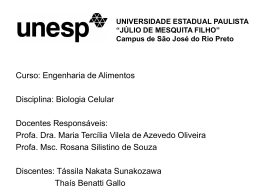
Veterinarian Docs www.veterinariandocs.com.br Inspeção e Tecnologia de Produtos de Origem Animal II Fatores que Interferem na Quantidade e Composição do Leite -Raça; -Individualidade; -Idade; -Prenhes; -Fração da ordenha; -Fase da lactação; -Número de ordenhas; -Alimentação; -Estresse; -Conforto térmico; -Cio; -Doenças e transtornos gerais; -Mastite; 01-Leite Anormal ou Síndrome do Leite Anormal (SILA) Definição Conjunto de alterações nas propriedades físico-químicas do leite, que causam transtornos nos processos de elaboração de derivados lácteos, no seu rendimento e/ou na 1 www.veterinariandocs.com.br sua qualidade final, os quais estão associados a transtornos fisiológicos, metabólicos e/ou nutricionais, com implicações nos mecanismos de síntese e secreção. Características -Leite visualmente alterado (viscoso, flocoso, aquoso ou dessorado). -Padrões físico-químicos e/ou microbiológicos alterados. Origem das Anormalidades 01-Fisiológica: início ou final de lactação. 02-Patológica: mastite clínica ou subclínica. 03-Pós-ordenha: refrigeração a 4ºC no máximo por 3 horas, acima disso tem-se crescimento bacteriano e falta de higiene dos equipamentos. *Leite normal: 7 a 8 dias após o parto, com composição constante até o fim da lactação. 01-Anormalidades de Origem Fisiológica 01.1-Colostro: logo após o parto e possui sabor salgado (maior quantidade de sais), coloração amarelada (maior quantidade de gordura) e rico em proteínas (imunoglobulinas). 01.2-Leite do final da lactação: características semelhantes ao do colostro. 01.3-Leite de retenção: leite produzido 30 dias antes do parto e composição semelhante ao colostro. 01.4-Leite desnutrido: ocorre em animais desnutridos e há interferência na coagulação (teste do álcool/alizarol) e estabilidade térmica do leite. Pode ocorrer em períodos de seca quando animais são alimentados com cana-de-açúcar e melaço, os quais possuem baixos teores de proteína. Com o desbalanço proteína/energia há baixa concentração de lactose, fósforo, cálcio e magnésio. *Observa-se coagulação da caseína, mas não é ácido (LINA), a qual possui cor tijolo. LINA é um tipo de SILA. **LINA ferrina: não coagula, mantém-se normal. A indústria rejeita, pois tem queda na produção, mas quando tratado pode ser usado como leite fluido. 02-Anormalidades de Origem Patológica 02.1-Mastite: pode ser mastite clínica ou subclínica. Há então diminuição da lactose, caseína e triglicerídeos, pH (no início da infecção) e aumento do pH (com o agravo da infecção). 2 www.veterinariandocs.com.br 03-Pós-ordenha 03.1-Contaminação: microrganismos. por sujidades (terra, fezes ou pelos) ou por 03.2-Outros: leite tóxico, antibióticos, toxinas microbianas (aflatoxinas), organoclorados/organofosforados (efeito residual no ambiente) e toxinas de plantas ingeridas pelos animais. *Antibióticos em veiculo oleoso possuem período de carência entre 5 a 7 dias e em veículo aquoso cerca de 3 dias. Identificação da SILA Alterações das Características -Transtorno no tratamento térmico (coagulação do leite na pasteurização). -Baixa qualidade e rendimento industrial de derivados, principalmente queijo (coagulo insuficiente, retenção de água e sabor amargo). -Coincidência com época de seca (devido a alimentação de baixa qualidade). -Vacas da raça Holandesa (sofrem mais intensamente com o estresse térmico). Alterações da Composição -Redução na concentração de sais minerais como cálcio, fósforo que são responsáveis pelo fosfato de cálcio e magnésio (exceto sódio e potássio). -Redução nos níveis de proteína bruta, caseína e elevação do nitrogênio não protéico (NNP). Alterações Químicas -Ácido no teste do Alizarol. -Normal ou alcalino no Dornic. -Desidrata e coagula. 02-Contagem de Células Somáticas (CCS) Definição Células somáticas são compostas por leucócitos e células da descamação do epitélio. A elevada CCS causa redução na síntese de leite por danos físicos às células e por alteração na permeabilidade vascular. Quando há um quadro de mastite (inflamação da glândula mamária) há o aumento do número de leucócitos. 3 www.veterinariandocs.com.br Fatores que Afetam a CCS -Nível de infecção. -Idade da vaca. -Estágio da lactação. Alterações na Composição do Leite 01-Proteína Há elevação dos níveis de proteínas séricas e redução nos níveis de caseína devido à proteases bacterianas, leucocitárias, séricas (plasmina) e redução da síntese. 02-Gordura Há redução dos níveis de gordura devido a presença de lipases bacterianas, leucocitárias e no tecido secretor da glândula, levando à rancidez do leite. 03-Lactose Há redução da síntese de lactose e passagem desta para a corrente sanguínea. 04-Concentração de minerais Há redução dos níveis de potássio (passagem para a corrente sanguínea pelo epitélio lesado) e redução dos níveis de cálcio (devido a redução dos níveis da caseína também). E tem-se aumento dos níveis de cloro e sódio. Interferência na Qualidade do Leite e Derivados -Redução da vida útil do produto (diminuição do prazo de validade), principalmente leite UHT o qual é armazenado em temperatura ambiente. Pode-se encontrar grumos. -Redução no rendimento industrial, principalmente o queijo o qual verifica-se aumento da água no coágulo, elevado tempo de coagulação (baixo nível de caseína) e alteração na textura do coágulo. -Alteração as propriedades organolépticas (sabor de ranço ou amargo). 4 www.veterinariandocs.com.br Tratamento pelo Calor Objetivo Eliminação de patógenos. Deve-se ter um equilíbrio entre o tempo e a temperatura para máxima eficiência na eliminação dos patógenos e preservação da composição do leite. *O patógeno mais resistente à temperatura é o Mycobacterium bovis. Alterações 01-Gordura -Agregação dos glóbulos (coalescência dos glóbulos de gordura). -Ruptura da membrana (lipólise) por lipases, fazendo a liberação de ácidos graxos. 02-Proteínas -Caseína: é estável ao aumento da temperatura em condições normais de pH. -β-lactoglobulina: sofre desnaturação irreversível fazendo ligação com a κ caseína causando interferência na ação da renina (coágulo insatisfatório). *Coágulo insatisfatório: efeito indesejável para queijos e desejável para iogurtes. 03-Enzimas -Lactoperoxidade: persistência. -Fosfatase: inativação. 04-Lactose Acima de 100ºC ocorre reação com proteínas (Reação de Maillard) originando coloração caramelo. 05-Vitaminas Há perda da vitamina C e nenhuma ou pouca alteração no restante das vitaminas. 06-Minerais Fosfato de cálcio acima de 75ºC passa para a forma insolúvel (causa redução do rendimento do queijo). 5 www.veterinariandocs.com.br Vantagens da Qualidade Tecnológica 01-Produtores com matéria prima de qualidade -Produção constante de um produto de melhor qualidade. -Menor risco de condenação do leite pela indústria (menor prejuízo com leite LINA). -Padronização das atividades e prevenção de problemas sanitários. -Conscientização dos produtores. -Preservação da saúde pública. 02-Indústria -Redução dos custos operacionais. -Aumento da confiança pelos consumidores. -Possibilidade de mercado externo. -Aumento da produtividade e da competitividade. -Uniformidade da matéria-prima. -Preservação da saúde pública. 03-Consumidores -Aquisição de produtos seguros, com maior qualidade nutricional e organoléptica. -Melhores preços. -Aumento da vida de prateleira. -Confiança na indústria nacional. -Preservação da saúde pública. 6 www.veterinariandocs.com.br Microrganismos Psicrotróficos e Qualidade do Leite Adoção da Refrigeração Objetivo: redução do crescimento da microbiota mesófila (bactéria ácido láticas e patógenos) e ação seletiva para os psicrotróficos. *Refrigeração na propriedade inibe o crescimento bacteriano de mesófilas, até 3 horas após a ordenha. Mas as bactérias adaptam-se à refrigeração e passam ao metabolismo proteolítico e lipolítico. Há a seleção destas bactérias. Tabela 1. Efeito da temperatura sobre o crescimento microbiano. Contagem Bacteriana Inicial Temperatura de Armazenamento CBT – 3 horas CBT – 9 horas CBT – 24 horas 9.000 UFC/ml 4 ºC 9.000 9.000 10.000 9.000 UFC/ml 15ºC 10.000 45.000 5.000.000 9.000 UFC/ml 25ºC 13.000 1.000.000 57.000.000 9.000 UFC/ml 35ºC 30.000 33.000.000 800.000.000 Fonte: Johnson, Redd (1996). *Microrganismos possuem um tempo de adaptação ao frio. Tabela 2. Efeito da contagem microbiana inicial sobre a CBT do leiterResfriado à 4ºC. Carga Microbiana Inicial 24 horas 48 horas* 25.000 CFU 23.000 25.500 75.000 CFU 16% 101.250 125.000 CFU 70% 496.250 *48 horas é o tempo máximo que o leite pode ficar refrigerado na propriedade. **A qualidade do leite está ligada diretamente às boas práticas de ordenha. Para diminuir a contaminação do leite deve-se adotar práticas de limpeza/desinfecção de equipamentos e pré-dipping. Características dos Psicrotróficos -Maioria são Gram negativos e sensíveis ao calor. -Frequência relacionada com as BPP (higiene da ordenha e equipamentos) e também sanidade da glândula mamária. Quantidade de microrganismos com higiene é cerca de 20% e sem higiene é 75%. 7 www.veterinariandocs.com.br -Ação sobre proteínas e lipídeos. -Produção de enzimas extracelulares termorresistentes. Principais Microrganismos -Pseudomonas sp: a mais comum e ativa é a Pseudomonas fluorescens a qual possui atividade proteolítica e lipolítica. -Acinetobacter. -Achromobacter. -Acaligenes. -Flavobacterium. -Enterobacter liquefaciens. -Bacilus cereus, Bacilus licheniformes e Bacilus coagulans: são psicrotróficos termodúricos (resistem a baixas temperaturas e também a pasteurização). Originários da água, solo, tetos, úberes, equipamentos e utensílios. -Outros: Clostridium, Micrococcus e Corynebacterium. Arthrobacter, Microbacterium. Streptococcus, Importância Produção de enzimas termorresistentes 01-Proteases Possuem ação quase que exclusiva sobre a caseína e baixa atividade sobre proteínas do soro. Populações de Pseudomonas acima de 104 causam degradação da κcaseína. Com essa ação proteolítica há a formação de grumos e precipitações. É comum em leite UHT devido ao prazo de validade prolongado e em leite pasteurizado não se observa pois será consumido antes da coagulação. No leite UHT pode-se ter a geleificação (altas contagens bacterianas) ou sedimentação (baixas contagens bacterianas). Outras alterações também são observadas como a formação de sabor amargo (principalmente em queijos) e diminuição do rendimento industrial. Estima-se que 70 a 90% do leite cru contenha microrganismos produtores de proteases. Leite tipo A possui contaminação mínima. 8 www.veterinariandocs.com.br *Prova da lacto fermentação: tubo estéril com leite e incuba-se em estufa. Se houver microrganismos proteolíticos o coágulo estará digerido. 02-Lipases Causam hidrólise de triglicerídeos liberando ácidos graxos causando maior alteração de sabor em queijos. As principais bactérias são Pseudomonas, Aeromonas e Acinetobacter. Produção de fosfolipase C ou lecitinase que causam hidrólise da membrana dos glóbulos de gordura facilitando a ação das lipases (Acinetobacter, Alcaligenes, Citrobacter, Enterobacter, Flavobacterium, Klebsiella e Pseudomonas). O leite cru apresenta alguma ação lipolítica devido a ação de enzimas nativas do leite e dependem do grau de agitação do produto. Tabela 3. Efeito da pasteurização sobre a atividade enzimática bacteriana. Ação degradativa Atividade residual após pasteurização Lipase 59% ativas Protease 66% ativas Fosfolipase 30% ativas. Tabela 4. Efeito da concentração inicial de bactérias psicrotróficas sobre a rancificação do queijo Cheddar. Contagem Bacteriana (UFC/ml) Escore de Rancificação 6,0 x 105 0,1 1,2 x 106 0,2 8,0 x 106 2,1 *Escore de rancificação 0 (ausente) e 4 (máximo). Tabela 5. Efeito da concentração inicial de psicrotróficas sobre a coagulação do leite UHT. Contagem Bacteriana (UFC/ml) Coagulação (dias) < 8,0 x 106 >140 8,0 x 106 63 5,0 x 107 12 9 www.veterinariandocs.com.br Tabela 6. Atividade enzimática residual após tratamento a 140ºC por 5 segundos. Bactéria Protease Residual Lipase Residual Pseudomonas 5 a 50 14 a 73 Enterobacterium 0 a 54 18 a 82 Alcaligenes 7 a 26 35 Flavobacterium 10 a 42 -- Moraxella 0 a 66 90 Acinetobacter 57 10 Achromobacter 53 72 Fontes de Contaminação Microrganismos estão amplamente distribuídos na natureza, como água, solo, plantas e animais. As principais fontes são: superfície dos tetos (Pseudomonas fluorescens) e equipamentos de ordenha (10% da carga microbiana do leite). -Tetos mal higienizados; *Não deve-se lavar o úbere e tetos. Caso os tetos estejam excessivamente sujos, pode-se proceder com a lavagem destes. O ideal é apenas higienizar com papel toalha e fazer o pré-dipping. -Três primeiro jatos; -Água residual; -Latões mal higienizados em que se forma o biofilme; -Tanques de expansão devido a água residual; Carga Bacteriana nas Principais Fontes de Contaminação Tetos: 180 milhões UFC/vaca (96% é incorporado ao leite). Três primeiros jatos: 78,8 milhões UFC/vaca (100% é incorporado ao leite). Água residual: 1,1 bilhões UFC/mL. 10 www.veterinariandocs.com.br Latões: 1,053 bilhões UFC/latão. Tanque de expansão: 625 mil UFC/cm2 (bilhões de bactérias na área total). Considerações A microbiota posterior depende da temperatura de resfriamento, temperatura de transporte e temperatura de estocagem. Caso o leite seja resfriado igualmente ou abaixo de 4ºC a microbiota se mantém estável por 24 horas. Solução – Implantação de Boas Práticas de Ordenha -Desprezar os três primeiros jatos. -Pré-dipping com cloro 750 ppm. -Lavagem vigorosa de equipamentos e utensílios com detergente alcalino clorado. -Eliminar água residual de equipamentos e utensílios. Importância da Baixa Carga Bacteriana Impedir a redução no tempo de prateleira, sabores indesejáveis no leite e derivados e redução no rendimento industrial. 11 www.veterinariandocs.com.br Beneficiamento do Leite Objetivos Promover a eliminação de microrganismos patogênicos como o Mycobacterium tuberculosis, Brucella sp e Coxiella burnetii. Também há eliminação de parte da flora deteriorante. Deve-se ter uma combinação ideal entre tempo e temperatura para melhores resultados. Tipos de Tratamento -Termização ou pré-aquecimento. -Pasteurização lenta (LTLT – Low Temperature Long Time). -Pasteurização rápida (HTST – High Temperature Shot Time). -Esterilização. -Ultra alta temperature (UAT) ou leite longa vida (UHT – Ultra High Temperature). -Ultra-fresh. 01-Termização ou Pré-Aquecimento Consiste em aplicação do calor ao leite, em aparelhagem própria, com a finalidade de reduzir sua carga microbiana, sem alteração das características próprias do leite cru. Há a permanência da enzima fosfatase a qual seria degradada em temperaturas acima de 62ºC. Este processo é utilizado quando necessita-se fazer o armazenamento do leite que não será processado imediatamente. Temperatura e tempo: 63 a 65ºC por 15 segundos com resfriamento imediato à 4ºC. *Calor úmido elimina por desnaturação. 02-Pasteurização Leite pasteurizado é o leite fluido elaborado a partir do leite cru refrigerado na propriedade rural que apresente as especificações de produção, de coleta e de qualidade dessa matéria prima contidas em regulamento técnico próprio e que tenha sido transportado a granel até o estabelecimento processador. 12 www.veterinariandocs.com.br Vantagens: -Reduz a carga bacteriana do leite. -Elimina bactérias patogênicas. -Prolonga a vida de prateleira do leite e derivados. Desvantagens: -Reduz/elimina bactérias lácticas benéficas (fermentos naturais). -Altera o sabor do leite. -Desnaturação das proteínas do leite e dificulta certos processos como a elaboração de queijos. *As vantagens superam as desvantagens. Características: a pasteurização emprega temperaturas brandas e sempre há a sobrevivência de bactérias, o produto necessita ser mantido refrigerado durante a estocagem e armazenamento e a vida útil é de até 5 dias. *A qualidade final do produto depende da qualidade da matéria prima. **A eficácia da produção é sempre a mesma e é dependente da carga microbiana inicial. Por exemplo, se a eficácia é de 99,5% em um leite com 1.000 UFC/ml sobrevivem 5 UFC/ml e em um leite com 1.000.000 UFC/ml sobrevivem 5.000 UFC/ml. 02.1-Pasteurização Lenta Temperatura e tempo: entre 62 e 63ºC por 30 a 35 minutos com resfriamento imediato a 5ºC ou menos. Características: deve haver agitação constante e é empregado em poucos volumes de leite. Causa pouca alteração ao produto. Desvantagem: processo descontínuo, manual (necessita de um operador para realizar o manejo do leite), demorado e com alto gasto de energia. *É mais indicado para a produção de derivados, pois altera pouco as propriedades do leite. Entretanto dificulta a mão de obra, pois é mais demorado, então, sendo mais indicado para laticínios pequenos. **O equipamento é semelhante ao tanque de expansão, porém com temperatura alta. 13 www.veterinariandocs.com.br Figura 1. Tanque de pasteurização lenta. 02.2-Pasteurização Rápida Temperatura e tempo: entre 72 e 75ºC por 15 a 20 segundos com resfriamento imediato a 5ºC ou menos. Características: ideal para grandes volumes de leite, causa mais alteração no leite, processo contínuo (leite entra constantemente no equipamento). Vantagens: equipamentos ocupam pouco espaço em relação ao volume que processam, apresenta grande capacidade de processamento e facilidade expansão, facilidade de limpeza e esterilização mecânica, controle automático do processo, não destrói as vitaminas e não precipita albumina de forma considerável, método econômico (menos mão de obra), fornece um melhor sabor ao leite, a perda de leite é menor (menor perda por evaporação, sistema fechado) e o envase pode começar quase simultaneamente com o início da pasteurização. Desvantagens: não é adequado para processar pequenas quantidades de leite e subprodutos, a adição de vitaminas é um pouco mais difícil e o custo do resfriamento é um pouco mais alto que no método lento. *Sistema de fluxo bidirecional (contracorrente): o leite em fluxo progressivo e água quente em contracorrente proporciona aumento da eficiência do tratamento térmico. 14 www.veterinariandocs.com.br Equipamentos -Pasteurizador em placas (trocador de calor a placas): leite passa por um lado da placa e a água pelo outro lado. Há problemas de manutenção, pois pode-se ter contato entre as placas e contaminação do leite pasteurizado com água e/ou leite cru. -Pasteurizador tubular (trocador de calor tubular): há menor velocidade de troca de calor e proporciona alteração de coloração (cor escura) e sabor cozido. O leite corre por dentro de tubos os quais são envoltos por água quente. Tem-se maiores alterações, pois o leite permanece mais tempo exposto ao calor. Figura 2. Trocador de calor à placas e trocador de calor tubular respectivamente. Fluxograma da Pasteurização Rápida -Recepção; -Controle da qualidade; -Filtração, refrigeração e estocagem; -Tanque de equilíbrio; -Clarificadora/Desnatadeira; -Homogeneizador; -Padronização da gordura; -Troca de calor a placas (pasteurização); -Processo de regeneração; -Válvula de derivação (redirecionamento do leite); -Envase; 15 www.veterinariandocs.com.br 01-Recepção Na propriedade: resfriamento do leite a 4ºC até 3 horas após a ordenha em tanques de expansão ou resfriamento do leite a 7ºC até 3 horas após a ordenha em tanques de imersão. No laticínio: a temperatura de chegada ao estabelecimento deve ser de 10ºC e faz-se o teste do Alizarol. Cada seção deve ser aprovada pelo controle da qualidade para entrar no laticínio e sofrer o beneficiamento. 02-Controle da Qualidade Mensurações: densidade, acidez Dornic, EST (extrato seco total) e ESD (extrato seco desengordurado). 03-Filtração, Refrigeração e Estocagem Faz-se em silo refrigerados e deve haver agitação constante para evitar a separação da gordura e manter a temperatura homogênea. Tipos de Silos: -Horizontais: possuem menor capacidade e permanecem na parte interna da indústria. -Verticais: possuem maior capacidade e permanecem na parte externa da indústria. Figura 3. Silos de estocagem: horizontal e vertical. 04-Tanque de Equilíbrio Mantém uma reserva de leite para manter o fluxo do processo durante a troca de silo que esvaziou para outro que está cheio. É necessário para que não entre ar nas tubulações do equipamento. 16 www.veterinariandocs.com.br *Leite ácido não pode entrar no equipamento, pois a caseína precipita dentro das tubulações, dificultando a limpeza. Há volume e pressão constante no sistema e evita a formação de bolhas de ar nas tubulações. No tanque de equilíbrio o leite está a temperatura de 4ºC e então é aquecido dentro do sistema. O sistema possui um termógrafo o qual identifica se o leite foi pasteurizado corretamente ou não. Caso não tenha atingido a temperatura ideal, o leite é desviado novamente para o tanque de equilíbrio. *Este retorno do leite não é considerado dupla pasteurização, pois como o leite não atingiu a temperatura ideal a enzima fosfatase alcalina não foi eliminada. 05-Clarificadora e Desnatadeira Centrifuga o leite, jogando a sujidades contra a parede do equipamento, sendo eliminada. O produto final dessas impurezas (células somáticas, sujidades, caseína precipitada, pelos e etc) é chamado de lodo. Também há separação da gordura (creme), pois esta permanece no centro do equipamento. Posteriormente há a reincorporação da gordura ao leite de acordo com os níveis desejados, sendo corretamente homogeneizada. 06-Homegeneizador Entra apenas a gordura neste equipamento o qual promove a redução dos glóbulos de gordura a aproximadamente 1 mm de diâmetro, a qual é acompanhada por um aumento de 4 a 6 vezes a superfície interfacial gordura/plasma. O homogeneizador impede a formação da nata no leite pasteurizado, melhora o aspecto (leite mais branco), melhora a palatabilidade e digestão e melhora a qualidade de derivados (queijo e iogurte). 07-Padronização da Gordura A gordura retirada pelo homogeneizador passa por uma válvula padronizadora a qual adiciona a quantidade desejada de gordura ao leite. Quantidade de gordura -Leite integral: 3 a 4% de gordura. -Leite longa vida: 3% de gordura. -Leite padronizado: 3% de gordura. -Leite semi-desnatado: 0,6 a 2,9% de gordura. 17 www.veterinariandocs.com.br -Leite desnatado: até 0,5% de gordura. -Queijo parmesão: 2% de gordura. -Queijo ligth: máximo de 0,5% de gordura. 08-Troca de calor à placas (pasteurização) Onde ocorre a pasteurização e eliminação da enzima fosfatase alcalina. Mecanismo de ação do calor sobre os microrganismos: calor úmido (que causa desnaturação) e pela queda do pH (com o aumento da temperatura, há o aumento da ionização e assim queda do pH). Há a carbonatação (adição de CO2) para atingir o ponto isoelétrico do leite e assim auxiliar na eliminação dos microrganismos. Vantagem: o CO2 não é tóxico. 09-Processo de Regeneração Este processo garante o tempo adequado de pasteurização e o equipamento pode ser de dois tipos básciso: em espiral ou zig-zag. Este processo de dá pela utilização do leite pasteurizado para pré-aquecer o leite cru refrigerado e vice-versa, utilizando o leite cru refrigerado para resfriar o leite pasteurizado. O leite pasteurizado sai deste equipamento com cerca de 40ºC. Caso o leite esteja passando muito rápido por este setor, deve-se aumentar o tubo de retenção, garantindo assim maior tempo de contato leite/placa. 10-Válvula de derivação (redirecionamento do leite) Equipamento que redireciona o leite para o tanque de equilíbrio caso este não tenha sido pasteurizado. Há um registro termográfico, indicando a temperatura do leite. 11-Envase Não é um processo asséptico. No interior do equipamento existe uma lâmpada ultra-violeta a qual tem efeito bacteriostático sobre o leite. 18 www.veterinariandocs.com.br Esterilização Introdução Ocorre a 120ºC por 10 minutos, elimina tanto formas vegetativas quanto esporos. Carameliza a lactose tornando-a escura e é sem utilidade comercial no Brasil. Ultra Alta Temperatura (UHT) Definição Leite homogeneizado que foi submetido, durante 2 a 4 segundos, a uma temperatura entre 130ºC e 150ºC, mediante um processo térmico de fluxo contínuo, imediatamente resfriado a uma temperatura inferior a 32ºC e envasado sob condições assépticas em condições estéreis e hermeticamente fechadas. Características Possui longo prazo de validade, não é um processo esterilizante, pois não chega a possuir 100% de eficiência, não elimina esporos, mas estes não são patogênicos e não deterioram o produto e é um processo contínuo. Há a homogeneização do produto, pois permanece armazenado por longo período e deve-se manter a uniformidade deste. Comercialmente Estéril: há presença de microrganismos no produto, porém não há multiplicação, não são patogênicos e não deterioram o alimento em curto prazo. *Bacillus sp sobrevivem ao UHT e não causam problemas para humanos. Aditivos São anti-coagulantes, com poder tamponante, não consegue-se fazer iogurte com leite UHT. Tem-se como aditivos citrato de sódio, monofosfato de sódio, difosfato de sódio e trifosfato de sódio, sendo a concentração máxima permitida de 0,1g/100mL; Os microrganismos psicotróficos são eliminados, mas parte das enzimas continuam ativas durante sua estocagem. Quanto pior a qualidade da matéria prima haverá mais enzimas atuando; *Enzimas como as lipases e as proteases possuem resistência ao calor UHT e acabam por quebrar a gordura e a proteína do leite, causando rancificação e sabor amargo ao produto. **Coagulação no fundo da embalagem se dá pela ação de enzimas proteolíticas. 19 www.veterinariandocs.com.br Processos de Troca de Calor Direto: por injeção ou infusão direta de vapor de água. Gera menor alteração do leite, chega a 150ºC e a água será retirada posteriormente. *Empresas utilizam o método direto, pois há o aumento do volume do produto final. Indireto: pelo sistema contracorrente e ocorre por trocador de calor tubular ou por placas. Não possui problema para remover água. Fluxograma -Entrada: leite pré-aquecido entre 65ºC a 75ºC para otimizar o tratamento térmico. O objetivo é estabilizar a caseína e não ter um grande gasto de energia posterior. -Clarificação/Padronização; -Homogeneização: obrigatório para não haver separação da gordura e o leite fica mais branco. -Troca de calor: podendo ser pelo método direto ou indireto. O leite é aquecido entre 130ºC e 150ºC. A troca de calor indireta causa alguns problemas como reação de Maillard e sabor de cozido (radicais sulfidrilas). -Câmara de expansão/câmara de vácuo: elimina a água condensada pela injeção ou infusão de calor. Possui vácuo e pressão controlados, quando submetido ao vácuo, evapora e há uma estratificação dos gases, eliminação do sabor de “cozido” e caramelização. É o mesmo processo que ocorre com o leite condensado, mas coloca-se mais açúcar e retira-se maior quantidade de água. Elimina a água que foi adicionada e o sabor de cozido pelo radical sulfidrila -Regeneração; -Envase: obrigatoriamente asséptico em embalagem cartonada, impermeável tanto ao ar quanto a umidade e não permite a entrada de luz, que favorece a rancidez. *Tem-se a aspersão de H2O2 para esterilizar o papel cartonado e após isto, o ar quente seca este H2O2 pulverizado. **Saquinho de leite só é impermeável à umidade, por isso o consumo deve ser mais rápido. -Embalagem: -Camadas: duas camadas de polietileno (impermeabilidade ao ar e a umidade), alumínio, polietileno, papelão (impermeabilidade a luz) e polietileno novamente. Quando o leite UHT é embalado em sacos plásticos, não há papelão, apenas o alumínio. 20 www.veterinariandocs.com.br *Verifica-se se a embalagem encontra-se hermeticamente fechada antes da liberação do lote, colocando-se a embalagem em solução salina com um eletrodo dentro e outro fora da caixa, não devendo passar corrente. Também pode-se fazer o teste com o uso de corantes. **Pode-se fazer o teste de shelflife (vida de prateleira) a qual mantém a embalagem com leite em uma sala a 35ºC durante 30 dias e verifica-se se houve alteração no leite. Figura 4. Embalagem longa vida. *O leite pode ser estocado por longo períodos, pois não há entrada de ar, evitando assim a rancidez. Também não há passagem de luz, a qual catalisaria reações oxidativas. Ultrafresh Bactofugação (centrifugação): elimina 99,9% das células bacterianas vegetativas e esporos, não substitui a pasteurização, pois não se elimina 100% das bactérias patogênicas. Permite diminuir a temperatura de pasteurização para 138ºC, reduzindo as alterações físicas do leite como caramelização, reação de Maillard e sabor “cozido”, possuindo assim melhores propriedades organolépticas, por haver menor liberação de sulfidrila oriunda das β-lactoglobulinas. *Necessita eliminar apenas água na fase de câmara de vácuo; **Agrega valor ao produto. ***Esta centrifugação não elimina a gordurad o leite. 21 www.veterinariandocs.com.br Leite em Pó Definição Entende-se por leite em pó o produto obtido por desidratação do leite de vaca integral, desnatado ou parcialmente desnatado e apto para a alimentação humana, mediante processos tecnologicamente adequados. *Leite em pó: produto resultante da retirada em condições apropriadas de quase totalidade de água de constituição do leite em natureza com teor de gordura ajustado para o respectivo tipo. **Também deve ser pasteurizado previamente, antes da desidratação. Variedades -Para consumo direto; -Para fins industriais ou culinários; -Para alimentação de animais; Concentração de Gordura -Integral: maior ou igual a 26% de gordura. -Parcialmente desnatado: 1,5 a 25,9% de gordura. -Semi-desnatado (opcional): 12 a 14% de gordura. -Desnatado: menor ou igual a 1,5% de gordura. Umidade -Integral: máximo de 3,5%; -Desnatado e parcialmente desnatado: máximo de 4%; *Devem ser valores diferentes, pois a gordura é hidrofóbica. Fluxograma -Filtração; -Pesagem: para pagamento; -Resfriamento; -Estocagem; -Clarificação e padronização; 22 www.veterinariandocs.com.br -Pasteurização ou pré-aquecimento: -Objetivos do pré-aquecimento: inativação das enzimas intrínsecas do leite, aumento da estabilidade térmica do leite, aumento da viscosidade e destruição dos microrganismos, principalmente os patogênicos. *Estas enzimas intrínsecas do leite são necessárias para o auxílio do bezerro na digestão inicial do leite. -Leite em pó de baixa temperatura: 72 a 75ºC por 15 a 20 segundos. -Leite em pó de alta temperatura: 85 a 90ºC por 15 a 20 segundos. Desnatura maior quantidade de proteínas do soro, interferindo na solubilidade do leite em pó (legislação permite mínimo de solubilidade de 98%, apenas 2% pode permanecem íntegro). Pré-aquecimento: -WPNI: Whey Protein Nitrogen Index – Nitrogênio Oriundo de Proteínas do Soro Não Desnaturadas. Tabela 7.Quantidade de proteína. Classe Proteínas Soro (mg/g) Baixo Tratamento Térmico 6 Médio Tratamento Térmico 1,5 a 5,9 Alto Tratamento Térmico Menor que 1,5 *Quanto maior a temperatura, maior será a desnaturação e menor será o valor de WNPI. Baixos valores de WNPI implicam em baixa solubilidade do leite em pó. A legislação estipula que o leite em pó deve ter uma solubilidade de 98%. -Aditivos: pode-se adicionar lecitina como emulsificante no teor de 5g/Kg de leite para melhorar a solubilidade, garantindo que 98% seja solúvel com esse valor. -Concentração: eliminação de 75 a 80% da água por evaporação em câmara de vácuo como feito para fabricação do leite condensado. Utiliza-se câmara de vácuo a 60ºC. -Homogeneização: melhora a solubilidade, digestibilidade e sabor. -Secagem: eliminação de água que não foi eliminada pela câmara de vácuo, processamento do leite fluido através da remoção de quase a totalidade da água, para a forma sólida. 23 www.veterinariandocs.com.br -Sistema de cilindro ou Roller Drying: gera partículas queimadas (carbonização do leite), possui baixa solubilidade, excesso de umidade e é um processo em desuso. -Sistema de atomização ou Spray Drying: mais utilizado na indústria. A atomização aumenta a área de contato das gotículas de leite e há a saída do leite na forma de partículas. O leite é pulverizado em uma câmara com ar quente (150 a 250ºC), há a perda da umidade e sai como leite em pó no final da câmara. *Ciclone: resfria e retira a água que não foi removida na câmara de secagem. -Secagem em dois e três estágios: tem-se aeração das partículas. -Secagem em leito vibro-fluidizado: há a entrada do leite em pó, vapor úmido com lecitina é adicionado para emulsificação, ar quente e ar frio, saída do leite em pó. A mesa do equipamento vibra constantemente para que haja a aeração; -Leite vibro-fluidizado: há a aglomeração de partículas formando aglomerados porosos originando assim o leite em pó instantâneo com características como molhabilidade, submergência, dispersibilidade e solubilidade; -Envase: feito em embalagens impermeáveis (papelão + polietileno) devido à higroscopia do leite em pó. Leite Parcialmente Desidratado -Leite concentrado ou condensado não açucarado. *Difícil de se encontrar no Brasil. Leite condensado açucarado. -Doce de leite. *Não necessita pasteurização pois já foi cozido. Efeitos da Concentração na Lactose Pode ocorrer a cristalização, com cristais perceptíveis que causam textura arenosa (efeito indesejável). Pode-se verificar no fundo de embalagens de doce de leite ou até em sorvetes. A dimensão dos cristais é dependente da intensidade da concentração, temperatura da concentração (temperaturas elevadas) e forma de resfriamento (formação de microcristais). *Microcristalização: formação de cristais pequenos. Isto se dá pelo resfriamento e agitação simultâneos. Os cristais não se tornam mais perceptíveis. 24 www.veterinariandocs.com.br Efeitos da Concentração na Gordura Há redução da estabilidade da emulsão (dependente da ligação água e proteína – neste caso há diminuição da concentração da água) e a homogeneização e a adição de lecitina minimizam estes efeitos (até certo nível). Efeitos da Concentração na Caseína Com o aumento da concentração de cálcio solúvel, a micela se torna mais instável, podendo coagular. A etapa de pré-aquecimento e adição de sais estabilizantes minimizam esses efeitos, pois há diminuição dos íons cálcio. Os sais estabilizantes sequestram os íons de cálcio em excesso e elevam ligeiramente o pH do leite concentrado. Durante o pré-aquecimento ocorre a formação do complexo κ-caseína e βlactoglobulina (desnaturada) que protege a micela de caseína (maior estabilidade). 01-Leite Concentrado ou Condensado Não-Açucarado Características Há remoção de 60 a 80% da água. A concentração é feita à vácuo. Vantagem: produto estável a temperatura ambiente (elevada pressão osmótica) e pode-se transportar grande quantidade deste produto (à granel). Desvantagem: armazenamento prolongado causa separação da gordura e coagulação grumosa. *Não é desejável para fabricação de queijos devido a diminuição do cálcio iônico e assim há diminuição do rendimento. Fluxograma -Recepção; -Clarificação/Padronização; -Pré-aquecimento: 100 a 120ºC durante 1 a 3 minutos (objetivo de desnaturar beta-lactoglobulina). -Condensação ou concentração: 65 a 70ºC; -Homogeneização; -Resfriamento; -Envase; 25 www.veterinariandocs.com.br 02-Leite Condensado Açucarado Características Mesmas características do leite condensado não-açucarado mas com adição de sacarose. A concentração de açúcar é de 62,5% proporcionando o aumento da pressão osmótica (maior prazo de validade). Fluxograma -Filtração; -Clarificação/Padronização; -Pasteurização ou Pré-aquecimento; -Adição de sacarose; -Evaporador; -Microcristalização forçada; -Envase; 03-Doce de Leite Características Produto resultante da cocção do leite com açúcar, não necessita pasteurização posterior. Utiliza-se leite padronizado 1,5% de gordura, máximo de 19ºD (adiciona-se bicarbonato de sódio para aumentar pH que auxilia na formação de melanoidinas). *Leite ácido confere textura talhada (ambrosia). Quantidade de sacarose: entre 18 a 20% para doce de leite pastoso ou 30% para doce de leite em barra. Fluxograma -Recepção; -Tacho: adição de bicarbonato para aumento do pH. -Aquecimento e agitação; -Fervura; -Adição de sacarose: 18 ou 30% dependente do produto final (pastoso ou em barra). 26 www.veterinariandocs.com.br -Concentração; -Resfriamento; -Envase; Leite Fermentado -Iogurte; -Bebida láctea; -Kefir; -Leite acidófilo; Definição Produtos adicionados ou não de outras substâncias alimentícias (Ex.: granola, aveia, etc.), obtidas por coagulação (acidificação da lactose que coagula a caseína) e diminuição do pH do leite, ou reconstituído (leite em pó reconstituído com água – temse melhora do rendimento pois há precipitação adicional de proteínas, formando coágulo mais firme), adicionado ou não de outros produtos lácteos, por fermentação láctica mediante a ação de cultivos de microrganismos específicos (culturas starters). *Os fermentos lácticos devem ser viáveis, ativos e abundantes no produto final durante seu prazo de validade. Avalia-se a viabilidade da microbiota por coloração de Gram. Qualidade do Leite Leite com acidez elevada não é próprio para produção de produtos fermentados pois não haverá nutriente para desenvolvimentos da microbiota ácido láctica. E leite ácido também indica produto de qualidade ruim. Leite impróprio para produção de fermentados: alta acidez, leite coagulado, sabor amargo (psicotróficos), sabor de ranço/oxidação, leite salgado (colostro), leite com baixa acidez (fraudes por adição de substância alcalinizante) e leite com resíduos de antibióticos, pesticidas e sanitizantes (perigo químico para o consumidor e não há desenvolvimento da cultura ácido láctica). Aspecto Pode ter consistência firme, pastosa, semi-sólida ou líquiad. Cor Branca e variável de acordo com a substância adicionada. Ingredientes Obrigatórios Leite e/ou leite reconstituído e cultura de bactérias lácticas. 27 www.veterinariandocs.com.br Ingredientes Opcionais Ingredientes: creme, manteiga, gordura, caseinatos alimentícios, proteínas lácteas, frutas em formas de pedaços, polpa, suco, mel, cereais, vegetais, açúcares, amido. Os ingredientes opcionais não lácteos deverão estar presentes em uma proporção máxima de 30% do produto final. Culturas Ácido Lácticas Microrganismos utilizados na elaboração de queijos, iogurtes e outros produtos fermentados, com temperatura ótima de multiplicação em 40 a 45ºC (termofílicos). A indústria começa com a temperatura mais elevada e vai reduzindo, assim, favorecendo culturas termofílicas e mesofílicas. Há utilização de lactose produzindo ácido láctico e compostos aromáticos como: diacetil (confere aroma e sabor) principalmente, entre outros como: acetaldeído, etanol e gás carbônico (Kefir). *O ácido láctico produzido faz com que ocorra a queda do pH e assim ocorre a coagulação da caseína. Culturas utilizadas: Lactococcus sp (mesófilo e tem ação proteolítica - valina), Streptococcus sp (termofílico e produz ácido fórmico), há relação simbiótica entre os microrganismos. Lactococcus sp utilizam o ácido fórmico e Streptococcus sp utilizam a valina em seu metabolismo. 01-Iogurte Tipos Iogurte tradicional sólido e gelationoso: coagulação na embalagem. Iogurte batido: com frutas, aromas e corantes e a coagulação ocorre em tanques maturadores. Iogurte líquido: processo de fermentação em tanques e é comercializado em embalagens plásticas tipo garrafa ou tipo longa vida. *Bebida láctea é mais barata que iogurte. Características Acidez máxima de 20ºD, sabor e odor normais, teor de gordura padronizado. Fluxograma -Homogeneização: para redução dos glóbulos de gordura. 28 www.veterinariandocs.com.br -Tratamento térmico: pode ser feito em tanque maturador (85 a 90ºC por 30 minutos) ou pasteurizador à placas (90 a 95ºC por 30 minutos). Essa temperatura reduz carga de patógenos, oxigênio (menor rancidez oxidativa) e precipita proteínas do soro. *UHT: não tem no Brasil. -Resfriamento: para 40 a 45ºC (culturas termofílicas) ou 30 a 36ºC para posterior adição de culturas (1 a 3%). -Fermentação: -Estável: 40 a 45ºC por 2 a 3 horas (confere aroma) e 30 a 35ºC por 8 a 12 horas (confere consistência). -Regressiva: 35 a 43ºC por 3 a 4 horas (confere aroma e consistência). -Resfriamento e envase: estabiliza multiplicação das culturas. 02-Bebida Láctea Definição Produto lácteo resultante da mistura do leite e soro do leite adicionado ou não de produtos ou substâncias alimentícias, gordura vegetal, leite fermentado, fermentos lácteos e outros produtos. A base láctea representa pelo menos 51% da massa total dos ingredientes do produto. Além de iogurte contém soro e não pode ser denominado iogurte. Cultura Utilizada Lactobacillus bulgaricus e Streptococcus thermophilus. 03-Leite Acidófilo Fermentação exclusiva com cultivos de Lactobacillus acidophilus. 04-Kefir Fermentação com cultivos ácido lácticos elaborados com grãos de Kefir. Há produção de ácido láctico, etanol e dióxido de carbono. Grão de Kefir são constituídos por leveduras fermentadoras de lactose e leveduras não fermentadoras de lactose. 29 www.veterinariandocs.com.br Processamento de Queijos Introdução O queijo deve ser elaborado por leite higienizado por meio mecânico e submetido à pasteurização ou tratamento térmico equivalente para assegurar fosfatase alcalina negativa. O único leite que pode ser confeccionado com leite cru é o queijo que sofre maturação por 60 dias em temperatura superior a 5ºC (favorecendo microbiota ácido láctica a qual forma ácido láctico, bacteriocinas e péroxido de hidrogênio). Classificação Quanto à consistência -Mole (55% de água): queijo minas frescal, ricota e requeijão. -Semi duro (45% de água): queijo gorgonzola, mussarela e prato. -Duro (35% de água): queijo parmesão, cheddar e provolone. Quanto à gordura -Gordo: acima de 40% de gordura. -Meio gordo: acima de 25% de gordura. -Magro: acima de 15% de gordura. -Desnatado: abaixo de 15% de gordura. Quanto a formação de obtenção da massa: -Por coalho: massa obtida por coagulação enzimática. -Por fermentação ácida: precipitação por fermentação ácida. -Extraída do soro: precipitação por aplicação e calor e adição de solução ácida. -Por fusão: precipitação por aplicação de calor com sais fundentes. Quanto ao tratamento da massa -Crua: sem nenhum aquecimento. -Semi-cozida: temperatura máxima de 45ºC. -Cozida: temperatura acima de 55ºC. 30 www.veterinariandocs.com.br Fluxograma -Recepção do leite: matéria prima de boa qualidade. -Padronização; -Pasteurização: lenta (62 a 65ºC por 30 minutos) ou rápida (72 a 75ºC por 15 a segundos – mais utilizada). *O ideal seria a pasteurização lenta devido a menor precipitação do cálcio iônico (maior rendimento). Faz-se a pasteurização rápida e adiciona-se cloreto de cálcio, mas ainda há perda de rendimento. **O tratamento térmico desnatura proteínas do soro que dificulta a dessoragem. ***Bactofugação elimina esporos de Clostridium sp que causaria estufamento. -Resfriamento: entre 28 e 35ºC de acordo com o tipo de massa. Massas moles utiliza-se temperaturas baixas e massas duras utiliza-se temperaturas elevadas. Pode-se ter adição de ingredientes como o cloreto de cálcio (0,02%) para repor o cálcio iônico perdido no tratamento térmico o qual auxilia na coagulação e na dessoragem. Também pode-se adicionar urucum, açafrão e caroteno (corantes). -Coagulação: ação da renina ou por ação da cultura ácido láctica. A coagulação se faz em 40 a 50 minutos. -Coagulantes ácidos: ácido cítrico, acético, lático ou clorídrico. -Enzima coagulantes: animal (renina ou quimosina), vegetal, microbiana (Bacillus sp) ou fungos. *Massa filada: ocorre em queijo mussarela e provolone. Consiste em acidificação da massa com fermentação ácida (pH entre 5,1 e 5,4) com culturas mesófilas e termófilas. E após isto tem-se o corte da massa e aquecimento dos grânulos (entre 82 e 85ºC) fazendo com que a caseína torne-se plástica. **Para massa filada utiliza-se leite ácido (não recomendável). -Corte/Prensagem: eliminação do soro. O corte é feito por liras dentro dos tanques e assim há a formação de grânulos, que facilita a liberação do soro. A agitação dos grânulos e o aumento da temperatura facilitam a dessoragem ou sinérese. Faz-se uma pré-prensagem (grânulos em formas ou no próprio tanque) e após isso faz-se a prensagem (elimina mais soro e há compactação dos grânulos). *Quanto menor o grânulo menor a umidade da massa e assim há produção de queijos duros. **Ponto de corte: quando o queijo coagula. ***Durante a prensagem faz a viragem dos queijos, para manter uniformidade. 31 www.veterinariandocs.com.br -Salga: a salga pode ser feita no leite, na massa, na superfície ou por salmouras (mais utilizado). O tempo da salga é dependente do tipo do queijo, queijos semi-duros entre 1 a 4 dias e queijos duros entre 4 a 10 dias. *Salmoura de cerca de 20%. -Maturação ou cura: adição de culturas ácido lácticas. Essencial para maturação e produção de ácidos (acidez inibe bactérias deteriorantes e produtoras de gás). A maturação causa modificações físicas, químicas e microbiológicas, conferindo sabor, aroma, formato e coloração. -1ª fase: pré-maturação em que ocorre a fermentação da lactose e proteólise da caseína. -2ª fase: maturação verdadeira em que ocorre a utilização dos produtos da 1ª fase, junto com a lipólise, para elaboração de compostos característicos (sabor e aroma). *As câmara de maturação tem temperatura variando entre 5 e 16ºC (5 a 10ºC para queijos moles, 10 a 12ºC para queijos semi-duros e 12 a 16ºC para queijos duros). A umidade varia entre 75 e 95% (90 a 95% para queijos moles, 80 a 85% para queijos semi-duros e 75 a 80% para queijos duros). E o tempo é variável (menor tempo para queijos moles e maior tempo para queijos duros). -Envase/Estocagem/Distribuição; Interpretação da IN 51 IN 51: aprovada em 2002 estabelece padrões mínimos de qualidade para todos os tipos de leite. Aprova os regulamentos técnicos de produção, identidade e qualidade do leite tipo A, B e C, do leite pasteurizado e do leite cru refrigerado. Leite A Definições Leite produzido, beneficiado e envasado em estabelecimento denominado granja leiteira. Imediatamente após a pasteurização o produto deve passar pelo teste negativo da fosfatase alcalina, teste positivo para peroxidase e enumeração de coliformes a 30/35ºC menor que 0,3 NMP/mL da amostra. Instalações e Equipamentos -Currais pavimentados em material impermeável; -Presença de mangueiras com água sob pressão; 32 www.veterinariandocs.com.br -Ordenha feita em local apropriado, localizado afastado de dependências de abrigo e arraçoamento dos animais; -Possuir equipamento para ordenha mecânica, pré-filtragem e bombeamento até o tanque de estocagem (localizado na dependência de beneficiamento e envase) em circuito fechado. Não é permitido ordenha manual; -Câmara frigorífica. Leite B Definição Produto refrigerado em propriedade rural e nela mantido pelo período máximo de 48 horas em temperatura igual ou inferior à 4ºC que deve ser atingida em no máximo 3 horas após o término da ordenha. É transportado para o estabelecimento industrial, para ser processado e no momento do recebimento deve apresentar temperatura igual ou inferior a 7ºC. Instalações e Equipamentos -Estábulo de piso concretado e declive não inferior a 2%; -Currais cercados e com água sob pressão; -Equipamento para cloração permanente da água; -Dependência apropriada para o leite (sala do leite); Condições Higiênico-Sanitárias para Obtenção da Matéria-Prima -Lavagem dos tetos dos animais a serem ordenhados; -Secagem com papel toalha descartável e descartes dos três primeiros jatos em caneca de fundo preto; -Leite deve ser coado e refrigerado a 4ºC em até 3 horas após a ordenha; -Obrigatório o uso de macacão, gorro e botas; -Obrigatório a lavagem das mãos do ordenhador; Transporte O leite deverá ser mantido sob refrigeração à temperatura máxima de 4 ºC. A transferência do leite do tanque estacionário para o veículo coletor deve se processar em circuito fechado e em local devidamente coberto. O transporte deve ser realizado em carros-tanque de leite tipo B oriundo de uma ou mais propriedades rurais. 33 www.veterinariandocs.com.br Leite Cru Refrigerado (antigo leite tipo C) Definição Leite não submetido a qualquer tipo de tratamento térmico na fazenda leiteira onde foi produzido e integral quanto ao teor de gordura, transportado em vasilhame adequado. Características A refrigeração do leite e seu transporte a granel deve ser feito após 2 horas da ordenha. A temperatura máxima de conservação do leite é de 7ºC na propriedade rural e 10ºC no tanque comunitário no estabelecimento processador. A temperatura de resfriamento deve ser alcançada em 2 horas e pode ser mantido na propriedade por até 48 horas em tanque de expansão (recomendado) ou tanque de imersão. Implicações e Adequação IN51 Principais pontos -Resfriamento por 48 horas, ocorre em local coberto, na sala do leite; -Tanque de expansão; -Exceto quando demorar menos de 2 horas; -Nos tanques há uma haste com pá, para garantir homogeneidade em temperatura e evitar a separação da gordura; -Existem tanques comunitários, que armazenam leite de várias propriedades que produzem até 100 litros de leite; -Tanque de imersão: são tanques de alvenaria, mergulha-se os latões, sendo um processo menos eficiente, utiliza-se água refrigerada e o leite não é misturado; Coleta do leite Tabela 8. Temperaturas do leite na propriedade e na recepção. Expansão (leite refrigerado) B Imersão (só leite refrigerado) e Temperatura máxima Temperatura máxima Propriedade Recepção 4ºC 7ºC 7ºC 10ºC 34 www.veterinariandocs.com.br Principais pontos -Transporte a granel em caminhões isotérmicos ou refrigerados (ideal); -Higienização do caminhão com soda cáustica não é eficaz, sendo o ideal com detergente; -Transporte deve ser feito em até 2 horas após a ordenha e só para leite cru refrigerado (leite C); -Contagem de aeróbios mesófilos para todo leite cru: -Leite tipo A: máximo de 40 mil UFC/mL. Leite com maior valor de mercado, tratado já na própria instalação, por sistema fechado; -Leite tipo B: máximo de 500 mil UFC/mL. Sistema fechado, semifechado ou balde ao pé; -Leite Refrigerado (tipo C): máximo de 400 mil UFC/mL; *Permite-se mais UFC (Unidades Formadoras de Colônias) no leite tipo B do que no leite tipo C, em uma tentativa de melhorar a qualidade do leite tipo C. **A contagem bacteriana total é realizada por citometria de fluxo que contabiliza também as bactérias mortas, já na contagem padrão em placas, só detecta as vivas. -Contagem de células somáticas (CCS): -400.000 células/mL na Europa; -750.000 células/mL nos Estados Unidos; *No Brasil há um alto número, pois há muitos pequenos produtores que não possuem as devidas orientações técnicas. -Diferentes teores de gordura para leite pasteurizado: -Integral: deve possuir um mínimo de 3% de gordura (3,1 a 4,0%). O leite vendido deve possuir o mesmo teor de gordura do leite ordenhado; -Padronizado: deve possuir sempre 3% de gordura; -Semi-desnatado: possui entre 0,6 e 2,9% de gordura, sendo bastante variável, mas geralmente em torno de 1%; -Desnatado: deve possuir abaixo de 1% de gordura; -Recepção: são feitas análises químico-físicas também no momento de descarregamento no lacticínio; 35 www.veterinariandocs.com.br -Leite cru refrigerado (tipo C) e leite tipo B: possuem controle de qualidade diariamente feito por tanque. Avalia-se a temperatura, no teste físico-químico o teste do alizarol deve estar em 72º. Avalia-se Dornic (quantifica ácido láctico no leite), crioscopia, densidade, gordura, %ST, %SNG (extrato seco desengordurado), neutralizantes como soda cáustica e bicarbonato por meio de testes específicos e reconstituintes. -Periodicidade das análises: realiza-se análise do total de leite, caso dê resultado alterado, realiza-se análise individual. -Temperatura: feita em todas as coletas; -Gordura, acidez, densidade, crioscopia, %SNG e redutase: a cada 2 meses; -CPP* (contagem padrão em placa ou contagem bacteriana total): uma vez por mês; -CCS* (contagem de células somáticas): uma vez por mês; -Pesquisa de resíduos de antibiótico*: uma vez por mês; -Pesquisa de neutralizantes e reconstituintes: a cada 2 meses; *Feito apenas por laboratórios credenciados. Padrões do leite cru segundo a IN51 Tabela 9. Padrões do leite cru (IN 51) A B Cru refrigerado (C) Mínimo de 3,0% Mínimo de 3,0% Mínimo de 3,0% 28 a 34 28 a 34 28 a 34 -0,530 ºH -0,530 ºH -0,530 ºH SNG Mínimo de 8,4% Mínimo de 8,4% Mínimo de 8,4% Proteína Mínimo de 2,9% Mínimo de 2,9% Mínimo de 2,9% Gordura Densidade Índice crioscópico -A quantidade mínima de nutrientes é igual para os três tipos de leite; -Leite com maior quantidade de extrato seco total (SNG) possuirá maior rendimento industrial, sendo uma matéria prima de melhor qualidade; 36 www.veterinariandocs.com.br Padrões do leite cru segundo a IN51 (continuação) Tabela 10. Padrões do leite cru (IN 51) continuação. A B Cru refrigerado (C) Acidez 14 a 18 14 a 18 14 a 18 Redutase Mínimo de 5 horas Mínimo de 3h30min Não há tempo mínimo CPP (UFC/mL) 104 5x105 3x105 CCS 6x105 6x106 4x105 -A acidez avalia a contaminação bacteriana por um método indireto. Se o leite apresenta acidez Dornic elevada, provavelmente irá coagular dentro do equipamento; -As bactérias produzem redutase, logo quanto maior a presença de bactérias, mais redutase terá. Leite com tempo de redutase curto é enviado para leite UHT; -Leite possui resíduos de antibióticos o que se faz é diluir até o mínimo aceitável para não perder o produto e utiliza-o para leite UHT ou pasteurizado. Leite com resíduo de antibiótico não deve ser encaminhado para a produção de derivados, pois as culturas não se desenvolverão adequadamente; -Quando se tem alta carga bacteriana, observada na prova da redutase, a lactose será consumida; Teste da resutase: é uma forma de avaliação direta da contagem bacteriana. Adiciona-se azul de metileno no leite, a redutase irá reduzir o azul de metileno. Quanto menos tempo levar para ocorrer a redução, ou seja, para ficar transparente, mais contaminado está o leite. Avaliação da ação enzimática é feita adicionando-se 10 mL de leite e 1 mL de Azul de Metileno, levar e banho Maria à 35ºC e aguardar a redução do Azul de Metileno que ficará incolor. Triagem Evita problemas no beneficiamento e determina o destino da produção: -Derivados (melhor qualidade); -UHT; -Leite pasteurizado; -Ração animal; Beneficiamento -Não usado em indústrias de pequeno porte; 37 www.veterinariandocs.com.br Pasteurização rápida: é a forma mais usada, o equipamento possui placas que fazem a troca de calor, por produzirem lâminas de leite que são mais fáceis de trocar o calor. O leite pasteurizado aquece o leite cru. Se tiver contaminação mensura-se Fosfatase Alcalina (FA); -Segunda filtração, sendo que a primeira é feita na propriedade antes do tanque de expansão; -Pré-aquecimento a 45ºC, gasta menos energia e tempo com esse processo, pois chegará em etapa posterior a 75ºC; -Clarificação: -Padronização e/ou homogeneização; -Pasteurizador: aquecimento a 75ºC; -Resfriamento a 4ºC do leite que está entrando; -Embalagem: plástica de polietileno; -A gordura é toda retirada e depois recolocada, podendo padroniza-la. O excedente pode ser encaminhado para produção de derivados como creme de leite por exemplo. Embalagem -Recebe o carimbo SIF; -Deve possuir a data de fabricação e validade; -Estocagem em câmara fria a 4ºC (câmara frigorífica); Padrões para Leite Beneficiado -Plano de amostragem: quantas amostras de cada lote deve-se fazer, se será liberado ou não para consumo. Não tem como avaliar todas as caixas; -Feito em leites A, B e Pasteurizado; n: amostra m: limite inferior M: limite superior C: número de amostras permitidas no intervalo 38 www.veterinariandocs.com.br Tabela 11. Padrões para o leite beneficiado. A B C CPP n=5, c=2, m=5x102 e M=5x103. n=5, c=2, m=4x104 e M=8x104. n=5, c=2, m=4x104 e M=8x104. Coliformes a 35ºC n=5, c=0 e m<1. n=5, c=2, m=2 e M=5. n=5, c=2, m=2 e M=4. Coliformes a 45ºC n=5, c=0 e m=ausente. n=5, c=1, m=1 e M=2. n=5, c=1, m=1 e M=2. Salmonella spp. n=5, c=0 e m=ausente. n=5, c=0 e m=ausente. n=5, c=0 e m=ausente. *Deve-se coletar 5 amostras de cada lote nos diferentes períodos (início, meio e final). Expedição para todos os tipos -Deve sair do laticínio a no máximo 4ºC; -Deve chegar ao comércio a no máximo 7ºC; -Os veículos devem possuir isolamento térmico e unidade frigorífica; 39 www.veterinariandocs.com.br
Download