de operações manuais, contudo não deve ser complicado demais com regras de controle e interdependências. Para efeito de estudo neste artigo, a análise da influência do trabalho humano nos resultados da simulação será baseada somente na variação do desempenho ao longo do período do dia. Deste modo será possível perceber como a produtividade pode variar ao longo dos turnos devido ao biorritmo dos trabalhadores. 5. Metodologia e Resultados obtidos 5.1 Escolha do ambiente industrial Os objetivos desta pesquisa requisitavam o estudo de um sistema industrial com alta proporção de operações manuais, que oferecesse condições de trabalho ao pesquisador e, preferencialmente, que apresentasse interesse nos resultados obtidos pela pesquisa. Aproveitando-se de um convênio existente entre a Universidade Federal de Itajubá e a empresa AREVA Transmissão & Distribuição de Energia Ltda., também localizada em Itajubá, estudou-se a possibilidade de utilizar um dos ambientes de tal empresa. Realizou-se, então, uma visita à AREVA T&D Brasil de Itajubá, Minas Gerais, sob orientação de um engenheiro responsável pela apresentação do ambiente industrial em questão. Após a avaliação de alguns processos, identificou-se o “Processo de Bobinagem Secundária AT” como o mais adequado aos fins propostos, pois apresenta elevada proporção de trabalho manual além de prover boas condições para a coleta de dados. Tal processo tem o objetivo de fabricar bobinas secundárias de Transformadores de Corrente de alta tensão, contando com um total de oito bobinadeiras e dezesseis operadores divididos em dois turnos. 5.2 Mapeamento do processo Escolhido o processo, iniciou-se o mapeamento do mesmo, tornando possível um estudo mais aprofundado de suas características. A primeira etapa para o mapeamento do processo foi a interação com os operários e uma observação superficial das diversas etapas realizadas. Após essa familiarização com o sistema, foi possível acompanhar de perto cada etapa da fabricação de uma bobina e questionar aos operários sobre as variáveis do processo, possibilitando o mapeamento através de um fluxograma. Para confirmar se o mapeamento retratava fielmente o processo, realizou-se o acompanhamento de todas as etapas de fabricação da bobina por mais algumas vezes, testando a lógica do fluxograma. O fluxograma referente ao Processo de Bobinagem Secundária AT encontra-se na figura 2. Após o mapeamento do sistema notou-se que a atividade de bobinagem secundária estudada apresentou muitas variáveis, com tempos de processo muito discrepantes para diferentes tipos 5 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 de bobinas. Como a coleta de tempos para o processo todo se mostrou inviável, realizou-se um estudo mais aprofundado de cada uma das etapas, em busca de uma parte do sistema razoavelmente constante independentemente do tipo de bobina. Com isso, foram escolhidas as etapas de soldagem do cabo inicial e final para a coleta de dados, pois as soldagens inicial e final são relativamente similares, apresentando pequena variabilidade para diferentes tipos de bobinas. Para a realização de uma coleta de dados mais detalhada e precisa, optou-se por subdividir a etapa de soldagem em quatro grupos de atividades, conforme a figura 3. 6 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 1.Fabricação do núcleo 1 2.Estoque N 13.Tem fio no suporte? 3.Análise da Carta de Fabricação S 16.Carregamento de fio na máquina 4.É Proteção? 14.Busca o fio N 15.Coloca fio no suporte 5.Preparo da matéria-prima S 3 17.Bobinagem de ¼ da camada 6.Fabricação do Colchão 18.Soldagem do cabo inicial 7.Armazenamento 19.Observação do tipo de isolante na carta de fabricação 8.Observação da carta de fabricação 20.Tem Mylar suficiente? 9.A peça 1 já foi testada e liberada? N N 21.Busca no estoque 10.Escolhe outra ordem de serviço S S 11.O colchão serve na bobinadeira? N S 12.Os fios da carta podem ser utilizados nessa bobinadeira? 22.Bobinagem e isolamento do restante da camada 23.Inicia soldagem do cabo ao extremo do fio N S 1 2 Figura 2 – Trecho do fluxograma do processo selecionado 7 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 Soldagem do cabo inicial ou final 1 Remoção do isolamento do fio Consulta o tipo de cabo (ordem de fabricação) Medição do comprimento do cabo Corte do cabo Emenda do fio com o cabo Soldagem do cabo ao fio com estanho 2 3 Amarração do cabo à bobina 4 Proteção da solda com espaguete termo retrátil Reforço com papel e poliéster Isolamento do conjunto com mylar Identificação do cabo Arranjo do cabo no formato de rolo Figura 3 – Grupos de atividades referentes a soldagem do cabo inicial ou final O primeiro grupo de atividades pode ser considerado como uma preparação para a soldagem; o segundo grupo é a soldagem em si; o terceiro grupo trata-se da proteção da solda; e o quarto grupo está relacionado com o acabamento do conjunto. Deste modo foram estabelecidos os grupos de atividades para a cronometragem que estruturaram o modelo de simulação. 5.3 Coleta de dados Após a definição dos grupos de atividades já era possível dar início à coleta de dados no ambiente industrial. Para a construção de um banco de dados com informações suficientes foram necessários cinco dias de cronometragem, variando entre o turno diurno e o noturno. A cronometragem baseou-se na tomada de tempo de cada um dos grupos de atividades descritos no item anterior. Mas para que fosse possível estudar a variação do desempenho ao longo do período de um dia (devido ao biorritmo), tomou-se nota do horário do dia no formato HH:MM:SS em que se iniciava cada um dos grupos de atividades. Deste modo registrou-se a duração de cada grupo de atividades. Foram coletados 70 tempos de cada grupo de atividades, totalizando 280 registros. Estes tempos também foram divididos de acordo com o período em que foram coletados pra que, em etapas futuras, seja possível comparar os resultados de diferentes períodos. Portanto, os tempos serão divididos de acordo com o turno em que foram coletados: Turno diurno: das 8 às 17 horas (horário de almoço das 12 às 13 horas); Turno noturno: das 17 às 2 horas (horário de jantar das 21 às 22 horas). Os tempos foram também divididos de acordo com o período em que foram coletados: 8 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 Manhã: das 8 às 12 horas; Tarde: das 13 às 17 horas; Noite: das 17 às 21 horas; Madrugada: das 22 às 2 horas. 5.4 Estudo de tempos De acordo com os objetivos deste trabalho, os tempos foram estudados em diferentes cenários, variando sua forma de entrada no software de simulação. Cada um destes cenários será descrito a seguir. 5.4.1 Cenário 1 – Média nivelada No primeiro cenário considerou-se apenas a média dos tempos de cada grupo de atividades. Porém, na cronometragem destes tempos podem ter ocorrido situações adversas como erro do cronometrista, erro do operador (deixar uma peça cair, por exemplo) ou necessidades do operador (parar para enxugar o suor, por exemplo). Nestes casos o tempo registrado estará afastado dos demais tempos do mesmo elemento, e não interessa para os fins propostos. As médias niveladas obtidas encontram-se na tabela 1. Grupo de atividades Média nivelada (min) 1 2,91 2 0,73 3 1,24 4 2,84 Tabela 1 – Média nivelada de cada grupo de atividades 5.4.2 Cenário 2 – Tempo padrão O primeiro passo para o cálculo do tempo padrão é a normalização da média nivelada. Consultando o funcionário encarregado pela área em estudo, foram consideradas as seguintes classificações, conforme tabela 2. Habilidade Esforço Turno do dia Boa Bom Turno da noite Excelente Excelente Tabela 2 – Condições de habilidade e esforço Segundo a tabela de fatores de normalização, utilizada do trabalho de Toledo Junior (1989), a classificação de habilidade e esforço atribuída para o processo confere um fator de 1,11 para o turno do dia e de 1,21 para o turno da noite. O próximo passo para o cálculo do tempo padrão é atribuir abonos relativos à fadiga associada ao processo. Consultando novamente o funcionário encarregado pela área em estudo, tanto a fadiga mental quanto a fadiga física associadas à atividade foram consideradas leves. Conforme a tabela de abonos de fadiga, o abono referente à tal classificação é de 4,2% (TOLEDO JUNIOR, 1989). Para o cálculo do tempo padrão também deve ser considerado um abono devido à monotonia atrelada ao processo. Porém, no caso em estudo o tempo de ciclo é extremamente grande, dispensando o abono por monotonia. Por fim, levou-se em conta um abono de 5% referente à tolerância pessoal. Portanto, o tempo padrão de cada grupo de atividades já pode ser calculado. Como foram 9 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 apresentadas classificações diferentes para o turno do dia e da noite, optou-se por manter tal divisão calculando tempos diferentes para cada turno. Deste modo, foi necessário calcular a média nivelada novamente, mas desta vez separando os grupos de atividades nos dois turnos. Os resultados obtidos encontram-se na tabela 3. Turno do dia 2 3 0,74 1,36 1,11 1,11 Grupo de atividades Média nivelada Fator de normalização 1 3,31 1,11 Média normalizada Abono de fadiga (%) Abono de monotonia (%) Tolerância pessoal (%) Total de abonos (%) 3,68 4,2 0,0 5,0 9,2 0,82 4,2 0,0 5,0 9,2 Tempo padrão (min) 4,02 0,89 4 3,38 1,11 Turno da noite 1 2 3 4 2,31 0,70 1,05 2,07 1,21 1,21 1,21 1,21 1,51 4,2 0,0 5,0 9,2 3,75 4,2 0,0 5,0 9,2 2,79 4,2 0,0 5,0 9,2 0,85 4,2 0,0 5,0 9,2 1,28 4,2 0,0 5,0 9,2 2,51 4,2 0,0 5,0 9,2 1,65 4,09 3,05 0,92 1,39 2,74 Tabela 3 – Dados utilizados para o cálculo do tempo padrão 5.4.3 Cenário 3 – Tempos estocásticos O terceiro cenário forneceu os tempos ao software de maneira estocástica, ou seja, através dos dados coletados para cada grupo de atividades foram determinadas distribuições estatísticas que mais se aproximam em descrever o comportamento da ocorrência dos tempos. Geralmente são utilizadas distribuições normais para descrever processos manuais devido à sua forma de sino, onde a probabilidade de ocorrência de um valor próximo à média é maior do que de valores extremos. De acordo com os objetivos propostos por esta pesquisa, os tempos de cada grupo de atividades foram divididos em manhã, tarde, noite e madrugada para que fosse possível a análise da variação do desempenho do trabalho humano de acordo com o horário do dia. Portanto, os parâmetros da distribuição normal (média e desvio padrão) foram calculados para cada grupo de atividades em cada um dos quatro períodos considerados, conforme a tabela 4. Média Desvio padrão Manhã 3,20 1,41 Média Desvio padrão Manhã 0,73 0,22 Média Desvio padrão Manhã 1,30 0,44 Média Desvio padrão Manhã 3,35 1,42 Grupo de atividades 1 Tarde Noite 3,56 2,32 0,99 0,98 Grupo de atividades 2 Tarde Noite 0,77 0,66 0,21 0,18 Grupo de atividades 3 Tarde Noite 1,47 0,99 0,67 0,29 Grupo de atividades 4 Tarde Noite 3,55 2,14 0,80 0,48 Madrugada 3,72 2,80 Madrugada 0,77 0,32 Madrugada 1,11 0,55 Madrugada 2,02 0,45 10 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 Tabela 4 – Média e desvio padrão dos tempos de cada período (em min) 5.5 Modelo de simulação Obtidos os dados de entrada a serem inseridos no modelo de simulação, reproduziu-se o ambiente industrial em estudo no software Promodel®, de modo que para cada cenário considerado anteriormente fosse possível simular quantas peças poderiam ser produzidas em um turno de oito horas. Vale a pena lembrar que os valores obtidos no simulador não podem ser comparados com a produção real da empresa, pois foram considerados somente os tempos da atividade de soldagem e tal atividade está inserida em um ciclo de produção muito maior, ou seja, a atividade de soldagem não se repete uma após a outra na realidade. O objetivo deste trabalho é estudar os efeitos do trabalho manual na simulação, não sendo necessário recriar o sistema em sua totalidade. O modelo de simulação foi construído de forma a representar os quatro grupos de atividades descritos anteriormente, sendo possível alterar os dados de entrada para representar cada um dos três cenários propostos. Como saída do modelo de simulação, foram coletadas as quantidades de peças produzidas no período de tempo considerado. A figura 4 ilustra o modelo criado. Figura 4 – Modelo de simulação criado no software Promodel 5.6 Análise dos resultados obtidos Conforme descrito nos itens anteriores, cada um dos cenários considerados foi montado em modelos de simulação e foram coletados os dados de saída do software. De posse desses dados foi possível analisar a variação da quantidade de peças produzidas de acordo com diversos critérios. 5.6.1 Cenário 1 No cenário 1, utilizou-se a média nivelada dos tempos para cada grupo de atividades no software e simulou-se a quantidade de peças produzidas em um turno de oito horas. O resultado obtido foi de 61 peças. Neste caso não foi necessário o uso de replicações, uma vez 11 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 que o tempo inserido é determinístico. Este resultado indica somente que, segundo o tempo médio das atividades cronometradas, seria possível produzir 61 peças em um turno de oito horas. Não são levadas em conta possíveis diferenças devido a funcionários com experiências diversas, ou devido à fadiga proporcionada pela atividade. Também não é considerada a variação no ritmo de produção de acordo com o período do dia. Por não levar em conta tais critérios um tanto quanto subjetivos, o resultado do cenário 1 tem a vantagem de representar um valor experimental que não está sujeito a erros causados por má interpretação do sistema. Porém, deve-se tomar cuidado ao utilizar este resultado para a realização de previsões de produção, pois além de não considerar os critérios adotados no cálculo do tempo padrão, este resultado não leva em conta a diferença de produção em períodos distintos ao longo do turno. Portanto, percebe-se que o cenário 1 não é totalmente adequado para a representação da quantidade de unidades produzidas, embora seja muito utilizado por diversas empresas e represente uma boa base de comparação para os cenários seguintes. 5.6.2 Cenário 2 No cenário 2, utilizou-se o tempo padrão de cada grupo de atividades no software, tanto para o turno do dia quanto para o turno da noite, e simulou-se a quantidade de peças produzidas em cada um dos turnos (ambos de oito horas). Para o turno do dia obteve-se o resultado de 44 peças produzidas, e para o turno da noite obteve-se 59 peças. Este resultado demonstra logo de início que pode haver uma diferença significativa entre o ritmo de produção do turno diurno e o do noturno, apresentando indícios de que o biorritmo realmente apresenta influências no desempenho do operário. Além do biorritmo, outros fatores podem ter contribuído para esta diferença, como o fato de que durante o turno do dia, os operários estão trabalhando sob a supervisão de todo o setor administrativo, gerando certa pressão que nem sempre contribui para o desempenho do funcionário. Além disso, durante a noite a poluição sonora e visual é consideravelmente menor, com menor movimentação de pessoas e estoque, facilitando a concentração do funcionário no seu trabalho. Acredita-se que estes fatores, combinados com a influência do biorritmo, contribuíram para que a quantidade de peças produzidas no turno da noite fosse maior do que no turno do dia. O resultado obtido neste cenário também demonstra que os abonos atribuídos no cálculo do tempo padrão proporcionaram a redução da quantidade de peças produzidas se comparado ao cenário 1. Deste modo, é mais seguro realizar a previsão da produção com base nos tempos padrão, pois neste caso estão sendo considerados valores compatíveis com as variações que podem ocorrer de operário para operário e também variações devido à fadiga gerada pela atividade. No próximo cenário serão considerados valores estocásticos. 5.6.3 Cenário 3 No cenário 3, utilizou-se os parâmetros referentes às distribuições estatísticas dos tempos de cada grupo de atividades no software, para cada um dos quatro períodos considerados neste cenário, e simulou-se a quantidade de peças produzidas em cada um dos períodos (quatro horas cada). 12 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 Por se tratar de tempos estocásticos, desta vez programou-se o simulador para rodar 10 replicações do modelo, gerando aleatoriamente as quantidades de peças produzidas, mas seguindo as distribuições que alimentaram o simulador. Os resultados obtidos encontram-se na tabela 5. Replicações 1 2 3 4 5 6 7 8 9 10 Manhã 28 27 26 27 27 28 26 27 26 28 Tarde 26 25 24 25 25 27 24 25 24 25 Noite 38 38 39 40 37 37 38 38 39 38 Madrugada 29 30 30 32 34 30 29 29 29 28 Média 27 25 38,2 30 Desvio Padrão 0,82 0,94 0,92 1,76 Tabela 5 – Número de peças produzidas no cenário 3 Observando estes resultados, nota-se novamente que o turno da noite (noite e madrugada) produziu uma maior quantidade de peças que o turno do dia (manhã e tarde), pelos motivos já citados anteriormente. Pode-se observar também que ao longo de um mesmo turno, há diminuição da quantidade de peças produzidas com o passar do tempo. Acúmulo de fadiga, monotonia e as variações relacionadas com o biorritmo são as possíveis causas para este fenômeno. No turno da noite, a variação da quantidade de peças produzidas foi maior do que no turno do dia. Isto pode estar relacionado com o fato de que as últimas horas do turno da noite são mais desgastantes pois os funcionários começam a ser afetados pelo sono. Os resultados do cenário 3 demonstram que a produção do turno diurno foi inferior ao resultado obtido pelo cenário 1, enquanto que no turno da noite esse fato se inverte. Esta constatação só vem a confirmar que as variações devidas ao biorritmo são consideráveis e podem provocar grandes erros quando desconsideradas. 6. Conclusões O objetivo principal desta pesquisa foi desenvolver uma modelagem do trabalho humano em sistemas de manufatura através da simulação a eventos discretos. Desta forma, foi desenvolvido um modelo de simulação, utilizando-se o software Promodel®, onde o trabalho realizado em uma célula de produção foi modelado, levando-se em conta o trabalho humano. Além disto, foi realizada uma modelagem conceitual do sistema, através do uso de fluxograma. O efeito do biorritmo foi avaliado neste trabalho através da comparação do total produzido 13 XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão Salvador, BA, Brasil, 06 a 09 de outubro de 2009 pela célula de acordo com o turno de trabalho. Três cenários foram elaborados, comparando a análise via média nivelada, tempo padrão e dados estocásticos. Nesta comparação, concluiu-se que existem diferenças significativas nestas abordagens que podem comprometer a decisão do gestor do processo. Observou-se que o turno da noite foi mais produtivo do que o turno do dia, e que o final de cada turno é menos produtivo comparado ao início de cada turno. Estas constatações reforçam a idéia da importância da modelagem do trabalho humano de acordo com seu biorritmo. Consultando especialistas do processo simulado, chegou-se a conclusão de que os funcionários do turno da noite apresentaram um nível de habilidade e esforço superior ao nível dos funcionários do dia. Mesmo realizando esta correção no método do tempo padrão, a produção noturna ainda se manteve em níveis superiores ao turno diurno, demonstrando que esta diferença não pode ser atribuída simplesmente à diferença de perfil de funcionário, mas sim às condições do ambiente de trabalho, noturno e diurno. Conclui-se, assim, que em modelos de simulação, o recurso humano não deve ser tratado estatisticamente da mesma forma que os recursos automatizados. Influências no biorritmo podem apresentar diferenças significativas nas variáveis de saída do modelo, como no caso do total produzido. 7. Agradecimentos Este trabalho faz parte de um projeto de pesquisa do grupo de pesquisa NEAAD (Núcleo de Estudos Avançados para Auxílio à Decisão). É importante também destacar o apoio financeiro da FAPEMIG nesta pesquisa. Referências BAINES, T.; MASON, S.; PEER-OLAF, S.; LADBROOK, J. Humans: the missing link in manufacturing simulation? Simulation Modelling Practice and Theory, v.12, p.515–526, 2004. BERNHARDT, W.; SCHILLING, A. Simulation of group work processes in manufacturing, in: Proceedings of the 1997 Winter Simulation Conference, Atlanta, Georgia, 1997, pp. 888–891. CHWIF, L. Redução de modelos de simulação de eventos discretos na sua concepção: uma abordagem causal. 1999. 151 f. Tese (Doutorado em Engenharia Mecânica) - Escola Politécnica, Universidade de São Paulo, São Paulo, 1999. CHWIF, L.; MEDINA, A.C. Modelagem e Simulação de Eventos Discretos: Teoria e Aplicações. São Paulo: Ed. dos Autores, 2006. 254p. EHRHARDT, L.; HERPER, H.; GEBHARDT, H. Modelling strain of manual work in manufacturing systems, in: Proceedings of the 1994 Winter Simulation Conference, Orlando, Florida, 1994, pp. 1044–1049. FURNHAM, A.; FORDE, L.; FERRARI, K. Personality and work motivation, Personality and Individual Differences 26 (1999) 1035–1043. LAW, A. M.; KELTON, W. D. Simulation modeling and analysis. 3.ed. New York: McGraw-Hill, 2000. 760 p. SILVA, A. V. e COIMBRA, R. R. C. Manual de Tempos e Métodos: Princípios e técnicas do estudo de tempos. Editora Hemus, 1980. TOLEDO JUNIOR, I.F.B. Tempos e Métodos. Série Racionalização Industrial. Editora Itys-Fides Bueno de Toledo Jr. e CIA. LTDA, 1989. 14
Download