INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA
CATARINA
CAMPUS CHAPECÓ
ENGENHARIA DE CONTROLE E AUTOMAÇÃO
ANDRÉ TIAGO ANDREOLA
JOSIMAR RISSI
LUCAS JOSÉ FRIZON
AUTOMAÇÃO DE UM CARRO LINEAR PARA APLICAÇÃO EM PROCESSOS DE
SOLDAGEM MIG-MAG E TIG COM AJUSTE DE VELOCIDADE E CONTROLE DE
POSICIONAMENTO
PROJETO INTEGRADOR IV
CHAPECÓ
2014
AUTOMAÇÃO DE UM CARRO LINEAR PARA APLICAÇÃO EM PROCESSOS DE
SOLDAGEM MIG-MAG E TIG COM AJUSTE DE VELOCIDADE E CONTROLE
DE POSICIONAMENTO
ANDRÉ TIAGO ANDREOLA
JOSIMAR RISSI
LUCAS JOSÉ FRIZON
Projeto
apresentado
à
disciplina Projeto Integrador IV, como
requisito
parcial
de
avaliação.
Professores Alfen Souza e Guilherme de
S. Weizenmann
Chapecó
2014
2
Introdução
A matriz curricular do curso de Engenharia de Controle e Automação do
IFSC, Campus Chapecó, apresenta disciplinas diferenciadas, que tem como objetivo
tornar o curso consonante com a instituição em que está inserido.
Unidades curriculares como o Projeto Integrador (PI), disciplina esta que já é
ministrada em outros cursos oferecidos pelo IFSC, vem se estabelecendo, trazendo
produções significativas para a instituição profissionalizante em questão.
No curso de Engenharia de Controle e Automação, o Projeto Integrador está
disposto ao longo de quatro semestres, e os principais objetivos da disciplina,
segundo o projeto pedagógico do curso, são:
Integrar os conhecimentos adquiridos no curso, até o ponto onde o
projeto é desenvolvido;
Conciliar teoria, prática, estimulando consciência e compreensão de
maior amplitude nos estudos;
Desenvolver metodologia de pesquisa e apresentação de trabalhos;
Incentivar o espírito empreendedor e de liderança;
Promover maior interação entre os docentes e alunos.
A metodologia para o desenvolvimento do PI é apresentada no Manual do
Projeto Integrador. Neste documento estão descritos todos os processos para a
efetivação da unidade curricular, desde os processos de planejamento, seleção de
equipes, seleção de projetos, métodos de avaliação, apresentação e defesa do
projeto final.
Além disso, são apresentados os requisitos que devem ser atendidos, os
instrumentos que devem ser utilizados para a execução dos trabalhos, como devem
ser feita a solicitação de recursos, dos orientadores, das competências e habilidades
a serem desenvolvidas.
Com base nos requisitos apresentados, definiu-se o projeto descrito ao
longo deste trabalho. Este deve atender às especificações expostas acima, e trazer
o melhor aproveitamento possível aos seus desenvolvedores.
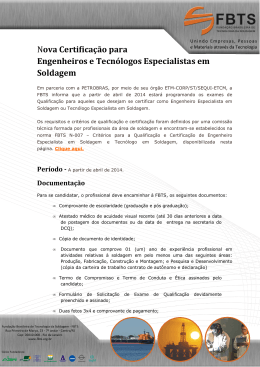
O projeto proposto consiste, basicamente, do desenvolvimento da
Automação de um carro linear para aplicação em processo de soldagem MIG-MAG e
TIG com ajuste de velocidade e controle de posicionamento (Fig. 1).
3
Figura 1: Equipamento a ser automatizado
Acredita-se que com o desenvolvimento deste trabalho, as práticas de
ensino requisitadas serão atendidas. Os integrantes envolvidos no planejamento e
execução das atividades serão beneficiados, já que os processos para a elaboração
do protótipo envolvem os mais diversos campos da matriz curricular da Engenharia
de Controle e Automação do IFSC.
Estrutura do Projeto
1. PROJETO INFORMACIONAL
O projeto informacional está embasado na definição do problema do projeto.
A partir disso, foi desenvolvido um levantamento de informações, buscando entender
de maneira clara a problemática proposta.
Ao final desta etapa, foi obtida uma lista de especificações do projeto, que
orientará a geração de soluções, além de fornecer a base sobre a qual serão
desenvolvidas as próximas etapas do processo de desenvolvimento (ROZENFELD
4
et al., 2006). Para tanto, serão apresentados ao longo desta sessão, alguns tópicos
para a obtenção das especificações do projeto.
Algumas das informações apresentadas serão: a definição do problema do
projeto; a pesquisa de informações, com um levantamento da existência de produtos
semelhantes ao que será desenvolvido neste projeto; A definição dos atributos do
produto; Os clientes, as necessidades e os requisitos dos clientes; Os requisitos do
projeto; E por fim as especificações do projeto.
1.1. Objetivos
1.1.1. Objetivos Gerais
Desenvolvimento de um protótipo de uma máquina de soldagem
automatizada para processos de soldagem a arco elétrico, especialmente para os
processos MIG/MAG e TIG. Mais especificamente, realizar-se-á o estudo e
construção de um modelo de controle de velocidade e posição de soldagem, para
união de chapas.
1.1.2. Objetivos Específicos
Controlar a velocidade de Soldagem;
Controlar a distância de pontos de soldagem;
Controlar o ponto de início de soldagem;
Controlar o ponto final de soldagem;
Controlar o comprimento do cordão de solda;
Desenvolver interface de Controle.
1.2. Fundamentação
No mercado atual, local, a automação dos processos de soldagem ainda não
está muito desenvolvida. A continuidade do desenvolvimento do projeto do
equipamento de soldagem automática, tornando-o automatizado e auto controlável
permitirá a apresentação à comunidade local um projeto que vem ao encontro às
suas necessidades.
Outro fator que faz com que haja estudos na área da automação da
soldagem é a busca pela eficiência, rapidez, produtividade e também alcançar a
maior independência em relação ao soldador, visto que há cada vez menos
soldadores preparados para o mercado de trabalho, isso gera uma dependência da
5
demanda de mão de obra qualificada. Por isso, a necessidade das empresas
investirem em tecnologias para produzirem mais com menos trabalhadores, bem as
instituições de ensino incentivar seus estudantes a desenvolver projetos de
pesquisas relacionados à área de demanda.
O sistema, ora desenvolvido, permitirá o uso de dois tipos de solda, o
MIG/MAG (“Metal Inert Gas” e “Metal Active Gas”) e o TIG (Tungsten Inert Gas), que
são amplamente utilizados nas indústrias de máquinas em geral.
1.2.1. Automação da soldagem
A automação da soldagem possibilita melhoria mensurável tanto na
qualidade quanto na produtividade, além disso, as condições de trabalho são menos
insalubres. Em ambientes onde as condições são adversas, como em locais de
temperatura elevada, para condições humanas, e tendo em mente que o uso de
ventiladores não pode ser usado próximo de processos de soldagem a arco, os
processos automáticos são de grande valia. Seguindo nessa linha de raciocínio,
temos também a redução nos custos operacionais, pois com o aumento da
velocidade de soldagem utiliza-se menor quantidade de gás, menor número de
pessoas trabalhando para executar a mesma tarefa, além da diminuição de
retrabalhos em virtude ocorrerem soldagens inadequadas.
1.2.2. Processos de Soldagem Aplicados
Dentre os processos de soldagem, os mais adequados ao projeto a ser
desenvolvido são o MIG/MAG e o TIG.
O processo MIG/MAG é um processo de soldagem a arco elétrico que utiliza
gases inertes ou misturas deles (MIG) e também gases ativos ou misturas de gases
ativos e inertes (MAG) para proteger a poça de fusão e a região adjacente a ela
contra os gases atmosféricos que possam prejudicar a soldagem. Esses processos
também são conhecidos pela sigla GMAW (Shielded Metal Arc Welding), e são
utilizados para unir peças metálicas pelo aquecimento e pela fusão delas e do
eletrodo, a partir de um arco elétrico estabelecido entre um eletrodo metálico nu
consumível e a peça a ser soldada (Fig. 2).
6
Figura 2: Processo MIG/MAG
O processo TIG permite soldar materiais com ou sem metal de adição,
autógeno. Dependendo da aplicação da solda, é possível adicionar material à poça
de fusão; nesse caso, o material deverá ser compatível com o metal de base. Esse
processo foi desenvolvido na década de 40 para soldagem de aços inoxidáveis e de
ligas de alumínio e magnésio; atualmente, é utilizado para soldar praticamente todos
os metais. É caracterizado por utilizar um arco elétrico, o qual é formado entre um
eletrodo não consumível de tungstênio e a peça, onde a poça de fusão e o eletrodo
são protegidos da ação da atmosfera por um gás inerte (argônio ou hélio). Esse arco
elétrico atua como fonte de calor para fundir os metais, podendo ainda ser
adicionado um metal de adição (Fig. 3).
Figura 3: Processo TIG
7
1.2.3.
Velocidade de Soldagem
A velocidade de soldagem é um parâmetro que influencia fortemente na
geometria do cordão de solda. Se a velocidade for demasiadamente alta o cordão
fica com geometria convexa, com bordas irregulares e pouca. Por outro lado, com
uma velocidade muito baixa, ocorre a inclusão de escórias no interior da solda, não
obstante, o cordão ainda tem formato irregular e pode ocorrer a perfuração da
chapa. Neste contexto, a velocidade de soldagem tem importância fundamental, não
somente no que se refere à qualidade do processo, apresentado acima, mas
também na questão econômica financeira, haja vista que além do descarte do
material em condições imperfeitas, há o gasto com energia utilizada no processo e
tempo de produção.
1.2.4. Abertura do Arco de Solda
O arco elétrico é a fonte mais comum de calor usado nos processos de
soldagem. Essa fonte energética é amplamente utilizada, pois há uma facilidade de
controle, baixo custo dos equipamentos e um nível de risco a saúde, aceitável.
O arco elétrico possui fenômenos físicos altamente complexos. O arco
consiste de uma descarga elétrica mantida pela ionização do gás do meio em que
ocorre. Esta ionização tem temperatura elevada o suficiente para fundir os materiais
e por isso usado nos processos de soldagem. Nos processos de soldagem a área da
seção transversal do eletrodo é menor do que a área plana da peça a ser soldada,
isso faz com que o arco elétrico tem um formato cônico (Fig. 4).
Figura 4: Arco elétrico em uma soldagem
8
1.3. Benchmark
1.3.1. Definição do problema do projeto
Desenvolvimento de um projeto que atenda, principalmente, os requisitos da
disciplina de Projeto Integrador IV, ministrada no curso de Engenharia de Controle e
Automação, do Instituto Federal de Santa Catarina – IFSC, Campus Chapecó, com a
melhoria da interface usuário máquina de um equipamento de solda conhecido como
“trator de solda”, desenvolvido em projetos integradores passados.
A partir da necessidade dos acadêmicos em aplicar e integrar os
conhecimentos adquiridos ao longo do semestre optou-se por esta melhoria por
envolver grande parte das matérias do semestre principalmente na área de
soldagem.
Ao final do projeto, uma interface usuário máquina intuitiva e totalmente
funcional dando uma maior automação ao processo assim como uma melhora na
qualidade e constância da solda produzida pelo equipamento.
1.3.2. Pesquisa de informação
No
mercado
hoje podem
são
encontrados diversos
equipamentos
destinados à soldagem automática de chapas, perfis ou tubos. Devido a essa
diversidade de equipamentos temos também a variedade de processos como,
MIG/MAG, TIG, Elétrica, Plasma, entre outros. Daremos ênfase aos produtos
relacionados à soldagem por processos a arco elétrico, especialmente aos
MIG/MAG e TIG, já que estes são os processos relacionados ao projeto a ser
desenvolvido.
1.3.3. Tartílope V2 – LABSOLDA
O Tartílope V2, conforme a Figura 5, é um sistema de movimentação
automática em dois eixos para aplicação em processos de soldagem e corte de
chapas metálicas. O sistema tem três componentes principais: teclado, módulo
eletrônico e dispositivo mecânico.
9
Figura 5: Tartílope de solda
O teclado tem a função de receber as entradas do usuário referente aos
parâmetros do processo, possui acoplado a ele um display de cristal líquido para
apresentar informações sobre o processo.
O módulo eletrônico processa e controla os movimentos e possui drivers que
geram os sinais de forma de onda de tensão e corrente para os motores de passo.
O dispositivo mecânico é composto de um dispositivo móvel (que contém
dois motores de passo) o qual corre por sobre um trilho. Os trilhos do Tartílope V2
podem ser encadeados de forma a permitir soldagem ou cortes de grandes
extensões;
1.3.4.
NE/SL – Netsu
O NE/SL da Netsu, conforme a Figura 6, é um equipamento destinado à
automação da soldagem longitudinal de diversas peças, tanto interna como
externamente, topo a topo ou sobrepostas. Este equipamento pode apresentar
formas distintas de fixação de peça como, por exemplo, mandril, utilizado para
soldagem de tubos, ou uma mesa de apoio, para chapas planas em geral. O suporte
da tocha é adaptável ao diâmetro das peças a serem soldadas, apresentando ajuste
manual ou motorizado.
10
Figura 6: NE/SL
1.4. Requisitos/Especificações e metas
1.4.1. Atributos do produto
Baseado nas especificações que o projeto deve atender, são apresentadas
as características da interface homem-máquina. Ao longo deste tópico serão
definidas as funcionalidades, especificações, restrições e benefícios do produto final
deste projeto.
1.4.2. Segurança
A interface deve possuir as características básicas de segurança, para que
seja possível a parada do equipamento em caso de algum acidente ocorrer durante
o processo de soldagem.
Ela deve dar a possibilidade de isolamento do operador perante aos riscos
que o processo de soldagem, assim como as insalubridades do mesmo.
1.4.3. Adaptável
Como forma de disponibilizar a melhoria do equipamento a projetos
integradores futuros, o hardware e o software devem ser de fácil entendimento e
modificação para que suas possíveis adaptações sejam alcançadas com maior
facilidade.
1.4.4. Sustentabilidade
11
Os
materiais
utilizados
serão
selecionados
conforme
o
melhor
custo/benefício fornecido pelos mesmos. Como forma do projeto não se tornar
obsoleto tão rapidamente e ser descartado em algum próximo projeto integrador, o
mesmo possuirá qualidades de adaptabilidade e desenvolvido com materiais
eletrônicos de grande utilização atual.
1.4.5. Clientes
A definição dos clientes do projeto baseou-se, na ementa da unidade
curricular do Projeto Integrador IV e, no manual dos Projetos Integradores. Estes
documentos abrangem todos os interessados e beneficiados pelo desenvolvimento
deste trabalho.
Portanto, os clientes do projeto são definidos abaixo:
A indústria de metal mecânica interessada em automatizar os processos
de soldagem de chapas metálicas;
A ementa da unidade curricular do Projeto Integrador IV, ministrado no
curso de Engenharia de Controle e Automação, do Instituto Federal de Santa
Catarina – IFSC, Campus Chapecó. A ementa desta unidade curricular
prevê a integração e aplicação dos conhecimentos adquiridos nas disciplinas
ao longo do oitavo período;
Pessoas, usuários que tenham interesse em conhecer o funcionamento
de um modelo de sistema automatizado.
1.4.5.1. Necessidades dos clientes
A definição das necessidades dos clientes baseou-se, na ementa da unidade
curricular do Projeto Integrador IV, conforme segue abaixo:
Aplicar os princípios de Robótica;
Aplicar os princípios sistemas integrados de manutenção;
Aplicar os princípios de automação na soldagem;
Além dos itens citados anteriormente, que contemplam os conhecimentos
adquiridos nas unidades curriculares do oitavo semestre, outras necessidades
identificadas são:
Sistema adaptável que possibilite a fácil inclusão de novos equipamentos
ao conjunto;
12
Segurança: Proteção contra os riscos e a insalubridade que o processo
possa ocasionar;
Ergonomia: A adequação da interface às disponibilidades de habilidades
psicofisiológicas das pessoas que a utilizarão;
Realizar a soldagem automática de chapas metálicas com processo do
tipo TIG e MIG/MAG.
1.4.5.2.
Requisitos do Cliente
As necessidades definidas anteriormente devem ser transformadas em
requisitos dos clientes, ou seja, é preciso definir de que maneira as necessidades
serão atingidas.
A tabela abaixo traz estas informações:
NECESSIDADES DOS CLIENTES
REQUISITOS DOS CLIENTES
Utilizar os princípios de robótica determinando o
Aplicar os princípios de Robótica
posicionamento e controle das componentes móveis
do equipamento.
Sistemas integrados de manufatura
Automação na soldagem
Padronização e melhoria da qualidade da solda
otimizando custos.
Automatizar o processo de soldagem e controlar as
variáveis disponíveis.
Disponibilizar espaço físico para possível upgrade do
Adaptabilidade
projeto e programação simplificada para auxiliar o
entendimento da mesma.
Evitar choques elétricos. Evitar cantos vivos nas
Segurança
estruturas. A interface deverá ser equipada com
sinais de alerta e botões de emergência, não causar
danos aos usuários por deslocamento dos fusos.
Tabela 1: Necessidades dos clientes transformadas em requisitos dos clientes
1.4.6. Requisitos do Projeto
Os requisitos dos clientes devem ser transformados em requisitos de projeto,
ou seja, deve-se exemplificar como os requisitos dos clientes serão atendidos,
conforme tabela abaixo:
REQUISITOS DO CLIENTE
REQUISITOS DO PROJETO
Utilizar os princípios de robótica
Equacionar os movimentos e graus de liberdade
determinando o posicionamento e
dos conjuntos móveis, assim como controlar a
13
controle das componentes móveis do
posição do mesmo.
equipamento.
Através dos parâmetros de soldagem estudados
Padronização e melhoria da qualidade
nas aulas de automação da soldagem será
da solda otimizando custos.
escolhida a operação ótima que o equipamento
deverá trabalhar.
Automatizar o processo de soldagem e
controlar as variáveis disponíveis.
Disponibilizar espaço físico para
possível upgrade do projeto e
programação simplificada para auxiliar o
Programar o micro controlador a fim de controlar
os drives dos sistemas eletromecânicos de
movimentação e referenciamento.
Programar em C, utilizar plataformas open source
de micro controlador, e adquirir um display
amigável a programação.
entendimento da mesma.
Evitar choques elétricos. Evitar cantos
vivos nas estruturas. A interface deverá
Trabalhar com baixas tensões, chanfrar cantos
ser equipada com sinais de alerta e
vivos, equipar a interface com luzes de
botões de emergência, não causar
emergência e botão cogumelo, limitar o torque
danos aos usuários por deslocamento
dos guias lineares.
dos fusos.
Tabela 2: Definição dos requisitos do projeto, a partir dos requisitos dos clientes.
Por fim, é necessário transformarmos os requisitos de projeto em
especificações do projeto. Isso deve ser feito atribuindo-se mais três informações
aos requisitos de projeto.
Estas informações são: os objetivos, ou seja, o que se deseja atingir com o
requisito; o sensor, que representa como será verificado o cumprimento das metas
estabelecidas; e a saída desejada. Podemos analisar estas informações na tabela
abaixo.
REQUISITOS DO PROJETO
OBJETIVOS
Equacionar os movimentos e graus de
liberdade dos conjuntos móveis, assim
como controlar a posição do mesmo.
Calcular
as
trajetórias
SENSOR
SAÍDAS DESEJÁVEIS
Controle de limites de
Visual
cursos e velocidades
de movimentação.
Através dos parâmetros de soldagem
estudados nas aulas de automação da
soldagem será escolhida a operação
ótima
que
o
equipamento
deverá
Melhorar
a
soldagem
Visual
Cordão
de
solda
adequado.
trabalhar.
Programar o micro controlador a fim de
Controlar
a
Trena,
Acionamento
14
controlar
os
drives
dos
sistemas
eletromecânicos de movimentação e
movimentaçã
paquímetro
controlado
o do carro
referenciamento.
Programar em C, utilizar plataformas
open source de micro controlador, e
Versatilidade
adquirir
do projeto
um
display
amigável
a
Facilitar a adaptação
Visual
do produto
programação.
Trabalhar com baixas tensões, chanfrar
Estrutura
cantos vivos, equipar a interface com
Evitar
luzes de emergência e botão cogumelo,
acidentes
em
conformidade com as
Visual
normas de segurança
limitar o torque dos guias lineares.
estabelecidas
Tabela 3: Especificações do projeto
1.5. Cronograma
Projeto
Informacional
Agosto
Setembro
Outubro
Novembro
Projeto
Projeto
Manufatura,
Projeto
Conceitual preliminar programação detalhado
06, 07
X
13, 14
X
20, 21
X
X
27, 28
X
X
03, 04
X
10, 11
X
X
17, 18
X
24, 25
X
01, 02
X
X
08, 09
X
15, 16
X
22, 23
X
29, 30
X
05, 06
X
12, 13
X
X
19, 20
X
X
26, 27
Apresentação
X
15
Dezembro
03, 04
X
10, 11
Reserva
Reserva
Reserva
Reserva
Reserva
Reserva
17
Reserva
Reserva
Reserva
Reserva
Reserva
Reserva
Tabela 4: Cronograma
2. PROJETO CONCEITUAL
Com base no levantamento de requisitos e especificações obtidas no projeto
informacional, é possível iniciar o projeto conceitual. Esta etapa consiste,
basicamente, na busca de princípios de solução a fim de encontrar as melhores
alternativas para o desenvolvimento do projeto, atendendo às necessidades dos
clientes.
A primeira etapa para encontrar as soluções mais adequadas ao problema
proposto é o desdobramento da função global, onde as etapas principais serão
detalhadas. Dessa forma, é possível obter uma visão global dos processos que
serão desenvolvidos, para então buscar os princípios de solução adequados.
Os princípios de solução serão obtidos através de um método denominado
Brainstorming, que é considerado um excelente caminho para o desenvolvimento de
soluções criativas (ROZENFELD et al., 2006).
Este método consiste em uma sessão, onde serão lançados os problemas, e
cada integrante da equipe pode sugerir uma ideia para saná-lo.
Por fim, a equipe irá avaliar as ideias sugeridas e selecionar as que melhor
se encaixam as funções desempenhadas pelo projeto a ser desenvolvido.
2.1. Estrutura Funcional
A partir das funções principais, que serão desenvolvidas na automação e
controle de velocidade e posicionamento do carro de soldagem, e a fim de obter
uma melhor visualização dos processos a ser estruturados e construídos, efetuou-se
o desdobramento da função global, conforme fluxograma da Figura 7.
16
Figura 7: Fluxograma do desdobramento da função global
Detalhando a Figura 7, tem-se:
Ligar: Entende-se como a partida da máquina como um todo;
Setup: Configuração dos parâmetros do processo de soldagem;
Velocidade de Deslocamento do Carro: Velocidade que o carro
percorrerá o trajeto que foi indicado;
Ponto de início da soldagem: Ponto a partir do qual o carro começará o
cordão de solda;
Ponto final de soldagem: Ponto máximo que atingira o cordão de solda;
Parâmetros de soldagem: Corrente ou tensão setado na máquina de
solda (Tensão para MIG/MAG, Corrente para TIG);
Posicionamento do carro: Posição inicial do carro, antes de iniciar o
processo de soldagem;
Início do processo: Início do processo de soldagem que foi programado;
Stop: Parada do processo de soldagem antes do término da operação
que foi programada;
Emergência: Parada do processo por motivos não previstos, que possam
causar danos;
Abertura do arco elétrico: Momento, a partir do qual, inicia-se
efetivamente o processo de soldagem;
17
PI à PF: Ponto inicial a ponto final de soldagem;
Acionamento: Forma como o carro irá se deslocar;
Acionamento elétrico: Tipos de conversores eletromecânicos de
energia;
Acionamento mecânico: Dispositivos de conversão de movimentos e
forças mecânicas;
Realimentação: Forma de comunicação, para posicionamento do carro.
Resultando em erro zero, a respeito da posição que ele está e a que ele
deveria estar;
Sinalização: Instrumentos que informam problemas ou alarmes que
venham a ocorrer no processo de soldagem.
2.2. Apresentação de Princípios de Soluções
Para a apresentação de possíveis soluções utilizou-se a matriz morfológica.
A matriz morfológica consiste na apresentação de vários princípios de solução, que
serão julgados e selecionados mais tarde. Os princípios de solução devem, em
primeiro lugar, atender as necessidades dos clientes. Esta matriz será construída
pelo método brainstorming, já exemplificado anteriormente.
Função
Ligar
Princípio de
Princípio de
Princípio de
Princípio de
Solução 01
Solução 02
Solução 03
Solução 04
Botão interface
Ligar na tomada
Botão pulso
Encoder
Botão pulso
verde
Setup
Controle de
velocidade
Potenciômetro
Teclado
Ponto de início
de soldagem
Botão de pulso
Potenciômetro
Manual (jog)
(coordenadas)
fornecidas no
display
Teclado
Ponto final da
soldagem
Botão de pulso
Potenciômetro
Manual (jog)
(coordenadas)
fornecidas no
display
Parâmetros de
Máquina de
soldagem
solda
Posicionamento
Manual
Potenciômetro
Botão de pulso
Coordenadas
Acionamento
18
do carro
elétrico
Início de
Botão de pulso
Temporizador
Sonoro
Botão de pulso
Temporizador
Sonoro
Sinal elétrico
Manual
Acionamento
Motor elétrico
Motor elétrico
elétrico
CC
CA
Engrenagem
Correia em V
processo
Stop
Abertura de
arco elétrico
Acionamento
mecânico
Deslocamento
Rodas em “V”
linear
sob trilhos
Realimentação
Guias lineares
Potenciômetro
Sensor de
multivoltas
distância
Sinalização
Alerta sonoro
Emergência
Botão cogumelo
Tempo prédefindo
Motor de Passo
Polia em V
Pinhão e
Correia e
cremalheira
polia(sincronizadora)
Sensor de força
Encoder
Nada
Alarme na interface
Alerta Luminoso
(verde)
Botão de pulso
Servo motor cc
Cordão de
emergência
Tabela 5: Matriz morfológica
2.3. Esboço funcional
Com base nas necessidades dos clientes, recursos disponíveis e demais
informações levantadas ao longo do projeto informacional e conceitual, foram
selecionados os princípios de solução que a equipe julgou mais adequados. Estes
princípios podem ser visualizados na tabela abaixo.
FUNÇÃO
PRINCÍPIO DE SOLUÇÃO SELECIONADA
Ligar
Botão pulso verde
Setup
Controle de velocidade
Potenciômetro
Ponto de início de soldagem
Teclado
Ponto final da soldagem
Teclado
Parâmetros de soldagem
Máquina
Posicionamento do carro
Manual
Início de processo
Botão pulso
Stop
Botão pulso
Abertura do arco elétrico
Sinal elétrico
Acionamento elétrico
Motor elétrico cc
Acionamento mecânico
Engrenagem
19
Deslocamento linear
Rodas em “V” sob trilhos
Realimentação
Potenciômetro multivoltas
Sinalização
Alerta Luminoso
Emergência
Botão cogumelo
Tabela 6: Princípios de solução selecionados
Estes princípios de solução foram selecionados pelos motivos:
Ligar: foi selecionado o botão da cor verde tendo em vista os custos,
além de ser uma forma amplamente utilizada como partida de máquinas em
geral;
Controle de velocidade: Selecionado um potenciômetro, pois o mesmo já
se encontra instalado no equipamento a ser automatizado;
Ponto de início e final de soldagem: Selecionado um teclado, em virtude
de facilitar a escolha dos pontos de soldagem;
Posicionamento inicial do carro: Realizado manual ou automaticamente
antes do início do processo de soldagem caso o mesmo não se encontre na
posição determinada no passo de escolha do ponto de início;
Início de processo e Stop: Selecionado botões de pulso será apenas
para enviar um sinal para a máquina iniciar ou para o processo;
Abertura do arco elétrico: Foi selecionado como princípio o sinal
proveniente da máquina de solda, pois o mesmo já está disponível;
Acionamento elétrico e mecânico: Selecionado como princípio o motor
CC e engrenagem, respectivamente, pois estas soluções já se encontram
empregados no sistema original;
Deslocamento linear: Selecionado Rodas em formato de “V” sob trilhos,
pois este é o princípio já instalado;
Realimentação: Selecionado Potenciômetro multi voltas, porque é um
princípio de custo relativamente baixo e, se adapta as condições impostas
pelos processos de soldagem;
Sinalização: Selecionado Alerta luminoso, pois é de fácil percepção e
custo reduzidos;
Botão de Emergência: Selecionado Botão cogumelo, em virtude de ser
amplamente utilizado para esse fim.
20
3. PROJETO PRELIMINAR
Após finalizar o projeto conceitual, que tratava dos princípios de solução que
seriam os mais adequados, ao projeto ora desenvolvido, foi iniciado o projeto
preliminar. Esta parte do projeto é dedicada ao desenvolvimento da modelagem do
sistema a ser construído, no que se refere a esquemas básicos do projeto, desenho
do circuito elétrico, bem como de outros dispositivos mecânicos que serão
incorporados, para o correto funcionamento do projeto.
Com o uso de softwares foram desenhados e projetados o circuito elétrico e
os componentes mecânicos. Com isso é possível que a execução do projeto se
torne mais fácil e ágil, além de evitar erros durante a montagem.
3.1. Diagrama Geral
Em virtude de que os recursos financeiros não foram suficientes para o
desenvolvimento do projeto descrito até o momento, optou-se pela construção de
uma estrutura similar, que desempenhará as mesmas funções. Ao invés de utilizar
vários botões para ligar e desligar, display LCD e o teclado, que seriam acoplados
diretamente à máquina, a alternativa foi o uso de um único botão de emergência, e a
solução para os demais itens foi o uso de um microcomputador. O microcomputador
terá a função dos botões, haja vista que nele irá rodar um software supervisório,
onde serão implementados os mesmos, além de não ser necessário o uso do display
e também do teclado.
Para um melhor entendimento do projeto foi efetuado um diagrama geral que
mostra as partes principais do projeto (Fig. 8). Nele é possível observar em blocos
cada parte do projeto e como eles estão atrelados.
21
Figura 8: Diagrama geral do projeto
De forma geral temos uma alimentação externa que supre as necessidades
da fonte e do supervisório. O supervisório utilizado foi o software ELIPSE SCADA, o
qual roda em um microcomputador. Através de uma rede MODBUS o Arduíno e o
Supervisório trocam informações. Conforme os valores setados no supervisório,
velocidade e posição, o Arduíno envia sinal para o Drive que controla o Motor CC. O
motor CC por sua vez desloca o carro até a posição desejada. Durante todo o trajeto
o Sensor de Posição envia dados ao Arduíno, e este executa um código que fará o
carro se deslocar na velocidade requerida.
3.2. Diagrama Elétrico, de Comunicação e Supervisório
O diagrama elétrico dos componentes que integram o projeto tem a função
de detalhar o sistema elétrico. Com ele é possível ter, além de uma visão global de
toda estrutura elétrica, também os detalhes das ligações dos componentes
eletroeletrônicos.
O sistema elétrico é constituído, basicamente, de uma fonte 12 V CC, um
Arduíno UNO, uma Ponte H (L298), e um potenciômetro, utilizado como sensor de
posição.
O sistema supervisório, desenvolvido através do software Elipse SCADA,
apresenta uma interface gráfica com as informações do processo, como a
velocidade de operação, ponto de início e final do cordão de solda, além de botões
22
de iniciar processo e voltar o carro ao início. Ainda é possível selecionar o valor da
posição de início e final desejado e velocidade de operação.
A comunicação entre o Arduíno e o supervisório é realizada através de uma
rede MODBUS. Esta rede permite ao SCADA enviar valores de referência ao
Arduíno e assim troque informações de seus registradores. Conforme o Arduíno
recebe os dados do supervisório, este faz o processamento e executa o código de
controle e envia um sinal de comando ao drive Ponte H (L298). O drive, que está
conectado ao motor de corrente contínua do carro, ao receber o sinal do Arduíno
através dos pinos 5, 7, 10 e 12, controla o motor de forma adequada, através da
limitação de corrente com ajuste da frequência do PWM (Pulse-Width Modulation).
O sensor de posição, potenciômetro, é ligado ao pino A0 do Arduíno. Este
tem função de ler a posição do carro e informar qual a posição que se encontra ao
Arduino. O diagrama é apresentado na Figura 9, cujo projeto foi desenvolvido no
software Proteus.
Figura 9: Diagrama Elétrico
O Arduíno é uma plataforma open source de baixo custo, dotada de um
microcontrolador Atemega 328A. Este microcontrolador dispõe de sete entradas
analógicas e catorze entradas/saídas digitais, onde uma entrada analógica é ligada
ao sensor de posição e duas saídas PWM são usadas para acionar o motor através
da ponte H. O conversor A/D do Atemega 328A é de 8 bits dando uma resolução de
1024 valores de posição.
23
O driver ponte H possui como principal Circuito Integrado de potência o CI
L298 que contem duas pontes H de transistores, que atuam como chaves que
comutam o motor CC com uma corrente máxima de dois ampères por ponte. Como
as mesmas foram ligadas em paralelo temos disponível até quatro Ampères para
acionar o motor CC com tensão de 12 V, em forma do PWM, disponibilizado pelo
arduíno.
Como sensor de posição foi usado um potenciômetro de dez voltas fixado a
uma engrenagem sincronizada de 60 mm de diâmetro e esta, acoplada a uma
correia sincronizada com comprimento de 1500 mm, proporcionando um
deslocamento máximo do carro de 1080 mm. Haja vista que, o potenciômetro possui
dez voltas, no entanto, como está preso à polia que tem 60 mm de diâmetro, este
tem rotação total menor que seis voltas o que acaba perdendo resolução.
3.3. Projeto Eletromecânico
O projeto eletromecânico foi desenhado no software SolidWorks (Fig. 10). O
sistema projetado consiste de um potenciômetro que é acoplado a uma
engrenagem. Conforme o carro se desloca no trilho a engrenagem é movimentada
angularmente, pois está acoplada a uma correia que tem suas pontas fixadas à base
da mesa de soldagem.
Figura 10: Projeto eletromecânico desenvolvido no SolidWorks
24
A parte do projeto mecânico que trata da movimentação do carro não foi
projetada, visto que já estava construída. Apenas por motivos de desgastes algumas
peças foram substituídas ou reparadas, para não influenciarem negativamente no
desempenho da soldagem. Neste sistema o motor de corrente contínua está
acoplado ao carro e através de engrenagens e correias que impulsionam o carro
tanto para frente quanto para trás. (Fig. 11).
Figura 11: Acoplamento mecânico para deslocamento do carro
3.4. Projeto do Software
O software foi desenvolvido no Arduíno utilizando a IDE (Interface de
Desenvolvimento) disponibilizada pela própria fabricante. A programação foi
desenvolvida na linguagem C, com importação de bibliotecas de comunicação
(MODBUS). Para comunicação com o software ELIPSE SCADA, foram usadas tags,
que em versão gratuita este software disponibiliza dezenove. Essas tags foram
tratadas como registradores dentro da programação do Arduíno conforme as
necessidades do projeto. A demanda do projeto não atingiu o uso de todas as tags.
Destes registradores, usou-se o regs[MB_40001] para transportar os valores
de posição dados pelo potenciômetro, e tratados por uma função de média na
programação. O registrador regs[MB_40008] leva a informação de velocidade do
SCADA para o Arduíno, e este enviar em forma de PWM para a ponte H. O
registrador regs[MB_40019] serve de retenção durante a execução. O registrador
regs[MB_40016] serve para movimentar o carro no sentido contrário ao de
soldagem.
25
A programação de movimentação está toda implementada no Arduíno
cabendo ao software SCADA apenas mostrar valores e receber comandos do
usuário. Por isso, no código do Arduíno foram implementados laços “if” que tomam
todas as decisões necessárias para o processo.
O primeiro laço “if” é responsável por verificar a existência da comunicação
serial, se a mesma não se mostrar presente o processo de soldagem é desligado e é
acionado uma luz de alarme.
Depois deste laço realiza-se a leitura da entrada analógica do potenciômetro
e com esses valores é calculada uma média dos cinco últimos valores. Com esses
valores filtrados inicia-se outro laço “if” que calcula a velocidade real do carro a cada
5 mm de deslocamento. Esse valor de velocidade real seria usado para aplicar o PID
de deslocamento, porém como o tempo de amostragem é muito lento o mesmo
deixou o sistema instável. Após ensaios foi definido que a velocidade seria
controlada em malha aberta, interpolando os valor que o PWM deveria assumir.
Com a velocidade de deslocamento determinada inicia-se outro laço “if”
onde é calculado se o ponto atual do carro é menor que o ponto final, se o botão
“INICIO DO PROCESSO” está acionado e se o arco está aberto. Com estas
condições satisfeitas o motor é acionado com a velocidade desejada até que uma
destas condições se torne falsa, desacionando assim o botão de “INICIO DO
PROCESSO” e abrindo possibilidade ao botão “VOLTAR”.
4. PROJETO DETALHADO
O projeto detalhado consiste do desenvolvimento e construção da estrutura
mecânica, estruturações dos circuitos elétricos, confecção de placas eletrônicas,
além do aprimoramento do sistema através de testes e melhorias, que até então não
estavam visíveis ou mensuradas.
4.1. Estrutura Final
Concluída a fase do projeto preliminar foi dado início à construção do
sistema
eletromecânico
para
acoplamento
do
potenciômetro
sensor
de
deslocamento. (Fig. 12).
Para este sistema foram presos três eixos em uma das laterais do carro. No
eixo central foi acoplada a engrenagem sincronizada através de rolamentos, e nos
eixos laterais foram acoplados roletes confeccionados com o polímero poliacetal que
26
servem de apoio para que haja contato entre a correia e a engrenagem
sincronizada.
Com um furo de seis milímetros, no centro da engrenagem, e com um rasgo
de chaveta, o eixo potenciômetro foi acoplado à polia sincronizada, de forma que
proporcionasse o mínimo de folga e, através de uma fina chapa de alumínio o
potenciômetro foi preso à parte superior do carro.
Figura 12: Projeto eletromecânico construído
Após a construção do projeto eletromecânico foi construída a fonte interna
do que alimentará todo o sistema. Através de um transformador monofásico de 220
V de entrada para 12+12 V de saída, e uma ponte retificadora, montou-se a fonte do
projeto, onde a mesma alimenta o Arduíno, o Driver ponte H do motor CC, o Driver
do motor de passo (projeto paralelo, objeto de estudo do controle de altura do arco
elétrico) e demais componentes de menor consumo(Fig. 13).
27
Figura 13: Componentes elétricos do projeto
Paralelamente, enquanto o projeto elétrico estava sendo construído, foi sendo
desenvolvido o sistema supervisório no software Elipse ESCADA (Fig. 14). A tela do
mesmo, onde foram implementados os botões e barras de controle, pode ser visto
na Figura 15.
Figura 14: Software utilizado
28
Figura 15: Tela do supervisório
O botão “INICIAR PROCESSO” dará inicio ao processo de soldagem
fazendo o carro se deslocar para frente, com velocidade ajustada na barra de
“VELOCIDADE”, dentro dos pontos delimitados, desde que o carro encontra-se entre
os pontos de inicio e fim selecionados. Quando o botão for acionado a mensagem
no mesmo altera-se para “EM OPERAÇÃO”, e se acionado novamente retorna a
mensagem “INICIAR PROCESSO”.
O botão “VOLTAR” é usado para fazer o retorno do carro ao ponto inicial do
trilho com velocidade máxima. A cada passe de solda, este botão precisa ser
pressionado para iniciar o próximo passe. Este botão é do tipo liga/desliga, ou seja,
possui retenção a pulso.
Além dos botões existem três barras de controle. Duas são usadas para
estipular os pontos de início e final do cordão de solda, e a terceira para setar a
velocidade de deslocamento do carro. Ao lado das barras de controle é possível
perceber os valores atribuídos e o valor da variável tem em cada instante.
Os demais componentes presente na tela de supervisório são ligados ao
controle de altura do arco de soldagem e fazem parte de outro trabalho desenvolvido
em paralelo a este.
4.2. Testes e Resultados
Depois de concluídos os trabalhos de construção e montagem mecânica
foram dados início aos testes de funcionamento fazendo melhorias no software e no
sistema mecânico.
29
A principal dificuldade enfrentada com o software SCADA, foi a comunicação
com o Arduíno, pois houve dificuldade para encontrar uma biblioteca Modbus_Slave
completa para fazer a comunicação. Na biblioteca encontrada e utilizada, havia os
endereços dos registradores embaralhados o que dificultou seu uso.
Além disso, como o potenciômetro não é um sensor de posição ideal,
principalmente onde se exige elevada precisão, o mesmo apresentou grande
quantidade de ruído em seu sinal, os quais foram amenizados através de filtros
físicos e de programação. Como filtro físico foi colocado capacitores de cerâmica
com a capacitância resultante de dois microfarad junto a o pino de sinal e ao
GND(aterramento). E como filtro de programação foi adicionado uma função que
calcula a média dos cinco últimos resultados. Assim a margem da variação
apresentada no programa passou de aproximadamente 60 mm (de 30 mm para
menos a 30 mm para mais), para no máximo três milímetros.
Como houve variação do sinal do potenciômetro de posição, foi necessário
acrescentar uma retenção, para que o carro se mantivesse parado, no fim do
processo. Esta retenção foi realizada junto ao programa SCADA adicionando um
botão de “INICIO DE PROCESSO”.
Por motivos mecânicos a movimentação do carro em baixas velocidades não
se mostrou contínua, haja vista que as engrenagens de redução não estavam
rigidamente presas e por isso não ofereciam aperto à correia, fazendo com que a
esta pulasse dentes. Para resolver este problema, foi implementado uma função PID
para manipular a velocidade do carro e mantê-la constante. Todavia, como a
resolução do potenciômetro de posição se mostrou insuficiente, deixando um
elevado “dead time”, tempo entre duas medições distintas, fez com que o sistema
ficasse instável. A última alternativa para deixar a movimentação contínua foi de
melhorar a fixação das engrenagens, para isso foi trocada uma bucha confeccionada
em polímero poliacetal por uma de alumínio aeronáutico, já que a antiga estava com
a rosca danificada.
Durante os testes foram constatados possíveis casos onde a comunicação
poderia falhar e nesta situação o processo de soldagem deveria parar
imediatamente. Para esta demanda foram adicionados laços “if” que detectam a
falha de comunicação e realizam a parada do processo.
Concluídos os ensaios de movimentação com o carro a vazio, foi dado inicio
aos experimentos práticos. Foram necessários varias tentativas para obter um
30
resultado relativamente satisfatório. Ajustando os parâmetros da máquina de solda e
a velocidade de deslocamento do carro obteve-se os primeiros resultados que
podem ser vistos na Figura 14.
Figura 14: Primeiros testes práticos
Porém devido ao aquecimento da ponte H, percebeu-se que ela não estava
respondendo adequadamente aos comandos. Durante a operação o carro
apresentava variações de velocidade. Esse fato faz o cordão ter mais deposição de
31
material em uma região e menos em outra, implicando em variação de altura e
largura do mesmo, e com isso, afetando diretamente a qualidade da junção. Diante
destas ocorrências, nos últimos ensaios realizados (Figura 15), os parâmetros que
se obteve melhor qualidade foram:
Velocidade de Arame: 15 m/min;
Velocidade de deslocamento do carro: 72 cm/min e;
Tensão de operação: 16 V.
Figura 15: Soldagem com velocidade de deslocamento do carro de 72 cm/min
4.3. Conclusões
Os testes permitiram perceber como se comportava a estrutura construída
assim como a lógica de programação. Durante os testes ocorreram diversos
problemas, aos quais foram dadas soluções, conforme se encaminhava o projeto.
4.3.1. Especificações atingidas
Concluída a etapa de testes percebeu-se que todos os requisitos, que se
esperava alcançar, foram atingidos com a aplicação de mecanismos elétricos,
mecânicos e de programação. No estado atual é possível controlar a velocidade de
soldagem, definir o ponto de início e final do cordão de solda, não obstante, estas
variáveis ainda podem ser controladas à distância através de uma interface gráfica e
da rede de comunicação MODBUS. Mesmo, diante do processo de soldagem prático
o sistema de sensoriamento tem demonstrado um comportamento normal, não
havendo interferência eletromagnética, provocada pela corrente de soldagem, aos
sinais de comunicação analógicos que provocasse falha no processo.
4.3.2. Sugestões de Melhoria
32
Em virtude de ocorrer o constante movimento do potenciômetro, o mesmo
pode não ter o desempenho e a vida útil desejada. Por isso sugere-se que em
desenvolvimentos futuros, o sistema de sensoriamento, potenciômetro, polia e
correia sincronizadora, seja substituído por outro dispositivo que não tenha desgaste
por movimentos mecânicos, um sensor ultrassônico ou laser, encoder absoluto, por
exemplo, e que não sejam suscetíveis a ruídos.
O projeto desenvolvido executa processos de soldagem somente em duas
direções, no eixo X e no eixo Z. Como nos processo de soldagem pode ser
necessário fazer o tecimento, soldagem com chanfros, ou soldagem em linhas
irregulares, seria relevante que a máquina percorresse também o eixo Y.
Os processos de soldagem podem exigir uma velocidade relativamente
baixa. Neste momento, mesmo com a razão cíclica (PWM) regulada para a mínima
velocidade desejável, ainda o carro anda muito rápido. Caso seja diminuída ainda
mais a razão do PWM ocorrem travamentos, trancos no deslocamento do carro. Este
problema seria evitado se fossem trocadas as engrenagens de acionamento, para
que haja uma redução maior, assim terá movimentos lentos e suaves. Além disso, o
projeto apresenta engrenagens de borracha, que em virtude do uso estão um pouco
danificadas. O desejável seria o uso de engrenagens metálicas, já que apresentam
maior resistência ao desgaste.
O microcontrolador utilizado, Atemega 328A, apresenta resolução no
conversor A/D de oito bits. O uso de um microcontrolador de doze bits, por exemplo,
acompanhado de um sensor que possui alta resolução ou um encoder absoluto
(gerador de impulsos) o qual é muito usado neste tipo de aplicação, e melhoraria
consideravelmente o desempenho do controle de posição e velocidade.
33
ANEXOS
ANEXO A
Resumo do projeto existente no IFSC
34
ANEXO B
Fotos do projeto existente
35
ANEXO C
Código fonte do Arduíno.
#include <ModbusSlave.h>
#include <Wire.h>
#include <PID_v1.h>
/* primeiro passo MBS: criação e instanciamento */
ModbusSlave mbs;
float kp=20; //32
float ki=0; //9
float kd=5; //53
int i;
double SetPoint, PresentValue, ManipulatedValue;
int setPoint;
// variaveis para a média
float d1;
float d2;
float d3;
float d4;
float d5;
unsigned long lastTime;// variavel do tempo para calculo de velocidade
float ponto_passado;// variavel da posição para calculo de velocidade
float ponto_atual;// variavel de posição
float distanciadt;// variavel de velocidade
int alarme= 5;
PID pid(&PresentValue, &ManipulatedValue, &SetPoint, kp, ki, kd, REVERSE);
/*REGISTRADORES DAS VARIAVEIS DO ARDUINO */
enum {
MB_40000,
//A0
MB_40001,
//A1
MB_40002,
//A2
MB_40003,
//A3
MB_40004,
//A4
MB_40005,
//A5
MB_40006,
//A6
MB_40007,
//A7
36
//SAIDAS PWM
MB_40008,
//PWM PIN_06
MB_40009,
//PWM PIN_09
MB_40010,
//PWM PIN_10
MB_40011,
//PWM PIN_11
//SAIDAS DIGITAIS
MB_40012,
//PIN_07
MB_40013,
//PIN_08
MB_40014,
//PIN_12
MB_40015,
//PIN_13
//ENTRDAS DIGITAIS
MB_40016,
//PIN_02
MB_40017,
//PIN_03
MB_40018,
//PIN_04
MB_40019,
//PIN_13
// Aqui você pode criar mais registradores. Lembrete os registradores e tags são na verdade
variaveis.
MB_REGS
};
long deltaTime;
int regs[MB_REGS];
unsigned long wdog = 0;
/* watchdog */
unsigned long tprev = 0;
/* previous time*/
int ponto_final;
int velocidade;
int MotorA=10;// pinos da ponte H
int MotorB=13;// pinos da ponte H
void setup()
{
Wire.begin(); //apenas para uso do I2C comentar se não for utilizar
/* O Modbus slave configuração de parametros */
const unsigned char SLAVE = 10;
const long BAUD = 115200;
const char PARITY = 'n';
/* slaveId */
/* baud rate */
/* n=none; e=even; o=odd */
const char TXENPIN = 12; /* output driver enable pin geralmente é utilizado o pino 2*/
pid.SetMode(AUTOMATIC);
37
/* segundo passo MBS: configuração */
mbs.configure(SLAVE, BAUD, PARITY, TXENPIN);
mbs.setup_regs(regs, MB_REGS);
/*SAIDAS*/
pinMode(2, OUTPUT);
pinMode(3, OUTPUT);
pinMode(4, OUTPUT);
pinMode(5, OUTPUT);
/*ENTRADAS*/
pinMode(7, INPUT);
pinMode(8, INPUT);
pinMode(12, INPUT);
pinMode(11, OUTPUT);
pinMode(13, OUTPUT);
}
float filtra(float d1, float d2, float d3, float d4, float d5) //Funcao de média com 5 numeros
{
ponto_atual=((d1+d2+d3+d4+d5)/5);
//calcula a média
ponto_atual = map(ponto_atual, 0, 1023, 0, 1500);
// interpola a média
ponto_atual= ponto_atual - 163; // translada a média 163 unidades para esquerda
ponto_atual = map(ponto_atual, 0, 915, 0, 1080);
// interpola a média novamente
return ponto_atual;// retorna a média
}
void loop()
{
if(Serial.available()>0){ // verifica se existem dados na serial a serem lidos
d1 = analogRead(A0); // le o valor de posição fornecido pelo potenciometro
ponto_atual=filtra(d1,d2,d3,d4,d5); /* joga os valores para as variaves de média */
d5 = d4;
d4 = d3;
d3 = d2;
d2 = d1;
if((ponto_atual-ponto_passado)>=5){// calcula a velocidade atual do carro
deltaTime=millis()-lastTime;// acha a variação do tempo
lastTime=millis();
distanciadt=(((ponto_atual-ponto_passado)*500)/deltaTime);// calcula a velocidade atual
ponto_passado=ponto_atual;
}
regs[MB_40006]=deltaTime;// registradores de teste
regs[MB_40000] = ponto_atual;// registradores de teste
38
//mudar a escala de velocidade do scada
PresentValue=distanciadt;// inventar um metodo pra calcular a velocidade de deslocamento e igualalo a distanciadt(a questão esta em achar o tempo das 5 medições)
setPoint = regs[MB_40008]; // setpoint de velocidade setado para o PID
// Calcula o valor manipulado
pid.Compute();
float velocidadepid = map(ManipulatedValue, 0, 255, 40, 255);// interpolação da variavel retornada
pelo PID
regs[MB_40007]=velocidadepid; // registradores de teste
velocidade=map(regs[MB_40008], 0, 100, 30, 255);
ponto_final= regs[MB_40001];// pega o valor do ponto final do software SCADA
// distancia percurso = sería a distantancia setada mais a atual
if ((ponto_atual<ponto_final) && (regs[MB_40019] == HIGH) ){// laço pra mover o carro
analogWrite(MotorA, velocidade);
digitalWrite(MotorB, LOW);
}
else{
digitalWrite(MotorA, LOW);
regs[MB_40019]=0; // retenção de fim de processo
}
if (regs[MB_40016] == HIGH){ // retenção fim de processo
digitalWrite(MotorB, LOW);
digitalWrite(MotorA, LOW);
}
if (regs[MB_40018] == HIGH) {
// registrador que informa a ré do carro
digitalWrite(MotorB, HIGH);
digitalWrite(MotorA, LOW);
}
else{
digitalWrite(MotorB, LOW);
}
digitalWrite(alarme,LOW );
}
else{// falha de comunicação
digitalWrite(alarme, HIGH);// acionamento de alarme de erro de comunicação
}
if(mbs.update())
wdog = millis();
if ((millis() - wdog) > 3000);
}
39
Referências
BRACARENSE, A. Q.; MARQUES, P. V.; MODESINE, P. J. SOLDAGEM
fundamentos e tecnologia. 3ª. ed., Editora UFMG, 2009.
ROZENFELD et al. Gestão de Desenvolvimento de Produtos: - Uma Referência
para Melhoria do Processo. 1ª. ed. São Paulo: Saraiva, 2006.
LERMEN, R. T. Influência da Velocidade de Soldagem sobre as Geometrias dos
Cordões de Solda Realizados Através dos Processos de Soldagem FACW e
Soldagem Híbrida (TIG/FACW). 2011. 10f. (Tecnologia em Inovação Tecnológica) FAHOR, SIEF – Semana Internacional das Engenharias da FAHOR, 2011.
Figura 2. Disponível em: <http://pt.esab.net/global/en/education/images/MIGMAG.jpg
> Acesso em: 14 ago. 2014
Figura 4. Disponível em:
< http://img193.imageshack.us/img193/4748/migmag.png > Acesso em: 14 ago.
2014. Adaptada.
Figura 5. Disponível em:
<http://www.labsolda.ufsc.br/projetos/projetos_viabilizados/tartilope_v4.php > Acesso
em: 14 ago. 2014
Figura 6. Disponível em:
<http://www.netsu.com.br/Produtos/soldagemautomatica.html > Acesso em: 14 ago.
2014
http://portaldoarduino.com.br/tutorial-comunicacao-modbus-rtu-com-arduino-e-osupervisorio-elipse-scada/
40
Download