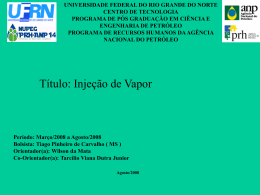
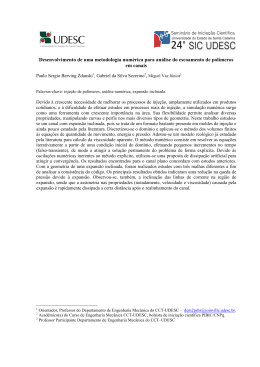
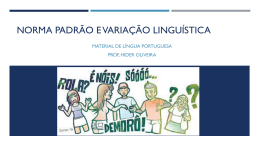
Manual de Moldagem ™ TRH 30 ® DuPont Hytrel Elastômero Termoplástico de Engenharia Manual de Moldagem por Injeção ® Marca Registrada da DuPont Índice Moldagem por Injeção do HYTREL ® Moldagem por Injeção do HYTREL®................................................. 2 Os diferentes grades da família de elastômeros termoplásticos de engenharia HYTREL® oferecem uma ampla gama de propriedades, além de uma fácil processabilidade. Peças em HYTREL® podem ser fabricadas por processos convencionais de moldagem por injeção, extrusão, sopro e rotomoldagem. As operações pós-processamento podem incluir termoformagem, soldagem, colagem, usinagem ou pintura. Precauções no manuseio.................................................................. 2 Informações gerais........................................................................... Descrição do produto................................................................. Linha de produtos...................................................................... Propriedades do fundido............................................................ 3 3 3 3 Propriedades térmicas...................................................................... 6 Manuseio do material....................................................................... Secagem.................................................................................... Purga.......................................................................................... Uso de moído............................................................................. 7 7 8 8 Equipamento de moldagem.............................................................. 8 Rosca......................................................................................... 8 Bico de Injeção.......................................................................... 8 Condições de moldagem.................................................................. 9 Temperatura do fundido............................................................. 9 Perfil de temperatura do cilindro.............................................. 9 Temperatura do bico.................................................................. 9 Temperatura do molde............................................................... 10 Velocidade de injeção................................................................ 10 Pressão de injeção e de recalque................................................10 Tempo de recalque..................................................................... 11 Velocidade de rotação da rosca/contrapressão........................... 11 Tempo de resfriamento.............................................................. 11 Projeto do molde.............................................................................. 11 Materiais de construção............................................................. 11 Acabamento da cavidade .......................................................... 11 Bucha de injeção........................................................................ 11 Canais de distribuição............................................................... 11 Pontos de injeção ...................................................................... 11 Saídas de Gases..........................................................................12 Contrasaídas............................................................................. 12 Extração das peças ....................................................................12 Contração de moldagem e contração pós-moldagem ..................... 13 Contração pós-moldagem................................................................ 14 Guia p/ solução de problemas na moldagem por injeção................ 14 2 Este manual apresenta instruções detalhadas para a moldagem do HYTREL®. Revisamos aqui os tipos de equipamentos, bem como as condições de processo necessárias para obter peças de alta qualidade e alta produtividade. Precauções no manuseio Todas as práticas de segurança normalmente adotadas no manuseio e no processamento de polímeros termoplásticos devem ser aplicadas para o elastômero termoplástico HYTREL®. Este material não apresenta riscos em condições normais de transporte e armazenagem. Durante o processamento, se as temperaturas e o tempo de residência superam excessivamente os valores recomendados, o HYTREL® pode se decompor, formando produtos gasosos. Dentre os riscos potenciais gerados por esses produtos da decomposição, temos: explosão e refluxo de material fundido pelo funil, incêndio e exposição a vapores tóxicos (principalmente o tetrahidrofurano). Como ocorre com todos os termoplásticos, queimaduras resultantes do contato com o polímero fundido são um risco potencial. Antes de processar o HYTREL®, observe as precauções recomendadas nas folhas de dados de segurança do material (MSDS). Aditivos (proteção contra UV, colorantes, etc.) podem constituir riscos no seu manuseio e emprego. Antes de efetuar qualquer mistura ou processar qualquer material, consulte e siga as instruções de manuseio fornecidas pelos fabricantes. Informações gerais O elastômero termoplástico de engenharia HYTREL® oferece uma combinação exclusiva de propriedades mecânicas, físicas e químicas que o qualifica para aplicações rigorosas. A tabela a seguir apresenta algumas características dos produtos que devem ser consideradas na moldagem. Determinados grades, dependendo das composições, podem não se enquadrar exatamente nestas generalizações. Descrição do produto O elastômero termoplástico de engenharia HYTREL® é fornecido em grânulos acondicionados em sacos de papel multi-camadas de 25 kg com barreira contra a umidade. Alguns grades opcionalmente podem ser fornecidos em caixas de papelão de 500 kg, também com barreira contra a umidade. Os grânulos, com 3 mm de diâmetro, apresentam um bom escoamento nos funis de alimentação de resina e em sistemas automáticos de transporte/alimentação de materiais. Folhas de dados dos grades atualmente disponíveis podem ser obtidas junto aos nossos escritórios comerciais listados no final deste manual, ou através de nossos representantes de vendas. Características do HYTREL® Tabela 1 Grades de baixa dureza Grades de elevada dureza 30-47 Shore D 55-82 Shore D Cristalinidade - Viscosidade do fundido + Contração - Resistência química + ++ Estabilidade térmica + ++ Janela de processamento + ++ Temperatura do fundido Temperatura do molde Linha de produtos Ciclo de moldagem Grades Standard G3548 L G4074 G4774 G5544 6358 7248 8238 - baixa, } Melhor balanço entre custo e desempenho em uma ampla gama de durezas. Alta performance 4056 4069 4556 5526 6356 7246 } Especialidades G4078W 5555 HS 6359 FG Concentrados 10 MS 20 UV 30 HS 41 CB 51 FR 52 FR Grau extra de resistência e vida útil para atender as necessidades das aplicações mais rigorosas. + + Curto média, + alta Propriedades do fundido O elastômero termoplástico de engenharia HYTREL® possui boas características de fluxo. A viscosidade do fundido e, consequentemente, a fluidez irão variar em função da composição da resina. A viscosidade do fundido dos diferentes grades de HYTREL® em função da temperatura e comparações com outras resinas termoplásticas são mostradas na Figura 1. Grade convencional. Contém antioxidante, cor altamente estável. Oferece a maior resistência ao envelhecimento por calor. Aprovado para aplicações alimentícias. Estabilizante hidrolítico. Estabilizante para UV, para cores diferentes de preto. Estabilizante térmico. Concentrado de negro de fumo. Concentrado de retardante de chama. Concentrado de retardante de chama. 3 1000 6358 7248 Viscosidade do fundido (Pa.s) G4074 8238 G3548 L 100 G3548 L G4074 6358 7248 8238 10 170 180 190 200 210 220 230 240 250 260 270 Temperatura do fundido ( oC) Fig.1a Viscosidade aparente do fundido x temperatura. Grades standard, com taxa de cisalhamento de 1000 s -1 1000 7246 4056 6356 4556 Viscosidade do fundido (Pa.s) 5526 100 4056 4556 5526 6356 7246 10 170 180 190 200 210 220 230 240 250 Temperatura do fundido ( oC) Fig 1.b 4 Viscosidade aparente do fundido x temperatura. Grades de alta performance, com taxa de cisalhamento de 1000 s -1 260 270 1000 5555 HS G5544 6359 FG Viscosidade do fundido (Pa.s) G4078 G4774 100 G4078 G4774 G5544 5555 HS 6359 FG 10 170 180 190 200 210 220 230 240 250 260 270 Temperatura do fundido ( oC) Fig.1c Viscosidade aparente do fundido x temperatura. Grades especiais, com taxa de cisalhamento de 1000 s -1 1000 DELRIN 100 RYNITE 545 RYNITE 530 Viscosidade do fundido (Pa.s) DELRIN 500 ZYTEL 70G30 RYNITE FR530 ZYTEL 72G30 ZYTEL 101 100 RYNITE 530 RYNITE FR530 DELRIN 500 ZYTEL 70G30 RYNITE 545 DELRIN 100 ZYTEL 72G30 ZYTEL 101 10 195 215 235 255 275 295 315 Temperatura do fundido ( oC) Fig 1.d Viscosidade aparente do fundido x temperatura para outros polímeros de engenharia, com taxa cisalhamento de 1000 s -1 5 Propriedades térmicas Quando devidamente manuseado, o elastômero termoplástico de engenharia HYTREL® apresenta uma excelente estabilidade térmica. No fundido, sob condições normais de operação, não há liberação de gases. Essa estabilidade térmica aliada a um polímero quimicamente puro, sem plastificantes e com poucos aditivos, minimiza a ocorrência de problemas como variação da viscosidade com o tempo de residência no cilindro ou a formação de pontos pretos. A estabilidade térmica desses polímeros permite a exposição às temperaturas de processamento por períodos prolongados com mínima degradação. A Figura 2 apresenta o Índice de Fluidez do HYTREL® 7246 após ter sido exposto a várias temperaturas por períodos de até uma hora. A pequena alteração do Índice de Fluidez indica uma elevada estabilidade térmica da resina. A estabilidade térmica do elastômero termoplástico de engenharia HYTREL® possibilita uma maior flexibilidade durante o processamento. Mesmo após uma interrupção da produção de 10-15 minutos, a operação pode ser retomada sem ter que purgar o material e, ainda assim, obter peças aceitáveis. Tabela 2 Propriedades térmicas do elastômero termoplástico de engenharia HYTREL ® Tm (oC) Grades Tc (o C) Tg (o C) Hf (J/g) Standard G3548 L G4074 G4774 G5544 6358 7248 8238 156 173 208 215 213 219 223 107 120 170 173 155 170 170 -24 -37 -17 -34 0 +25 8 17 27 33 31 35 37 148 195 193 202 213 219 70 112 115 147 155 170 -32 -51 -18 0 +25 12 14 24 26 31 35 173 202 213 120 166 155 -38 -18 2 17 26 31 Especialidades G4078 W 5555 HS 6359 FG Tm: Tc: Tg: Hf: 6 30 Degradação o 25 260 C 245 o C 20 15 230 o C 10 Alta performance 4056 4069 4556 5526 6356 7246 35 Índice de Fluidez (g/10 min.) As temperaturas típicas de fusão e outras propriedades térmicas de vários grades podem ser encontradas na Tabela 2. 40 Temperatura de fusão Temperatura de cristalização Temperatura de transição vítrea Calor de fusão 5 0 10 20 30 Tempo (min.) Fig. 2 Degradação 40 50 60 Manuseio do material Absorção de água a 23 oC após a imersão por 24 horas Tabela 3: Grades Secagem O elastômero termoplástico de engenharia HYTREL® pode ser usado diretamente de sacos selados não danificados, não requerendo secagem antes do processamento, desde que não fique exposto à umidade por um tempo elevado antes de ser moldado. Durante a fabricação, esses polímeros são secos até um nível máximo de 0,1% de umidade e acondicionados em sacos especiais com barreira. Entretanto, como podem ocorrer danos às embalagens ou pode ser necessário moldar materiais que ficaram expostos à umidade (sacos abertos ou material moído), um desumidificador deve ser utilizado para assegurar a obtenção de peças de alta qualidade. Isso também evitará que a resina absorva umidade durante o processamento. Os desumidificadores reduzem e controlam o teor de umidade da resina e melhoram a qualidade do produto moldado. O elastômero termoplástico de engenharia HYTREL® é higroscópico (assim como todos os poliésteres), portanto, quando exposto ao ambiente absorve umidade. Em temperaturas muito acima do ponto de fusão, o excesso de umidade nos grânulos (mais de 0,1% para todos os grades) provoca a degradação hidrolítica do polímero. Essa degradação não causa defeitos visuais, mas as peças produzidas nestas condições terão baixas propriedades físicas, fragilidade e baixa performance, especialmente em baixas temperaturas. Em condições normais de processamento, a degradação do polímero será pequena para teores de umidade abaixo de 0,1%. Se o polímero seco for exposto (sacos abertos, moído ou material no funil) a um ambiente com umidade relativa de 50%, ocorrerá um aumento de 0,1% no teor de umidade dos grânulos em cerca de 2 horas, enquanto que num ambiente com umidade relativa de 100%, esse acréscimo ocorrerá em menos de uma hora. Standard Alta performance 4056 4069 4556 5526 6356 7246 0,6 0,7 0,7 0,5 0,3 0,3 Especialidades 2,5 0,3 G4078 W 6359 FG A Tabela 4 e a Figura 4 mostram as condições de secagem recomendadas para o HYTREL®. 0.6 0.5 Teor de umidade (%) 0.4 0.3 0.2 HYTREL® 5556 Nível máximo recomendado 0.1 0,6 0,4 Absorção de umidade, em peso (%) 3,6 2,5 2,5 1,5 0,3 0,3 0,34 G3548 L G4074 G4774 G5544 6358 7248 8238 Portanto, os grânulos expostos deverão ser novamente secos antes de processados. A Figura 3 mostra a velocidade de absorção de água do HYTREL® 5556. A velocidade de absorção depende do nível de equilíbrio de umidade de cada grade, como mostra a Tabela 3. Quanto maior o nível de equilíbrio, mais rápida a absorção de umidade. 1,0 0,8 Nível de umidade (% após 24 horas) .R. %U 100 0.0 0 1 0,2 .R. 50% U 0,1 0,08 0,06 Fig. 4 3 4 Tempo de secagem (h) 5 6 Secagem em desumidificador a 110 oC Ponto de orvalho -30 o C 0,04 Tabela 4 Condições de secagem para o HYTREL® 0,02 Desumidificador 0,01 0,1 0,2 0,4 0,5 1 2 Tempo, horas Fig. 3 2 4 6 10 Estufa com circulação de ar Temperatura de secagem 110 o C 110 o C Tempo de secagem 2-3 horas 4-6 horas (em ambiente seco) Absorção de umidade em temperatura ambiente 7 A secagem em uma estufa com circulação de ar não será eficiente quando a umidade relativa do ambiente estiver elevada. Os limites superiores dos tempos sugeridos de secagem são especialmente adequados para os grades de maior dureza que liberam a umidade absorvida mais lentamente. Purga Equipamento de moldagem por injeção O elastômero termoplástico de engenharia HYTREL® pode ser processado utilizando-se equipamentos convencionais de injeção. Mesmo quando há degradação do HYTREL®, não ocorre a formação de produtos corrosivos, portanto, o equipamento não requer tratamentos anti-corrosão. Roscas Resinas de polietileno de alta ou baixa densidade podem ser usadas na purga do elastômero termoplástico de engenharia HYTREL®. Como algum nível de degradação ocorre com o tempo, recomenda-se a purga do cilindro sempre que o equipamento de injeção for desligado. A eliminação dos gases que podem ser gerados em função de temperaturas elevadas ou de longos tempos de residência deve ser considerada. Uso de moído Pode-se utilizar até 25% de moído misturado à resina virgem sem uma redução significativa das propriedades, desde que este moído tenha boa qualidade. Para tanto, os seguintes pontos devem ser atentamente considerados: Mantenha o histórico térmico do moído o mais curto possível para garantir a alta qualidade do polímero. Use moinhos projetados para granulação de materiais termoplásticos macios, com facas afiadas e corretamente ajustadas, de modo a gerar o mínimo de pó. Roscas para usos gerais com uma zona de transição gradual são recomendadas. Para evitar o cisalhamento excessivo do polímero ou o aglutinamento dos grânulos, a taxa de compressão não deve exceder de 2,5:1 a 3,0:1 e a zona de homogeneização deve ser relativamente profunda, de 2,5 a 3,0 mm para uma rosca com 60 mm de diâmetro. Para se obter um fundido homogêneo, a relação L/D (comprimento/diâmetro) mínima da rosca deve ser de 20:1. Bicos de Injeção Bicos de injeção abertos, como os apresentados na Figura 5, são recomendados para o processamento do HYTREL®. Bicos valvulados não são necessários uma vez que o HYTREL® não escorre em condições normais de moldagem. Como o HYTREL® fundido é normalmente mais viscoso que outros termoplásticos semi-cristalinos, os diâmetros dos bicos (e dos canais de distribuição dos moldes) devem ser relativamente maiores. O material moído deve ter aproximadamente a mesma granulometria do material virgem. A quantidade excessiva de pó deve ser removida. O material moído degradado ou contaminado não deve ser reutilizado. Todo o material moído deve ser seco antes da moldagem. Níveis recomendados de utilização de HYTREL® moído Grade Índice de Fluidez MFI 1(g/10 min.) 4056 5,3 a 190 OC 25 50 10 08 5526 18 a 220 OC 25 50 31 25 5556 7 a 220 OC 25 50 15 11 6356/58 8,5 a 230 OC 25 50 14 11 5555 HS 8,5 a 220 OC 25 50 15 12 7246/48 12,5 a 240 OC 25 50 21 17 25 50 21 17 8238 12 a 240 OC 1) Método ASTM-D 1238, carga de 2,16 kg 8 Percentual máximo de moído (%) MFI máximo permitido para o moído (g/10 min.) Fig. 5 Bicos de injeção A Figura 6 apresenta o desenho recomendado do anel de bloqueio. Fig. 6 Anel de bloqueio Tabela 5 Temperaturas de fundido recomendadas para o HYTREL® Condições de moldagem Grades Temperatura do fundido A temperatura do material plastificado deve ser tomada diretamente no fundido (usando-se um termômetro de contato) e deve ser periodicamente verificada durante a produção. G3548 L G4074 G4774 G5544 6358 7248 8238 As temperaturas normais de fusão para os diferentes grades de HYTREL® são apresentadas na Tabela 5. Como o HYTREL® possui uma boa estabilidade térmica, a temperatura do fundido pode ser aumentada em até 20 oC (veja a Figura 8) para melhorar o preenchimento de peças delgadas. Quando são empregadas temperaturas de fundido mais elevadas que as recomendadas, o perfil de temperatura do cilindro deve ser corrigido (veja o parágrafo a seguir). Perfil de temperaturas do cilindro Para minimizar a adesão dos grânulos de resina à rosca , deve-se utilizar um perfil crescente de temperatura no cilindro (menor temperatura na zona traseira). Temperatura do fundido Standard 190 ± 10 oC 200 230 240 240 245 250 Alta performance 4056 4069 4556 5526 6356 7246 180 ± 10 oC 230 230 230 240 245 Especialidades Eventualmente, um perfil decrescente de temperatura poderá ser utilizado para reduzir o torque da rosca ou para melhorar a homogeneidade do fundido quando o tempo de residência for relativamente baixo. G4078 W 5555 HS 6359 FG 200 ± 10 oC 230 240 Como regra geral, o gráfico da figura 7 pode ser empregado para definir o perfil adequado de temperatura do cilindro. Temperatura do bico de injeção A temperatura do bico deve ser ajustada de modo a evitar o resfriamento ou o escorrimento da resina fundida. Para melhor desempenho, a temperatura do bico deve ser controlada independentemente e o termopar posicionado o mais próximo possível do orifício (veja a Figura 5). Em certos casos, para evitar o escorrimento pode ser necessário utilizar descompressão traseira. Curso Tempo de residência (min.) Zona frontal Zona central Zona traseira Fig. 7 Perfil de temperatura do cilindro para obtenção de um fundido homogêneo 9 Aumento do comprimento de fluxo (%) Aumento do comprimento de fluxo (%) Espiral Espiral Aumento da temperatura do fundido ( oC) * Temperatura de fundido recomendada conforme a Tabela 5 Fig. 8 Influência da temperatura do fundido sobre comprimento de fluxo Aumento da temperatura do molde (o C) Fig. 9 Influência da temperatura do molde sobre o comprimento de fluxo Temperatura do molde A temperatura do molde deve ser medida com um termômetro de contato diretamente na superfície da cavidade. Pressão de injeção (MPa) A temperatura da cavidade recomendada para todos os grades é de 45 oC. A temperatura do molde tem pouca influência sobre as propriedades mecânicas. Entretanto, tem grande efeito sobre a contração (veja a página 13). Velocidade de injeção A velocidade de injeção deve ser ajustada em função da espessura e da geometria da peça. Peças delgadas devem ser preenchidas rapidamente, antes do resfriamento do polímero. Geralmente, velocidades elevadas de injeção melhoram o acabamento superficial, mas velocidades excessivamente altas podem provocar esguichamento e, consequentemente, defeitos superficiais. Pressão de injeção e de recalque A pressão de injeção deve ser a mínima necessária para preencher a cavidade. Para os grades de HYTREL® de maior dureza (acima de 55D), a pressão de recalque pode ser regulada com o mesmo valor da pressão de injeção. Para os grades de menor dureza (abaixo de 47D), a pressão de recalque deve ser ajustada formando um perfil decrescente. Pressões excessivas de injeção ou de recalque podem resultar em supercompactação ou na adesão da peça à cavidade do molde, principalmente com os grades de menor dureza. Uma pressão elevada reduz a contração de moldagem, mas pode provocar a formação de rebarbas. A Figura 10 mostra o comprimento de fluxo dos vários grades e a Figura 11, o efeito da pressão de injeção. 10 Comprimento de fluxo (mm) Temperaturas mais altas no molde melhorarão a aparência superficial. Comprimento de fluxo (mm) Temperaturas mais baixas no molde reduzirão o tempo de ciclo e melhorarão a extração, especialmente com os grades de menor dureza. Espessura: 2,5 mm Espessura do canal : 1 mm c Pressão de injeção (MPa) Fig. 9 Fluxo espiral na temperatura de processamento Tempo de recalque Projeto do molde A pressão de recalque deve ser mantida pelo tempo necessário para evitar a formação de rechupes. Isso depende principalmente do grade de HYTREL®. Em geral, o tempo de recalque para os grades de maior dureza é menor: Os parágrafos a seguir detalham alguns dos aspectos importantes que devem ser considerados no projeto de moldes para fabricar peças com HYTREL®. 72 D - 82 D 4 - 5 s/mm (para peças com até 4 mm de espessura) 55 D - 63 D 5 - 6 s/mm 35 D - 47 D 7 - 8 s/mm O tempo de recalque da rosca tem uma grande influência sobre a contração. Velocidade de rotação da rosca/contrapressão Para evitar o cisalhamento excessivo do polímero, a velocidade periférica da rosca não deve exceder 0,2 m/s. Uma pequena contrapressão (0,2 a 1 MPa) pode ser empregada para melhorar a homogeneidade do fundido. Caso estejam sendo misturados aditivos à resina (ex. concentrados de cor), pode ser necessário utilizar uma velocidade menor e uma maior contrapressão para se obter melhor homogeneidade. Tempo de resfriamento Para os grades de maior dureza, o tempo de resfriamento geralmente não é necessário, devendo ser ajustado com 1 ou 2 segundos acima do tempo de plastificação. Aumento do comprimento de fluxo (%) Para os grades de menor dureza, o tempo de resfriamento deve ser ajustado no mínimo necessário para extrair as peças sem dificuldades. Acabamento da cavidade Cavidades texturizadas ou foscas minimizam problemas de linhas de fluxo, manchas e riscos nas peças. Cavidades altamente polidas ou com tratamentos superficiais (níquel, cromo, etc.) podem dificultar a extração de peças feitas com os grades de HYTREL® de menor dureza (abaixo de 47D). Bucha de injeção Uma bucha de injeção mal projetada provoca a adesão do canal e, consequentemente, interrupções de ciclo. O diâmetro menor do orifício da bucha deve ser igual ao diâmetro do canal de distribuição principal. O orifício da bucha deve ter um ângulo mínimo de 2,5 o, entretanto, ângulos maiores podem facilitar a desmoldagem do canal. Um bico de injeção e uma bucha corretamente encaixados também facilitam a extração do canal. O diâmetro do orifício do bico deve ser 0,5 - 1 mm menor que o da bucha de injeção. Como o HYTREL® é elastomérico, são necessários extratores especiais de canais, como extratores em "Z" ou extratores com interferência. Canais de distribuição Seções cilíndricas ou trapezoidais devem ser empregadas sempre que possível para minimizar a queda de pressão e para facilitar a extração do canal. Um canal trapezoidal deve ter uma profundidade mínima de 75% da sua largura. Os canais de distribuição devem ser balanceados naturalmente. As dimensões das seções dos canais dependem primariamente das características reológicas e de resfriamento do polímero fundido, do comprimento do canal e da espessura da peça. Para melhorar o fluxo e facilitar a extração, a superfície dos canais devem ser lisas, mas não polidas. Sistemas de canais quentes devem ter um controle preciso de temperaturas, para evitar solidificação ou superaquecimento do polímero, e os canais não devem conter zonas mortas, para evitar contaminação e degradação do material. Espiral Pressão de injeção (MPa) Fig. 11 Materiais de construção Não são necessários metais especiais, uma vez que o HYTREL® não provoca corrosão nas ligas tipicamente utilizadas na fabricação de moldes. Influência da pressão de injeção sobre o comprimento de fluxo (na temperatura recomendada de fundido) Pontos de injeção Entradas em leque (veja a Figura 12) são recomendadas para minimizar linhas de fluxo e distorção na região da entrada. Para a injeção de peças com seções espessas recomenda-se a utilização de entradas diretas, para prevenir deformações. Entradas submarinas (veja a Figura 12) com diâmetros tão pequenos quanto 0,5 mm podem ser utilizadas. O comprimento do capilar deve ser o menor possível (0,5 - 1 mm) e suas bordas devem ser agudas para facilitar a ruptura. Se o ponto de injeção tiver um diâmetro demasiadamente grande ou se as bordas forem arredondadas, seu rompimento será difícil, principalmente com os grades de menor dureza. 11 As dimensões do ponto de injeção são importantes. Pontos de injeção muito pequenos requerem uma pressão elevada de injeção, gerando cisalhamento elevado. Pontos de injeção superdimensionados demandam tempos de recalque maiores para evitar contrafluxo e rechupes, assim como apresentam dificuldades de rompimento, especialmente com os grades de menor dureza (abaixo de 47D). De modo geral, a espessura da entrada deve ser igual à metade da espessura da peça. Para seções inferiores a 1,5 mm, o ponto de injeção deve ter a mesma espessura da peça. As contrasaídas devem ser raiadas para facilitar a extração e não devem ter profundidade superior a 0,8 mm. Posicionar as contrasaídas próximas aos extratores evita distorções nas peças. Extração das peças Um amplo ângulo de saída, com inclinação de 0,5 o a 2 o de cada lado, facilita a extração de peças grandes e complexas. Quando um molde não puder ter ângulos de saída adequados, recomenda-se o emprego de réguas ou camisas extratoras ao Os comprimentos das entradas devem estar entre 0,5 e 1 mm. invés de pinos. Quando pinos extratores são utilizados, eles devem ter uma grande área superfícial e atuar nas seções mais Para evitar rechupes e problemas de preenchimento, o ponto espessas da peça. O mecanismo extrator deve ser posicionado de injeção deve ser posicionado na parte mais espessa da peça. de forma a permitir a extração uniforme da peça do molde. Saídas de gases As saídas de gases proporcionam uma rota de escape para o ar aprisionado no interior da cavidade e para os gases liberados pelo material. O fluxo da resina fundida no interior da cavidade pode ser seriamente reduzido devido a degasagem inadequada. Canais de distribuição longos de grandes diâmetros também devem ter saídas de gases. Isso é importante uma vez que o HYTREL® normalmente é injetado com altas velocidades. As saídas de gases devem ser largas, porém delgadas. Saídas de gases com até 6 mm de largura não devem ter uma profundidade superior a 0,04 mm, para minimizar o risco de formação de rebarbas. As saídas de gases devem ser posicionadas nas últimas regiões preenchidas da cavidade e em todas linhas de emenda, para evitar a queima da peça pelo ar quente comprimido (efeito diesel). Contrasaídas A profundidade de uma contrasaída que pode ser removida do molde varia com o tamanho e a forma da peça, ciclo, temperatura do molde e o grade de HYTREL® empregado. Se a peça for pequena, os pinos extratores deverão ter um formato aproximado do da peça (anel, disco, etc.). Se a peça for grande, use pinos com diâmetros de 13 - 25 mm. As contrasaídas devem ter espaço suficiente para flexionar-se durante a extração. Para reduzir possíveis problemas de agarramento da peça ao molde quando injetando os grades de HYTREL® de menor dureza (abaixo de 47D), recomenda-se um acabamento texturizado nas cavidades. Com esses grades, um agente desmoldante aplicado sobre os grânulos de resina, numa proporção de 0,2 a 0,3%, pode auxiliar na extração. Um agente desmoldante baseado em fluorcarbono em pó pode ser empregado para auxiliar na extração das peças. Agentes desmoldantes não-siliconados são recomendados se as peças forem sofrer pintura. Entrada tipo lâmina Entrada tipo leque CANAL CAVIDADE ENTRADA TIPO LEQUE LINHA DE FECHAMENTO SEÇÃO A-A CANAL ENTRADA TIPO LEQUE ENTRADA PEÇA GRANDE COM PAREDES DELGADAS CAVIDADE A A Entrada submarina CANAL O ÂNGULO NÃO É CRÍTICO Entrada tipo aba PEÇA ABA CANAL 12 Fig. 12 Tipos de Pontos de Injeção PONTO DE INJEÇÃO PINO EXTRATOR Contração de moldagem e contração pós-moldagem Os valores de contração apresentados nas figuras a seguir deverão ser acrescidos ou subtraídos dos valores nominais de contração apresentados na Tabela 6. A contração de peças fabricadas com o elastômero termoplástico de engenharia HYTREL® depende de muitos fatores, tais como: Formulação Tabela 6 Contração do HYTREL® (medido em um corpo-de-prova padrão, moldado de acordo com as condições recomendadas) Condições de moldagem (pressão de injeção, tempo de recalque, temperatura do molde, etc.) Grades Geometria e espessura da peça A contração é medida em temperatura ambiente e com 50% de umidade relativa, utilizando-se corpos-de-prova padronizados, 24 horas após a injeção. A contração tende a atingir o seu valor máximo após 24 horas. Esse capítulo apresenta algumas informações sobre como a contração varia com esses fatores. A menos que haja indicação em contrário, os valores de contração foram obtidos em corpos-de-prova com 3,2 mm de espessura, injetados nas seguintes condições: Temperatura do molde: 45 oC Temperatura do fundido: conforme a Tabela 5 Pressão de injeção: 70 MPa Tempo de recalque: ótimo A Tabela 6 apresenta os valores típicos de contração para vários grades, obtidos nas mesmas condições. Os gráficos a seguir mostram a influência de diferentes parâmetros de injeção sobre a contração. Contração (%) Standard G3548 L G4074 G4774 G5544 6358 7248 8238 0,8 0,8 1,6 1,7 1,6 1,7 1,8 Alta Performance 4056 4069 4556 5526 5556 6356 7246 0,2 0,8 1,1 1,1 1,4 1,6 1,7 Especialidades G4078 W 5555 HS 6359 FG 0,9 1,3 1,6 0,20 0,19 Temperatura ideal do fundido. Tempo de recalque ótimo Pressão de injeção 70 MPa 0,4 0,06 0,3 Temperatura ideal do fundido. Tempo de recalque ótimo 0,2 Temperatura do molde 45 oC 0,09 -0,05 -0,10 -0,15 -0,20 25 30 35 40 45 50 55 60 65 70 75 Variação total da contração (%) Variação total da contração (%) 0,15 0,1 0,0 -0,1 -0,2 Temperatura do molde (oC) -0,3 Fig. 13 Influência da temperatura do molde sobre a contração -0,4 40 50 60 70 80 90 100 Pressão de injeção (MPa) Fig. 14 Influência da pressão de injeção sobre a contração 13 0,8 0,5 0,45 0,4 0,4 Variação total da contração (%) Variação total da contração (%) 0,6 0,2 0,0 -0,2 0,35 0,3 0,25 0,2 0,15 0,1 0,5 -0,4 0 Fig. 15 2 4 6 8 10 12 Espessura da peça (mm) Parâmetros ideais de processo Influência da espessura da peça sobre a contração Segue abaixo um exemplo de estimativa da contração de uma peça fabricada com HYTREL®: Contração nominal do HYTREL® 5526 Peça injetada com temperatura de molde de 65 oC (contra 45 oC) Peça injetada com pressão de injeção de 90 MPa (contra 70 MPa) Peça com 2 mm de espessura (contra 3,2 mm) A estimativa da contração total é de: 1,10% (fig. 06) +0,08% (fig. 13) 0 5 10 13 15 Tempo de recalque para 3,2 mm (s) Fig. 16 Influência do tempo de recalque sobre a contração, para os grades de dureza entre 55 e 80 Shore D Contração pós-moldagem A contração pós-moldagem pode ser antecipada aquecendo as peças injetadas a 120 oC, por 4 horas. Mesmo para os grades de maior dureza e cristalinidade, o valor absoluto da contração pós-moldagem das peças nas condições recomendadas é baixo, inferior a 0,1%. -0,15% (fig. 14) Guia para solução de problemas na moldagem por injeção -0,13% (fig. 15) 0,90% Sugere-se construir uma cavidade protótipo e moldar peças em condições normais de produção para determinar a contração real da peça. A Fig. 16 mostra a influência do tempo de recalque sobre a variação total da contração. Note que o Tempo de recalque pode não ser eficiente nas partes da peça distantes do ponto de injeção. 14 0 14 Esta seção identifica vários problemas que poderão ocorrer durante a moldagem do elastômero termoplástico de engenharia HYTREL®, relaciona as mais prováveis causas desses problemas e sugere soluções. As causas estão ordenadas por probabilidade de ocorrência, da maior para a menor. Todas as soluções sugeridas devem ser seguidas de perto até que o problema seja eliminado. Se o problema não puder ser resolvido com a aplicação destas sugestões, contate o escritório comercial mais próximo da DuPont Polímeros de Engenharia (veja relação de endereços no final deste manual). PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA I. A. Falta de material. Verifique o curso de dosagem e aumente-o se necessário. Peças incompletas no início da operação - a rosca chega ao fim do curso. II. Peças incompletas no início da operação - a rosca de injeção não chega ao fim do curso Certifique-se que o funil de alimentação possui material suficiente e que o bico está aberto. Verifique se não há material aglutinado na garganta do funil ou aderido à rosca. Verifique se o ar e a alimentação elétrica do dosador (se usado) estão ligados. Verifique a ocorrência de desgaste excessivo na rosca e anel de bloqueio. B. Capacidade de injeção insuficiente Montar o molde em um equipamento de maior capacidade de injeção. C. Polímero fundido patina na rosca. Verifique se o anel de bloqueio da rosca apresenta desgaste excessivo ou obstruções. Reduza a temperatura do fundido. A. Tempo de injeção muito curto. Aumente o tempo de injeção. B. Pressão de injeção muito baixa. Aumente a pressão de injeção. Trabalhe com maior velocidade de injeção. Proporcione saídas de gases adequadas para cada cavidade do molde. C. Temperatura do cilindro muito baixa. Se a pressão de injeção estiver no limite superior, aumente a temperatura do cilindro. Verifique a temperatura real do fundido com termômetro de contato. D. Resistências do bico ou do cilindro não funcionam. Verifique se todas as resistências funcionam corretamente através de um pirômetro ou de um amperímetro. E. Bico, canais ou pontos de injeção estão blo- Examine o orifício do bico, os canais de distribuição queados. e os pontos de injeção, verificando se há materiais estranhos ou resina solidificada. F. Restrição ao fluxo na bucha de injeção, nos canais de distribuição ou nas entradas. Aumente as dimensões do sistema de alimentação do molde de acordo com a necessidade, consistente com capacidade e velocidade de injeção, de modo a evitar o resfriamento prematuro. G. Viscosidade do material muito elevada (índice de fluidez muito baixo). Aumente a temperatura do fundido. Utilize uma resina com menor viscosidade. 15 PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA III. Peças incompletas após um período bem-sucedido de operação. A. Examine os Itens D e E, da Seção II. Veja as soluções sugeridas para os Itens D e E da Seção II. B. Perda de pressão de injeção Examine os componentes do sistema hidráulico (válvulas, bombas, etc.). Verifique o nível e a temperatura do óleo do sistema hidráulico. C. Degasagem inadequada, normalmente acompanhada por marcas de queima na peça injetada. Verifique as condições das saídas de gases. D. Falta de material. Veja as soluções sugeridas para o Item A, da Seção I. E. Alimentação interrompida. Remova o material aglutinado na garganta do funil de alimentação. F. Polímero adere à garganta do funil de alimentação. Aumente a refrigeração da garganta do funil de alimentação. Reduza a temperatura da zona traseira do cilindro. A Grande variação das temperaturas do cilindro. Cheque o sistema de aquecimento do cilindro. B. Ciclos inconsistentes Cheque os temporizadores. Verifique o tempo de avanço da rosca (um tempo inconsistente indica que o fundido não está uniforme). Quando em ciclo semi-automático, verifique se há variações na parte do ciclo controlada pelo operador. Examine o sistema hidráulico. Verifique se há desgaste/trincas no anel de bloqueio da rosca. A. Pressão de injeção e/ou pressão de recalque elevadas. Reduza a pressão de injeção e/ou a pressão de recalque. B. Material muito quente. Reduza a temperatura do fundido. C. Travamento do molde mal ajustado. Reajuste a altura de molde ou aumente a força de travamento. D. Rebarbas ou materiais estranhos na linha de fechamento ou entre partes móveis do molde. Examine o molde com cuidado e limpe onde for necessário. IV. Peças incompletas periodicamente durante a operação. V. Rebarbas. 16 PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA V. Rebarbas. (continuação) E. Linhas de fechamento desajustadas. Corrija o fechamento. F. Placas do molde empenadas/deformadas. Corrija o molde. G. Folgas excessivas nas saídas de gases, extra- Corrija as folgas. As folgas não devem exceder 0,04 mm de profundidade. tores, etc. VI. Dificuldades na extração. H. Saídas de gases ineficientes ou bloqueadas (maior pressão é necessária para preencher a cavidade). Limpe as saídas de gases. Redimensione e reposicione as saídas de gases. As aberturas não devem ter mais de 0,04 mm de profundidade. I. Pressão de injeção não distribuída uniformemente no molde. O lay out das cavidades deve ser balanceado. J. Área projetada da cavidade muito grande para a pressão de fechamento disponível. Monte o molde em um equipamento com maior capacidade de fechamento. A. Excesso de rebarbas. Veja a Seção V. B. Material supercompactado na cavidade. Reduza a pressão de injeção e/ou a pressão de recalque. Reduza o tempo de recalque. C. Peças deformam durante a extração. Aumente o tempo de resfriamento. Reduza a temperatura do molde. Aumente a área de extração (extratores com maior área ou em maior quantidade). Use extração pneumática auxiliar. Texturize a superfície da cavidade. D. Superfícies muito polidas. Veja as sugestões da Seção VI, Item C. Utilize desmoldantes externos ou internos. Texturize a superfície da cavidade. E. Condições do molde : 1. Superfícies do molde arranhadas e danificadas. 2. Ângulos de saída insuficientes. 3. Contrasaídas incorretamente projetadas. 4. Bucha de injeção e bico desalinhados. Corrija as superfícies do molde. Use ângulo de saída mínimo de 1 o . Reprojete as contrasaídas. Alinhe o bico e a bucha de injeção. 17 PROBLEMA POSSÍVEL CAUSA VII. Empenamento ou deformação da peça A. Tensões internas devido a: 1. Supercompactação. 2. Baixa velocidade de injeção. 3. Baixa temperatura do fundido ou fundido não homogêneo. SOLUÇÃO SUGERIDA Reduza a pressão de injeção, a pressão e/ou o tempo de recalque. Melhore a exaustão dos gases da cavidade. Aumente as temperaturas do cilindro, reduza a rotação da rosca e/ou use equipamento com maior capacidade de injeção. B. Peças extraídas muito quentes. Reduza a temperatura do molde. Aumente o tempo de resfriamento. Reduza as temperaturas do cilindro. Considere o uso de dispositivos de resfriamento. C Sistema de extração projetado incorretamente. Reprojete-o. Use pinos extratores com maior área, mais pinos, ou placas de extração. D. Peça incorretamente projetada (paredes não uniformes). Reprojete-a. Adote paredes com espessuras mais uniformes ou com variações graduais. E. Pontos de injeção incorretamente localizados e/ou projetados. Reprojete ou reposicione os pontos de injeção. Os pontos de injeção devem ser colocados nas seções mais espessas. Em peças longas, devem ser posicionados nas extremidades. F. Contrasaídas, nervuras, castelos, roscas, etc. Reprojete-as. As contrasaídas devem ser arredondadas e incorretamente projetados. com profundidade menor que 0,8 mm. Use nervuras e relevos com espessura mínima. 18 G. Refrigeração inadequada do molde. (Capacidade do sistema de refrigeração muito pequena, circuitos de refrigeração desbalanceados, transferência de calor deficiente). Aumente a capacidade de refrigeração. Modifique o material do núcleo dos machos (ex: ligas de cobre berílio). H. Componentes móveis do molde deslocados ou desalinhados. Realinhe-os. I. Sistema de alimentação do molde inadequado. Reprojete-o. PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA VIII. Contração excessiva. A. Recalque interrompido antes da solidificação do ponto de injeção. Aumente o tempo de recalque. B. Pressão de injeção efetiva na cavidade muito baixa. 1. Pontos de injeção muito pequenos ou mal projetados. 2. Sistema de distribuição mal projetado (diâmetros e lay out incorretos). 3. Temperatura do fundido muito baixa. 4. Baixa fluidez do material. 5. Orifício do bico muito pequeno. IX. Rechupes, vazios, bolhas. Aumente a espessura/diâmetro e/ou reduza o comprimento dos pontos de injeção. Aumente a seção dos canais. Os canais devem ser dimensionados de forma a manter uma taxa de cisalhamento relativamente constante para o volume necessário de resina. Os pontos de injeção devem ser dimensionados de modo a permitir o resfriamento no tempo correto. Verifique a temperatura real do fundido com um termômetro de contato. Se necessário, aumente as temperaturas do cilindro. Quando possível, use um grade com índice de fluidez maior. Use um bico com orifício maior. C. Pressão de injeção e/ou pressão de recalque muito baixas. Aumente a pressão de injeção e de recalque . D. Temperatura do molde muito alta. Reduza a temperatura do molde. E. Quantidade de material insuficiente na cavidade. Aumente o tempo e a pressão de recalque. F. Condições de injeção não otimizadas. Veja o capítulo sobre contração deste manual. A. Com exceção do Item B-4, normalmente se aplicam as causas apresentadas na Seção VIII. Veja as soluções sugeridas para a Seção VIII. Quando possível, use um grade com maior viscosidade. B. Teor de umidade do polímero muito elevado. Seque o polímero. Use baixas velocidades de injeção. 19 PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA X. Material queimado, com manchas ou pontos escuros A. Material superaquecido. Reduza as temperaturas do cilindro. B. Resina fundida no cilindro exposta ao ar devido à falta de material na seção de alimentação ou entrada de ar na zona de alimentação da rosca. Mantenha uma reserva de resina no funil para evitar a falta de material na seção de alimentação. C. Saídas de gases inadequadas ou bloqueadas. Examine e limpe as saídas de gases. Faça saídas de gases no ponto onde o polímero queima. D. Material ingressa muito rápido nas cavidades. Saídas de gases corretamente projetadas e posicionadas normalmente resolvem este problema. Caso isso não seja suficiente, tente reduzir a velocidade de injeção. E. Material estagnado em zonas mortas do cilindro de aquecimento, do bico de injeção e/ou da câmara quente (geralmente indicado pela ocorrência de pintas ou faixas na peça injetada). Purgue o bico, o cilindro e a câmara quente ou desmonte-os e limpe-os mecanicamente. O percurso do polímero não deve conter zonas mortas. F. Material moído de baixa qualidade. Separe e verifique a condição do material moído com relação a contaminação, umidade excessiva ou degradação. Tente usar material virgem. G. O polímero utilizado anteriormente ou o material de purga não foram totalmente removidos. Faça a purga com HYTREL® até que o equipamento fique livre de outros polímeros ou remova a rosca e o bico e limpe-os completamente. A. Material superaquecido. Reduza as temperaturas do cilindro. B. Termopar com defeito. Verifique se todos os termopares estão funcionando corretamente. C. Controlador de temperatura não funciona corretamente. Verifique se há relês travados. Verifique se os controladores apresentam movimentos lentos ou se estão travados. Calibre os controladores. Verifique se os controladores não estão conectados às resistências erradas. D. Material moído de baixa qualidade. Separe e verifique a condição do material regranulado com relação à contaminação, umidade excessiva ou degradação. Meça o índice de fluidez do moído. Tente usar material virgem. E. Procedimentos incorretos de parada (interrupção da produção ). Faça a purga total do equipamento até que o polímero degradado (de baixa viscosidade) seja descarregado. XI. Degradação 20 Reduza a velocidade de rotação da rosca. PROBLEMA POSSÍVEL CAUSA SOLUÇÃO SUGERIDA XI. Degradação (continuação) F. Teor de umidade no polímero muito elevado. Seque o material moído e o polímero virgem. G. Tempo de residência do polímero no cilindro muito longo. Monte o molde em um equipamento de menor capacidade de injeção. A quantidade de resina injetada deve estar entre 25% e 75% da capacidade de injeção do equipamento. H. Material estagnado em zonas mortas do cilindro de aquecimento, do bico de injeção e/ou da câmara quente. Examine o cilindro, o bico e a câmara quente. Elimine as zonas mortas. A. Grande variação das temperaturas do cilindro. Veja as sugestões na Seção IV, Item A. B. Ciclos inconsistentes. Veja as sugestões na Seção IV, Item B. C. Capacidade de injeção da máquina muito pequena. Veja as sugestões na Seção I, Item B. Para obter dimensões consistentes em peças moldadas com HYTREL®, recomenda-se que a quantidade de resina injetada não ultrapasse 75% da capacidade de plastificação do equipamento. D. Temperaturas do molde controladas incorretamente. Verifique se há variações de temperatura no fluido refrigerante. XII. Variações Dimensionais Instale um controlador de temperatura. Verifique a refrigeração dos machos. XIII.Defeitos superficiais A. Desmoldante em excesso. Limpe as superfícies do molde completamente. Use desmoldantes não siliconados, em pó, misturados ao material. B. Umidade sobre as cavidades. Limpe as superfícies completamente com um pano umedecido com álcool. Eleve a temperatura do molde. Aplique material anti-condensação na superfície externa do molde. Verifique a ocorrência de vazamentos de fluido refrigerante. 21 PROBLEMA POSSÍVEL CAUSA XIII. Defeitos superficiais. (continuação) C. Condições do material. 1. Contaminação por material estranho. SOLUÇÃO SUGERIDA Examine completamente o material moído. Tenha cuidado ao manusear os materiais e evite a presença de materiais estranhos na área de trabalho. Limpe completamente o secador e o funil antes de iniciar a operação. 2. Bolhas provocadas por: A. Ar preso. B. Umidade condensada sobre grânulos frios quando levados para uma área de processamento quente e úmida. C. Umidade absorvida pelo polímero. D. Delaminação provocada por : 1. Contaminação do material. 2. Temperatura do fundido muito baixa. Elimine fontes de contaminação. Aumente as temperaturas do cilindro. E. Má dispersão de pigmentos. Veja as sugestões na Seção XIV, Item A. F. Superfícies foscas, sem brilho. 1. Pressão de injeção muito baixa. 2. Velocidade de injeção muito baixa. 3. Pressão efetiva de injeção nas cavidades muito baixa. 4. Umidade nas superfícies do molde e/ou dos grânulos. G. Linhas de fluxo. 1. Projeto e/ou localização incorreta do ponto de injeção. 2. Temperatura do fundido muito baixa. 3. Velocidade de injeção muito baixa. 4. Temperatura do molde muito baixa. 5. Baixa fluidez do material. 6. Esguichamento do fundido no interior da cavidade. 7. Fundido não homogêneo. 22 Reduza a temperatura na zona traseira do cilindro. Use um secador para retirar a umidade condensada. Armazene o material na área de processamento pelo menos quatro horas antes de usá-lo. Seque a resina. Use um desumidificador. Aumente a pressão de injeção. Veja as sugestões na Seção VII, Itens A-1 e A-2. Aumente a velocidade de injeção. Veja a Seção X, Item D. Veja as sugestões na Seção VIII, Item B. Seque a resina. Veja as sugestões na Seção XIII, Itens B e C. Reprojete e/ou reposicione o ponto de injeção. Eleve as temperaturas do cilindro. Aumente a velocidade de injeção. Eleve a temperatura do molde. Use grades com maior índice fluidez. Reduza a velocidade de injeção. Corrija o projeto e/ou a posição do ponto de injeção. Material moído ou aditivos não foram adequadamente dispersos no polímero virgem. PROBLEMA POSSÍVEL CAUSA XIII. Defeitos superficiais. (continuação) H. Linhas de emenda frágeis : XIV. Má dispersão de cores. SOLUÇÃO SUGERIDA 1. Material chega muito frio à região de emenda. Eleve as temperaturas do cilindro e/ou do molde. 2. Material flui muito lentamente até a região de emenda. 3. Linha de emenda muito distante do ponto de injeção. 4. A pressão efetiva de injeção nas cavidades é muito baixa. 5. Uso excessivo de desmoldante. Aumente a velocidade de injeção. A. Mistura deficiente. B. Pigmento: 1. Partículas muito grandes. 2. Alimentação não uniforme. 3. Difícil dispersão. C. Concentrado: 1. Quantidade muito alta. Melhore a degasagem da cavidade. Veja as sugestões na Seção VIII, Item B. Limpe o molde. Use desmoldantes não siliconados, em pó, misturados ao material. Aumente a contrapressão. Diminua a rotação da rosca. Use uma rosca de maior taxa de compressão. Use uma rosca com ponta homogeneizadora. Use pigmentos em pó, com granulometria uniforme. Use um dosador de cores. Faça a pré-mistura do pigmento com o polímero. Use um concentrado pré-disperso dos pigmentos. Use uma quantidade menor. Proporções maiores que 25 para 1 são difíceis de aplicar na moldagem por injeção. 2. Veículo do concentrado incompatível com o HYTREL®. Consulte o fornecedor de concentrados ou a DuPont. Use o HYTREL® como veículo. 3. Concentração de pigmentos muito alta. Utilize um concentrado com menor quantidade de pigmentos incorporados. 23 Para mais informações sobre os Polímeros de Engenharia: DuPont do Brasil S.A. Alameda Itapecuru, 506 - Alphaville 06454-080 Barueri - São Paulo TeleSolutions: 0800 17 17 15 Suporte Técnico e Qualidade Tel: +55 (11) 4166-8787 E-mail: [email protected] Serviço ao Cliente Tel: +55 (11) 4166-8530 / 8531 / 8647 Fax: +55 (11) 4166-8513 Web Site: plasticos.dupont.com.br Estas informações correspondem ao nosso conhecimento atual sobre este assunto. Tais informações são fornecidas apenas para orientá-no na realização dos seus próprios testes. Elas não se destinam à substituição de quaisquer testes que possam ser necessários para determinar a adequabilidade de um determinado produto aos seus objetivos específicos. Estas informações poderão ser revisadas à medida que novos conhecimentos e maior experiência estiverem disponíveis. Como a DuPont não pode prever todas as variações nas condições efetivas de utilização final, não serão dadas quaisquer garantias e nem será assumida qualquer responsabilidade em relação ao emprego destas informações. Nada nesta publicação deverá ser considerado como uma autorização de funcionamento ou uma recomendação para infringir quaisquer direitos de patentes. Cuidado: Não utilize este produto em aplicações médicas que envolvam implantes permanentes no corpo humano. Para outras aplicações médicas, consulte a "Declaração de Cuidados Médicos da DuPont", H-51459. 03.97 E-73180-6 Impresso no Brasil ® Marca Registrada da DuPont
Download