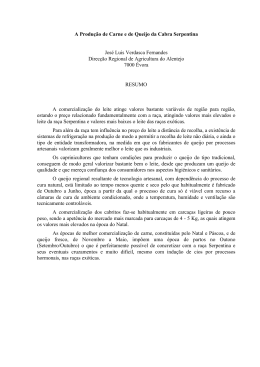
canais de número 04 - julho de 2010 atendimento homenagem autorizados São Paulo Americo Tadashi [email protected] (11) 8483-4559 Santa Catarina Parabéns, Quatá! 08 Em 1990, o Brasil ganhava uma nova empresa na área de queijos, que se tornaria sinônimo de qualidade e dedicação. Hoje reconhecida pelos consumidores, a Laticínios Quatá conquistou as prateleiras dos supermercados e o coração do público com seus produtos fabricados com um cuidado artesanal, bom relacionamento com os fornecedores e ética nos negócios. A empresa nasceu numa época difícil economicamente, em que o Brasil se adaptava a uma nova moeda e a mudanças de governo tumultuadas. Decididamente, não foi um período adequado para se começar um negócio. Mesmo assim, a empresa provou o seu potencial e hoje atende todo o mercado brasileiro, através de suas quatro unidades industriais situadas nas principais bacias leiteiras do País. Ao celebrar seu vigésimo aniversário, a Fermentech gostaria de registrar a felicidade de participar deste crescimento desde seu início. É gratificante saber que, degrau a degrau, a empresa foi subindo e conquistando seu espaço no mercado. Por isso, nada mais justo que festejar a data! Desejamos que a empresa esteja sempre no topo, seja voando de ultraleve ou nos índices de vendas, se tornando cada dia mais uma marca a ser lembrada no mercado queijeiro. Sucesso, amigos! ABIQ em terras gaúchas 22 e 23 de julho em Carlos Barbosa - RS A ABIQ (Associação Brasileira das Indústrias de Queijo) convida a todos os profissionais da área de queijo e afins para um evento a ser realizado no estado do Rio Grande do Sul no mês de julho. Será um momento de aprendizado, fortalecimento do setor e confraternização entre os profissionais da área. As inscrições já estão abertas. Reserve já o seu lugar, pois as vagas são limitadas. Para mais informações, ligue (11) 2093-4900 ou (11) 3259-9213. EXPOMAQ 2010 De 12 a 15 de Julho, das 14 às 21h 27º Congresso Nacional de Laticínios Ve n h a n o s v i s i t a r n o E S TA N D E C 4 2 ! Anilton Roberto Mattos [email protected] (49) 9987-6060 Paraná Marco Aurélio Kafer [email protected] (46) 9911-9474 Ceará Rio Grande do Norte Acrísio Dias Teixeira [email protected] (85) 9983-5925 Rio Grande do Sul Iran Gustavo Mattos [email protected] (49) 9969-3848 DEMAIS ESTADOS ATENDIMENTO TÉCNICO José Roberto Alves Garcia [email protected] (11) 9483-1187 Plínio Marcos Tavares [email protected] (11) 7620-5892 ou (31) 8446-8523 Marcus Vinícius M. de Aguiar [email protected] (11) 8932 1593 Solange A. Pereira da Silva [email protected] (11) 2093-4900 reportagem artigo Firme e Forte Mussarela Frimesa mantém-se como uma empresa forte Controle melhor o processo de sua mussarela editorial índice Esta edição do Fermentech News está festiva. É que nós não poderíamos deixar de homenagear o Instituto de Laticínios Cândido Tostes pela passagem do seu 75º aniversário, todos eles dedicados à formação e educação de profissionais para a área láctea. Também celebramos os 20 anos da Laticínios Quatá, uma tradicional empresa da área queijeira, que brinda o mercado com produtos de qualidade e sabor inigualável. Em meio a tantos aniversários e festejos, marcamos nossa presença em diversos workshops ao longo dos últimos meses, cujas informações vocês podem conferir na página 7 desta edição. Vale dizer que cada um sempre supera nossas expectativas, com a participação vibrante e efetiva dos profissionais das empresas anfitriãs, o que só nos motiva a continuar com estes eventos. Finalizando, como acontece anualmente, a Fermentech vai marcar presença no Congresso Nacional de Laticínios em Juiz de Fora e convidamos a todos os nossos clientes e amigos a darem uma passadinha no nosso stand para uma visita e um abraço fraterno. Esses eventos, muito mais do que o teor comercial, oferece a oportunidade de sairmos das paredes dos escritórios e estreitarmos os laços de amizade e conhecermos as pessoas com quem, muitas vezes, só falamos por telefone ou email. O endereço está na última página deste informativo. Esperamos vocês! Nanci H. Ohata Santana N° 4 | julho de 2010 news Capa ....................................3 Artigo ..................................4 Reportagem: Frimesa .......6 News ....................................7 Homenagem .......................8 Fermentech News Distribuição Gratuita Tiragem: 3000 Exemplares Diretoria Nanci H. O. Santana Neveton B. Picciani Sebastião Zorzetti Responsável Nanci H. O. Santana Jornalista Responsável Eduardo Marchiori - MTb 027590 Imagens Acervo Fermentech Colaboradores: José Roberto Garcia Solange Aparecida Pereira da Silva Plinio Marcos Tavares Marcus Vinicius M. de Aguiar Nanci H. Ohata Santana Múcio M. Furtado Projeto Gráfico e Ilustrações: Kyu Design - www.kyu.com.br - 11 3104-0486 Endereço para Correspondência: Fermentech R. Tuiuti, 1431- Tatuapé - SP - CEP: 03081- 012 Fone: (11) 2093-4900 - Fax: (11) 2093-4828 E-mail: [email protected] Site: www.fermentech.com.br Fermentech News é uma publicação da Fermentech Comércio de Insumos para Alimentos Ltda, voltada para clientes e fornecedores. Os artigos assinados não refletem necessariamente a opinião da empresa. Pode ser reproduzido se citada a fonte. A cidade de Goiânia, um dos berços da musica sertaneja no Brasil, mostrou sua força e importância também no segmento lácteo. O estado de Goiás, forte produtor de leite no país, foi o local escolhido pela Fermentech e Danisco para sediar o IX Seminário Regional Técnico, realizado em abril. O evento contou com mais de 100 participantes, quantidade que nos surpreendeu bastante e demonstra o grande interesse dos participantes em aprender sobre temas como queijo prato, mussarela, tendências de mercado, creme, achocolatado e bebidas UHT. Apesar do assunto sério, as palestras transcorreram num clima bem animado e descontraído. Acreditamos no Centro-oeste e esta é a nossa maneira de contribuir com o setor. Parabéns aos participantes, responsáveis pelo sucesso deste evento! Workshop Quatá No dia 6 de abril, duas unidades do Grupo Quatá se juntaram para a realização do primeiro workshop realizado pela Danisco/Fermentech na cidade de Vazante (MG). Aproveitamos as novas instalações para reunir nosso grande amigo e orientador Múcio Furtado com os experientes queijeiros e colaboradores da empresa. No total, 21 participantes ouviram palestras sobre queijos de massa filada, olhaduras em queijos e queijo Gorgonzola. A Fermentech se orgulha de estar junto de empresas como a Laticínios Quatá, tradicional produtora de queijos no Brasil. Workshop Calu Também em abril, a Fermentech e a Danisco se uniram à Calu, cooperativa de Uberlândia (MG), para a realização do II Workshop na empresa. Múcio Furtado falou das tendências e demandas nacionais e mundiais para mussarela / pizza cheese, sendo o queijo mais fabricado no Brasil e segundo no mundo! O público foi de 40 colaboradores de diversas áreas da indústria e até mesmo do escritório, reafirmando assim o compromisso de toda equipe em zelar por esta marca que há décadas é referência de mercado. Workshop Luce Diretora Associe-se www.abiq.com.br Tecnologia em laticínios à sua disposição. Seminário em Goiânia (11) 3259-9213 (11) 3259-8266 (11) 3210-6348 Acompanhando o ritmo acelerado que o Laticínios Luce trabalha, entramos em maio promovendo mais um Workshop. Desta vez na cidade de Luz situada a 210 km de Belo Horizonte (MG). Cerca de 30 colaboradores participaram das palestras de Controle de processo em Leites Fermentados, Sobremesas lácteas e Boas Práticas de Fabricação, esta última ministrada pela própria empresa. Ficamos honrados com esta parceria dentro e fora da indústria e esperamos, em breve, mais novidades que a empresa deve lançar no mercado! 07 reportagem capa Firme e Forte Frimesa mantém-se como uma empresa forte no mercado de leite e carnes, conhecida por remeter à amizade e à qualidade de vida. 06 Nascida da força cooperativista, a Frimesa é fruto da união de quatro cooperativas da região de Francisco Beltrão (PR), cujos agricultores juntaram forças para lutar contra a invasão das multinacionais que, à época, dominavam o mercado e tornava impraticável a concorrência nacional. Com o apoio da Sudcoop (Sudcoop - Cooperativa Central Agropecuária Sudoeste), as cooperativas compraram a massa falida do Frigorífico Medianeira S/A, originando a marca Frimesa. Inicialmente, a empresa produzia apenas alimentos industrializados de carne e, a partir de 1980, ingressou também na área de leite. Hoje, a Frimesa possui mais de 140 itens diferentes só neste segmento, entre os quais: leites (em pó, pasteurizado e longa vida), queijos (finos e tradicionais), iogurtes, bebidas lácteas, achocolatados, leite condensado, manteigas, creme de leite, petit suisse e doce de leite. A área láctea cresceu de tal forma que, das cinco unidades de industrialização que a Frimesa possui hoje, quatro delas são voltadas para a área láctea: uma em Mal. Cândido Rondon (PR), com produção de 600 mil litros de leite/dia; em Capanema (PR) e Aurora (SC), com produção de 40 mil l/dia e em Matelândia (PR), com capacidade para 120 mil l/dia. A unidade de produtos cárneos fica em Medianeira (PR). Sempre preocupada com a qualidade de seus produtos, a Frimesa implantou, em 1994, o sistema de coleta a granel nas propriedades por meio de caminhões refrigerados e não mais no tarro (latão de leite), sendo a primeira empresa no País a ter toda a captação de leite neste sistema. No ano seguinte, iniciou o Programa de Qualidade Total, readequando toda a empresa às normas do sistema. O fruto deste programa foi a mudança do modelo de gestão, focando as estratégias mercadológicas no fortalecimento da marca Frimesa, que se estendeu também para os produtos cárneos. Como qualidade depende não apenas de equipamentos, mas principalmente de material humano, a empresa também investe na formação de seus colaboradores. Segundo Gilson Pedro de Oliveira, gerente industrial da área de leite, a empresa valoriza seu material humano investindo constantemente na qualificação profissional de seus colaboradores. Para se ter uma ideia, somente em 2009, mais de 3500 colaboradores participaram desses treinamentos, informa. Oliveira informa que, além desses colaboradores, mais de 20 mil trabalhadores estão ligados indiretamente à empresa tornando-a uma das que mais geram empregos na região do oeste paranaense. Também é uma das marcas mais conhecidas pelos consumidores, preocupada com o desenvolvimento constante de novos produtos que sejam práticos e saudáveis. Para completar, a Frimesa também promove uma série de programas de Responsabilidade Social, que visam a formação de crianças não apenas filhos de colaboradores, mas a comunidade em geral garantindo um futuro melhor por meio da socialização e integração através do esporte e da educação ambiental. Dentro da empresa, o Programa de Valorização de Talentos e o Programa Viva a Vida promove o crescimento profissional e a qualidade de vida. Com todos esses fatores, fica claro porque o slogan da empresa associa o sabor dos produtos com o sentimento da amizade. É que tanto um quanto o outro são fatores para uma vida com saúde, qualidade e bem estar. Eternamente jovem A mais tradicional escola de ensino técnico na área de laticínios do País comemora aniversário, realiza mudanças estruturais e se adequa aos novos tempos. A história do leite no Brasil seria incompleta sem o Instituto de Laticínios Cândido Tostes. Situado em Minas Gerais, tradicional região leiteira do País desde o tempo colonial, o ILCT oferece, há 75 anos, o melhor curso técnico na área de laticínios, sendo a primeira e única instituição de ensino do País a ter um curso específico neste setor. Por causa desta tradição, o ILCT é referência na formação de profissionais laticinistas não apenas no Brasil, mas em cerca de 60 países. Os profissionais que saem daqui para trabalhar em multinacionais levam o nome do Instituto como uma marca de tradição, qualidade de ensino e inovação tecnológica. Desde 1935, a escola tem se mantido sempre em sintonia com as mudanças do mercado e possui os mais avançados equipamentos para que os profissionais tomem contato com o que há de mais inovador na industria atualmente. Para comemorar o 75º aniversário, o ILCT realiza a primeira reforma desde sua fundação, visando modernizar também sua estrutura e oferecer um ambiente mais confortável para professores e alunos. As reformas incluem a construção de uma estação de tratamento de efluentes para tratar os resíduos de suas fábricas e preservar o meio ambiente; a ampliação das fábricas e compra de novos equipamentos e veículos, a fim de aprimorar aulas e criar novos cursos; a troca de todo o telhado, pintura das paredes e substituição da rede elétrica e sanitária. Além disso, já foi aprovado o projeto para a implantação de um curso superior em laticínios, faltando apenas que se realize o concurso público para a contratação dos professores. Com isso, o Instituto consolida ainda mais a sua imagem de escola-referência em educação na área de leite no Brasil. Sem exagero, pode-se afirmar que todas as empresas brasileiras da área láctea possuem ao menos um técnico formado nos muros do ILCT. Nosso Brasil tem motivos de sobra para se orgulhar em possuir uma instituição como o Cândido Tostes. Primeiro, porque o mercado de leite é um dos mais rentáveis e importantes do País e uma escola voltada exclusivamente para ele só vem aprimorar o setor. Em segundo lugar, porque os alunos que se formam no ILCT e vão trabalhar em multinacionais, levam o alto nível profissional da escola ao exterior, fortalecendo o nome do Brasil lá fora e provando que temos ensino de qualidade. Por fim, porque apesar de seus 75 anos, o ILCT não é estagnado no tempo. É uma escola moderna, atual e sintonizada com as novas tecnologias disponíveis no setor, sem perder a tradição de ensino. Ao fim da primeira década do século 21, o ILCT entra na nova década de cara nova, bem mais jovem e fortalecido, garantindo, como sempre fez, o crescimento constante do setor lácteo. 03 PARTE 1 A gordura do leite Controle o processo da Antigamente, mussarela era um queijo para o qual, com frequência, se destinava o leite ácido da recepção. Mas os tempos mudaram e hoje o leite é granelizado e a mussarela é um dos principais ingredientes na culinária fast food totalmente globalizada. Padrões antes impensados, agora são muito exigidos. Assim, na sua elaboração é usado leite de boa qualidade que, na maioria das vezes, é pasteurizado e padronizado em seu teor de gordura. O ideal é um leite cujo teste de redutase seja superior a duas horas e meia, com acidez entre 15 e 16°C. O teor de gordura é fundamental: se for muito alto, o queijo pode apresentar dois problemas básicos: ficar mole demais e não fatiar bem ou soltar gordura em excesso quando submetido à fusão na pizza. Mas o teor de gordura deve ser determinado em função do teor de caseína para evitar grandes flutuações ao longo do ano. Não basta determinar um teor de gordura igual para todo o ano, pois isso levaria a alterações consideráveis na composição e textura do queijo. O que se busca é um teor de gordura no extrato seco (GES) entre 39 e 43% no máximo. Para se atingir o padrão, é fundamental estabelecer uma relação entre o teor de caseína e o de gordura no leite (relação C/G). A caseína pode ser facilmente determinada pelo Método do Formoldeído (ainda que contenha alguma imprecisão) ou por aparelhos de análise automáticos. Em geral, seu teor no leite variará de 2,2 a 2,4% ao longo do ano. Adotando-se 2,3% como uma média razoável, a relação C/G seria por volta de 0,78, com extremos em 0,74 e 0,82. Isso indica um leite com teor médio de gordura de 2,95%, variando de 2,8 a 3,1% em seus valores extremos. Não é um controle difícil e comprovadamente permite obter um bom padrão na mussarela. mussarela e obtenha um queijo padronizado A Mussarela é hoje o queijo mais elaborado no Brasil e a produção segue crescendo. Não é um queijo difícil de ser desenvolvido, mas tem muitas etapas distintas que requerem controles para que o produto final seja de textura e composição regulares. Neste artigo, dividido em duas partes, comentaremos os parâmetros mais críticos. Múcio M. Furtado PhD, especialista em queijos da Danisco O uso de cloreto de cálcio 04 Classicamente, sempre que se pasteuriza o leite, adiciona-se uma dose pequena (20g por 100 litros) de cloreto de cálcio, a fim de recompor a pequena parcela (de 3 a 5%) dos sais de cálcio insolubilizados por efeito do calor. Reduz-se assim o tempo de coagulação e aumenta-se a firmeza da coalhada, pois ocorre um crescimento do teor de cálcio ionizado, (Ca++) ao mesmo tempo que parte do cálcio adicionado reage com o fosfato (PO4H--) na caseína, formando fosfato tricálcico micelar (fosfoparacaseinato de cálcio), baixando ligeiramente o pH (liberação do H+). Para ocorrer a filagem, parte deste fosfato de cálcio deverá ser solubilizado sob a forma de lactato de cálcio, o que ocorre sobretudo durante a fase de cozimento da massa no tanque. Fica assim evidente que a adição de cloreto de cálcio firma mais a coalhada e ajuda a manter um bom nível de rendimento. Por outro lado, aumenta um pouco o teor de cálcio ligado à proteína sob as formas descritas anteriormente, o que reforça a necessidade de uma fermentação adequada para sua solubilização. Entende-se, assim, que o cálcio adicionado não prejudica a filagem, mas tende a firmar mais a massa. Nas filagens de massas provenientes de leite pasteurizado e sem adição de cloreto de cálcio, a massa apresenta melhor plasticidade e elasticidade, é mais brilhosa, porém o rendimento é afetado negativamente. Considerando as vantagens do uso do cloreto de cálcio, o seu uso é recomendado, pois ocorrendo posteriormente uma fermentação normal da massa, esta será desmineralizada da mesma forma e apresentará boas condições de filagem. Temperatura de Coagulação O avanço na concepção de equipamentos e processos para a mussarela tem provocado mudanças importantes em diversos parâmetros, como a escolha dos fermentos e a temperatura de coagulação, entre outros. Tradicionalmente, o leite era coagulado a 32°C, temperatura considerada como ponto de equilíbrio entre a ideal para atuação do coalho (41°C) e a de crescimento mais rápido da cultura lática (25°C), que, até então, era um fermento mesofílico composto basicamente de Lactococcus lactis e Lactococcus cremoris. A adoção de processos contínuos ou semicontínuos com alto grau de automação, forçou a introdução de fermentos muito mais rápidos para acidificar o leite e a massa, sendo todos à base de micro-organismos termofílicos, com relevância para o Streptococcus thermophilus, que cresce entre 30 e 50°C, mas tem seu desenvolvimento máximo por volta de 43 a 45°C. Consequentemente, o leite passou a ser coagulado a cerca de 38°C e, nesta mesma temperatura, o fermento é adicionado ao leite no inicio do enchimento do tanque, em vistas a se fazer uma pré-maturação que pode variar de 40 a 60 minutos em média, em função da capacidade do pasteurizador usado. A adoção dessa temperatura abre possibilidades importantes, como: 1 Crescimento muito mais rápido do fermento termofílico, o que leva a apreciável redução no tempo de processo (pH mais baixo no ponto, em menor tempo). 2 Possibilidade de diminuição moderada na dose de fermento, reduzindo custos. 3 Redução de até 20% na dose de coalho ou coagulante, sem prejuízo do processo ou da estabilização da mussarela. 4 Tempo de coagulação mais curto, aumentando a eficiência do processo. A adoção de temperaturas superiores estimularia fortemente a cultura termofílica, mas levaria a uma coagulação rápida demais, com riscos de endurecimento excessivo da coalhada, dificultando o corte em cubos de tamanho desejado e alterando a umidade do queijo, o que afetaria profundamente sua funcionalidade. A escolha dos fermentos Obviamente, é um dos pontos mais críticos na elaboração da mussarela. Essa escolha passa por alguns critérios que são fundamentais, tais como: - A rapidez desejada na fermentação - O nível de proteólise desejado, se é mais intenso ou mais moderado. - O grau de escurecimento (browning) aceitável para essa mussarela. - A disponibilidade de cepas diversas para eventual rotação e prevenção fágica. Quanto à rapidez, a melhor opção é a adoção de cepas rápidas de Streptococcus thermophilus, que são cultivos muito rápidos para metabolizar a lactose produzindo ácido lático e baixando rapidamente o pH. O micro-organismo tem seu crescimento limitado em meios de alta acidez, como por exemplo, em massas de pH por volta de 4,9 a 5.0, sendo que esse desenvolvimento é ainda gradualmente inibido em temperaturas inferiores a 30°C. Por isso, se atribui a cultivos puros desta bactéria a característica de fermento auto-limitante, que raramente passa do ponto, mesmo a massa sendo mantida a temperatura ambiente por muitas horas. A proteólise é um fenômeno complexo e seu nível é influenciado não só pelo tipo de fermento, mas também pela qualidade e composição do coalho. Além disso, é também afetado pela umidade do queijo, seu pH e, de forma mais decisiva, pelo teor de sal do queijo. Streptococcus thermophilus é considerado o microorganismo menos proteolítico e é assim recomendado quando se busca a estabilização no tempo considerado regular (15 a 30 dias) ou quando existe interesse em estocar o queijo por até 1 ano, mantido congelado a -20°C. Quando se deseja um avanço notável na proteólise, recomenda-se misturar este micro-organismo com um cultivo mesófilo por exemplo, 20% a base de Lactococcus lactis e Lactococcus cremoris que crescem e metabolizam a caseína mesmo em temperaturas na faixa de 5 a 10°C, o que é impossível para o Streptococcus thermophilus. Quando se deseja uma proteólise intermediária, podese misturar com um bacilo, eventualmente Lactobacillus helveticus ou Lactobacillus bulgaricus. O primeiro confere mais sabor à mussarela. Em que pese serem esses dois bacilos mais proteolíticos do que Lactococcus lactis e Lactococcus cremoris, eles não o são quando o queijo é mantido em temperaturas inferiores a 10°C. Mas essas escolhas dos fermentos afetam muito a intensidade do escurecimento da mussarela quando submetida ao derretimento na pizza em temperaturas de 300 a 350°C por vários minutos. Nesta situação, aminas secundárias decorrentes da peptidólise por ação dos cultivos podem reagir com açúcares redutores, como a lactose e, principalmente, a galactose (resíduo principal de carboidrato no queijo) formando melanoidinas, que são componentes escuros. Nas regiões onde se formam blisters no queijo, a massa se queima e se torna escura demais. O fator decisivo é a presença residual de galactose na massa e isso se passa com frequência quando se usa um fermento puro de Streptococcus thermophilus , considerado Gal-- (galactose-negativo), que não tem um sistema enzimático capaz de conduzir a galactose ao ciclo da glicolise. A solução é adicionar de 10 a 25% de culturas Gal++ (galactose-positiva) à cultura de Streptococcus thermophilus. Com frequência, usa-se um cultivo adjunto de Lactobacillus helveticus, muito rústico e 100% Gal++. Por ter a maioria de suas cepas classificadas como Gal--, Lactobacillus bulgaricus é pouco usado para essa finalidade. Uma outra opção é o uso de cultivos mesófilos compostos por Lactococcus lactis e Lactococcus cremoris que são ambos Gal++ e acentuadamente proteolíticos. Essa mistura não seria recomendada para uma mussarela destinada a longos períodos de armazenamento. Finalmente, deve-se considerar a disponibilidade de pelo menos três cepas distintas do mesmo fermento, para o caso em que surja a necessidade de se promover rotações dos cultivos na fábrica. Cultivos puros de Streptococcus thermophilus são particularmente sensíveis a ataques de bacteriófagos. Os fagos são vírus comuns em fábricas de queijos, já que em sua maioria não são mortos pela pasteurização, sendo encontrados mais frequentemente no soro resultante da fabricação. Quando formam focos de elevado título (mais de 100.000 partículas/ml soro) já representam risco de inibição gradativa do fermento. A rotação é recomendada apenas quando se sabe que há um risco iminente de um ataque de fagos. Entretanto, como prevenção, pode-se estabelecer um programa de rotação no qual as cepas do mesmo fermento são trocadas a cada três dias, ou semanalmente. O uso da dose correta do fermento é de importância vital na manutenção da acidificação, sobretudo quando ocorre um ataque de fagos na fábrica. 05 PARTE 1 A gordura do leite Controle o processo da Antigamente, mussarela era um queijo para o qual, com frequência, se destinava o leite ácido da recepção. Mas os tempos mudaram e hoje o leite é granelizado e a mussarela é um dos principais ingredientes na culinária fast food totalmente globalizada. Padrões antes impensados, agora são muito exigidos. Assim, na sua elaboração é usado leite de boa qualidade que, na maioria das vezes, é pasteurizado e padronizado em seu teor de gordura. O ideal é um leite cujo teste de redutase seja superior a duas horas e meia, com acidez entre 15 e 16°C. O teor de gordura é fundamental: se for muito alto, o queijo pode apresentar dois problemas básicos: ficar mole demais e não fatiar bem ou soltar gordura em excesso quando submetido à fusão na pizza. Mas o teor de gordura deve ser determinado em função do teor de caseína para evitar grandes flutuações ao longo do ano. Não basta determinar um teor de gordura igual para todo o ano, pois isso levaria a alterações consideráveis na composição e textura do queijo. O que se busca é um teor de gordura no extrato seco (GES) entre 39 e 43% no máximo. Para se atingir o padrão, é fundamental estabelecer uma relação entre o teor de caseína e o de gordura no leite (relação C/G). A caseína pode ser facilmente determinada pelo Método do Formoldeído (ainda que contenha alguma imprecisão) ou por aparelhos de análise automáticos. Em geral, seu teor no leite variará de 2,2 a 2,4% ao longo do ano. Adotando-se 2,3% como uma média razoável, a relação C/G seria por volta de 0,78, com extremos em 0,74 e 0,82. Isso indica um leite com teor médio de gordura de 2,95%, variando de 2,8 a 3,1% em seus valores extremos. Não é um controle difícil e comprovadamente permite obter um bom padrão na mussarela. mussarela e obtenha um queijo padronizado A Mussarela é hoje o queijo mais elaborado no Brasil e a produção segue crescendo. Não é um queijo difícil de ser desenvolvido, mas tem muitas etapas distintas que requerem controles para que o produto final seja de textura e composição regulares. Neste artigo, dividido em duas partes, comentaremos os parâmetros mais críticos. Múcio M. Furtado PhD, especialista em queijos da Danisco O uso de cloreto de cálcio 04 Classicamente, sempre que se pasteuriza o leite, adiciona-se uma dose pequena (20g por 100 litros) de cloreto de cálcio, a fim de recompor a pequena parcela (de 3 a 5%) dos sais de cálcio insolubilizados por efeito do calor. Reduz-se assim o tempo de coagulação e aumenta-se a firmeza da coalhada, pois ocorre um crescimento do teor de cálcio ionizado, (Ca++) ao mesmo tempo que parte do cálcio adicionado reage com o fosfato (PO4H--) na caseína, formando fosfato tricálcico micelar (fosfoparacaseinato de cálcio), baixando ligeiramente o pH (liberação do H+). Para ocorrer a filagem, parte deste fosfato de cálcio deverá ser solubilizado sob a forma de lactato de cálcio, o que ocorre sobretudo durante a fase de cozimento da massa no tanque. Fica assim evidente que a adição de cloreto de cálcio firma mais a coalhada e ajuda a manter um bom nível de rendimento. Por outro lado, aumenta um pouco o teor de cálcio ligado à proteína sob as formas descritas anteriormente, o que reforça a necessidade de uma fermentação adequada para sua solubilização. Entende-se, assim, que o cálcio adicionado não prejudica a filagem, mas tende a firmar mais a massa. Nas filagens de massas provenientes de leite pasteurizado e sem adição de cloreto de cálcio, a massa apresenta melhor plasticidade e elasticidade, é mais brilhosa, porém o rendimento é afetado negativamente. Considerando as vantagens do uso do cloreto de cálcio, o seu uso é recomendado, pois ocorrendo posteriormente uma fermentação normal da massa, esta será desmineralizada da mesma forma e apresentará boas condições de filagem. Temperatura de Coagulação O avanço na concepção de equipamentos e processos para a mussarela tem provocado mudanças importantes em diversos parâmetros, como a escolha dos fermentos e a temperatura de coagulação, entre outros. Tradicionalmente, o leite era coagulado a 32°C, temperatura considerada como ponto de equilíbrio entre a ideal para atuação do coalho (41°C) e a de crescimento mais rápido da cultura lática (25°C), que, até então, era um fermento mesofílico composto basicamente de Lactococcus lactis e Lactococcus cremoris. A adoção de processos contínuos ou semicontínuos com alto grau de automação, forçou a introdução de fermentos muito mais rápidos para acidificar o leite e a massa, sendo todos à base de micro-organismos termofílicos, com relevância para o Streptococcus thermophilus, que cresce entre 30 e 50°C, mas tem seu desenvolvimento máximo por volta de 43 a 45°C. Consequentemente, o leite passou a ser coagulado a cerca de 38°C e, nesta mesma temperatura, o fermento é adicionado ao leite no inicio do enchimento do tanque, em vistas a se fazer uma pré-maturação que pode variar de 40 a 60 minutos em média, em função da capacidade do pasteurizador usado. A adoção dessa temperatura abre possibilidades importantes, como: 1 Crescimento muito mais rápido do fermento termofílico, o que leva a apreciável redução no tempo de processo (pH mais baixo no ponto, em menor tempo). 2 Possibilidade de diminuição moderada na dose de fermento, reduzindo custos. 3 Redução de até 20% na dose de coalho ou coagulante, sem prejuízo do processo ou da estabilização da mussarela. 4 Tempo de coagulação mais curto, aumentando a eficiência do processo. A adoção de temperaturas superiores estimularia fortemente a cultura termofílica, mas levaria a uma coagulação rápida demais, com riscos de endurecimento excessivo da coalhada, dificultando o corte em cubos de tamanho desejado e alterando a umidade do queijo, o que afetaria profundamente sua funcionalidade. A escolha dos fermentos Obviamente, é um dos pontos mais críticos na elaboração da mussarela. Essa escolha passa por alguns critérios que são fundamentais, tais como: - A rapidez desejada na fermentação - O nível de proteólise desejado, se é mais intenso ou mais moderado. - O grau de escurecimento (browning) aceitável para essa mussarela. - A disponibilidade de cepas diversas para eventual rotação e prevenção fágica. Quanto à rapidez, a melhor opção é a adoção de cepas rápidas de Streptococcus thermophilus, que são cultivos muito rápidos para metabolizar a lactose produzindo ácido lático e baixando rapidamente o pH. O micro-organismo tem seu crescimento limitado em meios de alta acidez, como por exemplo, em massas de pH por volta de 4,9 a 5.0, sendo que esse desenvolvimento é ainda gradualmente inibido em temperaturas inferiores a 30°C. Por isso, se atribui a cultivos puros desta bactéria a característica de fermento auto-limitante, que raramente passa do ponto, mesmo a massa sendo mantida a temperatura ambiente por muitas horas. A proteólise é um fenômeno complexo e seu nível é influenciado não só pelo tipo de fermento, mas também pela qualidade e composição do coalho. Além disso, é também afetado pela umidade do queijo, seu pH e, de forma mais decisiva, pelo teor de sal do queijo. Streptococcus thermophilus é considerado o microorganismo menos proteolítico e é assim recomendado quando se busca a estabilização no tempo considerado regular (15 a 30 dias) ou quando existe interesse em estocar o queijo por até 1 ano, mantido congelado a -20°C. Quando se deseja um avanço notável na proteólise, recomenda-se misturar este micro-organismo com um cultivo mesófilo por exemplo, 20% a base de Lactococcus lactis e Lactococcus cremoris que crescem e metabolizam a caseína mesmo em temperaturas na faixa de 5 a 10°C, o que é impossível para o Streptococcus thermophilus. Quando se deseja uma proteólise intermediária, podese misturar com um bacilo, eventualmente Lactobacillus helveticus ou Lactobacillus bulgaricus. O primeiro confere mais sabor à mussarela. Em que pese serem esses dois bacilos mais proteolíticos do que Lactococcus lactis e Lactococcus cremoris, eles não o são quando o queijo é mantido em temperaturas inferiores a 10°C. Mas essas escolhas dos fermentos afetam muito a intensidade do escurecimento da mussarela quando submetida ao derretimento na pizza em temperaturas de 300 a 350°C por vários minutos. Nesta situação, aminas secundárias decorrentes da peptidólise por ação dos cultivos podem reagir com açúcares redutores, como a lactose e, principalmente, a galactose (resíduo principal de carboidrato no queijo) formando melanoidinas, que são componentes escuros. Nas regiões onde se formam blisters no queijo, a massa se queima e se torna escura demais. O fator decisivo é a presença residual de galactose na massa e isso se passa com frequência quando se usa um fermento puro de Streptococcus thermophilus , considerado Gal-- (galactose-negativo), que não tem um sistema enzimático capaz de conduzir a galactose ao ciclo da glicolise. A solução é adicionar de 10 a 25% de culturas Gal++ (galactose-positiva) à cultura de Streptococcus thermophilus. Com frequência, usa-se um cultivo adjunto de Lactobacillus helveticus, muito rústico e 100% Gal++. Por ter a maioria de suas cepas classificadas como Gal--, Lactobacillus bulgaricus é pouco usado para essa finalidade. Uma outra opção é o uso de cultivos mesófilos compostos por Lactococcus lactis e Lactococcus cremoris que são ambos Gal++ e acentuadamente proteolíticos. Essa mistura não seria recomendada para uma mussarela destinada a longos períodos de armazenamento. Finalmente, deve-se considerar a disponibilidade de pelo menos três cepas distintas do mesmo fermento, para o caso em que surja a necessidade de se promover rotações dos cultivos na fábrica. Cultivos puros de Streptococcus thermophilus são particularmente sensíveis a ataques de bacteriófagos. Os fagos são vírus comuns em fábricas de queijos, já que em sua maioria não são mortos pela pasteurização, sendo encontrados mais frequentemente no soro resultante da fabricação. Quando formam focos de elevado título (mais de 100.000 partículas/ml soro) já representam risco de inibição gradativa do fermento. A rotação é recomendada apenas quando se sabe que há um risco iminente de um ataque de fagos. Entretanto, como prevenção, pode-se estabelecer um programa de rotação no qual as cepas do mesmo fermento são trocadas a cada três dias, ou semanalmente. O uso da dose correta do fermento é de importância vital na manutenção da acidificação, sobretudo quando ocorre um ataque de fagos na fábrica. 05 reportagem capa Firme e Forte Frimesa mantém-se como uma empresa forte no mercado de leite e carnes, conhecida por remeter à amizade e à qualidade de vida. 06 Nascida da força cooperativista, a Frimesa é fruto da união de quatro cooperativas da região de Francisco Beltrão (PR), cujos agricultores juntaram forças para lutar contra a invasão das multinacionais que, à época, dominavam o mercado e tornava impraticável a concorrência nacional. Com o apoio da Sudcoop (Sudcoop - Cooperativa Central Agropecuária Sudoeste), as cooperativas compraram a massa falida do Frigorífico Medianeira S/A, originando a marca Frimesa. Inicialmente, a empresa produzia apenas alimentos industrializados de carne e, a partir de 1980, ingressou também na área de leite. Hoje, a Frimesa possui mais de 140 itens diferentes só neste segmento, entre os quais: leites (em pó, pasteurizado e longa vida), queijos (finos e tradicionais), iogurtes, bebidas lácteas, achocolatados, leite condensado, manteigas, creme de leite, petit suisse e doce de leite. A área láctea cresceu de tal forma que, das cinco unidades de industrialização que a Frimesa possui hoje, quatro delas são voltadas para a área láctea: uma em Mal. Cândido Rondon (PR), com produção de 600 mil litros de leite/dia; em Capanema (PR) e Aurora (SC), com produção de 40 mil l/dia e em Matelândia (PR), com capacidade para 120 mil l/dia. A unidade de produtos cárneos fica em Medianeira (PR). Sempre preocupada com a qualidade de seus produtos, a Frimesa implantou, em 1994, o sistema de coleta a granel nas propriedades por meio de caminhões refrigerados e não mais no tarro (latão de leite), sendo a primeira empresa no País a ter toda a captação de leite neste sistema. No ano seguinte, iniciou o Programa de Qualidade Total, readequando toda a empresa às normas do sistema. O fruto deste programa foi a mudança do modelo de gestão, focando as estratégias mercadológicas no fortalecimento da marca Frimesa, que se estendeu também para os produtos cárneos. Como qualidade depende não apenas de equipamentos, mas principalmente de material humano, a empresa também investe na formação de seus colaboradores. Segundo Gilson Pedro de Oliveira, gerente industrial da área de leite, a empresa valoriza seu material humano investindo constantemente na qualificação profissional de seus colaboradores. Para se ter uma ideia, somente em 2009, mais de 3500 colaboradores participaram desses treinamentos, informa. Oliveira informa que, além desses colaboradores, mais de 20 mil trabalhadores estão ligados indiretamente à empresa tornando-a uma das que mais geram empregos na região do oeste paranaense. Também é uma das marcas mais conhecidas pelos consumidores, preocupada com o desenvolvimento constante de novos produtos que sejam práticos e saudáveis. Para completar, a Frimesa também promove uma série de programas de Responsabilidade Social, que visam a formação de crianças não apenas filhos de colaboradores, mas a comunidade em geral garantindo um futuro melhor por meio da socialização e integração através do esporte e da educação ambiental. Dentro da empresa, o Programa de Valorização de Talentos e o Programa Viva a Vida promove o crescimento profissional e a qualidade de vida. Com todos esses fatores, fica claro porque o slogan da empresa associa o sabor dos produtos com o sentimento da amizade. É que tanto um quanto o outro são fatores para uma vida com saúde, qualidade e bem estar. Eternamente jovem A mais tradicional escola de ensino técnico na área de laticínios do País comemora aniversário, realiza mudanças estruturais e se adequa aos novos tempos. A história do leite no Brasil seria incompleta sem o Instituto de Laticínios Cândido Tostes. Situado em Minas Gerais, tradicional região leiteira do País desde o tempo colonial, o ILCT oferece, há 75 anos, o melhor curso técnico na área de laticínios, sendo a primeira e única instituição de ensino do País a ter um curso específico neste setor. Por causa desta tradição, o ILCT é referência na formação de profissionais laticinistas não apenas no Brasil, mas em cerca de 60 países. Os profissionais que saem daqui para trabalhar em multinacionais levam o nome do Instituto como uma marca de tradição, qualidade de ensino e inovação tecnológica. Desde 1935, a escola tem se mantido sempre em sintonia com as mudanças do mercado e possui os mais avançados equipamentos para que os profissionais tomem contato com o que há de mais inovador na industria atualmente. Para comemorar o 75º aniversário, o ILCT realiza a primeira reforma desde sua fundação, visando modernizar também sua estrutura e oferecer um ambiente mais confortável para professores e alunos. As reformas incluem a construção de uma estação de tratamento de efluentes para tratar os resíduos de suas fábricas e preservar o meio ambiente; a ampliação das fábricas e compra de novos equipamentos e veículos, a fim de aprimorar aulas e criar novos cursos; a troca de todo o telhado, pintura das paredes e substituição da rede elétrica e sanitária. Além disso, já foi aprovado o projeto para a implantação de um curso superior em laticínios, faltando apenas que se realize o concurso público para a contratação dos professores. Com isso, o Instituto consolida ainda mais a sua imagem de escola-referência em educação na área de leite no Brasil. Sem exagero, pode-se afirmar que todas as empresas brasileiras da área láctea possuem ao menos um técnico formado nos muros do ILCT. Nosso Brasil tem motivos de sobra para se orgulhar em possuir uma instituição como o Cândido Tostes. Primeiro, porque o mercado de leite é um dos mais rentáveis e importantes do País e uma escola voltada exclusivamente para ele só vem aprimorar o setor. Em segundo lugar, porque os alunos que se formam no ILCT e vão trabalhar em multinacionais, levam o alto nível profissional da escola ao exterior, fortalecendo o nome do Brasil lá fora e provando que temos ensino de qualidade. Por fim, porque apesar de seus 75 anos, o ILCT não é estagnado no tempo. É uma escola moderna, atual e sintonizada com as novas tecnologias disponíveis no setor, sem perder a tradição de ensino. Ao fim da primeira década do século 21, o ILCT entra na nova década de cara nova, bem mais jovem e fortalecido, garantindo, como sempre fez, o crescimento constante do setor lácteo. 03 editorial índice Esta edição do Fermentech News está festiva. É que nós não poderíamos deixar de homenagear o Instituto de Laticínios Cândido Tostes pela passagem do seu 75º aniversário, todos eles dedicados à formação e educação de profissionais para a área láctea. Também celebramos os 20 anos da Laticínios Quatá, uma tradicional empresa da área queijeira, que brinda o mercado com produtos de qualidade e sabor inigualável. Em meio a tantos aniversários e festejos, marcamos nossa presença em diversos workshops ao longo dos últimos meses, cujas informações vocês podem conferir na página 7 desta edição. Vale dizer que cada um sempre supera nossas expectativas, com a participação vibrante e efetiva dos profissionais das empresas anfitriãs, o que só nos motiva a continuar com estes eventos. Finalizando, como acontece anualmente, a Fermentech vai marcar presença no Congresso Nacional de Laticínios em Juiz de Fora e convidamos a todos os nossos clientes e amigos a darem uma passadinha no nosso stand para uma visita e um abraço fraterno. Esses eventos, muito mais do que o teor comercial, oferece a oportunidade de sairmos das paredes dos escritórios e estreitarmos os laços de amizade e conhecermos as pessoas com quem, muitas vezes, só falamos por telefone ou email. O endereço está na última página deste informativo. Esperamos vocês! Nanci H. Ohata Santana N° 4 | julho de 2010 news Capa ....................................3 Artigo ..................................4 Reportagem: Frimesa .......6 News ....................................7 Homenagem .......................8 Fermentech News Distribuição Gratuita Tiragem: 3000 Exemplares Diretoria Nanci H. O. Santana Neveton B. Picciani Sebastião Zorzetti Responsável Nanci H. O. Santana Jornalista Responsável Eduardo Marchiori - MTb 027590 Imagens Acervo Fermentech Colaboradores: José Roberto Garcia Solange Aparecida Pereira da Silva Plinio Marcos Tavares Marcus Vinicius M. de Aguiar Nanci H. Ohata Santana Múcio M. Furtado Projeto Gráfico e Ilustrações: Kyu Design - www.kyu.com.br - 11 3104-0486 Endereço para Correspondência: Fermentech R. Tuiuti, 1431- Tatuapé - SP - CEP: 03081- 012 Fone: (11) 2093-4900 - Fax: (11) 2093-4828 E-mail: [email protected] Site: www.fermentech.com.br Fermentech News é uma publicação da Fermentech Comércio de Insumos para Alimentos Ltda, voltada para clientes e fornecedores. Os artigos assinados não refletem necessariamente a opinião da empresa. Pode ser reproduzido se citada a fonte. A cidade de Goiânia, um dos berços da musica sertaneja no Brasil, mostrou sua força e importância também no segmento lácteo. O estado de Goiás, forte produtor de leite no país, foi o local escolhido pela Fermentech e Danisco para sediar o IX Seminário Regional Técnico, realizado em abril. O evento contou com mais de 100 participantes, quantidade que nos surpreendeu bastante e demonstra o grande interesse dos participantes em aprender sobre temas como queijo prato, mussarela, tendências de mercado, creme, achocolatado e bebidas UHT. Apesar do assunto sério, as palestras transcorreram num clima bem animado e descontraído. Acreditamos no Centro-oeste e esta é a nossa maneira de contribuir com o setor. Parabéns aos participantes, responsáveis pelo sucesso deste evento! Workshop Quatá No dia 6 de abril, duas unidades do Grupo Quatá se juntaram para a realização do primeiro workshop realizado pela Danisco/Fermentech na cidade de Vazante (MG). Aproveitamos as novas instalações para reunir nosso grande amigo e orientador Múcio Furtado com os experientes queijeiros e colaboradores da empresa. No total, 21 participantes ouviram palestras sobre queijos de massa filada, olhaduras em queijos e queijo Gorgonzola. A Fermentech se orgulha de estar junto de empresas como a Laticínios Quatá, tradicional produtora de queijos no Brasil. Workshop Calu Também em abril, a Fermentech e a Danisco se uniram à Calu, cooperativa de Uberlândia (MG), para a realização do II Workshop na empresa. Múcio Furtado falou das tendências e demandas nacionais e mundiais para mussarela / pizza cheese, sendo o queijo mais fabricado no Brasil e segundo no mundo! O público foi de 40 colaboradores de diversas áreas da indústria e até mesmo do escritório, reafirmando assim o compromisso de toda equipe em zelar por esta marca que há décadas é referência de mercado. Workshop Luce Diretora Associe-se www.abiq.com.br Tecnologia em laticínios à sua disposição. Seminário em Goiânia (11) 3259-9213 (11) 3259-8266 (11) 3210-6348 Acompanhando o ritmo acelerado que o Laticínios Luce trabalha, entramos em maio promovendo mais um Workshop. Desta vez na cidade de Luz situada a 210 km de Belo Horizonte (MG). Cerca de 30 colaboradores participaram das palestras de Controle de processo em Leites Fermentados, Sobremesas lácteas e Boas Práticas de Fabricação, esta última ministrada pela própria empresa. Ficamos honrados com esta parceria dentro e fora da indústria e esperamos, em breve, mais novidades que a empresa deve lançar no mercado! 07 canais de número 04 - julho de 2010 atendimento homenagem autorizados São Paulo Americo Tadashi [email protected] (11) 8483-4559 Santa Catarina Parabéns, Quatá! 08 Em 1990, o Brasil ganhava uma nova empresa na área de queijos, que se tornaria sinônimo de qualidade e dedicação. Hoje reconhecida pelos consumidores, a Laticínios Quatá conquistou as prateleiras dos supermercados e o coração do público com seus produtos fabricados com um cuidado artesanal, bom relacionamento com os fornecedores e ética nos negócios. A empresa nasceu numa época difícil economicamente, em que o Brasil se adaptava a uma nova moeda e a mudanças de governo tumultuadas. Decididamente, não foi um período adequado para se começar um negócio. Mesmo assim, a empresa provou o seu potencial e hoje atende todo o mercado brasileiro, através de suas quatro unidades industriais situadas nas principais bacias leiteiras do País. Ao celebrar seu vigésimo aniversário, a Fermentech gostaria de registrar a felicidade de participar deste crescimento desde seu início. É gratificante saber que, degrau a degrau, a empresa foi subindo e conquistando seu espaço no mercado. Por isso, nada mais justo que festejar a data! Desejamos que a empresa esteja sempre no topo, seja voando de ultraleve ou nos índices de vendas, se tornando cada dia mais uma marca a ser lembrada no mercado queijeiro. Sucesso, amigos! ABIQ em terras gaúchas 22 e 23 de julho em Carlos Barbosa - RS A ABIQ (Associação Brasileira das Indústrias de Queijo) convida a todos os profissionais da área de queijo e afins para um evento a ser realizado no estado do Rio Grande do Sul no mês de julho. Será um momento de aprendizado, fortalecimento do setor e confraternização entre os profissionais da área. As inscrições já estão abertas. Reserve já o seu lugar, pois as vagas são limitadas. Para mais informações, ligue (11) 2093-4900 ou (11) 3259-9213. EXPOMAQ 2010 De 12 a 15 de Julho, das 14 às 21h 27º Congresso Nacional de Laticínios Ve n h a n o s v i s i t a r n o E S TA N D E C 4 2 ! Anilton Roberto Mattos [email protected] (49) 9987-6060 Paraná Marco Aurélio Kafer [email protected] (46) 9911-9474 Ceará Rio Grande do Norte Acrísio Dias Teixeira [email protected] (85) 9983-5925 Rio Grande do Sul Iran Gustavo Mattos [email protected] (49) 9969-3848 DEMAIS ESTADOS ATENDIMENTO TÉCNICO José Roberto Alves Garcia [email protected] (11) 9483-1187 Plínio Marcos Tavares [email protected] (11) 7620-5892 ou (31) 8446-8523 Marcus Vinícius M. de Aguiar [email protected] (11) 8932 1593 Solange A. Pereira da Silva [email protected] (11) 2093-4900 reportagem artigo Firme e Forte Mussarela Frimesa mantém-se como uma empresa forte Controle melhor o processo de sua mussarela
Download