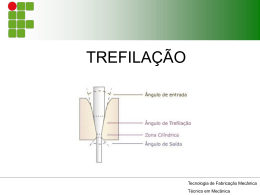
Trefilação • O processo de trefilação é a deformação mecânica de um metal através da passagem do material por uma matriz de formato cônico, diminuindo a seção do material, sem perda nem adição do metal. • Ou seja os volumes são constantes, durante a trefilação, ocasionando aumento de comprimento. Trefilação • É um dos processos de conformação mecânica semelhante ao processo de extrusão onde um material é forçado a passar através de uma matriz para ter seu diâmetro reduzido e seu comprimento aumentado. • Neste caso o material é puxado e não empurrado. Trefilação • A trefilação, também conhecida como estiramento é normalmente realizada a frio. • É um processo utilizado para a fabricação de fios, arame e tubos (seções muito menores que o comprimento). Trefilação • Os produtos são classificados em barra, tubo e arame ou fio. • As barras finas são denominadas de arames ou fios. • Em geral a denominação de arame é para fins mecânicos e fio no caso de fins elétricos. • A velocidade de trefilação pode variar conforme o equipamento e tipo de material. Trefilação • • • No século XIV, Rudolph de Nuremberg desenvolveu o primeiro equipamento mecânico industrial para trefilação. De 1850 a 1870 em razão da difusão do telégrafo e a consequente demanda por fios condutores, a trefilação teve um grande avanço. Os produtos são fios, barras, tubos e perfis diversos. Em geral, a trefilação é realizada a frio com pequenas reduções de seção por passe, diminuição da ductilidade e aumento da resistência mecânica. Trefilação • A qualidade superficial e dimensional do material trefilado é excelente com propriedades mecânicas controladas por meio da redução de área, tratamentos térmicos e recozimento intermediários. • Os principais fatores que influenciam o processo são os esforços predominantes de compressão indireta, o atrito na fieira e a lubrificação. Efeitos da Trefilação • Durante a trefilação o material é submetido à ação de esforços de compressão, resultantes da reação do material metálico com as paredes da matriz, ou seja é um processo de compressão indireta. • Durante esta compressão indireta ocorre o “encruamento”, que é o afinamento e alongamento dos grãos cristalinos do metal. • Por consequência ocorre o aumento da resistência mecânica. Efeitos da Trefilação • As propriedades mecânicas do material aumentam durante a trefilação, porem o material perderá dutilidade e gerará tensões internas, podendo chegar a ruptura, porque quanto maior a redução de área o limite de escoamento aproxima-se da tensão de ruptura. Efeitos da Trefilação • Para que se possa dar continuidade a deformação por trefilação poderá haver necessidade de tratamentos térmicos, que promovem a recristalização do material e permitem novas deformações a frio. Efeitos da Trefilação • Durante a trefilação ocorre atrito entre fio e fieira; entre fio e volantes; entre fio e polias guias, etc... • O atrito é a resistência ao movimento relativo de dois corpos em contato direto. • O atrito gera aquecimento e desgaste das superfícies, devido a influência da rugosidade inerente aos materiais. Efeitos da Trefilação • O atrito que ocorre na interface entre os metais, quando ocorre o processo de trefilação dependem de diversos fatores, entre eles: • Geometria da Fieira • Propriedades do lubrificante • Características do material trefilado • Microestrutura dos materiais • Eventuais reações químicas. Efeitos da Trefilação • Os esforços de trefilação podem ser decompostos em: • Tensão de tração no sentido do deslocamento do material trefilado • Tensões de compressão, exercidas no sentido radial, devido a reação das partes cônicas da fieira ao deslocamento do fio • Tensões no sentido longitudinal devido ao atrito entre o fio e as paredes da fieira. Esforços da Trefilação Exemplos de deformação na trefilação Ferramental para trefilação Partes de uma fieira Cálculo de jogos de fieiras • As máquinas atuais já são fornecidas com a relação que deve ser usada entre as fieiras. • Algumas máquinas variam a relação nas etapas da trefilação. • Portanto, é necessário conhecer o equipamento para otimizar a produtividade com o menor desgaste possível das fieiras e dos volantes. Cálculo de jogos de fieiras • Também é importante verificar a corrente absorvida pela máquina, para que não seja suplantado o limite máximo dos motores. • Para máquinas sem deslizamento é importante otimizar ao máximo as reduções de área, tomando cuidado para não chegar a romper o fio. Cálculo do alongamento (%) Cálculo de redução de área Defeitos em trefilação de alumínio • A trefilação pode causar defeitos no produto, porem muitas vezes a causa é a própria matéria prima. • São defeitos que podem ser causados durante a fundição ou laminação. Estricção • Se a quebra ocorre durante a trefilação as prováveis causa serão: • Lubrificação insuficiente • Lubrificante sujo, viscosidade errada. • Excesso de voltas no volante da trefila • Sulcos nos volantes • Relação de diâmetros dos volantes incorreta • Jogo de fieiras com fieiras com diâmetros excessivos Estricção • Se o fio quebra, simplesmente, porque foi ultrapassada a resistência à tração do material, devido a uma das causas anteriores as duas pontas das extremidades quebradas,apresentam um estrangulamento perto da quebra, com aspecto irregular, conhecido como estricção. Inclusões • Inclusões ocorrem, normalmente durante a laminação, ou mesmo durante a fusão do metal. • Estas inclusões, diminuem a resistência à tração e podem ocasionar quebras durante a trefilação. • Se as quebras persistirem o melhor é trocar a alimentação Inclusões • As inclusões podem ser devido ao óxido de aluminio, que é arrastado da camada protetora do aluminio enquanto líquido. • As inclusões podem ser de elementos de liga, tais como Manganes,Magnésio,etc... Rachadura de bambú • Quebras em que o fio apresenta abertura como “rachadura de bambú”, normalmente são devidas a problemas ocorridos na laminação do produto de alimentação. • Estas falhas podem ocorrer na laminação por concentração de óxidos, ou de elementos de liga ou até mesmo cilindros desgastados ou desajustados. Alinhamento do fio x fieira • Se a parte cilindrica (paralelo) da fieira for muito curto ou se a redução de área for exagerada o fio de entrada poderá entrar na fieira num ângulo não apropriado, causando defeitos no fio, e até mesmo a ruptura. • Outra causa de o fio entrar em ângulo não apropriado é a posição do porta fieira em relação ao volante de trefilação. Alinhamento do fio x fieira • A entrada do fio em ângulo não apropriado resultará numa deformação desproporcional de um dos lados do fio,podendo ocasiona a ruptura do material que está sendo trefilado. • A causa pode estar em fieiras anteriores em relação à fieira onde ocorreu a quebra. • O defeito é conhecido como pata de corvo ou chevron. Fieira quebrada • Deformações similares as anteriores podem ser causadas por defeitos na fieira. • A fieira poderá apresentar superfície deteriorada, ou até mesmo estar quebrada na zona de redução, • O material poderá acumular na parte quebrada da fieira e apresentar defeitos tipo pata de corvo ou chevron, confundindo a avaliação da causa. Trincas internas • A deformação ao longo do fio, com aspecto de “trepidação” poderá ser causada por redução insuficiente em uma das fieiras do jogo. • A fieira esta calculada errada (com baixa redução de área) ou a fieira tem um ângulo excessivamente aberto na zona de deformação. • A ruptura poderá ocorrer nas fieiras seguintes. Trincas internas • As pontas quebradas devem ser analisadas. • Elas se apresentam, normalmente com um furo central de um dos lados e consequentemente com um cone do outro. • São conhecidas como quebra tipo “taçacone”. • Na prática, o cone aponta que a fieira defeituosa é anterior onde ocorreu a quebra. Ranhuras ou dentado • Quando o fio apresenta aspecto “dentado”, normalmente é devido ao acumulo de pó ou partículas do metal que está sendo trefilado, na entrada da fieira. • Este acumulo de metal pode ser devido a: • Entrada da fieira comprido e estreito, • Pó excessivo no lubrificante • Falta de polimento na fieira • Material de entrada soltando pó. Ranhuras ou dentado • O pó do material que está sendo trefilado pode desprender-se e ocasionar aspecto superficial liso em alguns trechos e “dentados” em outros, dificultando a análise do processo. • É importante verificar todas as fieiras do jogo, ainda na máquina, analisando onde ocorre a existência do pó, ou até mesmo pequenas farpas. Problemas de Trefilação • Os problemas de trefilação podem ocorrer ao longo de todo o processo, envolvendo: • Material sendo trefilado • Sistema de desbobinamento • “Caminho”do material a ser trefilado • Volantes com defeitos • Jogo de fieiras incorreto • Recolhimento do material Problemas de Trefilação Quebras de fios • Alimentação “enrosca” durante desbobinamento. • Ranhuras nas polias onde passa o material de alimentação. • “Sulcos “ nos volantes. • Lubrificação insufiente ou inadequada. • Diâmetro incorreto dos volantes de trefilação. • Jogo de fieiras mal calculado. Problemas de Trefilação Riscos no produto • • • • • Ranhuras nos volantes Ranhuras nas guias de trefilação Lubrificação insuficiente Fieira com incrustações Alimentação defeituosa Problemas de Trefilação Fieiras • • • • • • • • Diâmetro incorreto Diâmetro ovalizado Polimento ruim Ângulos não condizentes com o material a ser trefilado Fieiras com”anéis” Eixo da pedra fora do centro em relação a carcaça da fieira Perfil da fieira incorreto Ângulo de saída muito fechado Lubrificantes • Na trefilação o material a ser trefilado entra em contato direto com a ferramenta de deformação. • Este contato gera o atrito, que gera o desgaste da ferramenta e danos ao material a ser trefilado. Lubrificantes • Para aliviar os efeitos do atrito utilizase lubrificantes. • A função básica do lubrificante é estar entre a superfície do material a ser trefilado e a fieira, minimizando os efeitos do atrito. • Outra função do lubrificante é o de remover o calor gerado durante a trefilação. Lubrificantes • O lubrificante forma uma película entre os materiais. • Esta película dever ser forte o suficiente para suportar o calor gerado e a pressão de trefilação. • Na verdade é o lubrificante quem trefila o material. Lubrificantes • Os lubrificantes emulsionáveis tem sido utilizados em trefilação de fios finos e podem ser de origem vegetal ou mineral. • Estes lubrificantes são excelentes removedores de calor. • A vazão deve ser elevada e as fieiras devem ser controlados, frequentemente, quanto ao desgaste. • Quanto a concentração, cada caso deve ser estudado para obter melhor custo/benefício. Lubrificantes • • • • • • • A escolha do lubrificante depende: Do equipamento a ser usado Do sistema de filtragem Do tipo de fieira Do diâmetro desejado Da velocidade de trefilação Do sistema de arrefecimento Filtração • Todo processo de trefilação gera, em maior ou menor quantidade, diminutas partículas derivadas do material que está sendo trefilado e de óxidos provenientes do mesmo. • Estas partículas e/ou óxidos devem ser retirados, dentro do possível, do lubrificante. Filtração • Estas partículas/óxidos tendem a aumentar continuamente e podem gerar problemas, tais como: • Riscos no material • Desgaste prematuro das fieiras • Obstrução na entrada da fieira • Incrustações no produto trefilado • Vida útil do lubrificante Filtração • É muito importante reduzir a concentração destas impurezas no lubrificante. • Elas causam perdas, tais como: • Redução de velocidade • Aumento de quebras • Vida útil do lubrificante • Vida útil das fieiras • Vida útil dos volantes Tratamento Térmico • Defeitos por tratamento térmico pode vir a ocorrer, por exemplo, se a temperatura de recozimento for muito alta os grãos podem crescer exageradamente e o material tornarse frágil, quebradiço. • Para tratamentos de ligas é necessário especial atenção na temperatura e tempo, para obtenção de bons resultados Bibliografia • • • • • • • Conformação Plástica dos metais. Prof. Willy Ank de Morais – Engenharia de Produção e Mecânica da UNISANTA. Conformação Mecânica – Prof. André Itman Filho – Engenharia Metalurgia e Materiais da IFES. Processos Mecânicos e metalurgicos de Fabricação – Prof. Vinicius Torre Lima – Engenharia Mecânica – FESURV. Trefilação de Aluminio e suas Ligas – Afrânio F. da Silva. Technical Conform- Dalian Konform Techical Co. Ltda Instituto Federal de Santa Catarina Esteves S.A. – Fabricante de Fieiras Produtec S/C Ltda. • Contato: Eng. Maurício Sant’Ana • Tel.: 0xx11 996516413 • E-mail: [email protected]
Download