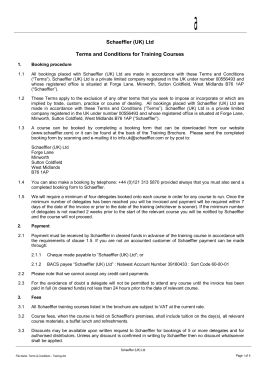
A Schaeffler Group customer journal for the production machinery industry CURRENT NEWS Issue 2006/2007 Quiet power! Crystal clear advantages thanks to hydrostatic dampening control Flexible, dynamic, lightning fast INA parallel kinematics page 3 An eye for your application! Service and products for roller bearings for spindles page 4 VIP Moments 50th Assembly training by DaimlerChrysler page 5 50 th mbly Asse g in train Creative Techniques Managing equals perfection page 6 Company News STAMA Maschinenfabrik GmbH page 7 System precision and performance: hydrostatic linear module with gauged profile rails Hydrostatic technology has emerged with a great future in operating equipment. Working machinery should stay in constant and smooth motion, however, vibration in machinery causes a much less positive effect on work results. Many modes of vibration cannot be greatly improved by roller bearings or by utilizing vibration isolated carriages (e.g. INA RUDS). Hydrostatic guide systems are considered throughout the industry to be the best technical solution to these inefficiencies. These systems are hardly given serious consideration as they are still thought to be too expensive and difficult to use. Vibration problems will result in poor performance and precision. If no other options are available, companies create their own wraparound guide constructions, which require larger physical space, increased effort of assembly and installation, and elevated expenses. End this dilemma! – a linear concept The Schaeffler Group developed a concept for the EMO 2005, which makes the hydrostatic system more economical, compatible and dimensionally interchangeable with conventional linear guide systems. The inspiration for developing the new hydrostatic solution was a study carried out by the INA linear experts and WZL in Aachen, Germany on hydrostatic guide systems within the standard envelope specified in DIN 645. This study now has concrete results: A high-tech linear guide system, optimized trough superior geometry, hydraulic controls and conventional external dimensions. Compact assembled components in standard sizes This guide is statically as rigid as a rail guide in the direction of load. It fits within standard installation space for these guides and has the same sustainable bearing capacity in the load region. The standardized construction component is a compact solution that includes an all encompassing seal with selflubrication and integrated hydraulic control. Machine designers can now furnish standard units, including roller bearings, rail systems, and/or hydrostatic guides depending on individual customer requirements. Implementation of the so-called hybrid machine concept provides additional options as well. Manufactures can now precisely define further machine components (especially bearings) based on specific customer requirements with the option of replacing the roller bearing guide with a hydrostatic guide. This provides maximized flexibility in the selection of the technology appropriate to the specific application. High-tech production machine at profitable cost The cost effectiveness of the new solution is great news in that the new hydrostatic guide by INA is a tailored solution from the most distinguished linear systems provider. In cooperation, sufficient quantities of the newly produced product makes production much less expensive than the machine manufacturers’ own construction. Upgrades, previously economically unprofitable, are now quite attractive and affordable. For the first time, the additional cost of hydrostatic guides can be clearly justified in relation to the increase in performance of the entire system. Prototypes are already being tested in the market and serial production of the hydrostatic guide is to begin mid-2007. This new INA product converts standard systems into hightech product lines with the highest precision output with minimal extra construction effort. By implementing this new technology , YOU TOO may soon be able to see your machine tool moving at its highest performing level with the best vibration-absorbing qualities. The only vibration that should be felt afterwards are the customers and operators jumping for joy. Issue 2006/2007 – Page Editorial Competence, with a very personal note! You hear a lot about “added competence” in conjunction with our production machine sector. In recent publications, we have introduced product highlights from our machine manufacturing sector which we will continue to include in future articles. However, the focus of today is another type of “High-Light”. Many of you are personally familiar with Dipl.-Ing. Mr. Oswald Bayer as specialist of the former FAG ACSP Spindellager GmbH. Some of you may have enjoyed his lectures at our technical conventions or valued his publications in various trade journals. Most of you are certainly profiting from his innovations in one way or another as a significant number of the developments that he has introduced are now a standard in machine tool spindles. Sealed B spindle bearings (B..2RSD), floating displacement bearings (FD..), hybrid spindle bearings (HCN..) and a spindle bearing calculation program (SPiCaS) are just a few of his many contributions. After 40 plus years in service with FAG rolling bearings and especially spindle bearings, Mr. Bayer began his well-earned retirement on July 1, 2006 and has handed over responsibility for the spindle bearing product range to Dr. Oliver Schellberg. It is impossible to replace the person or the knowledge of someone such as Mr. Oswald Bayer. Nonetheless, he carefully planned this retirement. Mr. Oswald Bayer has been working extensively with Dr. Schellberg for over six years, therefore, many of you are already familiar with him. He has been head of spindle bearing production at Schaeffler KG since the year 2000 and has now taken over the responsibility for managing the spindle bearing product range. At the farewell event for Mr. Bayer, my predecessor, Dr. Markowski, head with FAG ACSP spindle bearings, summarized the essence of Mr. Bayer’s importance by explaining the “M & M” factor as not just as a name of an excellent confection, but, as in our case, represents the successful unification of “Mankind and Mechanics”. Only when these two elements work well together (as is the case with Mr. Oswald Bayer), can the highest level of both personal and technical perfection be achieved. Change of hands in the spindle bearing product sector. Dipl.-Ing. Oswald Bayer Dr.-Ing. Oliver Schellberg I believe you will agree with me that these principles should remain in full force. I feel certain that in continuing this theory, a great part of our future success be assured and always growing. I hope you enjoyed this personal side of “added competence” and we look forward to the opportunity of working with you! Sincerely yours, Helmut Bode Leiter Branchenmanagement Produktionsmaschinen Measure, simulate, compare INA development project: “Thermally stable rotary axis systems”: On the path towards an engineering tool for highly dynamic rotary axis systems Machining centers with combined milling, drilling and lathe processing, as well as the growing integration of direct drives, have increased requirement of possessing the rotary axis in production machining. As is widely known, heat limits process performance. Schaeffler KG has initiated an integral project surrounding this problem of creating “thermally stable rotary axis systems”. Knowledge pertaining to the thermal properties between all assembly components is one of Schaeffler KG’s key strategies. Schaeffler possesses the highest levels of system expertise as manufacturer of relevant individual components such as direct drives and bearings within the application technology network. The subjects of examination were primarily composed of system responses such as temperature development in addition to thermal and mechanical deformations. The study’s focus is on determining dependencies between the step response of the systems’ rotary axis and the input parameters. During close exams, including temperature measurements on over 50 individual points, two different complex simulation models are being studied. In place of a simple analog model, the study was applied on electro technology levels of a highly complicated FEM model. The effects of conditions such as heat conduction, convection and thermal radiation are given special attention in this study. the construction drafts. We will also be in position to inspect your selected combination concerning performance and operational safety. Make contact We are happy to announce that we have already made considerable progress in this field. The obtained results are absolutely fascinating and we expect to continue in receiving positive results. Once the final test results are in and compared to the simulation scenarios. We are currently testing the rotary axis system and will keep you updated on the exciting new developments of this study. Please contact us directly about this project as your interest and involvement is most appreciated and welcomed. Engineering tool for customer applications The objective of this study is to provide an engineering tool for customer applications. With this tool, we can easily supply quick and inexpensive support for the maintenance of highly dynamic rotary axis systems. We will then be able to make quick decisions as to the proper drive, motor and measurement system based on INA test setup for the project: “Thermally stable rotary axis systems” Issue 2006/2007 – Page Flexible, dynamic and lightening fast INA parallel kinematics for airplane components …are extremely flexible, and highly accurate. One could use this description to refer to a hummingbird going after its sweet lunch. What occurs in nature is often mimicked in the mechanical world. As seen in the production of airplane parts, for example, parallel kinematics, which are perfectly suited for implementation in all areas where such examples are of the finest webs, honeycomb structures and filigreed load-carrying construction geometrics of the highest precision are required (Image 1). INA and FAG provides all of the specific components such as joints, guides and feed spindle bearings for parallel kinematics machines (PKM) as a complete assembled solution. (Image 2). One of the special solutions in this context is the tripod concept in which DS-Technologie implemented its Ecospeed machine. The Ecospeed concept is based on construction designs with rigid “webs” and driven “bases” that are moved over ball screws. The machine, designed as a hybrid and consisting of a conventional linear machine including PKM for optimum use with all PKM specific advantages, such as the highest possible level of dynamics. This can be utilized to optimize the relationship between machine size and work space. In collaboration with Schaeffler KG, DSTechnologie integrated a PKM concept into series production for the first time. Implementation of this by the company EADS in its Augsburg based plant for airplane components is reducing not only the mass moved, but also the costs since March, 2000. Downtimes have been reduced and the entire process chain has been optimized. Production times have been reduced by 30–50 %. This is made possible by feed speeds of up to 50 m/min and acceleration of up to 1 g in the linear axis with a rapid metal removal rate of up to 7,000 cm³ aluminum per minute. Component precision is also well worth mentioning as honeycomb structures with wall thicknesses of under one millimeter are reliably and readily produced. FAG X-life ultra bearings are used in the spindles. Added strength and durability of all participants is the only way to carry out an idea of building modern airplanes such as the Airbus 380 or jets like the Euro Fighter. The brochure PKS DA, which you can download from www.ina.com, contains more detailed information pertaining to INA parallel kinematics technology. Parallel kinematics in volume production Ball screw support bearing ZARF Universal joint GLK3 Needle roller bearing RNA Slewing bearing (Special bearing ZARF) Parallel kinematik technology with INA product ecerything from single source Linear recirculating roller bearing and guideway assembly 2 1 Production of high-precision lightweight components: area of implementation for INA parallel kinematics 3 Already in the air: components manufactured by DS-Technologie for the A300 with INA parallel kinematics technology in the PKM More “drive” in the application Example: direct-drive automatic test station Every seven seconds, a gear shift dome cover leaves the test stations at REGE (A member of the Schaeffler Group) in Eisenach, Germany, 24 hours around the clock, 300 days a year. Reliable drive technology is required to implement such continuous operation. The MKUVS 42-LM, an actuator with linear recirculating ball bearing units and direct drive was the perfect application in this case. This extremely compact and completelyequipped unit is ideally suited for precice and consistent motion sequences. MRB Automation, based in Ilmenau, Germany, were very pleased by what they saw during the development of the test stations. Dr. Guenter Weber, Managing Director of MRB AUTOMATION GmbH, implemented direct drive technology for the first time during the development of the gear shift dome cap automatic test stations. “Technically, it is a better and more intelligently engineerd solution” he explained. Dr. Weber also stated “there are distinct advantages compared to the spindle and gear drives” and that the company had only good experience with direct drives during this project. For MRB, a crucial decision-making factor was the posibility of the positioning of two carriages on one axis completely independent of one another. The use of the MKUVS in the horizontal axis of the REGE test unit facilitated the operation of two independent handling systems. Each slide carries a pneumatically-driven vertical axis with one gripper. The first gripper removes the parts from the conveyor and places them into the inspection station. The second gripper removes the inspected parts and places them on the appropriate “Accept” or “Reject” track. These modules, developed by IDAM and INA Lineartechnik, consist of a very compact and strong support rail, a carriage with cast-in primary part (linear motor) as well as an attached pre-loaded KUVS 42 recirculating ball and return units with an integrated magnetic incremental length measurement system, therefore, highly dynamic single and multi-axis positioning and handling systems are constructed by utilizing just a few mechanical parts. Friction loss and wear, which rarely occurs in system solutions with toothed drive belts, can be prevented by using direct drive technology while operational output will be considerably increased. Together with server controls, a complete system solution from a single source is available to the customer/user. These compact linear modules are suited for an wide range of applications such as those preferred in horizontal applications, production automation, measuring and inspection technology, optical devices, printing and packaging industry as well as tool and material handling systems, wood processing and machine tool construction. Soon you should put more “DRIVE” in your application! Issue 2006/2007 – Page An eye for your application Service and products for roller bearings for spindles F`IS for production security and precision: online grinding disc monitoring FAG enveloping circumference measuring equipment for the precision adjustment of the radial play in cylindrical roller bearings FAG Industrial Services GmbH (F’IS) has its main office in Herzogenrath, Germany near Aachen and branches out into Schweinfurt and Wuppertal. We provide maintenance services, service products and training. No one appreciates machine and equipment down times. It pays to keep your equipment with its most efficient output by initiating regularly scheduled maintenance. This minimizes operating costs, keeps production at a free-flow, optimizes system availability and avoids those unexpected machine downtimes. F’IS provides global service for the Schaeffler Group brands INA and FAG. When it comes to production machines, F`IS has a special eye for machine tool spindles and the handling of these spindles in assembly or maintenance procedures. Professional installation of these bearings plays a significant role in optimum functioning of the spindle. One of the most important factors includes, as an example, proper pre-stressing or setting of bearing play. If assemblies are to be carried out by a company’s own employees, F’IS also offers an intensive training course on installation and maintaining machine tool spindles. In addition, regularly scheduled courses for spindle bearing assemblies and maintenance are offered on regular basis. F’IS also sells and rents out accessories required for professional assembly, such as boundary circlemeasuring instrument, heating devices, hydraulic nuts, pumps, etc. Condition Monitoring is another important factor for optimizing machine tool maintenance. Vibration diagnosis can be used to identify initial bearing or spindle damage to machines (e.g. lathes, milling machines, grinding machines or drilling machines) in the beginning stages of installation of equipment. Machine operators are often the first to notice that their machines are not performing properly. However, without Condition Monitoring, precise localization of the damage can take days or even weeks causing dreaded equipment down time and costing precious production time. Condition Monitoring uses vibration diagnosis to carry out fast, targeted error analysis. Not only does this allow for prompt and precise repair, but considerably reduces repair costs and down time as well. Unplanned downtimes are High-Precision Bearings – Lexicon Calibration of cylindrical roller bearings for spindles With high-precision cylindrical roller bearings, the performance and life span of a roller bearing relies on the correct adjustment of the bearing clearance and the anticipated pre-load weight. The correct adjustment and pre-load, in turn, depend upon the speed and the anticipated temperature differences from the inner ring to the outer ring. The correct adjustment of bearing clearance is of paramount importance as it controls the quality of the machined-work pieces. These factors must be determined beforehand so that even the most precise bearings can be calibrated correctly and efficiently for the longest wear possible. The circle over the rollers is measured with and instrument known as MGA31. The radial clearance of the mounted bearing can only be determined together with an internal dial gauge. There are two opposed steel segments of the measuring instrument for the exact boundary’s circle. One portion is stationary while the other can be moved. This movement can be measured and read from the dial gauge. During the measurement process, the bearing outer ring must be mounted in the housing. After having determined the outer ring raceway diameter with the aid of an internal dial gauge, the value is then transmitted to the measuring instrument of the boundary’s circle. The measured diameter under rollers is transmitted to the dial indicator snap gauge. The boundary circlemeasuring instrument known as FAG MGI 21 is used for cylindrical roller bearings with separable inner ring, such as FAG NNU49SK. The boundary circle measuring instrument known as FAG MGA31 is used for cylindrical roller bearings with separable outer ring such as FAG NN30A, N10 and NN30. Over the rollers is the circle which circumscribes all rollers when they are in contact with the inner ring raceway. During mounting, the inner ring with cage and roller assembly is pushed onto the tapered shaft until positive seating is made. Once the boundary circle measuring instrument is in place the inner ring is then driven onto the tapered seat until the dial gauge indicates the required value of exactly to 1µ. Our catalog #AC 41 130/6 (page 167) provides accurate reference values for these bearings. Positive values indicate pre-load while negative values indicate radial clearance. A zero value indicates a clearance-free bearing. *FAG Industrial Service GmbH (F`IS) provides the enveloping circumference measurement devices of the MGI 21 and MAG 31 series for sale or rental to determine these enveloping circumferences. Proper implementation of enveloping circumference measurement devices is also covered in F`IS assembly and maintenance training courses Inner circumference measurement Outer circumference measurement virtually non-existant and machine availability and productivity is increased significantly. Condition Monitoring also contributes positively to quality assurance because even the smallest damages can be recognized early in inspection. The primary causes of spindle bearing damage are sudden and unexpected impacts between the spindle and the workpiece as well as the penetration of foreign particles (grinding debris). This, in turn, results impact momentum which can significantly damage the contact surfaces and lead to a decrease in quality. Even the smallest of damages to spindle bearings can have enormous impacts. Spindles used in mobile units are monitored using the mobile detector FAG Detector III at regular intervals (offline monitoring). Stationary spindles are monitored on an ongoing basis utilizing a unit known as the FAG DTECT X1. This unit provides a much higher level of security for critical or fast spindles. Stationary spindles can also be monitored offline, if necessary. F`IS’s informational brochure pertaining to F`IS enveloping circumference measuring equipment for internal and external circumference bearings is available upon simple request. Issue 2006/2007 – Page 50 “VIP” training with FAG spindle bearings th mbly e s s A ing train 50th Assembly training for FAG high precision bearings at DaimlerChrysler The FAG Assembly training for highprecision bearings at DaimlerChrysler is a true success story for both parties. This company with its world renowned emblem indicating land, sea and air surrounded by the earth, has now called upon the spindle bearing specialists from FAG for the 50th time. Since 1995 DaimlerChrysler has been training its maintenance staff for machine tools in theoretical and practical training on FAG spindle bearings in groups of 10-12 people. The participants are Mercedes employees from the plants in Untertürkheim, Mettingen and Bad Cannstatt. In the educational center in Bruehl, FAG Industrial Services GmbH (F’IS) provides all the information they need about the spectrum of the FAG high precision bearings, assembly-related engineering, important tricks for spindle bearing handling, lubrication and installation. The participants always receive an acknowledgement document upon completion of their training. Experienced answers are provided to questions such as “Can you randomly replace the rings of cylinder roller bearings?”, “How should I lubricate open spindle bearings?” or “Where can I get enveloping circumference measurement equipment at inexpensive rates for shortterm usage?”. This exchange of information is by no means a one-way street. As an example, the initiative to indicate width tolerances on all FAG universal spindle bearings came from this type of event many years ago. This is added competence at all levels. Further “emblem” training courses have already been booked by DaimlerChrysler. Please let us know if you would consider having this training session at your company soon. New standard: The TX-Generation…… On-site assembly training for FAG high-precision bearings can be scheduled any time with machine tool and spindle manufacturers, repair centers and roller bearing salespersons. These courses are also offered on a regular basis at the Schaeffler KG plant in Schweinfurt. Tippf the FAG The next dates for spindle bearing assembly training in Schweinfurt: o ation earing Visit le b a d n i it is sp n un uctio light! d o r p high real March 1, 2007 June 14, 2007 September 13, 2007 November 29, 2007 Contact: FAG Industrial Services GmbH (F’IS), Tel.: +49 (0) 2407 9149-0 e-mail: [email protected] …with TX-Cage TX-Generation Changeover to the new FAG spindle bearing – standardization has begun 1 The new spindle bearing standard, which is intended for almost all FAG spindle bearings has now become a reality with introduction of the TX cage. The first basic models HS7014.. and B71920.. have already been altered to conform and another eight are to be converted by the end of the year. Big steps will continue to be made after that as well. The new TX cage has many advantages for FAG customers such as lower bearing temperatures which means greater operating security and increased precision. Furthermore, it allows for higher rotation speeds. The new generation of spindle bearings is suitable for rotation speeds of up to 10 % higher. These improvements were the result due to the optimization of the internal bearing construction with the new cage design. The objective is its design optimization, with improved lubricant supply to the cage guidance surface. Cage guidance was redesigned from the large shoulder to the small shoulder to follow the flow of lubricant in the bearing. With the improved lubricant supply to the cage achieved, this allows significant reduction of friction, which is of increasing importance as rotation speed increases. This has a positive impact on the operating temperature development and on the overall lubricant life-cycle. In light of these clear advantages, FAG strives to successfully convert all spindle bearings to the TX design. The new TX-Cage design. Compare the existing design to the new design T-Cage design (existing version) TX-Cage design (new version) 2 3 1 “Cool” solution with options for rotation speeds: The TX- 2 Two spindle bearing generations Generation reduces the operating temperature by up to 10 %. meet: T and TX-Generation 3 Upon converting a core model line, all of its various versions (sealed, DLR, hybrid or X-life ultra versions with rings made of Cronidur 30) will be available as well. For more detailed information, please visit www.schaeffler.com and search for “TX-Generation” The new TX-Generation is indicated in the type description of a FAG X-life ultra bearing with the new TX-Cage as follows for example: XCS71920-E-TX-P4S-UL. In addition to this, a label on the bearing package indicates the new TX standard. Issue 2006/2007 – Page How to beat the pressure of printing costs 1 TRIONDUR coating offers complete wear resistance to track rollers This was a very “tough nut to crack” for everyone involved; high wear of the outer ring repeatedly resulted in the failure of the PWTR15 standard track roller in the gripper shaft control of the KBA Ra105 sheet-fed offset press. The Heidelberger XL105 had the same problem. The track roller itself is not expensive, however, the fact remains that when one component fails, the entire system is forced into unproductive down-times, which, in turn, “leads to increasing costs”. The solution: Coating the outer ring of the track roller with TRIONDUR. Such a coating system is produced in a vacuum using physical vapor deposition (PVD) and plasma chemical vapor deposition (CVD). The thin functional layer, only a few µm thick and the base material surface to be coated, are considered a complete system. The friction coefficient of TRIONDUR is up to 80 % lower compared to a dry steel to steel compound. This coating provides continuous protection from maximum wear under conditions of high tribomechanical stress, inadequate lubrication and oil contamination. Extensive research had lead to some very exciting results! Presently, the Schaeffler Group provides standard TRIONDUR-coated track rollers for both applications and equipment “down-times” have been significantly 2 reduced. The best solutions are not always expensive. With this application expertise and always striving for excellence, the Schaeffler Group always provides a solution that helps customers cut costs and increase efficiency. 1 Application: track roller in the gripper shaft of a sheet-fed offset press 2 Comparison of a TRIONDUR-coated roller after 100 operating hours versus a conventional steel roller after only 17 hours. The TRIONDUR-coated roller shows no signs of wear whatsover, while significant signs of wear are already clearly visible on the uncoated outer ring of the conventional roller. added competence – creativity techniques for engineers, part 14 Managing equals perfection How you can develop numerous new solutions with your co-workers in a short amount of time In the search for solutions to technical problems, competence does not only include deciding between existing solutions or giving one’s own professional input. It requires promoting, supporting and implementing the creativity of co-workers for innovative projects. Morphological analysis is one popular way of problem-solving which can produce several good ideas within a relatively short time. The morphological analysis is, therefore, one of the most commonly used creativity techniques. This mind tool is a systematic analytical creativity technique, which was developed in 1966 by the Swiss astrophysicist Fritz Zwicky. This method primarily consists of breaking a problem down into all of its individual parameters and searching for new combinations of existing partial solutions. Therefore, the problem is dissected into its various factors and graphically arranged as one under the other in graph. As many solutions as possible are then written beside each problem element. The combination of these can provide new solutions for the whole problem. The best solutions or those with the highest innovative potential can then be selected from the reservoir of combinations. The individual phases of the morphological analysis: 1.Either precise or general description and definition of the problem 2.Determining the problem parameters and task description (these factors are entered in the matrix header) 3.Drawing up the morphological analysis by graph implements entry of all solution proposals for problem parameters of each line of the matrix 4. Selection and assessment of all possible solutions and applying suitable analysis procedure 5. Selection and recognition of the best solution Numerous other approaches may develop from the combination of solutions to the individual components. The high number of possible useful ideas is one of the significant advantages of this method. Each solution proposals should be subsequently subjected to testing for evaluation by experts. In order to implement the morphological analysis method, an interdisciplinary work group with a maximum of 10 people is established. Executives and those possessing special knowledge of each relevant problem area would be suitable candidates for this task. Meeting time should be no longer than one hour. Generalization of the problems and the combination of partial solutions prove surprising results. Each individual search, even after initial satisfactory solutions have been found, should be continued. This increases the probability that all essential aspects of the problems have been addressed and even more innovative ideas will possibly be the result. Variants of the morphological analysis: 1.Problem recognition: addressing all of the aspects of the problem while retaining the overview, problems can simply be broken down into individual problem fields and each field is studied individually. 2.Sequential morphology: a problem solution is selected for each parameter BEFORE turning to the next problem and/or selection of a solution for the next problem. This will increase clarity and reduce irrelevant solutions. Morphological analysis for product development: Product development and innovation management are the main areas of the application of the morphological analysis. The ideas obtained from this method are often unconventional and prove that even seemingly far-off solutions can be the perfect answer for a particular problem. If these solutions also correspond to the customer’s expectations and manufacturing can be retained within a reasonable cost, then the path is cleared for “product innovation”. Issue 2006/2007 – Page K-Box – providing added value A new customer-friendly packaging concept The Schaeffler Group has developed an innovative, customer and environmentally-friendly packaging concept for FAG and INA’s rolling bearing range. A container implemented for repeated use, known as the “K-Box”, has been introduced. This robust, sturdy, plastic and patented box replaces the non-returnable wooden crates used in past years. This new design offers optimal protection for products during transport including the prevention of prod- ucts being contaminated with wood dust or shavings. The bearings are safely secured in the K-Box by means of an adjustable fastening system so that one box size can be used for various roller bearing product and size variations. This considerably reduces the number and assortment of required packaging. The recipient can open the box quickly and easily without any tools or risk of injury. “The K-Box is used worldwide. In Europe, we have Excellence in manufacturing – using optimized solutions to save time and reduce costs Products and technological expertise of the STAMA Maschinenfabrik GmbH in Schlierbach, Germany “Excellence in manufacturing” is the challenging slogan of the STAMA Maschinenfabrik GmbH in Schlierbach, Germany. It represents flexibility, absolute precision and product quality in addition to high levels of operational availability and productivity. With approximately 400 employees, our company implements vertical turning and milling machine processing centers and can identify approximately 200 production solutions for the cutting machining industry in almost all industry sectors around the world annually. The STAMA product ranges consist of 18 types of vertical processing centers and milling/turning centers from single-item production (batch size 1) all the way through to small, medium-sized and large batch production. The modular build drive control centers in the various performance categories are all designed as single and dual spindle systems (TWIN) and can be used as single workstation centers or as dual workstation centers for simultaneous loading and unloading during peak times. Among the most important components are the main spindles with INA/FAG bearing technology; approximately 800 of which are assembled annually in in-house spindle assemblies. All centers are additionally designed for 5-axis processing and are ideal for large parts or multiple-clamping with ranges of motion from X to 10000 mm. A patented tool management system serves to reach consistently short clampto-clamp times of 1.9 seconds. Space for up to 60 tools in the internal magazine or 90/180 in the external magazine allow for complete and complex processing. Core capability “MT technology”: As a leading producer of milling/turning centers, STAMA manufactures two excellent production systems for 6-sided full processing from the rod or feed since 1999. With revolutionary results such as 70 % less production time and 50 % lower part cost, the milling/turning centers are in high demand. This is especially important among the manufacturers of tools, hydraulic/pneumatic and medical technology components. It is simply a fact that full processing/operation of work pieces with milling/turning (MT) technology in a single processing center is an excellent way to increase productivity and reduce costs. It is also true that combining the two different technologies for full processing in one or two mounting positions, increases precision while minimizing operation time. For example, by implementing STAMA milling/turning centers with specialized repetitive processing, an implant manufacturer can drastically reduce the amount of individual part discrepancies of the implant due to the ability to combine milling and turning processes in numerous ways. This helps increase safety for a patient due to increased implant stability. Furthermore, seeing most of the implants processed in the milling/turning centers leaves the conveyor belt virtually ready for assembly. The occasional surface finishing required in some cases, represents the final stage of the production process. The process is both innovative and is far less time consuming. After all, “time is money” introduced a return system to ensure that the K-box is indeed used several times”, says Mr. Martin Haßdenteufel, who is responsible for Packaging Technology within the Schaeffler Group. Returning empty K-Boxes is easy and efficient for the customer; small quantities can be picked up by an express service, while larger amounts are collected by the Schaeffler Group’s own forwarding agency – both options are free of charge to all Schaeffler Group customers. The “request for collection” is simply sent via the a dedicated website. As an incentive for our customers to support the system, the Schaeffler Group raffles off attractive prizes to the participants in that every box is considered as a lottery ticket. Initially, the new packaging will be used for spherical roller bearings with outer diameters between 250 and 480 millimeters. The concept will be extended to other product lines in the near future. Core competence – “TWIN technology”: strength has become patently obvious. STAMA possesses extensive knowledge based on numerous designed and developed processes involving a wide variety of differing materials, product ranges and batch sizes. STAMA works in close proximity with customers to create optimum solutions for that customer’s individual processing needs in order to achieve significant advantages (i.e. saving time and reducing costs). The TWIN dual spindle centers, which STAMA presented for the first time in 1982, are currently being implemented in over 900 projects around the world. More productive and flexible than in specialized machines, dual spindle processing guarantees cost reduction per piece of 30 % due to the “2 plus 4” concept (2 main spindles and 4 clamped workpieces). In light of this, it is understandable why manufacturers of medium and large-sized orders do not worry about the higher initial investment required for TWIN centers and usually decide in favor of dual spindle processing due to the cost per piece being the deciding factor. This new innovative and returnable “K-Box” offers optimal protection for Schaeffler Group products and represents another active contribution to the protection of the environment. STAMA engineering – one-stop turnkey solutions: With a percentage of turnkey solutions of over 60 % of products and the goal of providing customers with the highest optimum production solutions, STAMA’s www.stama.de, [email protected] 6-sided full processing from the bar with milling and turning in a single center. Full flexibility at the highest level of precision according to the principle “batch size 1 – setting-up time 0”. Both TWIN technology and MT technology in one! For full processing of batch production with dual spindle milling and turning in a single processing center. STAMA turnkey solution based on single-workstation processing center type MC 531 with portal load gripper automation. The solution is designed to be integrated in a full process chain. STAMA Engineering: an optimum production solution always requires the know-how and experience of both partners. Issue 2006/2007 – Page WIN!!! Win a navigation system! Yes, I want to participate in the lottery for a navigation system. ANSWER: ______________________________________________________________ Lastname, first name: ____________________________________________________ Our Question: When is production starting for the hydrostatic Guidance System? Company: ______________________________________________________________ Adress: _ _______________________________________________________________ City, ZIP: _______________________________________________________________ Tel.: ___________________________________________________________________ Just complete the client newsletter form (right), stating the correct answer and send it to: Fax: _ __________________________________________________________________ E-Mail: _________________________________________________________________ Schaeffler KG Production Machinery IEBSWE-LSA Georg-Schäfer-Straße 30 D-97421 Schweinfurt We would appreciate it if you would answer the following questions: Did we get your address right? Please let us know of any changes to be made (please use capitals). Fax: +49 (0) 97 21/91 14 35 Closing date is Mar 01, 2007 Who else in your company should receive FAG “added competence”? Legal recourse ruled out. The drawing is closed to employees of the Schaeffler KG and its trading partners. What improvements would you like to see at Production Machinery in the future? PREVIEW of Issue 1/2007 The lucky winner of our competition 1/2006 1.EMO highlights 2.Technical convention Germany 3.Team work between Germany and Chile José Javier García Binas (left) of Mungimatik S.A. is the lucky winner of a “Nokia N70”. It was presented by Ager Serna (right). GLOSS Deep thought moments of Joe Bloggs Recently my wife, Barbara, was so cheerful while doing the housework that I began to worry. First, she danced around me and my beloved lazy chair like a dust mop gone crazy. She then began ironing and singing so loudly and so off-key that Dieter Bohlen (a controversial European entertainer) would have cried out in pain. At the peak of this experience, I could feel the walls of the house beginning to vibrate. Seeing as how my better-half doesn’t have an off switch, I tried to explain that staying in motion while working could be a good thing at times, however, this often results in undesirable consequences. “Now how am I to understand that” asked my private entertainer and bound-in-marriage superstar. “It’s very simple”, I said, my thoughts buzzing the entire time, “It’s the same with the machines we have at work. The more they vibrate, the shoddier the work results. Only one thing can help. The vibration must be reduced. INA now has new hydrostatic guidance for vibration reduction. It absorbs significant amounts of vibration in equipment and is proficiently cost effective as well. Without much effort, this process turns a standard machine into a high-tech piece of equipment.” I was resolved that I had explained myself thoroughly and, therefore, had put a stop to her boisterous singing and dancing throughout the house. Her response was completely unexpected. Calmly and collectively she stated, “Oh Joe, then why don’t you please have one of those hydrostatic guides installed in this house immediately. Then you’ll be less nervous and more relaxed.” I sat there stunned. This having been stated, she turned around and loudly sang on, cheerfully with the walls shaking right along with her. Oh well, I thought to myself smiling, at least there are only “good vibrations” in the air here. Bad vibrations can be “reduced” or eliminated through hydrostatic guidance. See you at the next FAG added competence! Best regards +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER the reader with information about all innovative solutions ranging from bearings to power transmission as well as showing novel approaches with added value under the slogan “added competence.” Fax order number +49 (0) 91 32/82 21 30 +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER +++ NEWSTICKER Your local distributor: HOTLINE INA Schaeffler Group USA Inc. · Tel: 803-548-8500 · Fax: 803-548-8599 FAG Schaeffler Group USA Inc. · Tel: 800-243-2532 · Fax: 203-830-8276 The Barden Corporation USA U.K. Tel: +1 203-744-2211 · Fax:+1 203-744-3756 Tel: +44(0) 1752 725506 · Fax:+44(0) 1752 725506 Far East: Tel: +65(0) 7348223 · Fax: +65(0) 2352170 E-Mail: [email protected] www.schaeffler.com Joe Bloggs Masthead Published by: Schaeffler KG Production Maschinery Editor in chief: Claudia Kaufhold Address: Schaeffler KG IEBSWE-LSA Georg-Schäfer-Straße 30 D-97421 Schweinfurt Tel. +49 (0)9721‑/‑91 19 11 Fax +49 (0)9721‑/‑91 63 16 A Member of the Schaeffler Group Editorial team: Helmut Bode Martin Schreiber Claudia Kaufhold Norfried Köhler Produced by: Buena la Vista AG, Würzburg WL 02 125 EA “added competence” from bearings to power transmission The capabilities of the Schaeffler Group with respect to printing presses were assembled in a new image brochure “Bearing Solutions for Printing Presses” (PDM 005172071). This brochure provides
Download