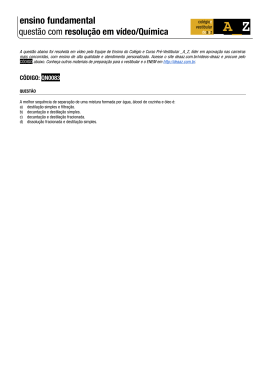
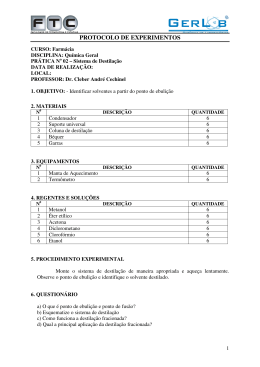
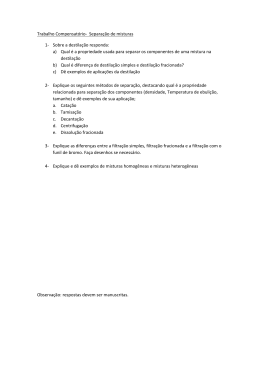
UNIVERSIDADE FEDERAL DE SANTA CATARINA CURSO DE GRADUAÇÃO EM ENGENHARIA QUÍMICA INFERÊNCIAS EM COLUNA DE DESTILAÇÃO MULTICOMPONENTE Alexandre Casagrande Teixeira Florianópolis, Junho de 2003 Monografia Identificação Nome: Alexandre Casagrande Teixeira CPF: 02912488966 Matrícula PRH-ANP/MCT N0: 2001.0450-0 Tipo de Bolsa: Graduação Orientador: Nestor Roqueiro Tema: Inferências em Coluna de Destilação Multicomponente Florianópolis, Junho de 2003. Agradecimentos Aos professores do Departamento de Engenharia Química. À Agência Nacional do Petróleo – ANP Aos meus colegas de trabalho do Laboratório de Controle de Processos Aos professores Nestor Roqueiro e Ricardo Antonio Francisco Machado À doutoranda Ana Paula Meneguelo E em especial à minha família Resumo Destilação é uma das mais importantes operações unitárias de transferência de calor e massa principalmente na indústria de petróleo e gás na etapa de refino. A coluna de destilação é o equipamento destinado a realização de tal operação unitária de transferência de calor e massa. A composição dos produtos de uma coluna de destilação é uma das principais variáveis do processo e sua determinação um tanto quanto complexa e demorada. Inferência é a determinação de uma variável difícil de mensurar a partir de outras facilmente mensuráveis. A aplicação da inferência tem como objetivo minimizar a dificuldade encontrada em determinar a composição dos produtos e assim facilitar a aquisição destes dados. Assim nosso trabalho consistiu na modelagem da coluna de destilação e no desenvolvimento de um modelo de inferência de composição através de medidas de temperatura. Abstract Distillation is one the most important unit operation of heat and mass transfer especially on petroleum industry at refine stage. Distillation column is the equipment destined for this unit operation execution of heat and mass transfer. The composition of distillation column products is one of the most important variables of the process and its determination is a little complex and slow. Inference is the determination of a hard variable to measure starting from other variables easily measurable. The interference application has the objective to minimize the difficult on determine the products composition and to facilitate these data acquisition. Our work was condensed on modeling the distillation column and to develop an inferential model of composition by measured temperatures. Simbologia Simbolo Descrição Unidade x Fração molar - P Pressão Pa T Temperatura K q Quantidade de calor trocada kJ/s ∆H Variação de entalpia KJ/kg ∆S Variação de entropia KJ/kgK C Constante de Henry - N Número de componentes - f Coeficiente de fugacidade - ϕ Coeficiente de atividade - P1sat Pressão de saturação Pa L Vazão de líquido no prato teórico Kg/s V Vazão de vapor no prato teórico Kg/s K Razão de equilíbrio líquido- - vapor Capítulo 1: Introdução 1.1 Modelagem da coluna de destilação Coluna de destilação é um dos equipamentos de separação mais empregados na indústria química e petroquímica. Apesar da sua larga utilização, deve ser maior a atenção dispensada ao sistema de controle de colunas de destilação, pois na maioria das indústrias de transformação, 80% do custo operacional energético é devido a essa operação unitária. Outras vezes a coluna é o equipamento que dificulta o aumento da produção. Por exemplo, a quantidade de calor que é transferida pelo refervedor e pelo condensador, a composição da carga, a razão de refluxo, são parâmetros que influenciam na operação ótima da coluna. Uma das formas de solucionar esse problema passa pelo aperfeiçoamento do sistema de controle. Segundo Foust (1999) a destilação é uma operação de separação pela diferença de volatilidade que envolve uma grande quantidade de energia. Trata-se então de uma operação de transferência de calor e massa, e as operações de transferência de calor e massa são um conjunto de técnicas e de equipamentos destinados à separação de um ou mais componentes de uma mistura ou solução. O projeto de uma coluna de destilação é assunto de pesquisa e discussão em muitas instituições de ensino e empresas privadas em todo o mundo. O dimensionamento da coluna avalia seus aspectos construtivos como altura, diâmetro, número de estágios, fluidodinâmica das fases, além de cálculos termodinâmicos e de transferência de massa. O projeto de uma coluna de destilação é baseado no ponto de ebulição e na composição dos componentes da mistura a ser separada. Desta forma, as características da coluna são determinadas pelas relações de equilíbrio líquido-vapor da mistura, pois a concentração de vapor de um componente depende de sua concentração no líquido, da pressão e também da concentração dos outros componentes. Conseqüentemente grande parte da pesquisa da dinâmica, estabilidade e controle de coluna de destilação fundamentam-se em dados termodinâmicos do processo. O desenvolvimento do modelo da coluna auxiliou no entendimento dos fenômenos que ocorrem no processo de destilação e no conhecimento das variáveis relevantes do processo. 1.2 Modelo de Inferência A composição das correntes é uma propriedade dificilmente mensurável, ao contrário das temperaturas, vazões e pressões. Classicamente opta-se pelo controle de temperatura da coluna, procurando-se manter as temperaturas de um dado estágio de topo e de outro de fundo dento certas faixas de variação. Para uma destilação que não seja binária, a temperatura constante não garante composição estacionária nas correntes de saída, apenas estima o grau de pureza cuja precisão é insuficiente. É neste ponto onde é aplicada a inferência, ou seja, determinação de uma variável difícil de mensurar a partir de outras facilmente mensuráveis. A composição se enquadra perfeitamente na variável dificilmente mensurável. Esta geralmente é determinada através de cromatografia, análise demorada onde os resultados são obtidos em aproximadamente quinze minutos. Um controle utilizando um cromatógrafo torna-se muitas vezes inviável, pois o tempo entre a aquisição do dado e a ação de controle é muito grande. Demora-se muito para se perceber a perturbação Assim, quando a ação de controle for implementada, o estado do sistema poderá ser completamente diferente. Assim, a inferência da composição através da temperatura vem sendo muito estudada. A medida da temperatura é rápida, desta forma pode-se perceber a perturbação ocorrida na carga mais rapidamente. Conseqüentemente a ação de controle sob o sistema também será mais rápida. No caso visto que a medida da temperatura dos produtos na coluna de destilação é uma medida rápida. Assim a ação do controlador é mais rápida. O trabalho fundamenta-se na importância do processo de destilação e conseqüentemente nas melhorias que um modelo de inferência pode trazer a unidade. 1.3 Estudos Preliminares Para o desenvolvimento do trabalho algumas etapas preliminares foram alcançadas. Inicialmente realizou-se uma revisão bibliográfica com respeito à modelagem de coluna de destilação e modelos de inferência. Capítulo 2: Destilação Neste capítulo será apresentado alguns itens importantes na seleção de um processo de separação e nos conceitos fundamentais para o entendimento do processo de destilação. Para obter um melhor desempenho e redução dos custos de operação de uma coluna é extremamente necessário o conhecimento dos princípios de destilação. Desta forma, a dinâmica, o controle e conseqüentemente a estabilidade da coluna de destilação são os pontos de maior atenção da comunidade pesquisadora. 2.1 Seleção de um processo de separação Os processos de separação pelo equilíbrio entre fases fluidas englobam as operações de destilação, extração líquido-líquido e absorção. Para a seleção do processo mais adequado para um determinado projeto, é necessária a análise dos seguintes itens: • viabilidade * técnica: capacidade do processo em realizar a separação * operacional: condições externas de T e P que deverão ser evitadas • Valor do produto x quantidade processada • sensibilidade do produto * degradação térmica * oxidação * contaminação • características das misturas a processar * pressão de vapor * solubilidade * ∆H vaporização * tensão superficial * viscosidade * polaridade * tamanho de partículas * tempo de ebulição * tempo de fusão • avaliação global Enfim, a seleção final dependerá de considerações econômicas globais que levam em conta a perda de solventes, o custo do tratamento de efluentes, mão de obra, manutenção, a pureza desejada para o produto, etc. Embora a destilação seja uma das operações mais utilizadas, principalmente devido à facilidade de instrumentação e de controle automático, o baixo custo de mão de obra, a existência de equipamentos padrão, o que gera um investimento menor, o grande número de trabalhos publicados em literatura aberta, o que gera um conhecimento razoavelmente profundo sobre o assunto, a destilação muitas vezes pode não ser a melhor alternativa. Algumas das situações onde sua utilização requer atenção tem-se a utilização de produtos termolábeis (substâncias que são destruídas ou perdem suas propriedades em baixas temperaturas), a necessidade de condições extremas de T e P e volatilidade muito próximas. 2.2 Os Conceitos Segundo Foust (1999) a destilação é uma separação pela diferença de volatilidade que envolve uma grande quantidade de energia. Embora a principio possa parecer uma operação simples e de fácil definição “separação pela diferença de volatilidade” não se pode esquecer de que existe em cada fase, uma resistência associada ao movimento do soluto, a qual, numericamente relaciona-se com o inverso do coeficiente de transferência de massa, e entre as duas fases existe uma interface. O que governa esta interface é o equilíbrio termodinâmico, e este equilíbrio é peça fundamental para a transferência de massa entre as fases, já que delimita regiões de transporte. Trata-se então de uma operação de transferência de massa, e as operações de transferência de massa são um conjunto de técnicas e de equipamentos destinados à separação de um ou mais componentes de uma mistura ou solução. O conhecimento dessas operações, por sua vez, está intimamente relacionado à concepção de um projeto de processos. Neste, além das operações, está incluído o dimensionamento do equipamento no qual ocorrerá o fenômeno de separação. Uma pequena descrição dos tipos de destilação é apresentado abaixo: • destilação de equilíbrio Leva-se o líquido a uma temperatura intermediária entre o início e o fim da ebulição, deixando que a fase vapor formada, alcance o equilíbrio com a fase líquida àquela temperatura. • destilação diferencial ou aberta Aquecendo-se uma mistura líquida até sua temperatura de ebulição e retirando continuamente os vapores produzidos; a medida que transcorre a operação o líquido se empobrece em componentes mais voláteis, elevando-se continuamente a temperatura de ebulição da mistura; da mesma forma os vapores produzidos são cada vez mais pobres em componentes mais voláteis, e sua temperatura de condensação aumenta continuamente. • destilação multicomponente Utiliza relações de equilíbrio, balanço de massa e de entalpia. A concentração de equilíbrio de vapor de um componente depende não apenas da sua concentração no líquido e da pressão, mas também da concentração de todos os outros componentes no líquido. Por isso, é necessário dispor de dados sobre as relações de equilíbrio de um componente em função das variações de composição de todos os outros componentes. Em uma destilação binária, a especificação da composição e da recuperação de um componente em uma extremidade de uma coluna, a razão de refluxo e a localização do estágio de carga definem o sistema. Na multicomponente, as mesmas especificações também definem o sistema, mas, as composições completas em cada extremidade da coluna não são conhecidas. Para que se façam os cálculos estágio a estágio, a fim de se determinar o número necessário de estágios para uma dada recuperação, é necessário admitir uma hipótese sobre as composições completas do destilado e do produto de cauda e depois fazer os cálculos, estágio a estágio no sentido da carga. Os cálculos estágio a estágio são baseados nos cálculos de ponto de bolha e de ponto de orvalho acoplados aos balanços de massa em cada estágio. Ponto de Bolha 1= N i =1 zi K i x i = zi yi = x i K i Pbolha = N i =1 z i PiSat Ponto de Orvalho 1= N i =1 xi = zi Ki zi Ki Porvalho = N i =1 zi PiSat −1 A temperatura e a relação líquido-vapor da alimentação podem ajustarse para qualquer composição total dada de modo que a entalpia total da alimentação que entra é igual às entalpias combinadas do produto líquido de cabeça e da cauda, assim, para 1 mol de alimentação: HF = ZF*HD+(1-ZF)*HB onde ZF é a fração molar do componente mais volátil na alimentação combinada. Coluna adiabática q=qB=-qD Aumento de entropia no líquido utilizado na condensação –q/TD Perda de entropia do fluido usado na ebulição: q/TB O aumento líquido de entropia dos dois meios permutadores de calor é: ∆S = q * 1 1 − TD TB Pode-se assegurar teoricamente uma maior economia de calor por um fornecimento progressivo de calor ao longo de todo o comprimento da coluna abaixo do prato de alimentação ao invés de fornecer apenas ao refervedor e pela retirada progressiva de calor ao longo da coluna acima do prato de alimentação, em vez de retirar apenas do condensador do alto da coluna. Em tais circunstâncias, a linha operatória pode teoricamente fazer-se coincidir completamente com a linha de equilíbrio e conduzir a uma redução da carga térmica àquela que é exigida pela separação reversível. Resumidamente, o processo de destilação é realizado de duas formas distintas: 1) Processo continuo: a mistura entra e os produtos da destilação saem continuamente 2) Processo em batelada: a mistura é colocada de uma única vez. É feita a destilação e os produtos são retirados. Direcionada nossa atenção para colunas de destilação da industria do petróleo, o processo continuo é o mais importante. A destilação ocorre com a transferência de calor e massa e a separação dos componentes da fase liquida através de sua vaporização parcial ocorre nos chamados pratos da coluna. Esses pratos são seções horizontais, uma espécie de bandeja, de onde os vapores produzidos são normalmente mais ricos nos componentes mais voláteis do que no líquido, o que possibilita a separação. Um esquema de uma coluna típica é apresentado abaixo: Figura 01 – Esquema simplificado da coluna de destilação O refervedor gera vapor, que é mais rico no componente mais volátil, que sobe pela coluna. Esse vapor entra em contato com o liquido do prato se enriquecendo ainda mais, sendo purificado à medida que sobe pela coluna. A destilação fracionada como é chamada, é considerada uma sucessiva destilação simples onde o liquido evapora e é condensado. A coluna deve ter o número de pratos suficientes para que o vapor que chega ao topo tenha composição adequada para formar o destilado especificado no condensador instalado no topo da coluna. Uma parte do condensado retorna a coluna constituindo o refluxo (reflux) e o restante é retirado como produto de topo. A coluna é dividida ainda em duas seções: 1) seção de retificação – localizada acima do ponto de alimentação, que visa enriquecer o vapor; 2) 2) seção de stripping – localizada abaixo do ponto de alimentação que visa o empobrecimento do liquido que vai sair pela base da coluna. 2.3 Aplicação da Termodinâmica 2.3.1 Alguns diagramas importantes Diagramas de ebulição Apresenta-se a composição da mistura líquida com a temperatura de ebulição a pressão constante. Diagramas de pressão de vapor Nestes diagramas se representam as composições das misturas frente à pressão parcial de vapor de cada componente, a uma temperatura determinada. São representadas também nestes diagramas as pressões totais como soma das pressões parciais exercidas por cada componente. Diagramas de equilíbrio São representadas as composições do líquido frente a do vapor em equilíbrio, a pressão total constante. 2.3.2 Desvios da idealidade Para a maior parte das misturas a pressão total obtida para uma dada temperatura é a diferença da prevista pela lei de Raoult. Lei de Raoult PA = xA*PA PB = xB*PB = (1-xA)*PB É muito mais comum os desvios positivos, quando a pressão total é maior que a prevista pela lei de Raoult, que os desvios negativos. Figura 02 - Gráficos de Desvio da Idealidade. • Nas dissoluções muito concentradas o comportamento se aproxima muito da lei de Raoult • Em misturas muito diluídas e para o comportamento que se encontra em menor proporção, pode-se aplicar a lei de Henry. PA=C*xA A pressão de um componente no vapor é proporcional a sua concentração no líquido. 2.3.3 Equilíbrio Líquido-vapor Os dados do ELV (P, T, x, y, V/F) podem ser medidos, mas a determinação experimental é complexa mesmo para sistemas binários. A termodinâmica fornece a formulação matemática para que o equilíbrio de fases possa ser analisado por meio de cálculos. Mas os dados experimentais continuam sendo necessários. Supondo um problema fundamental: sistema com N componentes, sem a ocorrência de reações químicas. Variáveis da regra das fases: T, P, 2(N-1) frações molares Nº de variáveis=2+2N-2 Pela regra das fases, com π = 2; F=N, isso indica que, das 2N variáveis apenas N são independentes. Se N variáveis forem especificadas, as outras N podem ser determinadas pela resolução do sistema de N equações de equilíbrio do tipo: f̂ iL = f̂ iV i = 1, 2, ....N A fase vapor normalmente é descrita em termos do coeficiente de fugacidade, então f̂ iV: = ϕˆ iV y i P . A fase líquida pode ser descrita em termos do coeficiente de fugacidade, ou em termos do coeficiente de atividade: f̂ iL = ϕˆ iL x i P ou f̂ iL = x i γ i f i0 , onde f i0 = Pisat ϕ isat A equação da isofugacidade fica, então: f̂ iV = f̂ iL ϕˆ iV y i P = ϕˆ iL x i P Abordagem “ϕ ϕ” é aplicável a misturas bem comportadas, apolares. Por exemplo, as misturas de hidrocarbonetos (petróleo, frações de petróleo e gases associados). Os coeficientes de fugacidade são calculados, tanto no líquido como no vapor por equações de estado. As pressões de saturação, pela equação de Antoine (ou similar): PiSat A2 ln = A1 − P T + A3 onde A1, A2 e A3 constantes da equação de Antoine. Os coeficientes de atividade por modelos para a energia livre de Gibbs em excesso (GE); Margules, NRTL, (Uniquac etc) [7]. Estes modelos incluem parâmetros de interação binária que devem ser determinados a partir de dados experimentais. Esses parâmetros são obtidos a partir de um cálculo de otimização dos dados experimentais, utilizando a abordagem γϕ (representa a fugacidade da fase líquida utilizando o coeficiente de atividade e uma fugacidade de referência) para representar as fugacidades, e o modelo de GE para o qual se deseja obter os parâmetros. Sendo assim, pode-se efetuar uma simplificação na equação da isofugacidade e jogar toda a não idealidade nos coeficientes de atividade. A simplificação que normalmente é feita é: sat ϕˆ iv = ϕ sat I o que resulta em: y i ⋅ P = x i ⋅ γ i ⋅ Pi A lei de Raoult (como já citada) é obtida considerando-se a fase líquida como uma solução ideal (γ=1), e obtêm-se: y i P = x i Pisat Pisat yi = x i P Essa lei se aplica a uma solução líquida ideal em equilíbrio com um vapor que é um gás ideal. A maioria dos sistemas não segue a lei de Raoult, e são descritos em termos dos desvios em relação à lei de Raoult. Numa dada temperatura, P1sat e P2sat são constantes e a curva P contra xi da lei de Raoult é uma reta. Os desvios em relação à lei de Raoult podem ser observados no diagrama P-x-y, desenhando-se simultaneamente a curva de equilíbrio experimental ou calculada e a reta P-x1 da lei de Raoult. Os desvios são chamados de positivos, quando as pressões de equilíbrio estão acima da pressão de Raoult e, negativos quando acontece o inverso. 2.3.4 Diagramas de fase de sistemas miscíveis Podem ser determinados experimentalmente ou através de cálculos. Convenção: Componente 1 é sempre o mais volátil, ou seja, menor temperatura de ebulição e maior pressão de vapor. Figura 03 – Diagramas Temperatura vs Composição e Pressão vs Composição Capítulo 3: Controle de Coluna de Destilação Quando o assunto é otimização, supervisão e controle de processos, a industria petroquímica é a que mais investe e que sempre está à frente das outras industrias, devido a sua grande complexidade e a quantidade de volume processado. A implantação de um sistema de controle requer, necessariamente, a otimização da planta de produção. Não faz sentido supervisionar e controlar processos pouco eficientes, investindo em tecnologias e equipamentos que na maioria das vezes apresenta custo elevado. Após a etapa de otimização define-se a estratégia de controle a ser implementada. Nesta etapa são especificadas as variáveis a serem controladas, as variáveis a serem manipuladas e toda a instrumentação necessária (sensores, válvulas, etc). Os modelos matemáticos são ferramentas preciosas na análise e no controle de processos, através da simulação, e, portanto com conhecimento de um modelo do processo, é possível analisar o seu comportamento para diferentes condições de operação. Cabe salientar que esta forma de análise é mais rápida e segura do que realizar testes em uma planta real. Os objetivos do controle de processo na operação de unidade industrial são: 1) suprimir a influencia das perturbações; 2) estabilizar o estado operacional de um processo; e 3) otimizar o desempenho de um processo. Em um processo o sistema de controle é a entidade responsável pela monitoração das saídas, pela tomada de decisões sobre qual a melhor entrada a ser manipulada para que seja obtida o comportamento desejado para a variável de saída e pela implementação efetiva destas decisões no processo. 3.1 Configuração de um sistema de controle Dependendo da estrutura primária da tomada de decisão em relação a aquisição da informação e implementação final da decisão, um sistema de controle pode ser configurado de diferentes maneiras. As duas configurações mais comuns são: o controle com retroalimentação (controle “feedback”) e o controle antecipativo (controle “feedforward”). Uma malha de controle consiste, basicamente, de quatro componentes: 1) elemento de medida; 2) controlador; 3) elemento final de controle; 4) processo a ser controlado. Os tipos de sistemas de controle podem ser divididos em: controle manual e controle automático. Os sistemas de controle automático clássicos podem ser classificados em quatro tipos principais: 1) Controlador de duas posições, também chamado de ON/OFF; 2) Controlador proporcional (P); 3) Controlador proporcional-integral (PI); 4) Controlador proporcional-integrativo-derivativo (PID); Capítulo 4 – Software Utilizado – hysys O software hysys consiste num programa destinado a simulação de vários processos químicos. O programa permite ao usuário montar a planta do processo a qual se quer estudar e simular sua operação nas condições desejadas. O software simula as operações apenas para o estado estacionário. Abaixo apresenta-se as interfaces gráficas do software. Figura 04 – Janela Principal Figura 05 – Entrada dos dados de alimentação Figura 06 – Entrada dos parâmetros de operação da coluna. Capítulo 5: Revisão Bibliográfica [Devido ao grau de importância do estudo de inferência, muitos trabalhos já foram publicados na comunidade científica. Pode-se citar em controle de coluna de destilação, Joseph e Brosilow (1978). Estes autores utilizaram uma combinação linear de temperatura e razões de fluxo para estimar a composição dos produtos. Yu e Luyben (1984) propuseram um controle múltiplo de temperatura onde medidas distintas de temperatura foram escolhidas para detectar mudanças dos componentes na alimentação. Avaliaram tanto no estado estacionário quanto no transiente e os resultados mostraram uma ótima eficiência de seu sistema de controle. O projeto de uma coluna de destilação é baseado no ponto de ebulição e na composição dos componentes da mistura a ser separada. Desta forma as características da coluna são determinadas pelas relações de equilíbrio líquidovapor da mistura, pois a concentração de vapor de um componente depende de sua concentração no líquido, da pressão e também da concentração dos outros componentes. Conseqüentemente grande parte da pesquisa da dinâmica, estabilidade e controle da coluna fundamentam-se em dados termodinâmicos do processo. Para determinar o número necessário de estágios para uma dada recuperação é necessário admitir hipóteses sobre as composições completas do destilado e do produto de fundo, haja vista que essas composições não são conhecidas. Os cálculos estágio a estágio são baseados nos cálculos de ponto de bolha e de orvalho juntamente aos balanços de massa em cada estágio, conforme citado anteriormente. A resolução destes problemas pode ser feita utilizando métodos gráficos, porém mesmo para misturas binárias esta resolução dos problemas tem sido realizada através de métodos matemáticos mais sofisticados. Mesmo assim o método gráfico possibilita um melhor entendimento da separação binária, para então passar ao estudo de misturas multicomponente. O balanço de massa ao redor do estágio n+1. As correntes Ln+1 e Vn-1 entram no estágio, enquanto as correntes Ln e Vn saem do estágio. Ln+1 Vn Vn-1 No estado estacionário temos: Ln Ln+1xn+1 + Vn-1yn-1 = Vnyn + Lnxn Em virtude da destilação envolver vaporização e condensação da mistura, é requerida grande quantidade de energia representando o maior percentual do consumo global de energia de uma planta. Um dos objetivos principais é a redução da taxa de perda de energia e conseqüentemente um aumento no rendimento do processo. Um método efetivo de redução de energia é o aquecimento e resfriamento lateral. Pradubsripetch et al (1994) propôs um método de análise de energia para sistemas de destilação multicomponente com o objetivo de identificar as regiões de aquecimento e resfriamento para facilitar a aplicação de novas tecnologias direcionadas a reduzir as perdas de calor e energia da coluna. Com este método é possível determinar localizações apropriadas para a instalação de trocadores de calor intermediários. Um outro ponto crítico e muito discutido é o controle de uma coluna de destilação. Várias maneiras e métodos vêm sendo apresentados para a aplicação de sistemas de controle. Skogestad (1997) realizou uma pesquisa critica de trabalhos publicados sobre dinâmica e controle de coluna de destilação. Concluiu que nos últimos anos a sociedade cientifica obteve resultados significantes. Esses resultados incluem colunas multicomponentes, instabilidade em colunas simples, geralmente binária com termodinâmica ideal, a compreensão da diferença entre várias configurações de controle e a transformação sistemática entre estes. Um outro ponto é o uso de estimadores de regressão simples para calcular composição através da medida de temperaturas, e um entendimento do comportamento dinâmico de colunas de destilação que incluem um entendimento melhor da diferença entre fluxo interno e externo. Além disso, houve avanços significativos para casos de misturas de equilíbrio termodinâmico complexo. Estes incluem o comportamento e controle de colunas de destilação azeotrópica, e a possível dinâmica complexa de misturas não ideal. Classicamente opta-se pelo controle de temperatura da coluna, procurando-se manter as temperaturas de um dado estágio de topo e de outro de fundo dento certas faixas de variação. Para uma destilação que não seja binária, a temperatura constante não garante composição constante nas correntes de saída, apenas estima o grau de pureza cuja precisão é insuficiente. É neste ponto onde é aplicada a inferência, ou seja, determinação de uma variável difícil de mensurar a partir de outras facilmente mensuráveis. A composição se enquadra perfeitamente na variável dificilmente mensurável. Esta geralmente é determinada através de cromatografia, cujo tempo de resposta é em torno de quinze minutos. Um controle utilizando um cromatógrafo torna-se muitas vezes inviável, pois o tempo entre a aquisição do dado e a ação de controle é muito grande. Assim, quando a ação de controle for dada, o estado do sistema poderá ser completamente diferente. Assim a inferência da composição através da temperatura vem sendo muito estudada, visto que a medida da temperatura dos produtos na coluna de destilação é uma medida muito rápida. Este trabalho fundamenta-se no trabalho desenvolvido por Joseph e Brosilow (1978), porém usando uma combinação linear entre temperatura e razões de fluxo para estimar a composição dos produtos. A partir das relações matemáticas apresentadas por estes pesquisadores será desenvolvido um modelo de inferência. Este modelo utilizará um pacote computacional de destilação multicomponente como sub-rotina para o programa principal. A validação deste modelo será obtida com a aplicação de dados obtidos de simulações de destilação realizadas no simulador Hysys. Capítulo 6: Desenvolvimento e Resultados 6.1 Equacionamento Joseph e Brosilow (1978), usaram uma combinação linear de temperatura e razões de fluxo para estimar a composição dos produtos. O modelo linearizado parte do princípio de que há uma relação linear (ou que pode ser bem aproximada como linear) entre as variáveis dependentes não-medidas e as variáveis independentes. Seja, portanto y o vetor coluna que representa a fração molar de impureza no topo e no fundo. A relação linear entre y e as variáveis independentes (composição da carga) u e as variáveis independente medida (pressão do condensador, vazão de refluxo, vazão de vapor para o refervedor) m é dada por: Y = BT.u + C.m (1) Da mesma forma, temos para o vetor coluna de temperaturas que: θ = AT.u + P.m (II) Fazendo θ - P.m = AT.u A.( θ - P.m) = A.AT.u (A.AT)-1.A.( θ - P.m) = u Substituindo a expressão resultante de u em (I) vem Y = BT.(A.AT)-1.A.( θ - P.m) + C.m Y = GT.( θ - P.m) + C.m onde G = (A.AT)-1.AT.B Y = D. θ + E.m onde D = GT E = C – GT.P Vemos que é possível escrever y em função apenas de variáveis medidas, θ e m. As matrizes A, B, C e P são determinadas a partir de regressão linear de dados experimentais. Segundo a literatura, a obtenção por regressão destas matrizes ao invés de utilizar regressão direta para chegar a D e E é mais vantajosa. O controle indireto da composição usado na coluna é baseado na seleção de temperaturas de alguns pratos da coluna que promovam uma boa inferência para o controle da qualidade dos produtos para diferentes condições de alimentação. Isso é baseado no perfil de temperatura da coluna com diferentes composições de alimentação, fixando a qualidade do topo e da base e mudando as variáveis manipuladas. O conjunto de dados simulados foram gerados na coluna de destilação(depropanizadora) montada no simulador Hysys, com trinta pratos teóricos e como modelo termodinâmico a equação de Peng-Robinson. A carga continha os seguintes compostos: metano, etano, propano, propeno, isobutano, n-butano, 1-buteno, isobuteno, trans,2-buteno, cis,2buteno, 1,3-butadieno e n-pentano. O conjunto de dados foi gerado com perturbações na carga em torno do ponto de operação. Componente Fração Fração Molar Fração Fração Fração Molar (Perturbação) Molar (I) (II) Molar (III) Molar (IV) (V) Metano 0.00045 0.000438 0.0004 0.000386 0.000368 Etano 0.001351 0.001315 0.0012 0.00157 0.001104 Propano 0.143983 0.143983 0.1279 0.123367 0.11768 i-Butano 0.141619 0.137848 0.1258 0.121342 0.115748 n-Butano 0.055724 0.054241 0.0495 0.047746 0.045548 n-Pentano 0.003602 0.003506 0.0032 0.003087 0.002944 Propeno 0.324553 0.342537 0.3709 0.393194 0.421170 1-Buteno 0.075538 0.073526 0.0671 0.064722 0.061738 Cis- Buteno 0.030170 0.029367 0.0559 0.053919 0.051433 Trans-Buteno 0.090960 0.088538 0.0808 0.077937 0.074343 i-buteno 0.126534 0.123165 0.1124 0.108417 0.103418 1,3-Butadieno 0.005516 0.005369 0.0049 0.004726 0.004508 Tabela 01 – Composição da Carga para as cinco perturbações na alimentação. Variável/Perturbação I II III IV V Pressão 170,7 170.7 170.7 170.7 170.7 1.03e3 1.04e3 1.05e3 1.05e3 1.07e3 876 878 876 878 880 199.13 200 201.4 202.2 203.0 Condens.(psia) Vazão Refluxo(Kgmol/h) Vazão Vapor Refer. (kgmol/h) Vazão Carga (kgmol/h) Tabela 02 – Condições de Operação para cada perturbação. A partir de dados tirados da literatura para a composição da carga, foram realizadas perturbações na alimentação, aumentando e diminuindo os valores da fração molar do propeno, que era o composto de maior composição na mistura. Analisando os perfis de temperatura na coluna, observou-se que alguns pratos apresentavam maior variação de temperatura quando se perturbava a composição da carga. Desta forma deve-se estudar quais pratos mais sensíveis, classificando-os para o uso no desenvolvimento da inferência. 6.2 Escolha das temperaturas O vetor de temperaturas θ utilizado nos cálculos descritos acima não abrangerá as temperaturas de todos os pratos da coluna. A utilização de todas as temperaturas disponíveis não é recomendável, por originar geralmente uma matriz mal-condicionada e uma inferência conseqüentemente muito sensível a erros de modelagem. Na prática existe um conjunto ótimo de temperaturas para o modelo; acrescentar mais temperaturas a tal conjunto não aumenta a precisão em relação aos dados experimentais a ponto de compensar a perda de capacidade de predição e extrapolação, retirar alguma temperatura deste conjunto leva a uma precisão insatisfatória. A precisão do modelo obtido deverá ser avaliada pelo erro projetado, e o condicionamento da matriz A pelo número de condição ou de condicionamento. A definição destes dois critérios é a seguinte: Número de Condição: Erro projetado: max .autovalor (A T A ) min .autovalor (A T A ) A.G − B B x100 O que se deseja é obter o conjunto de temperaturas que forneça o menor erro projetado e o menor número de condição. Quanto menor o conjunto, menor será o número de condição, mas em compensação maior será o erro projetado. A literatura recomenda que o número de condição seja sempre inferior a 100(cem). Capítulo 7: Conclusões Durante todo o desenvolvimento pudemos observar e concluir que a etapa de destilação de uma forma geral e na indústria de petróleo é uma das áreas mais pesquisada na engenharia química. O estudo de destilação envolve conceitos muito importantes de diversos assuntos que compõe a engenharia química, como termodinâmica, transferência de calor, transferência de massa, controle de processos, métodos numéricos para resolução e programação, conceitos esses, que foram adquiridos na graduação durante a realização do trabalho. Este foi de grande importância, pois foi possível visualizar a aplicação dos fundamentos teóricos que estão sendo adquiridos em sala de aula. O trabalho como um todo foi uma oportunidade única em virtude da quantidade de conhecimento adquirido. A indústria do petróleo desde a sua descoberta até a refinaria envolve um grande número de profissionais: geólogos de petróleo, paleontólogos, estratígrafos, sedimentólogos, químicos, geoquímicos, geofísicos, engenheiros mecânicos, elétricos, químicos, de minas, de perfuração, responsáveis por cada etapa específica. O petróleo é uma industria que movimenta muito a economia mundial e cabe a nós o esforço e o empenho no aperfeiçoamento das técnicas existentes. Capítulo 8 – Trabalhos futuros Um modelo de inferência não-linear poderá ser estudado, e os resultados dos dois modelos poderão ser confrontados, avaliando a eficiência dos mesmos. Bibliografia: [1] Foust, A.S. ; Wenzel, L.A.; Clump, C.W.; Maus, L.; Andersen, L.B. “ Princípios das Operações Unitárias” 2ª. Edição, Guanabara Dois, 1982. [2] Joseph, B.;Brosilow, C.B.”Inferential Control of Process” AIChE Journal, Vol.24 No 3, 1978. [3] Láng, P.; Szalmás G.; Chikány, G.; Kemény, S. “Modelling of crude distillation column” Computer Chem. Eng., vol.15, nº2, 133-139, 1991 [4] Luyben, W.L.” Process Modeling, Simulation and Conrol for Chemical Enginers, 2th Ed., McGraw-Hill,1990. [5] Perry, J.H.; Chemical Engineer Handbook, 4th Ed, McGraw-Hill Book Company, 1963. [6] Seborg, D.E.; Edgar, T.F.; Mellichamp, D.A. “Process Dynamics and Control” Wiley series in chemical engineering, 1989. [7] Smith, J. M.; Van Ness, H. C. “Introduction to chemical engineering thermodynamics”. 4th ed. New York: McGraw-Hill [8] Stephanopoulos, G. “Chemical Process Control –An introduction to theory and practice, PTR Prentice Hall International Series in the Physical and Chemical Engineering Sciences. [9] Thomas, J. E. “ Fundamentos de Engenharia de Petróleo” Editora Interciência, Rio de Janeiro, 2001. _______________________________________ Alexandre Casagrande Teixeira
Baixar