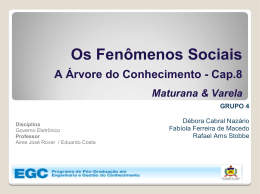
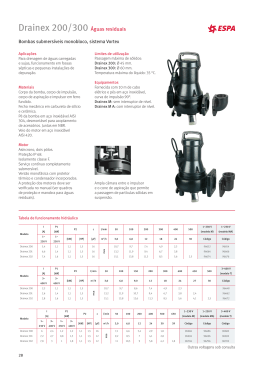
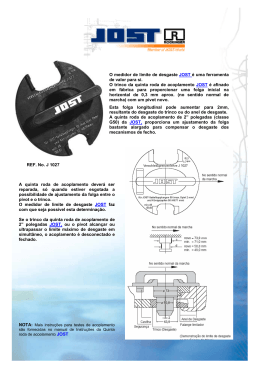
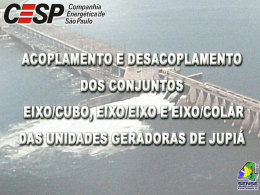
Ac opl a ment osZ NN, Z NNA, Z NNV, Z NZ S , Z NZ A eZ NZ V I ns t r uç õesdeMont a g em eS er v i ç o ac e s s ór i osi ndus t r i ai seagr í c ol as , S A S e de R. Ant óni oS i l v aMa r i nho66 4100063P or t o + 351226197360 v e ndas por t o@j unc or . pt www. j unc or . pt F i l i a l -Mon j oComé r c i oeI ndús t r i a ( Ar m. 13/ 15) E N5P a uQue i ma do-Af ons e i r o 2870500Mon j o + 351212306030 v e ndas l i s boa@j unc or . pt Acoplamentos FLENDER ZAPEX® Tipos ZNN, ZNNA, ZNNV, ZNZS, ZNZA und ZNZV Instruções de serviço BA 3560 PO 12/2011 FLENDER couplings Acoplamentos FLENDER ZAPEX® Tipos ZNN, ZNNA, ZNNV, ZNZS, ZNZA und ZNZV Instruções de serviço Tradução das instruções de serviço originais BA 3560 PO 12/2011 2 / 32 Dados técnicos 1 Notas 2 Montagem 3 Colocação em funcionamento e operação 4 Avarias, causas e eliminação 5 Manutenção e reparação 6 Manutenção de peças sobressalentes 7 Declarações 8 Avisos e símbolos utilizados nas presentes instruções de serviço Observação: O termo "Instruções de serviço" será daqui em diante abreviado para "Instruções" ou "Manual". Indicações legais Indicações de advertência Este manual contém indicações que deve ter em atenção para a sua segurança pessoal, assim como para evitar danos materiais. As indicações para a segurança pessoal encontramse assinaladas por um triângulo de aviso ou o símbolo "Ex" (na aplicação da directiva 94/9/CE), as indicações exclusivamente para danos materiais pelo símbolo "STOP". AVISO de risco de explosão! As indicações assinaladas com este símbolo devem ser impreterivelmente cumpridas para evitar o danos por explosão. No caso de inobservância, as consequências podem ser a morte ou ferimentos graves. AVISO de risco de ferimentos em pessoas! As indicações assinaladas com este símbolo devem ser impreterivelmente cumpridas para evitar ferimentos em pessoas. No caso de inobservância, as consequências podem ser a morte ou ferimentos graves. AVISO de risco de danos materiais! As indicações assinaladas com este símbolo devem ser impreterivelmente cumpridas para evitar danos materiais. No caso de inobservância, as consequências podem ser danos materiais. INDICAÇÃO! As indicações assinaladas com este símbolo devem ser observadas como instruções gerais de operação. No caso de inobservância, as consequências podem ser resultados ou estados indesejáveis. AVISO de superfícies quentes! As indicações assinaladas com este símbolo devem ser impreterivelmente cumpridas para evitar perigo de queimaduras causadas por superfícies quentes. No caso de inobservância, as consequências podem ser ferimentos ligeiros ou graves. No caso de se verificarem vários perigos, é utilizada sempre a indicação de advertência para os perigos maiores. Se numa indicação de advertência com um triângulo de aviso, for sinalizado o risco de ferimentos em pessoas, pode então ser adicionado um aviso de danos materiais na mesma indicação de advertência. Pessoal qualificado O produto ou sistema a que este manual se refere apenas pode ser operado por pessoal qualificado para as respectivas tarefas, tendo em atenção o manual correspondente, principalmente as indicações de segurança e de advertência nele contidas. Dada a sua formação e experiência, o pessoal qualificado está apto a reconhecer riscos provenientes do manuseamento destes produtos ou sistemas e a evitar eventuais perigos. BA 3560 PO 12/2011 3 / 32 Utilização adequada de produtos da Siemens Observar o seguinte: Os produtos da Siemens apenas podem ser utilizados para as aplicações previstas no catálogo e na respectiva documentação técnica. Caso sejam aplicados produtos e componentes de outras marcas, estes devem estar recomendados ou autorizados pela Siemens. Uma utilização dos produtos segura e sem problemas pressupõe um transporte, armazenamento, instalação, montagem, colocação em funcionamento, operação e manutenção correctos. As condições ambientais permitidas têm de ser asseguradas. As indicações nos documentos correspondentes têm de ser respeitadas. Marcas Todas as denominações identificadas com o símbolo ® são marcas registadas da Siemens AG. As restantes denominações contidas neste manual podem ser marcas, cuja utilização por terceiros pode violar os direitos do detentor. Exclusão de responsabilidade Verificámos o conteúdo das instruções quanto à sua conformidade com o hardware e o software descritos. No entanto, não é possível excluir divergências, não podendo nós assumir responsabilidade pela total conformidade. As informações deste manual são verificadas regularmente; eventuais correcções são incluídas nas edições seguintes. Esclarecimento quanto à Directiva relativa às máquinas 2006/42/CE Os acoplamentos Siemens da marca "FLENDER couplings" devem ser avaliados como componentes nos termos da Directiva relativa às máquinas 2006/42/CE. Por conseguinte, não terá de ser emitida uma declaração de incorporação por parte da empresa Siemens. Podem ser obtidas neste manual informações para uma montagem, colocação em funcionamento e operação seguras, tendo em conta as indicações de advertência! BA 3560 PO 12/2011 4 / 32 Índice 1. Dados técnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 1.1 1.2 1.3 1.4 1.5 1.5.1 Tipos ZNN, ZNNA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tipos ZNZS, ZNZA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tipo ZNNV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tipo ZNZV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tabela de dimensões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Juntas tóricas (12) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 7 8 9 10 10 2. Notas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 2.1 2.2 2.3 Indicações de segurança e indicações gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Marcação das peças do acoplamento para utilização em atmosferas potencialmente explosivas Condições de utilização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3. Montagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.1 3.2 3.3 3.4 3.5 3.6 13 13 13 15 15 3.11 3.12 Aplicação do furo pronta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Aplicação da ranhura de chaveta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Bloqueio axial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Balanceamento após aplicar o furo pronto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Montagem das peças do acoplamento (1/2) em caso de ligação eixocubo com mola de ajuste Montagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica e cónica preparado para desmontagem mediante decontracção a quente com óleo hidráulico . Montagem do acoplamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Alinhamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desvios possíveis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desvio axial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desvio angular . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desvio radial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Distância entre dentes VA e valores de referência recomendados para o desvio angular e radial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Medida da distância "S" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Disposição dos binários de aperto e bocas das chaves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4. Colocação em funcionamento e operação . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 4.1 4.2 4.3 4.4 Requisitos da massa lubrificante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Recomendações de lubrificantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Quantidade de massa lubrificante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Preparativos anteriores à colocação em funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 21 22 22 5. Avarias, causas e eliminação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 5.1 5.2 5.2.1 5.2.2 5.2.3 Possível origem da avaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Utilização incorrecta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Frequentes erros ao escolher o acoplamento e/ou o tamanho do acoplamento . . . . . . . . . . . . . . . Frequentes erros aquando da montagem do acoplamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Frequentes erros aquando da manutenção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 23 23 24 24 6. Manutenção e reparação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 6.1 6.2 6.3 6.4 6.5 24 25 25 26 6.6.1 6.6.2 Informações gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Troca de massa lubrificante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Substituição de juntas tóricas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desmontagem do acoplamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desmontagem das peças do acoplamento (1/2) em caso de ligação eixocubo com mola de ajuste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica e cónica preparado para desmontagem mediante decontracção a quente com óleo hidráulico . Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica . . . . Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cónica . . . . . . 7. Manutenção de peças sobressalentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 7.1 Peças sobressalentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 8. Declarações . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 8.1 Declaração CE de conformidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 3.7 3.8 3.9 3.9.1 3.9.2 3.9.3 3.10 6.6 BA 3560 PO 12/2011 5 / 32 11 12 12 16 16 17 18 18 18 18 19 20 20 26 26 27 28 1. Dados técnicos O manual descreve o acoplamento montado com ligação eixocubo, através de um orifício cíclico ou cónico com chaveta ou para a contracção do óleo hidráulico. Caso não seja necessária a utilização de outras ligações eixocubo, por ex. ligação de chaveta com haste ou denteação baixa conforme a DIN 5480, contactar a Siemens. O acoplamento aqui descrito também pode ser utilizado em áreas potencialmente explosivas. Estes acoplamentos devem apresentar uma marcação CE (marcação, ver o ponto 2.2). As peças de acoplamento sem marcação CE não podem ser utilizadas em áreas potencialmente explosivas. Se tiver sido feito um desenho cotado para o acoplamento, deve respeitar prioritariamente as indicações aí existentes. O desenho cotado e os restantes documentos devem ser disponibilizados ao proprietário da instalação. Os números e as designações de peças podem ser consultados no respectivo desenho da peça de substituição, no capítulo 7 ou no desenho cotado. Tipos ZNN, ZNNA O tipo ZNNA só são fabricado na versão A (S16). As medidas da distância S1, S2, S3 e S16 podem ser vistas no capítulo 3, ponto 3.11. Tabela de dimensões, ver ponto 1.5. 1 2 NL1 1 2 2 S2 1) Figura 1: 1 ∅D4 2 S3 2) 3) Tipo ZNN 1) Versão A 2) Versão AB A A S16 Figura 2: ∅ND2 NL2 1 S1 ∅Q ∅D2 P ∅D1 ∅Q ∅D4 ∅ND1 P ∅DA 1.1 Tipo ZNNA BA 3560 PO 12/2011 6 / 32 3) Versão B 1.2 Tipos ZNZS, ZNZA O tipo ZNZA só são fabricados na versão A (S17). As medidas da distância S8 , S9 e S17 podem ser vistas no capítulo 3, ponto 3.11. Medidas "S" de acordo com os dados fornecidos pelo cliente. Peças intermédias com comprimento ≤ 200 (medida LZ) são fornecidas sem a peça 20 (LZ = S - 2 x S8/9) (porém, no caso do tipo ZNZA são fornecidas com a peça 20). Tabela de dimensões, ver ponto 1.5. 1 20 2 NL1 NL2 LZ S 1 2 S9 1 S9 S8 Tipo ZNZS 1) Versão A 2) Versão B S17 20 A A Figura 4: S8 2) 1) Figura 3: 2 Tipo ZNZA BA 3560 PO 12/2011 7 / 32 ∅D4 ∅ND2 ∅Q ∅D2 P ∅D1 ∅Q ∅ND1 ∅D4 ∅DA P Tipo ZNNV As medidas da distância S11 e S12 podem ser vistas no capítulo 3, ponto 3.11. Tabela de dimensões, ver ponto 1.5. ∅D4 ∅ND1 ∅Q P ∅D1 1) NL2 S12 S11 NL1 1 2 2) P 1.3 ∅D2 ∅Q ∅ND2 ∅D4 ∅DA Figura 5: Tipo ZNNV 1) lado superior 2) lado inferior BA 3560 PO 12/2011 8 / 32 Tipo ZNZV As medidas da distância S8 e S13 podem ser vistas no capítulo 3, ponto 3.11. Medidas "S" de acordo com os dados fornecidos pelo cliente. Tabela de dimensões, ver ponto 1.5. ∅D4 ∅ND1 ∅Q P ∅D1 1) S NL2 S13 LZ S8 NL1 1 2 2) P 1.4 ∅D2 ∅Q ∅ND2 ∅D4 ∅DA Figura 6: Tipo ZNZV 1) lado superior 2) lado inferior BA 3560 PO 12/2011 9 / 32 1.5 Tabela de dimensões Tabela 1: Binários, rotações, dados geométricos e pesos Binário Rotação nominal Ta‐ manho TN nmáx. D1 /D2 de 1) Nm Folga axial Furo Da ND1 ND2 NL1 NL2 D4 A Peso Q P LZ 3) 3) min. 4) kg até 2) 1/min mm mm mm mm mm mm mm mm mm mm 83 1020 8500 0 50 117 67 43 83 0.5 52 31 75 3.2 107 2210 7700 0 65 152 87 50 107 0.5 68 34 85 6.5 130 4020 6900 0 82 178 108 62 129.5 0.5 85 42 95 9.8 156 6600 6200 0 100 213 130 76 156 0.5 110 47 110 17.5 181 11000 5800 0 116 240 153 90 181 0.5 130 58 110 25.5 211 19200 5100 0 137 280 180 105 211 0.5 150 67 125 43 250 30680 4500 0 164 318 214 120 249.5 1.0 175 72 125 60 274 43550 4000 80 178 347 233 135 274 1.0 190 81 125 82 307 61750 3750 90 198 390 260 150 307 1.0 220 91 145 115 333 87100 3550 100 216 425.5 283 175 332.5 1.0 250 104 145 155 364 117000 3400 120 242 457 312 190 364 1.0 265 126 145 180 424 162500 3200 150 288 527 371 220 423.5 1.0 300 140 145 275 A velocidade máxima de rotação nos tipos ZNZS, ZNZA e ZNZV é limitada pelo peso e pelo número de rotações crítico da peça intermédia. Velocidade nmáx. sob consulta. 1.5.1 1) Os binários indicados referemse aos dentes e não à ligação eixocubo. Esta deverá ser verificada separadamente. 2) Furo máximo para ranhura segundo a norma DIN 6885/1. 3) Espaço necessário para o alinhamento das peças do acoplamento, para a substituição das anilhas de vedação e para apertar os parafusos de ajuste. 4) Os pesos são válidos para furações máximas do tipo ZNN. Juntas tóricas (12) • As juntas tóricas devem ser armazenadas até 5 anos. • As juntas tóricas devem ser protegidas da radiação solar directa, da luz artificial com UV e de temperaturas extremas. • As juntas tóricas não podem estar em contacto com fluidos agressivos. • As juntas tóricas não podem aquecer até uma temperatura superior a 80 °C durante a montagem. As juntas tóricas (12) não devem ser guardadas colocadas na peça do acoplamento (1/2). BA 3560 PO 12/2011 10 / 32 2. Notas 2.1 Indicações de segurança e indicações gerais Todas as pessoas responsáveis pela montagem, operação, manutenção e reparação do acoplamento deverão ler, compreender e respeitar as presentes instruções. O incumprimento das instruções pode provocar danos no produto, materiais e/ou ferimentos. Danos provocados pela inobservância das presentes instruções resultam na exoneração da responsabilidade. Deverão ser respeitados os regulamentos aplicáveis em matéria de segurança no trabalho e protecção do meio ambiente durante todos os trabalhos de transporte, montagem e desmontagem, operação e manutenção do acoplamento. Na utilização de mecanismos de elevação e equipamentos de elevação de carga para o transporte, estes têm de ser apropriados para o peso do acoplamento. As peças do acoplamento correspondem às normas nacionais em vigor, se necessário, devem ser eliminadas separadamente e recicladas. O acoplamento tem de ser armazenado em estado seco. Deve ser submetido a uma conservação suficiente. Alterações ao acoplamento sem autorização e que não constem do processamento descrito nestas instruções não são permitidas. No caso de danos visíveis, o acoplamento não deve ser montado e não deve ser colocado em operação. Segundo as normas em vigor, o acoplamento apenas pode ser operado com a cobertura apropriada. O mesmo se aplica a testes de funcionamento e verificações do sentido de rotação. Os trabalhos no acoplamento deverão ser executados sempre quando este estiver parado. O agregado de accionamento deverá ser bloqueado contra ligação acidental. No ponto de ligação deve ser colocado um aviso que informe que está a ser efectuada assistência ao acoplamento. Além do equipamento de protecção pessoal prescrito (calçado de segurança, vestuário de trabalho, capacete, etc.) no manuseamento do acoplamento devem ser utilizadas luvas de protecção adequadas e óculos de protecção adequados! Apenas devem ser utilizadas peças sobressalentes do fabricante Siemens. No caso de consultas técnicas, favor entrar em contacto com: Siemens AG Schlavenhorst 100 46395 Bocholt Tel.: Fax: +49 (0)2871 / 92-0 +49 (0)2871 / 92-2596 BA 3560 PO 12/2011 11 / 32 2.2 Marcação das peças do acoplamento para utilização em atmosferas potencialmente explosivas Os acoplamentos encomendados no modelo Atex apresentam a seguinte marcação no anel de arrastamento (5): Siemens AG II 2GD c 120 °C (T4) 46393 Bocholt - Germany I M2 FLENDER couplings ZAPEX <ano de fabricação> - 20 °C ≤ Ta ≤ + 80 °C O segundo anel de arrastamento (5) e as peças do acoplamento (1/2) apresentar a gravação . A marcação é feita numa ou em duas linhas. Caso adicionalmente ao código CE estiverem gravadas as letras "U" junto com o número de pedido da Siemens, então a peça de acoplamento foi entregue pela Siemens com furação prévia ou sem furação prévia. A empresa Siemens fornece acoplamentos com furação e sem furação com marca CE apenas quando quem encomendar fizer uma declaração em que o mesmo assume a responsabilidade sobre o processamento posterior correcto dos trabalhos. 2.3 Condições de utilização O acoplamento é apropriado para as condições de utilização previstas na Directiva 94/9/CE: • Grupo de aparelhos II (utilização não subterrânea) da categoria 2 e 3 para ambientes onde estejam presentes misturas de gás, vapor, névoa e ar sujeitas a explosão, bem como para ambientes onde o pó possa criar atmosferas passíveis de explosão. • Grupo de aparelhos I (utilização subterrânea) da categoria M2. No caso de utilização subterrânea em ambientes potencialmente explosivos, os acoplamentos devem ser sempre utilizados em motores de accionamento que possam ser desligados caso o ambiente apresente perigo de explosão. As máquinas unidas pelo acoplamento devem ser ligadas à terra com uma resistência de fuga à terra inferior a 106 Ω. Se forem utilizados acoplamentos revestidos em ambientes potencialmente explosivos, deverão ser respeitados os requisitos de condutividade do revestimento bem como a espessura da camada de revestimento aplicada, de acordo com a norma DIN EN 134631. A pintura com uma camada de tinta de espessura inferior a 200 μm é indicada para ambientes onde não sejam previsíveis cargas electrostáticas. BA 3560 PO 12/2011 12 / 32 3. Montagem As peças do acoplamento (1/2) preparadas para desmontagem mediante decontracção a quente com óleo hidráulico podem ser fornecidas já trabalhadas, consoante a encomenda. 3.1 Aplicação do furo pronta Remover a conservação das peças do acoplamento (1/2) e limpar. Apertar segundo figura 7 e alinhar. Nunca fixar na superfície de vedação da junta tórica. Aplicação do furo pronta, observar o furo máximo segundo capítulo 1. Verificação do furo pronta segundo figura 7. 1) 2) IT 6 A ∅D A Figura 7: IT 6 3.2 Aplicação do furo pronta 1) Superfície de vedação 2) Mandril Tabela 2: Recomendação do ajuste Descrição Ajuste fixo com ligação de mola de ajuste, apropriado para o funcionamento inverso Tolerância do eixo h6 k6 m6 n6 p6 s6 Tolerância do foro P7 M7 K7 J7 H7 F7 Se estas indicações não forem levadas em consideração, o acoplamento poderá partirse. Existe perigo de morte devido à projecção de peças. O acoplamento poderá tornarse uma fonte de ignição. 3.2 3.3 Aplicação da ranhura de chaveta • Ranhura de chaveta de acordo com DIN 6885/1 ISO P9 com uma ranhura. • Ranhura de chaveta segundo DIN 6885/1 ISO JS9 com dois ranhuras. Bloqueio axial Colocar o parafuso de ajuste na ranhura da chaveta. Posição do parafuso de ajuste segundo tabela 3, tendo em atenção se as peças do acoplamento (1/2) são da versão A ou B. Como parafuso de ajuste, utilizar os pinos roscados conforme a DIN 916 com cortaanéis dentado (tamanho do parafuso de ajuste conforme a tabela 3). O parafuso de ajuste deve preencher a rosca o mais possível. Opcionalmente utilizar o disco final, dada a fenda, deve consultarse a Siemens. BA 3560 PO 12/2011 13 / 32 1) 2) Figura 8: 3) Posição do parafuso de ajuste 1) Superfície de vedação Tabela 3: d1 ∅D d1 e2 ∅D e1 2) Versão B 3) Versão A Disposição dos parafusos de ajuste, posição dos parafusos de ajuste e binários de aperto Furo D d1 Tamanho Binário de aperto TA mm mm Nm Boca da chave Sextav. interno mm e1 e2 mm mm 83 10 ... > 17 ... 17 50 M 5 M 6 3 4 2.5 3 7 16 107 10 ... > 17 ... 17 65 M 5 M 6 3 4 2.5 3 10 16 130 10 ... > 17 ... > 38 ... 17 38 82 M 5 M 6 M 8 3 4 8 2.5 3 4 10 24 156 10 ... 17 > 17 ... 22 > 22 ... 100 M 5 M 6 M 8 3 4 8 2.5 3 4 15 27 > > > > 10 17 22 30 65 ... 17 ... 22 ... 30 ... 65 ... 116 M 5 M 6 M 8 M10 M12 3 4 8 15 25 2.5 3 4 5 6 16 30 > > > > 10 17 22 30 38 ... 17 ... 22 ... 30 ... 38 ... 137 M 5 M 6 M 8 M10 M12 3 4 8 15 25 2.5 3 4 5 6 18 35 > > > > > 10 17 22 30 38 50 ... 17 ... 22 ... 30 ... 38 ... 50 ... 164 M 5 M 6 M 8 M10 M12 M16 3 4 8 15 25 70 2.5 3 4 5 6 8 22 40 80 ... 178 M16 70 8 25 46 307 90 ... 198 M16 70 8 30 54 333 100 ... 216 M16 70 8 30 61 364 120 ... 242 M20 130 10 30 50 424 150 ... 288 M24 230 12 30 50 181 211 250 274 Os binários de aperto são válidos para parafusos com superfície não tratada, não lubrificados ou ligeiramente lubrificados (coeficiente de atrito μ = 0.14). Não é permitida a utilização de verniz de deslize ou lubrificante, que altere o coeficiente de atrito "μ". Os binários de aperto indicados TA deverão ser cumpridos com base na utilização da norma DIN 25202, classe de aparafusamento "C", com uma dispersão do binário aplicado de ± 5 %. BA 3560 PO 12/2011 14 / 32 3.4 Balanceamento após aplicar o furo pronto Escolher o grau de equilíbrio de acordo com a utilização (contudo mín. G16 segundo DIN ISO 1940). Ter em atenção a conformidade do grau de equilíbrio do eixo conforme a DIN ISO 8821. As furações de equilíbrio não poderão influenciar a capacidade de carga das peças do acoplamento. As furações de equilíbrio devem ser posicionadas com um raio grande a uma distância suficiente do perímetro exterior do cubo. Os dentes não poderão ser danificados. 3.5 Montagem das peças do acoplamento (1/2) em caso de ligação eixocubo com mola de ajuste Desenroscar o parafuso de ajuste. Limpar os furos e as pontas dos eixos. Depois de limpar as ranhuras dos anéis de arrastamento, lubrificálas com massa e, em seguida, colocar as juntas tóricas (12). Lubrificar com massa os dentes dos anéis de arrastamento (5) e empurrar os anéis de arrastamento (5) no eixo antes de encaixar as peças do acoplamento (1/2). Aplicar massa de montagem MoS2 (por exemplo Microgleit LP 405) nos furos das peças de acoplamento (1/2). As peças do acoplamento (1/2) com furos cónicos e ligação de mola de ajuste devem ser montadas a frio. Montar as peças do acoplamento (1/2), com furo cilíndrico, se necessário, aquecer até, no máx., + 80 °C. As peças do acoplamento aquecidas constituem uma fonte de ignição, por esta razão durante a colocação das peças do acoplamento não poderá existir uma atmosfera com risco de explosões. Os eixos não devem estar projectados nos lados interiores do cubo. As peças do acoplamento (1/2) com furos cónicos devem ser fixadas com discos finais adequados. Para isso, pincelar com vedante o lado frontal do cubo e enroscar o disco final. No caso de peças do acoplamento (1/2) com ranhura e parafuso de ajuste, depois de arrefecer até atingir a temperatura ambiente, encher o furo roscado do parafuso de ajuste 2/3 com vedante, para evitar a saída de lubrificante pela ranhura de chaveta. Enroscar o parafuso de ajuste (o parafuso de ajuste deve ficar por cima da mola de ajuste). Apertar o parafuso de ajuste (binários de aperto segundo tabela 3). Se estas indicações não forem levadas em consideração, o acoplamento poderá partirse. Existe perigo de morte devido à projecção de peças. O acoplamento tornarseá uma fonte de ignição. BA 3560 PO 12/2011 15 / 32 3.6 Montagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica e cónica preparadas para desmontagem mediante decontracção a quente com óleo hidráulico As indicações dadas no desenho cotado devem ser prioritariamente cumpridas. Desenroscar os parafusos de fecho (22) das peças do acoplamento (1/2). Limpar os furos e as pontas dos eixos e secar. Os canais e as ranhuras de circulação de óleo também não devem ter qualquer sujidade. O eixo da máquina e o furo na peça de engrenagem devem estar escrupulosamente limpos e isentos de lubrificantes e de óleo. Depois de limpar as ranhuras dos anéis de arrastamento, lubrificálas com massa e, em seguida, colocar as juntas tóricas (12). Lubrificar com massa os dentes dos anéis de arrastamento (5) e empurrar os anéis de arrastamento (5) no eixo antes de encaixar as peças do acoplamento (1/2). Proteger as juntas tóricas (12) e as vedações do lado do accionamento e da saída para não serem danificadas nem aquecerem a mais de + 80 °C. Utilizar um escudo protector de calor contra a irradiação de calor. As peças do acoplamento (1/2) devem ser montadas a quente e, dependendo da medida da contracção, devem ser aquecidas à temperatura indicada no desenho cotado. O aquecimento poderá ser efectuado de forma indutiva, no forno ou por meio de maçarico. O maçarico e as peças do acoplamento aquecidas constituem uma fonte de ignição, por esta razão durante a colocação das peças do acoplamento não poderá existir uma atmosfera com risco de explosões. Antes da montagem, verificar a medida do furo das peças do acoplamento aquecidas (1/2), por ex., com um calibre de pontas. As peças do acoplamento (1/2) devem ser embutidas rapidamente no eixo até coincidir com os dados do desenho cotado. As peças do acoplamento (1/2) devem ser mantidas no eixo, com um suporte adequado, até arrefecerem e ficarem fixas. Depois de as peças do acoplamento (1/2) arrefecerem até à temperatura ambiente, os canais de circulação do óleo devem ser cheios com óleo de pressão, por ex., ISO VG 150, e serem novamente fechados com os parafusos de fecho (22) (produto antiferrugem). Se estas indicações não forem levadas em consideração, o acoplamento poderá partirse. Existe perigo de morte devido à projecção de peças. O acoplamento tornarseá uma fonte de ignição. 3.7 Montagem do acoplamento Lubrificar os dentes das peças do acoplamento (1/2) e dos anéis de arrastamento (5), bem como o perimetro do cubo das peças do acoplamento (1/2) (superfícies de vedação). No caso dos modelos ZNNV e ZNZV, aparafusar o elemento de pressão (34) no eixo inferior da máquina. Empurrar os anéis de arrastamento (5), com as ferramentas adequadas, para cima do cubo e sobre os dentes das peças do acoplamento (1/2) e fixálos ou apoiálos. No caso do tipo ZNNA, colocar o limite da folga axial (51) no anel de arrastamento (5). No caso dos modelos ZNNV e ZNZV, colocar a placa de pressão (33) sobre o elemento de pressão (34) e dentro do anel de arrastamento (5). Conectar e alinhar ambas as máquinas que devem ser acopladas (ver Ponto 3.8). Aplicar massa vedante nas superfícies de vedação dos anéis de arrastamento (5) e, se necessário, da peça intermédia (4). Alinhar os furos de ajuste da flange, prestando atenção a eventuais marcações existentes. Colocar os parafusos de ajuste (8) e apertar as porcas (9) (ver binários de aperto no ponto 3.12). BA 3560 PO 12/2011 16 / 32 3.8 Alinhamento Para garantir uma longa vida útil do acoplamento, recomendamos que o alinhamento seja efectuado com 20 % dos desvios possíveis durante a operação, constantes do ponto 3.9. Os valores de referência recomendados encontramse indicados como valores numéricos no ponto 3.10. Não deve tentar efectuar um alinhamento muito preciso, pois prejudicaria a distribuição da película de lubrificante pelos dentes do acoplamento. O alinhamento deve ser efectuado com os instrumentos de medição adequados. Na figura abaixo encontramse representadas sugestões de alinhamento e são indicados os pontos de referência ( A ). Recomendação da Siemens: Para evitar erros de medição resultantes da folga do calibrador, é aconselhável efectuar o alinhamento com laser. 1) 2) 3) S + ΔKa 3) 1) 3) 2) Figura 9: Alinhar 1) Calibrador 2) Medição da distância 3) Régua BA 3560 PO 12/2011 17 / 32 3.9 Desvios possíveis Smáx. ΔS = Smáx. – Smín. ΔKw ΔKr Smín. ΔKa ΔS = Smáx. – Smín. 1) 2) 3) 4) Figura 10: Desvios possíveis 1) Desvio axial (ΔKa) 2) Desvio angular (ΔKw) 3) Desvio radial (ΔKr) 4) Desvio axial, desvio angular e desvio radial 3.9.1 Desvio axial O desvio axial ΔKa das peças do acoplamento entre si é admissível dentro da gama de "divergência admissível" para a medida "S" (ver ponto 3.11). O desvio admissível para a medida "S" deve ser entendido como a expansão máxima admissível da distância do cubo do acoplamento. 3.9.2 Desvio angular Os tipos ZNN, ZNNV, ZNZS e ZNZV compensam desvios de posição das extremidades do eixo a unir até um desvio angular máximo de ΔKw = 0.5°. Os tipos ZNNA e ZNZA devido ao limite da folga axial compensam desvios de posição das extremidades do eixo a unir até um desvio angular máximo de ΔKw = 0.2°. O desvio angular ΔKw poderá ser medido como diferença da medida da fresta (ΔS = Smáx. – Smín.). ZNN, ZNNV, ZNZS, ZNZV: ZNNA, ZNZA: ΔS = Smáx. – Smín. ≤ ND x tan 0.5° ≈ ND / 100 ΔS = Smáx. – Smín. ≤ ND x tan 0.2° ≈ ND / 300 Para ND deve inserar ND1 ou ND2 do capítulo 1. 3.9.3 Desvio radial No caso dos tipos ZNN, ZNNV, ZNZS e ZNZV, o desvio radial máximo admissível ΔKrmáx. corresponde a um desvio angular de ΔKwmáx. = 0.5° em cada metade do acoplamento. No caso dos tipos ZNNA e ZNZA, o desvio radial máximo possível ΔKrmáx. corresponde a um desvio angular de ΔKwmáx. = 0.2° em cada metade do acoplamento. ZNN, ZNNV, ZNZS, ZNNV: ZNNA, ZNZA: ΔKr ≤ VA x tan 0.5° ≈ VA / 100 ΔKr ≤ VA x tan 0.2° ≈ VA / 300 O desvio angular e o desvio radial podem estar presentes simultaneamente. Respeitar a seguinte condição: ZNN, ZNNV, ZNZS, ZNNV: ZNNA, ZNZA: arctan (ΔKr / VA) + ΔKw ≤ 0.5° arctan (ΔKr / VA) + ΔKw ≤ 0.2° BA 3560 PO 12/2011 18 / 32 Distância entre dentes VA e valores de referência recomendados para o desvio angular e radial VA1 VA5 ZNN, ZNNV ZNZS, ZNZV VA2 VA6 ZNNA ZNZA Figura 11: Desvios possíveis Tabela 4: Distância entre dentes, valores de referência recomendados para o desvio angular e radial Desvio radial ΔKr com Distância entre dentes VA Ta‐ manho VA1 mm VA5 mm VA2 mm VA6 mm VA1 mm VA2 mm Desvio angular ΔS VA5; VA6 mm mm 55 57 0.09 0.1 0.11 107 59 62 0.1 0.1 0.15 130 79 82 0.13 0.14 0.18 156 93 97 0.16 0.17 181 109 113 0.19 0.19 211 128 0.22 0.23 250 144 0.25 0.25 274 164 169 0.28 0.29 307 182 188 0.31 0.32 333 214 220 0.37 0.38 0.49 364 236 242 0.41 0.42 0.54 424 263 271 0.45 0.47 0.64 VA1 + LZ 133 148 VA2 + LZ ΔKr = VA5 x tan 0.1° 83 ΔKr = VA6 x tan 0.1° 3.10 0.22 0.26 0.31 0.37 0.40 0.45 No caso dos modelos ZNNA e ZNZA, devido à folga axial limitada, os valores de referência devem ser divididos por dois. BA 3560 PO 12/2011 19 / 32 3.11 Medida da distância "S" Tabela 5: Ta‐ manho Medidas da distância "S" para os tipos ZNN (S1, S2, S3), ZNNA (S16), ZNZA (S17), ZIZS (S8, S9), ZINV (S11, S12) e ZIZV (S8, S13) S1 S2 S3 Divergência máx. admissível S1, S2, S3 mm mm mm mm S8 S9 S11 S12 mm mm mm mm Divergência máx. admissível S8, S9, S11, S12 mm S13 S16 S17 mm mm mm 83 3 12 21 +1 10.5 1.5 8 21 + 0.5 10.5 5 2.5 107 3 9 15 +1 7.5 1.5 4.5 15 + 0.5 7.5 6 3 130 3 17 31 +1 15.5 1.5 12.5 31 + 0.5 15.5 6 3 156 5 17 29 +1 14.5 2.5 10.5 29 + 0.5 14.5 9 4.5 181 5 19 33 +1 16.5 2.5 12.5 33 + 0.5 16.5 9 4.5 211 6 23 40 +1 20 3 15 40 + 0.5 20 11 5.5 250 6 24 42 +1 21 3 17 42 + 0.5 21 10 5 274 8 29 50 + 1.5 25 4 19.5 50 + 0.75 25 13 6.5 307 8 32 56 + 1.5 28 4 22 56 + 0.75 28 14 7 333 8 39 70 + 1.5 35 4 29 70 + 0.75 35 14 7 364 8 46 84 + 1.5 42 4 36 84 + 0.75 42 14 7 424 10 43 76 + 1.5 38 5 30 76 + 0.75 38 18 9 Para as medidas S16 e S17 são admissíveis desvios de ± 0.1 mm. 3.12 Disposição dos binários de aperto e bocas das chaves A utilização de um berbequim de impacto é proibida. Os binários de aperto são válidos para parafusos com superfície não tratada, não lubrificados ou ligeiramente lubrificados (coeficiente de atrito μ = 0.14). Não é permitida a utilização de verniz de deslize ou lubrificante, que altere o coeficiente de atrito "μ". Os binários de aperto indicados TA deverão ser cumpridos com base na utilização da norma DIN 25202, classe de aparafusamento "C", com uma dispersão do binário aplicado de ± 5 %. Os binários de aperto e bocas das chaves dos parafusos de ajuste estão indicados na tabela 3. Tabela 6: Tamanho Binários de aperto e bocas das chaves para as peças 6 e 9 Binários de aperto TA ara parafusos da classe de rigidez 8.8, em conformidade com a norma DIN ISO 898 Parte 1 (com μ = 0.14) Peça N° 9 Nm Boca de cave SW Sextav. inter Sextav. externo Peça N° 6 mm Peça N° 9 mm 83 25 3 13 107 130 49 49 5 5 17 17 156 86 5 19 181 211 86 210 5 5 19 24 250 274 307 210 210 410 5 5 5 24 24 30 333 364 410 410 5 5 30 30 424 710 5 36 BA 3560 PO 12/2011 20 / 32 4. Colocação em funcionamento e operação 4.1 Requisitos da massa lubrificante Para os acoplamentos ZAPEX da série ZN.. são autorizados apenas as massas lubrificantes que contenham substâncias para aumento da protecção anticorrosiva e resistência ao envelhecimento bem como redução de desgaste no sector de gripamento. • As massas lubrificantes devem ser produzidas com um óleo de báse de óleo mineral. • Classe de viscosidade para massas lubrificantes: DIN 51818, NLGI 0, NLGI 00. • Adequação para anéis de vedação dos elastómeros NBR e FPM. • Compatibilidade com as vedações líquidas: Loctite 5910, 5922 Os lubrificantes não podem ser nunca misturados com outras substâncias. Ao misturar diferentes lubrificantes, consultar o fabricante quanto à compatibilidade. 4.2 Recomendações de lubrificantes A seguinte recomendação de lubrificantes aplicase aos acoplamentos ZAPEX indicados nas presentes instruções. Tabela 7: Lubrificantes Lubrificante performance Massas lubrificantes fluidas FDP 00 Energrease LS‐EP 00 Tribol 3020/1000‐00 ◆ Longtime PD 00 FLENDER Hochleistungsfett RENOLIT SO‐D 6024 GRAFLOSCON C‐SG 500 Plus Mobilux EP 004 Alvania GL 00 Lubrificante Massas lubrificantes fluidas Os lubrificantes destinamse a uma temperatura de utilização entre 20 °C e + 80 °C. ◆ Os lubrificantes marcados com esto símbolo destinamse a uma temperatura de utilização entre 40 °C e + 80 °C. Respeitar as instruções do fabricante ao manusear os lubrificantes. BA 3560 PO 12/2011 21 / 32 4.3 Quantidade de massa lubrificante Se a quantidade de massa lubrificante não corresponder à quantidade prescrita, o acoplamento poderá tornarse uma fonte de ignição. Tabela 8: Quantidades de massa lubrificante Quantidade de massa lubrificante 1) Ta‐ manho 1) ZNN, ZNNA ZNZS, ZNZA dm3 dm3 83 0.04 0.02 107 0.08 130 156 Quantidade de massa lubrificante 1) Ta‐ manho ZNN, ZNNA ZNZS, ZNZA dm3 dm3 181 0.33 0.17 0.04 211 0.42 0.16 0.08 250 0.2 0.1 274 Quantidade de massa lubrificante 1) Ta‐ manho ZNN, ZNNA ZNZS, ZNZA dm3 dm3 307 1.4 0.7 0.21 333 1.8 0.9 0.7 0.35 364 2.3 1,15 0.9 0.45 424 3.0 1.5 No caso dos tipos ZNZS e ZNZA, aplicamse as quantidades de massa lubrificante para um lado do acoplamento. As quantidades de massa lubrificante dos tipos ZNNV e ZNZV devem ser consultadas nos desenhos cotados. Para simplificar o enchimento, proceder do seguinte modo: Rodar o acoplamento até atingir a posição dos parafusos de fecho (6) de acordo com a figura 12. Retirar os dois parafusos de fecho (6) e encher com massa lubrificante (se necessário, utilizar uma pistola de massa). Enroscar novamente os parafusos de fecho (6) com as anilhas de vedação fornecidas ou integradas por baixo. 1) 2) 1) Furo de enchimento 2) Furo de purga de ar Figura 12: Enchimento do lubrificante Qualquer massa lubrificante que seja derramada deve ser cuidadosamente recolhida e eliminada em conformidade com as normas vigentes. 4.4 Preparativos anteriores à colocação em funcionamento Antes da colocação em funcionamento, devem ser verificados os binários de aperto dos parafusos do acoplamento e os binários de aperto dos parafusos de fundação da máquina acoplada. As coberturas (protecção do acoplamento, protecção contra o contacto) têm de estar montadas. Na colocação em funcionamento, não excluir a hipótese de estados de sobrecarga. Se, na sequência de sobrecargas, se verificar a ruptura do acoplamento, podem ocorrer ferimentos e/ou danos materiais provocados por peças metálicas soltas. No caso de utilização subterrânea em ambientes potencialmente explosivos, o acoplamento em aço deve possuir uma cobertura estável, que exclua qualquer risco de ignição, por ex., devido a fricção, choque ou faíscas de fricção. A deposição de óxidos de metais pesados (ferrugem) sobre o acoplamento deve ser excluída pela cobertura ou qualquer outra medida adequada. O acoplamento deverá funcionar silenciosamente e com pouca vibração. Qualquer comportamento diferente deverá ser considerado sintoma de uma avaria, cuja causa é necessário eliminar de imediato. Em caso de avaria, o accionamento deve ser imediatamente desligado. As medidas necessárias para a reparação devem ser implementadas tendo em conta as normas de segurança em vigor. BA 3560 PO 12/2011 22 / 32 5. Avarias, causas e eliminação 5.1 Possível origem da avaria Alteração no alinhamento: ─ Eliminar a causa das alterações no alinhamento (por exemplo, parafusos das fundações que se encontrem soltos). ─ Alinhar o acoplamento. ─ Controlar o bloqueio axial, se necessário corrigir. Falta de lubrificante: ─ Recolher uma pequena amostra de massa lubrificante no parafuso de fecho (6) e verificar se a massa ainda se encontra em estado passível de ser utilizado. Caso a consistência da massa lubrificante tenha sofrido alterações, mudar a massa lubrificante de acordo com o ponto 6.2. ─ No caso de fuga, verificar a quantidade de massa lubrificante derramada ou mudar a massa lubrificante de acordo com o ponto 6.2. No caso de uma mudança completa da massa lubrificante conforme o ponto 6.2, substituir também os anéis de vedação (12) de acordo com o ponto 6.3. 5.2 Utilização incorrecta Se estas indicações não forem levadas em consideração, o acoplamento poderá partirse. Existe perigo de morte devido à projecção de peças. Se o acoplamento não for correctamente utilizado, poderá tornarse uma fonte de ignição. 5.2.1 Frequentes erros ao escolher o acoplamento e/ou o tamanho do acoplamento • Informações importantes sobre a descrição do accionamento e do ambiente não estão a ser transmitidas. • Binário de rotação do sistema demasiado elevado. • Rotação do sistema demasiado elevada. • Factor de utilização não seleccionado correctamente. • Ambiente com compostos químicos agressivos; situação que não foi previamente considerada. • A temperatura ambiente não é permitida. • Furação pronta com diâmetro não admissível e/ou alocação de ajuste não admissível. • Realização de ranhuras de chaveta, cujas medidas sejam superiores às medidas prescritas das ranhuras de chaveta pela norma DIN 6885/1, com o furo máximo permitido. • A capacidade de transmissão da ligação eixocubo não é apropriada para as condições de funcionamento. • Os estados de carga ou sobrecarga máxima não são considerados. • Estados de carga dinâmicos não são considerados. • Ligação eixocubo que submete os materiais do acoplamento a esforços inadmissíveis. • As condições prévias de operação foram modificadas sem a devida autorização. • O acoplamento e a máquina / conjunto propulsor formam um sistema rotativo, axial ou de curvatura essencial. • Carga do binário de fadiga a torções alternadas demasiado elevadas. BA 3560 PO 12/2011 23 / 32 5.2.2 5.2.3 Frequentes erros aquando da montagem do acoplamento • Os componentes foram montados apesar de terem sofrido danos de transporte ou com outro tipo de defeito. • A exposição das peças do acoplamento ao calor faz com que as anilhas de vedação aqueçam a temperaturas inadmissíveis. • O diâmetro dos eixos excede o campo de tolerâncias prescrito. • Peças do acoplamento foram confundidas, ou seja: a alocação para o eixo previsto não foi feita. • Os dispositivos de segurança axial prescritos não foram montados. • Os binários de aperto prescritos não foram mantidos. • Os parafusos são colocados secos ou lubrificados. • As superfícies flangeadas das ligações roscadas não estão limpas. • O alinhamento e/ou os valores de desvio do eixo não correspondem às instruções. • As máquinas acopladas não estão ligadas correctamente às fundações, pelo que um deslocamento das máquinas, por exemplo ao soltar uma união aparafusada das fundações, causa um deslocamento não autorizado das peças do acoplamento. • As máquinas acopladas não possuem uma ligação à terra suficiente. • As anilhas de vedação não foram montadas. • As superfícies de vedação são pintadas. • O enchimento de lubrificante não foi efectuado correctamente (ver capítulo 4). • A folga traseira da mola de ajuste não foi vedada com vedante (ao colocar o parafuso de ajuste, o furo roscado não foi cheio com vedante). • O protector do acoplamento utilizado não é apropriado. Frequentes erros aquando da manutenção • Os intervalos de manutenção não foram cumpridos. • Não foram utilizadas peças sobressalentes originais ZAPEX. • Foram aplicadas peças sobressalentes ZAPEX antigas ou danificadas. • As fugas no ambiente do acoplamento não foram localizadas, pelo que os produtos químicos agressivos danificaram o acoplamento. • As indicações quanto a avarias (ruídos, vibrações, etc.) não são observadas. • Os binários de aperto prescritos não foram mantidos. • O alinhamento e/ou os valores de desvio do eixo não correspondem às instruções. 6. Manutenção e reparação 6.1 Informações gerais Nos intervalos gerais de manutenção, o controlo do acoplamento relativamente a aquecimento, bem como a verificação de alterações no nível de ruído, devem ser realizados, pelo menos, trimestralmente. O acoplamento deverá funcionar silenciosamente e com pouca vibração em todas as fases de operação. Qualquer comportamento diferente deverá ser considerado sintoma duma avaria, cuja causa é necessário eliminar de imediato. BA 3560 PO 12/2011 24 / 32 6.2 Troca de massa lubrificante Nas inspecções regulares, verificar se o acoplamento apresenta fugas. Se a quantidade de massa lubrificante não corresponder à quantidade prescrita, o acoplamento poderá tornarse uma fonte de ignição. Trocar o lubrificante: ─ Ao utilizar até 70 °C: após aprox. 8000 horas de serviço, o mais tardar após 2 anos. ─ Ao utilizar superior a 70 °C: após aprox. 3000 horas de serviço, o mais tardar após 1 ano. Em uma troca do mesmo lubrificante as quantidades restantes no acoplamento devem ser mantidas tão baixo quanto possível. Pequenos restos geralmente não causam problemas. Lubrificantes de diferentes tipos e fabricantes não podem ser misturados entre si. A compatibilidade do novo lubrificante com os restos do antigo deverá ser confirmada, se necessário, pelo fabricante. Desenroscar os parafusos de fecho (6) e purgar a massa consistente para um recipiente adequado, conforme indica a figura. Adicionar óleo diluído à massa usada e misturar, para facilitar a purga. Observar se o óleo é compatível com a massa lubrificante. A massa lubrificante deve ser cuidadosamente recolhida e eliminada em conformidade com as normas vigentes. 1) 1) Furo de purga de ar 2) Furo para drenagem 2) Figura 13: Troca de massa lubrificante Efectuar o enchimento de massa lubrificante de acordo com o capítulo 4. 6.3 Substituição de juntas tóricas Drenar a massa lubrificante de acordo com o ponto 6.2. As juntas tóricas (12), se forem respeitadas as medidas "Q" e "P" (ver capítulo 1, "Dados Técnicos"), podem ser substituídas por juntas tóricas finais (abertas) (12), sem que seja necessário separar o acoplamento. Para este efeito, soltar a união roscada (8; 9) dos anéis de arrastamento (5) e/ou da peça intermédia (4) e afastar os anéis de arrastamento (5) dos dentes e do cubo até conseguir retirar a junta tórica (12). Apoiar a peça intermédia (4). Limpar o vedante dos anéis de arrastamento (5) e da peça intermédia (4). Cortar a nova junta tórica (12) radialmente num ponto e colála com os pontos de corte em convergência. Cola, por ex., Loctite 401. Seguidamente, colocar o corte na ranhura e, a partir daí, inserir a junta tórica (12) dos dois lados. Aplicar vedante nos anéis de arrastamento (5) e/ou peça intermediária (4) e aparafusálos uns aos outros (ver binários de aperto no capítulo 3, ponto 3.12). Efectuar o enchimento de massa lubrificante de acordo com o capítulo 4. BA 3560 PO 12/2011 25 / 32 6.4 Desmontagem do acoplamento Drenar a massa lubrificante de acordo com o ponto 6.2. Desapertar a união dos parafusos de ajuste (8; 9) e segurar os anéis de arrastamento (5) através dos eixos. Afastar as máquinas acopladas uma da outra. Tirar para baixo a peça intermédia (4), o limite da folga axial (51) e a placa de pressão (33). Desaparafusar o elemento de pressão (34). Verificar se os dentes, as juntas de vedação (12) e as superfícies de vedação apresentam danos. As peças danificadas devem ser substituídas. 6.5 Desmontagem das peças do acoplamento (1/2) em caso de ligação eixocubo com mola de ajuste Remover o bloqueio axial (parafuso de ajuste, disco final). Usar um dispositivo de extracção adequado. Aquecer a peça do acoplamento (1/2) com um maçarico, acima da ranhura de chaveta, no sentido longitudinal (máx. + 80 °C). O maçarico e as peças do acoplamento aquecidas constituem uma fonte de ignição, por esta razão durante a colocação das peças do acoplamento não poderá existir uma atmosfera com risco de explosões. Retirar as peças do acoplamento. Verificar se os dentes, as superfícies de vedação, o furo do cubo e o eixo apresentam danos e protegêlos contra a corrosão. As peças danificadas devem ser substituídas. Aquando duma nova montagem devem ser respeitadas as instruções fornecidas no capítulo 3 e 4. 6.6 Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica e cónica preparada para desmontagem mediante decontracção a quente com óleo hidráulico Para a desmontagem é necessário o seguinte material: • Por cada canal de circulação de óleo (ver quantidade no desenho cotado) ligar uma bomba de óleo com manómetro (mín. 2 500 bar) ou uma bomba motorizada, com o mesmo número de ligações de fecho independente. Com peças de acoplamento (1/2) com furos escalonados é necessário ligar uma bomba motorizada no canal de circulação do óleo que se encontra na passagem entre o furo menor para o maior, uma vez que aqui é necessária uma grande quantidade de óleo por cada unidade de tempo. • Juntas e tubagens adequadas. • 1 dispositivo de extracção ou uma placa de fixação com parafusos de fixação ou fusos roscados com porcas (material dos parafusos e fusos mín. 10.9, material das porcas correspondente ao dos parafusos). • 1 cilindro hidráulico com bomba de óleo. Respeitar o curso de deslocamento e a força de compressão do cilindro hidráulico (relativamente à força axial, consultar a Siemens ou de acordo com as indicações no desenho cotado). Respeitar as instruções do fabricante ao manusear o dispositivo de extracção, o cilindro hidráulico e as bombas. Antes a extracção a peça do acoplamento (1/2) montar o dispositivo de extracção de acordo com a figura. BA 3560 PO 12/2011 26 / 32 6.6.1 Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica 1) 2) IV I II III 5) 3) 1) Placa de fixação 2) Pinhão roscado 3) Eixo 4) Cilindro hidráulico 5) Parafuso de fecho (22) 4) Figura 14: Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cilíndrica Fixar a peça do acoplamento (1/2) e o dispositivo de extracção com dispositivos de elevação adequados. Retirar os parafusos de fecho (22) dos canais de circulação do óleo. Purgar o ar de uma bomba de óleo e ligála no canal central de circulação do óleo (aqui é o canal de circulação do óleo I). Em seguida, admitir na bomba a pressão indicada no desenho cotado até sair óleo pelas ligações adjacentes (canal de circulação do óleo IV e II). A pressão máxima indicada no desenho cotado não deve ser ultrapassada. Durante todo o processo, a pressão deve ser mantida constante em todos os canais de circulação do óleo. Purgar o ar de outra bomba de óleo, ligála ao canal de circulação do óleo II e admitir a pressão indicada no desenho cotado até sair óleo pelo canal de circulação do óleo III. Purgar o ar de outra bomba de óleo, ligála ao canal de circulação do óleo IV e admitir a pressão indicada no desenho cotado até sair óleo circularmente pelo lado frontal. Purgar o ar de outra bomba de óleo, ligála ao canal de circulação do óleo III e admitir a pressão indicada no desenho cotado até sair óleo circularmente pelo lado frontal. Se, ao admitir pressão, sair tanta quantidade de óleo que não se consiga manter a pressão, utilizar um óleo mais duro. Só quando a circulação de óleo fechar o circuito pelos dois lados dianteiros se deve admitir pressão no cilindro hidráulico, de modo a que a peça de acoplamento (1/2) possa deslizar rapidamente do eixo. O óleo deve ser cuidadosamente recolhido e eliminado em conformidade com as normas vigentes. Respeitar a elevação do cilindro hidráulico. Caso ocorram desvios posteriores, o lado frontal do cilindro hidráulico deve, se necessário, ficar parado entre 2 canais de circulação do óleo. Depois de retirar, desmontar as bombas de óleo e o dispositivo de extracção da peça do acoplamento (1/2). Verificar se os dentes, as superfícies de vedação, o furo do cubo e o eixo apresentam danos e protegêlos contra a corrosão. As peças danificadas devem ser substituídas. Aquando duma nova montagem devem ser respeitadas as instruções fornecidas no capítulo 3 e 4. BA 3560 PO 12/2011 27 / 32 6.6.2 Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cónica I 1) 5) 3) 4) 1) Placa de fixação 2) Pinhão roscado 3) Eixo 8) 4) Cilindro hidráulico 2) 5) Parafuso de fecho (22) 6) Porca anular 7) Janela de inspecção 6) 8) Elevação 7) Figura 15: Desmontagem das peças do acoplamento (1/2) no caso de estrutura de pressão cónica Fixar a peça do acoplamento (1/2) e o dispositivo de extracção com dispositivos de elevação adequados. Para evitar que a peça do acoplamento (1/2) se solte de repente, montar um dispositivo de segurança axial (ver figura 15). Retirar os parafusos de fecho (22) dos canais de circulação do óleo. Deve admitir pressão no cilindro hidráulico até este aplicar, pelo menos, a força axial indicada no desenho cotado. Purgar o ar da bomba de óleo, ligála ao canal de circulação do óleo I e admitir a pressão indicada no desenho cotado até sair óleo circularmente pelo lado frontal ou pela ligação adjacente. A pressão máxima indicada no desenho cotado não deve ser ultrapassada. Se, ao admitir pressão, sair tanta quantidade de óleo que não se consiga manter a pressão, utilizar um óleo mais duro. A pressão deve ser mantida até o óleo sair circularmente pelos dois lados frontais. Verificar se isso acontece, do lado do dispositivo de extracção, pela janela de inspecção. O óleo deve ser cuidadosamente recolhido e eliminado em conformidade com as normas vigentes. Apenas depois o óleo sair pelos dois lados frontais, se devem purgar o ar do cilindro hidráulico. A peça do acoplamento (1/2) desliza do eixo até deixar de existir qualquer aderência entre a peça do acoplamento (1/2) e o eixo. Desmontar a bomba de óleo e o dispositivo de extracção. Retirar a peça do acoplamento (1/2). Verificar se os dentes, as superfícies de vedação, o furo do cubo e o eixo apresentam danos e protegêlos contra a corrosão. As peças danificadas devem ser substituídas. Aquando duma nova montagem devem ser respeitadas as instruções fornecidas no capítulo 3 e 4. BA 3560 PO 12/2011 28 / 32 7. Manutenção de peças sobressalentes 7.1 Peças sobressalentes No caso de uma encomenda de peças sobressalentes, se possível, indique os seguintes dados: • Nosso número de encomenda e a posição • Número de desenho • Tipo e tamanho do acoplamento • Número de peça (ver a lista de peças sobressalentes) • Furação, tolerância da furação, ranhura e equilíbrio e determinadas especificações, tais como dimensões da ligação flangeada, comprimento do carreto intermédio, dimensões do tambor do travão. • Eventuais particularidades, por ex. temperatura, de isolamento eléctrico. Tabela 9: Núm. da peça Lista de peças sobressalentes Denominação ZNN ZNNA ZNNV ZNZS ZNZA ZNZV 1 Peça do acoplamento 1/2 x x x x x x 2 Peça do acoplamento 1/2 x x x x x x 4 Peça intermédia x x x 5 Anel de arrastamento 6 Parafuso de fecho 1) x x x x x x x x x x x x x x x x x x 7 Anilha de vedação 8 Parafuso de ajuste x x x x x x 9 Porca sextavada x x x x x x 12 Junta tórica x x x x x x x x x Anilha do fundo 2) 22 Parafuso de fecho 3) 33 Placa de pressão x x 34 Elemento de pressão x x 50 Vedante 51 Anel de retenção 20 x x x x x x x 1) A anilha de vedação (7) só existe no tamanho 83. Nos restantes tamanhos, a anilha de vedação encontrase integrada no parafuso de fecho (6). 2) A anilha de fundo (20) encontrase inserida na peça intermédia (4). Em caso de substituição, é necessário encomendar toda a peça intermédia (4) com as anilhas de fundo (20). No caso do tipo ZNZS com comprimentos da peça intermédia LZ ≤ 200, a peça intermédia (4) é produzida sem as anilhas de fundo (20). 3) Os parafusos de fecho (22) só se utilizam com a estrutura de pressão (ver capítulo 6, pontos 6.6.1 e 6.6.2 ). 22 Figura 16: Parafuso de fecho BA 3560 PO 12/2011 29 / 32 1 12 5 8 (7) 6 9 2 1 33 9 (7) 6 ZNN 1 12 5 8 (7) 6 51 9 8 2 34 5 12 2 ZNNV ZNNA 1 12 5 8 (7) 6 9 20 4 2 1 20 4 ZNZS 33 1 12 5 8 (7) 6 9 9 20 4 2 (7) 6 8 34 5 12 2 ZNZV ZNZA Figura 17: Desenhos de peças sobressalentes BA 3560 PO 12/2011 30 / 32 8. Declarações 8.1 Declaração CE de conformidade Declaração CE de conformidade no âmbito da Directiva CE 94/9/CE de 23.03.1994 e da legislação adoptada para a sua transposição O fabricante, Siemens AG, 46395 Bocholt, Alemanha, declara que os aparelhos descritos neste manual de serviço: Acoplamentos FLENDER ZAPEX® Tipos ZNN, ZNNA, ZNNV, ZNZS, ZNZA und ZNZV são aparelhos no sentido do artigo 1 e do ponto 1 b) ii) do artigo 8 da Directiva 94/9/CE e estão de acordo com as condições da Directiva 94/9/CE e com as normas seguintes: DIN EN 1127‐1 : 02‐2008 DIN EN 13463‐1 : 07‐2009 DIN EN 13463‐5 : 03‐2004 Esta documentação técnica encontra-se depositada junto da entidade referida em seguida: DEKRA EXAM GmbH, 44727 Bochum, Alemanha, código: 0158. Bocholt, 2011‐12‐06 Andre Jansen (Director Engineering KUE) Bocholt, 2011‐12‐06 Nicola Warning (Director Business Subsegment KU) BA 3560 PO 12/2011 31 / 32 Further Information: "FLENDER gear units" on the Internet www.siemens.com/gearunits "FLENDER couplings" on the Internet www.siemens.com/couplings Service & Support: http://support.automation.siemens.com/WW/view/en/10803928/133300 Lubricants: http://support.automation.siemens.com/WW/view/en/42961591/133000 Siemens AG Industry Sector Mechanical Drives Alfred-Flender-Straße 77 46395 Bocholt GERMANY Subject to modifications © Siemens AG 2011 www.siemens.com/drivetechnologies Adi c i onamosmov i me n t oaos e une góc i o! Da dosHi s t ór i c oseOr g a ni z a c i ona i s E qui pac om50c ol a bor a dor es AJ UNCORf oi f unda dae m1976. 39a nosdede v oç ãoee nt r e gaài ndús t r i a . Ge s t ã o Ac t ua ç ã onome r c a dodomé sc oéba s t a nt ec r i t e r i os aedepr i me i r ai mpor t â nc i a . Voc a ç ã oi nt er na c i ona l , c omt r a ba l hosr e a l i z a dose mAng ol a , E s pa nha , F r a nç a . . . Ma r k e ng Ve nda s S e r v i ç os Compr a s Cl i e nt e S e denoP or t oefil i a l noMon j o. Ac t uaç ãoe mt odoot e r r i t ór i onac i onal . F or ma ç ã o Pr oduç ã o T é c ni c a Qua l i da de &S e g ur a nç a Ga madePr odut oseCong r uênc i a Dec l a r a ç ã odef or ç a Cor r e i a s , P ol i a s a s qui l hos eC S e r v i ç os Ac opl a me nt os , Uni õe sRot av a se J unt a sdeE x pa ns ã o T a pe t e s Rol os , , Col a seRe me ndos Cor r e nt e s , Ca r r e t os or oa s eC I s ol a me nt ode Vi br a ç õe s úsc o eAc Rol a me nt ose T é c ni c aL i ne a r S i s t e ma sde L ubr i fic a ç ã o Ce nt r a l i z a da S ede R. Ant óni oS i l v aMa r i nho, 66 4100063P or t o-P or t ug a l + 351226197360 v e ndas por t o@j unc or . pt www. j unc or . pt Ba s e sdeMot or “ Aut omác a s ” F i l i a l -Mon j oComé r c i oeI ndús t r i a ( Ar m. 13/ 15) E N5P a uQue i ma do-Af ons e i r o 2870500Mon j o-P or t ug a l + 351212306030 v e ndas l i s boa@j unc or . pt AJ UNCORt e mc l i e nt e se mt oda sa sá r e a s dai ndús t r i a ,dopr oc e s s a me nt odeal i me nt osa ost r ans por t e s , pa s s a ndope l at e c nol og i adeflui dos , e x pl or a ç ã oepr o-c e s s a me nt odei ne r t e s ,me t a l ome c â ni c a ,c e l ul os ee pa pe l ,má qui na f e r r a me nt a ,me c a t r óni c a , … Asnos s ass ol uç õe st or nampos s í v e l : -Mel hor a rode s e mpe nhos e mc ompr ome t e rospr oc e s s os ; -Vi v e nc i a rume s t a dodes as f a ç ã ov e r da de i r a me nt edi snt o… …a j uda mosac ons t r ui rpr oc e s s osc ons i s t e nt e sec oe r e nt e squepe r mi t e me c onomi z a rdi nhe i r o,dedi v e r s a sf or ma s ,ei s s oé umav a nt a g e mc ompe v a . www. j unc or . pt f ac e book / j unc or l i nk e di n. c om/ c ompany / j unc or s a
Download