Curso de Engenharia Mecânica – Automação e Sistemas
PROJETO E DESENVOLVIMENTO DE UM SISTEMA
MICROCONTROLADO PARA FABRICAÇÃO DE ESTRIBOS
UTILIZADOS EM CONECTORES ELÉTRICOS
José Eduardo de Lazari
Itatiba – São Paulo – Brasil
Dezembro de 2009
ii
Curso de Engenharia Mecânica – Automação e Sistema
PROJETO E DESENVOLVIMENTO DE UM SISTEMA
MICROCONTROLADO PARA FABRICAÇÃO DE ESTRIBOS
UTILIZADOS EM CONECTORES ELÉTRICOS
José Eduardo de Lazari
Monografia apresentada à disciplina Trabalho de
Conclusão de Curso, do Curso de Engenharia Mecânica –
Automação e Sistemas da Universidade São Francisco,
sob a orientação do Prof. Carlos Rodrigo Davelli, como
exigência parcial para conclusão do curso de graduação.
Orientador: Prof. Carlos Rodrigo Davelli
Itatiba – São Paulo – Brasil
Dezembro de 2009
iii
Projeto e desenvolvimento de um sistema microcontrolado para
fabricação de estribos utilizados em conectores elétricos
José Eduardo de Lazari
Monografia defendida e aprovada em 12 de dezembro de 2009 pela Banca
Examinadora assim constituída:
Prof. Carlos Rodrigo Davelli
USF – Universidade São Francisco – Itatiba – SP.
Prof. Ms. Paulo Eduardo Silveira
USF – Universidade São Francisco – Itatiba – SP.
Prof. Dr. Fernando César Gentile
USF – Universidade São Francisco – Itatiba – SP.
iv
O degrau da escada não foi inventado para
repousar, mas apenas para sustentar o pé o
tempo necessário para que o homem coloque o
outro pé um pouco mais alto.
(Aldous Huxley)
v
Agradecimentos
Agradeço primeiramente a Deus por ser fonte inesgotável de luz que ilumina e guia todos os meus
passos, e por ter sido sustentação nestes anos de estudo.
Agradeço aos meus pais, José e Benedita, por todo amor, confiança, apoio e incentivo que dedicaram a
mim.
Agradeço a Aline, minha futura esposa, por todo amor, companheirismo, paciência e apoio durante
todos esses anos.
Agradeço aos meus professores da Universidade São Francisco – Eduardo Balster Martins
Mario Monteiro e Carlos Rodrigo Davelli – por toda ajuda e atenção dedicada ao meu
trabalho e por acreditarem em mim e pelo incentivo para a conclusão deste trabalho, face aos
inúmeros percalços do trajeto.
Agradeço aos amigos da empresa Tegmafe – Faga, Juarez, Reginaldo, Paulo e Odovaldo – pela ajuda
impagável que obtive sempre que necessitei. Que Deus lhes retribua em dobro.
E finalmente, aos companheiros de graduação pelo apoio e incentivo mútuo nesses 5 longos, e ao
mesmo tempo rápido, anos.
vi
Sumário
Lista de Siglas ........................................................................................................................ viii
Lista de Figuras ....................................................................................................................... ix
Resumo ...................................................................................................................................... x
1
INTRODUÇÃO ................................................................................................................ 11
1.1 Objetivo ....................................................................................................................... 12
1.2 Justificativa.................................................................................................................. 13
2
REVISÃO BIBLIOGRÁFICA ....................................................................................... 14
2.1 Conectores elétricos tipo cunha................................................................................... 14
2.1.1 Modelos de conectores com estribo...................................................................... 15
2.2 Conceito de básicos sobre automação ......................................................................... 16
2.2.1 Máquinas automáticas .......................................................................................... 16
2.2.1.1 Maquinas-ferramenta ..................................................................................... 17
2.3 Automação industrial .................................................................................................. 17
2.3.1 Automação flexível............................................................................................... 17
2.4 Microcontroladores ..................................................................................................... 18
2.4.1 Microcontrolador PIC ........................................................................................... 18
2.5 Linguagem de programação ........................................................................................ 19
2.5.1 História da programação em C ............................................................................. 19
2.5.2 Programação de PICs em C .................................................................................. 20
2.6 Projeto ......................................................................................................................... 21
2.6.1 Projeto de máquina ............................................................................................... 21
2.6.2 Metodologia de projetos ....................................................................................... 21
2.6.3 Modelo de engenharia .......................................................................................... 23
2.6.4 Projeto e engenharia auxiliados por computador ................................................. 23
2.6.4.1 Projeto auxiliado por computador (CAD) ..................................................... 23
2.6.4.2 Engenharia auxiliada por computador (CAE)................................................ 24
3
METODOLOGIA ............................................................................................................ 25
3.1 Mecânica ..................................................................................................................... 25
3.1.1 Modelagem do sistema mecânico ......................................................................... 25
3.1.2 Cálculo da força .................................................................................................... 26
3.1.3 Definição dos materiais ........................................................................................ 28
3.1.4 Detalhamento das peças........................................................................................ 28
3.2 Elétrica/Eletrônica ....................................................................................................... 29
3.2.1 Definição do motor ............................................................................................... 29
3.2.2 Modelagem do sistema elétrico ............................................................................ 30
3.2.3 Algoritmo de funcionamento ................................................................................ 32
3.2.4 Programação do microcontrolador ....................................................................... 32
3.3 Protótipo ...................................................................................................................... 32
vii
4
RESULTADO E DISCUSSÕES ..................................................................................... 34
5
CONCLUSÃO .................................................................................................................. 35
APENDICE 1 – PROGRAMA EM “C”DO SISTEMA ...................................................... 36
REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 41
viii
Lista de Siglas
BEA
Boundary Element Analysis
BIOS
Basic Input/Output System
CAD
Computer-Aided Design
CAE
Computer-Aided Engineering
CIM
Computer Integrated Manufacturing
EEPROM
Electrically-Erasable Programmable Read-Only Memory
FEA
Finite Element Analysis
OTP
One Time Programmable
PIC
Programmable Interrupt Controller
RAM
Random Access Memory
USB
Universal Serial Bus
ix
Lista de Figuras
Figura 1.1 – Gabarito de dobra do estribo modelo EN ..........................................................................11
Figura 1.2 – Posicionamento da barra no primeiro limitador.................................................................12
Figura 1.3 – Destacamento da peça após as dobras ...............................................................................12
Figura 2.1 – Conector elétrico tipo cunha aplicado................................................................................14
Figura 2.2 – Aplicação de conectores para distribuição doméstica........................................................14
Figura 2.3 – Aplicação de conectores para distribuição pública ............................................................15
Figura 2.4 – Conectores elétricos tipo cunha com estribo .....................................................................15
Figura 2.5 – Aplicação de conector elétrico com estribo .......................................................................15
Figura 2.6 – Transformação de energia em trabalho útil (PAZOS, 2002) ............................................16
Figura 2.7 – Classificação de máquinas (PAZOS, 2002) ......................................................................17
Figura 3.1 – Modelagem do sistema .....................................................................................................25
Figura 3.2 – Detalhe do dispositivo de dobra.........................................................................................26
Figura 3.3 – Exemplos de detalhamento das peças ................................................................................28
Figura 3.4 – Croqui de engenharia do motoredutor ...............................................................................29
Figura 3.5 – Esquematização elétrica do sistema de dobra ....................................................................30
Figura 3.6 – Detalhe do esquema elétrico de escolha e inicio................................................................30
Figura 3.7 – Algoritmo de funcionamento do processo .........................................................................32
Figura 3.8 – Protótipo do sistema de dobra de estribo ...........................................................................33
x
Resumo
A automação de processos produtivos nas industriais está se tornando cada vez mais
presente em todo o Brasil. Esta automação, dentre as demais vantagens, visa aumentar a
eficiência dos processos, a ergonomia, e também reduzir os custos. Dentre essas empresas a
KRJ Ind. e Com. Ltda desenvolveu-se na área de conectores elétricos, e dentre os diversos
produtos por ela comercializados está o conector elétrico modelo com estribo. Este estribo é
feito de cobre eletrolítico e existem em diversos formatos de dobra. O processo atual de dobra
desses estribos na fabricação é de maneira totalmente manual, com isso caracteriza-se a baixa
produtividade, sem mencionar o aspecto ergonômico, podendo ocorrer várias lesões devido a
esforços repetitivos. O objetivo deste trabalho foi projetar e desenvolver um sistema
microcontrolado para realizar as dobras nesses estribos. O microcontrolador utilizado foi o
PIC 16F877A e sua programação desenvolvida na linguagem C. O sistema contará com um
acionador de avanço e outro acionador de dobra, ambos controlados quanto a sua posição.
Desenvolveu-se um protótipo para avaliação dos controles e programação e para visualizar
possíveis interferências físicas no momento da dobra.
PALAVRAS-CHAVE: Dobra de estribo, conector elétrico, microcontrolador, PIC, sistema
microcontrolado.
11
1 INTRODUÇÃO
No contexto do mercado atual, uma das principais metas de uma empresa é reduzir cada
vez mais seus custos. Essa redução de custo influi diretamente na margem de lucro sobre seus
produtos finais. A automação é uma excelente ferramenta nessa redução.
Com uma linha de produção automatizada, há uma considerável redução no quadro de
mão de obra aplicada, tornando o processo otimizado. E essa otimização resulta em um
aumento de eficiência, qualidade e repetibilidade.
No setor da elétrica, os conectores elétricos são largamente utilizados nas distribuições
residencial, industriais, e também nas subestações de energia. Um dos modelos de conectores
é o com “Estribo”. Este estribo possui vários modelos em várias linhas, alterando somente a
alguns poucos formatos.
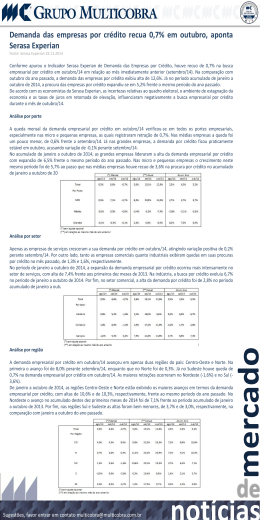
O processo de fabricação atual dos estribos se dá de maneira manual. Existe um
gabarito de dobra para cada modelo. O operador corta o material na medida certa e com a
ajuda de uma alavanca executa as dobras no gabarito. Na figura 1.1 pode-se observar o
gabarito de dobra de um dos modelos de estribo.
Figura 1.1 – Gabarito de dobra do estribo modelo EN
Para inicio de processo, o operador encaixa a barra no primeiro limitador e faz a dobra,
e assim sucessivamente até realizar todas as dobras necessárias para formar a peça. Na figura
1.2 pode-se observar uma das etapas do processo de dobra.
12
Figura 1.2 – Posicionamento da barra no primeiro limitador
Após a execução de todas as dobras, o operador necessita destacar o estribo, devido as
tensões do material, com auxilio de uma alavanca. Na figura 1.3 pode-se observar o
destacamento da peça.
Figura 1.3 – Destacamento da peça após as dobras
A dificuldade neste processo está na baixa produtividade, sem mencionar o aspecto
ergonômico, podendo ocorrer várias lesões devido a esforços repetitivos.
1.1 Objetivo
Este trabalho tem por objetivo automatizar o processo de dobra do estribo através de um
sistema microcontrolado no qual o operador poderá escolher facilmente qual modelo de
estribo irá curvar.
13
1.2 Justificativa
O processo atual de fabricação possui baixa produtividade. É um processo demorado,
que requer esforço de moderado a alto do operador. Sabe-se que com maior fadiga do
operador, menor será sua produtividade. Com a automação deste processo, o operador será
privado de qualquer esforço.
Estima-se que com essa automação, o aumento na produção do estribo será de 70%,
pois, descarta-se a fadiga do operador. O tempo de produção será ditado pelos atuadores da
automação e não mais pelo operador, diminuindo assim o risco do operador adquirir qualquer
tipo de lesão relacionada ao trabalho (Lesão por Esforço Repetitivo – LER, Distúrbio
Osteomuscular Relacionado ao Trabalho – DORT), pois, não será mais necessário expor o
mesmo a esforços repetitivos.
14
2 REVISÃO BIBLIOGRÁFICA
2.1 Conectores elétricos tipo cunha
Os conectores elétricos tipo cunha surgiram com a necessidade de realizar distribuições
de energia elétrica a partir de um condutor principal de maneira fácil, ágil e sem danificar a
estrutura dos condutores. Podem ser utilizados, dependendo do modelo de conector, para
realizar distribuição para um ou mais pontos. Na figura 2.1 pode-se observar um dos modelos
do conector tipo cunha.
Figura 2.1 – Conector elétrico tipo cunha aplicado
Devido à grande diversidade de modelos de conectores, é possível atender desde
distribuições residenciais até distribuições em subestações de energia, mantendo sempre a
menor perda de emergia
ergia ao longo do tempo.
Outra vantagem em utilizar este tipo de conector, é a possibilidade de aplicar e remover
diversas vezes,, sem afetar o condutor principal.
Exemplos de aplicações de conectores
es para distribuição residencial e pública podem ser
observados nas figuras 2.2 e 2.3.
Figura 2.22 – Aplicação de conectores para distribuição doméstica
15
Figura 2.3
2 – Aplicação de conectores para distribuição pública
2.1.1 Modelos de conectores com estribo
Os modelos de conectores
onectores elétricos com estribo são empregados onde há necessidade de
distribuição, a partir de um condutor principal, para mais de um ponto de distribuição.
di
Suas
maiores utilizações são em subestações de energia elétrica e em distribuição para
transformadores de grande porte.
Na figura 2.4 pode-se
se observar alguns modelos com estribo.
(b)
(a)
(c)
Figura 2.4 – Conectores elétricos tipo cunha com estribo
Na figura 2.5 pode-se
pode
observar um exemplo de utilização do conector elétrico tipo
cunha com estribo.
Figura 2.5 – Aplicação de conector elétrico com estriboo
16
2.2 Conceito de básicos sobre automação
a
Primeiramente, para entender a definição de automação deve-se
se começar por definir
alguns conceitos básicos, começando pelo conceito de máquina. Muitas definições podem ser
dadas aqui desde uma definição de dicionário até uma mais especificamente científica. Será
focalizado esse conceito do ponto de vista da utilidade, e para isso será definida máquina
como qualquer dispositivo capaz de transformar energia em trabalho útil (PAZOS, 2002).
Pode
de ser energia elétrica, térmica,
térmica, nuclear, solar, química, magnética e até energia proveniente
da força humana. Todas podem ser
se quantificadas e expressadas naa unidade física Joule.
O conceito de trabalho do ponto de vista físico
físic é a aplicação dessa energia.
energia Uma outra
forma de expressar
sar a unidade Joule é a expressão N.m. (Newton — metro).
O conceito de máquina é representado pelo diagrama de blocos da Figura 2.6.
Energia
Máquina
Trabalho útil
Figura 2.6 – Transformação de energia em trabalho útil (PAZOS, 2002)
Atendendo
tendendo essa definição, muitas coisas podem se entender por máquina, de objetos
simples de uso quotidiano, até complexos dispositivos eletrônicos e/ou mecânicos.
As máquinas podem ser divididas em automáticas e não automáticas ou manuais.
Por máquina automática entende-se
entende
toda aquela cuja energia
gia provêm de uma fonte externa,
externa
exceto a do operador.. Por máquina não automática ou manual entende-se
entende
toda aquela que
precisa da energia permanente do operador para efetuar o trabalho. (PAZOS, 2002)
2.2.1 Máquinas automáticas
utomáticas
Dentre as máquinas automáticas também é possível fazer diversas classificações,
segundo tipo de energia, características construtivas,
construtivas, peso e tamanho. Mas será estabelecida a
seguinte classificação: serão divididas as máquinas automáticas em programáveis
pro
e não
programáveis. Por máquina automática não programável entende-se
entende se toda aquela que, ao
receber a energia da fonte, efetua sempre o mesmo trabalho. Por máquina
má
automática
programável entende-se
se toda aquela cujo trabalho depende em certa medida de instruções
previamente dadas pelo operador.
opera . Essas instruções serão chamadas genericamente com o
nome de programa. (PAZOS, 2002)
17
2.2.1.1 Maquinas-ferramenta
ferramenta
A classe das máquinas-ferramenta,
máquinas
têm por objetivo processar uma determinada
matéria-prima,
prima, aumentando o valor agregado. São exemplos
mplos disso os robôs de solda,
solda cujo
programa figuram as coordenadas e diâmetros
diâmetros dos furos a serem realizados e também os
tornos de controle numérico. (PAZOS, 2002)
A classificação
ão dos diversos tipos de máquinas pode ser observadaa na figura 2.7.
Máquinas
Não automáticas
Automáticas
Programáveis
Manipuladores
Exploradores
Não programáveis
Máquinas
ferramentas
Uso geral
Figura 2.7 – Classificação de máquinas (PAZOS, 2002)
2.3 Automação industrial
Pode
ode se definir a automação como a tecnologia que se ocupa da utilização de sistemas
mecânicos,
nicos, eletro eletrônicos e computacionais na operação e controle da produção. A
automação industrial divide-se
divide se em três áreas: a automação fixa, a automação programável, e a
automação flexível (PAZOS, 2002).
2002)
A automação fixa é utilizada na fabricação de grandes volumes de um produto
específico e determinado. A programável,
programável na fabricação de uma variedade de produtos com
características diferentes, segundo um programa de instruções previamente introduzido. A
automação flexível, que pode ser entendida como uma solução de compromisso entre a
automação fixa e a automação programável.
2.3.1 Automação flexível
A automação flexível também é conhecida como sistema de manufatura integrada por
computador (CIM) e, em geral, parece ser mais indicada para um volume médio de
d produção.
Os sistemas de produção baseados na automação flexível têm algumas das características da
automação fixa e outras da automação programável.
18
O equipamento deve ser programado para produzir uma variedade de produtos com
algumas características ou configurações diferentes, mas a variedade dessas características ou
configurações é normalmente mais limitado que aquela permitida pela automação
programável. (PAZOS, 2002).
2.4 Microcontroladores
Um microcontrolador é um computador em um chip, contendo um processador,
memória e funções de entrada e saída. Além dos componentes lógicos e aritméticos usuais de
um microprocessador de uso geral, o microcontrolador integra elementos adicionais tais como
memória RAM, EEPROM ou Memória flash para armazenamento de dados ou programas,
dispositivos periféricos e interfaces de Entrada/Saída que podem ir de um simples pino digital
do componente a uma interface USB ou Ethernet nos mais avançados.
Com freqüências de clock de poucos MHz ou ainda mais baixas, microcontroladores
são considerados lentos se comparados aos microprocessadores modernos, mas isso é
perfeitamente adequado para aplicações típicas. Eles consomem relativamente pouca energia,
e geralmente possuem a capacidade de "hibernar" enquanto aguardam que aconteça algum
evento interessante provocado por um periférico, tal como o pressionar de um botão, que os
colocam novamente em atividade. O consumo de energia enquanto estão "hibernando" pode
ser de nanowatts, tornando-os ideais para aplicações de baixa energia e que economizem
bateria (PEREIRA, 2008).
2.4.1 Microcontrolador PIC
Os PIC são uma família de microcontroladores fabricados pela Microchip Technology,
que processam dados de 8 bits1 e de 16 bits, mais recentemente 32, com extensa variedade de
modelos e periféricos internos, com arquitetura Harvard e conjunto de instruções RISC
(conjuntos de 35 instruções e de 76 instruções), com recursos de programação por Memória
flash, EEPROM e OTP. Os microcontroladores PIC têm famílias com núcleos de
processamento de 12 bits, 14 bits e 16 bits e trabalham em velocidades de 0kHz a 48MHz,
usando ciclo de instrução mínimo de 4 períodos de clock, o que permite uma velocidade de no
1
Bit (simplificação para dígito binário, “BInary digiT” em inglês) é a menor unidade de informação que pode ser
armazenada ou transmitida. Um bit pode assumir somente 2 valores, por exemplo: 0 ou 1, verdadeiro ou falso,
sendo a base da matemática binária, descrita inicialmente por George Boole, e por este motivo é chamada de
Álgebra Booleana.
19
máximo 10 MIPS2. Há o reconhecimento de interrupções tanto externas como de periféricos
internos. Funcionam com tensões de alimentação de 2 a 6V e os modelos possuem
encapsulamento de 6 a 100 pinos em diversos formatos. (MICROCHIP, 2009).
2.5 Linguagem de programação
Os primeiros dispositivos programáveis tinham seus programas escritos com códigos
chamados códigos de máquina, que consistiam normalmente em dígitos binários que eram
inseridos por meio de um dispositivo de entrada de dados para então serem executados pela
máquina. Desnecessário dizer que a programação em código de máquina era extremamente
complexa, o que implicava em um elevado custo, além de muito tempo para o
desenvolvimento de uma aplicação.
Diante da necessidade crescente de programação de sistemas, foi natural o surgimento de
uma nova forma de programação de sistemas. Esta foi a origem da linguagem Assembiy, que
consistia em uma forma alternativa de representação dos códigos de máquina usando
mnemônicos, ou seja, abreviações de termos usuais que descrevem a operação efetuada pelo
comando em código de máquina. A conversão dos mnemônicos em códigos binários
executáveis pela máquina é feita por um tipo de programa chamado Assembler (montador).
A linguagem Assembly é de baixo nível, ou seja, não possui nenhum comando, instrução
ou função além daqueles definidos no conjunto de instruções do processador utilizado. Isto
implica em um trabalho extra do programador para desenvolver rotinas e operação que não
fazem parte do conjunto de instruções do processador, produzindo, por conseguinte,
programas muito extensos e complexos com um fluxo muitas vezes difícil de ser seguido.
É aí que entram as chamadas linguagens de alto nível. Elas são criadas para permitir a
programação utilizando comandos de alto nível e que são posteriormente traduzidos para a
linguagem de baixo nível (assembly ou diretamente para código de máquina) do processador
utilizado (PEREIRA, 2008).
2.5.1 História da programação em C
A linguagem C, foi criada em 1972, por Dennis Ritchie, da Bell Laboratories, e
consiste, na realidade, em uma linguagem de nível intermediário entre o Assembly e as
linguagens de alto nível. É uma linguagem de programação genérica desenvolvida para ser tão
2
MIPS (acrônimo de Millions of Instructions Per Second, que significa milhões de instruções por segundo em
inglês) é uma medida de desempenho de processadores em infotmática.
20
eficiente e rápida quanto a linguagem Assembly e tão estruturada e lógica quanto as
linguagens de alto nível (PASCAL, JAVA, etc.).
Suas origens são atribuídas a três linguagens de programação:
• ALGOL;
• BCPL (Basic Combined Programming Language: linguagem de programação
básica combinada);
• B: linguagem desenvolvida por Ken Thompson da Bell Laboratories, em 1970.
Até o desenvolvimento do C, não existiam linguagens de programação de alto nível
adequadas à tarefa de criação de sistemas operacionais (programas especiais utilizados para o
controle genérico de um computador) e outros softwares de baixo nível, restando aos
desenvolvedores utilizar o Assembiy para a execução destas tarefas.
De fato, a implementação da linguagem é tão poderosa que C foi a escolhida para o
desenvolvimento de outros sistemas operacionais além do UNIX, como o WINDOWS e o LINUX
(PEREIRA, 2008).
2.5.2 Programação de PICs em C
A utilização de C para a programação de microcontroladores com os PICs parece uma
escolha natural e realmente é. Atualmente, a maioria dos microcontroladores disponíveis no
mercado contam com compiladores de linguagem C para o desenvolvimento de software. O
uso de C permite a construção de programas e aplicações muito mais complexas do que seria
viável utilizando apenas o Assembly. Além disso, o desenvolvimento em C permite uma
grande velocidade na criação de novos projetos, devido às facilidades de programação
oferecidas pela linguagem e também à sua portabilidade, o que permite adaptar programas de
um sistema para outro com um mínimo esforço.
Outro aspecto favorável da utilização da linguagem C é a sua eficiência. Eficiência no
jargão dos compiladores é a medida do grau de inteligência com que o compilador traduz um
programa em C para o código de máquina. Quanto menor e mais rápido o código gerado,
maior será a eficiência da linguagem e do compilador.
Além disso, a utilização de uma linguagem de alto nível como C permite que o
programador preocupe-se mais com a programação da aplicação em si, já que o compilador
assume para si tarefas como o controle e localização das variáveis, operações matemáticas e
lógicas, verificação de bancos de memória, etc (PEREIRA, 2008).
21
2.6 Projeto
Projeto de engenharia pode ser definido como: “O processo de aplicação das várias
técnicas e princípios científicos com o intuito de definir um dispositivo, um método ou um
sistema suficientemente pormenorizado para permitir sua realização” (NORTON, 2004).
2.6.1 Projeto de máquina
O projeto de máquinas trata da criação de uma máquina que funcione bem, com
segurança e confiabilidade. Conforme definido anteiormente, máquina é qualquer dispositivo
capaz de transformar energia em trabalho útil (PAZOS, 2002).
A noção de trabalho útil é básica para a função de urna máquina, existindo quase
sempre alguma transferência de energia envolvida. A menção a forças e movimento também é
crucial, uma vez que, ao converter uma forma de energia em outra, as máquinas criam
movimento e desenvolvem forças. É tarefa do engenheiro definir e calcular esses
movimentos, forças e mudanças de energia de modo a determinar as dimensões, as formas e
os materiais necessários para cada uma das peças que integram a máquina. Esta é a essência
do projeto de máquinas.
É crucial reconhecer que a função e o desempenho de cada peça (e, portanto, seu
projeto) dependem de muitas outras peças inter-relacionadas de uma mesma máquina.
O objetivo final do projeto de máquinas é dimensionar e dar forma às peças e escolher
os materiais e os processos de manufatura apropriados, de modo que a máquina resultante
possa desempenhar a função desejada sem falhar.
Em uma máquina dinâmica (que possue partes móveis), o acréscimo de peso (massa)
às peças móveis pode reduzir o coeficiente de segurança da máquina, sua velocidade
admissível ou sua capacidade de carga útil. Isto ocorre porque parte do carregamento que cria
tensões em suas partes móveis se deve às forças de inércia previstas na segunda Lei de
Newton, F = ma. Uma vez que as acelerações das partes móveis na máquina são determinadas
pelo projeto cinemático e pela sua velocidade de funcionamento, ao se acrescentar massa às
peças móveis o carregamento de inércia sobre elas aumentará, a menos que suas acelerações
cinemáticas sejam reduzidas diminuindo-se a velocidade da operação. (NORTON, 2004).
2.6.2 Metodologia de projetos
A metodologia de projetos é essencialmente um exercício de criatividade aplicada.
Muitas metodologias de projetos foram definidas para ajudar a organizar a enfrentar o
problema não-estruturado, isto é, casos em que a definição do problema é vaga e para os quais
22
muitas soluções possíveis existem. Algumas dessas definições contêm somente algumas
etapas, e outras, uma lista mais detalhada de etapas. Uma versão de uma metodologia de
projetos é mostrada na Tabela 1, que relaciona dez etapas.
1
2
3
4
5
6
7
8
9
10
Tabela 2.1 Metodologia de projetos (NORTON, 2004)
Identificação da necessidade
Pesquisa de suporte
Definição dos objetivos
Especificações de tarefas
Síntese
Análise
Seleção
Projeto detalhado
Protótipo e teste
Produção
A etapa inicial, Identificação da necessidade, geralmente consiste em uma exposição
mal definida e vaga do problema. O desenvolvimento das informações na Pesquisa de suporte
(etapa 2) é necessário para definir e compreender completamente o problema, sendo depois
possível estabelecer o Objetivo (etapa 3) de forma mais razoável e realista do que na
exposição original do problema.
A etapa 4 pede a criação de um conjunto detalhado de Especificações de tarefas que
fecham o problema e limitam seu alcance. É na etapa da Síntese (5) que se buscam tantas
alternativas de projeto quanto possíveis, geralmente sem considerar (nesta etapa) seu valor ou
qualidade. É também chamada, às vezes, de etapa de Concepção e invenção, na qual é gerado
o maior número possível de soluções criativas.
Na etapa 6, as possíveis soluções da etapa anterior são Analisadas e aceitas, rejeitadas
ou modificadas. A solução mais promissora é Selecionada na etapa 7. Quando um projeto
aceitável é selecionado, o Projeto detalhado (etapa 8) pode ser realizado. Nesta etapa, todas as
pontas são atadas, todos os croquis de engenharia feitos, fornecedores identificados,
especificações de fabricação definidas, etc. A construção real do projeto é feita pela primeira
vez como um Protótipo na etapa 9 e, finalmente em quantidade na etapa 10 de Produção.
A descrição acima pode dar uma impressão errônea de que este método pode ser
concluído de maneira linear conforme o relacionado. Ao contrário, a iteração é necessária ao
longo de todo o processo, indo de qualquer etapa de volta a uma etapa anterior, em todas as
combinações possíveis e repetidamente.
Teoricamente, poderíamos continuar esta iteração em um dado problema de projeto
para sempre, criando continuamente pequenas melhoras. Inevitavelmente, os ganhos na
função ou redução no custo tenderá a zero com o tempo. Em algum momento, devemos
declarar o projeto “bom o suficiente” e executá-lo. (NORTON, 2004).
23
2.6.3 Modelo de engenharia
O sucesso de qualquer projeto depende muito da validade e adequação dos modelos de
engenharia utilizados para prever e analisar seu comportamento antes da construção de
qualquer máquina. A criação de um modelo de engenharia útil para um projeto é
provavelmente a parte mais difícil e desafiadora de todo o processo. Seu sucesso depende
tanto de experiência como de habilidade (STEMMER, 1974-1979).
É um modelo matemático que descreve o comportamento físico do sistema. Esse
modelo de engenharia requer invariavelmente o uso de computadores para ser testado. Um
modelo físico ou protótipo geralmente vem mais tarde no processo e é necessário para provar
a validade do modelo de engenharia através de experimentos (NASH, 1978).
2.6.4 Projeto e engenharia auxiliados por computador
O surgimento do computador provocou uma verdadeira revolução no projeto e na
análise de engenharia. Problemas cujos métodos de solução eram conhecidos literalmente por
séculos, e que continuavam sendo praticamente insolúveis devido à alta demanda
computacional, agora podem ser resolvidos em minutos em microcomputadores de baixo
custo. Métodos tediosos de soluções gráficas foram desenvolvidos no passado para contornar
a falta de um poder computacional disponível com réguas de cálculo. Alguns desses métodos
ainda têm valor porque podem mostrar os resultados de uma forma compreensível.
(NORTON, 2004).
2.6.4.1 Projeto auxiliado por computador (CAD)
Os sistemas de CAD originais de uma geração atrás eram essencialmente ferramentas
de desenho que permitiam a criação de desenhos de vista múltipla gerados por computador
semelhantes aos feitos durante séculos manualmente na prancheta. Os dados armazenados
nesses sistemas de CAD iniciais eram representações estritamente bidimensionais de
projeções ortográficas da geometria 3D verdadeira da peça. Somente as bordas da peça eram
definidas no banco de dados. Este modelo era denominado modelo de aramado (wireframe).
Alguns pacotes de CAD 3D também usam representação de aramado.
Versões atuais da maioria dos aplicativos de CAD permitem que a geometria das peças
seja codificada em um banco de dados 3D como sólidos. Em um modelo sólido, as arestas e
as faces da peça são definidas. A partir dessa informação de 3D, as vistas ortográficas
convencionais em 2D podem ser geradas automaticamente se desejado. A principal vantagem
24
de se criar um banco de dados geométrico do modelo sólido em 3D para qualquer projeto é
que as informações sobre as propriedades de massa podem ser rapidamente calculadas.
Os sistemas de modelo sólido geralmente oferecem uma interface para um ou mais
programas de análise de elementos finitos (FEA) e permitem transferência direta do modelo
para o programa de FEA para análise de tensões, vibrações e transferência de calor. Além
dessas, outra análise de elementos de fronteira (BEA) é utilizada na predição de ruídos no
sistema.
Os métodos FEA e BEA estão se tomando rapidamente os métodos preferidos para a
solução de problemas complicados de análise de tensões. Contudo, existe um risco em se
utilizar dessas técnicas sem uma compreensão sólida da teoria por detrás delas. Esses métodos
sempre levarão a alguns resultados. Infelizmente, esses resultados podem ser incorretos se o
problema não for bem formulado ou se não tiver um detalhamento adequado do sistema. Ser
capaz de reconhecer os resultados incorretos de uma solução encontrada com auxílio do
computador é extremamente importante para o sucesso de qualquer projeto (NORTON,
2004).
2.6.4.2 Engenharia auxiliada por computador (CAE)
As técnicas denominadas CAD fazem parte de um subgrupo de um tópico mais geral
da engenharia auxiliada por computador (CAE), cujo termo significa que se trata de algo mais
que uma simples geometria de peças. Entretanto, as distinções entre CAD e CAE continuam
confusas à medida em que aplicativos mais sofisticados tomam-se disponíveis.
Na verdade, a descrição do uso de um sistema de CAD para modelagem sólida e do
pacote de FEA juntos é um exemplo de CAE. Quando alguma análise de forças, tensões,
deflexões ou outros aspectos do comportamento físico do projeto é incluída, com ou sem os
aspectos da geometria sólida, o processo é chamado de CAE. Muitos aplicativos comerciais
realizam um ou mais aspectos do CAE.
Outras classes de ferramentas do CAE são de solucionadores de equações e planilhas.
Essas são ferramentas de uso geral que permitem que qualquer combinação de equações seja
codificada de forma conveniente e depois manipulam o grupo de equações para diferentes
valores dos dados e exibem convenientemente os resultados de forma tabular e gráfica. Os
solucionadores de equações são inestimáveis para a solução das equações de força, tensão e
deflexão nos problemas de projeto de máquinas porque permitem que cálculos sejam feitos
com rapidez. Os efeitos das mudanças das dimensões ou dos materiais sobre as tensões e
deflexões na peça podem ser observadas de imediato. (NORTON, 2004).
25
3 METODOLOGIA
3.1 Mecânica
3.1.1 Modelagem do sistema mecânico
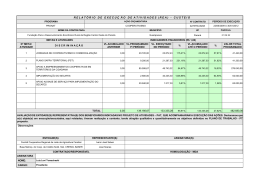
O sistema definido no projeto consiste em um dispositivo ligado a um eixo, e este a
um motor elétrico – responsável por realizar a dobra. O motor foi fixado dentro de uma
estrutura formada de vigas “L” e protegido por chapas metálicas, de onde sobressai o eixo ao
qual é ligado o dispositivo de dobra.
O sistema foi modelado utilizando o software SolidWorks®, e pode ser observado na
figura 3.1.
Figura 3.1 – Modelagem do sistema
O dispositivo de dobra é formado por um eixo de diâmetro determinado no qual se
apoiará o estribo ao ser dobrado, e outro eixo responsável em tracionar o material e posicionálo no comprimento adequado de cada dobra. Na figura 3.2 pode-se observar melhor a
montagem do dispositivo.
26
Barra de cobre
Eixo de tração
Apoio
Eixo de dobra
Limitação de curso
Figura 3.2 – Detalhe do dispositivo de dobra
Pode-se observar a sistemática de alimentação da barra de cobre e a mecânica do
sistema de dobra. A barra de cobre passará pelos apoios e será posicionada nos eixos. O eixo
de tração será responsável em levar a barra até a limitação de curso para posteriormente
iniciar o processo de dobra.
3.1.2 Cálculo da força
O material usado no estribo é o vergalhão ou barra redonda de cobre, liga UNS
C-11000, composição química conforme norma ASTM B187. As propriedades
mecânicas desse material podem ser observadas na Tabela 3.1
Têmpera
Padrão
Meio-duro
Tabela 3.1 – Propriedades Mecânicas da liga UNS C-11000
Alongamento
Limite de Escoamento
Resistência a Tração
L= 50mm
0,2% deformação
MPa
MPa
≥%
(N/mm²)
(N/mm²)
260-300
180-200
20
Dureza
(HB)
73-77
Fonte: Especificação Técnica de Engenharia Nº26. Empresa KRJ Ind. E Com. LTda
Para o cálculo da força necessária para dobrar o estribo utilizaremos a seguinte
equação:
27
.
(1)
Onde:
= Tensão máxima [Pa]
M = Momento fletor [N.m]
y = Posição do centróide [m]
I = Momento de inércia [m4]
Sabe-se que para figuras circulares:
2
Onde:
d = diâmetro [m]
Sabe-se que o diâmetro do estribo a ser dobrado é de 6,35mm, portanto a posição do
centróide neste caso será:
6,3510
2
3,17510 (2)
Sabe-se também que, para figuras circulares o momento de inércia é:
. 64
Portanto:
. 0,00635
64
7,9810 (3)
De acordo com a tabela 3.1, o valor máximo de resistência a tração é de 300 MPa.
Portanto:
300 (4)
Substituindo as equações 2, 3 e 4 na equação 1 tem-se:
310 . 3,17510
7,9810
Resolvendo a equação, obtém-se o valor do torque necessário para dobrar o material:
7,541 !. 28
3.1.3 Definição dos materiais
Para a construção da estrutura do sistema foram definidos os seguintes materiais:
•
Viga perfil “L’ de aço carbono, normalizado pela ANSI de 1x1x1/8”;
•
Chapa aço INOX, espessura de 1,20mm;
•
Cordões de solda de Arame MIG, espessura 0,80mm.
No sistema de dobra foi definido:
•
Os eixos e os apoios, por estarem em contato direto com o material, serão
fabricados com o aço VC131, pois tem como característica alto grau de
indeformidade, alta resistência mecânica e boa tenacidade.
•
A base de apoio dos eixos e o limitador de curso serão fabricados com aço
SAE 1020, pois apresentam propriedades mecânicas suficientes para a função a
que se destinam e com preço mais baixo no mercado.
3.1.4 Detalhamento das peças
Utilizando o software SolidWorks® todas as peças do sistema de dobra que
necessitarão ser construídas foram detalhadas. Podem-se observar nas Figuras 3.3(a) e (b)
exemplos dos detalhamentos das peças, que posteriormente serão encaminhados aos
responsáveis pela construção.
(a)
(b)
Figura 3.3 – Exemplos de detalhamento das peças
29
3.2 Elétrica/Eletrônica
3.2.1 Definição do motor
De acordo com o esforço calculado no item 3.1.2 o motor dimensionado para este
sistema foi:
•
Motoredutor de engrenagens helicoidais – Marca SEW-EURODRIVE –
Modelo RM57
A escolha desse modelo de motoredutor foi devido a sua construção, que é adequada a
estrutura projetada para o sistema de dobra. Um croqui de engenharia pode ser observado na
figura 3.4.
Figura 3.4 – Croqui de engenharia do motoredutor
Os dados técnicos deste motoredutor foram extraídos do catálogo do fabricante – SEW
– e pode ser observado na Tabela 3.2.
Tabela 3.2 – Dados Técnicos
Fonte: Catálogo Empresa Sew-Eurodrive
Portanto, verifica-se que o torque do motoredutor é o suficiente para atender as
necessidades do sistema com folga.
30
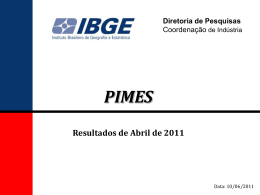
3.2.2 Modelagem do sistema elétrico
A esquematização do sistema elétrico é necessária para facilitar a posterior construção
da placa de controle, e também para
para auxiliar na programação do microcontrolador. Esse
detalhamento facilita a visualização das entradas e saídas que estão sendo usada no PIC, e
para qual finalidade estão dispostas.
dispostas
Na figura 3.5 pode-se
se observar a esquematização elétrica do sistema de dobra.
d
Encoder 1
Encoder 2
Figura 3.5 – Esquematização elétrica do sistema de dobra
O funcionamento do sistema será da seguinte maneira:
Primeiramente, o operador escolhe qual modelo de estribo irá dobrar,
dobrar posiciona o
material
terial no dispositivo, e inicia o processo – a escolha e o inicio do processo se dará através
de botões. Na figura 3.6 pode-se
pode observar o detalhe elétrico de escolha e inicio.
Botões de escolha
do modelo
Botão de inicio
Figura 3.6 – Detalhe do esquema
quema elétrico de escolha e inicio
31
Após iniciado o processo, o motor M2 – responsável pela movimentação do eixo de
tração – levará o material até acionar o botão R3, posicionado no limitador de curso. Essa
etapa tem por objetivo eliminar possíveis erros de posicionamento do material no eixo pelo
operador. Pois o ponto “zero”, ou ponto inicial, do sistema será definido no momento que for
acionado o botão R3.
Quando acionar o botão R3 o sistema definirá que o posicionamento do eixo de tração
é 0 (zero), e começará a retroceder o material até uma contagem específica – contagem esta
diferente para cada modelo. Esta contagem será feita por um encoder.
Encoder é um dispositivo eletromecânico que conta ou reproduz pulsos elétricos a
partir do movimento rotacional de seu eixo. Pode ser definido também como um transdutor de
posição angular.
Então, no instante da definição do valor 0 (zero) sistema, o microcontrolador verificará
qual o valor reproduzido pelo encoder, e contará uma unidade a cada vez que o mesmo
reproduzir valor igual ao estabelecido. Após o retrocesso do eixo de tração, o sistema inicia o
processo de dobra.
O processo de dobra tem seu inicio com o eixo de tração sendo acionado, e conforme a
sua rotação, o encoder passará a enviar sinais elétricos ao microcontrolador, onde este
realizará a contagem dos passos do material. Atingido o valor pré estabelecido de passo, o
motor do eixo é parado e em seguida é acionado o motor responsável pela dobra.
Ao ser acionado o motor de dobra, o controle da posição do eixo é determinado por
outro encoder, ligado ao motor M1. A posição final de dobra também é pré estabelecida na
programação do microcontrolador, e ao atingi-la o motor de dobra é parado e retrocedido até
seu ponto inicial de trabalho. Onde em seguida o motor de tração é novamente acionado –
também com a contagem de passos pré estabelecidos – para posicionar o material para nova
dobra. E assim sucessivamente até completar todas as dobrar necessárias para cada modelo de
estribo.
Ao finalizar as dobras, o motor de tração é acionado por poucos segundos para facilitar
a extração do estribo pelo operador. Para iniciar nova dobra, basta o operador posicionar o
material no eixo de tração e acionar o botão de inicio. Caso queira dobrar novo modelo de
estribo, deverá escolher o modelo pelo botão de escolha, posicionar o material e iniciar o
processo.
32
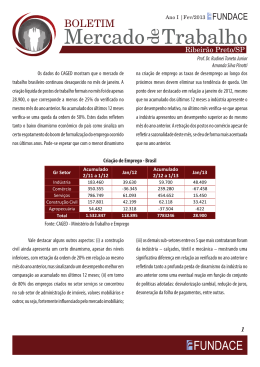
3.2.3 Algoritmo de funcionamento
O algoritmo de funcionamento do sistema está representado na figura 3.7.
Escolha do
Posicionamento
Inicio do
Tração do material
modelo de estribo
do material
processo
até o limitador
Limite da dobra
Contagem passo
Zera contador
Dobra do
Tração do
Retorno do material
Acionamento botão
material
material
ao ponto inicial
no ponto “zero”
Fim do processo
Não
Não
Fim das
dobras
Sim
Destaca
Armazena
peça
peça
Ação manual
Nova
peça?
Ação automática
Não
Novo
modelo
Sim
Sim
Ação lógica automática
Figura 3.7 – Algoritmo de funcionamento do processo
3.2.4 Programação do microcontrolador
A linguagem de programação do microcontrolador adotada foi a “C” e foi desenvolvida
utilizando o software MikroC PRO®.
A programação pode ser observada no Apêndice 1
3.3 Protótipo
Foi desenvolvido um protótipo com o objetivo de testar a lógica de funcionamento, a
programação desenvolvida e também possíveis interferências físicas, visto que o protótipo
seguiu as proporções do projeto, alterando somente as escalas de construção.
Através do protótipo é possível determinar, com valor muito aproximado do projeto, o
tempo de fabricação dos estribos e assim poder avaliar o ganho de produtividade, comparado
com o sistema atual de dobra.
Na figura 3.8 pode-se observar o protótipo desenvolvido.
33
Figura 3.8 – Protótipo do sistema de dobra de estribo
O material escolhido para ser utilizado no teste do protótipo foi o arame de aço inox
com 2,00mm de diâmetro. Escolheu-se este material pela sua fácil deformação, eximindo
assim o motor de dobra de solicitar grande torque.
A estrutura do protótipo foi construída em acrílico, e suas proporções dimensionais
foram diferentes do projetado devido ao fato de utilizar o motor de dobra menor que o
determinado em projeto. E também para facilitar a sua locomoção aos lugares necessários.
Os eixos de tração e dobras foram construídos em aço SAE 1045, e foram seguidas as
proporções de construções de projeto, pois são os componente mais críticos nas análises.
34
4 RESULTADO E DISCUSSÕES
Conforme os resultados extraídos do protótipo, o sistema projetado e desenvolvido para a
dobra de estribo é funcional. Sua lógica de funcionamento e a programação do
microcontrolador são adequadas.
O protótipo não apresentou nenhuma interferência física de componentes, com isso
podemos concluir que o projeto também não sofrerá. É sabido que as grandezas envolvidas no
sistema são diferentes entre o projeto e protótipo, mas a proporcionalidade de construção dos
componentes mais críticos aponta para um resultado positivo.
Quanto a produtividade do processo, comparado ao sistema atual de fabricação, pode-se
concluir possivelmente haverá um aumento de aproximadamente 70% na fabricação diária.
No processo atual, a fabricação diária de estribo dobrado é de 900 peças. Neste sistema
automatizado de dobra, estima-se – através do protótipo – uma produção diária de 1.500
peças. Esse aumento se dá pela eficiência do sistema de dobra e pela exclusão do fator: fadiga
do operador, nos cálculos. Pois se trata de um sistema de dobra totalmente automatizado.
35
5 CONCLUSÃO
No geral o sistema foi considerado adequado e eficaz. É intenção da empresa efetuar a
construção deste dispositivo de dobra, então o projeto, as análises realizadas e o protótipo
serão encaminhados aos responsáveis em dar andamento ao processo de construção.
A maior dificuldade encontrada no desenvolvimento deste sistema automatizado de dobra
se limitou a parte de controle de posicionamento e programação do microcontrolador, pois a
baixa tolerância nos dimensionais do estribo requereu grande empenho no controle da
movimentação. Foi necessário garantir a precisão de seus movimentos, tanto de tração quanto
de dobra do estribo.
36
APENDICE 1 – PROGRAMA EM “C”DO SISTEMA
int opcao=0, conta=0, acumulado=0;
trisd.f3=0; // Saida Led Modelo 2
char varia=0, menu=0;
portd.f3=0; // Define Led Modelo 2 nivel baixo
int inicio () {
portd.f5=0; // Define nivel baixo saida do motor de dobra
trisd.f5=0; // Saida motor dobra
conta=0;
trisd.f7=0; // Saida rele motor de dobra
acumulado=0;
portd.f7=0; // Define nivel baixo rele motor dobra
if (portc.f0==1){
while (1){
while (portc.f0==1){
//------------------- LEITURA DOS MODELOS-----------------------
portc.f5=1;
}
--------
}
if (Button(&PORTB, 0, 400, 0)) {
delay_ms(100);
if(varia < 4){
portc.f5=1;
varia ++;
portc.f7=1;
delay_ms(100);
while (acumulado <50) {
}
conta=porta.f1;
if(varia == 4){
acumulado=acumulado+conta;
varia = 1;
}
}
portc.f5=0;
}
portc.f7=0;
//------------------- LEITURA DO INICIO---------------------------------
}
if (Button(&PORTB, 1, 100, 0)) {
menu = varia;
int zera(){
conta=0;
delay_ms(100);
acumulado=0;
}
//-------------------- LIGA OS LEDS-------------------------------------
}
void main()
if (varia == 1){
{
portd.f2=1;
trisa.f0=0; // Define porta como saída - Led funcionamento
portd.f3=0;
porta.f1=1; // Liga Led
portc.f4=0;
trisa.f1=1; // Define Entrada contagem de passo
}
trisa.f2=1; // Define Entrada posição de dobra
if (varia == 2){
trisa.f3=1; // Define Entrada posicao inicio de processo
portd.f2=0;
portd.f3=1;
trisb.f0=1; // Entrada Escolha do modelo
portc.f4=0;
trisb.f1=1; // Entrada Inicio
}
if (varia == 3){
trisc.f0=1; // Entrada Top
portd.f2=0;
trisc.f4=0; // Saída Led Modelo 3
portd.f3=0;
portc.f4=0; // Define Led Modelo 3 nivel baixo
portc.f4=1;
trisc.f5=0; // Saida motor passo
}
portc.f5=0; // Define nivel baixo saida do motor de passo
trisc.f7=0; // Saida rele motor passo
//---------------------------MENU 0--------------------------------------------
portc.f7=0; // Define nivel baixo rele do motor
if(menu ==0){
trisd.f2=0; // Saída Led Modelo 1
portd.f2=0; // Define Led Modelo 1 nivel baixo
if (porta.f3==1){
portd.f5=1;
37
portd.f7=1;
portc.f7=1;
}
}
}
portc.f7=0;
zera();
//---------------------------MENU 1--------------------------------------------
while (acumulado <120) {
if(menu ==1){
conta=porta.f1;
if (Button(&PORTB, 1, 100, 0)) {
acumulado=acumulado+conta;
inicio();
portc.f5=1;
zera();
}
portc.f7=0;
portc.f5=0;
while (acumulado <20) {
zera();
conta=porta.f1;
while (acumulado <90) {
acumulado=acumulado+conta;
conta=porta.f2;
portc.f5=1;
acumulado=acumulado+conta;
}
portc.f7=1;
portc.f5=0;
}
zera();
portc.f7=0;
while (acumulado <30) {
zera();
conta=porta.f2;
acumulado=acumulado+conta;
while (acumulado <60) {
portc.f7=1;
conta=porta.f1;
}
acumulado=acumulado+conta;
portc.f7=0;
portc.f5=1;
zera();
}
portc.f5=0;
while (acumulado <40) {
zera();
conta=porta.f1;
while (acumulado <40) {
acumulado=acumulado+conta;
conta=porta.f2;
portc.f5=1;
acumulado=acumulado+conta;
}
portc.f7=1;
portc.f5=0;
}
zera();
portc.f7=0;
while (acumulado <10) {
zera();
conta=porta.f2;
acumulado=acumulado+conta;
while (acumulado <20) {
portc.f7=1;
conta=porta.f1;
}
acumulado=acumulado+conta;
portc.f7=0;
portc.f5=1;
zera();
}
portc.f5=0;
while (acumulado <50) {
zera();
conta=porta.f1;
while (acumulado <30) {
acumulado=acumulado+conta;
conta=porta.f2;
portc.f5=1;
acumulado=acumulado+conta;
}
portc.f7=1;
portc.f5=0;
}
zera();
portc.f7=0;
while (acumulado <90) {
zera();
conta=porta.f2;
acumulado=acumulado+conta;
while (acumulado <20) {
38
conta=porta.f1;
if(menu ==2){
acumulado=acumulado+conta;
if (Button(&PORTB, 1, 100, 0)) {
portc.f5=1;
inicio();
zera();
}
portc.f5=0;
portc.f7=0;
zera();
while (acumulado <20) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f5=0;
portc.f7=0;
zera();
zera();
while (acumulado <40) {
conta=porta.f2;
while (acumulado <10) {
conta=porta.f1;
acumulado=acumulado+conta;
portc.f7=1;
acumulado=acumulado+conta;
}
portc.f5=1;
portc.f7=0;
}
zera();
portc.f5=0;
zera();
while (acumulado <150) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f5=0;
portc.f7=0;
zera();
zera();
while (acumulado <90) {
conta=porta.f2;
while (acumulado <10) {
acumulado=acumulado+conta;
conta=porta.f1;
portc.f7=1;
acumulado=acumulado+conta;
}
portc.f5=1;
portc.f7=0;
}
zera();
portc.f5=0;
zera();
while (acumulado <70) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f5=0;
portc.f7=0;
zera();
zera();
while (acumulado <90) {
portc.f5=1;
conta=porta.f2;
delay_ms(200);
acumulado=acumulado+conta;
portc.f5=0;
portc.f7=1;
}
}
}
portc.f7=0;
zera();
//---------------------------MENU 2--------------------------------------------
while (acumulado <170) {
39
conta=porta.f1;
//---------------------------MENU 3-------------------------------------------
acumulado=acumulado+conta;
--
portc.f5=1;
if(menu ==3){
}
portc.f5=0;
if (Button(&PORTB, 1, 100, 0)) {
inicio();
zera();
zera();
while (acumulado <100) {
portc.f7=0;
conta=porta.f2;
while (acumulado <20) {
acumulado=acumulado+conta;
conta=porta.f1;
portc.f7=1;
acumulado=acumulado+conta;
}
portc.f5=1;
portc.f7=0;
zera();
}
portc.f5=0;
zera();
while (acumulado <40) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
portc.f5=0;
}
portc.f7=0;
zera();
zera();
while (acumulado <100) {
while (acumulado <40) {
conta=porta.f2;
conta=porta.f1;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f7=1;
portc.f5=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <10) {
while (acumulado <20) {
conta=porta.f2;
conta=porta.f1;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f7=1;
portc.f5=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <50) {
while (acumulado <90) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f5=0;
portc.f7=0;
zera();
zera();
while (acumulado <90) {
portc.f5=1;
conta=porta.f2;
delay_ms(200);
acumulado=acumulado+conta;
portc.f5=0;
portc.f7=1;
}
}
portc.f7=0;
zera();
}
while (acumulado <120) {
}
conta=porta.f1;
40
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f5=0;
portc.f7=0;
zera();
zera();
while (acumulado <10) {
while (acumulado <90) {
conta=porta.f2;
conta=porta.f1;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f7=1;
portc.f5=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <60) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <40) {
while (acumulado <10) {
conta=porta.f2;
conta=porta.f1;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f7=1;
portc.f5=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <20) {
while (acumulado <30) {
conta=porta.f1;
conta=porta.f2;
acumulado=acumulado+conta;
acumulado=acumulado+conta;
portc.f5=1;
portc.f7=1;
}
}
portc.f7=0;
portc.f5=0;
zera();
zera();
while (acumulado <30) {
portc.f5=1;
conta=porta.f2;
delay_ms(200);
acumulado=acumulado+conta;
portc.f5=0;
}
portc.f7=1;
}
}
portc.f7=0;
zera();
while (acumulado <20) {
conta=porta.f1;
acumulado=acumulado+conta;
portc.f5=1;
}
portc.f5=0;
zera();
while (acumulado <30) {
conta=porta.f2;
}
41
REFERENCIAS BIBLIOGRÁFICAS
NORTON, Robert L. Projeto de máquinas: uma abordagem integrada. 2. ed. Porto Alegre:
Bookman, 2004 931 p. ISBN 85-363-0273-9
PAZOS, Fernando. Automação de sistemas e robótica. Rio de Janeiro: Axcel Books do Brasil,
2002. 377 p. ISBN 85-7323-171-8 (STEMMER, 1974-1979) (PEREIRA, 2008) (NASH,
1978) (NORTON, 2004)
PEREIRA, Fábio. Microcontroladores PIC: programação em C. 7. ed. São Paulo: Érica, 2008.
358 p. ISBN 978-85-7194-935-5
PROVENZA, Francesco. Projetista de máquinas. São Paulo: F. Provenza, 1996. 1 v. (várias
paginações)
STEMMER, Caspar Erich. Projeto e construção de maquinas: regras gerais de projeto,
elementos de maquinas. Porto Alegre: Globo, 1974-1979 300 p. (Enciclopédia técnica
universal Globo)
MICROCHIP.
Origem:
Microchip,
PIC
16F87XA.
<http://ww1.microchip.com/downloads/en/DeviceDoc/39582b.pdf>.
Disponível
em:
Acesso
em:
20.Mai.2009.
NASH, William A. Resistência dos materiais: resumo da teoria, problemas resolvidos,
problemas propostos. São Paulo: McGraw-Hill, 1978 384 p. (Coleção Scham)
Baixar