ESTUDO COMPARATIVO POR OTIMIZAÇÃO TERMOECONÔMICA DE
SISTEMAS DE SEPARAÇÃO DE GÁS CARBÔNICO POR MEMBRANAS EM
PLATAFORMAS DE PETRÓLEO
Leonardo Toscano
Dissertação
de
Mestrado
apresentada
ao
Programa de Pós-graduação em Engenharia
Mecânica, COPPE, da Universidade Federal do
Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de Mestre em
Engenharia Mecânica.
Orientador:
Rio de Janeiro
Abril de 2015
Manuel Ernani de Carvalho Cruz
ESTUDO COMPARATIVO POR OTIMIZAÇÃO TERMOECONÔMICA DE
SISTEMAS DE SEPARAÇÃO DE GÁS CARBÔNICO POR MEMBRANAS EM
PLATAFORMAS DE PETRÓLEO
Leonardo Toscano
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA MECÂNICA.
Examinada por:
________________________________________________
Prof. Manuel Ernani de Carvalho Cruz, Ph.D.
________________________________________________
Prof. Marcelo José Colaço, D.Sc.
________________________________________________
Prof. Su Jian, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
ABRIL DE 2015
Toscano, Leonardo
Estudo comparativo por otimização termoeconômica de
sistemas de separação de gás carbônico por membranas em
plataformas de petróleo / Leonardo Toscano. – Rio de Janeiro:
UFRJ/COPPE, 2015.
IX, 100 p.: il.; 29,7 cm.
Orientador: Manuel Ernani de Carvalho Cruz
Dissertação (mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2015.
Referências Bibliográficas: p. 97-100.
1. Otimização Econômica. 2. Sistema de separação por
Membranas. 3. CO2. 4. Evolução diferenciada. 5. Enxame de
partículas. I. Cruz, Manuel Ernani de Carvalho. II. Universidade
Federal do Rio de Janeiro, COPPE, Programa de Engenharia
Mecânica. III. Título.
iii
Dedico
A Deus, e Jesus Cristo.
À minha família.
iv
AGRADECIMENTOS
Em primeiro lugar, agradeço a Deus, pelo dom da Vida Eterna e por guiar pelo
caminho da sabedoria e da paz.
À Universidade Federal do Rio de Janeiro e ao Programa de Engenharia
Mecânica da COPPE pela oportunidade de realização desse mestrado.
Ao meu orientador, Prof. Manuel Ernani de Carvalho Cruz pela confiança em
mim depositada, pela sua disposição em ajudar e guiar frente aos obstáculos, pelo seu
bom humor e amizade. A todos os professores e funcionários do Departamento de
Engenharia Mecânica que contribuíram na formação acadêmica e na elaboração desse
trabalho. Aos amigos e demais colegas de pós-graduação em Engenharia Mecânica,
pelo espírito de grupo ao longo dos anos de árduo estudo.
À Petrobras, em especial aos colegas da gerência de Facilidades de Produção,
pelo apoio e incentivo incessante para a realização desse trabalho.
À minha família, que apoiou de forma incondicional, meus pais Angelo e
Marília, que me guiaram ao longo da mais longa jornada, a vida. A minha irmã mais
nova Clarissa, que incentivou para que eu buscasse sempre crescer. Especialmente, a
minha esposa Christiane, que nos últimos anos compartilhou comigo tanto os melhores
quanto os mais difíceis momentos, com fé e perseverança.
A esses, meu muito Obrigado.
v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ESTUDO COMPARATIVO POR OTIMIZAÇÃO TERMOECONÔMICA DE
SISTEMAS DE SEPARAÇÃO DE GÁS CARBÔNICO POR MEMBRANAS EM
PLATAFORMAS DE PETRÓLEO
Leonardo Toscano
Abril/2015
Orientador:
Manuel Ernani de Carvalho Cruz
Programa: Engenharia Mecânica
Este trabalho apresenta um estudo comparativo por otimização termoeconômica
entre cinco configurações de módulos de separação de CO2 por membranas. O estudo é
conduzido através de métodos de otimização heurísticos para a obtenção de cada
solução ótima. Dois métodos são utilizados de modo a verificar a exatidão dos
resultados, enxame de partículas e evolução diferenciada. As funções objetivos adotadas
nesse estudo são o custo de investimento, CAPEX, e o valor presente líquido, VPL. A
função CAPEX leva em conta os custos direto e indireto de aquisição de cada
equipamento instalado, a contingência e os impostos. A função VPL considera o custo
de investimento, o custo de operação, a depreciação, a receita, os impostos e a taxa de
juros.
Cada problema de otimização termoeconômica é resolvido através do uso de um
programa de simulação de processos, responsável pela modelagem termodinâmica de
todo o sistema de separação, de uma planilha eletrônica, responsável pela modelagem
econômica, e por um código computacional próprio, responsável pelo algoritmo de
otimização. A vazão e a composição da carga processada pela unidade são variadas a
cada ano de acordo com uma curva de produção prescrita. A concentração molar de
dióxido de carbono é limitada ao máximo de 3%. A corrente rica em CO2 está sujeita ao
limite de capacidade da unidade de compressão a jusante. Os resultados obtidos são
utilizados para analisar crítica e comparativamente o potencial de uso de cada uma das
cinco configurações.
vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
COMPARATIVE STUDY THROUGH THERMOECONOMIC OPTIMIZATION OF
CARBON DIOXIDE SEPARATION SYSTEMS BY MEMBRANES IN OFFSHORE
OIL PRODUCTION UNITS
Leonardo Toscano
April/2015
Advisor:
Manuel Ernani de Carvalho Cruz
Department: Mechanical Engineering
This work presents a comparative study by thermoeconomic optimization of five
configurations of CO2 separation units by membranes. The study uses heuristic
optimization methods to achieve the optimal solution of each configuration. Two
optimization methods are used in order to confirm the accuracy of the results, particle
swarm and differential evolution. The objective functions adopted in this study are the
investment cost, CAPEX, and the net present value, NPV. The CAPEX function takes
into account the direct and indirect acquisition costs of equipment, contingency and
taxes. The function NPV considers the investment cost, operating cost, depreciation,
revenue, taxes and interest rates.
Each thermoeconomic optimization problem is solved using a process simulation
program, responsible for the thermodynamic model, an electronic spreadsheet,
responsible for the economic model, and a customized computer code, responsible for
the optimization algorithm. The material flow and the composition processed by the unit
change each year according to a prescribed production curve. The carbon dioxide molar
concentration is limited to a maximum of 3%. The CO2 rich stream is subject to the
capacity of the compression unit downstream. The results are used to analyze critically
and comparatively the potential use of each of the five settings.
vii
Sumário
CAPÍTULO 1
INTRODUÇÃO
1
1.1
DESCRIÇÃO DO TRABALHO
1
1.2
MOTIVAÇÃO
1
1.3
ORGANIZAÇÃO DA DISSERTAÇÃO
2
CAPÍTULO 2
2.1
2.2
REVISÃO DA LITERATURA
3
OTIMIZAÇÃO DE SISTEMAS DE SEPARAÇÃO DE CO2 POR
MEMBRANAS
3
MÉTODOS DE OTIMIZAÇÃO TERMOECONÔMICA
5
CAPÍTULO 3
DESCRIÇÃO DO SISTEMA
8
3.1
SEPARAÇÃO PRIMÁRIA DE PETRÓLEO
8
3.2
PROCESSO DE SEPARAÇÃO DE CO2
10
3.3
O SISTEMA DE MEMBRANAS
13
3.4
DESCRIÇÃO DOS SISTEMAS ANALISADOS
17
CAPÍTULO 4
4.1
METODOLOGIA
30
MODELAGEM ECONÔMICA
30
4.1.1
CUSTO DE INVESTIMENTO
30
4.1.2
CUSTO DE PRODUÇÃO
33
4.1.3
RECEITA
35
4.1.4
DISPONIBILIDADE
36
4.1.5
VALOR PRESENTE LÍQUIDO
36
4.2
4.2.1
MODELAGEM DE PROCESSO
38
MODELAGEM DA CORRENTE DE
ALIMENTAÇÃO
38
4.2.2
MODELAGEM DA MEMBRANA
39
4.2.3
MODELAGEM DO COMPRESSOR
42
4.2.4
MODELAGEM DOS TROCADORES DE CALOR
46
4.2.5
MODELAGEM DOS VASOS DE PRESSÃO
47
4.2.6
FERRAMENTAS COMPUTACIONAIS
48
viii
4.3
MÉTODOS DE OTIMIZAÇÃO
50
4.3.1
EVOLUÇÃO DIFERENCIADA
51
4.3.2
ENXAME DE PARTÍCULAS
52
4.3.3
FUNÇÕES OBJETIVO
53
4.3.4
VARIÁVEIS DE DECISÃO
55
4.3.5
RESTRIÇÕES
56
4.3.6
AVALIAÇÃO DOS PARÂMETROS UTILIZADOS E
CRITÉRIOS DE CONVERGÊNCIA
4.4
ESTUDO DE CASO DE REFERÊNCIA
CAPÍTULO 5
RESULTADOS E ANÁLISE
5.1
COMPARAÇÃO DOS TEMPOS COMPUTACIONAIS
5.2
ANÁLISE DA CONVERGÊNCIA ENTRE OS RESULTADOS DOS
59
63
68
68
DIFERENTES MÉTODOS DE OTIMIZAÇÃO
71
5.3
COMPARAÇÃO ECONÔMICA – CAPEX
76
5.4
COMPARAÇÃO ECONÔMICA – VPL
81
5.5
COMPARAÇÃO – CAPEX VERSUS VPL
89
CAPÍTULO 6
CONCLUSÕES
92
6.1
SÍNTESE DOS RESULTADOS
92
6.2
CONCLUSÕES
92
6.3
CONTRIBUIÇÕES
95
6.4
SUGESTÕES PARA TRABALHOS FUTUROS
95
CAPÍTULO 7
REFERÊNCIAS BIBLIOGRÁFICAS
ix
97
CAPÍTULO 1
1.1
INTRODUÇÃO
Descrição do trabalho
Esse trabalho busca otimizar economicamente o problema da separação do
dióxido de carbono (CO2) do gás natural, mistura essa originada da corrente gasosa do
processo de separação primária de óleo e gás de uma plataforma de petróleo.
A análise econômica inclui como uma das restrições a variação temporal da
vazão e composição da corrente de alimentação e inclui também a limitação de
capacidade da unidade de recompressão da corrente de CO2 para posterior reinjeção no
reservatório. Na elaboração do estudo são considerados os custos de investimento e
operação bem como a receita com a venda do gás natural produzido.
O problema termoeconômico é solucionado através de métodos heurísticos de
otimização. Ao final, o resultado ótimo de diversas configurações é comparado com os
demais em termos de custo de investimento e valor presente liquido.
1.2
Motivação
Após a descoberta da fronteira petrolífera do pré-sal, em 2009, o Brasil deparou-
se com uma grande oportunidade e, também, com grandes desafios. Testes indicavam
vazões potenciais de 15 a 50 mil barris de óleo por dia e a presença de 8 a 12% de CO2
no gás associado (LIMA, 2009). Os poços em operação no pré-sal, como os do Campo
de Lula, têm atingido tal volume no pico de produção, mas mantido média de 20 mil a
25 mil barris diários (DURÃO, 2013).
As concentrações de 8% a 12% de CO2 no gás associado do pré-sal são muito
maiores que em outros campos petrolíferos. Nos demais campos brasileiros, a
concentração média é de 5%. Estimativas apontam, somente nas áreas de Tupi e Iara, a
existência de 3,1 bilhões de toneladas de CO2 (LIMA, 2009). O autor afirma que a
reinjeção é viável e seu emprego se justifica pelo grande passivo ambiental que seria
gerado caso o CO2 fosse liberado. Ainda segundo ele, dentro de alguns anos, será
socialmente inaceitável lançar tamanha quantidade de carbono na atmosfera.
1
Outro aspecto igualmente importante é a redução de custos na fase de produção
de petróleo. Um dos objetivos de uma empresa de exploração e produção é reduzir o
custo total para extração de petróleo e gás. Sendo necessário focar não apenas na área de
Exploração, mas principalmente na área de Produção.
A solução tecnológica que tem preponderado nas plataformas de petróleo
construídas para a exploração do pré-sal é a de separação de CO2 por membranas com
posterior reinjeção do dióxido de carbono. Nesse sentido, aliando a necessidade de
destinação do CO2 associado ao gás natural e o objetivo de redução de custos para a
produção de petróleo, torna-se apropriado o estudo de otimização de custos para um
sistema de separação de CO2 através de membranas.
1.3
Organização da Dissertação
No capítulo 2 é apresentada a revisão da literatura onde se expõe e analisa
algumas das contribuições na área de estudos econômicos de separação por membranas
de CO2 e outros produtos. Os estudos são realizados através de análises comparativas de
casos e diferentes processos de otimização.
O capítulo 3 apresenta uma visão geral do processo de separação primária de
óleo. Expõe ainda as vantagens e desvantagens do uso de membranas quando
comparado a outras tecnologias de separação de CO2. E, por fim, apresenta as diferentes
configurações que são analisadas nesse trabalho.
O capítulo 4 apresenta a metodologia utilizada ao longo da dissertação.
Primeiramente é apresentada a modelagem econômica do problema. A seguir, descrevese a modelagem dos equipamentos e o software comercial de simulação de processos.
Posteriormente, apresenta-se os métodos de otimização empregados, evolução
diferenciada e enxame de partículas. Em seguida, é realizada uma avaliação dos
parâmetros utilizados em cada métodos. Por fim, um caso de referência é apresentado.
No capítulo 5 são apresentados resultados comparativos dos métodos de
otimização, enxame de partículas e evolução diferenciada. Posteriormente, é realizada a
comparação e análise dos resultados para cada uma das configurações estudadas,
considerando as diferentes funções objetivo, custo de investimento e valor liquido
presente.
O capítulo 6 traz as conclusões, contribuições e sugestões de trabalhos futuros.
2
CAPÍTULO 2
REVISÃO DA LITERATURA
Neste capítulo é apresentada uma síntese dos trabalhos pesquisados que serviram
de referência para o desenvolvimento dessa dissertação, e os resultados mais recentes na
área de otimização de sistemas de separação por membranas, e de métodos de
otimização econômica. Esta revisão abrange estudos comparativos de configurações e
tecnologias finitas, de análise de sensibilidade, bem como, estudos de otimização para
multiconfigurações.
2.1
Otimização de sistemas de separação de CO2 por membranas
BHIDE e STERN (1993) realizaram estudos econômicos, através de um método
de malhas, em sete configurações diferentes com um, dois e três estágios de membranas,
com arranjos em série ou cascata (para melhor entendimento da nomenclatura veja 3.4
Descrição dos sistemas analisados). Os autores otimizaram variáveis como vazão de
reciclo e pressões de correntes de modo a obter o menor custo de separação para
composições de gás natural com 5% a 40% de CO2.
BHIDE e STERN (1993) realizaram também a análise de sensibilidade para
diferentes variáveis de decisão, onde se destaca o fato de que dependendo da função
objetivo, como por exemplo o custo de separação, diversas configurações com reciclo
tendem para valores nulos de vazão, se igualando a configurações sem reciclo. Os
autores também mostraram a influência da concentração de CO2 do gás de alimentação
no custo de separação, e, também, a influência da vazão de reciclo e da taxa de
recompressão entre estágios da membrana.
Como conclusão, levando em consideração os parâmetros econômicos e de
contorno estipulados no problema analisado por eles, evidenciaram que o processo de
separação por membranas em estágio único em série com dois outros estágios em
cascata apresenta os melhores resultados.
O trabalho de BHIDE e STERN (1993) é usado como referência para o trabalho
de QI e HENSON (2000) onde foi realizado um estudo de otimização para uma mistura
de gases através da programação MINLP (mixed-integer nonlinear programming), com
3
até três estágios de membranas. Nele, o projeto do sistema de separação é dividido em
dois subproblemas: a seleção da configuração da planta e a determinação das condições
de operação de cada configuração. QI e HENSON (2000) concluem que, no problema
analisado, a configuração de dois estágios em série com reciclo seguido da
recompressão da corrente de CO2 tem o menor custo anual de processamento.
SPILLMAN (1995) mostrou em seu trabalho que configurações com dois e três
estágios são mais econômicas que de estágio único. Para aplicações onde o permeado
deva ser recomprimido, por exemplo em sistemas com Enhanced Oil Recovery (EOR),
o autor descreve como o mesmo pode ser gerado a diferentes pressões em um sistema
de dois estágios em série de modo a minimizar os custos de recompressão.
Em seu trabalho, SPILLMAN (1995) realiza diversas análises de sensibilidade
relacionando a área de membrana, a taxa de recuperação de metano, as pressões de
alimentação e de permeado, demonstrando entre outras coisas que o aumento na pureza
do produto está diretamente relacionado com o custo do empreendimento. Ainda
justificando, sob certas circunstâncias, a recompressão de correntes intermediárias entre
estágios de membrana, citando como exemplo o aumento da taxa de recuperação de
metano num sistema de dois estágios em cascata com reciclo seguido de recompressão
da corrente de CO2.
Por fim, SPILLMAN (1995) ressalta que a análise de comparação econômica de
diferentes configurações de processo depende demasiadamente das condições
específicas de cada empreendimento e não é facilmente extensível para outros cenários.
DATTA e SEN (2006) também realizaram um estudo de otimização econômica
para até três estágios de membrana, com restrição de 2% molar de CO2 na corrente de
retentado. Para o processo de otimização do custo de processamento, usam o método
BFGS (Broyden-Fletcher-Goldfarb-Shanno). Concluem, ao contrário de trabalhos
anteriores, que não existe uma única configuração que seja ótima para todo o espectro
de concentração de CO2 no gás de alimentação ou preço do gás natural. Contudo, para
certas faixas de concentração de CO2 e preço do gás natural, uma configuração
específica pode se apresentar como ótima. Também mostraram que não há diferença
significativa de custo para configurações ótimas de dois ou três estágios e a seleção
ideal passa a ser uma decisão de projeto de engenharia.
Ao analisar a bibliografia, observa-se que, em comum, na maioria dos estudos, a
parcela de hidrocarbonetos arrastada junto com a corrente de permeado é considerado
uma perda de receita, pois tem como destinação normalmente a queima na tocha.
4
Contudo, nesse trabalho, esses hidrocarbonetos, agregados a corrente rica em dióxido de
carbono, têm como destino o reservatório original, funcionando como um grande
reciclo, e não podem ser considerados como perda, uma vez que serão reaproveitados
em um momento posterior. Ao contrário dos outros trabalhos que buscam otimizar o
custo marginal de produção em base volumétrica normalizada, a corrente de retentado é
considerada como receita de modo a verificar o potencial ganho com o incremento do
poder calorífico do hidrocarboneto purificado.
De forma geral, observa-se na literatura que não há uma configuração ótima
única para todas as diferentes aplicações. De fato, o processo de seleção da
configuração ótima, depende das restrições de processo, das variáveis econômicas e da
função objetivo. Esse estudo pode ser considerado uma complementação dos estudos já
previamente mencionados, com singularidades na formação da composição temporal da
corrente de alimentação, nas restrições impostas pelo sistema de recompressão e na
determinação da função objetivo, contribuindo para o aprimoramento dos custos
envolvidos na análise econômica.
Observa-se que apesar do tema de separação de CO2 por membranas ser bastante
atual, não se encontra trabalhos relacionado à análise de otimização econômica de
sistemas de separação por membrana desde DATTA e SEN (2006). Não foram
identificados trabalhos de otimização termoeconômica com as características desse
trabalho. Nos anos recentes, a literatura focou em trabalhos comparativos entre
diferentes tecnologias, como AMARAL (2009) e GADELHA (2013).
2.2
Métodos de otimização termoeconômica
Um problema de otimização, em sua forma mais geral, consiste em se
determinar os valores de certas variáveis que levem ao melhor valor de certo aspecto
quantitativo do problema em análise. O aspecto que queremos avaliar normalmente está
definido por meio de um conjunto de equações matemáticas e é chamado de função
objetivo (PADILHA, 2006).
Diversos métodos de otimização foram criados ao longo do tempo. Como
exemplo é possível citar métodos mais rudimentares como a busca exaustiva até
robustos algoritmos híbridos.
5
Com o aumento do número de propostas de novas técnicas de análise e
otimização de sistemas térmicos e a diversidade de sistemas existentes, verificou-se a
dificuldade em se avaliar as características e as limitações de cada uma dessas técnicas
de otimização. Com o objetivo de se ter um padrão mais claro e definido para
comparação desses métodos, em 1990 um grupo de pesquisadores, C. Frangopoulous,
G. Tsatsaronis, A. Valero e M. von Spakovsky (VALERO et al., 1994), decidiram
comparar suas metodologias através de um sistema de cogeração bem definido. Desde
então, esse sistema de cogeração tem sido usado como referência para análise de
metodologias de otimização aplicadas a sistemas térmicos, e recebeu o nome composto
das iniciais de seus mentores: problema CGAM (PADILHA, 2006).
Inúmeros trabalhos foram desenvolvidos a partir do problema CGAM na busca
do desenvolvimento e comparação de métodos de otimização. PADILHA (2006)
promove uma análise comparativa da resolução do problema CGAM através do uso do
método do gradiente, evolucionário e híbrido. SEYYEDI et al. (2010) sugerem um
método iterativo de otimização para grandes sistemas térmicos através da análise
exegética e de sensibilidade, e seus resultados são comparados com o problema CGAM
original. SOLTANI et al. (2014) promovem alterações no problema CGAM de modo a
obter um sistema híbrido solar onde a economia, a termodinâmica e a parcela de
incidência solar são analisadas. Criando assim, um problema de otimização multiobjetivo resolvido com o uso de um algoritmo genético.
Os métodos de otimização baseados nos algoritmos determinísticos – maioria
dos métodos clássicos – geram uma sequência de possíveis soluções requerendo,
normalmente, o uso de pelo menos a primeira derivada da função objetivo em relação às
variáveis de projeto (HOLTZ, 2005). Estes métodos são altamente limitados em
aplicações de funções descontínuas ou multimodais, onde a convergência dos mesmos,
em geral, está condicionada a estimativa inicial considerada e, muitas vezes, se
direcionam para um mínimo local.
O
desenvolvimento
de
computadores
com
maiores
capacidades
de
processamento, conjugado às necessidades de resolução de problemas cada vez mais
complexos, resultaram no desenvolvimento de uma nova classe de métodos de
otimização de sistemas: os métodos evolucionários, de estratégias de busca nãodeterminísticas. Estes métodos baseiam-se na observação do comportamento e na
experiência acumulada de alguns processos, normalmente derivados da natureza.
Diferentemente dos métodos determinísticos, em geral não estão fundamentados em
6
complexos conceitos matemáticos e nem utilizam informação do gradiente da função
objetivo para determinação da direção de procura do procedimento iterativo de
otimização e, por isto, apresentam boas chances de não serem aprisionados em ótimos
locais (PADILHA, 2006).
Diversos são os exemplos de aplicação de métodos não-determinísticos, como
MARIANI et al. (2011) que usam o algoritmo de evolução diferenciada na busca pela
otimização exergoeconomica de um sistema de cogeração e OZCAN et al. (2013) que
utilizam o algoritmo evolução diferenciada e enxame de partículas na busca pelo custo
ótimo de um sistema de resfriamento a ar, e apresenta em seu estudo resultados
comparativos entre os métodos.
O método de evolução diferenciada, desenvolvido por STORN e PRICE (1997),
de acordo com MARIANI et al. (2011), é um dos melhores algoritmos evolucionários e
vem provando ser um candidato promissor na resolução de problemas reais, incluindo
problemas não-lineares, não diferenciáveis e não convexos. É um método baseado na
busca estocástica, apresenta uma estrutura simples, velocidade na convergência,
versatilidade e robustez, necessitando de poucos parâmetros para seu funcionamento. A
maior diferença do método evolução diferenciada para outros algoritmos genéticos
canônicos, é que enquanto nos outros algoritmos a mutação é o resultado de pequenas
perturbações nos genes, na evolução diferenciada ela é fruto da combinação aritmética
de indivíduos. Além disso, ao invés de fazer uso de valores binários para representar os
parâmetros, estes são definidos como varáveis reais ou de ponto variável.
Outro método de otimização não-determinístico largamente difundido é o
enxame de partícula, introduzido por KENNEDY e EBERHART (1995). O método é
inspirado na interação social dos indivíduos que vivem juntos em grupos que se apoiam
e cooperam mutuamente. De acordo com SCHMITT e WANKA (2015), esse método
foi bem sucedido em diversos campos de aplicação. Sua popularização se deve ao fato
de que se por um lado é facilmente implementável e adaptável, por outro mostra boa
performance com bons resultados e rapidez. Em seu estudo eles mostram que o método
com poucas adaptações quase certamente encontrará o ponto ótimo local.
Neste trabalho, opta-se pelo uso de métodos heurísticos de resolução. Dois
métodos foram selecionados para comparação de resultados e da eficácia dos
algoritmos. São eles o método de evolução diferenciada e o método de enxame de
partículas. Os algoritmos foram implementados e validados, levando a obtenção de
resultados aceitáveis quando aplicados a funções matemáticas conhecidas.
7
CAPÍTULO 3
DESCRIÇÃO DO SISTEMA
Neste capítulo é apresentado o processo de separação primária de petróleo onde
se insere o problema analisado, o sistema de separação de CO2. São também citados
diversos métodos de separação de dióxido de carbono através de uma comparação
qualitativa das membranas. Em seguida, é feita uma breve explanação sobre o
funcionamento das membranas. Por fim, são apresentadas as diversas configurações
para o sistema de separação que serão comparadas ao longo desse trabalho.
3.1
Separação Primária de Petróleo
De forma a descrever o sistema em estudo, é conveniente explicar
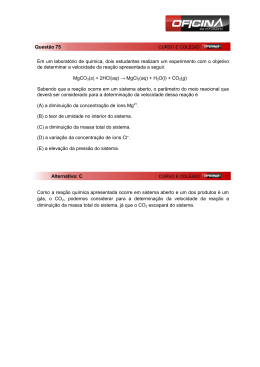
primeiramente o processo de separação primária de uma plataforma de petróleo, onde o
mesmo se encontra inserido, figura 3.1. A explanação é direcionada ao problema
analisado neste trabalho e não pretende exaurir o assunto. SPEIGHT (2014) descreve de
forma aprofundada todo o processo de separação primária de petróleo em ambientes
offshore.
A plataforma de petróleo, responsável pela separação primária do petróleo,
recebe uma corrente de mistura de hidrocarbonetos na fase líquida (óleo), gasosa (gás),
além de água, areia e diversos contaminantes como CO2 e H2S proveniente do
reservatório de petróleo localizado abaixo do leito marinho. Essa corrente é produzida e
transportada através dos poços produtores e risers até a plataforma de petróleo.
Na plataforma de petróleo encontra-se a planta de separação primária, e é nela
que ocorre o processo de separação das correntes de hidrocarbonetos líquidos, água e
gases, além da retirada de contaminantes. O esquema descrito na figura 3.1 mostra na
forma de fluxograma as diversas etapas nesse processo de separação. Destaca-se a
unidade de remoção de CO2 objeto de estudo desse trabalho.
As correntes de gás e óleo são então exportadas através de gasodutos e navios
aliviadores, navios com grande capacidade de transporte de óleo. As demais correntes,
como água e CO2 recebem diferentes destinações como descarte no mar e reinjeção.
Com o objetivo de permitir a melhor compreensão das condições de contorno desse
8
trabalho, destacam-se, a seguir, as correntes de entrada e saída da unidade de remoção
de CO2.
A corrente proveniente da unidade de ajuste de ponto de orvalho, que se destina
a unidade de remoção de CO2, é uma corrente de gás já separada de óleo e areia e que já
foi tratada de modo a remover água e ajustar a temperatura de ponto de orvalho.
Figura 3.1 - Processo de separação primária de petróleo.
Já a corrente de gás natural produzida na unidade de remoção de CO2 recebe
diferentes destinações. A maior parte dela é exportada, após comprimida na unidade de
exportação. Uma parcela da corrente de gás produzida pode ser condicionada para servir
de combustível das turbinas a gás existentes na plataforma, e outra parcela é destina ao
processo conhecido como gas-lift.
O processo gas-lift visa aumentar a produção dos poços de petróleo, que sofrem
uma redução natural ao longo do tempo. Nele, parte de gás produzido é reinjetado na
9
base dos dutos de elevação do petróleo, no leito marinho, reduzindo a massa específica
da mistura e possibilitando maior ascensão.
A corrente rica em CO2 destinada a reinjeção nos campos petrolíferos do pré-sal
tem como função o auxílio na recuperação adicional de petróleo através da manutenção
da pressão nas jazidas. Esse processo é conhecido como Enhanced Oil Recovery (EOR).
No entanto, o maior motivador para a redução da concentração de CO2 na
corrente de gás natural é a preocupação com a emissão de gases de efeito estufa. De
acordo com GADELHA (2013), a Agência Nacional do Petróleo define em 3% molar a
concentração máxima de CO2 na especificação do gás natural .
3.2
Processo de separação de CO2
O processo de separação de dióxido de carbono está atrelado na maioria dos
casos à idéia de mitigação da presença do gás na atmosfera. Segundo BARBOSA
(2010), nos últimos anos, entre os gases do efeito estufa que estão aumentando de
concentração na atmosfera terrestre, o CO2, o metano e o óxido nitroso são os mais
importantes. Devido à grande emissão, o CO2 é o gás que tem maior contribuição para o
aquecimento global, representando aproximadamente 55% do total das emissões
mundiais de gases do efeito estufa. O processo de aquecimento global e sua correlação
com o aumento de emissões de CO2 é evidenciado em EFEITO (2012).
Várias são as tecnologias existentes para separação de CO2. A seleção da
tecnologia deve ser feita com base nas características globais do processo, tais como a
origem e as características do gás a ser tratado (vazão, pressão disponível, temperatura,
composição, possíveis contaminantes e interferentes ao processo), o grau de remoção
desejado, a especificação do gás tratado (seja ele produto final ou carga de outro
processo), a seletividade do processo ao gás ácido a ser removido, a razão CO2/H2S no
gás, a disponibilidade de energia e utilidades, e os custos operacionais (BARBOSA,
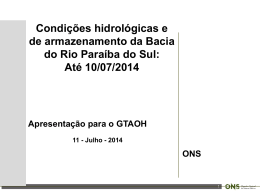
2010). As tecnologias mais utilizadas para a separação de CO2 estão discriminadas na
figura 3.2, onde destaca-se o processo de separação por membranas em meio a diversas
alternativas.
As vantagens comparativas das diversas tecnologias são descritas em trabalhos
como de GADELHA (2013) e WHITE et al. (2003). Contudo, este trabalho se limita
apenas a informar a existência das diversas tecnologias de separação e detalhar a
10
tecnologia de dissociação de CO2 por membranas, solução escolhida para ser utilizada
nas recentes plataformas destinadas aos campos do pré-sal.
Figura 3.2 - Métodos de separação de CO2 (GADELHA, 2013).
AMARAL (2009) descreve as principais vantagens que as membranas oferecem
sobre os processos tradicionais supracitados. As membranas possuem processo modular,
pois permitem que a capacidade de produção seja alterada em uma ampla faixa de
operação simplesmente pela adição de mais módulos.
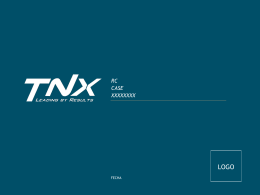
Devido à natureza compacta dos dispositivos com membranas, eles
proporcionam maior economia de tamanho e peso. A figura 3.3 apresenta a comparação
entre o tamanho necessário para um mesmo serviço utilizando membranas (destacado à
esquerda) e aminas (no restante da foto). FALK-PEDERSEN e DANNSTRÖM (1997)
estudaram a separação de CO2 de exaustores de turbinas em plataformas off-shore e,
comparando colunas convencionais com contactoras com membranas, foi observada
uma redução de 70% e 66% de tamanho e peso, respectivamente (AMARAL, 2009).
As membranas podem ser confeccionadas na forma de fibras ocas o que aumenta
a área de contato, proporcionando uma maior eficiência de transferência de massa por
volume de dispositivo (AMARAL, 2009).
11
Figura 3.3 - Tamanho das unidades de membranas (esquerda) e aminas (direita)
(MONTEIRO, 2009).
Em seu trabalho, AMARAL (2009) cita também desvantagens. Afirma que na
expansão do gás, ao permear a membrana conforme processo isoentálpico, ocorre
formação de condensados. A mudança desses hidrocarbonetos para a fase líquida ocorre
no meio poroso das membranas, elevando a resistência à transferência de massa.
Contudo essa resistência nem sempre é significativa e muitas soluções podem ser
tomadas para minimizar esse efeito.
Ainda segundo AMARAL (2009), devido ao pequeno diâmetro das fibras e aos
reduzidos espaços livres ao redor das mesmas, ambos os fluxos de gás e líquido são
laminares, resultando em uma perda na eficiência. Embora o fluxo turbulento possa ser
obtido, na prática é economicamente e operacionalmente inviável. Em primeiro lugar,
para manter um fluxo turbulento, é necessário um maior consumo de energia. Em
segundo lugar, para altas pressões de líquido, a membrana pode ser molhada, causando
uma resistência adicional à transferência de massa por causa do líquido estagnado em
seus poros.
12
Nos módulos de membranas do tipo fibra-oca, dependendo da colocação do
feixe de fibras, podem existir caminhos preferenciais do fluido, diminuindo a eficiência
do processo. Neste caso, um projeto do módulo é necessário para eliminar este efeito
(AMARAL, 2009).
Membranas têm um tempo de vida finito e custo de reposição elevado, então o
custo periódico de sua troca precisa ser considerado. No caso de módulo para produção
industrial o projeto proporciona apenas a troca das fibras, sem necessidade da troca do
módulo por completo (AMARAL, 2009).
3.3
O sistema de membranas
A membrana consiste de um filme polimérico que permite que algumas
moléculas permeiem mais rápido que outras. Moléculas com maior difusividade (ou,
menor tamanho) e maior solubilidade no filme podem permear mais rápido. A figura 3.4
apresenta de forma didática esse processo, onde moléculas da cor branca com maior
difusividade atravessam a membrana com maior facilidade em direção a corrente
denominada permeado, aumentando a concentração de moléculas de cor cinza na
corrente chamada de retentado. Portanto, dióxido de carbono, ácido sulfídrico e vapor
de água podem permear mais rápido que moléculas de hidrocarbonetos através do
acetato de celulose ou várias outras membranas poliméricas similares (DATTA e SEN,
2006).
Os módulos de membrana são fabricados em formas muito compactas como
fibra oca e spiral wound. Na figura 3.5 observa-se a forma construtiva do modelo spiral
wound que é formado por um filme de membrana disposto na forma espiral sobre um
tubo central para onde se dirige a corrente de permeado, aumentando assim a área de
contato. Os módulos são instalados em cartuchos e conectados em série ou paralelo. O
tamanho típico de um cartucho é cerca de 1 metro. Para um estudo aprofundado do
sistema de membranas sugere-se a leitura dos trabalhos de BAKER (2004) e
SPILLMAN (1995).
No sistema de separação por membranas de CO2, devido a sua seletividade, a
corrente chamada de permeado será uma corrente mais rica em concentração molar de
13
CO2 quando comparada com a corrente de alimentação. E, por consequência, a corrente
denominada retentado será uma corrente mais pobre em concentração de CO2.
Figura 3.4- Funcionamento da membrana.
De acordo com SPILLMAN (1995), as características construtivas mais
importantes da membrana comercial são sua permeância e sua seletividade. A
permeância como o próprio nome sugere refere-se à capacidade da membrana em
permitir que uma substância a atravesse quando sujeita a um diferencial de pressão. A
seletividade relaciona-se a razão entre as permeâncias da membrana para moléculas
diferentes. Essas características tornam possível migrar mais CO2 que hidrocarbonetos
através da membrana.
Os dois principais objetivos num processo de separação são a pureza do produto
e sua quantidade, como exemplo, atingir a concentração molar inferior a 3% de CO2 na
corrente de gás natural. Assim, em se mantendo as demais variáveis de processo
constantes, quanto maior for a pureza requerida da corrente retentado, maior será a área
de membrana necessária, e ao mesmo tempo, maior será a quantidade de hidrocarboneto
que será direcionada para a corrente de permeado, reduzindo assim a vazão do produto
desejado, gás natural.
De acordo com BAKER (2004), a eficiência de separação de uma membrana
depende da composição do gás, da diferença de pressão entre a alimentação e o
permeado, do fator de separação para os dois componentes e das condições específicas
14
de funcionamento. Quanto maior o fator de separação, maior será a seletividade da
membrana e a pureza do produto.
Figura 3.5 - Membrana spiral wound – adaptado de BAKER (2004).
De acordo com SPILLMAN (1995), a temperatura de entrada da corrente na
membrana interfere nos valores de permeância e seletividade. Mesmo não sendo
possível relaciona-las quantitativamente, porém de forma qualitativa, um aumento na
temperatura irá aumentar a permeância, mas, reduzir a seletividade. Contudo, qualquer
modelo de membrana possui um limite máximo operacional de temperatura. Pode
15
também existir um limite inferior para a temperatura de entrada, caso a presença de
condensado na corrente permeado seja um problema.
Desse modo, para atingir a concentração desejada ao final do processo, pode ser
necessária a divisão do processo em estágios, como indicado por DATTA e SEN
(2006). Para aplicações de grande capacidade o processo de separação por membranas
pode ser composto por várias etapas, onde cada uma pode ser composta por módulos
operando em paralelo. Além disso, cada estágio pode contar com uma corrente de
reciclo, e contar também com filtros e aquecedores para evitar formação de condensado
e acúmulo de sujeira.
Diferencia-se o termo cascata do termo série. A definição da palavra cascata
associada à necessidade de um processo intermediário de recompressão do gás e ocorre
normalmente na corrente de permeado, figura 3.6.a. E a definição da nomenclatura
série relacionada à existência de uma subsequente etapa de separação sem a necessidade
de recompressão e está normalmente relacionada à corrente de retentado, figura 3.6.b.
Figura 3.6 – Configuração de membranas em cascata (a) e em série (b).
16
3.4
Descrição dos sistemas analisados
Para esse trabalho, o sistema de remoção de CO2 por membranas faz uso do
modelo de acetato de celulose na configuração spiral wound. O sistema de separação
pode assumir diversas configurações de forma a atender as especificidades do problema
e requisitos técnico-econômicos. Baseado no trabalho de QI e HENSON (2000) e
DATTA e SEN (2006) as configurações apresentadas de forma sucinta pela na figura
3.7 (a), figura 3.8 (a), figura 3.9 (a), figura 3.10 (a) e figura 3.11 (a) e descritas na tabela
3-1 foram selecionadas para uma análise comparativa econômica. As características
descritas a seguir definem as condições de contorno do problema.
A corrente de alimentação, que é representada pela corrente
na figura 3.7,
figura 3.8, figura 3.9, figura 3.10 e figura 3.11, do sistema de separação já fora tratada,
removendo-se o H2S, água e ajustando o ponto de orvalho. Sua composição e vazão
varia constantemente e é discretizada em períodos anuais a partir de uma curva ao longo
da vida útil do empreendimento.
O retentado, que é representado pela corrente
na figura 3.7, figura 3.8, figura
3.9, figura 3.10 e figura 3.11, é direcionado para a próxima etapa no processo de
separação primária, o módulo do compressor de exportação, descrito na figura 3.1. Por
motivo de flexibilidade operacional, esse módulo de compressão é capaz de suportar
uma enorme variabilidade de composição e vazão, podendo inclusive receber a vazão
integral de alimentação do módulo de membrana através de by-pass. Assim sendo, para
simplificar o problema, esse módulo não faz parte dessa análise. A corrente de retentado
tem como condições fundamentais para sua caracterização a concentração máxima de
CO2 molar e seu poder calorífico inferior, sendo cabível qualquer vazão a ela atribuída.
Pelo lado permeado, que é representado pela corrente
na figura 3.7, figura
3.8, figura 3.9, figura 3.10 e figura 3.11, o sistema de membranas é acoplado ao sistema
de recompressão de CO2, utilizado nas técnicas de EOR. Tipicamente nos processos de
aquisição vigentes no mercado brasileiro, os módulos de remoção de CO2 e
recompressão de CO2 são comprados e fornecidos por empresas independentes. No
problema analisado, assim como em diversos casos reais, o módulo de recompressão de
CO2 é considerado como pré-estabelecido, não cabendo a análise de dimensionamento
do mesmo. No entanto, sua capacidade de compressão deverá ser restrita ao envoltório
operacional do sistema, aqui descrito pelo mapa operacional de cada estágio de
17
compressão. Neste caso, o consumo de utilidades (água e energia) será incorporado à
análise do problema.
No processo de separação primária de petróleo, a quantidade de hidrocarboneto
direcionada para a corrente de permeado não é considerado uma perda de produto. De
acordo com a figura 3.1, todo o produto permeado é reinjetado no reservatório de
petróleo. Assim, considera-se que no futuro ele será novamente carreado junto com o
petróleo da jazida em direção a plataforma de produção através dos poços produtores.
Desse modo, é cabível interpretar a presença de hidrocarbonetos na corrente permeado
como uma ineficiência do processo, um dispêndio de energia sem retorno financeiro, e
não uma perda de produto.
De forma a permitir flexibilidade operacional nas plantas de separação
primária, o percurso dos gases provenientes do módulo de aquisição, separação e
tratamento de óleo, vide figura 3.1, pode ser alterado ao longo da vida da unidade. A
flexibilidade operacional é garantida através do redirecionamento dessas correntes e
depende da curva de produção, falha de equipamentos e outros fatores. Contudo, a
análise desses cenários não é parte do escopo desse estudo.
De fato, até mesmo a própria caracterização do reservatório de petróleo ao longo
dos anos e a curva de produção estão de certa forma atreladas a capacidade da planta de
processo em reinjetar CO2, gás natural e/ou água. Assim, é necessário estabelecer
limites de escopo e salientar que existe um problema maior e mais complexo no qual
este trabalho se encaixa.
Por fim, o sistema demanda diversas utilidades, como água de resfriamento para
os resfriadores interestágios de compressão, 5, 8, 11, 14, 17, 20e21, gás combustível
para os turbo-compressores, 4, 7, 10e13, e energia elétrica para os moto-
compressores,16e19 da figura 3.7, figura 3.8, figura 3.9, figura 3.10 e figura 3.11.
Para o funcionamento do sistema de separação por membrana, quando
submetido às condições de operação do problema, é necessário a inclusão de alguns
outros equipamentos, como exposto na figura 3.7 (b), figura 3.8 (b), figura 3.9 (b),
figura 3.10 (b) e figura 3.11 (b). Nelas, destacam-se a presença de diversos estágios de
compressão, vasos separadores de líquidos e trocadores de calor, necessários para
atingir as condições de temperatura e pressão desejadas.
A tabela 3-2, tabela 3-3, tabela 3-4, tabela 3-5 e tabela 3-6 apresenta os
parâmetros necessários para permitir o cálculo do equilíbrio termodinâmico (parâmetros
18
de entrada) e para determinar o valor das funções econômicas analisadas ao longo deste
trabalho (parâmetros de saída).
Tabela 3-1 - Configurações dos módulos de mambrana
Configuração
A
B
C
D
E
Descrição
Um estágio de membrana seguido de recompressão da corrente de
CO2.
Um estágio de membrana com reciclo seguido de recompressão da
corrente de CO2.
Dois estágios de membrana em série seguido de recompressão da
corrente de CO2.
Dois estágios de membrana em série com reciclo seguido de
recompressão da corrente de CO2.
Dois estágios de membrana em cascata com reciclo seguido de
recompressão da corrente de CO2.
19
Legenda:
Figura 3.7- Fluxograma - Configuração A - Adaptado de QI e HENSON (2000) e
DATTA e SEN (2006) (a) e utilizado no simulador de processos (b).
20
Legenda:
Figura 3.8- Fluxograma - Configuração B - Adaptado de QI e HENSON (2000) e
DATTA e SEN (2006) (a) e utilizado no simulador de processos (b).
21
Legenda:
Figura 3.9 - Fluxograma - Configuração C - Adaptado de QI e HENSON (2000) e
DATTA e SEN (2006) (a) e utilizado no simulador de processos (b).
22
Legenda:
Figura 3.10 - Fluxograma - Configuração D - Adaptado de QI e HENSON (2000) e
DATTA e SEN (2006) (a) e utilizado no simulador de processos (b).
23
Legenda:
Figura 3.11- Fluxograma - Configuração E - Adaptado de QI e HENSON (2000) e
DATTA e SEN (2006) (a) e utilizado no simulador de processos (b).
24
Tabela 3-2 - Variáveis de processo para Configuração A.
Equipamento
Parâmetro de Entrada
Parâmetro de Saída
1
Área.
Área.
i
Vazão mássica por componente.
ii
Pressão.
/ Corrente
Vazão volumétrica, poder calorífico
inferior.
iii
Pressão.
ii-iii
Delta de temperatura.
4, 7, 10, 13
Curvas de head e potência, tipo
Potência, temperatura de descarga.
de equipamento.
5, 8, 11, 14
Perda de carga, tipo de
Vazão do fluido de resfriamento.
equipamento, temperaturas do
fluido de resfriamento.
vi, ix, xii
Temperatura.
xv
Temperatura, pressão.
25
Tabela 3-3 - Variáveis de processo para Configuração B.
Equipamento
Parâmetro de Entrada
Parâmetro de Saída
1
Área.
Área.
i
Vazão mássica por componente.
ii
Pressão.
/ Corrente
Vazão volumétrica, poder calorífico
inferior.
iii
Pressão.
ii-iii
Delta de temperatura.
16, 19
Eficiência, tipo de equipamento.
Potência, pressão de descarga,
temperatura de descarga.
17, 20
Perda de carga, tipo de
(U.A) coeficiente global de
equipamento, temperaturas do
transferência de calor vezes área de
fluido de resfriamento.
troca térmica, vazão do fluido de
resfriamento.
xix
Temperatura, vazão mássica.
xvii
Temperatura.
Vazão real volumétrica, densidade
das fases, pressão.
Vazão real volumétrica, densidade
xx
das fases, pressão.
4, 7, 10, 13
Curvas de head e potência, tipo
Potência, temperatura de descarga.
de equipamento.
5, 8, 11, 14
Perda de carga, tipo de
Vazão do fluido de resfriamento.
equipamento, temperaturas do
fluido de resfriamento.
vi, ix, xii
Temperatura.
xv
Temperatura, pressão.
26
Tabela 3-4 - Variáveis de processo para Configuração C.
Equipamento
Parâmetro de Entrada
Parâmetro de Saída
1,2
Área.
Área.
i
Vazão mássica por componente.
ii
Pressão.
/ Corrente
Vazão volumétrica, poder calorífico
inferior.
iii
Pressão.
xvii-xvi
Delta de temperatura.
ii-xix
Delta de temperatura.
15
Perda de carga, temperaturas do
(U.A) coeficiente global de
fluido de aquecimento, tipo de
transferência de calor vezes área de
equipamento.
troca térmica, vazão do fluido de
aquecimento.
xvii
Pressão.
Pressão.
Pressão.
xviii
4, 7, 10, 13
Curvas de head e potência, tipo
Potência, temperatura de descarga.
de equipamento.
5, 8, 11, 14
Perda de carga, tipo de
Vazão do fluido de resfriamento.
equipamento, temperaturas do
fluido de resfriamento.
vi, ix, xii
Temperatura.
xv
Temperatura, pressão.
27
Tabela 3-5 - Variáveis de processo para Configuração D.
Equipamento
Parâmetro de Entrada
Parâmetro de Saída
1, 2
Área.
Área.
i
Vazão mássica por componente.
ii
Pressão.
/ Corrente
Vazão volumétrica, poder calorífico
inferior.
iii, xx
Pressão.
Pressão.
xx-iii
Delta de temperatura.
ii-xxii
Delta de temperatura.
21
Perda de carga, temperaturas do
(U.A) coeficiente global de
fluido de aquecimento, tipo de
transferência de calor vezes área de
equipamento.
troca térmica, vazão do fluido de
aquecimento.
xxii
Pressão.
Vazão real volumétrica, densidade
das fases, pressão
16, 19
Eficiência, tipo de equipamento.
Potência, pressão de descarga,
temperatura de descarga.
17, 20
Perda de carga, tipo de
(U.A) coeficiente global de
equipamento, temperaturas do
transferência de calor vezes área de
fluido de resfriamento.
troca térmica, vazão do fluido de
resfriamento.
xix, xxi
Temperatura.
Pressão.
xvii
Temperatura.
Vazão real volumétrica, densidade
das fases, pressão.
4,7,10,13
Curvas de head e potência, tipo
Potência, temperatura de descarga.
de equipamento.
5,8,11,14
Perda de carga, tipo de
Vazão do fluido de resfriamento.
equipamento, temperaturas do
fluido de resfriamento.
vi, ix, xii
Temperatura.
xv
Temperatura, pressão.
28
Tabela 3-6 - Variáveis de processo para Configuração E.
Equipamento
Parâmetro de Entrada
Parâmetro de Saída
1, 2
Área.
Área.
i
Vazão mássica por componente.
ii
Pressão.
/ Corrente
Vazão volumétrica, poder calorífico
inferior.
iii
Pressão.
xx-iii
Delta de temperatura.
ii-xxi
Delta de temperatura.
21
Perda de carga, temperaturas do
(U.A) coeficiente global de
fluido de aquecimento, tipo de
transferência de calor vezes área de
equipamento.
troca térmica, vazão do fluido de
aquecimento.
xxi
Pressão.
Vazão real volumétrica, densidade
das fases, pressão.
16, 19
Eficiência, tipo de equipamento.
Potência, pressão de descarga,
temperatura de descarga.
17, 20
Perda de carga, tipo de
(U.A) coeficiente global de
equipamento, temperaturas do
transferência de calor vezes área de
fluido de resfriamento.
troca térmica, vazão do fluido de
resfriamento.
xvii
Temperatura.
Vazão real volumétrica, densidade
das fases, pressão.
xix
Temperatura, pressão.
Pressão.
xxiii
Temperatura.
Pressão.
Pressão.
xx
4,7,10,13
Curvas de head e potência, tipo
Potência, temperatura de descarga.
de equipamento.
5,8,11,14
Perda de carga, tipo de
Vazão do fluido de resfriamento.
equipamento, temperaturas do
fluido de resfriamento.
vi, ix, xii
Temperatura.
xv
Temperatura, pressão.
29
CAPÍTULO 4
METODOLOGIA
Neste capítulo são detalhados os métodos de cálculo das variáveis econômicas e
das variáveis de processo. São apresentados os algoritmos heurísticos utilizados na
resolução do problema de otimização, a saber: o método de evolução diferenciada e o
método de enxame de partículas. São também abordados tópicos comuns a quaisquer
problemas de otimização, como a definição das variáveis de decisão, as restrições do
problema e as funções objetivo. Além disso, são descritas as ferramentas
computacionais utilizadas. Por fim, um caso de referência é apresentado.
4.1
Modelagem econômica
No primeiro momento é necessário definir as variáveis econômicas que são
utilizadas para promover a comparação entre as diferentes configurações da planta de
separação de CO2.
4.1.1
Custo de Investimento
A técnica de precificação modular para estimativa dos custos de investimento,
Capital Expenditure (CAPEX), representado matematicamente por CAP (US$), é
comumente utilizada em novos projetos de plantas de processo. O procedimento foi
introduzido por Guthrie no início da década de 1970. A técnica relaciona os custos de
aquisição do equipamento com os custos estimados em uma data e condição base.
Desvios da condição base são tratados usando fatores multiplicadores que variam com o
tipo, material e pressão do equipamento (TURTON et al., 2003).
O custo do equipamento
(custos diretos e indiretos) é definido como
=
30
,
( 4.1 )
sendo
o custo do equipamento nas condições base (normalmente em aço carbono e
pressão atmosférica) e
é o fator de custo do módulo.
Para trocadores de calor, vasos de pressão e bombas, TURTON et al. (2003)
sugerem que
=(
onde
+
é o fator relacionado ao material,
),
( 4.2 )
é o fator relacionado à pressão, e
e
são parâmetros que dependem do tipo e características construtivas do equipamento.
Todos os parâmetros são tabulados por TURTON et al. (2003) em seu trabalho.
Para os compressores e acionadores,
material. E para as membranas
é tabelado de acordo com tipo e
recebe valor unitário.
TURTON et al. (2003) definem o custo do equipamento nas condições base,
, para os vasos de pressão como sendo função da sua geometria (vertical ou
horizontal) e seu volume. Para os trocadores de calor,
é função da área de troca
térmica e do tipo construtivo. Já para os compressores,
é função da potência e do
tipo (centrífugo, axial, alternativo). No caso dos acionadores elétricos,
depende da
potência e dos requisitos normativos para atendimento de instalação em área com risco
de explosão. Por fim, para as membranas,
depende da área de filme polimérico e do
material utilizado.
O custo do módulo do equipamento deve ser atualizado a partir da data base,
quando foram geradas as funções custo, até o dia presente usando índices inflacionários
como Marshall and Swift Equipment Cost Index e o Chemical Engineering Plant Cost
Index (CEPCI). Assim,
,
onde
é o custo de aquisição,
=
, ,
( 4.3 )
é o índice inflacionário e 1e 2 referem-se ao período
base e ao período atual respectivamente.
A base de dados com custos de aquisição disponível para esse trabalho está
publicada em TURTON et al. (2003). Analisando os valores publicados pelo CEPCI,
verifica-se que em 2003 o índice inflacionário era de 397 (valor atribuído a
2013, era 567,5 (valor atribuído a
).
31
) e em
A base de dados de TURTON et al. (2003) possui validade dentro de certos
limites, a depender da característica constitutiva do equipamento, como por exemplo
potência no caso de acionadores elétricos. Para valores acima dos limites estabelecidos
em sua base de dados, TURTON et al. (2003) sugere o uso da regra dos Seis Décimos,
metodologia também seguida por trabalhos como GADELHA (2013). A regra
estabelece que o custo de um equipamento pode ser inferido a partir de um similar
existente. Assim,
=
$
)) ,
, !"# ($
%&'(
( 4.4 )
onde * respresenta a variável que indica a capacidade,+ é o expoente de custo ,
o
custo (direto e indireto) e o índice ,-./ refere-se ao valor conhecido. De acordo com
GADELHA (2013), o valor de + varia de 0,3 a 1 dependendo do tipo de equipamento,
mas em média, frequentemente assume o valor de 0,6, daí o nome da regra.
Por fim, TURTON et al. (2003) sugerem que seja adicionado ao valor final 15%
de custos de contingência e 3% de custos com taxas. Assim, temos que o custo total do
sistema é
"0"1#2!
= 1,18 ∑)04
, ,0 ,
( 4.5 )
sendo + é o número total de equipamentos.
Já o *5 é estimado como
*5 = "0"1#2!
+ 0,5 ∑)04
, ,0 .
( 4.6 )
Percebe-se, de acordo com (4.29) um acréscimo de 50% do valor total dos
módulos no caso de uma nova instalação.
Todo o algoritmo supracitado foi implementado por TURTON et al. (2003) em
uma planilha desenvolvida para Microsoft Excel, chamada CAPCOST, cujo código é
utilizado para a obtenção dos valores monetários.
32
4.1.2
Custo de Produção
O custo operacional de uma planta de processo, Operational Expenditure
(OPEX), representado matematicamente por OPE (US$/ano), deve ser considerado
durante o procedimento de avaliação econômica do projeto. Segundo TURTON et al.
(2003) esses custos podem ser segregados em três categorias (tabela 4-1) : Custos
diretos de produção, custos fixos de produção e gastos gerais.
Tabela 4-1 - Fatores que compõem o custo operacional (TURTON et al., 2003).
Fator
Faixa típica de multiplicação dos fatores
1. Custos diretos de produção
a. Matérias-primas (678 )
9
b. Tratamento de efluentes(6:; )
<=
c. Utilidades(6>; )
?=
d. Mão de obra(6@A )
BC
(0,1 − 0,25)
e. Trabalho de supervisão e de escritório
BC
(0,02 − 0,1) *5
f. Manutenção e reparo
(0,002 − 0,02) *5
g. Suprimentos operacionais
(0,1 − 0,2)
h. Taxas de laboratório
BC
(0 − 0,06)E5F
i. Patentes e royalties
2. Custos fixos de produção
0,1 *5
a. Depreciação
(0,014 − 0,05) *5
b. Impostos locais e seguro
(0,5 − 0,7)( G/H1. J + G/H1. / + G/H1. K)
c. Despesas gerais da planta
3. Gastos gerais
0,15( G/H1. J + G/H1. / + G/H1. K)
a. Custos de administração
(0,02 − 0,2)E5F
b. Custos de distribuição e venda
0,05E5F
c. Pesquisa e desenvolvimento
Na falta de melhores estimativas, TURTON et al. (2003) sugerem atribuir
valores médios para as faixas descritas na tabela 4-1. Atribuindo tais valores médios e,
por fim, conjugando os termos (de 1.a até 3.c) temos que
E5F =
*5 +
BC
+
33
L ( 9
+
<=
+
?= ),
( 4.7 )
sendo
,
e
L
fatores de custo e
que assumem, para uma formulação onde a
depreciação possua estimativa independente, valores de 0,18, 2,76 e 1,23
respectivamente de acordo com GADELHA (2013). Já as variáveis
analisadas a seguir.
Custo de Mão de obra (
9
,
<=
e
?=
são
BC )
O custo de mão de obra é estimado de acordo com procedimento desenvolvido
por TURTON et al. (2003), onde o valor é definido a partir do número de trabalhadores
necessários e do salário de cada trabalhador.
De acordo com MACHADO (2012) o salário base pode ser considerado como
US$ 45300/ano. E de acordo com TURTON et al. (2003), o número de operadores MN
para operar contínuamente uma planta de processo é
MN = 4,5(6,29 + 31,7O + 0,23M#P )
,Q
,
( 4.8 )
onde O é o número de etapas de processamento que envolve a manipulação de sólidos
particulados (nesse caso O = 0) e M#P é o número de equipamentos na unidade
(excluindo-se bombas e vasos).
O custo de mão-de-obra é então calculado com sendo
BC
= 45300MN .
( 4.9 )
Custo de Utilidades (CST )
Três são as principais utilidades no processo.
Água de resfriamento, cujo custo, por simplificação, refere-se apenas ao
consumo elétrico do processo de bombeio uma vez que a bomba e o circuito de
resfriamento já são existentes. O head da bomba é definido com 90 metros e eficiência
80%.
Gás Natural para o turbo-compressor e para a geração de energia elétrica, cujo
custo é determinado a partir do gás natural que é consumido nas turbinas de geração
elétrica. De acordo com MACHADO (2012) o preço de venda do gás natural não é
adequado para este caso, sendo mais conveniente o custo de fornecimento, definido pelo
34
Canadian National Energy Board como “o custo para produzir um GJ de gás natural ao
longo do tempo de vida de um poço”. Assim, MACHADO (2012) sugere US$ 2,11/GJ
como valor a ser adotado. Por fim, considerando as perdas e derating, a eficiência de
38% é atribuída para geração elétrica e mecânica com base nos dados de MEHERHOMJI (2008).
Custo de Matérias-Primas (CUV )
O custo da membrana é baseado no valor de skids comerciais, que de acordo
com GADELHA (2013) é de 50 US$/m2. Para o custo de instalação esse valor será
majorado em 10%. Neste trabalho, define-se que 20% da área será substituída
anualmente de acordo com SPILLMAN (1995).
Custo de Tratamento de Efluentes (
<= )
No processo analisado não há efluentes que demandem tratamento, portanto não
há custo para tratamento de efluentes.
4.1.3
Receita
A receita refere-se ao montante auferido com a venda do produto final. Contudo,
de modo semelhante ao gás natural consumido, o valor referente a corrente de gás
produzido não pode ser considerado como sendo igual ao valor de mercado. O montante
de US$ 2,11/GJ é adotado para precificar a corrente de gás natural exportada como
produto final da unidade. A receita anual em dólar (W[US$/ano]) referente ao gás
natural exportado da plataforma é
sendo F#a
W = 2,11F#a
Nb1
Nb1
( 4.10 )
a energia contida no volume anual exportado da plataforma (GJ/ano),
baseada no poder calorífico inferior. O volume anual exportado é calculado a partir da
subtração da parcela destinada ao gas-lift do volume total gerado pela unidade.
35
4.1.4
Disponibilidade
A disponibilidade pode ser descrita como o período útil de uma planta de
processo, trata-se do período em que há efetiva produção. Para unidades desse tipo é
estimada em 96%, de acordo com MACHADO (2012). Assim, fatores como receita e
custo de utilidades devem ser multiplicados por este fator.
4.1.5
Valor presente líquido
Uma avaliação realista da lucratividade exige, além de custos de capital e
operacional, informações sobre receitas, capital de giro, depreciação, impostos e taxas
de desconto. TURTON et al. (2003) indicam que, quando se comparam alternativas de
investimento mutuamente exclusivas, a alternativa com maior valor presente líquido
(VPL), representada matematicamente por c*d (US$), deve ser escolhida. O valor
presente líquido representa a diferença entre o valor presente das entradas líquidas de
caixa descontadas ao custo de capital da empresa e o valor das saídas de caixa
realizadas no momento zero (investimento inicial) (MACHADO, 2012).
Para realizar a análise econômica, considerando a variação da produção ao longo
dos vinte e cinco anos, é necessário o cálculo do fluxo de caixa anual
(US$). A
tabela 4-2 mostra os cálculos para o fluxo de caixa e lucro líquido em termos de receita,
custos de operação, depreciação e taxa de juros.
Tabela 4-2 - Componentes do fluxo de caixa (MACHADO, 2012).
Termo
Descrição
Fórmula
Custos
OPEX + depreciação
= OPE + d
Impostos
(Receita – Custos) * taxa
= (R–OPE–d) * t
Lucro Líquido
Receita – Custos – Impostos
= (R–OPE–d) * (1–t)
Fluxo de caixa (FC)
Lucro Líquido + depreciação
= (R–OPE–d) * (1–t) + d
Para a determinação do valor presente líquido, *5 é integralmente aplicado no
ano zero, antes da operação. O espaço ocupado pela unidade não é considerado nesse
36
momento, contudo certamente deve ser avaliado no futuro de forma a verificar a
pertinência dos resultados. Seu custo não é contabilizado nesse trabalho.
A depreciação (d) segue o modelo proposto por GADELHA (2013) baseado no sistema
modificado de recuperação acelerada de custos (MACRS, Modified Accelerated Cost
Recovery System), usando uma convenção de meio ano, e considerando um período de
recuperação de 5 anos (TURTON et al., 2003) conforme tabela 4-3. A taxa de juros (i) e
a taxa de tributação (t) são 10% e 45%, respectivamente (MACHADO 2012).
O valor presente líquido, enfim, pode ser calculado como
c*d = +(
ef
g0)
+(
ef
g0)
+(
efh
g0)h
+ ⋯ +(
ef j
,
g0) j
( 4.11 )
onde o índice k representa o ano de operação do empreendimento e o termo
representa o ano antes da operação, que é definido neste problema como − *5.
Tabela 4-3 - Taxa de depreciação, Método MARCS, extraído de TURTON et al. (2003).
Ano
Depreciação (% CAP)
1
2
3
4
5
6
20
32
19,2
11,52
11,52
5,76
Observa-se que a equação ( 4.11 ) é função de
, que por sua vez é função de
*5 e E5F, que de acordo com a equação ( 4.7 ) é função de diversas variáveis, dentre
elas *5. Contudo, para um *5 pré-definido, a equação ( 4.11 ) deixa de ser função
do custo de investimento.
Então para otimizar o valor presente líquido, VAL, é
suficiente encontrar o valor ótimo de cada parcela anual do fluxo de caixa a valor
presente, Ψ (US$), definido como
Ψl = (
efh
g0)h
,
( 4.12 )
onde o índice k representa o ano de operação do empreendimento, variando de 0 a
25, é a taxa de juros e
representa o fluxo de caixa.
37
4.2
Modelagem de processo
A modelagem matemática é essencial para solucionar o problema térmico dos
diversos equipamentos, os balanços de massa e energia. E por fim, fornecer informações
necessárias para possibilitar a análise econômica. Contudo, os sistemas são modelados
de acordo com a metodologia inerente ao simulador de processo UniSim® Design.
Assim, neste tópico cita-se na medida do necessário a forma como os equipamentos são
modelados matematicamente no simulador de processos com o único intuito de permitir
o entendimento dos parâmetros que são utilizados durante sua execução.
4.2.1
Modelagem da corrente de alimentação
A corrente de alimentação tem sua composição e vazão alteradas ao longo do
tempo. Em um campo de petróleo essas características são descritas através de uma
curva ao longo do tempo, conhecida como curva de produção.
Os dados contidos em uma curva de produção são específicos para cada campo
de petróleo e seus valores são restritos e sujeitos a cláusulas de sigilo do órgão
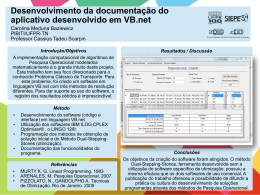
regulador, ANP. Assim, neste trabalho é proposta uma curva característica típica, figura
4.1, alinhada com valores de trabalhos como de HÖÖK (2009). A curva, contudo, não é
específica de nenhum campo de petróleo. A curva de produção é estimada pelo período
de vinte e cinco anos, mesmo período de operação de uma plataforma de petróleo. A
curva proposta é composta por uma mistura de hidrocarbonetos e dióxido de carbono, e
em seu formato inclui ainda uma parcela para gas-lift. Esta é composta por
hidrocarbonetos tratados, com baixo teor de CO2 que de certa forma recirculam através
do sistema de produção de uma plataforma.
A vazão máxima de gás é definida em 6.000.000 Nm3/dia (20º C, 1 atm) de gás
natural neste trabalho. A temperatura e pressão de entrada do sistema de separação de
CO2 são arbitradas em 38 ºC e 5300 kPa, respectivamente. A composição da corrente de
hidrocarbonetos é arbitrada como sendo a descrita na tabela 4-4. Nela, observa-se uma
grande parcela de metano na composição do gás natural, seguida do etano e assim por
diante.
38
% da máxima produção de gás
100
90
80
70
60
50
40
30
20
10
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Ano
CO2
GN
Gas-lift
Figura 4.1- Curva de produção.
Tabela 4-4 - Composição do gás natural da corrente de alimentação.
Componente
Metano
Etano
Propano
i-Butano
n-Butano
4.2.2
% molar
75
13
9
1
2
Modelagem da membrana
A literatura apresenta diversas formulações para a modelagem do processo de
separação por membranas. O simulador de processo UniSim® não conta com um
algoritmo próprio para a simulação termodinâmica deste componente, contudo permite
que desenvolvimentos sejam inseridos através de linguagem de programação.
Assim, o laboratório H2CIN–EQ–UFRJ, da Universidade Federal do Rio de
Janeiro, desenvolveu um algoritmo fazendo uso de uma modelagem simplificada em
analogia com o modelo clássico de trocador de calor. Neste, a média logarítmica da
39
diferença de temperatura (força motriz) é usada para calcular a quantidade de calor
trocada entre as correntes (PINTO et al., 2009). Então,
m = n. *. ∆O Cp .
( 4.13 )
No modelo do permeador, a quantidade de calor, m, dá lugar à vazão permeada
do componente i, no lugar do coeficiente global de transferência de calor, n, entra a
permeância do componente i e a média logarítmica da temperatura, ∆O Cp , é substituída
pela média logarítmica das pressões parciais do componente i (PINTO et al., 2009).
Então,
d0 = n0 *∆q0Cp ,
( 4.14 )
∆q0Cp = ( 4.15 )
∆r s∆r
tuv
∆w
∆w
x
.
No modelo contracorrente, temos que
∆5 = 5b#1 y0 ,
( 4.16 )
∆5 = 5z##{ |0 − 5 #b2 }0 ,
( 4.17 )
onde é o índice que representa cada componente;
5 é a pressão (bar);
* é a área de troca da membrana (m2);
n é a permeância do componente (MMSCMD / (bar . m2)), onde MMSCMD =
1.000.000 Sm3/dia (0º C, 1 atm);
d é a vazão do permeado (MMSCMD);
~/G ,•/~He K//J são os índices que se referem a corrente de retentado, permeado e
alimentação respectivamente;
}0 , y0 /|0 são as frações molares do componente i nas correntes de permeado, retentado
e alimentação respectivamente.
40
O sistema acima define o balanço de massa, mas não define o estado
termodinâmico das correntes e, portanto, não garante o balanço de energia. Para isso, a
diferença de temperatura entre a corrente retentado e permeado é arbitrada em 3 ºC. A
queda de pressão ao longo da membrana aliada a um coeficiente Joule-Thomson
positivo promove a queda na temperatura das correntes. O valor da diferença de
temperatura entre as correntes é corroborado por resultados de campo, que mostram
uma variação entre 1 ºC e 3 ºC. Então,
Ob#1 − O
#b2
= 3 ºC.
( 4.18 )
Com o estado termodinâmico das correntes definido, resta descobrir qual o valor
de temperatura de retentado que atende o balanço de energia, dado por
H€z##{ ℎz##{ = H€b#1 ℎb#1 + H€
#b2 ℎ #b2 ,
( 4.19 )
onde O é a temperatura, H€ é a vazão mássica e ℎ é a entalpia.
Por fim, para garantir que não haja condensação dentro da membrana, algo
impeditivo para alguns modelos, é imposta a restrição para garante que a temperatura de
Nb‚!ƒ„N
, e retentado, Ob#1
, seja 5 ºC
ponto de orvalho das correntes permeado, O Nb‚!ƒ„N
#b2
inferior à temperatura real do retentado e permeado. Então,
Nb‚!ƒ„N
Ob#1
≤ Ob#1 − 5 ºC,
( 4.20 )
O Nb‚!ƒ„N
≤O
#b2
( 4.21 )
#b2
− 5 ºC.
A permeância de cada componente, grau no qual a membrana admite o fluxo de
matéria, é um parâmetro necessário para a resolução do problema exposto. Contudo,
esses valores variam para os diferentes materiais que podem compor a membrana. No
problema em análise é considerado como material o acetato de celulose. Além disso, de
acordo com SPILLMAN (1995) a permeância é função da temperatura, o que não é
previsto pelo modelo exposto. Nas configurações analisadas, todas as temperaturas de
41
entrada são equalizadas em torno de 40 ºC por meio de trocadores de calor de modo a
reduzir a influência dessa variável.
Para aprimorar os resultados, são utilizados valores de permeância provenientes
de regressão a partir de dados de campo, em plataformas operando na região do pré-sal,
Brasil. Como tais valores estão sujeitos a requisitos de confidencialidade, para
orientação ao leitor são expostos neste trabalho os valores de referência encontrados por
GADELHA (2013), tabela 4-5. Nela, observa-se que os valores de permeância para o
CO2 possuem ordem de grandeza superior aos demais componentes, possibilitando
assim o funcionamento seletivo da membrana.
Tabela 4-5 - Valores de permeância para membranas de acetato de celulose para vários
componentes (GADELHA, 2013).
4.2.3
Permeância
[mol / s Pa m2]
CO2
0,134
H 2S
1E−09
H 2O
1E−09
CH4
0,00381
Etano
0,00572
Propano
0,00858
Butano
0,0129
Modelagem do compressor
Diversos compressores são considerados no problema proposto, vide figura 3.7,
figura 3.8, figura 3.9, figura 3.10 e figura 3.11. Alguns compressores são responsáveis
pela recuperação da pressão do gás permeado de modo a atingir a pressão necessária
para alimentação do próximo estágio de membrana, existente apenas nas configurações
B, D e E. Estes são modelados como compressores centrífugos de dois estágios, com
máxima razão de compressão igual a quatro e eficiência politrópica típica de 75%
conforme dados de QI e HENSON (2000), HAO et al. (2002) e SALAMAT (2012).
Os compressores localizados ao final do processo de separação, na corrente de
permeado, doravante denominados “compressores de CO2”, são responsáveis por elevar
42
a pressão até o patamar de 25000 kPa, na corrente }†. É possível observá-los na figura
3.7, figura 3.8, figura 3.9, figura 3.10 e figura 3.11 entre as correntes
e }†,
especificamente os equipamentos 4,7,10 e 13. A pressão de 25000 kPa é definida no
projeto da unidade de modo a garantir a flexibilidade operacional. São compressores
centrífugos projetados conforme a norma American Petroleum Institute API-617.
A taxa de compressão é elevada demais para a compressão em um único estágio,
assim, quatro estágios são disponibilizados. Trata-se de dois compressores centrífugos
de duplo estágio, em série, com resfriadores (intercoolers) após cada uma das quatro
etapas. Os dois compressores são montados também mecanicamente em série, no
mesmo eixo, movido por uma turbina a gás de rotação variável.
O controle da rotação é responsável por garantir a condição operacional da
pressão de sucção, enquanto os reciclos, existentes em cada estágio, são responsáveis
pelo controle anti-surge.
Como já adquiridos para diversas plataformas do pré-sal, dados específicos
desses equipamentos estão disponíveis. Assim, eles são modelados a partir de suas
curvas características reais, ao invés de valores de referência da literatura.
O cálculo do head politrópico baseia-se no método ASME desenvolvido por
SCHULTZ (1962) e é definido como
‡ = K v)s x ˆ‰ρ
)
rŠ‹Œ
Š‹Œ,&•Œ‹&Ž
• − ‰ ρ •‘ •’
r
•‘
v
“
x
“•
,
( 4.22 )
e a eficiência politrópica definida como
5”•yG~”• –FKK = ‘˜
v
x
‘
wŠ‹Œ
—‰
•
s
w•‘
v
w
—‰ Š‹Œ •
w•‘
™v
šš̃
‘
‘˜
x
xv
šš̃
x
s ™
„Š‹Œ,•›(&Ž s„•‘
„Š‹Œ,&•Œ‹&Ž s„•‘
,
( 4.23 )
onde
K=
š
v
š˜
„Š‹Œ,•›(&Ž s„•‘
xϥ
wŠ‹Œ
ρŠ‹Œ,•›(&Ž
43
w
žs‰ •‘ •Ÿ
ρ•‘
,
( 4.24 )
+ =
w
ƒN ‰ Š‹Œ •
w•‘
ρŠ‹Œ,&•Œ‹&Ž
•
ƒN ‰
,
( 4.25 )
,
( 4.26 )
ρ•‘
e
¡ =
w
ƒN ‰ Š‹Œ •
w•‘
ρŠ‹Œ,•›(&Ž
ƒN ‰
ρ•‘
•
onde ‡ é o head politrópico (m), ℎ a entalpia (J/kg), + é o índice que significa entrada
do compressor, ”¢G é o índice que significa descarga do compressor, 5 a pressão (Pa), ρ
massa específica (kg/m3), K é o fator de head politrópico, + é o expoente politrópico, ¡
é o expoente isentrópico, £ é a aceleração gravitacional (m/s2) e £¤ é a constante de
proporcionalidade relacionando massa e peso (kg.m/(s2.N)). Para obter ρN¥1,0{#!ƒ é
realizado uma compressão isentrópica a partir da condição 50) .
E a potência pode ser calculada como
5 =
onde 5 é a potência (W),
(¦§) v
)
)s
‘˜
v
x
r
‘
‰ ρ •œv rŠ‹Œx
•‘
•‘
x
r•‘
− 1Ÿ,
( 4.27 )
é a vazão molar da entrada do compressor (kmol/s), ¦§ é
o peso molecular (kg/kmol) e
é o fator de correção definido como
=
‘
v
‘˜
„Š‹Œ,•›(&Ž s„•‘
xϥ
wŠ‹Œ
ρŠ‹Œ,•›(&Ž
w
žs‰ •‘•Ÿ
.
ρ•‘
( 4.28 )
De acordo com STEPHENSON (2011) a grande dificuldade de utilizar as curvas
de performance fornecidas pelo fabricante está no fato da necessidade de adequá-las as
condições da simulação de processo, que na maioria das vezes, são diferentes das
condições para as quais as curvas foram concebidas e são válidas.
Para permitir que as curvas de performance sejam usadas em diferentes
condições de sucção e rotação, STEPHENSON (2011) apresenta um sistema de
coordenadas independente de ambos os fatores, head e potência. A transformação é
realizada através de análise dimensional e a aplicação de uma variação das Fan Laws.
Assim, as funções head politrópico
44
‡ = K (m, ¨, ©, ª, -, J)
( 4.29 )
5 = K (m, ¨, ©, ª, -, J) ,
( 4.30 )
e potência
que originalmente dependem de m (vazão volumétrica),¨(rotação do compressor), ©
(viscosidade do fluido), ª (massa específica do fluido), - (velocidade sônica do fluido
na sucção) e J (diâmetro médio do impelidor), são reduzidas primeiramente através do
teorema de Pi Buckingham em um suposto fluxo turbulento a
‡
,)
= K (m) , ¨),
( 4.31 )
e
5) = KL (m) , ¨),
( 4.32 )
onde o índice + denota valores adimensionais.
Em seguida, para reduzir a dependência das funções a apenas uma variável
deveria ser aplicada a fan law, correlações típicas entre vazão, rotação e pressão
aplicadas para ventiladores e bombas. Contudo, as fan laws não são estritamente
aplicáveis a compressores, assim STEPHENSON (2011) ainda sugere uma forma
modificada, que gera por fim uma curva reduzida de head versus vazão,
‡
,b
= K« (mb ) ,
( 4.33 )
e uma de potência versus vazão,
5b = KQ (mb ).
( 4.34 )
Após esse procedimento, STEPHENSON (2011) sugere a regressão dos pontos
em três diferentes polinômios que representam três regiões distintas de operação do
45
compressor. Por fim, esses polinômios são revertidos para forma dimensional na
condição específica da simulação de processo e valores de potência e eficiência são
obtidos através da leitura direta do mapa.
Assim, a partir das curvas de performance do compressor de CO2 fornecidas
pelo fabricante e através dos procedimentos descritos acima, que fazem parte do
UniSim®, os quatro estágios são modelados no simulador de processos.
4.2.4
Modelagem dos trocadores de calor
Os trocadores de calor são modelados como trocadores da classe casco e tubos,
tipo TEMA F. O simulador de processos é capaz de determinar o fator (U.A) do
equipamento a partir das condições de contorno prescritas. Como descrito por SERTH
(2007), o modelo térmico é regido pelas equações
m€ = n*d¦O¬
( 4.35 )
m€ = H€– ∆O,
( 4.36 )
e
sendo m€ , n,*, d¦O¬, H€, – e ∆O respectivamente a carga térmica (W), o coeficiente
global de transferência de calor (W/m2.K), a área de troca térmica (m2), a diferença
média logarítmica de temperaturas (oC), a vazão mássica do fluído quente ou frio (kg/h),
o calor específico a pressão constante do fluido quente ou do fluido frio (kJ/kg ºC) e a
diferença entre as temperaturas de entrada e saída da corrente quente ou fria (ºC).
Nos intercoolers dos estágios de compressão o valor de 40 ºC é arbitrado como
saída do gás de processo. Em todos os casos, água é usada como meio de resfriamento,
sendo admitida a 35 ºC e descartada a 55 ºC, limite imposto pelo Conselho Nacional do
Meio Ambiente-CONAMA. Já o circuito de água de aquecimento disponível e que
atende os reaquecedores encontra-se nas temperaturas de 170 ºC de entrada e 120 ºC de
saída. A temperatura de saída da corrente de gás dos reaquecedores também será
arbitrada em 40º C de forma a reestabelecer a temperatura original do processo, na qual
baseou-se a permeância das membranas. A perda de carga na corrente de gás dos
46
trocadores de calor é arbitrada baseada em valores práticos de projeto, como sendo 110
kPa.
A determinação da área de troca de acordo com a equação ( 4.35 ) se faz
necessária apenas para auxiliar na modelagem econômica do problema. Determinando o
coeficiente global de transferência de calor é possível obter a área de troca Assim,
segundo PERRY e GREEN (1997), valores típicos de coeficiente global de
transferência de calor podem ser obtidos para diversas aplicações de acordo com o tipo
de equipamento e os fluidos envolvidos. O valor médio de 700 W/(m².K) é atribuido
como coeficiente global de transferência de calor baseado na experiência de aplicações
semelhantes de acordo com PERRY e GREEN (1997).
4.2.5
Modelagem dos vasos de pressão
Os vasos separadores de líquido (scrubbers) são modelados de forma a separar
as correntes de fase líquida e fase gasosa, evitando o arraste de líquido para o
equipamento a montante.
Do ponto de vista de processo, não é necessário nenhuma outra informação para
a modelagem do vaso de pressão. Contudo, seu diâmetro e altura são utilizados na
modelagem econômica.
Dessa forma, de acordo com CAMPBELL (2004), para o cálculo do diâmetro é
considerado a equação de Sauders & Brown para a obtenção da velocidade do gás
† = ¡. -
®Ž s®“
®“
,
( 4.37 )
onde †, ªƒ , ª e ¡ são, respectivamente, a velocidade do gás (m/s), a massa específica do
líquido (kg/m3), a massa específica do gás (kg/m3) e o parâmetro dependente da
geometria (m/s).
Com os valores obtidos no simulador de processos, é possível calcular a
velocidade, e finalmente, é possível determinar o diâmetro do vaso segundo a equação
47
«.¯“
¬ =,
°.‚.e
( 4.38 )
“
sendo ¬ o diâmetro do vaso (m), m é a vazão de gás (m3/s) e
(
= 1 para vasos verticais).
é o fator geométrico
A altura do vaso pode ser obtida, ainda segundo CAMPBELL (2004), de forma
indireta através do cálculo do volume de líquido. Contudo, neste trabalho é utilizado o
fator H/D (altura/diâmetro) na razão de 4, conforme GADELHA (2013).
4.2.6
Ferramentas computacionais
A resolução de algoritmos de otimização normalmente demanda uma grande
quantidade de cálculo. De modo semelhante, o processo de cálculo termodinâmico dos
processos industriais e de balanços de massa e energia também demanda elevado poder
matemático. Atualmente, com o desenvolvimento de computadores com capacidade de
processamento elevada, tais atividades são atribuídas a programas dedicados a essas
atividades.
Para a resolução dos problemas propostos, é feito uso de ferramentas
computacionais nas diversas etapas do processo. O algoritmo de resolução do problema
de otimização é implementado com o auxílio do programa Microsoft Excel(TM) e sua
linguagem de programação Visual Basic for Applications. Trata-se de uma ferramenta
com grande capacidade de cálculos, suficiente para o desenvolvimento e execução dos
algoritmos de otimização propostos. Conta ainda com um atributo essencial na
resolução do problema proposto nesse trabalho, a capacidade de interface, vide figura
4.2.
O programa responsável pelo algoritmo de otimização faz interface com o
programa UniSim® da Honeywell. O UniSim® é um programa de modelagem de
processos de fácil utilização e interativo que permite engenheiros a criarem modelos
estáticos e dinâmicos para projetos de plantas de processo, monitoramento de
performance, resolução de problemas, melhorias operacionais, planos de negócio, e
gerenciamento de ativos. O UniSim® é largamente difundido na comunidade de
engenharia química, com desempenho reconhecido, tendo sido utilizado por
MONTEIRO (2009), BARBOSA (2010) e MACHADO (2012) em seus trabalhos.
48
Assim, o UniSim® é responsável por realizar a simulação termodinâmica do problema
estudado.
Figura 4.2- Interface de programas computacionais.
O simulador de processos é responsável por realizar:
•
os balanços de massa e energia da termodinâmica;
•
o cálculo termodinâmico do módulo de membranas;
•
o cálculo termodinâmico e determinação da rotação dos compressores;
•
o cálculo térmico dos trocadores de calor;
•
a separação das fases líquida e gasosa nos vasos de pressão.
Apesar das limitações do programa e intervenções necessárias no simulador de
processos, a utilização do UniSim® permite que a atenção possa ser redirecionada para
outras etapas da resolução do problema. Com o uso dele, é possível partir da premissa
que a modelagem dos equipamentos e as demais tarefas pelas quais é responsável serão
executadas a contento, deixando em aberto a parametrização das variáveis típicas de
cada equipamento como, por exemplo, eficiência dos compressores.
No presente problema, resolveu-se o escoamento global de uma corrente
multicomponente (várias espécies). Sendo assim, o balanço de massa é aplicado
49
individualmente a cada espécie da corrente. O balanço de massa calculado pelo
simulador de processos pode ser descrito para um determinado volume de controle,
onde não haja reação química nem acúmulo de massa, como
•‘
∑p
∑pŠ‹Œ
l4 H€0,l,0) = l4 H€0,l,N¥1 ,
( 4.39 )
onde H€0,0) (kg/s) é a vazão mássica do componente na corrente k entrando no volume
de controle, H€0,N¥1 (kg/s) é a vazão mássica do componente
na corrente k saindo do
volume de controle, M0) é o número total de corrente entrando no volume de controle e
MN¥1 é o número total de corrente saindo do volume de controle.
O balanço de energia, onde não haja reação química nem acúmulo de energia e
as variações de energia cinética e potencial possam ser desprezadas, é resolvido para o
mesmo volume de controle através da equação
p
p
m€ − §€ + ∑l4•‘ H€l,0) . ℎl,0) − ∑l4Š‹Œ H€l,N¥1 . ℎl,N¥1 = 0,
( 4.40 )
onde ℎl,0) (kJ/kg) é a entalpia da corrente k entrando no volume de controle e ℎ0,0)
(kJ/kg) é a entalpia da corrente k saindo do volume de controle, m€ (kJ/s) é a taxa de
calor entrando no volume de controle e §€ (kJ/s) é a taxa de trabalho saindo do volume
de controle. O calculo da entalpia da corrente k a partir dos componentes é função da
equação de estado utilizada.
4.3
Métodos de otimização
Os métodos de otimização utilizados nesse trabalho são descritos a seguir. Seus
algoritmos foram implementados em uma ferramenta computacional. Os resultados
obtidos através dos dois métodos, evolução diferenciada e enxame de partículas, foram
comparados de forma a validar as implementações.
50
4.3.1
Evolução Diferenciada
O método de evolução diferenciada baseia-se na busca estocástica e na idéia de
que a reprodução da espécie é fruto da combinação das características de indivíduos.
Nesse método os indivíduos são representados através de características de valores
reais, formando um vetor. Para cada indivíduo é atribuído também um valor que
representa a função objetivo, como exemplo, custo. A cada iteração novos indivíduos,
ou vetores, são gerados através de processos de cruzamento e mutação. O valor do custo
dos novos indivíduos é então comparado com seus antecessores e se for melhor,
substitui-se o indivíduo da geração anterior, caso contrário, é descartado. Como pode
ser observado no fluxograma da figura 4.3, o método inicia com uma população ∏,
representada por uma quantidade finita+ de indivíduos 5 dentro dos limites das
variáveis atribuindo a eles valores randômicos, associado a uma função de densidade de
probabilidade uniforme. A partir de fatores como mutação, , e cruzamento,
W,
produz-se novas gerações, ¡, que tendem a ser melhores que as anteriores, até que o
indivíduo ótimo5²³
#"1 , seja encontrado. O termo representa o i-ésimo indivíduo.
Figura 4.3– Algoritmo de evolução diferenciada, adaptado de COLAÇO e
DULIKRAVICH. (2011).
51
O método de otimização demanda que sejam definidos valores para os fatores
mutação e cruzamento. Alguns estudos como o de MARIANI et al. (2011) e PADILHA
(2006) buscam valores ótimos para os fatores através de estudos de tendência ou
formulações matemáticas. Nesse trabalho o valor de 60% será atribuído ao fator de
mutação e cruzamento.
4.3.2
Enxame de Partículas
O método enxame de partículas procura simular o comportamento de um
enxame ∏ composto por + partículas 5. Cada partícula é por sua vez formada por um
vetor com sua localização no espaço de busca se movendo com velocidade †, por este
espaço, levando em conta a orientação individual e também a coletiva, na busca do
ponto ótimo 5²r
#"1 , figura 4.4. Ao contrário de outros algoritmos evolucionários, as
partículas do enxame cooperam compartilhando a informação sobre o espaço de busca
através da divulgação de sua melhor posição já encontrada.
Figura 4.4- Algoritmo de enxame de partículas, adaptado de COLAÇO e
DULIKRAVICH et al. (2011).
52
O movimento da partícula é regido por equações de movimento
e
50´g = 50´ + †0´ ( 4.41 )
†0´ = µ†0´ + ¶~ 0 (∏0 − 50´ ) +¶~ 0 (∏ − 50´ ),
( 4.42 )
onde representa o i-ésimo indivíduo, o parâmetro µ representa o coeficiente do termo
de inércia, enquanto o parâmetro ¶, aliado aos valores randômicos ~ e ~ , direciona
cada indivíduo para o melhor valor já encontrado do próprio individuo ∏0 ou da
coletividade ∏ . Os fatores µ e ¶, foram definidos com valores típicos 1 e 2
respectivamente, conforme descrito no trabalho de KENNEDY e EBERHART (1995).
4.3.3
Funções Objetivo
A grosso modo, otimização é o processo de tornar algo tão perfeito quanto
possível. A otimização busca determinar a melhor solução para um problema sob certo
grupo de restrições.
De acordo com COLAÇO e DULIKRAVICH (2011), o primeiro passo para a
definição de um problema de otimização é a definição da função objetivo. A função
objetivo é a representação matemática do aspecto sob avaliação, que deve ser
minimizado ou maximizado. Matematicamente a função objetivo pode ser descrita
como
· = ·(5); 5 = {5 , 5 , … , 52 },
( 4.43 )
onde 5 , 5 , … , 52 são as variáveis de decisão do problema sob avaliação, que podem
ser modificadas de modo a encontrar o melhor valor para função ·.
Para o sistema de separação por membranas descrito no capítulo 3, tal qual em
diversos problemas de engenharia, um dos principais aspectos a ser otimizado refere-se
ao seu custo. Especificamente, o custo de investimento de um novo empreendimento é
um importante parâmetro de tomada de decisão, visto que em projetos vultosos, como o
53
de uma plataforma de petróleo, torna-se difícil a captação de empréstimos, dado os
riscos envolvidos e os longos prazos de retorno.
Este custo de investimento, também conhecido como Capital Expenditure
(CAPEX), engloba a quantia monetária necessária a ser despendida na aquisição, ou
melhoria, de bens de capital de uma empresa. Assim, baseado na equação ( 4.43 ), a
função objetivo é descrita como
*5 = *5(5); 5 = {5 , 5 , … , 52 }.
( 4.44 )
O objetivo do problema de otimização é, então, descrito como
Min( *5).
( 4.45 )
Um outro aspecto significativo na decisão pela construção ou não de uma nova
planta de processo é o valor presente líquido (VPL) do investimento. O VPL é descrito
como o fluxo de entradas e saídas de capital de um empreendimento, conhecido como
fluxo de caixa ao longo do tempo, quantificados a valor presente. Do mesmo modo que
para o custo de investimento, a função objetivo pode ser descrita como
c*d = c*d(5); 5 = {5 , 5 , … , 52 }.
( 4.46 )
Nesse caso, o objetivo do problema de otimização é descrito como
Max(c*d).
( 4.47 )
Como explicado no capítulo 4.1.5, o Valor Presente Líquido é função do fluxo
de caixa, que por sua vez é função de outras variáveis financeiras incluindo
indiretamente
*5. Contudo, o problema apresentado para a função c*d terá como
premissa um valor de
*5 pré-estabelecido. Assim, o problema de Max(c*d) em
outros termos significa, o aprimoramento das variáveis de processo, como pressões,
temperaturas e vazões, de modo a otimizar o fluxo de caixa, uma vez que o
54
dimensionamento físico da planta de processo, tamanho e capacidade dos equipamentos,
está pré-estabelecido a partir do problema anterior, Min(CAP).
Desse modo, as funções objetivo foram definidas de forma a possibilitar a
comparação das diferentes configurações descritas na figura 3.7, figura 3.8, figura 3.9,
figura 3.10 e figura 3.11, e auxiliar na tomada de decisão sob a ótica econômica a
respeito de qual configuração é mais apropriada. Em resumo, o problema é analisado
separadamente de forma a atender dois objetivos distintos:
•
primeiramente, obter a configuração física que apresente o menor custo
de investimento atendendo às restrições impostas;
•
e finalmente, a partir da configuração física de menor custo de
investimento, obter a configuração das variáveis de processo que
apresente o maior valor presente líquido atendendo ainda às demais
restrições impostas.
4.3.4
Variáveis de Decisão
Como definido na Equação ( 4.43 ), 5 , 5 , … , 52 representam as variáveis de
decisão do problema. Este trabalho propõe a resolução e comparação de cinco diferentes
configurações, vide figura 3.7, figura 3.8, figura 3.9, figura 3.10 e figura 3.11. Para cada
configuração há um conjunto de variáveis independentes, que correspondem ao domínio
da função, necessárias para solucionar o problema, vide tabela 4-6.
Suponha, por exemplo, um processo de compressão centrífuga. De acordo com
RODRIGUES (1991) as variáveis independentes podem ser descritas como a pressão e
temperatura de sucção, pressão de descarga e natureza do gás. Assim, atribuindo valores
a essas variáveis é possível determinar o valor de outros parâmetros como potência
consumida e temperatura de descarga, nesse caso denominadas variáveis dependentes.
A definição de variáveis dependentes e independentes é consequência da modelagem
matemática do problema estudado e do número de graus de liberdade desse problema.
Suponha, no entanto, uma variação do exemplo anterior, onde nunca haja modificação
na composição do gás que é pré-definido. Nesse caso, o problema é reduzido em um
grau de liberdade e as variáveis de decisão passam a ser três.
55
A definição das variáveis de decisão representa uma das partes cruciais da
resolução de um problema de otimização. Elas podem ser escolhidas de modo a facilitar
sua resolução, e por conta dessa seleção o problema pode mudar seu comportamento de
não-linear para linear, e assim, possivelmente reduzir o tempo necessário para atingir o
ponto ótimo.
No presente estudo de parâmetros as variáveis de decisão foram definidas
conforme a tabela 4-6, que devem ser interpretadas em conjunto com a figura 3.7, figura
3.8, figura 3.9, figura 3.10 e figura 3.11. Ao atribuir valores às variáveis de decisão, é
possível determinar o equilíbrio termodinâmico e o balanço de massa do problema.
Contudo, com as informações já expostas e realizando uma análise detalhada de cada
configuração observa-se que mesmo após definir os valores para as variáveis descritas
na tabela 4-6, ainda faltariam dados para a resolução do problema, o que o tornaria
indeterminado. Tais dados necessários existem e são apresentados como restrições dos
problemas. Eles são detalhados no capítulo 4.3.5 e seus valores são, assim, considerados
e justificados como sendo pré-estabelecidos.
Tabela 4-6 - Variáveis de decisão.
Variável
Configuração
A
B
C
D
E
Área do equipamento
1
1
1
1
1
Pressão da corrente
iii
iii
iii
xxii
iii
2
2
2
iii
xxi
4
4
Área do equipamento
Pressão da corrente
xx
% de reciclo da corrente
2
Quantidade total de variáveis de decisão (m)
3
3
i,ii,iii,... – correntes de fluído na figura 3.7, figura 3.8, figura 3.9, figura 3.10 e figura 3.11.
1,2,3... – equipamentos na figura 3.7, figura 3.8, figura 3.9, figura 3.10 e figura 3.11.
4.3.5
Restrições
As restrições representam limitações do espaço vetorial do domínio do
problema. As restrições podem estar relacionadas às varáveis dependentes ou
independentes, sendo mais frequentemente declaradas como limites nas variáveis
56
dependentes. A restrição de igualdade, representada nos problemas de otimização por
valores pré-definidos, e denotada por
¿ = ¿(5) = 0.
( 4.48 )
Já a restrição de não igualdade, representada nos problemas de otimização por
valores limítrofes, e denotada por
m = m(5) < 0.
( 4.49 )
Retornando ao exemplo apresentado da compressão centrífuga, pode-se observar
que a temperatura de descarga do compressor não pode ser superior ao limite de
temperatura construtivo do sistema de selagem. Nesse caso, a temperatura de descarga
deve ser considerada uma restrição. Observa-se que ela não faz parte do conjunto de
variáveis de decisão selecionado, sendo ela uma variável dependente.
Em problemas de otimização torna-se necessário permitir que o algoritmo de
otimização possa lidar com tais restrições. No método de evolução diferenciada o
tratamento é feito atribuindo-se um valor a imagem da função objetivo de modo a tornar
o indivíduo não adequado à evolução da espécie. Supondo que se queira minimizar uma
dada função ·, e observada uma restrição m, atribui-se um valor,¢, sabidamente
superior aos demais possíveis valores da imagem da função. Ou seja,
se m0 ≥ 0; então ·0´g = ¢, onde ¢ ≫ Max(·),
( 4.50 )
onde denota a i-ésimo indivíduo, ¡ a iteração atual.
No método de enxame de partículas o tratamento dado quando uma partícula não
atende a uma determinada restrição é feito através da redução do vetor velocidade de
uma certa partícula de modo a atender a restrição, aproximando a mesma do limite de
forma mais lenta. Assim,
‚š
se m0 ≥ 0; então 50´g = 50´ + Õ ,
57
( 4.51 )
onde denota a i-ésima partícula, † a velocidade da partícula, ¡ a iteração atual e | um
valor inteiro e positivo que garante m0 < 0.
Nas configurações apresentadas na figura 3.7, figura 3.8, figura 3.9, figura 3.10 e
figura 3.11, para o problema Min( *5), diversas são as restrições físicas e operacionais
a serem observadas. Assim, limitada pelos parâmetros impostos pela Agência Nacional
do Petróleo (ANP) e pelos outros subsistemas da plataforma, a unidade de separação
deve ser capaz de:
•
produzir uma corrente rica em gás natural com no máximo 3% molar de
CO2;
•
produzir uma corrente rica em CO2 a ser recomprimida até 25000 kPa;
•
evitar formação de condensado dentro das membranas;
•
manter a vazão da corrente de recirculação (quando existente) acima de
10% da vazão total;
•
atender a performance do sistema de recompressão que está préestabelecido e cujas curvas características não devem ser alteradas;
•
manter a temperatura de 40 oC após os trocadores interestágios de
compressão; esse valor é baseado nas melhores práticas de projetos de
engenharia e está limitado por outros parâmetros como a temperatura da
água de resfriamento;
•
atender a vazão da corrente de alimentação que varia ao longo do tempo,
de acordo com a curva de produção da plataforma;
•
evitar condições de operação de surge dos compressores;
•
manter a temperatura de descarga dos compressores abaixo do limite de
projeto do sistema de selagem.
Além das restrições operacionais supracitadas, o problema de otimização ao ser
resolvido também necessita atender diversas outras restrições como:
•
balanço de massa em todas as seções de mistura ou divisão de correntes;
•
balanço de energia;
•
equações de modelagem das membranas e compressores;
58
•
não-negatividade das variáveis de vazão.
Não obstante, a solução do problema Max(c*d) além de observar as restrições
supracitadas também deve atender as novas restrições impostas pela resolução do
problema Min( *5) como se definiu no capítulo 4.3.3. Sendo assim, é ainda
necessário, para cada configuração, limitar a solução do problema Max(c*d) ao
dimensionamento dos módulos de membrana, trocadores de calor e vasos de pressão
oriundos da solução do problema Min( *5) correspondente.
4.3.6
Avaliação
dos
parâmetros
utilizados
e
critérios
de
convergência
Alguns parâmetros necessitam ter seus valores atribuídos de modo que os
algoritmos de otimização possam solucionar o problema. A escolha desses parâmetros
pode permitir uma resolução mais rápida ou não do problema. Trata-se de um equilíbrio
entre tempo de processamento e capacidade de se aproximar do ponto ótimo.
Na busca pelo ponto de equilíbrio entre tempo e convergência para o ponto
ótimo realiza-se estudos de sensibilidade de modo a selecionar valores mais adequados
para os parâmetros de cada método de otimização.
Como exemplo desse equilíbrio, no método de evolução diferenciada, é
necessário definir o número máximo de gerações que o algoritmo executa antes do seu
encerramento. Tal qual a evolução das espécies definida por Darwin, observa-se que
tempo, ou nesse caso, gerações são necessárias para promover uma melhoria num
processo evolucionário. Assim, com um número pequeno de gerações as chances de se
encontrar o ponto ótimo, mantido os demais parâmetros constantes, tende a ser menor
do que aquelas após diversas gerações. Na figura 4.5 observa-se a convergência para o
máximo da função a partir de + indivíduos e + partículas. À medida que o número de
iterações do algoritmo, ¡, cresce, o valor aproxima-se do ótimo, contudo, na contramão
segue o tempo necessário para a execução do algoritmo, aqui descrito como quantidade
de chamadas da função objetivo. O valor ótimo, na figura 4.5 é definido como sendo o
melhor resultado encontrado dentre os dois algoritmos de otimização. A variável
iteração do algoritmo, ¡, é comum a ambos os métodos de otimização, vide figura 4.3 e
59
figura 4.4. O exemplo na figura 4.5 é ilustrativo e não é fruto de análise estatística com
diversas repetições do algoritmo.
Com o mesmo propósito de definição dos parâmetros, simulações variando a
diferença entre os valores máximo e mínimo do grupo de indivíduos e do grupo de
partículas são descritas na figura 4.6. O método de evolução diferenciada busca um
ponto ótimo a partir do cruzamento e mutação de indivíduos. Com a proximidade das
características entre esses indivíduos fica cada vez menor a probabilidade de um
cruzamento ou mutação gerar um novo e melhor resultado. Observa-se que, mantida as
demais variáveis, diferenças na ordem de 1 milésimo no valor da imagem da função
objetivo entre o grupo de indivíduos produzem resultados mais favoráveis que valores
na ordem de 1 centésimo. A mesma afirmação pode ser feita quando da análise do grupo
de partículas.
Figura 4.5 - Avaliação da quantidade de passos do algoritmo.
60
Fração do máximo da função
1
0,99
0,98
0,97
0,96
0,95
0,94
0,05
0,01
0,005
0,001
0,0005
0,0001
Variação máxima entre a imagem dos indivíduos
enxame de partículas
evolução diferenciada
Figura 4.6- Avaliação da convergência entre as imagens dos indivíduos ou
partículas.
Outro parâmetro a ser analisado é a quantidade de indivíduos e partículas que
são utilizadas pelos algoritmos. Da mesma forma que demonstrado para as diferenças
entre as imagens da função, uma análise de sensibilidade é apresentada na figura 4.7.
Observa-se a boa convergência a partir de 10 indivíduos e 10 partículas, onde a
diferença do valor obtido para o ponto ótimo torna-se insignificante.
Por fim, avalia-se na figura 4.8 a repetitividade do processo. O mesmo algoritmo
executado repetidas vezes produz resultados diferentes. Esse comportamento é
explicado por diversos fatores relacionados aos processos randômicos associados aos
algoritmos, desde a escolha aleatória dos pontos iniciais, até a definição dos
cruzamentos, mutações, fatores de inércia e demais termos aleatórios. Apesar do
número reduzido de vinte repetições, pode-se inferir, a partir da figura 4.8, que
resultados com cerca de meio por cento de divergência são factíveis e com alta
probabilidade de ocorrência para ambos os métodos de otimização. O fato do número de
repetições não ser uma mostra significativa para definir uma relação probabilística não
invalida a escolha inicial dos parâmetros supracitados, que podem ser ajustados a
medida que os resultados dos dois métodos de otimização divirjam.
61
Fração do máximo da função
1
0,999
0,998
0,997
0,996
0,995
0,994
0
5
10
15
20
Qantidade de indivíduos ou partículas
enxame de partículas
25
evolução diferenciada
Fração do máximo da função
Figura 4.7 - Avaliação da quantidade de indivíduos ou partículas
1,000
0,999
0,998
0,997
0,996
0,995
1
2
3 4
5
6
7 8 9 10 11 12 13 14 15 16 17 18 19 20
Índice da repetição
enxame de partículas
evolução diferenciada
Figura 4.8 - Avaliação da repetitividade do algoritmo.
Com esse estudo, atribui-se então valores que tendem a produzir melhores e
mais rápidos resultados na obtenção do ponto ótimo. Ressalta-se que o estudo é
elaborado com número finito de casos e por si só não garante um bom resultado. Assim,
62
considera-se que o melhor modo de corroborar o resultado é a execução de dois
algoritmos de otimização distintos, permitindo a comparação dos resultados. Por fim, na
busca por uma convergência entre os métodos de cerca de 0,5%, opta-se por utilizar os
parâmetros descritos na tabela 4-7. Caso o resultado entre os métodos divirja
demasiadamente, o algoritmo é reiniciado e repetido com valores diferentes para os
parâmetros na busca da convergência, como exemplo, aumento no valor da quantidade
de partículas ou quantidade de indivíduos e aumento no número máximo de iterações do
algoritmo.
Tabela 4-7 - Parâmetros dos algoritmos de otimização.
Parâmetro
Enxame de
Evolução
Ä
Partículas
Diferenciada
Å
10
10
-
0,6
Æ
-
0,6
Ç
1
-
2
-
*
0,001
0,001
**
50
120
67
ÈÉÊËÌÍÎÏÐÑÒÔÓ,…,Ä ÕÖ×
ÈØÙËÌÍÎÏÐÑÒÔÓ,…,Ä ÕÖ×
ÔÚáÜÝÚÞ
Ä – quantidade de partículas ou quantidade de indivíduos, Ж imagem da
função, Ò – indivíduo ou partícula, Ô – k-ésima iteração do algoritmo, Å – fator
de mutação, 67 – fator de cruzamento, ß – coeficiente do termo de inércia, à –
coeficiente do termo de movimento.
* critério de convergência
** critério de parada
4.4
Estudo de caso de referência
Definida a metodologia para resolução do problema, é possível aplicá-la a um
caso de referência. O caso a seguir é baseado na Configuração E. Contudo, alguns
63
parâmetros de entrada são alterados para permitir que o caso possa ser reproduzido
integralmente neste trabalho.
Considera-se neste caso de referência a corrente de entrada de vazão de 1000000
Nm3/dia com a composição de acordo com a tabela 4-8, sendo essa corrente incidente
no ano sete de operação e que será usado como ano base para o cálculo de *5e Ψá .
Além disso, os valores de permeância utilizados no simulador de processos são expostos
na tabela 4-9. Por fim, os mapas de operação dos compressores de CO2 são substituídos
por um uma taxa de compressão similar entre os quatro estágios e as eficiências
politrópicas do estágio um a quatro definidas como 77%, 72%, 75% e 65%
respectivamente. Na tabela 4-10 observa-se os parâmetros de entrada e saída do
simulador de processos e seus respectivos valores no ponto ótimo. Por fim, os
resultados do processo de otimização de ambas as funções e os valores das variáveis de
decisão são exibidos na tabela 4-11.
Tabela 4-8 - Composição do gás natural da corrente de alimentação do caso de
referência.
Componente
Metano
% molar
60
Etano
10
Propano
10
CO2
20
Tabela 4-9 - Valores de permeância para membranas do caso de referência.
Permeância
[MMSCMD / (bar . m2)]
Metano
1.01e-8
Etano
4.43e-11
Propano
3.49e-11
CO2
1.94e-7
64
Tabela 4-10 - Valores das variáveis de processo para Configuração E. do caso de
referência
Equipamento
/ Corrente
1
2
i
i
i
ii
ii
ii
iii
xx-iii
ii-xxi
21
21
21
21
21
21
xxi
xxi
xxi
xxi
16
16
16
16
19
19
19
19
17
17
17
17
17
17
20
20
xvii
xvii
(continua)
Unidade
Variável
Valor
Área
Área
Vazão
Pressão
Temperatura
Pressão
Vazão
PCI
Pressão
Delta de temperatura
Delta de temperatura
Perda de carga
Temperatura do fluido de aquecimento entrada
Temperatura do fluido de aquecimento saída
Tipo de equipamento
U.A
Vazão do fluido de aquecimento
Pressão
Vazão real
Densidade da fase gasosa
Densidade da fase líquida
Eficiência politrópica
Potência
Temperatura de descarga
Pressão de descarga
Eficiência politrópica
Potência
Temperatura de descarga
Pressão de descarga
Perda de carga
Tipo de equipamento
Temperatura do fluido de resfriamento entrada
Temperatura do fluido de resfriamento - saída
U.A
Vazão do fluido de resfriamento
U.A
Vazão do fluido de resfriamento
Temperatura
Vazão real
51845 m2
249424 m2
Vide tabela 4-8
5300
kPa
o
38
C
5000
kPa
33092 m3/h
42,88
kJ/ m3
392
kPa
o
3
C
o
3
C
110
kPa
o
170
C
65
120
o
C
AFU TEMA
1752
kJ/( oC.h)
938
kg/h
369
kPa
3149
m3/h
5,3
kg/ m3
1000
kg/ m3
75
%
779
kW
o
177
C
1508
kPa
75
%
751
kW
o
190
C
5710
kPa
110
kPa
AFU TEMA
o
35
C
55
74162
31460
85849
39206
40
838
o
C
kJ/( oC.h)
kg/h
kJ/( oC.h)
kg/h
o
C
m3/h
Equipamento
/ Corrente
xvii
xvii
xvii
xix
xix
xxiii
xxiii
xx
4
4
4
4
7
7
7
7
10
10
10
10
13
13
13
13
5
5
5
5
5
5
8
8
8
8
8
8
11
11
11
11
(continuação)
Valor Unidade
Variável
Densidade da fase gasosa
Densidade da fase líquida
Pressão
Temperatura
Pressão
Temperatura
Pressão
Pressão
Head e Potência
Tipo de equipamento
Potência
Temperatura de descarga
Head e Potência
Tipo de equipamento
Potência
Temperatura de descarga
Head e Potência
Tipo de equipamento
Potência
Temperatura de descarga
Head e Potência
Tipo de equipamento
Potência
Temperatura de descarga
Perda de carga
Tipo de equipamento
Temperatura do fluido de resfriamento entrada
Temperatura do fluido de resfriamento saída
U.A
Vazão do fluido de resfriamento
Perda de carga
Tipo de equipamento
Temperatura do fluido de resfriamento entrada
Temperatura do fluido de resfriamento saída
U.A
Vazão do fluido de resfriamento
Perda de carga
Tipo de equipamento
Temperatura do fluido de resfriamento entrada
Temperatura do fluido de resfriamento saída
66
19,8
kg/ m3
1000
kg/ m3
1398
kPa
o
40
C
5600
kPa
o
40
C
5600
kPa
5410
kPa
Vide capítulo 4.4
Centrífugo
343
kW
o
101
C
Vide capítulo 4.4
Centrífugo
411
kW
o
156
C
Vide capítulo 4.4
Centrífugo
360
kW
o
153
C
Vide capítulo 4.4
Centrífugo
300
kW
o
137
C
110
kPa
AFU TEMA
o
35
C
55
o
C
44712
kJ/( oC.h)
9622
kg/h
110
kPa
AFU TEMA
o
35
C
55
o
C
54071
kJ/( oC.h)
20058 kg/h
110
kPa
AFU TEMA
o
35
C
55
o
C
Equipamento
/ Corrente
11
11
14
14
14
14
14
14
vi
ix
xii
xv
xv
(conclusão)
Unidade
Variável
Valor
U.A
Vazão do fluido de resfriamento
Perda de carga
Tipo de equipamento
Temperatura do fluido de resfriamento entrada
Temperatura do fluido de resfriamento saída
U.A
Vazão do fluido de resfriamento
Temperatura
Temperatura
Temperatura
Temperatura
Pressão
77623
kJ/( oC.h)
28177 kg/h
110
kPa
AFU TEMA
o
35
C
55
o
C
104736 kJ/( oC.h)
33462 kg/h
40
oC
o
40
C
o
40
C
o
40
C
25100 kPa
Tabela 4-11 – Resultados do processo de otimização do caso de referência.
Variável
Valor
6âÒ
36 x 106 US$
Ψ ã
3 x 106 US$
Área da membrana 1
51845 m2
Área da membrana 2
249424 m2
Pressão da corrente iii
392 kPa
Pressão da corrente xxi
369 kPa
67
CAPÍTULO 5 RESULTADOS E ANÁLISE
Nesta seção são apresentados os resultados numéricos obtidos com a aplicação
da metodologia exposta no capítulo 4. São selecionadas cinco configurações que foram
submetidas ao processo de otimização para duas diferentes funções objetivos em
sequência, CAP e VAL. De acordo com a metodologia proposta, o problema Max(VAL)
é subdividido em vinte e cinco problemas de otimização de fluxo de caixa. Por fim, suas
parcelas são adicionadas de forma a obter o valor presente líquido. Todos os problemas
de otimização foram solucionados através dos dois algoritmos heurísticos, enxame de
partículas e evolução diferenciada. Todas as simulações foram desenvolvidas com o
auxílio dos programas computacionais UniSim® e Microsoft Excel(TM) .
É necessário salientar que além das premissas técnicas consideradas em típicos
problemas de engenharia, a análise desse problema é constituída por variáveis
econômicas que possuem enorme volatilidade, como o preço de venda do gás natural ou
como a taxa de retorno (juros) desejada, que muitas vezes são fruto de projeções de
mercado. Para um problema de longo prazo, como vinte cinco anos, essas incertezas
econômicas trazem grande impacto no resultado da análise. Para um cenário econômico
diferente, espera-se que a metodologia utilizada neste trabalho sirva como modelo para
análises futuras.
5.1
Comparação dos tempos computacionais
Um algoritmo de otimização é capaz de resolver problemas nos quais a equação
que rege a função objetivo não é explícita, também chamados de problemas do tipo
“caixa-preta”. Nesse trabalho o programa UniSim®, responsável pela modelagem
termodinâmica, apresenta comportamento similar. Ele é invocado a partir do algoritmo
de otimização. Apesar de não responder pela modelagem econômica, o tempo gasto
pelo UniSim® é substancialmente superior ao tempo gasto nos demais cálculos
executados pelo Microsoft Excel(TM) , da ordem de milhares de vezes por iteração do
algoritmo de otimização. O tempo de execução do processo de otimização exibido na
68
figura 5.1 em um computador com processador Intel I7 é de 5,8 horas, sendo o
UniSim® responsável por quase a totalidade do tempo gasto.
Para a simulação computacional foi possível e necessário paralelizar o processo
em diferentes computadores e núcleos. Desta forma os tempos de processamento não
puderam ser comparados de forma direta. Para substituir essa importante variável,
considera-se o número de chamadas do simulador de processos a partir do algoritmo de
otimização, vide figura 4.2. Ao todo, este trabalho inclui cento e trinta problemas
diferentes, divididos em cinco configurações, vinte e cinco anos de operação e um ano
de implantação do empreendimento.
A figura 5.1 e a figura 5.2 apresentam o comportamento das partículas e
indivíduos ( , … , }) dos algoritmos ao longo das iterações do processo de resolução do
problema de valor presente líquido para certo ano e configuração específica. No método
enxame de partícula, cada iteração representa o intervalo constante de tempo durante o
movimento das partículas ou, de forma análoga, representa uma nova geração de
indivíduos no método evolução diferenciada. O propósito é apenas demonstrar o
comportamento dos algoritmos de forma clara. Observa-se que em ambos os casos, as
partículas e os indivíduos convergem para um resultado melhor que o existente na
condição inicial.
Não havendo propósito para exibir aqui o comportamento de todos os problemas
resolvidos, a tabela 5-1 na coluna θ, apresenta uma relação entre a velocidade do
algoritmo enxame de partículas e evolução diferenciada de forma agrupada por
configuração. O tempo decorrido refere-se ao necessário até o algoritmo convergir e
encerrar
devido
aos
critérios
de
parada
pré-estabelecidos.
Já
a
coluna τ apresenta uma relação mostrando qual algoritmo obteve mais vezes sucesso na busca
pelo ponto ótimo. Observa-se que na maioria das vezes o algoritmo de enxame de
partículas obteve maior êxito. É possível inferir, ao analisar a tabela 5-1, que há um
compromisso entre tempo computacional e resultado otimizado.
69
Ψ14 [Fração do ponto ótimo]
1
0,9
0,8
0,7
0,6
0,5
1
i
6
ii
iii
11
Passo
iv
v
vi
16
vii
21
viii
ix
x
Figura 5.1 - Convergência do algoritmo enxame de partículas - Configuração B ano 14
Ψ14 [Fração do ponto ótimo]
problema de valor presente líquido, dez partículas (i,...,x).
1
0,9
0,8
0,7
0,6
0,5
1
i
6
ii
11
16
iii
21
iv
26
31 36 41
Geração
v
vi
vii
46
51
viii
56
61
ix
66
x
Figura 5.2- Convergência do algoritmo evolução diferenciada - Configuração B ano 14
problema de valor presente líquido, dez indivíduos (i, ..., x).
Para comparação entre os métodos de otimização tabela 5-1, define-se
70
æ´ = çèéuêëìéìíìíîïéðéìéñìéòèuçãõíûõtèçãõìëòíøíuîëéìé÷éøéîõuòëúèøéçãõ´ ,
çèéuêëìéìíìíîïéðéìéñìéòèuçãõíuöéðíìí÷éøêíîètéñ÷éøéîõuòëúèøéçãõ´
e
τ´ =
þw
þ
Õ÷éøéîõuòëúèøéçãõ´
çèéuêëìéìíìíûíüíñçèíý(r%('Œ
)éðítïõøçèí Ñr%('Œ
êõêétìíîéñõñéuétëñéìõñ÷éøéîõuòëúèøéçãõ´
,
( 5.1 )
( 5.2 )
onde ¡ representa uma das configurações A, B, C, D ou E.
Tabela 5-1- Comparação entre métodos de otimização
Configuração
A
B
C
D
E
2,09
1,15
2,02
2,08
2,70
0,79
0,58
0,79
0,71
0,96
Todas as análises foram elaboradas eliminando-se o tempo computacional gasto
para criação da primeira geração de indivíduos ou partículas. Como os mesmos são
gerados aleatoriamente, fazem parte de ambos os métodos e possuem a mesma
quantidade de indivíduos e partículas, o tempo computacional gasto nesse processo
inicial não contribui na análise comparativa.
5.2
Análise da convergência entre os resultados dos diferentes
métodos de otimização
No capítulo 4.3.6 analisou-se a interferência dos parâmetros inerentes a cada
método de otimização na busca por resultados melhores e mais rápidos. Após a
execução dos algoritmos para cada uma das funções, *5 e c*d, é possível observar na
tabela 5-2 que os resultados obtidos pelos algoritmos enxame de partículas e evolução
diferenciada foram próximos de modo satisfatório.
A análise percentual, entre os resultados de cada problema otimizado, observada
71
na tabela 5-2, tem como objetivo manter o mesmo critério anteriormente utilizado na
determinação dos parâmetros dos métodos de otimização. Contudo, é possível verificar
que para alguns casos esse valor percentual torna-se elevado. A elevada diferença
percentual entre os métodos de otimização ocorre nos problemas cujos pontos ótimos
possuem valores absolutos muito diminutos. É necessário salientar que o simulador de
processos possui internamente seus próprios algoritmos de convergência, que são
utilizados durante a determinação da corrente de reciclo, das rotações de trabalho do
compressor, entre outros fatores, que comprometem a precisão dos resultados. Apesar
de ser possível aumentar a precisão dos cálculos provenientes do simulador de
processos, é fundamental entender o real impacto dessa ação no problema estudado e
perceber o esforço computacional adicional necessário para permitir um resultado mais
preciso. O objetivo desse estudo não encerra na análise comparativa entre métodos de
otimização e sim entre configurações distintas da planta de processamento, onde a
influencia de certas parcelas de fluxo de caixa, de pequeno valor absoluto, são quase
desprezíveis no todo.
A figura 5.3, a figura 5.4, a figura 5.5, a figura 5.6 e a figura 5.7 mostram o
comportamento das variáveis de decisão quando comparados os pontos ótimos obtidos
pelos diferentes algoritmos. Apesar desse trabalho não conter uma análise de
sensibilidade das diferentes variáveis de decisão, é possível constatar que algumas
variáveis ou possuem pouca influencia no resultado final da função objetivo, ou senão,
permitem múltiplas soluções ótimas, através de diversos mínimos/máximos locais. De
modo análogo é possível inferir o inverso para outras variáveis de decisão.
A análise dos dados da figura 5.3, figura 5.4, figura 5.5, figura 5.6 e figura 5.7
permite concluir a enorme influência das áreas de contato dos módulos das membranas
no resultado final do problema de otimização tanto para o cálculo de *5 quanto para o
de c*d. Particularmente na configuração C é possível observar o comportamento quase
espelhado da área das duas membranas. O comportamento espelhado da área das
membranas da configuração C sugere que é o somatório das áreas das membranas 1 e 2
que promove grande influência no resultado, e não seus valores individuais. Para
propósito dessa análise, define-se
λ0,l =
þw
ûétõøìéëséñëðéûéøëáûítìíìíîëñãõìír%('Œ
÷éøéõéuõl
þ ÷éøéõéuõl
ûétõøìéëséñëðéûéøëáûítìíìíîëñãõìír%('Œ
72
,
( 5.3 )
onde k representa o ano de operação, representa a variável de decisão, 5²r
#"1 é o vetor
que representa o ponto ótimo obtido através do método de enxame de partículas e 5²³
#"1
é o vetor que representa o ponto ótimo obtido através do método evolução diferenciada.
Tabela 5-2 - Razão entre ponto ótimo (Enxame de partículas / Evolução Diferenciada)
para o cálculo de fluxo de caixa a valor presente.
Função
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
Ψ
VAL
CAP
Ð(Ò
Ð(Ò
j (Ano)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
-
A
1,000
1,005
1,001
1,000
1,000
1,000
1,000
1,000
1,000
1,002
1,003
1,000
0,999
1,000
1,000
1,000
1,000
1,000
1,000
0,998
1,000
0,996
0,999
0,998
1,000
1,002
0,999
B
1,004
1,002
0,996
1,001
1,000
0,999
1,000
1,001
1,001
1,000
1,002
1,003
1,000
1,004
0,993
0,999
1,000
1,000
1,000
1,000
1,000
1,003
1,000
0,999
1,000
1,000
0,999
73
Ò
)
)
Configuração
C
0,994
1,000
1,000
1,000
1,000
1,001
1,000
1,002
1,000
1,002
1,003
1,000
0,997
0,993
0,999
0,999
1,000
1,000
0,997
0,999
1,004
0,998
1,000
1,001
1,001
1,000
1,000
D
0,993
0,996
1,001
1,002
1,003
1,001
1,000
0,998
1,003
0,992
1,002
0,991
0,995
0,996
1,000
1,001
0,999
1,007
1,004
1,000
0,995
1,000
0,999
0,994
1,004
0,997
1,005
E
1,005
1,007
1,001
1,004
0,998
0,999
1,000
1,002
1,001
0,993
0,996
0,995
1,031
1,000
0,997
0,995
1,002
0,995
0,998
0,996
0,997
0,998
0,999
1,000
1,000
1,005
0,995
1,2
λ
1,1
1
0,9
0,8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 7
Ano (VAL 1 a 25; CAP 7)
Pressão da corrente (iii)
Área da membrana (1)
Figura 5.3 – Comportamento das variáveis de decisão da configuração A.
1,2
λ
1,1
1
0,9
0,8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 7
Ano (VAL 1 a 25; CAP 7)
Pressão da corrente (iii)
Área da membrana (1)
Percentual de reciclo da corrente (xx)
Figura 5.4 - Comportamento das variáveis de decisão da configuração B.
74
1,2
λ
1,1
1
0,9
0,8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 7
Ano (VAL 1 a 25; CAP 7)
Pressão da corrente (iii)
Área da membrana (1)
Área da membrana (2)
Figura 5.5 - Comportamento das variáveis de decisão da configuração C.
1,2
1,1
λ
1
0,9
0,8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 7
Ano (VAL 1 a 25; CAP 7)
Pressão da corrente (xxii)
Área da membrana (1)
Pressão da corrente (iii)
Área da membrana (2)
Figura 5.6- Comportamento das variáveis de decisão da configuração D.
75
1,2
λ
1,1
1
0,9
0,8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 7
Ano (VAL 1 a 25; CAP 7)
Pressão da corrente (iii)
Área da membrana (2)
Pressão da corrente (xxi)
Área da membrana (1)
Figura 5.7 - Comportamento das variáveis de decisão da configuração E.
5.3
Comparação econômica – CAPEX
Ao implementar a metodologia descrita nesse trabalho chega-se aos resultados
otimizados para o custo de investimento de cada uma das cinco configurações. Para
obter o ponto ótimo verifica-se em cada ano de operação quais os valores das variáveis
de decisão encerram no custo mínimo. Em sequência, se faz necessário comparar os
resultados de modo a obter uma configuração que atenda simultaneamente a todo o
período produtivo da unidade.
De modo a reduzir o tempo necessário no procedimento acima exposto, opta-se
por iniciar a análise a partir do ano de máxima produção (ano sete). Com o valor
otimizado do custo de investimento para esse período, testa-se os valores das variáveis
de decisão nos demais anos. Obtendo-se êxito, considera-se este valor como sendo o
valor otimizado de custo de investimento do empreendimento.
De forma geral, devido à suavidade da curva de produção ao longo do tempo,
uma análise de extremos, anos de máxima e mínima vazão e máxima e mínima
concentração de CO2, permite obter conclusões acerca da viabilidade da solução para
todos os outros anos.
76
Por fim, considerando que o problema Max(VAL) também é resolvido neste
trabalho, e que nessa análise, a capacidade dos equipamentos é restringida ao limite
estabelecido pelo problema Min(CAP), torna-se possível confirmar o correto
dimensionamento do sistema ao solucionar com sucesso o problema Max(VAL).
Na figura 5.8 observa-se os custos de investimento para as cinco diferentes
configurações estudadas. A configuração C possui o menor valor entre todas as demais,
seguido da configuração A. O valor do custo de investimento é influenciado
principalmente pela área de membrana necessária para a operação. Ainda na mesma
figura, é possível observar a relação entre o custo das membranas e os demais
equipamentos no ponto de mínimo custo de investimento para as cinco configurações.
Na configuração E, uma grande vazão é recirculada pela corrente }} , o que
resulta num elevado custo de aquisição para os compressores 16e 19, e,
consequentemente, mas em menor grau, seus acionadores, trocadores e vasos. Contudo,
é necessário observar que essa vazão é produto da corrente oriunda da membrana 2,
portanto, também dependente dela. A configuração E apresenta-se como a opção de
maior custo de investimento.
A configuração A não apresenta qualquer outro equipamento senão a membrana,
enquanto a configuração C além da membrana inclui um reaquecedor intermediário. As
configurações B e D assumem posições intermediárias nessa análise.
Configuração
A
B
C
D
E
0
20
Membranas
40
60
CAP [US$/106]
Compressores e acionadores
80
Demais equipamentos
Figura 5.8 – Custo de investimento otimizado.
77
100
Para esse estudo foi necessário fixar um valor mínimo para a vazão de reciclo na
configuração B. Conforme previsto por BHIDE e STERN (1993), a solução de menor
custo de investimento para configuração B ocorre quando a vazão de reciclo assume
valor nulo, aproximando-se da configuração A. O resultado da configuração B para o
problema Min(CAP) corrobora com a análise. O limite mínimo de dez por cento foi
estabelecido como restrição para o processo de otimização da configuração B. Esse
valor foi arbitrado com a intenção de obter um resultado diferente do previsto para a
configuração A. Percebe-se de fato que valores maiores para esta restrição resultarão em
custos de investimento maiores. Contudo, não há neste trabalho um estudo de
sensibilidade de forma a verificar o impacto de diferentes valores de reciclo no
resultado do problema Max(VAL).
De modo semelhante ao acima exposto, a configuração D também tem por ponto
ótimo valores nulos para a membrana 1, se assemelhando da configuração A. Para este
caso também foi definida a vazão mínima da corrente }} em 10% da corrente .
Como previamente definido nas restrições, os resultados apresentados foram
limitados pela capacidade existente no sistema a jusante da membrana, compressor de
CO2. A figura 5.9 mostra a vazão normalizada e a concentração de CO2 na corrente }†.
Pode-se observar que em todas as configurações uma vazão semelhante de CO2 é
encontrada. Esse fato está relacionado à restrição de 3% molar de CO2 na corrente
.
Dada essa restrição, a quantidade quase absoluta de CO2 (97% a 100%) é direcionada
para a corrente }†. Observa-se também que a corrente }† carreia uma quantidade de
hidrocarbonetos. A configuração E nesta situação apresenta os menores valores. E, se a
corrente }† carreia menos hidrocarboneto, pressupõe-se que mais hidrocarboneto estará
presente na corrente
. Esse resultado está em acordo com o exposto por SPILLMAN
(1995) em seu trabalho, onde demonstra o aumento na recuperação de hidrocarbonetos
em uma configuração de dois estágios em cascata com reciclo.
A figura 5.10 apresenta a vazão de hidrocarboneto na corrente
para cada
configuração no ponto ótimo do problema Min(CAP). Observa-se que a configuração E,
apresenta-se como a de maior valor. Para análise do valor presente líquido, tal
característica é um fator positivo. Contudo, nessa etapa do estudo, o valor de receita
gerado por essa vazão em nada contribui para o cálculo do ponto ótimo da função.
78
Configuração
A
B
C
D
E
0
1
2
3
Vazão [Nm3/(106 dia)]
CO2
4
Hidrocarbonetos
Figura 5.9 – Vazão da corrente }†.
Configuração
A
B
C
D
E
0
1
2
Vazão [Nm3/(106 dia)]
3
4
Figura 5.10 Vazão da corrente .
Na figura 5.11 observa-se com detalhe a concentração de CO2 na corrente
.
Nela, destaca-se o fato de que, em todas as configurações, o valor de 3% molar,
referente a restrição de concentração máxima de 3% na corrente
, ser atingido como
valor da variável de decisão no ponto ótimo. De certo modo, era esperado, pois, sabe-se
que a função objetivo é fortemente relacionada com a área de membrana. Quanto mais
79
pura for a corrente
, maior deverá ser a área de troca da membrana. Assim, para
minimizar CAP, o maior valor de concentração de CO2 possível foi atingido na corrente
pelo algoritmo em todas as configurações.
Configuração
A
B
C
D
E
2
3
concentração molar de CO2 [%]
4
Figura 5.11 Concentração molar de dióxido de carbono da corrente .
A figura 5.12 mostra o poder calorífico inferior da corrente
para cada
configuração no problema Min(CAP). Nota-se a pequena variação desse valor nas
diferentes configurações. Visto que a receita é função desse valor e da vazão, infere-se
que, para esse problema, a receita é extremamente dependente da vazão.
Configuração
A
B
C
D
E
30
35
40
45
Poder calorífico inferior [MJ/m3]
Figura 5.12 Poder calorífico inferior da corrente
80
50
a 15 oC , 1 ATM.
5.4
Comparação econômica – VPL
A partir das configurações obtidas no capítulo 5.3, onde o menor custo de
investimento é atingido, estuda-se o problema de maximização de valor presente
líquido. O valor presente líquido é composto pela soma dos diversos fluxos de caixa
trazidos a valor presente através de uma taxa de juros. Assim, com valor de CAP fixo, o
problema de valor presente líquido é desmembrado em 25 problemas de fluxo de caixa,
um para cada ano de operação da unidade.
As novas restrições, oriundas da solução do problema Min(CAP), são inseridas
no problema Max(VAL). Desse modo, a área das membranas, a vazão de reciclo, a
capacidade dos vasos e dos trocadores de calor são limitados em seu máximo aos
valores obtidos nas configurações do capítulo 5.3.
A figura 5.13 apresenta o resultado do processo de otimização da função VAL a
partir dos vinte e cinco fluxos de caixa trazidos a valor presente. Observa-se que a
configuração C apresenta o melhor valor presente líquido dentre as demais, sendo a
configuração E o pior resultado. As demais configurações encontram-se em posições
intermediárias.
Configuração
A
B
C
D
E
0
50
100
VAL [US$/ 106]
150
200
Figura 5.13 - Valor presente líquido otimizado para cada configuração.
81
A figura 5.14 mostra as parcelas que compõe a função VAL em seu ponto ótimo
para cada configuração. Observa-se que, como esperado, a configuração E gerou maior
receita, visto que é capaz de produzir uma maior vazão para corrente
. Contudo, seu
maior custo de investimento e de produção resultou num valor presente líquido não tão
favorável. Observa-se também que a configuração B apresenta um pior valor presente
líquido motivado pelo seu maior custo de produção, quando comparado às demais
configurações de receita semelhantes como A e C.
Na figura 5.15 observa-se que para todas as configurações em quase todos os
anos a concentração molar de 3% de dióxido de carbono é atingida pelo processo de
otimização da função VAL, os pontos encontram-se sobrepostos em todos os anos. O
aumento no poder calorífico inferior, motivado pela redução da concentração de dióxido
de carbono na corrente de gás natural, conduziria a um aumento na receita. Contudo, a
contrapartida para o aumento do poder calorífico inferior é um impacto nos custos e nas
vazões, que levaria a um fluxo de caixa menos favorável em todos os casos avaliados.
A
Configuração
B
C
D
E
0
Receita
100
200
300
6
Parcela de VAL [US$/10 ]
Custo de produção
Depreciação
400
Custo de Investimento
Figura 5.14 - Parcelas componentes da função VAL no ponto ótimo, ponderada pela taxa
de imposto, para todas as configurações .
82
Concentração molar
de CO2 [%]
4
3
2
1
6
11
16
21
Ano
Configuração A Configuração B
Configuração C
Configuração D Configuração E
Figura 5.15 - Concentração molar de dióxido de carbono da corrente
no ponto ótimo
da função VAL.
A contrapartida da concentração molar dentro do limite estabelecido pela ANP
na figura 5.15, pode ser observada na figura 5.16.
Observa-se na figura 5.16 que a configuração E possui maior eficiência na
separação, e cria uma corrente rica em CO2 de concentração maior que as demais
configurações. Observa-se também uma menor flutuação na concentração de dióxido de
carbono ao longo dos anos. As demais configurações acompanham o formato da curva
de produção e da concentração de CO2 na mesma. A conclusão é uma menor permeação
de hidrocarbonetos para a corrente
na configuração E.
Nas configurações B e D existe uma corrente, } }, que cria um reciclo no
sistema. Sua presença onera a área das membranas e por consequência o custo de
investimento da configuração. A figura 5.17 apresenta σ, definido como a razão entre a
máxima vazão e a vazão em cada ano da corrente } } resultante do processo de
otimização da função VAL. A redução na vazão de reciclo promove uma redução no
custo de produção, contudo, como se observa na figura 5.17, uma vez que haja
capacidade para processar nas membranas essa carga adicional de reciclo, a solução de
melhor fluxo de caixa aponta para uma vazão de reciclo diferente de zero, chegando
83
próximo ao máximo possível em diversos anos de produção. O comportamento do valor
da vazão de reciclo apresentado na figura 5.17 mostra que o ponto ótimo para a função
VAL difere da função CAP. Para a análise da vazão da corrente } } define-se
σl =
¯€ • ,h
,
Véö(¯€ • )
( 5.4 )
onde m€ é a vazão em Nm3/dia (15 oC, 1 ATM), k é o j-ésimo ano de operação da
plataforma, variando de 1 a 25, e } } é o nome da corrente existente na figura 3.8 e
figura 3.10.
Concentração molar de CO2 [%]
100
90
80
70
60
50
40
30
20
10
0
1
6
11
16
21
Ano
Configuração A Configuração B
Configuração C
Configuração D Configuração E
Figura 5.16 - Concentração molar de dióxido de carbono da corrente xv.
Com foco na configuração de maior valor presente líquido, na figura 5.18,
apresenta-se a parcela de fluxo de caixa a valor presente Ψ, referente a cada ano de
operação da configuração C. Destaca-se o fato, comum para todas as configurações, do
fluxo de caixa ser revertido a partir da metade do período de operação da unidade. Esse
84
resultado mostra que, baseado na metodologia apresentada, a operação dessa unidade
não traz benefícios a partir desta data. Contudo, numa visão mais ampla do negócio de
separação primária de petróleo, a corrente de gás tratado agrega valor ao negócio de
outros modos além de sua venda. O gas-lift, por exemplo, é necessário para a elevação
do petróleo. Sem ele, outros métodos, como bombas centrifugas submersas (BCS),
deveriam ser empregados. Desse modo, a continuidade operacional desta unidade se
justifica não mais pelo seu lucro direto, mas pela necessidade de sua existência para
extração de petróleo. Sugere-se que uma comparação de unidades de separação primária
com BCS seja analisada no futuro. Ressalta-se, no entanto, que o resultado apresentado
deve ser visto com prudência, uma vez que variações no custo de produção, receita,
manutenção, entre outros, levam a resultados diferentes, podendo tornar o
empreendimento mais ou menos atrativo.
1
0,9
0,8
0,7
σ
0,6
0,5
0,4
0,3
0,2
0,1
0
1
6
11
16
21
Ano
Configuração B
Configuração D
Figura 5.17- Razão de vazão na corrente } } nas configurações B e D, no ponto ótimo
da função VAL.
85
50
40
30
Ψ [US$/106]
20
10
0
-10
-20
-30
-40
-50
0
5
10
15
20
25
Ano
Configuração C
Figura 5.18 - Fluxo de caixa a valor presente da configuração C, no ponto ótimo da
função VAL.
Ainda na figura 5.18 destaca-se o investimento inicial no ano zero e os anos um
a seis, onde ocorre a depreciação do investimento, o que afeta o fluxo de caixa na
proporção do investimento inicial.
A configuração C é detalhada na figura 5.20, destacando as parcelas que compõe
seu fluxo de caixa. Percebe-se que ao longo de toda a vida útil da unidade houve receita,
o que indica que o tamanho dos equipamentos definidos pelo ponto ótimo obtido na
otimização da função CAP foi adequado para a operação em todos os vinte e cinco anos.
Contudo, assume valores diminutos a partir da metade da vida útil do empreendimento.
A diminuição da receita anual com o passar do tempo significa que, de modo crescente,
a parcela de gás natural tratado é usada para o processo de gas-lift, sobrando uma
porção cada vez menor para a exportação.
Comparando o resultado da configuração C com a configuração E, na figura
5.19, observa-se que um maior fluxo de caixa é obtido nesta última. O maior fluxo de
caixa da configuração E é motivado pelo aumento da receita, fruto de um melhor
processo de separação. De fato, o fluxo de caixa da configuração E é maior que o da
86
configuração C em quase todos os anos. Seu valor presente líquido torna-se
desfavorável apenas quando incluída a parcela do custo de investimento.
50
40
30
20
Ψ [US$/106]
10
0
-10
-20
-30
-40
-50
-60
-70
-80
-90
-100
0
5
10
15
20
25
Ano
Configuração E
Figura 5.19 - Fluxo de caixa a valor presente da configuração E, no ponto ótimo da
função VAL.
Observa-se que apesar de, na configuração C, o valor presente do custo de
produção reduzir ao longo do tempo, ele assume proporcionalmente maior importância
no cálculo do fluxo de caixa. O comportamento decrescente da receita ao longo do
tempo explica o aumento da importância do custo de produção no cálculo do fluxo de
caixa. A conclusão dessa análise é o cenário negativo de fluxo de caixa.
87
50
Parcelas componentes de Ψ [US$/106]
40
30
20
10
0
-10
-20
-30
-40
-50
0
5
10
15
20
25
Ano
Receita
Custo de produção
Depreciação
Custo de investimento
Figura 5.20 - Parcelas componentes do fluxo de caixa a valor presente da configuração
C, no ponto ótimo da função VAL.
Neste trabalho utilizou-se a curva de produção para calcular o fluxo de caixa em
cada ano de operação e assim determinar o valor presente líquido. O mesmo cálculo do
valor presente líquido poderia ser feito sem a existência de uma curva de produção,
sendo calculado assim através das características da corrente de entrada de um único
ano de produção. Baseado na análise do ponto ótimo da função CAP, esse seria o ano
sete. A figura 5.21 compara o valor de VAL baseado no modelo proposto neste trabalho
com o valor calculado de VAL baseado em outro modelo hipotético, onde a corrente de
entrada não varia ao longo do tempo e é definida pelo ano sete. Observa-se que apesar
de não haver uma inversão na condição vencedora, ou seja, a configuração C continua
sendo a melhor solução, há uma substancial modificação nos resultados comparativos,
por exemplo, a configuração D alterna de posição com a configuração A. A variação
nos resultados comparativos exposta na figura 5.21, revela a importância da curva de
88
produção no cálculo do valor presente líquido do empreendimento e no processo de
seleção da melhor configuração.
A
Configuração
B
C
D
E
0,6
0,65
0,7
0,75
0,8
0,85
0,9
Razão VAL / VAL da configuração C
0,95
1
Valor presente líquido baseado na curva de produção
Valor presente líquido baseado no ano 7
Figura 5.21 - Comparação entre cálculo do VPL baseado na curva de produção e no ano
de máxima produção.
5.5
Comparação – CAPEX versus VPL
Analisando a figura 5.14 observa-se a grande influencia do custo de
investimento no valor do custo de produção. Essa relação é de fato estabelecida pela
equação ( 4.7 ). Modelos econômicos com valores diferentes para os fatores que
compõe essa equação podem resultar em respostas diferentes para o problema.
Com a configuração C sendo a vencedora na análise de CAPEX e VPL, é
oportuno retornar a atenção para uma das premissas do trabalho. Um dos objetivos é
calcular o valor presente líquido baseado em dimensionamento dos equipamentos
89
previamente estabelecido pela otimização da função CAP. A seguinte pergunta é
factível: Haveria algum ponto não ótimo para a função CAP que promoveria uma
solução ainda melhor para o problema de otimização da função VAL?
Em outras palavras, tendo em vista apenas configuração C, considerando que seu
valor de custo de investimento é extremamente e diretamente dependente das áreas das
membranas, conforme visto na figura 5.5, seria possível obter com uma área de
membrana maior um resultado melhor para o problema otimização da função VAL?
Não há intenção de extrapolar essa análise para as demais configurações, mais
complexas. Contudo, para a configuração C, a resposta à pergunta anterior pode ser
obtida analisando a figura 5.22. Nela observa-se que em todos os anos, o problema de
otimização do fluxo de caixa resultou num ponto ótimo onde as áreas das membranas
são menores que as determinadas no problema otimização da função CAP. O fato do
ponto ótimo da função VAL não fazer uso de toda capacidade dos equipamentos
instalados em todos os momentos significa que o sistema de membranas deve ser
construído em módulos paralelos de modo a retirar do processo as etapas desnecessárias
conforme o ano de operação. Esse problema, de determinar o tamanho dos módulos
paralelos, com valores inteiros não é respondido nesse trabalho, pois a área de
membrana é tratada na forma de uma variável contínua.
Assim, conclui-se que um módulo de membranas de área maior, resultaria em
um custo de investimento maior, e sem ganhos para as parcelas de fluxo de caixa,
trazendo por consequência um valor presente líquido menor.
Portanto, para a configuração C, a resposta mais promissora é a que resulte em
menor custo de investimento atendendo todas as condições de contorno dos 25 anos de
operação da unidade.
Para a análise da figura 5.22, define-se
2,l
Áøíéìéðíð øéué2uõ÷õuêõóêëðõìéòèuçãõΨh
= Áøíéìéðíð
øéué2uõ÷õuêõóêëðõìéòèuçãõf$r
,
( 5.5 )
onde H representa o equipamento 1 ou 2 da figura 3.9 e k representa o ano de operação.
90
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0
5
10
15
20
25
Ano
Membrana 1
Membrana 2
Média (1+2)
Figura 5.22 - Relação de áreas entre ponto ótimo da função VAL e ponto ótimo do da
função CAP para configuração C.
91
CAPÍTULO 6
CONCLUSÕES
Neste capítulo é apresentada a síntese dos resultados obtidos e as conclusões
deste trabalho. Sugere-se também linhas de pesquisa a serem seguidas no futuro tendo
como base o tema aqui desenvolvido.
6.1
Síntese dos resultados
O objetivo principal deste trabalho é apresentar uma comparação econômica
entre cinco configurações diferentes de módulos de separação de CO2, denominadas A,
B, C, D e E. O custo de investimento, CAPEX, e o valor presente líquido, VPL, são os
parâmetros econômicos avaliados. O resultado é apresentado na tabela 6-1.
Tabela 6-1 - Resumo da comparação econômica.
Configuração
A
B
C
D
E
6.2
CAPEX
(Milhões US$)
39
49
37
47
92
VPL
(Milhões US$)
188
173
192
186
159
Conclusões
De forma a possibilitar a comparação econômica de cinco configurações
diferentes de sistemas de separação de CO2 por membranas, é realizada uma revisão
bibliográfica, onde se apresenta os modelos e resultados mais recentes utilizados na área
de otimização econômica de sistemas de separação por membrana. O estudo aqui
desenvolvido, tal qual nos demais referenciados, é composto por restrições específicas,
que encerram resultados distintos. Exemplos de restrições são a vazão e composição da
corrente de entrada, as restrições de capacidade de recompressão da corrente permeada.
92
Para comparação econômica dois valores são estabelecidos como critérios: o custo de
investimento, CAPEX, e o valor presente líquido, VPL. De forma a estabelecer as
características do projeto que os otimize em cada uma das cinco configurações, são
aplicados dois algoritmos heurísticos. Os métodos de evolução diferenciada e enxame
de partículas são utilizados de forma a permitir a comparação e validação dos resultados
obtidos uma vez que a solução ótima é desconhecida. Os parâmetros dos algoritmos de
otimização são selecionados a partir de uma análise de sensibilidade quando aplicados
ao problema estudado neste trabalho. Os valores do custo de investimento e valor
presente líquido, definidos como funções objetivos CAP e VAL respectivamente, são
submetidos a diversas restrições, como exemplo, a concentração máxima permitida de
CO2 na corrente de gás natural. O problema de otimização é resolvido com o auxílio de
um código de programação computacional. O processo de separação é modelado com
auxílio de um programa computacional especifico, o UniSim®, e a modelagem
econômica é baseada no trabalho de TURTON et al. (2003). Já as demais variáveis
econômicas e de processo são baseadas na experiência e demais bibliografias
referenciadas.
Os métodos de otimização evolução diferenciada e enxame de partículas são
implementados e seus resultados apresentam valores semelhantes para a função
objetivo, comprovando o sucesso do procedimento. A implementação, execução e
tratamento dos dados resultantes dos algoritmos demanda elevada parcela do tempo
deste trabalho.
O problema de otimização da função CAP é resolvido para cada uma das cinco
configurações. Ele é analisado de forma a atender uma curva de produção
correspondente a cada um dos vinte cinco anos de operação da unidade. A curva de
operação no ano de operação sete, em todas as configurações apresenta-se como sendo a
mais restritiva, uma vez que a capacidade dos equipamentos definida para ano sete é
capaz de atender as restrições impostas por todos os demais anos de operação.
A configuração C apresenta menor custo de investimento quando comparada às
demais configurações em seus respectivos pontos ótimos. Observa-se que a função CAP
possui enorme dependência da área atribuída as membranas de separação do CO2. A
exceção para a configuração E, onde essa dependência se reduz devido ao aumento dos
custos referentes aos demais equipamentos do sistema, destacando-se os compressores
de reciclo.
93
A configuração E apresenta o custo de investimento mais elevado quando
comparada às demais configurações em seus respectivos pontos ótimos, contudo é capaz
de realizar melhor o processo de separação, criando uma corrente mais rica em CO2 que
as demais configurações. A consequência dessa melhor separação do CO2 é uma
corrente de gás natural com vazão mais elevada, o que possibilita uma receita maior.
Contudo, a otimização da receita não é um foco deste trabalho
Para todas as configurações, a solução do problema Min(CAP) apresenta valores
de 3% de concentração molar de CO2 na corrente de gás natural. Esse é o mesmo valor
definido como limite máximo permitido, e caracterizado como uma restrição.
Com o valor do custo de investimento otimizado, e o dimensionamento dos
equipamentos da planta definido para cada uma das cinco configurações, o problema
Max(VAL) é resolvido observando a curva de produção da unidade e as demais
restrições.
A configuração C novamente se apresenta como a melhor solução para o
problema Max(VAL). Nela, a concentração molar de 3% no gás natural tratado
apresenta-se como solução ótima em todos os anos de produção. Essa concentração
molar extremamente próxima ao limite da restrição mostra que não há vantagem em
procurar soluções com menor concentração de CO2 nessa corrente. A receita máxima
em valor presente e absoluto ocorre no ano três.
Na mesma direção do resultado obtido para o problema Min(CAP), a solução
ótima para o problema Max(VAL) na configuração E apresenta o maior valor de receita
quando comparado às demais configurações. Seu valor presente líquido é minorado
pelas parcelas de custo de investimento e de operação que por sua vez são superiores as
demais.
Por fim, observa-se que na configuração C, o problema Max(VAL), subdividido
em problemas de fluxo de caixa, faz uso de toda a capacidade instalada na planta apenas
no ano sete, mesmo ano que se apresenta como mais restritivo para o problema
Min(CAP). Assim, conclui-se que as respostas do problema Max(VAL) com e sem a
restrição de capacidade dos equipamentos definida pelo problema de Min(CAP) tendem
a ser similares.
É necessário salientar que além das premissas técnicas consideradas em típicos
problemas de engenharia, a análise desse problema é constituída por variáveis
econômicas de grande volatilidade. Para um cenário econômico diferente, espera-se que
a metodologia utilizada neste trabalho sirva como modelo para análises futuras.
94
6.3
Contribuições
Após a revisão da literatura referente à análise econômica de sistemas de
separação de CO2 por membranas, constata-se que este trabalho traz algumas
contribuições. Ele analisa o problema de otimização de configurações de membranas
através dos métodos heurísticos evolução diferenciada e enxame de partículas. Tais
métodos, nunca antes utilizados na resolução deste problema, se mostraram adequados.
Contribui para a determinação da melhor configuração através da utilização da
metodologia de custo de investimento e valor presente líquido, descrita por TURTON et
al. (2003). A análise incorpora a restrição produzida pela curva de produção, que varia a
corrente de entrada da unidade ao longo do tempo, e restrições de sistemas a jusante do
processo, que limitam a capacidade de recompressão da corrente permeado.
6.4
Sugestões para trabalhos futuros
O presente trabalho abre caminho para o desenvolvimento de estudos mais
completos na área de avaliação econômica de projetos de sistemas de separação de CO2
por membranas. Observa-se que para o caso E, na figura 5.8, o custo das membranas
representa uma parcela menor no custo global de investimento quando comparado com
o dos demais equipamentos. A configuração E apresenta como característica única um
sistema de recompressão para reciclo de grande capacidade. É ele que consome a grande
parcela do custo de investimento não destinados a membrana. Esse valor serve para
subsidiar o argumento que o sistema de recompressão de CO2 possui custo da mesma
ordem de grandeza do módulo de membranas. Esse sistema não fez parte do cálculo de
custo de investimento neste trabalho, pois aqui ele é tratado como um sistema já
existente. Contudo, visto que sua manutenção é menos onerosa que o módulo de
membrana, cujo recheio necessita de troca periódica, é válido dizer que em um trabalho
futuro, o projeto do sistema de recompressão de CO2 deva ser inserido por completo na
análise, de modo a verificar o comportamento do valor presente.
Outro aperfeiçoamento do estudo é a possibilidade de utilização de uma
modelagem do problema com variáveis discretas, onde as capacidades das membranas
variam de forma discreta. O presente estudo fez uso de variáveis contínuas, por
exemplo, o valor de área das membranas, contudo, esse equipamento é construído em
95
tamanho pré-definido que em um estudo futuro deve ser respeitado. Essa solução pode
ser incorporada na análise do custo de investimento e do valor presente líquido.
Definindo assim, o tamanho dos módulos de membrana.
De forma complementar, o presente estudo, que fez uso de cinco configurações
pré-definidas, pode ser expandido através da análise de diversas outras configurações. O
uso de três estágios de membranas, o uso de mais estágios de recompressão são
exemplos de configurações a analisar. Na literatura, encontra-se trabalhos nessa linha,
mas normalmente, buscam otimizar o custo marginal de um cenário específico, vide QI
e HENSON (2000). Assim, para o problema de maximização do valor presente líquido,
sugere-se que o mesmo seja resolvido simultaneamente com o problema de
minimização do custo de investimento com variáveis discretas, obtendo assim, um
problema MINLP (mixed integer non-linear problem).
96
CAPÍTULO 7 REFERÊNCIAS BIBLIOGRÁFICAS
AMARAL, R. A. Remoção de CO2 e H2S do gás natural por contactores com
membrana. 2009. Dissertação (Mestrado) – Universidade Federal do Rio de Janeiro,
Rio de Janeiro, 2009.
BAKER, R. W. Membrane Technology and Applications. 2nd ed., Menlo
Park, John Wiley & Sons, 2004.
BARBOSA, M. C. Produção de LGN a partir de correntes de CO2 para
recuperação avançada de petróleo. 2010. Dissertação (Mestrado em Ciências),
Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2010.
BHIDE, B. D.;STERN, S. A. Membrane processes for the removal of acid gases
from natural gas. I. Process configurations and optimization of operating conditions.
Journal of Membrane Science, Amsterdam, v. 81, p. 209-237, 1993.
CAMPBELL, J. M. Gas conditioning and Processing. 8th ed., Norman,
Campbell Petroleum Series, 1992.
COLAÇO, M. J.; DULIKRAVICH, G. S. A Survey of Basic Deterministic,
Heuristic, and Hybrid Methods for Single-Objective Optimization and Response
Surface Generation. In: ORLANDE, H. R. B.; MAILLET, O. F. D.; COTTA, R. M.
Thermal Measurements and Inverse Techniques, Boca Raton, CRC Press, 2011. cap.
10.
DATTA, A. K.; SEN, P. K. Optimization of membrane unit for removing carbon
dioxide from natural gas, Journal of Membrane Science, Haryana, v. 283, p. 291-300,
2006.
DURÃO, M. Potencial de novo poço de Carcará supera os dos já operantes.
Exame.com, Rio de Janeiro, 2013. Disponível em: < http://exame.abril.com.br/meioambiente-e-energia/energia/noticias/potencial-de-novo-poco-de-carcara-supera-os-dosja-operantes> Acesso em: 15 jan. 2015.
EFEITO Estufa e Aquecimento Global. Ciência da Mudança do Clima, [S.I.],
2012. Disponível em:
< http://www.mma.gov.br/responsabilidade-socioambiental/
producao-e-consumo-sustentavel/plano-nacional/item/195-efeito-estufa-e-aquecimentoglobal> Acesso em: 15 jan. 2015.
97
FALK-PEDERSEN, O.; DANNSTRÖM, H. Separation of Carbon Dioxide from
Offshore Gas Turbine Exhaust, Energy Conversion and Management, Sandefjord, v.
38, pp. S81-S86, 1997.
GADELHA, T. S. Análise das tecnologias de remoção de CO2 do gás
natural: uma comparação técnico-econômica de absorção, membranas e híbridos. 2013.
Dissertação (Mestrado) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2013.
HAO, J.; RICE, P. A.; STERN, S. A. Upgrading low-quality natural gas with
H2S- and CO2-selective polymer membranes :Part I. Process design and economics of
membrane stages without recycle streams , Journal of Membrane Science, Syracuse,
v. 209, p. 177-206, 2002.
HÖÖK, M. Depletion and Decline Curve Analysis in Crude Oil Production,
2009. Dissertação (Doutorado) - Uppsala University, Uppsala, 2009.
HOLTZ, G. C. D. C. Traçado automático de envoltórias de esforços em
estruturas planas utilizando um algoritmo evolucionário, 2005. Dissertação
(Mestrado) – Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2005.
KENNEDY, J.; EBERHART, R. C., Particle Swarm Optimization, In: IEEE
International Conf. On Neural Networks, v. 4, 1995, Perth. Anais... Perth, IEEE, 1995,
p. 1942-1948.
LIMA, P. C. R. O pré-sal e o aquecimento global. Biblioteca Digital da
Câmara dos Deputados - Brasília, [s.n.], dez. 2009. Disponível em <http://bd.
camara.gov.br/bd/bitstream/handle/bdcamara/3383/presal_aquecimento_lima.pdf?seque
nce=1> Acesso em: 15 jan. 2015.
MACHADO, P. B. Análise comparativa tecnológica de separação
supersônica para o condicionamento de gás natural. 2012. Dissertação (Mestrado) –
Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2012.
MARIANI, V. C.; COELHO, L. D. S.; SAHOO, P. K. Modified differential
evolution approaches applied in exergoeconomic analysis and optimization of a
cogeneration system, Journal of Expert Systems with Applications, Curitiba, v. 38, p.
13886-13893, 2011.
MEHER-HOMJI, C. B. et al. Aeroderivative Gas Turbines for LNG
Liquefaction Plants - Part 1-The Importance of Thermal Efficiency, In: ASME Turbo
Expo 2008, v.7, 2008, Berlin. Anais... Berlin, ASME, 2008, p. 627-634.
98
MONTEIRO, J. G. M. Um estudo sobre alternativas de sequestro de
carbono: modelos, métricas e otimalidade. 2009.
Dissertação (Mestrado) –
Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2009.
OZCAN, H.; OZDEMIR, K.; CILOGLU, H. Optimum cost of an air cooling
system by using differential evolution and particle swarm algorithms, Journal of
Energy and Buildings, Ontario, v. 65, p. 93-100, 2013.
PADILHA, R. D. S. Otimização de um sistema de cogeração de referência
utilizando métodos de gradiente, evolucionário e híbrido: um estudo comparativo.
2006.
Dissertação (Mestrado) – Universidade Federal do Rio de Janeiro, Rio de
Janeiro, 2006.
PERRY, R. H.; GREEN, D. W. Perry’s Chemical Engineers' Handbook. 7th
ed., [S.I.], McGraw-Hill, 1997.
PINTO, D. D. D.; ARAÚJO, O. Q. F.; MEDEIROS, J. L. Curso de membranas
Módulo 1: Conceitos Básicos. Rio de Janeiro, H2CIN – Universidade Federal do Rio de
Janeiro, 2009. Disponível em: <http://www.h2cin.org.br/download/ ?h2cin-apostila-demembranas.pdf>. Acesso em: 15 jan. 2015.
QI, R.; HENSON, M. A. Membrane system design for multicomponent gas
mixtures via mixed-integer nonlinear programming, Computers & Chemical
Engineering, Baton Rouge, v. 24, p. 2719-2737, 2000.
RODRIGUES, P. S. B., Compressores Industriais, Rio de Janeiro, EDC, 1991.
SALAMAT, R. Gas path diagnostics for compressors. 2012. Dissertação
(Doutorado) – Cranfield University, Cranfield, 2012.
SCHMITT, M.; WAANKA, R. Particle swarm optimization almost surely finds
local optima, Theoretical Computer Science, Erlangen, v. 561, p. 57-72, 2015.
SCHULTZ, J.M. The Polytropic Analysis of Centrifugal Compressors, Journal
of Engineering for Power, [S.I.], p. 69-82, jan., 1962.
SERTH, R. W. Process Heat Transfer – Principles and applications, 1st ed.,
Kingsville, Elsevier, 2007.
SEYYEDI, S. M.; AJAM, H.; FARAHAT, S. A new approach for optimization
of thermal power plant based on the exergoeconomic analysis and structural
optimization method: Application to the CGAM problem, Energy Conversion and
Management, [S.I.], v.51, p. 2202-2211, 2010.
SOLTANI,
R.;
KELESHTERY,
P.
M.;
VAHDATI,
M.;
KHOSHGOFTARMANESH, M. H.; et al. Multi-objective optimization of a solar99
hybrid cogeneration cycle: Application to CGAM problem, Energy Conversion and
Management, [S.I.], v.81, p. 60-71, 2014.
SPEIGHT, J. G. Subsea and Deepwater Oil and Gas Science and
Technology, 1st ed., [S.I.], Elsevier, 2014.
SPILLMAN, R. W. Economics of gas separation membranes. In: NOBLE,
R.D.,STERN,S.A., Membrane Separation Technology, Principles and Applications,
[S.I.], Elsevier, 1995.
STEPHENSON, G. Integrate Compressor Performance Maps into Process
Simulation,
CEP Magazine,
[S.I.],
p-42-47,
jun.
2011.
Disponível
em
:
<http://www.aiche.org/resources/publications/cep/2011/june>. Acesso em: 15 jan. 2015.
STORN, R.; PRICE, K. Differential evolution: a simple and efficient adaptive
scheme for global optimization over continuous spaces, Journal of Global
Optimization, [S.I.], v. 11, p. 341-359, 1997.
TURTON, R. et al. Analysis, Synthesis, and Design of Chemical Processes.
2nd ed., New Jersey, Prentice Hall, 2003.
VALERO, A.; LOZANO, M. A.; SERRA, L.; et al. CGAM Problem: Definition
and Conventional Solution, Energy, [S.I.], v. 19, n. 3 (Mar), pp. 279-286, 1994.
WHITE, C. M. et al. Separation and capture of CO2 from large stationary
sources and sequestration in geological formations: Coalbeds and deep saline aquifers.
Journal of the Air & Waste Management Association, Pittsburgh, v. 53, p. 645-715,
2003.
100
Baixar