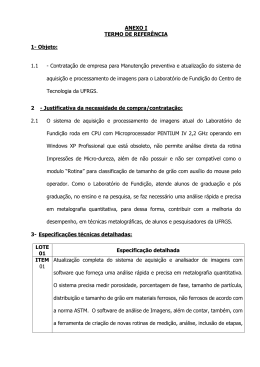
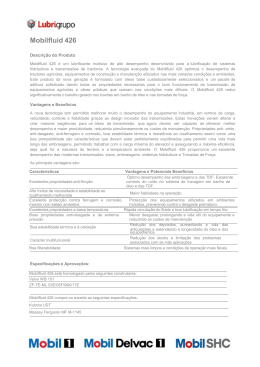
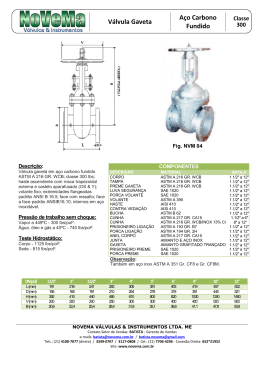
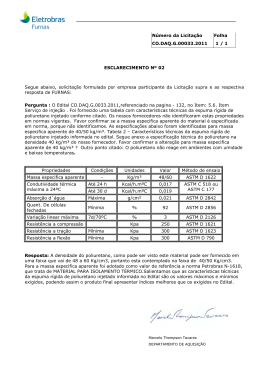
MINIMIZAÇÃO DO DESGASTE EROSIVO E CORROSIVO EM TROCADORES DE CALOR DE USINAS TERMOELÉTRICAS A CARVÃO L.C. Zanini (IC)1, R. Miranda (IC)2, C. C. Zanelatto (IC)1, , R. Furlan (IC)1, E. Angioletto (PQ)1, L. Felippe (PQ)3, M. R. da Rocha (PQ)1, A. B. C. Arnt (PQ)1, M. M. da S. Paula (PQ)1,4 Departamento de Engenharia de Materiais1, Departamento de Engenharia Química2, Tractebel Energia S.A3, Laboratório de Síntese de Complexos Multifuncionais – LASICOM4, Universidade do Extremo Sul Catarinense – UNESC. RESUMO à agressão de partículas sólidas presentes em um fluido. [1]. Os equipamentos utilizados em termoelétricas que utilizam carvão como combustível sofrem rotineiramente desgastes. O carvão mineral utilizado na usina termoelétrica (UTE) Jorge Lacerda possui 42% de cinzas. Essa condição aliada a outros parâmetros operacionais, tais como, velocidade dos gases e temperatura, motiva desgastes intensos e localizados. O carvão catarinense possui ainda grande quantidade de enxofre, que após a queima gera SOx. Este gás nas regiões mais frias dos trocadores de calor reage com moléculas de água presentes no ambiente, formando H2SO4 e causa intensa corrosão. A corrosão e erosão, associadas a fatores mecânicos têm sido apontadas como as principais causas de falhas em trocadores de calor ar/gases em UTE`s. Estudou-se a substituição do aço ASTM 178, empregado originalmente na UTE, pelos aços ASTM 106 e CORTEN-A, bem como a nitretação e aspersão térmica por HVOF dos substratos, empregando revestimentos a base de WC-12Co e Cr3C2-NiCr. PALAVRAS-CHAVES As falhas por desgastes em UTE`s são verificadas freqüentemente nos tubos metálicos dos bancos de trocadores de calor. Para elucidar os mecanismos de erosão, deve-se antes entender como pequenas partículas sólidas removem material da superfície. Bem como a influência da natureza e/ou a magnitude das forças que agem entre as partículas e o substrato. Outros fatores que influenciam o processo de erosão são o ângulo de impacto das partículas, a resiliência final da superfície, a velocidade das partículas, temperatura e a energia de ligação metálica da superfície [2]. Para metais dúcteis e sólidos frágeis, diferentes curvas de erosão em Aspersão Térmica, Corrosão, Erosão, Nitretação, Trocadores de Calor. função do ângulo de ataque são obtidas [3]. Outro ponto a ser considerado é que nos trocadores de calor, os gases de combustão ao atingirem a temperatura do I. INTRODUÇÃO ponto de orvalho da água propiciam a formação de ácido sulfúrico. O H2SO4 é formado a partir da reação entre o SOx A rede elétrica do Brasil é interligada e desta forma contido nos gases de combustão e moléculas de água eventuais falhas em trocadores de calor podem comprometer presentes no ambiente. Isto causa intensa corrosão nos tubos a geração de energia em Usinas Termoelétricas (UTE`s), localizados nas regiões mais frias dos trocadores (região resultando 1 em parada na produção e eventualmente comprometendo todo o sistema elétrico de uma região. O carvão mineral é utilizado em UTE`s como combustível inferior). A Figura 1 apresenta a fotografia de um trocador de calor da UTE Jorge Lacerda, instalada em Capivari de Baixo-SC. na geração de energia elétrica. Além da energia, a queima do A velocidade com que se processa a corrosão é dada pela carvão mineral gera uma grande quantidade de cinzas, que massa de material desgastado, em uma certa área, durante são responsáveis por problemas de desgaste intensos e um certo tempo, ou seja, pela taxa de corrosão. A taxa de localizados, sendo o desgaste erosivo mais freqüente, devido AGRADECIMENTOS Os autores agradecem a Tractebel Energia S.A. pelo suporte financeiro. 1 corrosão pode ser representada pela massa desgastada por A erosão é considerada um fenômeno puramente mecânico, em que o metal é removido ou destruído unidade de área na unidade de tempo [4]. mecanicamente, sofrendo alterações físicas. Na corrosãoerosão ocorrem fenômenos físicos e químicos, sendo caracterizada morfologicamente por sulcos, superfície ondulada, buracos arredondados e valas que mostram um padrão direcional. [6]. A Figura 3 mostra esquematicamente os danos causados por corrosão-erosão na parede de um tubo. A natureza e propriedades da película passiva influenciam até certo ponto a velocidade de ataque. Uma película compacta, densa, aderente e contínua fornece melhor proteção do que uma facilmente removida por meios mecânicos. Por exemplo, a corrosão do alumínio aumenta com a velocidade de escoamento do ácido nítrico fumegante a 42 oC, mas a velocidade de corrosão do aço AISI 347 diminui. Isto foi atribuído à remoção da película de nitrato FIGURA 1: Trocador de calor da UTE Jorge Lacerda. de alumínio a velocidades intermediárias e remoção da A corrosão-erosão é o aumento na velocidade de ataque película de Al2O3 a velocidades altas. [7] do metal devido ao movimento relativo entre um fluido corrosivo e a superfície metálica. Na corrosão-erosão, os produtos sólidos que formam sobre a superfície são arrastados e/ou o metal é removido como íons. Freqüentemente, a película sobre a superfície metálica é removida devido à ação abrasiva de fluidos (ou gases) movendo-se rapidamente, tal ação pode facilmente levar ao aparecimento de pequenas regiões anódicas em contato com grandes regiões catódicas, o que constitui uma situação FIGURA 3: Danos causados por corrosão-erosão na parede de um tubo. [5] especialmente perigosa. [5]. Na Figura 2, é ilustrado o desgaste erosivo-corrosivo de tubos dos trocadores de calor da UTE Jorge Lacerda. No sentido de solucionar o problema de desgaste erosivocorrosivo dos tubos trocadores de calor da UTE Jorge Lacerda estudou-se a substituição do aço ASTM 178, atualmente empregado na UTE por outros materiais, como os aços ASTM 106 e CORTEN-A. Outra estratégia adotada foi o emprego de técnicas de tratamento superficial dos substratos, escolheu-se dois métodos distintos: nitretação por plasma e aspersão térmica com revestimentos a base de WC-12Co e Cr3C2-NiCr. Foram realizados ensaios de determinação da taxa de erosão dos aços acima descritos, bem como dos revestimentos por nitretação gasosa e aspersão térmica nas amostras de acordo com a norma ASTM G76; medidas de polarização dos aços ASTM 178, FIGURA 2: Perfuração devido ao desgaste erosivocorrosivo de tubos dos trocadores de calor. ASTM 106 e CORTEN-A; e ensaios de imersão por perda de massa em diferentes meios. II. MÉTODO EXPERIMENTAL revestidos com ligas à base de WC-12Co e Cr3C2-NiCr pela técnica HVOF (High Velocity Oxygen Fuel). A. Substratos Em virtude dos trocadores de calor operarem a temperaturas em torno de 400 ºC a 450 ºC, os materiais Os seguintes materiais de base foram estudados revestidos foram submetidos a ensaios laboratoriais nesta com relação à resistência ao desgaste e a corrosão: ASTM faixa de temperatura. Partículas de sílica foram utilizadas 178, ASTM 106, revestimentos termicamente aspergidos a como agente erodente. Foram utilizados ângulos de impacto base de Cr2C3-25NiCr e WC-12Co e carbonitretados por iguais a 30º e 45º. Estes erodentes e ângulos de incidência plasma. Amostras de aço ASTM 178 foram preparadas a foram escolhidos por simularem uma condição de erosão partir de tubos removidos da própria UTE. Os demais, mais drástica do que aquela verificada nas condições reais adquiridos junto a fornecedores diversos. Nitretação por de operação dos tubos. O ensaio de desgaste foi efetuado em plasma foi efetuada em reator industrial, junto à empresa um equipamento desenvolvido e baseado na norma ASTM Nitrion do Brasil, durante 3 horas. Aspersão térmica por G76, como mostra a Figura 4. HVOF foi realizado na Metalúrgica Rijeza (São Leopoldo, RS) em um equipamento HVOF-JP 5000. Carbeto de cromo (7202, granulometria de 45µm ± 15µm) foi mantido em estufa a 60°C para retirar toda a umidade. A pressão de O2 utilizada no processo foi 14,5kg/mm², e a pressão de querosene (combustível), 12kg/mm². A tocha de deposição foi mantida a 40cm de distancia da peça, e todo o processo controlado por CNC (comando numérico computadorizado). Condições similares foram empregadas na deposição do revestimento de WC-12Co. B. Determinação da Taxa de Erosão Para a avaliação da resistência ao desgaste erosivo em FIGURA 4: Equipamento para ensaios de desgaste erosivo indicando as partes principais: (1) sistema de préaquecimento do ar, (2) sistema de alimentação de partículas erodentes; (3) Sistema venturi-acelerador de partículas e (4) Forno para os ensaios. temperaturas elevadas, foi realizado um ensaio de desgaste erosivo nas amostras de acordo com a norma ASTM G76, C. Medidas de Polarização com equipamento disponível no laboratório de materiais cerâmicos da UFRGS (Figura 4). Foram extraídas dos tubos amostras com 30 mm de diâmetro, cortadas e arredondadas. Como agente erodente, empregou-se sílica. Todas as medidas foram conduzidas à temperatura de 450 ºC. Para avaliação do efeito do ângulo de colisão do agente erodente em relação à superfície das amostras, foram utilizados dois ângulos de incidência, a saber 30º e 45º. Estes ângulos foram selecionados por serem críticos na degradação do substrato. Também foram realizados ensaios acelerados de desgaste erosivo, de acordo com a norma ASTM G76, em substratos As experiências de polarização foram realizadas em uma célula convencional de três eletrodos. Como eletrodo de referência, empregou-se um Eletrodo Saturado de Calomelano (SCE); uma placa de platina como contraeletrodo; finalmente, como eletrodo de trabalho, amostras dos diversos substratos e diferentes revestimentos. A Figura 5 ilustra o sistema empregado nas medidas de corrosão aceleradas. Os substratos foram embutidos em resina de poliéster, de modo que a área de superfície plana fosse a única em contato com o meio corrosivo. No ensaio potenciodinâmico utilizou-se substratos produzidos com os aços ASTM 178, ASTM 106 e CORTEN-A, nos seguintes meios: H2SO4 0,5 mol.dm-3, NaCl 3%, HCl 0,5 mol.dm-3 e seguintes meios: H2SO4 0,5 mol.dm-3, NaCl 3%, HCl 0,5 HNO3 0,5 mol.dm-3. mol.dm-3 e HNO3 0,5 mol.dm-3. Periodicamente, as peças Antes de cada medida, o eletrodo de trabalho (substrato) foi mantido imerso na solução teste no potencial natural por foram removidas, limpadas cuidadosamente, secas e pesadas. A seguir, imersas novamente em meio corrosivo. 1 hora, isto é, até atingir um equilíbrio na interface metalsolução. As medidas foram realizadas num III. RESULTADOS E DISCUSSÕES Potenciostato/Galvanostato da Princeton Applied Research (PARC), modelo 273A, interfaceado a um microcomputador. A aquisição dos dados foi efetuada com o auxílio do programa computacional 352 SoftCor III A seguir são apresentados resultados dos testes realizados com as amostras de diversos aços e ligas, em relação ao aço ASTM 178, empregado atualmente na UTE em estudo. Corrosion Mensuarement Software for Windows, também da EG&G PAR. Distorções oriundas da resistência não- A. Determinação da Taxa de Erosão compensada (Ru) da solução foram atenuadas empregandose capilar de Lugin, bem como o compensador automático existente no Potenciostato/Galvanostato. Distorções de queda ôhmica (Ru) são causadas pela resistência ôhmica existente entre o eletrodo de trabalho e o eletrodo de referência, podendo levar a interpretações errôneas na análise dos resultados. A velocidade de variação de A Tabela 1 apresenta os resultados obtidos para a taxa média de erosão por perda de massa de acordo com a norma ASTM G76, para os materiais investigados, a saber: ASTM A178, ASTM A106, CORTEN-A e ASTM 178 nitretado. Os valores apresentados na tabela abaixo, são a média obtida de três amostras. potencial foi de 0,2 mV.s-1, iniciando em potencial de -0,25 TABELA 1: Taxa de desgaste erosivo a 450ºC, seguindo a norma ASTM G76. Taxa Média De Erosão (Galvo / Gerodente *10-4) Substrato/Revestimento V vs. Ecorr a +1,6 V vs. SCE. 30º 45º ASTM 178 1,68 1,35 ASTM 106 1,48 1,26 CORTEN-A 1,72 1,48 ASTM 178 Nitretado 1,37 1,34 A baixa resistência apresentada pelo aço ASTM A178 no FIGURA 5: Esquema ilustrando uma célula convencional de três eletrodos. processo de erosão deve-se em parte a baixa quantidade de perlita em sua microestrutura. Como o processo de degradação na erosão ocorre por arrancamento de material D. Ensaios de Imersão metálico na superfície, o material por apresentar um limite Ensaios de imersão por perda de massa foram realizados de escoamento baixo oferece baixa resistência à deformação em diferentes meios corrosivos, empregando-se cinco plástica. Esta sendo continuamente promovida pelo impacto amostras de das partículas de cinzas (rica em silicatos) sobre a superfície aproximadamente 3,5 cm2. Os substratos foram previamente dos tubos. Assim, o material em pontos localizados de sua decapados com HCl 50% e em seguida, lavados com água superfície acaba atingindo o seu limite de resistência e, por destilada. A seguir, secados, pesados e imersos nos conseqüência, culminando com o desgaste do aço pelo retangulares, com área geométrica arrancamento de pequenas “partículas” encruadas. Já o aço ASTM A106, pelo fato de apresentar um limite de Outro ponto observado a partir dos dados apresentados na escoamento superior, apresentou desempenho levemente Tabela 2, é que o substrato revestido com Cr3C2-NiCr superior ao do aço ASTM 178 nas mesmas condições de apresenta teste. principalmente o aço ASTM 178, utilizado na UTE. maior microdureza que os demais, e A Tabela 2 apresenta os resultados obtidos para A ordem de grandeza do desgaste erosivo é função microdureza Vickers, utilizando um microdurômetro da também de algumas características do abrasivo empregado. marca Desta Buehler, modelo micromet 2001. Utilizou-se forma, partículas graúdas, com constituintes identadores Vickers e carga de 1000 g. Cada valor mineralógicos de alta dureza e formas angulares, promovem apresentado na tabela corresponde à média de dez medidas. um elevado desgaste erosivo [8]. O mecanismo de desgaste responsável pela perda de material pode ser avaliado TABELA 2: Microdureza Vickers para os diversos substratos, a temperatura de 450ºC e ângulo de impacto de 45º. Microdureza Vickers Média (HV) Substrato/Revestimento Antes da erosão Após a erosão ASTM 178 119,02 182,18 ASTM 106 171,91 200,72 CORTEN-A 139,42 231,86 ASTM 178 Nitretado 216,46 270,43 Cr3C2-NiCr 663,27 134,81 analisando-se a microestrutura do material alvo. O desgaste erosivo, remoção de material de uma superfície pelo impacto de partículas abrasivas, causa um dano no material que depende principalmente da tensão de escoamento deste [9]. A Tabela 3 e a Figura 6 apresentam os resultados obtidos da taxa do desgaste erosivo em volume para os revestimentos termicamente aspergidos a base de Cr3C2NiCr e WC-12Co. Para tanto se determinou a porosidade e posterior densidade dos revestimentos. Os experimentos mostram que o desempenho apresentado pelos revestimentos à base de Cr3C2-NiCr e WC-12Co é superior àquele apresentado pelo aço sem revestimento, Como pode ser observado, as amostras metálicas sendo que o revestimento à base de WC-12Co revela o apresentaram um aumento na sua microdureza após o melhor desempenho frente ao desgaste erosivo. Porém, processo erosivo. Isto decorre do encruamento causado pela levando-se em conta o custo do WC-12Co, revestimento a deformação sobre as superfícies expostas. Ponto que deve base de Cr3C2-NiCr é preferível. ser destacado é que, embora o processo de desgaste ocorra em alta temperatura, ela não é suficiente para que ocorra a B. Polarização recuperação do material (redução de sua densidade de discordâncias) e, por este motivo, resultando em maior nível Pode ser observado a partir do perfil potenciodinâmico de resistência naquela região. Este endurecimento pode vir a para o aço ASTM 178 em H2SO4 0,5 mol.dm-3 (Figura 7), contribuir, de certa forma com o aumento da resistência ao que a densidade de corrente apresenta um crescimento arrancamento de partículas da superfície, desde que significativo para potenciais ligeiramente superiores ao Ecorr apresente uma maior dificuldade para o início do seu (Ecorr = -500 mV). A densidade de corrente cresce até escoamento. Caso o limite de escoamento seja baixo, potencial próximo a 400 mV vs. SCE. Acima deste poderia ocorrer uma grande deformação inicial, esgotando, potencial, observa-se acentuada queda na densidade de já no início do processo erosivo, a ductilidade disponível no corrente, sugerindo o início de formação de filme material e por conseqüência, culminando com a fratura da passivante. Entretanto, logo a corrente torna a aumentar, partícula. Como o aço ASTM 106 apresenta um limite de indicando que o filme formado não é estável, isto é, com o escoamento maior que o aço ASTM 178, isto pode ter aumento do potencial, não se verifica passivação suficiente contribuído para o leve aumento da sua resistência a erosão. para proteger o metal, que continua ativo. A densidade de corrente cresce novamente à medida que o potencial torna-se 340 mV vs. SCE. Acima desse potencial, observa-se um mais positivo, até dissolução do substrato. crescimento da corrente até a dissolução do substrato. A Figura 8 apresenta o perfil potenciodinâmico para o Finalmente, as taxas de corrosão, calculadas a partir das revestimento a base de Cr3C2-NiCr aspergido termicamente inclinações de Tafel apresentaram valor de 13,13 mpy para o -3 sobre substrato de aço ASTM 178 em H2SO4 0,5 mol.dm . aço ASTM 178 e 14,01 mpy para o aço ASTM 106. As Como se pode observar a corrente acima do Ecorr apresenta taxas foram determinadas em H2SO4 0,5 mol.dm-3. uma região bem definida de passivação até o potencial de TABELA 3: Desgaste erosivo em volume para WC-12Co e Cr3C2-NiCr. Condição do Teste Taxa Média de erosão (g/cm3 *10-5) WC-12Co 400 ºC - 30º 450 ºC - 30º 400 ºC - 45º 450 ºC – 45º 0,38 0,39 0,44 0,48 Cr3C2-NiCr 400 ºC - 30º 450 ºC - 30º 400 ºC - 45º 450 ºC – 45º 0,74 0,79 0,85 0,86 Revestimento Porosidade (%) Densidade (g/cm3) 4,98% 14,159 0,70% 6,867 WC12Co 1,00 0,90 0,85 0,80 Erosão volume (cm3/g*10-5) Cr3C2-25NiCr 0,86 0,79 0,74 0,70 0,60 0,50 0,40 0,48 0,44 0,39 0,38 0,30 0,20 0,10 0,00 400-30 400-45 450-30 450-45 Temperatura (ºC), Ângulo (º) FIGURA 6: Variação da taxa de erosão, em perda de volume por massa de erodente impactada, em função do ângulo de incidência do erodente (30° ou 45º) e da temperatura de ensaio (400 °C ou 450 °C). 1600 1400 1200 1000 800 600 E(mV) 400 200 0 -200 -400 -600 -800 -1000 -1200 -1400 -7 -6 -5 -4 -3 -2 -1 log(I)(log(A)) FIGURA 7: Perfil potenciodinâmico para corpo-de-prova em aço ASTM 178 em H2SO4 0,5 mol.dm-3. Partindo de -0,25 V vs. Ecorr até 1,6 V e registradas a uma velocidade de 0,2 mV.s-1 500 400 300 200 E(mV) 100 0 -100 -200 -300 -400 -500 -600 -5 -4 -3 -2 -1 0 log(I)(log(A)) FIGURA 8: Perfil potenciodinâmico para corpo-de-prova em aço ASTM 178 aspergido termicamente por revestimento a base de Cr3C2-NiCr em H2SO4 0,5 mol.dm-3. Partindo de -0,25 V vs. Ecorr até 1,6 V e registradas a uma velocidade de 0,2 mV.s-1 aproximado de 448 horas. Para o meio HCl 0,5 mol.dm-3, C. Perda de massa teve-se uma perda intermediária, de aproximadamente 16%, Os traçados gráficos da variação de massa em função do num tempo de 776 horas. Para o meio HNO3 0,5 mol.dm-3 a tempo são lineares, sugerindo a não formação de filme de perda de massa foi em média de 0,97%, em óxido protetor. Estes resultados estão de acordo com os aproximadamente 241 horas. A Tabela 4 apresenta os obtidos nos ensaios potenciodinâmicos. Resultados apontam percentuais de perda de massa e os valores médios de massa que o H2SO4 0,5 mol.dm-3 foi o meio mais agressivo, inicial e final dos substratos em cada meio. apresentando perda de massa de aproximadamente 85% da A Figura 8 ilustra amostras de aço ASTM 178 imersas em massa inicial em 469 horas de ensaio. Para o meio NaCl 3%, (a) H2SO4 0,5 mol.dm-3, (b) NaCl 3% e (c) HCl 0,5 a perda foi quase desprezível, ou seja, de 0,37%, num tempo mol.dm-3. TABELA 4: Valores médios de massa final e inicial e percentual de perda de massa. Percentual de Perda de Massa final média (g) Reagente Massa inicial média (g) Massa (%) A H2SO4 0,5M 10,293 1,692 85 NaCl 3% 10,441 10,403 0,37 HCl 0,5M 9,847 8,291 16 HNO3 0,5M 9,802 9,707 0,97 B C FIGURA 8: (A) corpo-de-prova imerso em H2SO4 0,5 mol.dm-3, (B) corpo-de-prova imerso em NaCl 3%, (C) corpo-deprova imerso em HCl 0,5 mol.dm-3. As amostras possuíam as dimensões de 25x15x2mm. As Figuras de 9, 10 e 11 apresentam os traçados gráficos de perda de massa em função do tempo para os diversos substratos imersos nos meios citados acima. D. Análise micrográfica A Figura 11 corresponde a uma micrografia por MEV de uma camada de termoaspergida. Pode-se observar claramente a sobreposição de camadas do material, característica de um processo de deposição por HVOF. Os pontos mais claros observados na microestrutura representam precipitados constituídos de elementos da liga. FIGURA 9: Perda de massa em função tempo do corpo-deprova imerso em HCl 0,5 mol.dm-3. FIGURA 11: Micrografia registrada por microscopia eletrônica de varredura de uma camada de Cr3C2-NiCr termoaspergida por HVOF. Aumento: 1500X. IV. CONCLUSÃO Da análise dos resultados obtidos, chegou-se às seguintes conclusões. FIGURA 10: Perda de massa em função tempo do corpo-deprova imerso em NaCl 3%. 1. O revestimento que apresentou melhor desempenho frente às condições testadas foi o Cr3C2-NiCr. 2. O melhor desempenho frente ao desgaste erosivo e de menor custo foi obtido pelos tubos nitretados, porém bem inferior àquele apresentado pelos tubos aspergidos termicamente com revestimento à base de WC-12Co. 3. O aço ASTM 106 apresentou comportamento pouco superior ao ASTM 178, comumente utilizado na UTE Jorge Lacerda, isto se deve ao maior limite de escoamento que este material apresenta, o que contribui para uma menor perda de massa. 4. FIGURA 11: Perda de massa em função tempo do corpo-deprova imerso em H2SO4 0,5 mol.dm-3. O H2SO4 0,5M foi o meio mais agressivo, apresentando perda de massa de aproximadamente 85% da massa inicial em 469 horas de ensaio. 5. Os traços gráficos da variação de massa em função do tempo são lineares, sugerindo a não formação de filme de óxido protetor. V. REFERÊNCIAS BIBLIOGRÁFICAS [1] Vicenzi, J. Villanova, D. Lima, L. M. D. Takimi, A. S. Marques, C. M. Bergmann, C. P. “Avaliação do Desgaste Erosivo à Quente (~300°C) por Cinzas de Carvão Mineral em Revestimentos Obtidos por Aspersão Térmica”. LACER –UFRGS. [2] Bushan, Bharat; Gupta,B.K. ; Tribology ; ed. Krieger, 1997. [3] Suckling, M. E Allen, C. – “Critical variables in high temperature erosive wear”, Wear 203-204 (1997), p. 528-536. [4] Abraco – Associação Brasileira de Corrosão. Rio de Janeiro – Brasil. Disponível em http://www.abraco.org.br/corros15.htm [5] RAMANATHAN, Lalgudi V. “Corrosão e seu Controle”. São Paulo: Hemus, [19--]. 339 p. [6] Gentil, V. “Corrosão”. Rio de Janeiro: LTC – Livros Técnicos e Científicos Editora S.A. 3a Ed. 1996. [7] Shreir, L. L. (Ed.) “Corrosion, metal-environment reactions”, Londres, Newnes Buterworths 1976, vol. 1. [8] Wang, B. Q. E Verstak, A. - "Elevated temperature erosion of HVOF Cr3C2/TiC-NiCrMo cermet coating", Wear 233-235 (1999), p. 342-351. [9] Hutchings, I. M. - "Mechanisms of the erosion of metals by solid particles - Erosion: prevention an useful aplications" ASTM STP 664 (1979a).
Baixar