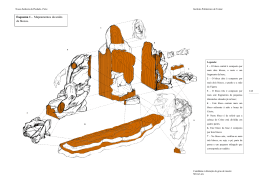
UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA DEPARTAMENTO DE TECNOLOGIA CURSO DE ENGENHARIA CIVIL Aurino Cordeiro Lima Junior CARACTERIZAÇÃO DE BLOCOS CERÂMICOS COMERCIALIZADOS EM FEIRA DE SANTANA Feira de Santana Setembro de 2008 2 AURINO CORDEIRO LIMA JUNIOR CARACTERIZAÇÃO DE BLOCOS CERÂMICOS COMERCIALIZADOS EM FEIRA DE SANTANA Trabalho de conclusão de curso, da disciplina Projeto Final-II, do curso de Engenharia Civil da Universidade Estadual de Feira de Santana. Orientador: Prof. Dr. Washington de Almeida Moura Co-Orientador: Prof. Dr. Jardel Pereira Gonçalves Feira de Santana Setembro de 2008 3 UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA DEPARTAMENTO DE TECNOLOGIA AURINO CORDEIRO LIMA JUNIOR Monografia apresentada à Universidade Estadual de Feira de Santana, como requisito para conclusão do curso de Engenharia Civil da referida instituição. Aprovada em 15 de Setembro de 2008 Comissão examinadora: ____________________________________________ Dr. Washington de Almeida Moura (DTEC/UEFS-BA) ____________________________________________ Dr. Jardel Pereira Gonçalves (UFBA) ___________________________________________ Dra. Mônica Batista Leite (DTEC/UEFS-BA) Feira de Santana Setembro de 2008 4 Aos meus queridos pais, Aurino Cordeiro Lima e Anadir dos Santos Conceição e à meu irmão Adriano Conceição Lima, pelo incentivo e carinho. 5 AGRADECIMENTOS Agradeço a Deus pela sabedoria que tem me concedido para realização deste projeto. A minha família que sempre me apoiou durante a graduação e a todos que de alguma forma colaboraram para essa realização, principalmente: • Aos professores Dr. Jardel Pereira Gonçalves e Dr. Washington de Almeida Moura, pela orientação deste trabalho. • À equipe técnica do Laboratório de Tecnologia de Materiais (LABOTEC), pela paciência e inestimável contribuição durante os ensaios. • Ao professor Renato Cruz e aos demais funcionários do Departamento de Tecnologia da UEFS, pela colaboração. • À amiga Bernadete Cássia Santiago Lima, pelo seu incentivo e exemplo profissional. • Aos colegas de graduação, em especial : Floildo Ferreira da Silva Neto, Rafael Santos Silva, Alisson Cerqueira de Sousa e Karine De Paula, pelo apoio e companheirismo. 6 RESUMO A presente monografia tem como tese central a caracterização de blocos cerâmicos comercializados e utilizados nas construções em Feira de Santana. Pretende-se realizar um diagnóstico do setor de cerâmica da região através de coleta de amostras de blocos cerâmicos dos principais fabricantes que comercializam na cidade e posteriormente, a comprovação das problematizações, através de ensaios laboratoriais característicos (absorção, análise dimensional e resistência à compressão). A não conformidade na produção dos blocos cerâmicos, a falta de gestão tecnológica e a má capacitação da mão-de-obra, podem representar fatores intervenientes na qualidade do produto. Os resultados dos ensaios laboratoriais demonstram nitidamente que os blocos cerâmicos produzidos na região não satisfazem totalmente as normalizações técnicas da ABNT (Associação Brasileira de Normas Técnicas). Isso demonstra a necessidade de uma revisão dos métodos produtivos e do aprimoramento do controle de qualidade, por parte das empresas avaliadas. Palavras Chave: bloco cerâmico, produção de blocos, construção civil. 7 ABSTRACT This study shows the characterization of ceramic blocks commercialized and used in building constructions in Feira de Santana. The aim of this study was to make a diagnosis of ceramic sector in this city. It was selected ceramic block specimens of the main industries that sell blocks in Feira de Santana. Later, it had been made experimental tests like water absorption, dimensional analysis and compressive strength to verify the quality of the blocks. The factors that can influence in the ceramic blocks quality are lack of technological management, no conformity in production process and low workers’ education. According to the results of the experimental tests, the ceramic blocks made in the region are not in agreement with the codes of Brazilian Association of Technical Standards. This fact shows that the companies need to review the production methods and improve the quality control. Key-words: ceramic block, block production, building construction 8 SUMÁRIO RESUMO ABSTRACT CAPÍTULO 1...................................................................................................................10 1.1 Introdução.................................................................................................................10 1.2 Problematização......................................................................................................11 1.3 Objetivos.....................................................................................................................12 1.3.1 Objetivo Geral................................................................................................12 1.3.2 Objetivo Específico........................................................................................12 1.4 Hipótese.......................................................................................................................12 CAPÍTULO 2: MATERIAIS CERÂMICO.........................................................13 2.1 Matérias-Primas dos Materiais Cerâmicos....................................................13 2.2 Fabricação da Cêramica.......................................................................................15 2.3 Propriedades dos Materiais Cêramicos...........................................................16 2.4 Tipos de Materiais Cêramicos.............................................................................17 2.4.1 Telhas cerâmicas ..........................................................................................17 2.4.2 Louças Sanitárias..........................................................................................18 2.4.3 Azulejos, pisos e pastilhas..........................................................................19 2.5.4. Manilhas Cerâmicas....................................................................................19 2.4.5 Materiais Refratários ………….................................................................20 2.4.6 Bloco cerâmico...............................................................................................21 2.5.6.1.Controle de Qualidade dos Blocos Cerâmicos.......................22 CAPÍTULO 3 : PROGRAMA EXPERIMENTA...............................................25 3.1 Metodologia...............................................................................................................25 3.2 Ensaios de caracterização.....................................................................................26 9 3.3 Etapas dos ensaios...................................................................................................27 3.3.1 Ensaio de Análise Dimensional................................................................27 3.3.2 Ensaio de Absorção......................................................................................33 3.3.3 Ensaios de Resistência a Compressão..............................................36 CAPÍTULO 4: APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS ..............................................................................................................................................40 4.1 Perfil das cerâmicas comercializadas em Feira de Santana...................40 4.2 Analise da qualidade dos blocos comercializados em Feira de Santana ..............................................................................................................................................41 CONCLUSÃO................................................................................................................51 REFERÊNCIA…………...............................................................................................52 APÊNDICE.....................................................................................................................54 10 CAPÍTULO 1 1.1 Introdução Os materiais cerâmicos são amplamente utilizados em diversos campos de produção, seja na construção civil, na montagem industrial, na indústria automotiva, entre outras. Assim nota-se uma grande diversidade desses produtos quanto a forma, dimensionamento e aplicabilidade. Atualmente, a construção civil emprega diversos tipos de materiais para fabricação de seus principais insumos. Com isso há uma grande variedade de produtos e classes de materiais, diferindo quanto ao uso e aplicabilidade. A falta de uma fiscalização mais rigorosa da produção do setor de cerâmica na região da Bahia, o processo produtivo, o transporte e a qualidade da matéria-prima empregada podem ser fatores determinantes na qualidade dos blocos cerâmicos empregados nas construções. Com uma linha de produção bem definida (extração e preparo da matéria-prima, moldagem, secagem e queima) (BAUER,1999), a indústria cerâmica, mais especificamente a de cerâmica vermelha, de forma generalizada encontra-se reduzida a micro e pequenas empresas, quase sempre com poucos funcionários, em média trinta por olaria, conforme estudos de Bustamante e Bressiani (2000). A indústria cerâmica tem um papel cada vez maior na economia brasileira, o setor equivale a 1,0 % do PIB, sendo que só a cerâmica vermelha estrutural representa cerca de 40 % desse valor (BUSTAMANTE ; BRESSIANI, 2000). A maior parte das cerâmicas e olarias encontram-se nas regiões Sul e Sudeste, entretanto nos últimos anos, houve uma notável expansão desse setor na região Nordeste, em virtude principalmente do crescimento econômico e da construção de novas moradias populares. A Bahia é um dos estados mais procurados por empresários do setor de cerâmica, principalmente pela abundância de matéria-prima e pelo constante crescimento da demanda por esses produtos. Todavia, o setor de cerâmica no município de Feira de Santana é pouco desenvolvido se comparado a outras cidades do Nordeste. Apesar dos produtos cerâmicos serem amplamente comercializados na cidade, são poucas as empresas que fabricam esses produtos e possuem estabilidade no mercado interno. Isso decorre de diversos fatores dentre 11 os quais pode-se citar a dificuldade de concorrência em termos de qualidade e preço com os produtos provenientes de fora do município e, também, de fora do estado. Em virtude da grande relevância do setor cerâmico na Bahia, e a necessidade de estudos mais apurados neste setor no âmbito regional, mais especificamente na região de Feira de Santana, esse trabalho visa diagnosticar o setor comercial e produtivo na cidade e avaliar a qualidade dos blocos produzidos no município. 1.2 Problematização Os blocos cerâmicos produzidos na região de Feira de Santana podem apresentar variações no que diz respeito à resistência à compressão, absorção e análise dimensionais. A falta de mais rigor na fiscalização da produção no setor de cerâmica, o processo de produção, a qualidade da matéria-prima usada, a localização e o transporte, podem interferir na qualidade dos materiais cerâmicos produzidos na região, podendo resultar em perdas do material e conseqüências para as construções que utilizam o mesmo. 12 1.3 Objetivos 1.3.1 Objetivo Geral Analisar a qualidade dos blocos cerâmicos comercializados e utilizados nas construções em Feira de Santana. 1.3.2 Objetivos Específicos Esse projeto tem como objetivos específicos: a) diagnosticar o setor de cerâmica em Feira de Santana b) avaliar a resistência à compressão dos blocos c) analisar a absorção dos blocos d) avaliar os blocos cerâmicos quanto a variações dimensionais 1.4 Hipótese Os blocos cerâmicos empregados nas edificações do município de Feira de Santana estão fora dos padrões de qualidade, exigidos pelas normas técnicas da ABNT, no que diz respeito à resistência à compressão, dimensões geométricas e absorção d`água. 13 CAPÍTULO 2: MATERIAIS CERÂMICOS 2.1 Matérias-Primas dos Materiais Cerâmicos Entre os principais compostos formadores dos materiais cerâmicos, a sílica e o feldspato atuam principalmente com a função da refracteriedade, enquanto que a alumina fornece uma função isolante. O nitreto de silício contribui para refracteriedade, para a tenacidade à fraturas e para as resistências mecânicas. Já o carboneto de silício colabora com a resistência à abrasão e a dureza elevada (VLACK, 1970). A argila, principal matéria-prima empregada na fabricação dos cerâmicos, fornece principalmente as características plásticas da cerâmica (VLACK, 1970). Ela pode simplesmente ser conceituada como um material natural, de granulometria fina e texturizado, o qual apresenta caráter plástico quando em contato com a água. Algumas escalas de classificação internacional, consideram a argila como um material com partículas de diâmetro equivalente inferior a 2µm. A Associação Brasileira de Normas Técnicas (ABNT), por exemplo, considera como argila, as partículas com diâmetro efetivo inferior a 5µm (ALEXANDRE,2000). As características das argilas variam conforme sua aplicabilidade, da seguinte maneira: a) Argilas para fabricação de tijolos- segundo SANTOS (1928,b), para essa aplicabilidade são utilizadas argilas recentes, principalmente por serem de fácil moldagem, por terem cor vermelha ápos a queima em baixas temperaturas e apresentarem o mínimo de trincas e empenamentos. Além disso, apresentam valores médios ou elevados para as tensões ou para o módulo de ruptura à flexão. Em geral as argilas brasileiras utilizadas para fabricação de tijolos têm baixa temperatura de vitrificação, porém contêm quantidades apreciáveis de óxidos e hidróxidos de ferro e potássio que agem como fundente, enquanto argilas americanas e européias, usadas para a mesma finalidade contêm calcário (SANTOS,1928,a). b)Argilas para fabricação de telhas- normalmente são empregadas argilas sedimentares recentes, principalmente devido a quantidade de ferro presente, o qual influencia na coloração avermelhada (aspecto de grande exigência do mercado brasileiro). Além 14 disso, possuem boa plasticidade para moldagem e tensões e módulos de ruptura à flexão elevados quando o material está seco. Apresentam também baixos índices de porosidade e absorção (SANTOS,1928,b). c) Argilas para fabricação de ladrilhos de piso- segundo SANTOS (1928,b), argilas usadas para essa finalidade possuem elevados teores de ferro e metais alcalinos, são de fácil moldagem, além de vitrificarem a baixas temperaturas. d) Argilas para fabricação de manilhas vidradas- argilas plásticas que apresentam elevadas resistências à compressão, além de serem propícias à extrusão (SANTOS, 1928,b). Quanto aos processos de formação dos depósitos de argila, para fins práticos de estudo, podem ser consideradas duas subdivisões: argilas residuais e argilas secundárias ou transportadas (ALEXANDRE, 2000). a) Argilas Residuais - são as argilas que surgem devido a condições naturais adversas (seja por condições topográficas ou por intemperismo físico) e que não sofrem qualquer forma de transporte. Permanecendo no local de sua formação (ALEXANDRE, 2000). b) Argilas Secundárias ou Transportadas - como a própria nomenclatura diz, são aquelas que sofreram alguma forma de transporte do seu local de origem, por algum fenômeno físico (ação eólica, pluvial, glacial, entre outras). O transporte se processa por suspensão das partículas e a deposição por sedimentação, podendo alojar-se em pântanos, lagos, mares e rios de baixa correnteza (ALEXANDRE, 2000). Por outro lado, antes da exploração das jazidas de argila, a fim de possibilitar a viabilidade técnica e econômica da mesma, deve-se avaliar os seguintes aspectos: a) qualidade da argila; b) volume total de argila disponível na jazida; c) acesso para veículos; d) logística de distribuição ao consumidor; e) aspectos ambientais, a exemplo, a necessidade de elaboração de RIMA (relatório de impacto no meio ambiente). 15 2.2 Fabricação da Cerâmica Segundo BAUER (1999), a fabricação dos materiais cerâmicos, obedece a cinco fases distintas: extração do barro, preparo da matéria-prima, moldagem, secagem, cozimento, conforme especifica o organograma da figura 2. a) Extração do barro- compreende retirada da matéria-prima a ser utilizada (a argila). b) Preparo da matéria-prima- essa fase é conhecida como a fase do apodrecimento da argila, nela ocorre a eliminação das impurezas, por meio de britadores, pulverizadores, moinhos e desintegradores, além da fermentação das partículas orgânicas proporcionando um aumento da plasticidade. Nela a matériaprima é preparada para a industrialização. c) Moldagem - é a fase em que se dá forma a cerâmica.Segundo BAUER (1999), conforme a quantidade de água empregada ela pode ser de quatro tipos distintos: -moldagem com pasta fluída – (com 30 a 50 % de água), é um processo bastante usado para porcelanas e louças sanitárias. -moldagem com pasta plástica mole- (com 25 a 40 % de água), é o processo mais antigo, usualmente empregado para tijolos brutos e vasos. -moldagem com pasta plástica consistente- (com 20 a 35 % de água), é um processo usualmente empregado em tijolos, telhas, refratários e tubos cerâmicos. -moldagem a seco ou semi-seco- (com 4 a 10 % de água), processo típico de azulejos, refratários, telhas e tijolos de maior qualidade. Nesse processo a maior qualidade é garantida pela redução do tempo de secagem. d) Secagem- processo de essencial importância para evitar o fendilhamento, a retração e a deformação das peças, já que após a moldagem, a argila ainda tem cerca de 5 a 35 % de água. Para as argilas rijas a secagem pode levar até uma semana e para as argilas moles, entre três a seis semanas. e) Cozimento- nessa fase ocorrem várias reações químicas no material cerâmico. Nessa etapa é necessário cuidado para se obter temperaturas de calor ideais e uniformes, a fim de evitar que umas peças sejam mais queimadas que outras. O cozimento pode ser feito em fornos contínuos ou intermitentes. Os fornos intermitentes consomem muito combustível e demandam muita mão-de-obra, todavia apresentam a vantagem de ser de fácil instalação e execução. 16 FABRICAÇÃO EXTRAÇÃO DO BARRO PREPARAÇÃO DA MATÉRIA-PRIMA COM PASTA FLUÍDA SECAGEM MOLDAGEM COM PASTA PLÁSTICA MOLE COM PASTA PLÁSTICA CONSISTENTE COZIMENTO A SECO OU SEMISECO Figura 1. Organograma da fabricação de cerâmicos (BAUER,1999) 2.3 Propriedades dos Materiais Cerâmicos Os materiais cerâmicos, normalmente, apresentam dureza elevada (apesar de serem muito frágeis), possuem pouca tenacidade e pouca ductibilidade, são bons isolantes térmicos (visto que possuem altas temperaturas de fusão –inclusive superiores a dos metais- entre 1650 à 2500 ºC ). Em geral são mal condutores de calor e são bons refratários (resistem bem a ambientes quentes) e são bons isolantes elétricos (já que não possuem elétrons de condução). Do ponto de vista mecânico, apresentam baixa resistência à tração (em média em torno de 0,7 MPa). A resistência a compressão é cerca de 5 à 10 vezes maior que à resistência à tração (SMITH, 1998). Possuem pouca resistência a impactos, que são comuns durante o transporte. A resistência dos materiais cerâmicos depende muito da durabilidade e da qualidade da argila, sendo que para obter argilas com melhores resistências à compressão, cerca de 60% são argilo-minerais e os 40% restantes distribuídos entre silte, areia fina e areia média. O grau de umidade durante a fase de plastificação, exerce influência, podendo até desagregar a cerâmica (SMITH, 1998). 17 Conforme as análises de SMITH (1998), entre os principais fatores que afetam a resistência dos materiais cerâmicos e originam fraturas no mesmo, merecem destaque as condições superficiais e a composição química do material, a temperatura do ambiente, os grãos gerados durante o processamento e o tamanho das fendas superficiais do material. As fendas superficiais também influem diretamente na resistência, sendo que estão amplamente relacionadas ao tamanho dos grãos. Assim, cerâmicas de grãos maiores apresentam fendas maiores e resistências menores que a de grãos pequenos. Alguns materiais cerâmicos são bons abrasivos e devido a sua elevada dureza podem ser usados para o polimento de outros materiais de dureza inferior. 2.4 Tipos de Materiais Cerâmicos 2.4.1 Telhas cerâmicas Também é um produto fabricado em grande diversidade, sobre formas modulares e dimensionamentos distintos. Possui o mesmo processo de fabricação e a mesma matériaprima dos blocos cerâmicos. Difere apenas na argila usada, que deve ser fina e homogênea, não só por a telha ser um material menos permeável, devido sua condição de uso, mas também para não provocar grandes deformações na peça durante o cozimento. Há vários tipos de telhas, a exemplo: a telha Romana, a Portuguesa, a Francesa, as Coloniais, etc. Todas devem apresentar bom acabamento, pouca rugosidade e defeitos ou deformações que venham a prejudicar o acoplamento entre elas e a estanqueidade do telhado (COLÁCIO; SOUSA,2008). A figura 3 ilustra o aspecto de uma telha cerâmica. 18 Figura 2. Telha Cerâmica 2.4.2 Louças Sanitárias Normalmente são feitas com pó de argilas brancas (caulim quase puro), dosadas com exatidão, o que obtém produtos resistentes e com granulometria fina. Nos aparelhos sanitárias (lavatórios, vasos, bidês) o vidrado é obtido pela pintura da peça com esmalte de bórax com feldspato (COLÁCIO;SOUSA,2008). As louças podem ser brancas ou coloridas (a coloração é obtida através do uso de pigmentos), bem como encontradas em vários elementos decorativos, tais como saboneteiras, papeleiras, entre outros. Na figura 4 são apresentados alguns exemplos de louças. Figura 3. Louças Sanitárias 19 2.4.3 Azulejos, pisos e pastilhas Placas de louças de pouca espessura, vidrados em uma das faces, de grande utilização comercial pela indústria da construção civil. Podem levar corantes e possuir padrão liso ou decorado. A face posterior e as arestas são porosas a fim de garantir melhor aderência das placas ao paramento. A figura 4 mostra o aspecto de pisos cerâmicos. Figura 4. Piso Cerâmico 2.4.4 Manilhas Cerâmicas São tubos cerâmicos de seção circular, destinados à condução de águas residuais (despejos domésticos, industriais e águas pluviais). Devem apresentar uma resistência mínima à compressão diametral, a qual pode variar entre 1400 e 3500 kgf/m, além de apresentar absorção de 10% e resistir à pressão de 2 kgf/cm² (COLÁCIO;SOUSA,2008). Aspectos de manilhas cerâmicas são ilustrados na figura 5. 20 Figura 5. Manilhas Cerâmicas 2.4.5 Materiais Refratários Caracterizam-se por não se deformarem quando exposto a altas temperaturas. São feitos com uma argila mais pura, rica em silicatos de alumínio e pobre em óxido de cálcio e óxido de ferro. Os materiais refratários mais comuns são os tijolos maciços de 50 x 100 x 200 mm, amplamente utilizados na execução de fornos, lareiras e chaminés (COLÁCIO;SOUSA,2008). A figura 6 mostra exemplos de materiais refratários. Figura 6. Materiais Refractários 21 2.4.6 Bloco cerâmico Popularmente conhecido como tijolo baiano, o bloco cerâmico é um produto bastante utilizado na construção civil. Produto de grande variedade (diversifica-se quanto à textura, dimensões, espessura e quantidade de furos), caracteriza-se por ter sua fabricação numa linha de produção bem definida (preparação do barro, homogeneização, moldagem, corte, etc.). É fabricado em tamanhos modulares e em uma gama de cores. Podem ser de dois tipos: bloco cerâmico de vedação ou bloco cerâmico estrutural. É um produto técnico com exigências normativas. Suas principais propriedades são: porosidade, dimensões uniformes (90x140x190)mm para o bloco de vedação de seis furos, foco desse trabalho), possuem pouca tenacidade e ductibilidade, o que propicia as fraturas, apresentam cor e cozedura uniforme, quantidade de calcário visível, possuem baixa resistência à tração (em média 0,7 MPa) e boa resistência à compressão (valores superiores a 1,5 MPa para o bloco de vedação com furos na horizontal e superiores a 3,0 MPa para os com furos na vertical) , são bons abrasivos e possuem baixa condutividade térmica e elétrica. Não são transparentes – são impermeáveis à luz, possuem baixa dilatação térmica e não absorvem muita água (em média seu índice de absorção é entre 8 à 22 %) . Além disso, apresentam a conveniência de sua principal matéria-prima (a argila) estar em abundância na natureza. Na figura 7 é apresentada aspecto do bloco cerâmico. Figura 7. Bloco Cerâmico de vedação 22 2.4.6.1 Controle de Qualidade dos Blocos Cerâmicos O controle de qualidade dos blocos cerâmicos deve ser feito por um Organismo Certificador de Produto, sendo que na Bahia é o SENAI-OCP. Esse controle deve ser feito conforme os mecanismos de avaliação da conformidade por classe do produto, mediante o Organismo de Certificação de Produto (SENAI-OCP). Tal controle consiste em ensaios: de tipo, avaliação e aprovação do controle de qualidade do processo produtivo, acompanhamento através de auditorias na fábrica e ensaios em amostras retiradas no comércio e na fábrica (todos os ensaios realizados em laboratórios credenciados ao Inmetro),(SENAI,2007). Durante o processo de concessão e manutenção da certificação do fabricante de blocos cerâmicos, o SENAI-OCP, deve coletar na fábrica e no comércio amostras do produto para que sejam realizadas todas as verificações e os ensaios carcterizantes, conforme apresentado no quadro 1. Quadro 1. Ensaios de caracterizantes (SENAI,2007) Ensaio ABNT de Referência Determinação das características geométricas Determinação da resistência à compressão ABNT NBR 15.270-3 Anexo A (2005) Determinação da massa seca e do índice de absorção de água ABNT NBR 15.270-3 Anexo B (2005) ABNT NBR 15.270-3 Anexo C (2005) A confirmação da não-conformidade em ensaios de prova e contra-prova das amostras, implica na suspensão imediata da licença para uso da marca de conformidade, devendo a fábrica licenciada apresentar ação corretiva no prazo de 30 dias. O fabricante licenciado deve ser responsável pelas ações da retirada imediata do mercado deste produto(SENAI,2007). É responsabilidade do fabricante, atender as legislações brasileiras. O bloco cerâmico de vedação deve trazer, obrigatoriamente, gravado em uma das suas faces externas, a identificação do fabricante e do bloco; em baixo relevo ou reentrância, com caracteres de no mínimo 5mm de altura, sem que prejudique o seu uso. Nessa inscrição deve constar no mínimo: a) identificação do fabricante; 23 b) dimensões de fabricação em centímetros (cm), na seqüência largura(L), altura (H) e comprimento (C), (LxHxC) podendo ser suprimida a inscrição da unidade de medida (cm); c) a identificação do lote. Já o bloco cerâmico estrutural também deve seguir os mesmos requisitos do bloco cerâmico de vedação, entretanto nele também torna-se obrigatório que seja gravado em uma das faces em baixo relevo ou reentrância a palavra “EST”, identificando sua classificação. A avaliação, inicial e periódica do controle da qualidade do processo produtivo deve ser feito pelo SENAI-OCP, verificando os requisitos apresentados no quadro 2. Essa avaliação periódica do controle da qualidade do processo produtivo conforme o quadro 2 deve ser realizada no mínimo, uma vez a cada 6 meses após a concessão da licença para uso da marca da conformidade. Quadro 2. Requisitos do controle da qualidade do processo produtivo Requisitos Controle de documentos Controle de registros Planejamento da realização do produto Comunicação com cliente - reclamação Controle de produção (I) Verificação do produto adquirido Identificação e rastreabilidade do produto Preservação do produto Controle de dispositivos de medição e monitoramento Medição e monitoramento de produto Controle de produto não conforme Ação corretiva Ação preventiva Referência da ABNT NBR ISO 9001:2000 Item 4.2.3 Item 4.2.4 Item 7.1 Item 7.2.3 Itens 7.5.1 e 7.5.2 Item 7.4.3 Item 7.5.3 Item 7.5.5 Item 7.6 Item 8.2.4 Item 8.3 Item 8.5.2 Item 8.5.3 O SENAI-OCP deve realizar a avaliação de fábrica através de verificações, na fábrica, dos controles de fabricação dos produtos que constam na solicitação. Estas verificações devem abranger, no mínimo, os seguintes pontos: a) controle de processo dos produtos; b) calibração dos equipamentos utilizados no processo produtivo; c) inspeção de processo e inspeção final; 24 d) registros da qualidade referentes aos ensaios exigidos; e) meios utilizados no tratamento de não-conformidades dos produtos. As verificações acima devem ser realizadas com base nos itens 7 e 8 da norma NBR ISO 9001:2000(SENAI,2007). 25 CAPÍTULO 3: PROGRAMA EXPERIMENTAL 3.1 Metodologia O projeto foi desenvolvido de acordo com a seguinte metodologia: a) revisão bibliográfica (coleta de informações sobre características físicas, químicas, estruturais e cristalinas da cerâmica e seu processo de produção, além de normalizações técnicas e trabalhos científicos desenvolvidos nessa área); b) avaliação do mercado do setor de blocos cerâmicos em Feira de Santana, através de dados fornecidos por distribuidores e aplicação de questionário com as cerâmicas analisadas; c) definição das empresas para análise dos seus produtos, feita através de informações de empresas revendedoras do produto no município, afim de identificar os maiores produtores; d) coleta de amostras de blocos dos principais fabricantes que são comercializados na cidade. Foram adquiridas 4 amostras com 25 blocos cerâmicos, de 4 fabricantes diferentes. e) caracterização das amostras coletadas, através de ensaios laboratoriais, quanto à resistência a compressão, análise dimensional e absorção, segundo a NBR 15270-1: 2005 (Componentes Cerâmicos Parte 1: Blocos cerâmicos para Alvenaria de Vedação-Termologia e Requisitos) e pela NBR 15270-3: 2005 (Componentes Cerâmicos Parte 3: Blocos Cerâmicos para alvenaria Estrutural e Vedação- Métodos de Ensaio). f) análise estatística dos resultados obtidos O projeto foi desenvolvido com o apoio da equipe técnica do Laboratório de Tecnologia de Materiais (LABOTEC). 26 3.2 Ensaios de caracterização Inicialmente foram realizados os seguintes ensaio laboratoriais: absorção, analise dimensional e resistência à compressão. Para os ensaios de absorção foram necessários 6 blocos cerâmicos de cada fabricante diferente, com base nas normas técnicas da ABNT, NBR 15270-1:2005 (Componentes Cerâmicos Parte 1: Blocos Cerâmicos para Alvenaria de Vedação – Termologia e Requisitos) e pela NBR 15270-3:2005 (Componentes Cerâmicos Parte 3: Blocos Cerâmicos para Alvenaria Estrutural e Vedação – Métodos de Ensaio). Segundo estas normas, determinou-se a massa em estado saturado e posteriormente o índice de absorção de água. Para o ensaio de análise dimensional foram utilizados 13 blocos cerâmicos de cada fabricante, de acordo com as normas técnicas da ABNT, NBR 15270-1:2005 (Componentes Cerâmicos Parte 1: Blocos Cerâmicos para Alvenaria de Vedação – Termologia e Requisitos) e pela NBR 15270-3:2005 (Componentes Cerâmicos Parte 3: Blocos Cerâmicos para Alvenaria Estrutural e Vedação – Métodos de Ensaio). Avaliou-se os desvios em relação ao esquadro, a planeza das faces e as dimensões efetivas (comprimento, largura e altura), conforme ilustra as figuras 8, 9 e 10. Figura 8. Dimensões efetivas do bloco cerâmico 27 Figura 9. Desvio em relação ao esquadro Figura 10. Planeza das faces No ensaio de resistência à compressão foram utilizados 13 blocos cerâmicos (os mesmos do ensaio de análise dimensional), realizado com base nas norma técnicas da ABNT, NBR 15270-1:2005 (Componentes Cerâmicos Parte 1: Blocos Cerâmicos para Alvenaria de Vedação – Termologia e Requisitos) e pela NBR 15270-3:2005 (Componentes Cerâmicos Parte 3: Blocos Cerâmicos para Alvenaria Estrutural e Vedação – Métodos de Ensaio). Capeou-se as duas faces de cada bloco, em seguida foram imersos em água e posteriormente rompidos na prensa mecânica. 3.3 Etapas dos ensaios 3.3.1 Ensaio de Análise Dimensional A análise dimensional consiste na determinação das características geométricas dos blocos cerâmicos para vedação (tais como medidas das faces-dimensões efetivas, espessura 28 dos septos e paredes externas dos blocos, o desvio em relação ao esquadro e a planeza das faces) (ABNT NBR 15270-3:2005). Antes de iniciar o ensaio deve-se verificar se pelo menos em uma das faces externas de cada bloco possue gravados a identificação do fabricante e as dimensões do bloco, em baixo relevo ou reentrância, com caracteres de no mínimo 5mm de altura. Caso até três unidades do lote não atendam a este requisito, automáticamente o lote em estudo será rejeitado. Para determinação das dimensões efetivas os blocos devem ser colocados sobre uma superfície plana e indeformável e os seus valores da largura, altura e comprimento devem ser aferidos com o uso de uma régua metálica. As figuras de 11 a 14 ilustram o processo da análise dimensional dos blocos estudados. Figura 11. Amostras de blocos coletadas 29 Figura 12. Aferição do comprimento do bloco Figura 13. Aferição da largura do bloco Figura 14. Aferição da altura do bloco 30 Para determinação das espessuras das paredes externas e dos septos dos blocos, os corpos-de-prova devem ser colocados sobre uma superfície plana e indeformável e posteriormente são aferidas as medidas nas regiões centrais, buscando os pontos de menor espessura. Nas figuras 15 e 16 são apresentados aspectos de determinação da espessura das paredes e dos septos dos blocos. Figura 15. Aferição das espessuras das paredes externas dos blocos Figura 16. Aferição dos septos dos blocos 31 Para determinação do desvio em relação ao esquadro, deve-se medir o desvio em relação ao esquadro entre uma das faces destinadas ao assentamento e a maior face destinada ao revestimento do bloco, com um auxílio de um esquadro e uma régua metálica. Já a planeza das faces é determinada pela aferição da flecha formada na diagonal do bloco, com a utilização de um esquadro e uma régua metálica. Aspectos da determinação do desvio em relação ao esquadro e da planeza estão ilustrados nas figuras de 17 a 21. Figura 17. Determinação do desvio em relação ao esquadro Figura 18. Determinação do desvio em relação ao esquadro 32 Figura 19. Determinação da planeza de uma das faces do bloco Figura 20. Determinação da planeza de uma das faces do bloco 33 Figura 21. Determinação da planeza de uma das faces do bloco 3.3.2 Ensaio de Absorção Este ensaio consiste na determinação da massa seca e do índice de absorção d´água. Após a identificação dos corpos-de-prova, estes são limpos a fim de retirar o pó e outras partículas soltas e em seguidas são submetidos a secagem em estufa a (105±5)ºC. Em seguida são aferidas duas medições da massa do bloco em intervalos de uma hora, até que os valores individuais difiram em no máximo 0,25% (imediatamente após a remoção da estufa), conforme a ABNT NBR 15270-30:2005). Com isso determina-se a massa seca de cada bloco, em gramas. Para a determinação da massa úmida, os corpos-de-prova devem ser colocados totalmente imersos em um recipiente com água a temperatura ambiente por pelo menos 24 horas. Depois desta etapa, os blocos são pesados em um período que não seja superior a 15 minutos apartir do momento de sua retirada. A água remanescente do bloco deve ser removida com o auxilio de um pano limpo e úmido. O índice de absorção de cada corpo-de-prova é determinado pela seguinte expressão: AA(%) = (Mu – Ms) x 100 / Ms Onde, AA = índice de absorção de água 34 Mu = massa úmida Ms = massa seca Nas figuras de 22 a 27 são mostradas etapas do ensaio de absorção. Figura 22. Identificação dos corpos de provas Figura 23. Determinação da massa seca 35 Figura 24. Colocação dos blocos na estufa Figura 25. Blocos imersos em água 36 Figura 26. Blocos imersos em água Figura 27. Determinação da massa úmida dos blocos 3.3.3 Ensaio de Resistência à Compressão O ensaio de resistência à compressão dos blocos cerâmicos de vedação foi realizado conforme a ABNT NBR 15270-1:2005 e ABNT NBR 15270-30:2005. 37 Para iniciar este ensaio, deve-se colocar 13 unidades de blocos cerâmicos sobre uma superfície plana e indeformável e os seus valores de largura, comprimento e altura devem ser aferidos com o uso de uma régua metálica. Após essa etapa, os blocos são colocados em uma bandeja com água, afim de melhorar a aderência com a pasta de cimento que será utilizado para capeá-los. A face do bloco capeada é colocada sobre uma placa de vidro. Depois de endurecida a argamassa de face capeada, inicia-se o capeamento da outra face. Após a remoção do bloco da placa (com as duas faces capeadas), deve-se coloca-lo totalmente imerso em água durante 12 horas para, em seguida, serem rompidos em uma prensa mecânica. Aferese as leituras da carga de ruptura de cada CP e calcula-se a área (mm²) e a tensão (MPa) de cada corpo-de-prova. Aspectos do ensaio de resistência à compressão dos blocos estão apresentados nas figuras de 28 a 32. Figura 28. Placa de vidro com óleo para capeamento dos blocos cerâmicos 38 Figura 29. Blocos imersos em água para capeamento das faces Figura 30. Capeamento de uma das faces do bloco cerâmico 39 Figura 31. Blocos cerâmicos imersos em água para depois serem rompidos Figura 32. Rompimento dos blocos cerâmicos 40 CAPÍTULO 4: APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS 4.1 Perfil das cerâmicas comercializadas em Feira de Santana Com o objetivo de diagnosticar o setor de cerâmica no município de Feira de Santana, foram pesquisados um total de 15 estabelecimentos comerciais de materiais de construção (escolhidos os maiores distribuidores do município) e desses foram coletados 4 amostras com 25 blocos cerâmicos de vedação de 6 furos, de quatro fornecedores diferentes (entre os fabricantes escolhidos, um deles é do próprio município, um é do município de Alagoinhas e dois do estado de Sergipe – todos com produtos bastante comercializados na cidade). As amostras foram definidas, através de informações adquiridas com os distribuidores de materiais de construção do município de Feira de Santana. Para caracterizar as empresas analisadas foi aplicado um questionário em cada cerâmica, conforme apresentado no Apêndice A, sendo que essa aplicação foi feita via contatos por telefone (caso das cerâmicas fora do município) ou através de visita a fabrica (caso da cerâmica situada em Feira de Santana). A figura 33 mostra um mapa indicativo dos estados onde estão localizadas as cerâmicas estudadas. Figura 33. Mapa indicativo dos estados em que se localizam as cerâmicas analisadas 41 Entre as quatro empresas selecionadas para estudo neste trabalho, nota-se algumas particularidades, apesar das mesmas situarem em locais distintos. Todas são empresas de pequeno a médio porte, totalizando uma média de 30 a 40 operários, sendo que a maior parte dos operários possui baixo nível de escolaridade (em média possuem apenas o ensino fundamental). De acordo com o levantamento, nem todas as empresas pesquisadas buscam qualificar sua mão-de-obra, através de cursos ou treinamentos e as que tentaram implementar esse sistema de gestão tiveram resistência por parte dos próprios funcionários. Quanto ao controle de qualidade, perdas e desperdícios, as empresas não apresentam um modelo eficaz de gestão tecnológica, o qual interfere diretamente no processo produtivo, desde o recebimento da matéria-prima até o desenvolvimento do produto acabado. Isso resulta em prejuízos materiais e financeiros para as empresas. No que se refere à produção, as empresas estudadas possuem em média uma produção diária entre 40000 à 65000 blocos cerâmicos de 6 furos (produto estudado) além de outros produtos como telhas, blocos de 8 furos, etc. As jazidas de argila, principal matéria-prima, normalmente são situadas na própria região, em locais próximo às instalações das empresas, em média não sendo superior a 20 km da sede. Todas as empresas relataram ter boa relação com os clientes. As empresas sergipanas, ao contrário das baianas, mantêm relações comerciais com outros estados. As empresas baianas analisadas possuem relações comerciais apenas com outros municípios vizinhos, além do mercado interno (no município de Feira de Santana). Isso se dá principalmente devido ao elevado custo com o transporte. Todas as empresas entrevistadas afirmaram que o mercado neste setor é bastante competitivo, o qual se apresentou como a maior dificuldade enfrentada por todas elas. O preço médio de venda do milheiro do bloco cerâmico de 6 furos, até agosto de 2008, vendido pelas empresas fabricantes ficava em torno de R$ 186,00 à R$190,00 reais o milheiro e entre R$ 190,00 à R$ 220,00 reais o milheiro, para o consumidor que adquirisse com as empresas revendedoras. 4.2 Analise da qualidade dos blocos comercializados em Feira de Santana Para o desenvolvimento deste projeto foram selecionadas 25 amostras de quatro cerâmicas distintas, as quais foram identificadas como: Cerâmica A e Cerâmica B 42 (provenientes do estado de Sergipe), Cerâmica C (proveniente da própria cidade de Feira de Santana) e Cerâmica D (proveniente da cidade de Alagoinhas). Quanto à inspeção geral dos lotes, etapa do trabalho que antecede todos os ensaios característicos, o qual avalia a aparência, os defeitos sistemáticos e ou irregularidades ou deformações dos blocos, obteve-se a seguinte constatação: a) as normas da ABNT especificam que o bloco cerâmico de vedação deve trazer obrigatoriamente, gravado em uma das suas faces externas, a identificação do fabricante e do bloco, em baixo relevo ou reentrância, com caracteres de no mínimo 5mm de altura, sem que prejudique seu uso. Nela deve constar a identificação do fabricante, as dimensões de fabricação em centímetros e a identificação do lote. A Cerâmica B foi reprovada neste quesito, pois todas as amostras não constavam de alguma dessas informações nas faces externas. b) a Cerâmica C apresentou duas unidades faltando esta identificação, entretanto, foi aprovada, pois as normas da ABNT permitem uma tolerância de até três unidades por lote sem tais especificações. Quanto à inspeção por ensaios, no que se refere às tolerâncias dimensionais, foram avaliadas as dimensões efetivas individuais e relacionadas à média dos blocos (tendo como tamanho padrão o bloco cerâmico de 90x140x190 mm), além das espessuras dos septos e paredes externas, desvio em relação ao esquadro e planeza das faces (flecha). As normas da ABNT, especificam tolerâncias para dimensões individuais (largura, altura, comprimento) de ± 5 mm e tolerâncias dimensionais quanto a média dos blocos de ± 3 mm. Na tabela 1 estão apresentados os resultados da análise dimensional (dimensões efetivas) dos blocos. 43 Tabela 1. Resultados do Ensaio de Análise Dimensional (dimensões efetivas) MÉDIA DAS DIMENSÕES EFETIVAS DOS BLOCOS CERÂMICOS (MM) CERÂMICA A B C D Nº DA AMOSTRA 1 2 3 4 5 6 7 1 2 3 4 5 6 7 1 2 3 4 5 6 7 1 2 3 4 5 6 7 L 90,5 90,5 88 90 91,5 90,5 91,5 85 88 88 86,5 89 90 87,5 87 88,5 87,5 87 86,5 87,5 88,5 88,5 88,5 88 87,5 88 87,5 88,5 C 192 191 191 192,5 189,5 186,5 190 188,5 189,5 191,5 190 188,5 190,5 191,5 195,5 191,5 193 193 194 188 193,5 186,5 191 190,5 190 192 190 190,5 A 138,5 140 139,5 139,5 139,5 138,5 139 139,5 139 139,5 138,5 140,5 140,5 141,5 139 139,5 138,5 138,5 140 138,5 138,5 136 135,5 135 137,5 136,5 135,5 137 Nº DA AMOSTRA 8 9 10 11 12 13 L 91 98,5 88,5 89,5 92,5 91 C 188,5 186,5 180 190,5 190,5 190,5 A 138,5 137,5 133,5 139 139,5 138,5 8 9 10 11 12 13 87,5 87 88 89,5 86,5 90 186,5 191,5 187,5 190 191,5 189 140 140,5 139,5 139,5 140,5 139,5 8 9 10 11 12 13 86,5 88 88 89 88,5 88,5 184,5 189,5 193,5 194,5 194 194,5 137,5 138,5 139 139 139 138,5 8 9 10 11 12 13 85 88,5 88 86 86 87,5 193 191,5 190,5 189,5 189,5 193,5 137 137,5 137,5 137,5 136 137,5 Quanto às dimensões relacionadas à média das dimensões efetivas, todas as cerâmicas foram aprovadas, pois apresentaram variações inferiores a ± 3mm. Quanto às dimensões relacionadas às dimensões individuais, as cerâmicas A, B e C apresentaram algumas unidades não conformes, entretanto por serem quantidades inferiores a três unidades em cada parâmetro avaliativo (largura, comprimento e altura), quantidade mínima necessária para rejeição do lote, todas elas (incluindo também a cerâmica D) foram aprovadas neste quesito. Segundo as normas da ABNT, a espessura dos septos dos blocos cerâmicos de vedação não devem ser inferior a 6mm e a espessura das paredes externas não deve ser inferior a 7mm. Na tabela 2 estão apresentados os resultados das espessuras das paredes externas e dos septos. 44 Tabela 2. Resultados do Ensaio de Análise Dimensional (espessuras das paredes externas e dos septos) DIMENSÕES INDIVIDUAIS DOS BLOCOS (MM) CERÂMICA A B C D Nº AMOSTRA 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 ESP. PAREDES EXTERNAS 8,3 10,45 8,52 9,68 8,61 8,85 8,49 8,27 7,22 9,15 8,69 9,42 8,72 9,16 6,96 8,66 9,22 8,64 10,18 11,96 9,85 8,82 11,67 8,97 10,04 8,42 10,22 10,9 7,47 9,41 10,62 11,87 9,36 7,56 7,62 9,2 8,33 8,94 11,16 8,24 7,95 8,64 8,28 8,67 9,9 8,23 7,27 8,14 7,94 8,04 8,57 9,03 8,9 7,6 9,4 8,5 8 5,5 9,1 11,1 8,4 8,4 10 10 7,2 8,9 6,7 8,1 8,2 9 7,9 7 6,8 9,9 6,1 7,9 8,5 8,1 8,4 9,5 7,4 7,1 10,9 9,1 8 7,1 7,6 8,1 8,4 8,4 7,7 8,5 9,5 8,1 8,8 7,1 8,8 7,6 7,4 8,7 7,7 8,6 7,9 7,3 8,2 9,66 10,12 9,58 10,1 7,2 8,15 9,26 7,88 10,11 8,88 8,77 9,15 9,26 8,69 9,13 10,09 9,92 8,54 10,25 8,11 9,22 10,71 9,74 8,06 9,85 8,94 9,11 8,79 9,53 9,2 9,57 8,77 9,74 9,02 9,82 10,13 7,96 9,45 10,33 9,42 9,3 8,66 8,48 8,53 9,16 9,24 10,49 7,75 9,37 9,18 9,57 7,39 8,74 7,71 8,16 6,64 6,63 7,93 8,51 7,46 6,94 6,22 8,66 6,81 7,64 8,54 8,77 ESP. DOS SEPTOS 9,2 7,26 7,06 8,58 7,96 8,57 7,85 7,38 7,64 8,83 6,86 8,12 8,13 7,22 8,06 7,46 6,66 8,24 6,9 8,41 6,77 8,7 6,74 10,09 6,74 8,25 8,15 8,11 7,44 8,64 8,2 7,57 7,61 8,52 7,62 9,46 7,2 4,94 7,62 7,2 5,6 7,1 8,3 6 5,9 6,6 8,3 8,8 7,1 6,4 6,5 7,5 5,8 6,3 7,2 5,6 5,4 5,6 6 6,5 8,1 6,7 5,8 6,2 7,6 6,7 7 7,4 6,8 6,8 7,5 7,9 6,9 6,8 6,7 6,4 6,7 8,2 9,54 8,76 8,01 9,45 8,76 7,54 8,39 8,54 8,14 6,9 9,63 8,04 8,69 9,46 10,12 8,52 8,42 8,37 7,14 8,81 8,01 8,55 9,56 11,62 7,44 9,55 8,08 8,85 9,45 10,3 9,16 8,87 7,67 8,49 9,38 9,75 9,1 9,38 9,47 6,81 7,63 7,54 7,56 7,64 8,19 6,96 6,3 7,24 7,13 7,4 6,89 45 5 6 7 8 9 10 11 12 13 6,62 6,69 6,8 6,99 6,8 7,75 7,49 7,37 7,84 6,95 6,49 6,69 8,59 8,46 7,36 7,62 7,44 6,57 6,98 7,35 6,78 6,85 8,43 7,86 8,35 7,37 7,44 7,9 6,55 9,05 7,93 7,83 8,85 9,09 9,12 6,99 7,44 7,66 5,72 7,58 7,8 7,51 8,12 5,9 6,67 7 7,23 7,12 6,92 7,56 8,16 7,36 6,17 7,26 7,17 7,12 7,8 6,96 7,6 6,59 6,76 7,06 7,49 Neste ensaio, quanto a espessura das paredes externas as Cerâmicas B e D foram rejeitadas e quanto a espessura dos septos a Cerâmica B foi rejeitada , pois para ambas as categorias, a ABNT só permite até duas unidades não conformes para que o lote seja aceito. Os resultados dos desvios em relação ao esquadro e da flecha estão apresentados na tabela 3. 46 Tabela 3. Resultados do Ensaio de Análise Dimensional (Planeza e Flecha) MÉDIA DAS DIMENSÕES EFETIVAS DOS BLOCOS CERÂMICOS (MM) DESVIO EM DESVIO EM RELAÇÃO RELAÇÃO AO AO Nº DA Nº DA CERÂMICA AMOSTRA ESQUADRO FLECHA AMOSTRA ESQUADRO FLECHA 1 8 0 0 0 1,8 2 9 0 0 0 2,3 3 10 0 0 2,8 3,3 4 11 0 0 0 2,9 5 12 0 0 0 0 6 13 0 0 0 0 A 7 0 0 1 8 0 0 0 0 2 9 0 0 0 0 3 10 0,9 0 0 0 4 11 0 0 0 1,2 5 12 0 0 0 0 6 13 4,9 0 0 0 7 B 0 0 1 8 2,76 0 0 0 2 9 0 2,54 0 0 3 10 2,08 0 0 0 4 11 1,66 0 0 0 5 12 0 0 0 0 6 13 1,27 2,35 0 0 C 7 0 0 1 8 0 0 0 0 2 9 0 0 0 0 3 10 0 2 0 0 4 11 0 0 0 0 5 12 0 0 0 0,5 6 13 0 0 0 0 D 7 0 0 Quanto ao desvio em relação ao esquadro e a flecha, todas as cerâmicas foram aceitas nos dois quesitos, pois apresentaram desvios inferiores a 3mm (valor máximo estabelecido pela norma). A Cerâmica B apresentou um CP com valor superior a 3mm, entretanto para o lote ser rejeitado seria necessário pelo menos 3 CP`s em condições não conformes, devido a isso ele foi aceito. Na tabela 4 e na figura 34 estão apresentados os resultados do ensaio de absorção d`água. 47 Tabela 4. Resultados do Ensaio de Absorção d`água ENSAIO DE ABSORÇÃO D`ÁGUA CERÂMICA A B C D Nº DA AMOSTRA 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 ÍNDICE DE ABSORÇÃO (%) 8,90 12,43 13,14 13,11 12,17 14,39 13,03 14,41 13,53 13,56 13,36 6,61 14,60 16,29 16,86 16,90 16,27 14,87 15,13 7,15 10,88 9,75 9,99 10,52 MÉDIA DOS ÍNDICES (%) 12,77 13,44 16,28 10,25 48 Resultados do Ensaio de Absorção d`água 18 Média das Porcentagens da Absorção 16 14 12 10 8 6 4 2 0 A B C D Cerâm icas Selecionadas Figura 34. Gráfico dos resultados do ensaio de absorção d`água Logo, quanto ao índice de absorção d`água, todos os lotes foram aceitos. A norma estabelece que o índice de absorção não deve ser inferior a 8% e nem superior a 22%. Apenas os lotes das Cerâmicas B e D apresentaram em cada um deles, um CP com índice de absorção inferior a 8%, todavia são necessários pelo menos dois CP`s não uniformes para que o lote fosse rejeitado. Os resultados das resistências à compressão (média e individuais) estão apresentados na figura 35 e no quadro 7. Média das Resistências (MPA) Resultados do Ensaio de Resistência à Compressão 4,50 4,00 3,50 3,00 2,50 2,00 1,50 1,00 0,50 0,00 A B C D Cerâmicas Selecionadas Figura 35. Gráfico dos resultados do ensaio de resistência à compressão 49 Quadro 7. Resultados do Ensaio de Resistência à Compressão ENSAIO DE RESISTÊNCIA A COMPRESSÃO Nº DA RESIS. Nº DA RESIS. CERÂMICA AMOSTRA IND.(MPA) AMOSTRA IND.(MPA) 1 8 4,86 1,59 2 9 1,42 2,94 3 10 2,28 6,65 4 11 1,45 3,14 5 12 1,44 1,82 6 13 2,02 2,80 7 2,52 DESVIO PADRÃO (MPA) 4,06 MÉDIA DAS RESISTÊNCIAS A (MPA) 2,69 1 8 3,78 4,42 2 9 4,14 4,72 3 10 3,87 2,35 4 11 4,09 4,69 5 12 2,43 7,21 6 13 2,58 3,10 7 3,52 DESVIO PADRÃO (MPA) 3,46 MÉDIA DAS RESISTÊNCIAS B (MPA) 3,92 1 8 4,43 3,05 2 9 4,41 5,06 3 10 4,87 4,99 4 11 4,22 4,08 5 12 2,39 4,80 6 13 5,28 2,84 7 5,03 DESVIO PADRÃO (MPA) 3,23 MÉDIA DAS RESISTÊNCIAS C (MPA) 4,26 1 8 4,51 1,60 2 9 1,02 2,04 3 10 2,56 2,56 4 11 4,00 4,85 5 12 0,47 4,23 6 13 0,81 2,57 7 2,56 DESVIO PADRÃO (MPA) 4,07 MÉDIA DAS RESISTÊNCIAS D (MPA) 2,60 50 No que se refere a resistência à compressão dos blocos cerâmicos de vedação (calculada através da área bruta), a norma estabelece que para os blocos usados com furos na horizontal a resistência média deve ser ≥ 1,5 MPa e para os blocos usados com furos na vertical deve ser ≥ 3,0 MPa. Todos os lotes das Cerâmicas analisadas apresentaram a média das suas resistências superiores a 1,5 MPa, portanto todas foram aceitas. Entretanto quanto à análise individual das resistências das amostras de cada lote, as Cerâmicas A e D tiveram três CP`s (cada uma delas) com resultados abaixo do limite de norma, o que resulta na rejeição do mesmo. 51 CONCLUSÃO Ficou bem evidente que o mercado no setor de cerâmica, não apenas em Feira de Santana, mas no Brasil inteiro, apesar de estar em grande expansão é também bastante competitivo. Entre as empresas produtoras de blocos cerâmicos de vedação nota-se uma ausência de gestão tecnológica e de capacitação profissional. Esse fator aliado à baixa qualificação técnica dos operários interfere diretamente na produção diária dos blocos. Entre as empresas analisadas, notou-se que as indústrias cerâmicas da Bahia concentram seus investimentos no comércio local e cidades vizinhas. Ao contrário das empresas de Sergipe que comercializam seus produtos também com outros estados. O transporte dos produtos é uma das dificuldades encontradas pelas cerâmicas analisadas em expandir seus investimentos. Observou-se, quanto à qualidade dos blocos cerâmicos de vedação, que da forma que estão sendo produzidos não satisfazem totalmente às exigências da ABNT (NBR 152701:2005 (Componentes Cerâmicos Parte 1: Blocos Cerâmicos para Alvenaria de Vedação – Termologia e Requisitos) e pela NBR 15270-3:2005 (Componentes Cerâmicos Parte 3: Blocos Cerâmicos para Alvenaria Estrutural e Vedação – Métodos de Ensaio). Embora as amostras analisadas tenham sido aprovadas em alguns parâmetros, todas as cerâmicas com exceção da Cerâmica C, apresentaram rejeição em algum parâmetro avaliativo. Todavia, para comprovação e maior precisão desses resultados negativos, apontase a necessidade de mais ensaios (os chamados ensaios de contra – prova), considerando um universo amostral maior. Por fim, fica como sugestão para futuros projetos a serem desenvolvidos, a caracterização de telhas cerâmicas comercializadas em Feira de Santana, seguindo os mesmos parâmetros deste trabalho aqui desenvolvido. 52 REFERÊNCIAS ALEXANDRE,Jonas.Análise de matéria-prima e composições de massa utilizada em cerâmicas vermelhas.Tese (Doutorado em ciências de engenharia com ênfase em geotecnia). Campus dos Goytacazes(RJ):Uenf,2000. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.NBR 15270-1:Componentes Cerâmicos parte 1:blocos cerâmicos para alvenaria de vedação-terminologia e requisitos,2005. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.NBR 15270-3:Componentes Cerâmicos parte 3:blocos cerâmicos para alvenaria estrutural e vedação-terminologia e requisitos,2005. BAUER,L.A.Falcão. Materiais de Construção; 5.ed. São Paulo:LTC,1999.v.2. BUSTAMANTE,Gladstone Brasileira.Revista Motta.BRESSIANI,José Cerâmica Carlos. A Indústria Industrial,v.5,n.3,Maio-junho.2000; Cerâmica Disponível em: <http://www.ceramicaindustrial.org.br>.Acesso em 21 abr. 2007. COLÁCIO,André.SOUSA,Daniel;Materiais Cerâmicos e Vidros.Disponível em:<http://www.estv.ipv.pt.>. Acesso em: 22 Mai.2008. SANTOS, Pérsio de Souza. Tecnologia de Argilas,Fundamentos, aplicada às argilas brasileiras. São Paulo, Edgard Blucher, Ed. da Universidade de São Paulo,1928ª. SANTOS, Pérsio de Souza. Tecnologia de Argilas,Fundamentos, aplicada às argilas brasileiras. São Paulo, Edgard Blucher, Ed. da Universidade de São Paulo,1928b. SENAI,Organismo de Certificação de Produto,Regra Especifica de Certificação de Blocos Cerâmicos.Disponível em: <http://www.sp.senai.br>.Acesso em: 22 mai 2008. SMITH,William F. Princípios de Ciência e Engenharia dos Materiais. 3.ed. Lisboa, MCgraw-Hill, 1998. 53 VLACK, Lawrence H. Van. Principio de Ciência dos Materiais. São Paulo: Edghard Blucher,1970. 54 APÊNDICE APÊNDICE A - Questionário para caracterização das cerâmicas comercializadas em Feira de Santana 1) Qual a razão social da empresa e o endereço? 2) Qual o porte da empresa e quantidade de empregados? 3) Qual o nível de escolaridade dos funcionários? 4) A empresa costuma fornecer cursos para capacitar a mão de obra? 5) Fornece blocos para quantos estabelecimentos em FSA?Quantos na Bahia? Algum cliente em outro estado? 6) A argila usada, extraem onde? 7) Qual o preço de venda em média do milheiro do bloco, se for comprado na fábrica? 8) Além do bloco produzem telhas ou outros materiais cerâmicos? 9) Qual a produção diária de blocos? 10) Quais os principais problemas encontrados pela empresa neste setor? E como é a relação da empresa com os clientes? 11) Atualmente, como está o setor de cerâmica no Nordeste e no Brasil?
Download