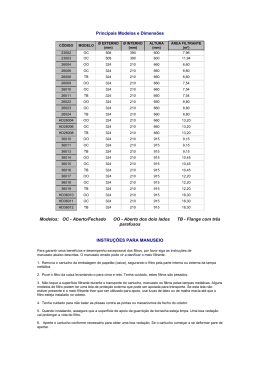
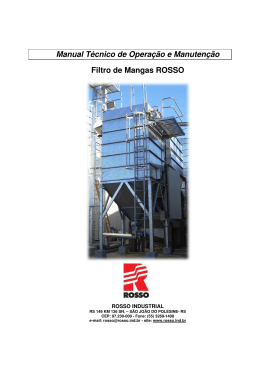
CONTROLE DO AR CONTROLE AVANÇADO DE FILTROS DE MANGAS Conheça o que há de moderno e eficaz para otimização do desempenho de filtros de mangas, sejam os de pequeno ou de grande porte por Tito A. Pacheco 32 | Meio Filtrante |Março/Abril 2007 Princípios da Ventilação Local Exaustora Crédito: Divulgação E m meados de 2000, após ter ministrado dezenas de cursos sobre Filtração Industrial Seca nos mais variados clientes ao longo de todo Brasil, verifiquei que a maioria dos maiores Fabricantes de Equipamentos nacionais adotava uma tecnologia de controle de filtros ainda baseada nas antigas placas analógicas. Os manômetros, na sua grande maioria, eram em tubo de “U”. Os demais instrumentos, como: medidores de vazão, umidade, temperatura, então, eram raríssimos. Atualmente cerca de 50% dos fabricantes já utilizam controladores digitais e demais instrumentos de medição em seus Projetos. Os demais ainda alegam que não os utilizam por razões de custo, mesmo que, na ponta do lápis, isso não represente mais que 0,5% do custo total do equipamento de despoeiramento. A prova que o custo não é impeditivo é que a maioria dos Fabricantes que incorporam os sistemas digitais nos projetos de filtros é, justamente, o de menor porte, o qual o considera não apenas um diferencial competitivo, mas, principalmente, um meio para obtenção de uma excelente performance em seus produtos. Os sistemas de despoeiramento seguem os princípios da Ventilação Local exaustora, razão pela qual é importante revisar alguns conceitos básicos, a fim de compreender a lógica de controle destes sistemas. Fig.1: a) Croqui de um sistema de ventilação local exaustora. b) Identificação das perdas de carga Esta ventilação é chamada de local exaustora porque há uma ou mais coifas de captação em pontos específicos e próximos da geração de pó, as quais são interligadas por dutos ventilados através de um ventilador com ou sem filtração dos gases. Na Fig.1- a) temos um sistema com filtro de mangas, cuja filtração é por Pressão Negativa, porque o ventilador está depois do filtro, gerando assim uma pressão menor que a atmosférica da coifa até a entrada no ventilador. Da mesma forma, se o ventilador estivesse antes do filtro, ela seria chamada de filtração por Pressão Positiva, pois haveria uma pressão superior à atmosférica, tanto na câmara suja como na câmara limpa do filtro. Deve ser lembrado que a pressão antes do ventilador é sempre negativa e depois do ventilador é sempre positiva. Um Projeto de Sistema de Despoeiramento começa justamente na coifa através da determinação de sua área de captação e da velocidade de ar necessária para captar toda a emissão pulverulenta gerada no local a ser despoeirado. Pois, o produto desta área pela velocidade é justamente a Vazão de Captação. Visto que existe uma velocidade ótima para transporte do particulado através dos dutos, uma vez conhecendo a vazão, é determinado, então, o diâmetro inicial das tubulações, o qual serve de partida para os Softwares de Balanceamento de Dutos e Projeto de Filtros, como o Simulador de Filtração Industrial Proteus, desenvolvido pelo Eng. Tito A Pacheco (ver edição n° 04 da Revista Meio Filtrante). Na Tabela 1 são exemplificados valores típicos de pressão estática em 6 pontos da tubulação do Sistema, representado no croqui da Fig.1. Estes valores são normalmente obtidos por medições, a partir dos quais é calculada a pressão diferencial, também chamada de Perda de Carga entre os principais trechos. Estas perdas de carga também podem ser Tabela 1: Medições típicas da pressão estática de um sistema como o do croqui da Fig.1 CONTROLE DO AR calculadas teoricamente com base justamente nos dados dimensionais da coifa, dos dutos e da vazão e densidade do ar captado (Simulador Proteus). Estas informações são necessárias para especificação da pressão total do ventilador, as quais, juntamente com a vazão, correspondem as principais informações para o seu dimensionamento. Por fim, a perda de carga do filtro de mangas, em geral, é arbitrária, apresentando valores típicos como: 50, 80, 100, 120 ou 150mmCA, dependendo da tecnologia do filtro e do processo de filtração. Para obter a perda de carga desejada no filtro, existem ajustes na regulagem do sistema de limpeza que precisam ser feitos, os quais serão abordados mais adiante neste artigo. Crédito: Divulgação Tabela 2: Alguns medidores de Pressão Diferencial e Estática Controle do filtro como recurso para solução de problemas A falha em filtros de mangas pode ser classificada em dois tipos: * Entupimento (baixa captação de particulado); *Alta emissão na chaminé (passagem de pó pelo filtro). 34 | Meio Filtrante |Março/Abril 2007 Fig.2: Gráficos de Pressão x Vazão de um Sistema de Despoeiramento em diferentes condições Um melhor entendimento do funcionamento de um Sistema de Despoeiramento pode ser feito através dos gráficos da Fig.2, onde são representadas as operações possíveis. O somatório das perdas de carga do sistema aumenta com o aumento da vazão, conforme a Curva do Sistema (vermelha). Visto que a potência do conjunto motorventilador é limitada, para um aumento de pressão corresponde uma diminuição da vazão de acordo com o representado na Curva do Ventilador (azul). Onde estas duas se encontram, temos então o ponto de operação real do sistema de ventilação, em termos de Pressão total (PPROJETO ou PVENTILADOR) e Vazão obtida (VPROJETO). Ao passo que a Curva do Ventilador somente se altera se a rotação do variar, a Curva do Sistema pode variar bastante. Algumas causas da variação dessa curva podem ser: * Alto PFILTRO devido ao entupimento do filtro de mangas; * Baixo PFILTRO devido ao excesso de limpeza do filtro ou falta de particulado; * Uso de dumpers para controle de vazão; * Entupimento da tubulação; * Uso de dumpers para entrada de Ar-falso (normalmente para controle de temperatura / fagulhas); * Adição de mais pontos de captação e/ou desativação de alguns existentes; * Alteração significativa na densidade do ar ou do gás a ser filtrado; * Alteração do layout ou diâmetros da rede de dutos; Como o POPERAÇÃO é o somatório das perdas de carga de cada um dos componentes do sistema de despoeiramento, uma alteração em qualquer um deles afetará o seu valor, gerando então uma vazão maior ou menor que a de projeto conforme a Curva do Ventilador em questão. Normalmente, a perda de carga que mais tende a variar é a do filtro de mangas, razão pela qual devem ser concentrados os esforços no controle do mesmo. Falta de captação de particulado A falta de captação é facilmente detectável devido a fumaça que tende a sair pelas bordas da coifa de captação no caso dos Filtros de Despoeiramento, vide Fig.3. Fig.3: Falta de captação – detalhe da fumaça escapando da coifa No caso dos Filtros de Processo, onde todo o particulado gerado deve ser captado, isso pode ser identificado pela redução da produtividade do moinho (ou secador, reator, calcinador, etc.). Conforme a Fig.2-b), se um dos componentes, no caso a perda de carga do filtro, aumentar, aumentará a perda de carga de operaçãoP1, fazendo com que a vazão do ventilador caia para um valor V1, o qual é menor que a vazão de projeto VPROJETO. O aumento da Perda de Carga do filtro de mangas pode ter várias causas: * Falha de Projeto do Filtro (falta de manômetro para controle da perda de carga, sistema de limpeza mal dimensionado; excesso de velocidade ascendente; ângulos da tremonha inadequados, excesso de relação ar-pano, má distribuição do particulado entre as mangas ou entre as câmaras do filtro, etc.), * Falha de Especificação da Manga Filtrante (gramatura e permeabilidade inadequadas, falta de estabilidade da densidade - baixa qualidade do não-tecido, falta de acabamento superficial, etc.), * Falha de Operação do Filtro (regulagem do sistema de limpeza excessiva ou insuficiente, descarga do particulado na tremonha insuficiente, etc.); * Falha de Manutenção do Filtro (mangueiras entupidas/desconectadas do manômetro, entrada de ar-falso por buracos na chaparia ou falha de vedação da válvula de descarga, válvulas solenóides inoperantes, etc.). Dessas causas acima, é possível atuar na Falha de Operação através de uma adequada instrumentação e controle do filtro de mangas. Excesso de captação de particulado Sob o ponto de vista do usuário do sistema, muitas vezes, pode ser entendido que quanto maior a vazão do sistema de despoeiramento, melhor será a captação, pois maior será a velocidade de sucção das partículas na coifa. Desta forma, o filtro deveria operar com a menor perda de carga possível, utilizando mangas ultra antiaderentes sob a maior intensidade de limpeza possível. A Fig. 2 - c) representa este tipo de operação, onde o somatório de perdas de carga P2 é menor que a perda de carga de projeto PPROJETO, resultando assim, numa vazão de captação V2 maior que a vazão de projeto VPROJETO. De fato, quanto maior a vazão, CONTROLE DO AR Crédito: Divulgação Fig. 3: a) Abrasão na manga por excesso de velocidade do gás; b) descosturamento do tampão por fricção entre mangas devido à movimentação das gaiolas dada a alta velocidade dos gases no filtro; c) arraste de fagulhas devido ao excesso de captação, gerando assim furos na manga; d) passagem de particulado através do elemento filtrante; e) e f) furo no duto por excesso de velocidade de transporte melhor será a captação; contudo, muitos problemas de MANUTENÇÃO e ESTABILIDADE de operação acontecerão. Se o particulado for abrasivo, ele pode produzir o mesmo efeito que um jato de granalha, desbastando e até furando os dutos, principalmente nas mudanças de direção ou junções dos mesmos, vide Fig.3 e) e f). Além disso, em se tratando de filtração em profundidade como a produzida por mangas constituídas de não-tecido tipo feltro agulhado é fundamental a existência de pré-capa de particulado para obtenção de uma boa filtração de particulados com baixa granulometria. Um excesso de limpeza pode dificultar sobremaneira esta formação de pré-capa levando a uma ineficiência de filtração para as frações mais finas de particulado (normalmente abaixo de 25µm). Medição e Controle da Perda de Carga do Filtro Como é possível observar, pelo acima exposto, tanto o excesso de 36 | Meio Filtrante |Março/Abril 2007 captação, como a falta de captação, gerada por falta ou excessiva perda de carga no filtro de mangas são bastante problemáticos. Desta forma, o sistema de limpeza deve ser regulado para obtenção de uma perda de carga próxima da perda de carga de projeto. Tipicamente tem sido verificado um bom desempenho se a operação do filtro é mantida na faixa de ±10% da Perda de Carga de Projeto. Normalmente, o filtro de mangas partido com um jogo novo de mangas filtrantes, apresenta uma perda de carga de 5 a 15mmCA, a qual sobe na medida da saturação com pó dos elementos filtrantes. Ao receber a limpeza por ar com- primido esta perda de carga baixa um pouco, em geral não mais que 50mmCA, subindo gradualmente em seguida, até a ocorrência do próximo pulso de limpeza, vide Fig.4. A condição de Alarme pode variar de filtro para filtro, dependendo das características intrínsecas do processo de filtração; contudo, na maioria dos casos, pode ser adotado o critério estabelecido na Fig.4. Isso significa que, se o filtro operar por alguns dias numa condição acima do limite de alarme, há um elevado risco de entupimento irreversível das mangas filtrantes. Para Filtro Jato Pulsante, estas regulagens são tipicamente: pressão de limpeza, intervalo e duração dos pulsos de ar comprimido. Estes pulsos são aplicados em válvulas diafragma (ou solenóide), vide Fig.5, através de um controlador apropriado. No exemplo da Fig.5, uma duração de pulso elétrico de 200ms aplicada em uma válvula Renner de ø 1 ½”, conectada a um reservatório de ar de 511L e a 5 bar de pressão, gera uma vazão de ar total de 360NL/pulso (Normal Litro por pulso, ou seja 360L nas Condições Normais de Temperatura e Pressão - CNTP). A duração do pulso é definida pela vazão de ar necessária para limpar as mangas em cada pulso Fig. 4: Evolução da Perda de Carga do Filtro em função do tempo Fig.5: Curvas de vazão medidas com ar comprimido para Válvula Renner ø1 ½” para diferentes pressões e durações de pulso usando um reservatório de ar comprimido de 511L. A pressão de limpeza é definida pelo fabricante do filtro e pela construção do elemento filtrante. Por exemplo, é usual utilizar pressões de até 6 bar para mangas em não-tecido, bem como pressões de até 4,5bar para mangas em tecido de fibra de vidro de limpeza, ou seja, quanto maior for a área filtrante para ser limpa por uma válvula, tanto maior deverá ser a vazão para esta limpeza. Outros fatores como facilidade de aglomeração e distribuição granulométrica do pó, bem como, sua concentração nos gases sujos pode influenciar para definição de uma vazão um pouco maior do que a definida pelo critério do parágrafo anterior. Por fim, válvulas com pequeno coeficiente de vazão (Cv ou Kv) demandam o uso de uma duração de pulso maior para obter a mesma taxa de consumo por pulso demandada conforme os critérios acima expostos. O controle das válvulas pode ser feito através de dois métodos: * por Demanda de Tempo; * por Demanda de Pressão. No primeiro, o controlador aciona uma por uma das válvulas em seqüência por tempo indeterminado, ou seja, enquanto estiver energizado. Desta forma, o sistema de limpeza é acionado independentemente se as mangas estão precisando de limpeza devido a um alto valor de perda de carga ou estão praticamente limpas devido a pouca quantidade de particulado nos gases filtrados. No segundo, método de limpeza por Demanda de Pressão, o usuário pré-define no controlador a pressão a partir da qual, deve ser iniciado o sistema de limpeza, bem como a pressão abaixo da qual ele deve ser desativado. Crédito: Divulgação Crédito: Divulgação Fig.6: Alguns modelos de Válvulas Renner com conexão tipo rosca e tipo baioneta (engate rápido) Fig.7: Linha de Controladores para válvulas integrais: ECO para limpeza por demanda de pressão (Economizador) ou tempo e GC para limpeza exclusivamente por demanda de tempo Março/Abril 2007| Meio Filtrante | 37 CONTROLE DO AR Com este tipo de operação, o sistema de limpeza só é ativado se a perda de carga do filtro estiver alta, gerando assim, períodos de ativação e inativação. Pois a razão entre o tempo de inativação da limpeza em relação ao tempo total em que o aparelho poderia estar ativo se limpasse por demanda de tempo corresponde ao Percentual de Economia de ar comprimido. Por esta razão, os controladores de válvulas que operam por demanda Tab.2: Quadro comparativo dos Controladores de Filtros de mangas Crédito: Divulgação Fig.8: Linha de Controladores para válvulas remotas. Todos são economizadores 38 | Meio Filtrante |Março/Abril 2007 Fig.9: Conexão típica do Pilot-Box com as válvulas de imersão no reservatório de ar comprimido de pressão são chamados de Economizadores. A grande vantagem dos Economizadores tipo Ecoserial é que apenas um par de fios sai do controlador em direção aos Pilot-Boxes, os quais são ligados em série e devem ficar o mais próximo possível das válvulas. Devido à montagem em monobloco dos solenóides, bem como devido ao acionamento somente pneumático das válvulas, este tipo de configuração além de prática, também é destinada a sistemas de despoeiramento onde haja risco de explosão. Principalmente nos casos dos filtros de mangas que param diariamente, algumas vezes, tem sido verificada uma operação com alta perda de carga logo na partida do filtro, ou seja, uma perda de carga muito maior que a medida antes do desligamento do filtro. Isso se deve a aglomeração do particulado, ainda existente nas mangas, proporcionada pela condensação do orvalho durante a parada do filtro. Para evitar isso, deve ser feita a Limpeza em Off-Line, ou seja, limpeza das mangas após o desligamento do ventilador (Limpeza Pós-Parada) ou limpeza das mangas da câmara isolada com dumpers durante alguns ciclos completos. Um Ciclo Completo de Limpeza é definido como o intervalo de tempo entre acionar a limpeza de uma válvula e voltar Fig.10: Identificação dos parâmetros do Ecomatic e do comportamento da perda de carga do filtro em função do tempo sob limpeza SEM a Função Pós-Parada Tab.3: Procedimento operacional de parada e partida de Filtros de Mangas Legenda: Fig.11: Identificação dos parâmetros do Ecomatic e do comportamento da perda de carga do filtro em função do tempo sob limpeza COM a Função Pós-Parada O “X” define que equipamentos devem estar em funcionamento no momento da execução da etapa (linha) do procedimento. GERAÇÃO DE PÓ = Ativação da geração de pó (moagem, calcinação, secagem, despoeiramento simples, etc.) diferente da geração de pó proveniente do Forno ou Caldeira. FORNO = Ativação do Forno ou Caldeira caso exista. PRÉ-CAPA = Injeção do pó escolhido para fazer a pré-capa. VENTILADOR = Ativação do Ventilador do Sistema. LIMPEZA = Ativação do Sistema de Limpeza do filtro e de suas Válvulas de Descarga (válvula rotativa, duplo-pêndulo e/ou rosca transportadora). Se estas válvulas não forem ativadas concomitantemente com o sistema de limpeza, poderá haver grave entupimento das mesmas. CONTROLE DO AR a acionar a mesma válvula. De uma forma geral, já foi possível elaborar um procedimento operacional geral para a partida e parada de filtros de mangas, o qual já foi testado com sucesso nos mais variados processos industriais. Conclusão Em geral a vida útil de um elemento filtrante está entre 1 a 2 anos de uso. Contudo, se for necessária a troca de mais de 30% das mangas falhas antes de um ano, é um sinal de alerta indicando que algo precisa ser melhorado no Sistema de Despoeiramento. Como têm sido abordados em outros artigos, estes problemas podem ser provenientes do Projeto do Filtro, Especificação das Mangas, Manutenção e/ou Operação do Filtro. No que tange a Operação do filtro, foi visto neste artigo os benefícios para todo o sistema de despoeiramento da operação do filtro numa perda de carga estável e num valor de acordo com o Projeto. Isso pode ser obtido com a Limpeza por demanda de Pressão, a qual, também permite a economia do “Nos casos dos filtros de mangas, alguma vezes tem sido verificada uma operação com alta perda de carga logo na partida do filtro” ar comprimido de limpeza das mangas. Por conseguinte, com menos pulsos de limpeza por mês, menos fadiga mecânica e maior vida útil será obtida no jogo de mangas. Contudo, existem outros instrumentos para monitoramento de filtros que também contribuem significativamente para otimização de sua performance, como: medidores de vazão, temperatura, emissão de pó e umidade. Os problemas que podem ser diagnosticados através destes instrumentos serão tema de um futuro artigo. Justamente por não abranger todas as possibilidades, as técnicas apresentadas devem ser complementadas, de preferência, com soluções específicas para cada caso obtidas pela técnica de Avaliação de Processos, desenvolvida pelo Eng.Tito A Pacheco, de forma a abranger também as demais causas de falha além da operação do filtro. Com isso, é eliminada a perda de tempo e dinheiro na busca de soluções por tentativa e erro, seja devido a trocas de fornecedores e produtos, ou devido a alterações indevidas no Sistema de Despoeiramento. Esta técnica alia os Recursos de Simulação Computacional, tanto em termos de balanços de massa e de energia, como em termos de CAE para estudo da evolução dos gradientes de vazão, temperatura e pressão por análise de elementos finitos dentro dos equipamentos e dutos, à experiência prática na Solução de Problemas de centenas de Sistemas de Filtração nos mais diversos processos industriais. RMF Tito A. Pacheco é Engenheiro Químico formado na UFRGS. Foi responsável pela Engenharia da Renner Têxtil Ltda. 1997 e é especialista em Tecnologia e Serviços de P&D em Sistemas de Despoeiramento e Controle Químico da poluição atmosférica industrial. Atualmente é diretor da Vortex Consultoria Industrial. Contato: (51) 99 64 63 62 / 32 76 70 76 [email protected] 40 | Meio Filtrante |Março/Abril 2007
Download